School of Innovation, Design and Engineering
Organizational readiness for
the implementation of robots
in collaborative
environments: a case study
Master thesis work
30 credits, Advanced level
Product and process development Production and Logistics
Report code: Commissioned by:
Tutor (company): Project Coordinator
Tutor (university): Staffan Andersson & Mikael Hedelind Examiner: Antti Salonen
ABSTRACT
The concept Industry 4.0 brings several technologies that could be useful for the factories and manufacturers to become more competitive. One of these technologies is the robots in collaborative environments which operate fenceless together with the operators. The interest of these robots in the manufacturing sector has been getting more attention in recent years. These implementation types require the organizations to determine their readiness levels to have success with the robot. Currently, the successful implantations of the robots in collaborative environments in industry are few, and the success factors must be mapped. Therefore, investigating the potential barriers, enablers and establishing a road map for a case company could be useful to fill this gap and assist the organizations with what is necessary to accomplish a successful implementation.
A case study was conducted at a manufacturing company in Sweden, which allowed for insights into how an actual organization approaches the situation. The case company organization was in the process of acquiring a robot in a collaborative environment, hence, the data from the case company was relevant to answer the research questions. Furthermore, the data was collected using interviews, observations, and documents at the case company. A literature review was performed to provide information regarding the common factors within a RCE implementation, which also was a base for the interview guide. The data was analysed by comparing the theoretical framework and with the empirical findings to bring forth a conclusion and to establish a road map for the case company. A road map was created with sets of questions to address the identified barriers and enablers found in both literature and at the case company.
The constructed road map contains questions concerning the areas of knowledge about the robot in collaborative environments, communication & information, organizational aspects, and resistance towards the change. By addressing the questions developed in the framework, the organization could get an advantage when considering the implementation of the robot. For the case company, as they are further along in the process, the road map could indicate how well they have performed in current projects. Furthermore, it could generate a more successful project the next time.
(Keywords: Cobot, Capabilities, Ergonomic, Cobot readiness, Cobot safety, Cobot assembly
ACKNOWLEDGEMENTS
We would like to express sincere gratitude to all employees at the case company who agreed to be interviewed, and a special thanks to the Project Leader Coordinator who helped us throughout the thesis and answered all questions. We would also direct a special thanks to Staffan Andersson and Mikael Hedelind, our supervisors from Mälardalens University. Staffan and Mikael´s great knowledge contributed to guiding us down the right path and keeping us motivated throughout the whole process. Last but not least, we would thank everyone involved for helping us throughout the master thesis, family, friends, and the robot integrators who agreed to interviews and guided us to the right persons of interest.
Contents
1. INTRODUCTION ... 8
1.1. BACKGROUND ... 8
1.2. PROBLEM DEFINITION ... 9
1.3. AIM AND RESEARCH QUESTIONS ... 10
1.4. SCOPE ... 10 2. RESEARCH METHOD ... 11 2.1. RESEARCH APPROACH ... 11 2.2. CASE STUDY ... 11 2.3.1 Case selection... 12 2.3. DATA COLLECTION ... 12 2.3.1. Literature review ... 12 2.3.2. Observations ... 13 2.3.3. Anonymization ... 14 2.3.4. Interviews ... 14 2.4. DATA ANALYSIS ... 15
2.4.1. Development of the roadmap ... 17
2.5. RELIABILITY ... 17
2.6. VALIDITY ... 17
3. THEORETIC FRAMEWORK ... 18
3.1. PRODUCTION SYSTEM DEVELOPMENT ... 18
3.2. INTRODUCTION OF NEW TECHNOLOGIES ... 20
3.3. RCE’S IN MANUFACTURING INDUSTRY ... 21
3.3.1. Scenarios in workspace ... 21
3.4. ORGANIZATION READINESS FOR RCE ... 22
3.5. FACTORS OF RCE IMPLEMENTATION ... 22
3.5.1. Pre-study phase ... 23
3.5.2. Implementation phase ... 25
3.5.3. Knowledge capturing and training framework. ... 26
3.6. SAFETY FOR PERSONNEL ... 27
3.6.1. Risk-assessment ... 29
3.6.2. Prior to start-up ... 29
3.6.3. ISO-Standards ... 29
3.7. RCE IMPLEMENTATION CHALLENGES ... 30
4. RESULT (EMPIRICS) ... 31
4.1. STUDY RESULTS ... 31
4.2. KNOWLEDGE ABOUT THE RCE PROJECT AT THE CASE COMPANY... 31
4.3. KNOWLEDGE ABOUT RCE ... 32
4.4. CHALLENGES WITH THE IMPLEMENTATION OF THE RCES ... 32
4.5. POSSIBILITIES WITH THE RCE ... 33
4.5.1. Planning the layout ... 34
4.6. SAFETY-RELATED CONCERNS ... 34
4.7. CE-CLASSIFICATION ... 35
4.8. COMPETENCE ... 35
4.8.1. Programming ... 35
4.8.2. Maintenance of the RCE application ... 36
4.8.3. Additive Manufacturing... 36
4.9. EDUCATION FOR THE PERSONNEL ... 36
4.10. APPROACH TO THE RCE ... 37
5.1.1 Knowledge about the RCE ... 39
5.1.2 The use of the system integrators for the implementation ... 39
5.1.3 Capturing the knowledge of the implementation ... 40
5.2 INFORMATION THROUGHOUT THE ORGANIZATION DURING THE PROJECT ... 40
5.3 SAFETY FOR THE PERSONNEL AND RCE ... 41
5.3.1 CE-classification of the RCE ... 42
5.3.2 Risk-assessment for the RCE ... 43
5.3.3 Planning of the cell ... 43
5.4 EFFECTS ON THE PERSONNEL BY WORKING WITH A RCE. ... 44
5.5 ENABLERS ... 45
5.6 RCE KNOWLEDGE... 45
5.2.1 RCE collaboration scenarios ... 45
5.7 EDUCATION ... 46
5.8 SUITABILITY OF THE RCE ... 46
5.9 IMPLEMENTATION STRATEGIES ... 47
5.2.4 Capturing the knowledge from the implementation of RCE ... 48
5.10 IDENTIFIED BARRIERS AND FROM ANALYSIS. ... 50
5.11 THE DEVELOPMENT OF THE ROAD FOR THE RCE IMPLEMENTATION ... 51
5.12 COMMUNICATION ... 52
5.13 ORGANIZATIONAL ASPECTS ... 55
5.14 KNOWLEDGE ABOUT RCE ... 58
5.15 RESISTANCE TOWARDS THE RCE ... 60
6 CONCLUSIONS AND RECOMMENDATIONS ... 63
6.1 CONCLUSION ... 63
6.2 RECOMMENDATIONS AND FUTURE RESEARCH ... 64
7 REFERENCES ... 66
7.1. LIST OF REFERENCES ... 66
7.2. APPENDICES... 70
7.2.1. Appendix 1 ... 70
ABBREVIATIONS
AMT = Advanced manufacturing technologies FMEA = Failure modes and effects analysis HRC = Human robot collaboration
TRA = Technology readiness assessment TRL = Technology readiness level
RCE = Robot in a collaborative environment VSM = Value stream map
1. Introduction
This section describes the background to the researched topic and why the area of research is important to investigate, followed by the problem definition and the stated research questions.
1.1. Background
Industry 4.0, which is the latest industrial revolution, has brought different technologies into manufacturing companies. Industry 4.0 is characterized by Cyber-physical systems (CPS), where production is based on miscellaneous data and knowledge integration. The main goals of Industry 4.0 are to achieve a higher level of efficiency, productivity, and automation. One main feature of Industry 4.0 is the human-robot collaboration (HRC) (Lu, 2017). Within the HRC feature, a robot in a collaborative environment (RCE) is introduced. The main purpose of an RCE is to work amongst humans in a shared workspace without safety barriers, i.e., fences (Cohen et al., 2019). One main goal of manufacturing companies is to reduce the strain of workers and maintain high efficiency in the production lines, where one way to reach the goal is the use of RCE applications (Akella et al., 1999; Sylla et al., 2014). One main benefit of an RCE is the possibility of combining the advantages of automation with the flexibility and problem-solving skills of a human (Villani et al., 2018).
The RCE characteristics are defined by its ability to safely interact with humans, flexibility, learnability, and quick adjustment. The RCE application can be equipped with sensors and technical vision, combined with machine learning, adapting itself to its surroundings (Galin et al., 2020). Within the manufacturing industries, there may be tasks that are difficult to automate. These tasks can be automated with the help of an RCE application, where it collaborates with a human, improves product quality, and improves the employees' working conditions (El Makrini et al., 2018). There are different types of HRC, which are coexistence, synchronized, cooperation, and collaboration. These levels of collaboration differ depending on how much it collaborates with the human and to what extent the workspace is shared (Bauer et al., 2016).
Prior to the implementation of the RCE, determining the readiness levels of the organization could solve problems that otherwise occur farther along in the process. These types of assessments of the technology levels could be done using Technology Readiness Assessment (TRA), which gives an indication of the maturity which the organization has for said technology (Fast-Berglund et al., 2014). Once the assessment is complete, there are numerous aspects to consider before introducing an RCE application on the production floor. The implementation of RCE’s are complex procedures and require a good foundation of knowledge and preparation. The knowledge could be in the areas of, e.g., business models, social aspects, safety, humans behaviour in proximity RCE application, and what tasks to assign to it (Cohen et al., 2019).
Implementing an RCE into the shopfloor without careful planning could lead to unwanted results, e.g., the acceptance of it could be small, and efficacy could be low. Therefore, the communication between staff and management is crucial, according to Bauer et al. (2016), to mitigate the resistance towards the RCE implementation. Communication of the implementation and its purpose could address a problem of uncertainty that could occur with organizational changes, by not considering the social aspects that comes with the implementation would have damaging effects of job satisfaction and stress-levels (Charalambous et al., 2015).
Currently, the RCE applications in the manufacturing industry are mainly used in pre-determined tasks with specifically designed features for collaborative operation. The tasks the RCE applications perform are simple applications, ergonomics-related, repetitive motion risks, highly manual processes, or increase flexibility (Simões et al., 2020). RCE represents 2-3% of the total industrial robot market, and there are around 400,000 RCE’s deployed in the industries currently. Although, the total RCE usage is increasing every year, following the robust growth it has had the recent years (Franklin et al., 2020). The total amount of RCE’s operating in industry increased to 4,8% in 2019, but the market for RCE is still in the beginning phase (IFR, 2019).
1.2. Problem definition
An RCE application could be addressed to solve challenges which humans could have, e.g., repeatability, human physical limitations and reduced cost of labour (Charalambous et al., 2015; Franklin et al., 2020). However, the implementation of the RCE in manufacturing industries has progressed slowly. An explanation of the slow process of implementing RCE can be insufficient acceptance of the employees, where most research has been focused on the technical challenges and HRC in a service context (Kopp et al., 2021).
Even if RCE is a promising technology for the manufacturing industries, its implementation has not received much attention, and it can be difficult to find successful implementations in practice (Kopp et al., 2021). The difficulties of the RCE implementations encompass several reasons, e.g., lack of experience of the RCE, age, and gender, which could lead to resistance toward the implementation itself (Müller-Abdelrazeq et al., 2019). The lack of knowledge and experience could lead to the personnel not knowing the assigned tasks of the RCE application and its area of operations. Thus, it could lead to unnecessary stoppages and safety concerns because of the personnel walking through the designated area of the RCE application (Broum & Šimon, 2019). Furthermore, the most significant areas which could build-up barriers are, e.g., lack of knowledge, legal issues, suitable suppliers of RCE, capacity issues, costs, and adaptability to the current process (Aaltonen & Salmi, 2019).
Examining the organization level and not limiting it to the technical aspects only and investigating the effects on the entire structure could prove important. There is a significant amount of RCE implementation projects that are not successful (Charalambous et al., 2015). It is not an issue of the RCE´s performance, but it rather depends on the organizations' readiness and preparation. According to Simões et al. (2020), transparency and communication between high-level management personnel and the organization must be done continuously and be prioritized to have a successful implementation of the RCE. Establishing good communication between the different departments will enable the personnel to be involved in the entire implementation process. Otherwise, there is a risk that the common misconception of RCE, which when implemented is there to replace a worker, is further strengthened (Müller-Abdelrazeq et al., 2019).
The organizational readiness for the new technology must be planned properly for it to be successful. Implementing advanced manufacturing technologies (AMT), i.e., RCE in the production floor are mainly done to improve the operational parameters, such as safety, quality, and repeatability (Cardoso et al., 2012). Although Simões et al., (2020) mean that with that mindset, there is a risk that organizations might fall into a similar problem that occurred historically where the desired metrics are not met with the implementation. These innovations in
the personnel both in acceptance but also in mental aspects is important. Mainly, the HRC must be analysed to determine the impact it could have on the human (Gualtieri et al., 2021) The importance of planning and allocating the necessary time to both communicate the change and allow for feedback is crucial for the organizational change (Price & Chahal, 2006).
Adopting a framework for the readiness to implement an RCE in the production could ensure that all aspects are covered. Similar to the TRA, which is used to determine a specific technology’s capabilities and readiness (Fast-Berglund et al., 2014). An important factor when using a framework is that it considers all the necessary factors e.g., competencies, strategic goals, and other organizational aspects, instead of just the technical side as described by Charalambous et al. (2015). This will give the organization a more holistic view of the system. Therefore, the need for the necessary information regarding the RCE implementation is crucial for its success. Currently, as described by Aaltonen and Salmi (2019), the perceived knowledge and the actual knowledge could differ among the personnel regarding the RCE features. Furthermore, the perceptions between the personnel on the operator level has a different point of view than the management level personnel.
Therefore, when considering the implementation of an RCE on the production floor, some aspects must be considered for the smooth implementation with as few barriers as possible. These types of barriers consist of being aware of the impact the implementation of the RCE has on the organization both at a high-level and for the lower-level personnel, i.e., operators as well. Without communication and involvement, the process, the acceptance, and attitude towards the change could be affected negatively. Additionally, the mapping on the knowledge and competence which the organization possesses currently about the RCE are mandatory actions for a smooth implementation. Otherwise, there is a risk of not addressing safety concerns, efficient implementation of the RCE application, and dissatisfactory performance.
1.3. Aim and Research questions
The aim is to investigate the implementation of RCE from an organizational perspective in the manufacturing industry. To reach the aim of this study, the following research questions are formulated:
• What are the barriers in the early implementation phases for RCE? • What are the enablers for the early phases of robotics in a RCE?
Based on the findings of the enables and barriers, a third research question is stated:
• How could a roadmap be developed to support the implementation of RCE in an
assembly line?
1.4. Scope
The scope of this study is to evaluate readiness levels for the implementation of RCE within an assembly line and investigate organizational aspects. The aspects that are covered within the scope are organizational knowledge concerning RCE, competence, automation resistance, and communication.
2. Research method
This section describes how the thesis was conducted, what research methods were used and why different methods has been chosen.
2.1. Research approach
The thesis was based on the qualitative research approach and adopted the interpretivist view, which according to (De Mast & Lokkerbol, 2012) is an appropriate method to understand complex problems. The interpretivist-based research allows for understanding the topic at large before entering the domain of the problem. Thus, it allowed an understanding of the studied problem in its context thus not limiting types of data. The topic of the thesis and the stated research questions encouraged that the need for interviews was vital for the understanding of the complex problems. The incorporation of interviews and people to understand the problem is common within the interpretivist viewpoint. The notion of adopting a qualitative research approach for such complex tasks is emphasized by Williamsson (2002), that states that research questions for the scope of the thesis was ‘why’ and ‘what’ should use the qualitative approach. Therefore, choosing to conduct a case study as a method for collecting data suited the qualitative research approach and the interpretivist view of the problem.
The interpretivist research view allowed for the altering or aligning of the literature during the course of the report as stated by Dawson, (2009). Thus, the literature that was used for the thesis was aligned iteratively. It led to only using the relevant literature in the thesis and no unnecessary sections of theory being left. It is also emphasized by Williamsson (2002) that research within the interpretivist view is done more continuously throughout the process instead making changes at the end.
2.2. Case study
The process of the case study and the activities prior consisted of several stages. These stages were e.g., feasibility of the case study, case selection, data gathering, method of gathering the data, the analysis of the data and lastly, a conclusion. These steps are similar to what is described by (Campbell & Yin, 2018), being the different stages, e.g., plan, design, preparation, gathering, analysis, and delivering the final result. Following this type of structure when conducting the case study resulted in a good foundation for the thesis.
The first step was to consider the feasibility of using a case study to answer the research questions. Due to the stated research questions seek to answer why and how a certain phenomenon occurs, the case study approach was deemed appropriate. The use of the case study supported in getting an understanding of the problem first-hand instead of being dependent on literature solely (Williamsson, 2002). Furthermore, the benefit of using a case study approach was that the different opinions of the same problem within the case company could be gathered as data. To further expand the scope and identify additional factors, a decision was made to interview other organizations, such as system integrators and education providers. The decision was made in order to further investigate the enablers and barriers in the chosen area, where the different parts could have different opinions regarding an RCE implementation. These opinions or as described by Harrison et al., (2017) realities, allow for a good understanding of complex
that was collected during the case study was later used in the analysis as trying to find similarities in the frame of reference.
2.3.1 Case selection
The company that was selected for the case study was investigating the possibility of the introducing an RCE in the assembly department. This presented an excellent opportunity for empirical data and information which suited the aim of the master thesis. By selecting a case company that was best suited for the aim and research questions, it allowed for the data to stay relevant. It is similar to Harrison et al. (2017) defined being an essential stage in the selection of case study companies, where a careful selection could lead to better accuracy of the data. The case study was conducted at a global manufacturing company in Sweden. Initially, the reasoning behind the choice of a single-case study was the uniqueness of the case where the scope was expanded to include external competence due to the lack of knowledge regarding RCE applications within the case-company. Therefore, being part of implementation process and acquiring that data is not that common and was beneficial to answer the research questions and purpose. According to Campbell and Yin (2018), choosing a single-case to investigate could a good option if its unique and not that frequently occurring phenomena. The section at the manufacturing company currently had a large portion of the processes conducted manually with large and heavy components. The case company had a vast knowledge about the implementation of traditional automation solutions which could yield good data regarding different enablers that could be applicable for the RCE as well. In addition to that, the case company was in the process of procuring a RCE which further strengthen the reasons to choose this case. It further gave more reasons to choose this case company which could provide data and insights into how they planned this implementation of the RCE. Hence, the case company was the only one used in the case study.
2.3. Data collection
The objective of the data collection phase was to gather information about the organizational aspects considered important for the readiness of the study. To get the necessary data, several methods were used to capture as much information and impressions of the phenomena. Prior to the collection of data at the case company, literature was reviewed to get knowledge in the field and an understanding of potential problems. It enabled the information gathering to be more adaptive and having the ability to follow-up interesting leads which complies to what Campbell & Yin (2018) states. The methods to gather the empirical data were done through, e.g., interviews, observations at the case company and email. The latter, the email correspondence, was only done sporadically if a question needed a quick answer. Which gave increased the flexibility of the data collection as stated by (Heath et al., 2018)
2.3.1. Literature review
Snyder (2019) emphasizes that literature reviews are useful when the aim is to provide an overview of a specific issue or research problem. Literature reviews can be conducted in different ways, where the literature study in this thesis was conducted with a systematic approach. The goal of a systematic review is to identify all empirical evidence that fits the scope, combined with a meta-analysis to compare and identify patterns between articles.
The primary data source for the literature review was scientific articles and books where the database used for the collection of articles were primarily ScienceDirect, Primo and Scopus. The
search process of the articles was conducted by developing keywords to find relevant information of the subject. The keywords were “Cobot”,” capabilities”, “ergonomic”, “Cobot readiness”, “Cobot safety”, “Cobot assembly line “, Industry 4.0”, “Human robot integration” and “Human robot collaboration”. The reason to use Cobot as a search term instead of the RCE abbreviation was because of the RCE term is fairly new, which could lead to fewer articles being found with good information because of this new terminology. To be able to find additional relevant articles containing the keywords, search terms were developed based on the keywords and are presented in table 1. In Table 1, the topics were based on the keywords, and combined to provide the possibility of finding specific relevant articles. The “x” in table 1 represents which topic keywords were used in the specific search term.
Table 1. Combined keywords to develop search-terms.
Topic Search term 1 Search term 2 Search term 3 Search term 4 Search term 5 Search term 6 Search term 7 Cobot x x x x x Industry 4.0 x Assembly line x x x x
Human robot integration x x
Human robot collaboration Readiness x x Safety x x Ergonomic x x Capabilities x
Articles that were reviewed had to primarily be published between 2015-2021, to remain reliable and valid because the studied subject is relatively a new phenomenon. An exception was made if an article was relevant to the subject and contained information that previously had been well researched, i.e., “goals of RCE” and “production system frameworks”. The article search process was conducted by finding articles that had a relevant title, followed by reading the abstract, and if the abstract was relevant, the articles were placed in folders according to the areas covered in the article. The articles were then read through fully, where the findings were highlighted and used as a frame of reference. Snowballing was also used if the author mentioned information that was useful in the specific area or other areas within the scope of the thesis.
2.3.2. Observations
To further understand the chosen area of study, being able to know how the production system operates and identifying possibilities regarding the use-case, observations were made at the visits. Walking through the shopfloor and observing the investigated area in the natural setting generated questions regarding the RCE implementation. These types of impromptu questions were asked to get a better understanding of the current process and the layout associated with the implementation of the RCE. Due to the pandemic that was ongoing while conducting the study, visitations to the case company were kept at a minimum. The case company was visited only once during the time-period of the study, which limited the observations of the thought-of place
case-company. To increase the efficiency of visits, notes were written down on a notepad to ensure that all information was gathered.
2.3.3. Anonymization
The information that was collected through visits, interviews and observations were filtered due to secrecy, where no names of the personnel and specific names of the areas in the production will be mentioned. The roles of the interviewees at the case company were used in the empirics to describe who said what. Once the interviews and transcribed data from the interviews were complete and the thesis is published, the sound recordings were deleted.
2.3.4. Interviews
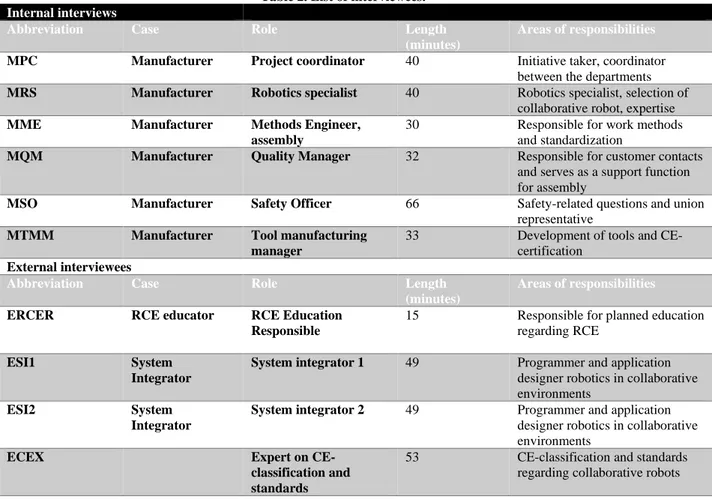
Before conducting the interviews, an interview guide, which can be seen in Appendix 1 and 2, was developed for the purpose of having a structure to the interviews, also to get relevant information to support the study. When the interview guide was developed, the foundation of the interview guide was a base of 10 questions with 22 sub-questions. The interview guide was structured in a manner that enabled the gathering of information about the project itself but also about the knowledge and thoughts the personnel had with automation and RCE. It meant that the three were a set of general questions that could be asked widely across the personnel. The knowledge about the topic of collaborative robotics might differ. Therefore, the choice was made to interview personnel from different levels of the organization to get a fair reading of the data. Appendix 2 was developed for the purpose of interviewing the external system integrators, hence other questions with a focus more in the implementation itself. The more data that confirms or denies something about said subject, the more reliable the result might be. Table 2 shows the number of the interviewees that were involved from the case company—furthermore, the role everyone had in the project and the length of the respective interview.
Table 2. List of interviewees. Internal interviews
Abbreviation Case Role Length
(minutes)
Areas of responsibilities MPC Manufacturer Project coordinator 40 Initiative taker, coordinator
between the departments
MRS Manufacturer Robotics specialist 40 Robotics specialist, selection of collaborative robot, expertise
MME Manufacturer Methods Engineer, assembly
30 Responsible for work methods and standardization
MQM Manufacturer Quality Manager 32 Responsible for customer contacts and serves as a support function for assembly
MSO Manufacturer Safety Officer 66 Safety-related questions and union representative
MTMM Manufacturer Tool manufacturing manager
33 Development of tools and CE-certification
External interviewees
Abbreviation Case Role Length
(minutes)
Areas of responsibilities ERCER RCE educator RCE Education
Responsible
15 Responsible for planned education regarding RCE
ESI1 System
Integrator
System integrator 1 49 Programmer and application designer robotics in collaborative environments
ESI2 System
Integrator
System integrator 2 49 Programmer and application designer robotics in collaborative environments
ECEX Expert on
CE-classification and standards
53 CE-classification and standards regarding collaborative robots
The interviews were done with the personnel at the case company to collect data about their point-of-view regarding the RCE implementation. For the interviews, a semi-structured approach was adopted to enable more exploration. The semi-structured approach meant that there were a set number of questions for the interviewees but also allowed follow-up questions. Furthermore, the interviews were recorded and later transcribed to use the empirical data for the data analysis. The interviews were done mainly using a digital meeting i.e., Microsoft Teams. Before each interview, the interviewee was informed about what the data was used for and a brief description of the research.
2.4. Data analysis
The foundation of the analysis of the empirical data was from the interviews that were done both at the case company and the external organizations. The analysis process was divided into four different phases, shown in Figure 1. The steps presented in Figure 1 show the initial phase, sorting data, writing of the empirical findings and the analysis of the data itself. The four steps have used a foundation and something to following during the analysis of the data. Although, due to the timespan when the interviews were conducted, the process was done iteratively during the writing of the thesis.
Figure 1. The analysis procedure of the empirical findings.
The initial phase of the data analysis was to read through the transcribed data from the interviewees systematically to get an understanding of what type of data that had been gathered. Once, the transcripts had been read through, the categorization of the data could commence. The initial categorization of the data was done to find different themes that could be established in the data and were of interest to answer the research questions. These initial themes were general at first to build a foundation and see what type and what amount of data that had been gathered. Categorization of the data supported in locating the problematic areas, where it showed what was mentioned in a larger extent, which improved the overview of the problem-area within the case-company.
The second phase consisted of identifying the most interesting and important parts of the data that could be used to answer the research questions which were then sorted into themes by placing the themes into a table in Microsoft Excel of enablers and barriers that was identified from the in initial phase. Furthermore, the writing of the empirical findings was done once according to these themes. Writing the empirical findings allowed for potential areas of interest to develop which could be used for the analysis.
During the third phase while writing the empirical findings and analysing the findings, more sub-themes could be developed. The comparison between the different interviewees allowed for further categorization of what was more frequently mentioned and what was missing. Making these types of comparisons was to investigate whether a theme or topic that appeared during the process of analysis. It is common practice in qualitative research to play with the data and check if patterns occur (Campbell & Yin, 2018). More empirical data was gathered and analysed, and it was compared to the prior comparisons made. Following this type of structure of the qualitative analysis was what, according to Leydens et al. (2004), described as being one of the advantages
1. Intitial phase
•Read through the transcripts from the interview •Initial categorization of data
2. Sorting data
•Identifying the relevant parts to answer the research questions •Sorting them into categories
•Start writing the empirical findings according to themes
3. Empirical findings & analysis
•Writing the empirical findings •Developement of sub-themes
•The analysis of the empirical findings started •Identifying potential new areas of interest
4. Final phase
•Comparision between the theoretical framework and empirical findings complete •Identification of barriers and enablers
of qualitative research as it presented the opportunity for exploration of different areas of interest. These types of explorations led to the use of external competence that had knowledge within the specific field related to the research questions. By using external participants i.e., system integrators and educators, the analysis and conclusion could be improved and strengthened due new perspectives being present in the data regarding both enablers and barriers for the RCE implementation.
The final phase consists of finalizing the analysis and presented the answers to the research questions. The analysis provided a foundation in how to establish a roadmap for the important aspect of the roadmap. The last stage of the analysis was to establish what type of enablers and barrier that could be most critical for the success of the implementation of RCEs. Once the analysis was complete with a clear outlining of the enablers and barriers, a roadmap could be developed. Based on the analysis, the roadmap was developed to assist the case company in securing a smoother implementation of the RCE and remove the potential barriers.
2.4.1. Development of the roadmap
Once the analysis of the data was complete, the development of the roadmap? could begin. The basis for the roadmap was the identified barriers and enablers found in the analysis of the data. Furthermore, the analysis also consisted of barriers and enablers not confirmed by the theoretical framework, hence, no verification could be found during the analysis. The reason why the unverified barriers and enablers were still included in the analysis was that these were unique for the case company and could give indication of future research areas regarding the RCEs. The development of the roadmap was done by breaking down the barriers and enablers found into sub-categories to formulate questions to answer.
2.5. Reliability
In this study, triangulation was achieved by using different methods to collect data of the same phenomenon, which according to Riege, (2003) is one technique to increase reliability within the case study by such as using multiple sources of evidence. Therefore, literature-review, observations, and interviews were conducted to get an overall grasp of all relevant information. The chosen sources had to be critically reviewed and preferably peer-reviewed to increase the reliability of the literature review hence increasing the credibility of the frame of reference. Additionally, Potter & Levine-Donnerstein, (1999) mentions that reliability contains stability, reproducibility, and accuracy, which means that this study provides all these methods to achieve the same results, hence using and presenting keywords and search phrases. It is important to stay transparent to increase and achieve reliability.
2.6. Validity
The iterative processing of the literature and the empirical findings in the analysis increased the validity of the findings. This was done by removing unnecessary data and the literature, which would not assist in reaching a conclusion. By iterating the data and new information during the study all unnecessary parts was not relevant to the scope could be removed. According to Cho & Trent (2006), to ensure the validity within qualitative research, questions which challenges the data and the relevancy of them should be done.
3. THEORETIC FRAMEWORK
The following section provides a theoretical framework in the areas of production system development, collaborative robotics, and organizational readiness.
3.1. Production system development
Bellgran & Säfsten (2010) presents a framework that can be used for carrying out a production system development. It is beneficial to use a framework because it implies a clear idea of how to work but also presents activities that should be accomplished before proceeding with the next activity. Within the framework, there are five dimensions, which are management and control, preparatory design, design specification, realization and planning, and start-up, which is also presented in Figure 2.
Figure 2. Production system development framework inspired by (Bellgran & Säfsten, 2010).
The first part of the framework presented in Figure 2 contains tasks that involve management and control. In this step, to be able to achieve an efficient development, it is crucial that the management and control of the project are satisfactory. Aspects such as financing, resource allocation, and work team composition are important and should be considered crucial to succeed with the implementation (Bellgran & Säfsten, 2010; Neumann et al., 2009). The next step, preparatory design, is an important stage in the production system development framework and is crucial to minimize rapid conclusions and decisions. In this step, activities such as Value stream map (VSM) and evaluating the existing production system are conducted to enable the success of the background study. If the background study is not done correctly, there is a risk that a good solution is ignored, e.g., using existing solutions to save time and resources (Bellgran & Säfsten, 2010; Rösiö & Bruch, 2018). Within the preparatory design step, a pre-study is important to understand the problem and clarify the goals that need to be achieved within the project organization. Tasks that should be considered within the pre-study are scenario analysis, analysing change drivers with the possibility of reconfiguring and develop a requirement specification (Rösiö & Bruch, 2018).
Within the design specification step, a conceptual production system should be provided using the requirement specification of the previous step. A key factor within this step is to determine associated risks with the implementation or change, where it can be beneficial to use simulation and other tools such as Failure Modes and Effects Analysis (FMEA) (Rösiö & Bruch, 2018). When the desired type of production system has been finalized and evaluated, the next step is to create a detailed design of the conceptual production system. All previous tasks of creating the conceptual production system should be re-done, such as using tools and conducting simulations. When creating the detailed layout of the production system, the tasks performed are to perform the location of the production system, placing every specific machinery and equipment, and start planning for installation. A high level of detail within this step may be important for enabling a higher chance of successful implementation (Bellgran & Säfsten, 2010). Wu (2001) emphasizes the need for a high level of detail, where all technology should be linked together, e.g., production systems, hardware, and software for control and inspection.
The next step within the framework is realization and planning, where the physical building of the production system is carried out. In this step, planning the start-up of the production system is also conducted. The physical building of the production system contains tasks such as making decisions of buying different equipment, evaluating offers, evaluate suppliers, installing equipment, and verifying (Bellgran & Säfsten, 2010). Before installing the equipment, the factory implementing the production system or technology can perform an acceptance test. There are two acceptance tests that can be conducted, factory acceptance test and site acceptance test. Factory acceptance test means that the solution is tested at the supplier’s location, where the project group can evaluate if further changes must be made or if it is feasible according to the requirements. On the other hand, site acceptance test contains testing and verifying the solution at the buyer’s location, in production, or in a test-rig. Successful acceptance tests can provide more efficient start-ups with higher success rates and documentation that may help in future implementations (Hotomski et al., 2016).
The start-up phase is the final activity before volume production, where careful planning is a key enabler of a successful and problem-free up phase. There are different tasks within the start-up phase, such as product introduction, industrialization, and methods planning. The tasks are required to transfer all engineering designs to make the product manufacturable and for preparing production. The production start-up contains evaluation and analysis of how the methods work in real production, where it is important to evaluate both logistics to and from the production system, cycle-times, and if any errors occur. The start-up phase is presented in Figure 2 (Bellgran & Säfsten, 2010)
Figure 3. Production start-up and ramp-up (Bellgran & Säfsten, 2010).
The ramp-up phase, as seen in Figure 3, is often characterized by its short-term focus, complexity, and unpredictability. The ramp-up phase is generally considered as starting production in a low volume and increasing the volume combined with the development of the organizations and supplier’s confidence in executing production consistently. The ramp-up phase is usually conducted until the production system can reach full-scale production, where companies often try to shorten the time of the ramp-up phase, which increases the risk of human errors (Christensen & Rymaszewska, 2016). When the production has reached full utilization, the company should evaluate the results and analyse if the requirements are met, with an overall review and judgment of the process. Allocation of responsibilities should also be conducted, and utilizing these given opportunities combined with a process revision, that everyone understands the process and its context (Bellgran & Säfsten, 2010).
3.2. Introduction of new technologies
The introduction of new technologies does require a structured plan for it to be successful. There, technologies are called advance manufacturing technologies (AMT), which could be a RCE. Where a RCE brings something new, a new technology that is not currently present in the organization that could be beneficial in the areas of e.g., safety, accuracy, repeatability and quality (Cardoso et al., 2012). These types of shifts within the organization brings additional aspects that smaller incremental changes do not. The AMT’s brings new organizational dimensions to consider e.g., relationship between the personnel and the technology, effects of the organizational climate and a general business practices of the organization (Khazanchi et al., 2007). It leads to the organizations must assess the current knowledge and what knowledge they need to have for the implementation to be a success. Moffat and Gray (2015) describe the required knowledge as a mindset of not limiting the acquiring of knowledge to just the implementation itself, but also including surrounding aspects that could be beneficial for the success. Hence, covering the entire spectra of the implementation. Performing a thorough analysis of these types of requirements for the successful implementation leads to a better implementation of said AMT. Simões et al., (2020) states that if organizations limit the knowledge acquirement, the risk of having poor performance of the implementation is likely and could lead to less initiative towards new technologies in the future. Mapping the process in which the AMT should be introduced in is crucial. The mapping of the process could include the attitude and effects of the technology has on the personnel (Gualtieri et al., 2021). Including the personnel in the process of the implementation is also beneficial, where it allows for the personnel to provide feedback. It is important due to the personnel at the area which the AMT is implemented, are the experts of the particular station, this personnel could give valuable feedback and input for the success of the implementation (Price & Chahal, 2006).
3.3. RCE’s in manufacturing industry
RCE enable direct interaction between humans and robots, overcoming the traditional robot configurations where a robot is classified as unsafe to operate without fencing. Hence, needed to be fenced in away from human workers to ensure safety. One main benefit from a RCE is the possibility of combining the advantages of automation, flexibility, problem-solving skills of a human (Villani et al., 2018). The RCE application strives to assist the operator and not replace the human. Instead it allow for assist with the power which could alleviate the operator in complex tasks (Simões et al., 2020). There are different types of existing RCE applications, where every application has its own system, interface, programmability and number of joints or arms. These unique individual factors call for an evaluation of the needs of the company, what data should be used, how it should function and where it should be placed (Djuric et al., 2016).
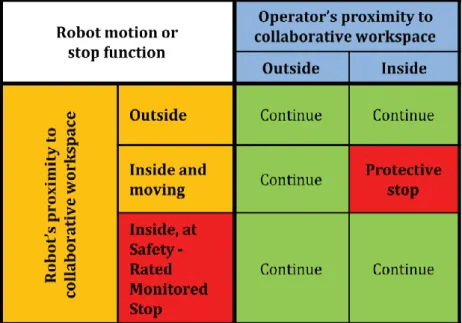
3.3.1. Scenarios in workspace
RCE applications could be applied in different scenarios, with a different degree of collaboration with a human. The different types of collaboration according to Bauer et al., (2016) are cell, coexistence, synchronized, cooperation and collaborative. The cell scenarios means that there is no human-machine interaction, and the robot performs defined tasks on its own. The next scenario is the coexistence scenario, where the robot has no fences but do alongside work outside the workspace of the operator. The next scenario is the synchronized scenario, where the operator and RCE share the workspace, works on the same component but do not perform tasks at the same time. The next scenario is the cooperation scenario, where the operator and RCE shares workspace, performs tasks at the same time but separate components. The last step is the collaborative stap, which means that the robot and operator works on the same component simultaneously, meaning that they are fully collaborating.
The most common scenario for the RCE application is the coexisting workspace, where the robot´s and human´s tasks are unrelated. In coexisting collaboration, the RCE application is operating without security fences, and the robot stops when a human enters a restricted zone to pick up finished products provided by the RCE application. The RCE application could also be programmed with limits to its workspace to increase safety i.e., reduce speed whenever a human enters the restricted zone (Aaltonen et al., 2018)
3.4. Organization readiness for RCE
An organization’s readiness for a change is best described with the ability of preparation and planning for the upcoming i.e., implementation. The inclusion of the concerned parties for the implementation could yield better results for the implementation itself. Whereas the competitiveness could be increased with the careful planning of e.g., skills, competences, technology, process methodologies and third-party companies (Vido et al., 2021). The readiness of the organizations could be done in numerous ways. By using a framework with the identified factors that could be crucial for the success of the implementation could be done. Chonsawat and Sopadang (2020) describe it being one of the pillars of success when it comes to adopting Industry 4.0 technology. Establishing such framework of all the necessary actions that must be taken to implement them, could ease the understanding and magnitude of the change itself. Hence, it allows for consideration how far along the organization is when it comes to the readiness of said technology. The designing of the cell or workspace which the RCE application is supposed to the introduced into, the there are five areas that must be covered. These five areas are according to Fast-Berglund and Romero (2019) performance in operations, ergonomics, safety-related concerns, trust in the technology and task allocation.
To ensure that the technology which the organization wants to implement in the production system, the readiness levels could be mapped by using a technology readiness level (TRL) framework (Charalambous et al., 2017) The readiness levels consists of nine levels as described by Fast-Berglund et al., (2014) and these levels should be done from the bottom up. These levels contain different requirements which the organization must passed before moving up through the levels. These types of frameworks are resource-heavy but could lead to the better decisions being made regarding the technology. For the TRL to be as effective as possible, the inclusion of the human perspective should be considered as the process progresses (Charalambous et al., 2017).
To ease the introduction of the RCEs and automation generally, the mapping of the intended automated workstation must be done. Whereas the finished investigation should include the understanding the current process e.g., inputs, output, and value-addition to name a few. By not conducting this type of mapping of the workstation which the RCE is designated for, it could be acknowledged as a barrier for the implementation according to (Charalambous et al., 2017). This could be e.g., not knowing the variance in the process, the complexity of system and the system integrator, if used, does not have the necessary experience and knowledge. Furthermore, removing the unnecessary steps in the process should be considered where the implementation of the RCE is intended. If the process is simplified, the automation of the process is much easier, hence, the implementation could be brought up for discussion(Groover, 2018).
3.5. Factors of RCE implementation
A large part of the success of the implementation of the RCE application could be derived from the knowledge by which the integrator has. It is due to the fact that the planner must know numerous aspects e.g., type of sequencing, programming, layout and handling of product variation (Fechter et al., 2018). Although, additional factors have been found in previous research within the area and are presented in Table 3 and Table 4.
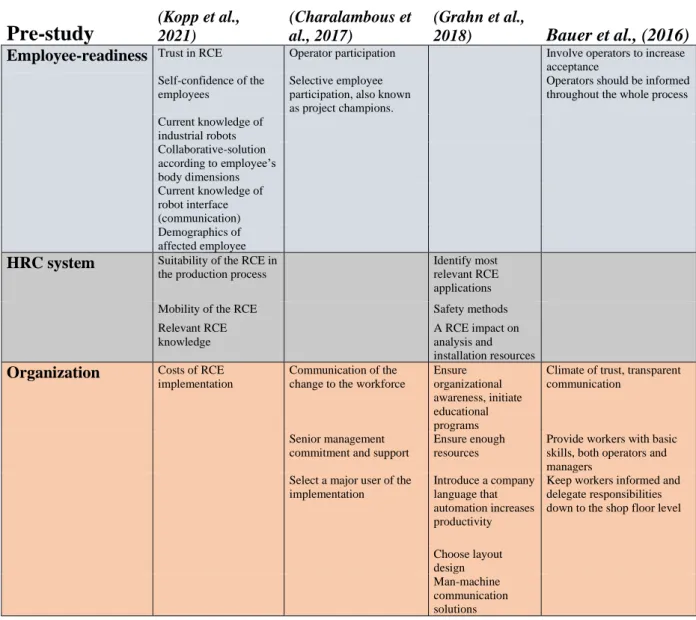
3.5.1. Pre-study phase
There are different factors identified in literature previously, where this section will summarize the found enabling factors for a RCE application implementation within the pre-study phase. The summarization is presented in Table 3.
Table 3. Pre-study factors within a RCE implementation
The factors in Table 3 explains necessary factors that should be considered before implementing an RCE. The first dimension that is presented in Table 2 is the employee-readiness level, where focus is put on factors such as trust, confidence and current knowledge of the employee affected. Also, factors such as communication to the employees reducing the fear of losing their jobs is crucial for the successful implementation. An employee should have some basic knowledge regarding RCEs, both technology, purpose and interface to be able to support the implementation in an successful way (Kopp et al., 2021). Charalambous et al., (2017) emphasizes that experienced operators should be involved in a high degree and gain ownership of the system, rather than that the implementation is seen as the manager’s project. The operator’s involvement
Pre-study
(Kopp et al., 2021)(Charalambous et al., 2017)
(Grahn et al.,
2018) Bauer et al., (2016)
Employee-readiness Trust in RCE Operator participation Involve operators to increase acceptance
Self-confidence of the employees
Selective employee participation, also known as project champions.
Operators should be informed
throughout the whole process
Current knowledge of industrial robots
Collaborative-solution according to employee’s body dimensions Current knowledge of robot interface (communication)
Demographics of affected employee
HRC system Suitability of the RCE in the production process
Identify most
relevant RCE applications
Mobility of the RCE Safety methods
Relevant RCE knowledge A RCE impact on analysis and installation resources
Organization Costs of RCE implementation
Communication of the change to the workforce
Ensure organizational awareness, initiate educational programs
Climate of trust, transparent communication
Senior management
commitment and support
Ensure enough resources
Provide workers with basic skills, both operators and managers
Select a major user of the
implementation
Introduce a company language that automation increases productivity
Keep workers informed and delegate responsibilities down to the shop floor level
Choose layout design
Man-machine communication solutions
ownership of the system will provide less scepticism and negativity amongst co-workers when implementing the RCE application.
Charalambous et al., (2017) states that communication with affected workforce is crucial to achieve a successful RCE implementation. The two major points are who is performing the communication and what should be communicated. Focus on communication should be put on why does the change take place (provide the benefits), when and what the impact is. Grahn et al., (2018) also states that one important factor is to ensure organizational awareness of RCE possibilities, but enlightens that RCE implementations may require unfamiliar layouts, communication, and safety strategies, where a company should initiate education programs. The author emphasizes the importance of ensuring that automation is not about replacing human workers, it is about complementing the human operator with repetitive and ergonomically uncomfortable tasks.
Simões et al., (2020) states that operator’s acceptance could be achieved if they are involved from the start. The acceptance will provide more involvement which in turn will provide an increased motivation towards the implantation and working alongside the RCE application and willingness to educate themselves regarding the application. This is along the lines of what Bauer et al., (2016) defines being one of the factors that contribute greatly to the reduces automation resistance of the RCE. By involving the operators and the affected personnel to contribute with their own feedback. Furthermore, by forming a stream of information back-and-forth from the management and personnel during the implementation process could also increase the acceptance of the RCE. The author highlights that the HR department should provide basic skills to the employees in an early stage, and continuously educating the affected workforce, including the management.
Communication with the personnel about the implementation could assist in reducing and removing the misconception that the RCE is not implemented to replace the human worker (Cohen et al., 2019). The misconception stem from the implementation of automation in general which replaced the human worker in broad sense. But for the RCE they strive to assist the operators more than replace them. Therefore, the implementation of the RCE could lead to more job opportunities according due to training of personnel and new maintenance opportunities being discovered (Stock & Seliger, 2016).
Wang et al., (2017) mentions that operators may need different types of education depending on what type of collaboration is planned at the station. If the HRC is planned to fully collaborate, operators do not need in-depth knowledge about programming, it is enough that the operator is educated on how to communicate with the robot, with gestures, voice commands or other natural inputs. Furthermore, the use of the hand-guiding could be useful in learning and testing different scenarios when programming the robot (Franklin et al., 2020). Other technology is also helpful in communicating with the robot, e.g., screens and googles. Therefore, educating the personnel should be focused on the type of collaboration that is desired from an HRC implementation. Simões et al., (2020)implies that education of employees is an important factor for the readiness of RCE application implementation. But most educational programs currently were related to the RCE aspects, and should instead be put on safety, security concerns, acceptance, and motivation to prepare employees to work with RCE applications.
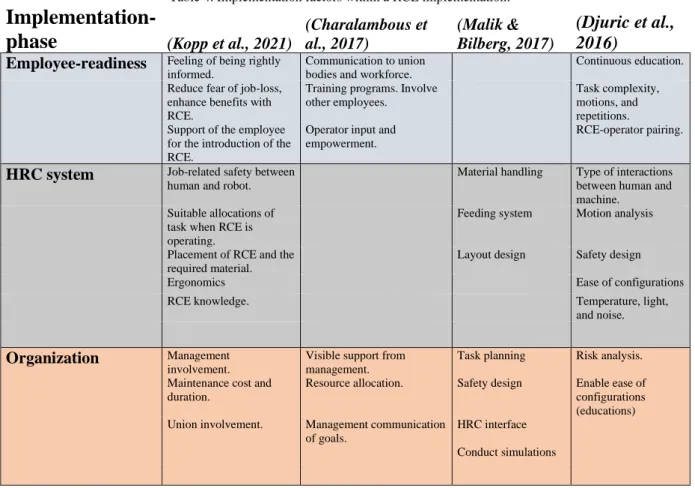
3.5.2. Implementation phase
This section will provide the found enablers within a RCE implementation in the implementation phase. Table 4 below, presents a summarization of what different authors stated was important during the implementation phase within a RCE implementation.
Table 4. Implementation factors within a RCE implementation.
Implementation-phase
(Kopp et al., 2021)(Charalambous et al., 2017) (Malik & Bilberg, 2017) (Djuric et al., 2016)
Employee-readiness Feeling of being rightly informed.
Communication to union bodies and workforce.
Continuous education.
Reduce fear of job-loss, enhance benefits with RCE.
Training programs. Involve other employees.
Task complexity,
motions, and repetitions.
Support of the employee for the introduction of the RCE.
Operator input and empowerment.
RCE-operator pairing.
HRC system Job-related safety between human and robot.
Material handling Type of interactions
between human and machine.
Suitable allocations of task when RCE is operating.
Feeding system Motion analysis
Placement of RCE and the required material.
Layout design Safety design
Ergonomics Ease of configurations
RCE knowledge. Temperature, light, and noise.
Organization Management involvement.
Visible support from management.
Task planning Risk analysis.
Maintenance cost and duration.
Resource allocation. Safety design Enable ease of configurations (educations) Union involvement. Management communication of goals.
HRC interface
Conduct simulations
Kopp et al., (2021) presents factors regarding employee-readiness that need to be addressed while carrying out a RCE implementation, which can be seen in Table 4 where the focus is put on resistance, knowledge, and involvement of the management. The factors presented should be evaluated when the implementation is about to be carried out. One important subject is to continuously, throughout the whole implementation, support both operators and management of being rightly informed and reduce fear of job-loss. Charalambous et al., (2017) emphasizes that communication to the union is also a factor that should be considered but also the involvement of other interested/affects employees if time and room allows. The input of an operator is also crucial, so that the project-champion is feeling valuable and can make improvements or remove unnecessary steps of the implementation. Contrary, Djuric et al., (2016) presents that the complexity of the task can affect the employee-readiness in a way that it feels to hard or to repetitive, making the operator go back to an resistance state. It is also important to pair an operator to the RCE application, which means that the application should have an official user, also known as a project-champion.
RCE knowledge, especially regarding safety. The placement of the RCE application is also a factor that must be further evaluated within the implementation phase, as barriers or resistance can be a factor preventing the RCE to be placed in the chosen area. It can be dependable on what tasks could be performed around the RCE, therefore, finding suitable tasks for the operator while the RCE application is working, is necessary. Malik & Bilberg, (2017) puts an focus on the logistical aspects of the collaborative solution, where important factors is to evaluate the feeding system, material handling and layout of the solution within the implementation phase. Djuric et al., (2016) presents factors in different areas. One area is the interaction between the human and the robot, which can be either gestures or voice-communication, but highlights that the operator should be prioritized on choosing the preferred communication after the testing phase. It should also be a motion analysis conducted within the implementation phase, as the placement of RCE application can change factors that have been e.g., simulated, which in turn affects the safety design of the collaborative solution. Within the safety aspect, temperature and noise is something that must be evaluated when the collaborative solution is placed in its area. If the collaborative solution is using cameras, lighting is a crucial safety factor. Project-champions should also be given the authority of making small changes to the collaborative solution, and therefore, easy configurations must be considered when designing the workspace within the collaborative area.
Within the organizational dimension, management should be involved and visible throughout the whole implementation phase as it affects both operators and the culture within the company (Charalambous et al., 2017; Kopp et al., 2021). Djuric et al., (2016) states that management should enable ease of configuration with education, which can be CE-certifications that is needed to do changes on a collaborative solution, which in turn enables in-house ownership of a collaborative solution, but also, a risk analysis is crucial in all steps where HMI is needed. Malik & Bilberg, (2017) emphasizes that safety is something that the organization must ensure continuously, where the focus is on operator safety. Contrary, tasks must be planned where standards should be developed, where it is beneficial to conduct simulations to be able to identify and prioritize tasks.
3.5.3. Knowledge capturing and training framework.
As Kopp et al., (2021) mentioned, there are three stages within an RCE implementation, which are pre-implementation, implementation and operation. Stadnicka & Antonelli, (2019) presents additional steps and presents tasks that the different levels withing a company should focus on. The tasks are divided into four different levels; Level 1, Company – Define the scope of implementation and provide financial resources, Level 2, Production department – Determine the needs and possibilities of the HRC solution, Level 3, Manufacturing line – Identify the spaces where HRC is appliable and Level 4, Collaborative workspace – Assign tasks and workspace organization. The author also mentions that companies may use previous knowledge of implementation and apply the knowledge to the specific HRC implementation.
There are numerous implementation frameworks that presents different strategies and actions that should be considered when implementing a new project. Pollastri et al., (2020) presents a framework that can be used into site-wide implementations regarding knowledge capturing, with four different levels, with the goal of increasing the efficiency of future implementations and creating standards of implementation processes. The stages are presented in Figure 3.
Figure 2. Implementation framework for capturing knowledge (Pollastri et al., 2020).
The first stage, initial exploration, mainly consists of assessment of how the company is ready to adopt the technology or program. At the end of the stage, the stakeholders decide whether to adopt the technology and agrees with the suppliers upon the implementation plan. Important factors are to identify the readiness levels and identify the barriers that are identified, or where there is a risk of a barrier being created. The implementation should be planned according to these identified barriers, trying to avoid them or adjusting the planned implementation idea to overcome the identified barriers (Khatri & Frieden, 2002). In the second stage, installation, the organization makes the necessary changes to infrastructure and is needed, the staff resources. In the installation stage, it is crucial to create an implementation team, comprised of staff across many levels in the organization. The team should contain employees that can take an initiative and continuously providing communication. The goal in this stage is to finalize preparation and secure resources that will move the implementation forward (Pollastri et al., 2020).
In the third stage, pre-implementation, training of workforce is needed where ongoing coaching is crucial and creating a plan of receiving feedback from the workforce. Here, implementations tend to end because problems and unexpected barriers, therefore, it is crucial to assure that previous stages have been fully completed (Macallair & Males, 2004). In the last step, full implementation, all practice-related changes should be in place and somewhat stable. The implementation team should continue coaching and supporting the workforce, and prepare programs for eventual changes of staff, leadership, policies, financial resources, and changes of the implementation (Pollastri et al., 2020).
3.6. Safety for personnel
Compared to the traditional automation solutions, the RCE application are placed among the personnel and in the open without fencing. Whereas the traditional automation applications are placed in the fenced cells which ensures the safety measures for the personnel. Thus, creating an area which could operate without the risk of harming the personnel and keeping the operations