En jämförande
studie av två
metoder för
produktutveckling
För tillverkande företag inom
metallindustrin
HUVUDOMRÅDE: Produktveckling FÖRFATTARE: Martin Johansson HANDLEDARE:Olof Granath
Postadress: Besöksadress: Telefon:
Box 1026 Gjuterigatan 5 036-10 10 00 (vx)
551 11 Jönköping
Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom Maskinteknik. Författarna svarar själva för framförda åsikter, slutsatser och resultat.
Examinator: Leif Svensson Handledare: Olof Granath
Omfattning: 15 hp (grundnivå)
Abstract
It is becoming increasingly important for today's companies to diversify themselves from competitors and demonstrate a good ability to satisfy customer requirements and requests. This requires high internal efficiency and a well-structured organization. The purpose of the study is based on this and analyzes already existing literature in the field of product development to demonstrate the possibilities for an effective product development methodology in manufacturing companies in the metal industry.
The accumulated theory forms the foundation for this literature study, which presents two different strategies for lighting into a product development project. The strategies presented are PBE and SBCE, both of which are active in the manufacturing industry today. The big difference between the strategies is the decision-making around the generated concepts. PBE includes an early conceptual choice which then is developed through a number of iterations until requirements and requests in the specification sheet, for the specific development project, is met. Within SBCE, several concepts are developed simultaneously with the ambition to acquire new, important knowledge while optimizing the concepts before making a final decision.
Establishing some kind of strategy offers the business a way to work systematically and rationally. This brings awareness to the problem solving and that the final result is positively affected. Furthermore, the analysis of the accumulated theory shows that a company’s flexibility is important from a market perspective and that the management of human capital is essential to today's business, which is possible through SBCE. SBCE is the most effective strategy seen from a lead time perspective when the rate of iteration is high. The strategy also meets the needs for flexibility in the organization, as well as the management and development of human capital, making it the best way to light into a development project.
Sammanfattning
Det blir allt viktigare för dagens företag att diversifiera sig från konkurrenter och påvisa en god förmåga att tillfredsställa kundernas krav och önskemål. Detta kräver en hög intern effektivitet och en väl strukturerad organisation. Studiens syfte är uppbyggt utifrån detta och analyserar redan befintlig litteratur inom området produktutveckling för att visa på möjligheterna till en effektiv produktutvecklingsmetodik inom tillverkande företag i metallindustrin.
Den insamlade teorin utgör grunden för denna litteraturstudie som presenterar två olika strategier för att angripa ett produktutvecklingsprojekt. Strategierna som presenteras är PBE och SBCE, vilka båda är verksamma inom tillverkningsindustrin idag. Den stora skillnaden strategierna emellan är beslutsfattningen kring de genererade koncepten. PBE innefattar ett tidigt konceptval som sedan utvecklas via ett antal iterationer tills det att utvecklingsprojektets kravspecifikation är uppfylld. Inom SBCE utvecklas flera koncept parallellt med ambitionen att erhålla ny viktig kunskap samtidigt som koncepten optimeras innan ett slutgiltigt beslut fattas.
Att etablera någon typ av strategi erbjuder verksamheten ett sätt att arbeta systematiskt och rationellt. Detta medför en medvetenhet i problemlösningen och att det slutgiltiga resultatet påverkas positivt. Vidare visar analysen av den ackumulerade teorin att flexibiliteten är viktig ur ett marknadsperspektiv samt att hanteringen av det mänskliga kapitalet är väsentligt för dagens företag, något som blir möjligt genom SBCE.
SBCE är den mest effektiva strategin sett ur ett ledtidsperspektiv när graden av iteration är hög. Strategin tillgodoser också verksamhetens behov av flexibilitet samt hantering och utveckling av det mänskliga kapitalet, vilket gör den till det bästa sättet att angripa ett utvecklingsprojekt.
Innehållsförteckning
1
Introduktion ... 1
1.1 BAKGRUNDEN TILL BEHOVET AV EN EFFEKTIV PRODUKTUTVECKLINGSMETODIK ... 1
1.2 PROBLEMBESKRIVNING ... 1
1.3 SYFTE OCH FRÅGESTÄLLNING ... 2
1.4 AVGRÄNSNINGAR ... 2
1.5 METODBESKRIVNING ... 2
1.6 DEFINITIONER ... 3
1.7 DISPOSITION ... 3
2
Teoretiskt ramverk ... 4
2.1 FRÅGESTÄLLNINGARNAS KOPPLING TILL TEORIAVSNITTEN ... 4
2.2 LINJEORGANISATION MED ORGANISATORISK INTEGRATION ... 4
2.3 PRODUKTUTVECKLING OCH DRIVKRAFTERNA BAKOM ... 5
2.3.1 Traditionell produktutveckling ... 5
2.3.2 Utvärdering och val ... 6
2.4 LEAN ... 6
2.5 KUNSKAP OCH KNOWLEDGE MANAGEMENT ... 7
2.5.1 Knowledge Management ... 8
2.6 STRATEGI ... 9
2.6.1 Point-Based Engineering ... 10
2.6.2 Set-Based Concurrent Engineering... 10
2.6.3 Effekter av SBCE ... 11
2.6.4 SBCE på Toyota enligt Sobek, Ward, & Liker ... 12
2.7 DRIVA PROJEKT ... 12
2.7.1 Projektgrupp ... 12
2.7.2 Projektledare ... 13
2.7.3 Entrepreneur system designer ... 14
3.2 TVÅ OLIKA STRATEGIER FÖR ATT SAMMANKOPPLA DELPROCESSERNA ... 17
3.2.1 Point-Based Engineering ... 17
3.2.2 Set-Based Concurrent Engineering... 20
3.3 TIDJÄMFÖRELSE MELLAN PBE OCH SBCE ... 22
4
Analys ... 24
4.1 VAD LIGGER TILL GRUND FÖR EFFEKTIV PRODUKTUTVECKLING I TILLVERKANDE FÖRETAG? 24 4.2 VILKEN STRATEGI AV PBE OCH SBCE ANSES SOM MEST EFFEKTIV INOM ETT TILLVERKANDE FÖRETAG I METALLINDUSTRIN? ... 24
5
Diskussioner och slutsats ... 26
5.1 IMPLIKATIONER ... 26
5.2 SLUTSATSER OCH REKOMMENDATIONER ... 26
5.3 FRAMTIDA ARBETE ELLER FORSKNING ... 26
Referenser ... 27
Figurförteckning ... 30
1 Introduktion
Rapporten beskriver ett examensarbete utfört under hösten 2018. Examensarbetet utgör 15hp av utbildningen Maskinteknik – Produktutveckling & Design vid Jönköpings Tekniska Högskola. Arbetet behandlar två primära områden: produktutveckling samt projektplanering. Genom att beskriva dessa med olika teorier och arbetssätt kommer den nedan formulerade frågeställningen besvaras.
1.1 Bakgrunden till behovet av en effektiv produktutvecklingsmetodik
Effektivitet inom dagens industri blir allt viktigare och är av intresse för företaget så väl som kunden. Kunden söker efter snabba leveranstider på varor av hög kvalitet och till ett högt värde, något som många gånger blir bortglömt av företaget. Den ständiga eftersträvan på effektivitet tenderar att ofta enbart fokusera på verksamheters interna arbete med höga krav på korta ledtider och inre kvalitet, där användarens/kundens krav på funktion och kvalitet många gånger blir sekundära. Följaktligen, hur stor betydelse har kundens intressen och hur tillgodoses en hög effektivitet sett till samtliga inblandade parters intressen utan att riskera företagets elementära ansvar om lönsamhet?
För att ett företag ska nå en hög lönsamhet handlar det om att öka differensen mellan kostnaderna och intäkterna. Oftast behandlas detta problem genom att fortskrida med det redan befintliga arbetssättet, men försöka utföra de ingående momenten lite snabbare och med färre resurser. Allt detta i tron om att erhålla en högre effektivitet och lägre kostnader. Blir det verkligen effektivare av att göra på detta viset? Och blir kostnaderna lägre? Eller krävs det en bredare reflektion över vad som egentligen händer i processen?
James P. Womack och Daniel T. Jones berättar hur flygplansbranschens fokus på det enbart interna påverkade dem vid ett visst tillfälle [1]. Flygplansbranschen ser endast till vad de själva tjänar på: större flygplan på färre rutter. Men det kunden egentligen efterfrågar är möjligheten att ta sig till flera olika ställen utan för mycket besvär. Denna efterfrågan hade kunnat mättas genom mindre flygplan på fler rutter. Detta hade med största sannolikhet resulterat i högre biljettpriser, men kundens upplevda värde hade varit högre och därmed hade biljetten också varit värd ett högre pris.
För att öka intäkterna handlar det om att se till det externa och vad kunden ser som värdeskapande egenskaper. Det är viktigt att undersöka vad kunden vill ha och på så vis producera utifrån efterfrågan. För företaget gäller det sedan att omsätta detta i ett flöde av värdeskapande processer och ställa frågan vilka av dessa som är nödvändiga eller onödiga. Att tillgodose ovanstående intressen är möjligt genom att etablera en långsiktigt hållbar utvecklingsmetodik som inte motarbetar fortsatt expansion.
1.2 Problembeskrivning
Den optimala produkten från ett hållfasthetsperspektiv är även inte alltid optimal tillverkningsmässigt. På samma sätt är kanske inte den tänkta tillverkningsmetoden det bästa alternativt ur ett kvalitetsperspektiv och därmed medför t.ex. en merkostnad för
varandra vilket kan resultera i utdragna omarbetnings-processer, ökade kostnader samt överskriden tidplan. Detta kan förbättras genom att öka kunskapen hos intressenterna om varandra och varandras möjligheter. Utifrån det formas produktutvecklings-processen på ett mer effektivt och gynnsamt sätt för att finna någon typ av dynamik mellan de olika intressenterna.
1.3 Syfte och frågeställning
Syftet med studien är att undersöka möjligheterna till en effektiv produktutvecklings-metodik inom tillverkande företag i metallindustrin. För att fullfölja detta har följande frågeställning valts:
[1] Vad ligger till grund för effektiv produktutveckling inom tillverkande företag? [2] Vilken strategi av PBE och SBCE anses som mest effektiv inom ett
tillverkande företag i metallindustrin?
1.4 Avgränsningar
Arbetet syftar till att titta på den inre kvaliteten, alltså enbart verksamhetens förmåga att optimalt utnyttja de resurser som finns till förfogande. Fokus kommer inte ligga på beslut som fattas under produktmötet angående en produkts lämplighet att utvecklas, utan behandlar endast den efterkommande utvecklingsfasen och hur den skulle kunna bli mer effektiv. Rapporten kommer enbart visa på möjligheter till en effektiv metodik som beskrivs i rapporten samt vad detta skulle kunna resultera i för ett tillverkande företag i metallindustrin.
1.5 Metodbeskrivning
Denna litteraturstudie granskar redan befintligt vetenskapligt material i form av vetenskapliga publikationer, avhandlingar, artiklar i vetenskapliga tidskrifter, under-sökningsresultat samt böcker rörande ämnet. Den digitalt ackumulerade informationen inhämtades via Primo, DSpace@MIT samt Google Scholar. Samtliga sökbaser som använts innehåller material som blivit vetenskapligt granskat. De böcker som refereras i studien fanns att tillgå på Jönköping Universitys egna bibliotek på campus.
Sökord som använts vid datainsamling: Set-Based Concurrent Engineering Point-Based Engineering
Product development Knowledge
Knowledge Management Efficient product development Effektiv produktutveckling Produktutvecklingsmetodik
Genom att kvalitativt tolka redan befintlig forskning samt befintliga modeller inom området, analyseras och sammankopplas sedan insamlade data. För att kvantitativt
visualisera ledtidsskillnaderna mellan de två strategierna, Point-Based Engineering och Set-Based Concurrent Engineering, presenteras en ledtidsjämförelse. Jämförelsen innehåller två delprocesstrukturer uppbyggda utifrån de två strategierna.
Detta anses vara ett kvalificerat angreppssätt för att uppfylla studiens syfte samt svara på den ovan formulerade frågeställningen.
1.6 Definitioner
KM – Knowledge Management
SBCE – Set-Based Concurrent Engineering PBE – Point-Based Engineering
PBCE – Point-Based Concurrent Engineering ESD – Entreprenuer System Designer
FoU – Forskning och utveckling
Kvalitet (Produktmässig) – Baseras på slutbrukarens upplevelse av produkten.
Kvalitet (Företagsmässig) – Syftar till organisations relaterade delar, så som ekonomi, organisation, ledarskap etc.
Resurser – I denna rapport definieras Resurser som samtliga tillgångar i ett företag, så som: ekonomi, material, kunskap, data, tekniker, processer.
1.7 Disposition
Rapporten inleder med att beskriva den teori som ligger som grund för produkt-utveckling och vad som gör den effektiv. Vidare presenteras de ingående del-processerna som krävs för att driva ett utvecklingsprojekt inom tillverkande företag i metallindustrin. Delprocesserna struktureras sedan upp enligt två olika utvecklings-strategier och presenterar effekten respektive strategi förväntas generera. Ytterligare resultat återfinns i en ledtidsjämförelse i kapitel 3.3. Den insamlade teorin tillsammans med resultaten ur strukturuppställningarna samt ledtidsjämförelsen analyseras i fjärde kapitlet och ligger sedan som grund för slutsatsen.
2 Teoretiskt ramverk
I kommande avsnitt redogörs relevanta teoriområden inom produktutveckling som anses som användbara för att kunna besvara frågeställningen. Informationen är inte inhämtad specifikt för den undersökta branschen, utan är generaliserbar inom all produktutveckling på ett eller annat sätt.
2.1 Frågeställningarnas koppling till teoriavsnitten
[1] Vad ligger till grund för effektiv produktutveckling inom
tillverkande företag?
[2] Vilken strategi av PBE och SBCE anses som mest effektiv inom tillverkande företag av byggnads-metallvaror?
2.2
Linjeorganisation med
organisatorisk integration
2.4Lean
2.3
Produktutveckling och
drivkrafterna bakom
2.5Management
Kunskap och Knowledge
2.4
Lean
2.6Strategi
2.5
Kunskap och Knowledge
Management
2.7Driva projekt
2.6
Strategi
2.7
Driva projekt
2.2 Linjeorganisation med organisatorisk integration
Linjeorganisationen innebär att anställda är indelade, företagsmässigt, på olika avdelningar utifrån professionell lihet [2]. I ett tillverkande företag, med avseende på denna rapportens intressenter, betyder det att konstruktion, tillverkning och kvalitet är tre olika avdelningar i en linjeorganisation.
Stora och små företag [3] skiljer sig något i hur de olika avdelningarna samverkar [4]. Större företag jobbar ofta med en låg grad av integration mellan de olika avdelningar och utvecklingsprojekt går därför från den ena avdelningen till den andra. Detta arbetssätt tenderar ofta resultera i att omfattande ändringar blir kostsamma och tidskrävande eftersom lösningar blivit ”låsta” i tidigare instanser. Mindre företag integrerar de olika avdelningar mer naturligt och intressenterna har haft kontakt hela
utvecklingsfasen. Det är viktigt att bibehålla denna integration i transaktionen från ett mindre företag till ett större. Detta eftersom konkurrenskraften, produktinnovationen samt kvaliteten påverkas positivt av denna typ av integrerande arbetssätt [5].
2.3 Produktutveckling och drivkrafterna bakom
Produktutveckling innebär att utveckla en idé eller redan befintlig lösning. Genom att använda olika metoder och processer kan idéen realiseras eller lösningen förbättras. Vid utveckling av en produkt bör hänsyn tas till bakomliggande krav och önskemål från den slutgiltiga brukaren, teknologisk komplexitet, tillverkningsmöjligheter och till-verkningskostnad samt marknadsförutsättningar. Det finns också en primär drivkraft från verksamhetens sida vilken är att nyutvecklingen ska etableras på marknaden och därmed generera vinst. Dock måste något också initiera produktutveckling. Olika driv-fjädrar för produktutveckling beskrivs av Johannesson, Persson, & Pettersson vara [4]:
Teknikdriven utveckling
Ny teknologi presenterar möjligheter och introducerar förutsättningar för att ta fram nya produktlösningar marknaden inte tidigare kunnat förutspå.
Marknadsdriven utveckling
Konsumenterna efterfrågar en ny typ av produkt eller konkurrenter som utökat sin produktportfölj.
Samhällsdriven utveckling
Nya lagar och förordningar gällande t.ex. miljö eller säkerhet driver på nyutveckling av redan befintliga produkter.
2.3.1 Traditionell produktutveckling
Traditionell produktutveckling följer linjeorganisationens uppdelning. Utvecklings-processen pågår likt ett stafettlopp där stafettpinnen går från atlet till atlet, fast i detta fall går produkten från avdelning till avdelning [6]. En ny produktidé från marknads-avdelningen eller FoU initierar utvecklingsprojektet och landar på konstruktions-avdelningen. Där tas olika lösningsförslag fram och beslut fattas om vilket förslag som ska fortsatt utvecklas och förkroppsligas i en prototypkonstruktion som sedan testas på provavdelningen. Godkänt test leder till att designavdelningen ålägger produkten dess estetiska attribut innan projektet överlämnas till produktionsavdelningen för beredning. När produktionen har genomfört sitt arbete är produkten åter tillbaka på marknads-avdelningen för marknadsintroduktion. [4]
Figur 1: Den traditionella produktutvecklingens steg enligt Johannesson, Persson, & Pettersson [4]
Idé
Prototyp-konstruktion Provning Styling
Detalj-konstruktion Produtions-beredning Marknads-introduktion
2.3.2 Utvärdering och val
Inom traditionell produktutveckling görs konceptvalet tidigt under ett projekt. Koncept-lösningarna analyseras med intentionen att fastställa dess värde/kvalitet i jämförelse med de formulerade kraven. Analysresultaten ställs sedan mot varandra och utgör grunden för det efterkommande beslutet om vilket lösningsalternativ som ska vidare-utvecklas. Analysen sker helt prediktivt på så sätt att egenskaper och prestanda är relativt okänt och skiljer sig därmed från ett set-baserat angreppssättet. Där avlägsnas lösningsalternativen istället successivt allt eftersom de visar sig vara icke fungerande. Konceptvalet inom den traditionella produktutvecklingen är förknippat med ett visst antal svårigheter [4]:
En produkts värde influeras av flera olika egenskaper. Egenskaper har olik relativ innebörd.
Inblandade intressenter skattar egenskaperna olika. Blandning mellan kvantitativ och kvalitativa mått. Bristfällig information rörande lösningsalternativen.
2.4 Lean
Lean är kombinationen av det massproduktionen och professionella hantverket. Grund-tanken är att skapa mer snabbare med mindre resurser, men samtidigt behålla den höga kvaliteten och innovationsnivån. Womack, Roos, & Jones anser att detta, göra ett bättre jobb snabbare, vilar på fyra fundamentala aspekter [7]:
Ledarskap
Det finns en person som blir utsedd till ledare för projektet som ska utgöra navet för hela operationen. Ledaren är högt respekterad inom organisationen och figurerar som det beslutande organet i projektet, till skillnad från den traditionella strategin där ledaren mer fungerar som en koordinator för de iblandade intressenterna.
Lagarbete
Inom Lean sammansätter ledaren ett arbetslag med personer från samtliga inblandade intressentavdelningar, precis som inom alla utvecklingsprojekt. Dock är det ledaren som kontrollerar dessa personer genom hela projektets livstid och utvärderar deras prestation inom projektet, vilket ligger som grund för framtida arbetsuppgifter. Inom den annars traditionella processen, för att uppnå samarbete, koordinerar ledaren enbart personerna, vars arbetsinsats inte har någon större påverkan på deras vidare progression inom verksamheten. Progressionen beror istället på hur avdelningschefen upplever individens prestation på avdelningen.
Kommunikation
Genom att kommunicera om kritiska konstruktionsavvägningar redan tidigt i projektet undviker Lean att dessa dyker upp långt senare i projektet, särskilt mot slutet. Det mer traditionella angreppssättet arbetar utifrån principen att problem åtgärdas när de yttrar sig, alltså förebyggs inte dessa på samma sätt som inom Lean. Det blir också enklare att underhålla en god kommunikation när hela projektgruppen är samlad, istället för utspridd på respektive avdelning. Lean utnyttjar därmed en stor andel resurser i början av ett projekt för att utreda dessa konflikter så att sedan resursantalet kan avta under projektets gång. Ur det annars traditionella perspektivet hålls resursantalet lågt till en början, men ökas mot slutet för att lösa de problem som uppstått.
Simultan utvecklingsprocess
Den traditionella produktutvecklingen går vidare till nästa steg i projektet först när föregående steg är färdigställt och kan presenterar ett fullständigt underlag för nästa steg att arbeta utifrån. Inom Lean påbörjas nästa steg redan innan föregående är klart. Detta är möjligt när intressenterna samarbetar och har kunskap om varandras process. Efterkommande steg arbetar utifrån ett förväntat resultat från föregående steg och gör de grova momenten under tiden det fullständiga underlaget färdigställs på det föregående steget. På så vis kan den totala ledtiden förkortas.
För att möjliggöra detta rent praktiskt handlar det om att minska mängden muda, det japanska ordet för slösande. Slösande i form av onödigt utförda delprocesser och moment som i grunden inte är värdeskapande för den slutgiltiga produkten och istället kräver fler resurser samt är tidsödslande [1]. Åtgärden för detta är just ett Lean-tankesätt som utgår från att skapa värde utifrån kundens perspektiv, hellre än att skära ner på antalet anställda eller ineffektiv tillverkningseffektivisering. Genom att identifiera de egenskaper den slutgiltiga kunden värdesätter och forma arbetet utifrån det kan sedan stegen, för att dessa ska kunna tillfredsställas, identifieras. På så sätt skapas värdeströmmen som därefter måste ske med ett bra flöde, utan den traditionella avdelning-till-avdelning- och satsmentaliteten, som åstadkoms med hjälp av kvicka verktygsbyten och omställningar. Med ett effektivt flöde skapas möjligheten för kunden att draut produkten efter önskemål, istället för att företaget ska trycka ut en produkt som kan vara oönskad. Detta skapar en typ av perfektion eftersom kunden hela tiden är det centrala i produktutvecklingen: värdet specificeras, värdeströmmen identifieras, de värdeskapande stegen utförs i ett flöde och kunderna får dra fram produkterna [1].
2.5 Kunskap och Knowledge Management
Kunskap är ett viktigt kapital för företag och är en av hörnstenarna för effektiv produkt-utveckling eftersom den föder nya produkter och processer. Det är alltså inte längre hårda resurser som är det viktigaste kapitalet för tillväxt och produktivitet, utan förmågan att skapa kunskap och idéer för att sedan omsätta dessa i processer, rutiner och människor [8].
Davenport och Prusak [9] skiljer på begreppen data, information och kunskap eftersom de anser det finnas viktiga aspekter som gör dem till vitt, skilda begrepp. Data beskriver något som skett med separata, objektiva fakta utan att bedöma eller tolka händelsen. Ett beslut kan senare innehålla data men det fattar aldrig beslutet, däremot är det ett underlag för beslutsfattaren. Data kopplas ihop med information på det viset att data antar formen information när upphovsmakaren ger den ett värde och syfte. Information definieras som ett meddelande i lämplig form för denna typ av uppdrag, t.ex. skriftliga dokument eller mail. Samtliga meddelande har en avsändare med ambitionen att påverka mottagaren och göra skillnad, därmed är det mottagaren som beslutar om nyttan av det levererade meddelandet. Information är i sin tur en av de centrala delarna i begreppet kunskap tillsammans med erfarenhet, värderingar och expertis [10] som ligger till grund för nya utvärderingar och erfarenheter samt ny, värdefull information. Utan att på något sätt lagra kunskapen försvinner en del av värdet. Verksamheter lagrar inte enbart denna kunskap i dokument, utan även i form av rutiner, tekniker, metoder och tillvägagångssätt. Eftersom kunskap hör ihop med den kognitiva förmågan, är det viktigt att reproducera kunskap genom att ”se och lära” samt främja interaktion mellan olika yrkesgrupper [8].
Nonaka och Takeuchi delar upp kunskap i två olika typer: Tydlig och Tyst [10]. Den tydliga kunskapen är den som kan formuleras med hjälp av språket, t.ex.: matematiska uttryck, specifikationer, manualer etc. Denna typen av kunskap är relativt enkel att överföra till utomstående individer. Den tysta kunskapen är inte lika enkel att artikulera och överföra eftersom den grundar sig i personlig kunskap, så som: erfarenheter, personliga funderingar, perspektiv etc. Den tysta kunskapen påstås vara den allra viktigaste av de två, men kombinationen är nyckeln till kunskapsskapande inom framgångsrika företag.
2.5.1 Knowledge Management
Kunskap och intelligens är två viktiga tillgångar inom en verksamhet och kan ses som en kraftfull kombination och nyckelfaktorer för att lyckas långsiktigt [11]. För att behålla verksamhetens konkurrenskraft krävs det att dessa två delar ständigt stimuleras och utvecklas. Detta görs genom att tillämpa något som anses vara en viktig egenskap inom varje framgångsrikt företag: Knowledge Management. KM handlar om kunskaps-bildning, kunskapsspridning samt kunskapsimplementering och genom att hantera detta på rätt sätt erhåller verksamheten ett strategimässigt verktyg [12]. Genom att företag parar ihop dessa två faktorer, kunskap och intelligens, med nya verktyg, tekniker och metoder inom verksamheten kan företaget vinna försprång på de konkurrenter som jobbar osystematiskt med detta. Bristfälligt arbete med att anpassa verksamheten till ett system som främjar KM kan få konsekvenser i form av dålig produkt- och service-kvalitet samt förseningar som tillsammans senare resulterar i minskad vinst, vilket har att göra med just hanteringen av kunskap och intelligens [13]. Värdefull kunskap skapas enligt Ward [14] med hjälp av:
Integrerat lärande
Att lära sig förstå behoven hos kunder, leverantörer, partners samt miljön den slutgiltiga produkten kommer befinna sig i.
Innovativt lärande
Läran om genomförbarhet
Att skapa förutsättningar för bättre, framtida beslut bland nya lösningar för att undvika extra kostnader och dålig kvalitet.
Kunskap kan skapas på egen hand genom interaktion med andra människor [10]. Ny kunskap erhålls inte enbart från insamlade data och informativa meddelande, utan kommer också från litteratur samt personmöten i form av tal och lärlingstid [9]. Korsbefruktning mellan olika intressenter är en viktig del i hanteringen av det mänskliga kapitalet eftersom det främjar initiativtagandet och ”learning-by-doing” samtidigt som det förser individerna med de senaste rönen [6]. En grundförutsättning för att KM ska fungera är individers vilja att dela med sig av kunskap [15].
2.6 Strategi
Att ha en strategi betyder att inneha en långsiktig och övergripande plan för ett arbete [16]. För att kunna arbeta medvetet med problemlösning är det viktigt att ha en strategi att arbeta utefter [17], därmed utförs arbetet systematiskt och rationellt. Att implementera någon typ av strategi kan påverka utvecklingen av en ny produkt positivt med avseende på det slutgiltiga projektresultatet och marknadsutvecklingen [18]. Österlin [17] beskriver de olika strategierna inom problemlösning:
Linjärt beroende:
Nästkommande aktivitet är beroende av den föregående är genomförd. Cyklisk:
Iteration mellan de olika aktiviteterna. Parallella:
Processer sker simultant oberoende av varandra, ej kopplade. Alternativ:
Flera processer utgör alternativ, för att gå vidare krävs ett val av alternativ. Kopplade:
Parallella processer som är beroende av varandra. Adaptiv:
Anpassa strategi utifrån hur situationen ser ut. Förbättrande:
Konserverar den ursprungliga principlösningen, mindre ändringar förbättrar den.
Slumpvis sökning:
Vid okända situationer väljs slumpvis ett utförande med förhoppning om förbättring.
Backcasting:
2.6.1 Point-Based Engineering
Ett angreppssätt baserat på PBE syftar till att i varje fas komma fram till endast ett godkänt svar: en produktspecifikation, ett koncept som sedan blir en prototyp som förbättras till dess att den uppfyller kraven [19]. Ett koncept frys tidigt i utvecklings-fasen och ligger sedan som grund för det fortsatta arbetet. Därför behövs det att utvecklingsgruppen estimerar teknisk information som kan komma att dyka upp under arbetet, vilket är resurskrävande [20]. Genom att tidigt frysa ett produktkoncept leder till svårigheter att svara på sent uppkommen konkurrentinformation eller implementera den allra senaste teknologin. Att arbeta steg-för-steg och färdigställa varje steg innan nästa påbörjas minimerar riskerna, men om en flaskhals uppstår i någon av faserna kan detta resultera i att hela projektet blir försenat eller stannar av helt [6]. Dock är det helt rimligt att denna typ av lösningsmetodik skulle vara effektiv i de fall produktutveckling av befintliga produktfamiljer eller moduler sker med grund av tidigare väl genomarbetat material eller där återkoppling sker snabbt [21], men blir högst ineffektiv i de fall där återkopplingen är sämre och graden av iteration vid utvecklingen av en och samma konceptlösning ökar, vilket också det kan vara resurskrävande [20].
PBE fungerar som den traditionella produktutveckling [19] där utvecklingsprojektet vandrar mellan de olika instanserna med tämligen liten inbördes samverkan. Det är alltså detta som leder till omfattande resursförbrukning vid ytterligare iteration. Simultan utveckling kan förekomma inom PBE, Point-Based Concurrent Engineering, då kopplas de olika instanserna in i ett tidigt stadie för att förse projektet med specifik kunskap. Dock behandlar det fortfarande endast en produktlösning som i slutändan enbart kommer uppfylla de ställda funktionskraven, inte överträffa dem och vara utgångspunkten för en ny innovativ lösning [19].
2.6.2 Set-Based Concurrent Engineering
Grundtanken för den set-baserade lösningsmetodiken presenterades för första gången av Ward för att beskriva sitt program ”Mechanical Design Compiler” [22]. Programmet gick ut på att sammanställa set av olika kompatibla komponenter till möjliga lösnings-förslag med hänsyn till en viss inmatad specifikation. Grundtanken kunde sedan verifieras med hjälp av japanska Toyotas utvecklingsmetodik för bilar och termen
Set-Based Concurrent Engineering infördes [23]. Inom SBCE studeras och utvecklas flera
set av möjliga lösningar parallellt [19] som sedan sållas tills den bästa lösningen är fastställd. Genom denna typ av metodik utvecklas inte en specifik lösning iterativt, utan utvecklingsprojektet förblir öppet för sena ändringar. SBCE är inte heller en preskriptiv metod, likt den traditionella produktutvecklingsmodellen, utan bedrivs flexibelt och anpassas efter situation [19]. Den stora skillnaden mellan de olika metodikerna är att SBCE ersätter den systematiserade urvalsprocessen och istället fokuserar på oberoende set av lösningsalternativ för att sedan utesluta de alternativ som inte är kompatibla med varandra i totallösningen. De kvarstående alternativen utvecklas vidare samtidigt som de icke realiserbara lösningarna avfärdas. Denna typ av metodik genererar inte enbart en optimerad produktlösning, utan även ny viktig kunskap att applicera i framtida projekt. [4]
SBCE handlar om, till skillnad från PBE, att involvera de olika intressenterna så tidigt som möjligt i projektet. Genom att alla intressenterna förser projektet med genom-förbara, enligt deras behov, lösningar kan sedan konstruktören sammanställa dessa och gallra bort de lösningar som inte är realiserbara. Med en fortsatt kommunikation
utvecklas de olika set som ses som realiserbara, hela tiden med checklistor (innehållande viktiga tillverkningsparametrar t.ex. radier) som försäkring om att de är tillverkningsbara vilket ger produktionen ett försprång i förberedelsearbetet. Arbets-sättet visualiseras i figur 2. [19]
En SBCE-strategi är inte mindre resurskrävande (kunskapskapital) än en PBE-strategi, eftersom en stor del av resurserna kopplas in redan tidigt i projektet. Även om detta utifrån sett ser ineffektivt ut så ligger själva vinsten med att implementera en SBCE-strategi i resultatet: ledtiden blir kortare och onödiga iterationer undviks [24]. Projektgruppen främjas genom ett gemensamt ansvar för uppgiften, samarbete, engagemang, problemlösning och bredare kunskapsområde [6]. Dock medför strategin vissa svårigheter: det blir svårt för tidigt inkopplade resurser, såsom kvalitet, att göra uppskattningar gällande kostnad [4], kommunicera med hela projektgruppen, underhålla flera lösningsalternativ samt ständigt vara redo för överraskningar [6]. 2.6.3 Effekter av SBCE
Att ha möjlighet att svara på senaste marknadsinformationen eller implementera den senast introducerade tekniken är av yttersta vikt [21]. Marco Iansiti hävdar att i en miljö där tidigare bestämda parametrar, t.ex. kundkrav, kan ändras hastigt är det viktigt att ha möjligheten att snabbt ställa om och anpassa projektet efter förändringarna, vilket har blivit en av huvudfaktorerna för stark konkurrenskraft. Vidare visar Iansiti att en flexibel organisation har högre utvecklingsproduktivitet, kortare ledtider för utveckling och en fördel i att implementera ny teknik tätt inpå introduktion. Raudberget presenterar, i sin licentiatuppsats, effekterna av ett pilotprojekt där ett SBCE-arbetssätt implementerats och visar positiv effekt på produktkostnad, projektrisker, antalet konstruktionsförändringar samt innovationsnivå. Eftersom detta var ett pilotprojekt för de deltagande företagen förbättrades inte ledtiden eller utvecklingskostnaden på grund
förbättring även på dessa punkter, ledtiden blir kortare till följd av det minskade antalet konstruktionsförändringar samt att organisationens kunskap ökar. Utöver det kommer utvecklingskostnaden sjunka eftersom stabiliteten i denna typ av arbetssätt undviker dyra misstag [26].
2.6.4 SBCE på Toyota enligt Sobek, Ward, & Liker
Toyota komponerar inte produkters checklistor genom organisationsledningen, utan förlitar sig på att de ansvariga på varje avdelning utarbetar dessa. I checklistorna sammanställs de nuvarande möjligheterna och riktlinjerna av de olika berörda intressenterna, vilket resulterar i att genom hela utvecklingsprocessen kommer genomförbara lösningar tas fram och utvecklas. Utöver checklistorna etableras även avvägningskurvor mellan avgörande funktioner utifrån viktiga erhållna data. Dessa avvägningskurvor utgör relationer mellan konstruktionslösningar och prestanda och gör det möjligt att konstruera flera olika lösningsförslag. Toyota tror på att jobba med flera lösningsalternativ genererar mer kunskap, antingen direkt genom att applicera den i kommande utvecklingsprojekt eller indirekt, samt att den slutgiltiga lösningen verkligen är den bästa utifrån den kunskap och erfarenhet som finns att tillgå i nuläget. Den kommande urvalsprocessen sker genom att intressenterna får säga sitt om lösnings-förslagen, lämna respons på vad som skulle fungera bäst ur deras perspektiv, hur lösningarna skulle kunna modifieras och eventuellt lämna förslag på andra lösnings-möjligheter. Återkopplingen används sedan för att tillfredsställa samtliga intressenter och därmed närma sig en slutgiltig lösning.
Arbetssättet gör det möjligt att genomföra utvecklingsmomentet med minimalt antal begränsningar. Visserligen försvårar detta en aning för de olika intressenterna eftersom lösningsrymden är så bred, men lägger ändå grunden för att den optimerade produkt-lösningen ska uppstå samt att utforska flera förslag simultant ökar graden av intelligenta beslut och undviker sent upptäckta problem. För att minska osäkerheten bland intressenterna genomförs avstämningsmöten där de olika delarna kopplas ihop och behandlar osäkerheter såsom lösningar att fortsätta beakta samt kunskapskrav. Eisenhardts och Tabrizis undersökningsresultat om användandet av frekventa av-stämningar stödjer tesen om minskad ledtid i utvecklingsprojekt och leder till bättre förståelse och ett större antal lösningsförslag [21].
2.7 Driva projekt
Projekt är ett tillfälligt sammanträde av personer vars mål är att göra en gemensam kraftansträngning för att uppnå ett gemensamt mål [2]. Projekt är av engångskaraktär vilket innebär att de inte är regelbundet återkommande.
2.7.1 Projektgrupp
Team och Grupp är två skilda begrepp med fyra grundläggande skillnader [26]:
1. Det är enklare att urskilja vem som är medlem och vem som inte är det i ett team än vad det är i en grupp.
3. Team-medlemmarna är ömsesidigt beroende av varandra för att slutföra målet och uppgifterna.
4. Team-medlemmar har ofta differentierade och specialiserade roller.
Projektgruppen är ett team med stort fokus att uppnå det gemensamma målet med hjälp av samarbete och innehåller representanter från de olika intressenterna som påverkas av det pågående projektet. Det är en tvärfunktionell samling människor från linje-organisationen som i projektet bidrar med områdesexpertis från en specifik avdelning. Beslut som fattas i denna typ av grupp är oftast av det bättre slaget, detta på grund av att gruppen har en bred bas av kunskap, erfarenhet, diskussioner, idéer och expertis [2]. Dock sker detta inte enbart genom att skapa tvärfunktionell grupp, utan det är först när medlemmarna börjar interagera med varandra värdet av projektgruppen uppenbaras [6]. 2.7.2 Projektledare
Rollerna Ledare och Chef har vissa skillnader och betyder inte alltid samma sak. Chefsrollen är formellt tillsatt från den övre organisationen. Samtidigt tilldelas ledarskapet från den undre organisationen till en specifik individ i gruppen det finns extra förtroende för. Dock är projektledaren chef för ett projekt, därmed stämmer inte namnet överens med definitionen [2]. Projektledarrollen kommer med ansvar för att saker blir genomförda enligt plan med god kvalitet till rätt kostnad i rätt tid. Detta innebär kommunikation med motparten, som beställt projektet, samt organisera projektgruppen inför uppgiften. För att kunna vara kapabel att stå för att allt detta genomförs bör en projektledare ha vissa egenskaper [27]:
Interpersonella:
Lagledare – Motivera och uppmuntra de anställda samt förena deras behov med verksamhetens.
Galjonsfigur – Representera verksamheten vid ceremoniella och formella tillställningar.
Relationsansvarig – Etablera en god relation med inre resurser såväl som yttre. Informativa:
Lyssnare – Samla in information om sin omgivning genom relationerna denne har etablerat.
Informationsdistributör – Informationen som kommer in ska spridas till de underordnade samt ska projektledaren ibland fungera som språkrör för de som saknar möjligheten att kommunicera på ett enkelt sätt.
Talesperson – Informationen måste även spridas externt. Beslutande:
Problemlösare – Lösa olika problem som kan dyka upp under arbetets gång.
Resursfördelare – Fördela resurserna som finns att tillgå på ett lämpligt sätt som gynnar det fortsatta arbetet.
Förhandlare – Förhandla om viktiga frågor som berör verksamheten. 2.7.3 Entrepreneur system designer
ESD är benämningen på projektledare inom Lean-metodiken. En ESD ansvara för att samordna de olika intressenterna i ett utvecklingsprojekt och ser till att avvägningar görs i förmån för ökat värde samt ökad kvalitet på den slutgiltiga produkten. Dessa avvägningar har att göra med de inblandade intressenternas behov: t.ex. inköp önskar låga kostnader för materialet som ska köpas in samtidigt som produktionen vill ha material med tillräckligt hög kvalitet. ESD:n jobbar med allt från kundkontakt till tekniskt ledarskap vilket till sist även resulterar i att ESD:n ansvarar för att projektet blir lönsamt. [14]
ESD
Kundkontakt Lönsamhet Avvägningar Leda utvecklingen Bistå med visioner Tekniskt ledarskap Värde-skapande3 Genomförande och resultat
3.1 Delprocesser i ett tillverkande företag av byggnadsmetallvaror
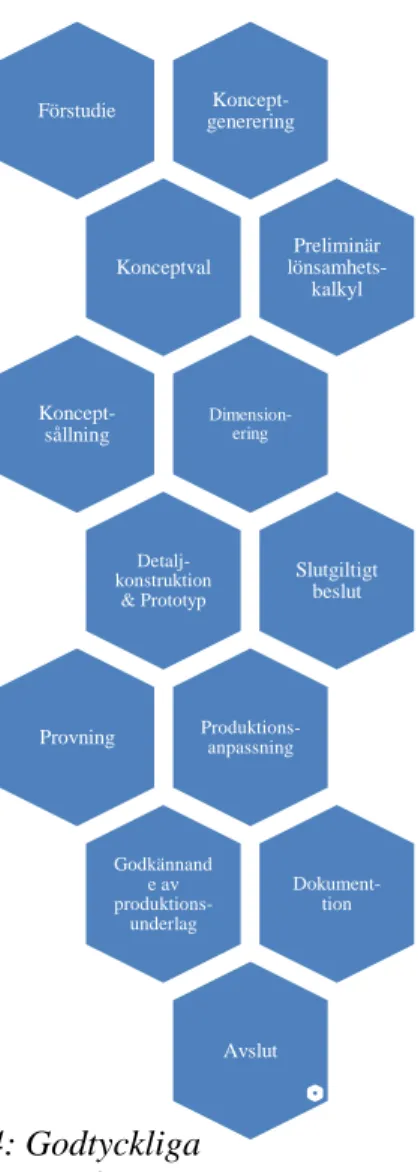
Utvecklingsarbetet för byggnadsmetallvaror innehåller ett visst antal delprocesser som är identifierade nedan. Vissa av delprocesserna har underliggande delmoment som är i behov av att uppfyllas innan delprocessen kan ses som genomförd. Delprocesserna som presenteras och beskrivs nedan, med tillhörande delmoment, är godtyckliga antaganden utifrån huvudprocesserna i figur 1 på vilka delprocesser som skulle behövas för att realisera ett utvecklingsprojekt inom denna branschen.
Förstudie
Förstudien är vanligtvis ett utvecklingsprojekts första steg mot en ny produkt. Det innehåller delmomenten: marknadsanalys, konkurrensanalys och krav-specifikation. Analyserna syftar främst till att beskriva utgångsläget för den nya produkten, vad det finns för möjligheter och hot. Kravspecifikationen redogör för VAD produkten ska uträtta.
Konceptgenerering
För att ta fram lösningsförslag på problemet genomförs koncept-genereringen. Denna delprocess behandlar delmomenten: skissarbete och analys av tillgänglig tillverkningsmetodik. Genom skisserna erhålls en visuell överblick på lösnings-förslagen samtidigt som analysen om tillverkningsmetodiker hjälper till att bestämma realiserbarheten i ett lösningsförslag.
Konceptsållning
Lösningsalternativen kan bli många efter konceptgenereringsfasen, därför behöver de svagaste lösningarna sållas bort. Genom att implementera en tjänlig metodik för att sålla bland lösningarna är det enkelt att eliminera de som inte är realiserbara.
Konceptval
I detta steget behandlas resultatet av konceptgenereringen. Lösningsförslagen som tagits fram i konceptgenererings-fasen sållas med hjälp av lämplig urvals-metodik och en lösning att fortsätta utveckla stipuleras.
Preliminär lönsamhetskalkyl
Kostnader och intäkter för en produkt är centrala delar för att den ska vara lönsam. Att sammanfatta kostnader för en produkt och sedan väga dessa mot förväntade intäkter resulterar i en lönsamhetskalkyl som sedan ligger som grund för beslut om fortsatt utvecklings-arbete.
Detaljkonstruktion & Prototyp
Detaljkonstruktionen förädlar lösningen med en nominell måttsättning och vidare-utvecklar den tills dess att det möter de krav och förväntningar som etablerades i kravspecifikationen. Utifrån de nominella måtten och vidare-utvecklingen tas en prototyp fram.
Dimensionering
Dimensioneringsarbetet beslutar kring vilken materialkvalitet som krävs vid till-verkningen av produkten samt vilka laster den senare får belastas med.
Provning
Funktionstesterna och provningen hjälper till att verifiera dimensioneringsresultaten och visar vid vilket tillfälle produkten inte längre är funktions-duglig.
Slutgiltigt beslut
Det slutgiltiga beslutet tar hänsyn till samtliga resultat; lönsamhet, detalj-konstruktion, dimensionering och provning. Med detta som grund beslutas det om fortsatt arbete med framtagning av underlag och slutförande av projektet. Godkännande av produktionsunderlag
Ritningar och tillhörande dokument godkänns, t.ex. toleranser och tillverknings-process.
Produktionsanpassning
Produktionen anpassas så att den nyutvecklade produkten är möjlig att börja produceras.
Dokumentation
Den sista dokumentationen, t.ex. broschyrer, anvisningar och tillhörande information, fastställs.
Avslut
Utvecklingsfasen avslutas och erforderliga underlag kontrolleras. Projektet fortsätter på marknadsavdelningen för beslut om produktionsstart, komponent-inköp och marknadsföring.
Figur 4: Godtyckliga delprocesser för ett utvecklingsprojekt. Koncept-generering Förstudie Konceptval Preliminär lönsamhets-kalkyl Dimension-ering Koncept-sållning Detalj-konstruktion & Prototyp Slutgiltigt beslut Produktions-anpassning Provning Godkännand e av produktions-underlag Dokument-tion Avslut
3.2 Två olika strategier för att sammankoppla delprocesserna
I 3.1 presenterades de olika delprocesserna som kan ingå i ett utvecklingsprojekt för ett tillverkande företag inom byggnadsmatallvaruhandeln. Dessa delprocesser kan sammankopplas ett led olika kombinationer och strategier. Huvudsyftet med detta avsnitt, 3.2, är att strukturera upp delprocesserna med hjälp av en PBE-strategi samt en SBCE-strategi. Vidare visas vilka effekter, härledda ur teorin i kapitel 2, detta skulle kunna ha på utvecklingsprocessen.
3.2.1 Point-Based Engineering
Figur 5 till höger presenterar strukturen på de olika delprocesserna i en PBE-strategi. De första två stegen utgör grunden för det fortsatta arbetet och är tvungna att ske som första steg oavsett utvecklingsprojekt eller strategi. Redan här har samtliga intressenter varit inblandade i för-arbetet, i figur 6 redogörs i vilket av stegen de varit inblandade i. Konstruktion är med i båda dessa stegen just för att var med i upprättandet av kravspecifikationen och undersöka kon-kurrentlösningar i förstudien samt generera koncept i steg 2. Förstudien behandlar, som beskrivet i kapitel 3, marknadsanalysen och konkurrensanalysen och anses vara kvalitets-frågor då resultaten ger svar på hur kunderna upplever och bedömer nuvarande, motsvarande produkter (om det finns sådana) på marknaden. Detta borgar sedan för en högkvalitativ slutgiltig produkt. Därav är Kvalitet involverade i för-studien, men faller bort i steg 2 där istället Tillverkning kliver in. Tillverkning förser steg 2 med tillgängliga tillverkningsmetodiker för det specifika utvecklingsprojektet.
Det inledande skedet involverar alltså samtliga tre intressenter i antingen alla eller något av stegen, vilket tyder på en viss influens av simultan utveckling. Dock visar senare del-processer på att det fortfarande handlar om PBE, eller närmare bestämt varianten av strategin: PBCE.
Steg 3, Konceptval, bekräftar den valda strategin genom att välja ut endast ett av lösnings-alternativen att utveckla vidare. Hädanefter under projektet kommer fokus enbart ligga på att
12. Avslut 11. Dokumentation 10. Produktionsanpassning 9. Godkännande av produktionsunderlag 8. Slutgiltigt beslut 7. Provning 6. Dimensionering 5. Detaljkonstruktion & Prototyp
4. Preliminär lönsamhetskalkyl 3. Konceptval 2. Konceptgenerering
1. Förstudie
Figur 5: Delprocessernas struktur vid användandet av en PBE-strategi.
Detta görs med hjälp av delprocesserna i steg 4–7, vilka är steg som sannolikt kommer ske under iteration tills dess att lösningsalternativet möter de krav som författades i kravspecifikationen. Värt att notera är att konceptvalet görs av konstruktions-avdelningen och tillverkningskonstruktions-avdelningen, utan att kvalitetskonstruktions-avdelningen påverkar det. Även det 5:e steget sker utan mycket samverkan mellan intressenterna, endast
Tillverkning är med för att förse Konstruktion med viktiga tillverkningsparametrar. När
kraven sedan är mötta och funktionstesterna godkända fattas det slutgiltiga beslutet huruvida projektet ska fortsätta eller ej. Det 8:e steget är första gången samtliga intressenter engageras tillsammans i samma moment under projektet, vilket kan betraktas i figur 6.
Figur 6: Intressenternas inblandning sett ur ett PBE-perspektiv. Topparna på kurvan indikerar medverkan i delprocessen, dalarna indikerar frånvaro från delprocessen.
Nästa gång intressenterna sammanstrålar är i slutskedet av projektet, steg 11 och 12. Innan dess har Tillverkning ett stort ansvar vad gäller godkännandet av produktions-underlaget, med support från Konstruktion, och produktionsanpassning. Tillslut görs den sista dokumentationen och utvecklingsprojektet avslutas gemensamt.
3.2.1.1 Vad en Point-Based-strategi skulle kunna generera för resultat
Intressenterna sammanstrålar endast ett fåtal gånger i slutet av utvecklingsprojektet vilket underlättar i planeringen samt att det gemensamma uppgifterna minimeras och ger mer tid till de individuella uppgifterna. Flera av besluten faller på Konstruktion och kan därmed fattas utan intressekonflikt. Som resultat blir arbetet mer dynamiskt och efterkommande steg kan påbörjas snabbare genom att bedriva utvecklingsprojektet på detta viset. Dock leder detta arbetssätt till en ökad grad av iteration vilket kan resultera i att projektet blir ineffektivt och ställer höga krav på resurstillgången [20]. Ytterligare
1 . F ö rs tu d ie 2 . K o n c e p tg e n e re ri n g 3 . K o n c e p tv a l 4 . P re li m in ä r lö n sa m h e ts k a lk y l 5 . D e ta lj k o n st ru k tio n & P ro to ty p 6 . D im e n si o n e ri n g 7 . P ro v n in g 8 . S lu tg il ti g t b e sl u t 9 . G o d k ä n n a n d e a v p ro d u k tio n su n d e rl a g 1 0 . P ro d u k ti o n sa n p a ss n in g 1 1 . D o k u m e n ta ti o n 1 2 . A v sl u t
Intressenternas inblanding - PBE
konsekvenser uppenbaras i och med den minskade interaktionen mellan de olika avdelningarna. Den minskade interaktionen utmynnar i att verksamheten går miste om viktig kunskapsutväxling, vilket inte kommer gynna den långsiktiga framgången [11]. Att konceptvalet sker så pass tidigt i utvecklingsprojektet utgör ytterligare en negativ aspekt att ta i beaktning. Värdet av en produkt påverkas av flera olika egenskaper, egenskaper som de olika intressenterna skattar olika och inte florerar på samma sätt när samtliga inte är inblandade i valet. Även den bristfälliga informationen angående de olika lösningsalternativen försvårar arbetet med att ta fram en optimerad produkt och medför att urvalsprocessen sker utifrån prediktion samt förändringar som skulle kunna komma att ske under projektets gång behöver estimeras.
3.2.2 Set-Based Concurrent Engineering Redan i första stegen interagerar samtliga intressenter för att starta upp projektet. Kvalitet och Konstruktion tillför samma bidrag som i PBE-strategin, men Tillverknings kontribution angående tillverknings-möjligheter flyttas från PBE-strategins steg 2 till steg 1 i SBCE-strategin. Detta för att underrätta Kvalitet i ett tidigare stadie, innan de preliminära lönsamhets-kalkylerna ska framställas. Steg 3 skiljer sig något mellan de två olika strategierna. I SBCE senareläggs konceptvalet och ersätts med en konceptsållning. Konceptsållning 1 förväntas gallra bort icke realiserbara koncept sett till
Tillverknings och Konstruktions möjligheter att
slutföra dom. Konceptsållning 2 innefattar även
Kvalitets indata, vilket betyder att sållningen
sker i samråd med samtliga intressent-avdelningar och de koncept som kvarstår är de som alla fått vara med och påverka redan innan utvecklingsarbetet påbörjas i steg 6.
Stegen 6–8 ansvarar till största del Konstruktion för med visst bidrag från Tillverkning (se figur 8). Det är under dessa tre stegen själva handpåläggningen sker och koncepten antar en fysisk form, som speglar kravspecifikationen, för provning och utvärdering. Genom att arbeta med flera lösningsalternativ parallellt minskar graden av iteration och den slutliga produkten överträffar förhoppningsvis den tidigt fastställda kravspecifikationen. Först efter att dessa stegen är genomförda utförs konceptvalet. Ett koncept-val som består av minimalt antal prediktioner eftersom valet sker efter det att nödvändiga data har samlats in angående till koncepten, jämfört med PBE där hela konceptvalet baseras enbart på antaganden.
Det slutgiltiga beslutet kan därefter fattas utifrån ett optimerat koncept, just på grund av att konceptvalen sker så pass sent i utvecklings-projektet. Detta borgar för en hög kvalitet på den slutgiltiga produkten och ett högt upplevt värde hos slutanvändaren, vilket är just grundtanken inom Lean [1].
Antalet tillfällen samtliga intressenter sammanstrålar mer än dubbleras genom att arbeta utifrån ett SBCE-baserat angreppssätt (se figur 8). Tillfällena blir också mer jämnt fördelade över hela projekttiden där första interaktionen sker tidigt.
14. Avslut 13. Dokumentation 12. Produktionsanpassning 11. Godkännande av produktionsunderlag 10. Slutgiltigt beslut 9. Konceptval 8. Provning 7. Dimensionering 6. Detaljkonstruktion & Prototyp
5. Konceptsållning 2 4. Prelimnära lönsamhetskalkyler
3. Konceptsållning 1 2. Konceptgenerering
1. Förstudie
Figur 7: Delprocessernas struktur vid användandet av en SBCE-strategi.
Mycket av utvecklingsansvaret ligger fortfarande på Konstruktion, men det finns en tydlig förändring i hur involverade de övriga intressenterna är i beslutsfattandet. Med en SBCE-strategi sammanstrålar alla tre intressenterna 5 gånger under projektettiden, vilket är 3 gånger fler än PBE-strategin, dessutom sker den första interaktionen redan i ett initialt skede av projektet. Samtliga inblandade får en aktivare roll i utvecklings-arbetet och kunskap från de olika intressenterna redan tidigt hjälper projektet att undvika kostsamma iterationer.
3.2.2.1 Vad en SBCE-strategi skulle kunna generera för resultat
SBCE är en resurskrävande strategi att arbeta efter. Redan tidigt i projektet binds resurserna upp för att lösa problemet. Samtidigt bidrar det till att projektet får en stabil grund att bygga arbetet vidare på eftersom samtlig kunskap är tillgänglig från start. Detta, tillsammans med att flera koncept utvecklas parallellt, resulterar i att antalet iterationer minimeras på ett sätt som är svårt att uppnå genom PBE.
Konceptsållningarna och konceptvalet påverkas också av att samtliga intressenter är in-blandade och gynnas på så vis att besluten influeras av avdelningsspecifik kunskap i varje instans. Även det är en bidragande faktor till de minskade antalet iterationer, vilket i slutändan kan ha en positiv påverkan på den totala projektkostnaden [25]. Ytterligare positiva aspekter att begrunda är konceptvalet som infaller på den senare halvan av utvecklingsprojektet. Att det görs så pass sent skapar möjligheter till att reagera på sent
1 . F ö rs tu d ie 2 . K o n c e p tg e n e re ri n g 3 . K o n c e p ts å ll n in g 1 4 . P re li m in ä ra lö n sa m h e ts k a lk y le r 5 . K o n c e p ts å ll n in g 2 6 . D e ta lj k o n st ru k tio n e r & P ro to ty p e r 7 . D im e n si o n e ri n g 8 . P ro v n in g 9 . K o n c e p tv a l 1 0 . S lu tg il ti g t b e sl u t 1 1 . G o d k ä n n a n d e a v p ro d u k tio n su n d e rl a g 1 2 . P ro d u k ti o n sa n p a ss n in g 1 3 . D o k u m e n ta ti o n 1 4 . A v sl u t
Intressenternas inblanding - SBCE
Konstruktion Tillverkning Kvalitet
Figur 8: Intressenternas inblandning sett ur ett SBCE-perspektiv. Topparna på kurvan indikerar medverkan i delprocessen, dalarna indikerar frånvaro från delprocessen.
kraven. Vilket i sin tur genererar en stark konkurrenskraft gentemot konkurrerande aktörer på marknaden [20].
Samverkan mellan de inblandade intressenterna bidrar också den till positiva resultat i form av en ökad innovationsnivå [25] samt att hänsyn tas till flera värdesättande egenskaper [4]. Även den tysta kunskapen, som är den mest essentiella [10], gynnas av interaktionen mellan de olika yrkesgrupperna eftersom den hör ihop med den kognitiva förmågan och överförs enklast från individ till individ genom interaktion [8].
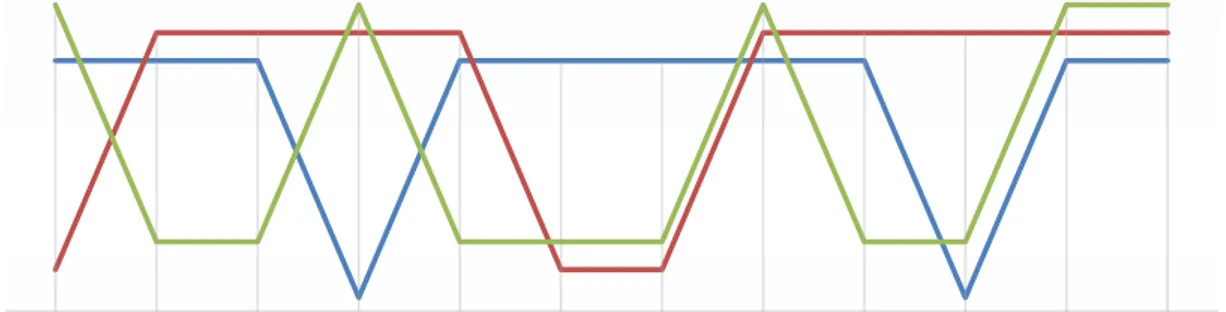
3.3 Tidjämförelse mellan PBE och SBCE
För att förtydliga skillnaderna mellan PBE och SBCE i praktiken, presenteras nedan en tidjämförelse strategierna emellan. Tidjämförelsen sammanställer den totala ledtiden för båda strategierna och visar antalet iterationer för PBE-strategin som krävs för att uppnå jämvikt med SBCE-strategin. Tidsangivelserna är inte exakta, men är godtyckliga för utvecklingen av en mindre detalj i ett tillverkande företag av byggnadsmetallvaror. Tidsåtgången för varje delprocess är inte heller det centrala i jämförelsen, utan hur valet av strategi påverkar den totala ledtiden.
I ett initialt skede genereras flertalet lösningsalternativ för båda strategierna. PBE beslutar tidigt om ett alternativ att fortsätta bedriva utvecklingen kring, medan SBCE sållar bland alternativen vid två tillfällen (se avsnitt 3.2.2). SBCE presenteras i jämförelsen på två olika alternativ på antalet lösningsalternativ som vidareutvecklas:
1. 5 koncept kvarstår efter Konceptsållning 1, 3 koncept kvarstår efter
Konceptsållning 2.
2. 8 koncept kvarstår efter Konceptsållning 1, 5 koncept kvarstår efter
Konceptsållning 2.
Figur 9 visar hur antalet iterationer i PBE påverkar den totala ledtiden för ett utvecklingsprojekt. Varje delprocess godtyckliga tidantagande återfinns i bilaga 1och visar även vilka delprocesser som ingår i den iterativa processen som gör att varje iteration adderar 36 man-timmar till den totala ledtiden.
Vissa delprocesser anges med enheten h Totalt (Bilaga 1) vilket betyder det totala antalet mantimmar för samtliga inblandade intressenter som förbrukas för den specifika delprocessen. Enheten används på grund av det är svårt att ange omfattningen för hur mycket varje intressent är iblandad i projektet eftersom antalet förbrukade mantimmar per intressent varierar från projekt till projekt.
Vidare anges delprocesserna Konceptsållning 1&2, Konceptval samt Slutgiltigt beslut med enheten h/intressent, detta eftersom dessa sker under mötesform och den totala mötestiden inte är den samma som antalet förbrukade mantimmar, utan multipliceras med antalet deltagande intressenter. En liknande tankegång används för beräkningen av värdet tillhörande enheten h/detalj.
Figur 9: Tidjämförelse mellan de olika strategierna PBE och SBCE.
Diagrammet i figur 9 visar två brytpunkter för de olika strategierna, en då PBE korsar SBCE 3st samt då PBE korsar SBCE 5st. Detta gör att PBE kräver 1,250 respektive 2,056 (se bilaga 1för värden) iterationer för att uppnå jämvikt på den totala ledtiden med SBCE-strategierna. Därmed betyder det att PBE-strategin medför en längre ledtid än SBCE när den passerar 2 respektive 3 iterationer. Jämförelsen förutsätter fullständiga iterationer. 157 193 229 265 301 337 202 202 202 202 202 202 231 231 231 231 231 231 0 50 100 150 200 250 300 350 400
Iteration 0 Iteration 1 Iteration 2 Iteration 3 Iteration 4 Iteration 5
4 Analys
Följande kapitel behandlar rapportens insamlade teori samt resultat för att analysera huruvida frågeställningen blivit besvarad med hjälp av dessa bidrag.
4.1 Vad ligger till grund för effektiv produktutveckling i tillverkande företag?
Kapitel 2 behandlar de områden som är fundamentala för att lyckas med produkt-utvecklingen och vad som ingår för att nå framgång, externt så väl som internt. Teorin pekar på tre nyckelaspekter vilka hög effektivitet vilar på: kunskap, strategi och interaktion [1] [8] [9] [11] [17] [18] [12]. De är alla tre tämligen grundläggande, men få har insett den verkliga betydelsen av dem och hur stor inverkan kombinationen av de tre kan ha. Genom att kombinera dessa rätt kan verksamheten bedrivas på ett flexibelt sätt och reagera på sent uppkomna förändringar, vilket är ett av de mest betydelsefulla karaktärsdrag dagens företag kan ha [19] [20].
Kunskap är ytterligare en viktig egenskap hos ett företag på dagens marknad [8] [11]. Den svarar för en stark konkurrenskraft och är ett viktigt strategiskt verktyg [12] för att vinna marknadsandelar. Kunskap om kunden och intressenternas kunskap om varandra skapar möjligheten att identifiera de nödvändiga momenten som krävs för att tillfredsställa kundens krav och önskemål [7]. Kunskapen behöver hela tiden stimuleras och utvecklas för att företaget ska vara fortsatt konkurrenskraftigt, vilket möjliggörs genom KM. Dålig KM kan få konsekvenser som påverkar verksamhetens effektivitet negativt [13]. Detta visar även på betydelsen av strategi och samverkan i företaget. En tvärfunktionell projektgrupp av människor tenderar att vara av det bättre slaget eftersom den innehåller en bred bas av kunskap och erfarenhet, diskussioner, idéer och expertis [2]. Värdet av projektgruppen florerar först när gruppen interagerar [6]. Genom att ”se-och-lära” av andra yrkesgrupper hjälper det till att reproducera kunskap [8] [9] [10]. Integrerat lärande skapar värdefull kunskap [14] inom verksamheten och främjar den tysta kunskapen som anses vara den allra viktigaste [10]. Dock krävs det att arbetet utförs systematiskt och strategiskt för att kunna arbeta medvetet med problemlösning [17]. Genom att implementera någon typ av strategi medför en positiv påverkan på slutresultatet och produktens marknadsutveckling [18].
4.2 Vilken strategi av PBE och SBCE anses som mest effektiv inom ett tillverkande företag i metallindustrin?
Som analysen av vad som ligger till grund för effektiv produktutveckling antyder kan implementationen av en strategi ha en positiv påverkan på slutresultatet [18]. Point-Based Engineering och Set-Point-Based Concurrent Engineering refereras i denna rapport främst till hur dessa implementeras inom bilindustrin, men betyder inte att de enbart är tillämpningsbara inom denna industri. Raudbergets resultat [25] är bevis på använd-barheten även utanför bilindustrin och visar på generaliserbarhet för strategierna, främst SBCE. Därför anses båda vara relevanta strategier för att angripa ett utvecklingsprojekt inom tillverkande företag av byggnadsmetallvaror. Båda strategierna har sina för- och nackdelar [4] [6] [20] och passar till olika typer av projekt olika bra, till stor del beror
det på förutsättningarna. Även om de är två olika strategier för att lösa problem, så är kunskap och interaktion viktiga beståndsdelar [6] [8] [11] i båda dessa.
PBE-strategin presenteras inte med några effekter i rapporten. Däremot kan Raudbergets resultat [25] användas för att dra paralleller till skillnaderna mellan de två olika strategierna, PBE och SBCE. PBE kommer vara en effektivare strategi i de fall då tidigare dokumenterade information är god nog eller när ”good-enough”-resultatet är tillräckligt [21]. Däremot visar SBCE bättre resultat då kraven på nytänk och innovation är större samtidigt som flera lösningsalternativ som kan lösa samma problem samt i de projekt då förutsättningarna kan komma att ändras under utvecklingsförloppet [20]. Konkurrenskraften, produktinnovationen och kvalitén gynnas av organisatorisk integration [5]. En integration som kombinerar kunskap och intelligens för att på så vis bedriva en långsiktigt framgångsrik verksamhet [11]. Lean tar tillvara på allt detta och förpackar det i fyra grundprinciper om ledarskap, lagarbete, kommunikation och simultan utvecklingsprocess [7]. Den simultana utvecklingsprocessen är beroende av kunskap för att fungera som tänkt inom Lean. Tydlig och tyst kunskap är två centrala delar inom den simultana utvecklingsprocessen eftersom den kräver att intressenterna har kunskap om varandra och varandras processer. För att erhålla kunskapen är kommunikation och interaktion två fundamentala bitar [10] som måste vara etablerade inom verksamheten och fungera, eftersom individers vilja att dela med sig är en grundförutsättning för KM [15]. Den interna kunskapen om varandra och varandras möjligheter skapar också förutsättningar för att minska mängden muda under utvecklingsfasen [1] och på så sätt öka effektiviteten. Genom kommunikation och kunskap om varandra kan projekttiden spenderas på att ta fram genomförbara lösningar under hela projektets gång [19]. Lagarbetet inom Lean gynnar fördelarna med en tvärfunktionell och interagerande projektgrupp [2] [6].
Som nämns i analysen av den första frågeställningen så är det mänskliga kapitalet viktigt för dagens företag [8] [11]. Resultaten från Raudbergets licentiatuppsats beskriver också framtida förhoppningar om att kunskapsbanken blir större genom att arbeta med det set-baserade angreppssättet [25], något som även Toyota tror på i sitt arbete med att jobba simultant med flera olika alternativ [19]. Vidare presenterar Raudberget att produktkostnader, projektrisker, antalet konstruktionsförändringar och innovationsnivån alla visar en positiv effekt genom att arbeta efter SBCE. Iansiti beskriver fördelarna med den flexibla strategin vara en högre utvecklingsproduktivitet och kortare ledtider [20].
Även denna rapports jämförelse (figur 9) strategierna emellan visar på vilka skillnader det kan finnas för ledtiden. Den totala ledtiden är en viktig aspekt att ta i beaktning, eftersom den driver både kostnader och resursförbrukning. Är graden av iteration låg i de fall då PBE tillämpas leder detta självfallet till den kortast möjliga ledtiden, men så fort iterationsgraden ökar gör även ledtiden det. SBCE blir fort den effektivare strategin när antalet iterationer trappas upp. Detta erbjuder möjlighet att använda båda typer av strategier, eftersom båda kan ha positiva effekter på effektiviteten. Dock ska det förtydligas att kunskapsöverföringen hämmas av en PBE-strategi då intressenterna interagerar betydligt färre gånger med varandra än inom SBCE.
5 Diskussioner och slutsats
I rapportens sista kapitel diskuteras vilka implikationer arbetet resulterar i och vilka slutsatser som kan dras utifrån resultat och analys. Slutligen ges förslag på framtida arbeten inom området.
5.1 Implikationer
Rapporten kan inte presentera några större kvantitativa resultat eftersom syftet var att undersöka möjligheterna till en effektiv produktutvecklingsmetodik. Med kvantitativa resultat hade den insamlade teorin kunnat bevisas och redogöra för effekten av att implementera någon av ovan presenterade strategier, liknande Raudbergets pilot-projekt [25]. Däremot erbjuder rapporten en intressant sammanställning på redan befintliga resultat och vad de skulle kunna leda till. Denna rapport förväntas få företag inom branschen att inse vikten av att se till hela processen, intern så väl som extern, och på så vis påbörja ett arbete för att undersöka och eventuellt förbättra sin utvecklings-metodik.
5.2 Slutsatser och rekommendationer
Rapporten syftade till att visa på vilka möjligheter det finns för effektiv produkt-utveckling, vilket har uppfyllts och presenterats. Det rapporten visar är att möjlig-heterna grundar sig i hanteringen av det mänskliga kapitalet, vilket är svar på den första frågeställningen: Vad ligger till grund för effektiv produktutveckling i ett tillverkande
företag? Ett arbete för att utveckla intressenternas kunskap om varandra, kunden och
processerna kommer leda till ett konkurrenskraftigt företag med en stark produkt-portfölj och ett större antal innovativa lösningar.
Med tanke på vad som ligger till grund för effektiv produktutveckling är SBCE den mest effektiva strategin eftersom den innehåller samtliga nyckelaspekter: kunskap, strategi och interaktion. Därmed har den andra frågeställningen i denna rapporten besvarats: Vilken strategi av PBE och SBCE anses som mest effektiv inom ett
tillverkande företag i metallindustrin? Dock bör hänsyns tas till vad som ska utvecklas
och vad resultatambitionen är, eftersom PBE kan komma att vara den mest effektiva strategin sett ur ett ledtidsperspektiv beroende på iterationsnivån.
5.3 Framtida arbete eller forskning
Denna rapport fokuserar till stor del på det kvalitativa inom området för produkt-utveckling. För framtiden skulle det vara positivt att genomföra en kvantitativ studie som underbygger de redan kvalitativa resultaten, likt den Raudberget publicerade 2012. Dock bör studien inleda med ett pilotprojekt som innehåller övergången från den ena strategin till den andra och därifrån redogöra skillnaderna mellan de olika strategierna och vad de har för påverkan på effektiviteten.
![Figur 3: ESD:ns ansvarsområden enligt Ward [14].](https://thumb-eu.123doks.com/thumbv2/5dokorg/5406319.138596/20.892.202.687.178.1098/figur-esd-ns-ansvarsområden-enligt-ward.webp)