MALMÖ HÖGSKOLA ODONTOLOGISKA FAKULTETEN ENHETEN FÖR DENTAL TEKNOLOGI
Avverkningsgrad och ytstruktur på
titan vid bearbetning med olika
hårdmetallfräsar.
Kurs 6 vårterminen 2009 Fördjupningsarbete Tandteknikerstuderande Fredrik Christiansson
2
Sammanfattning
Titan fick sitt genombrott under 1980-talet, på grund av de unika mekaniska egenskaperna, den höga biokompatibiliteten och den låga specifika vikten (4,5 gram/cm3). Dessa egenskaper gör att Titan intar den en egen plats bland metallerna. Fixturer och tillhörande komponenter är nästan uteslutande av titan. Metallen kan både gjutas med hjälp av lost-wax metoden och fräsas fram i olika CAD/CAM system.
Syftet är att undersöka ifall det finns någon skillnad i ytstrukturen på titan efter det har blivit frästa av tre olika hårdmetallfräsar samt se skillnader i avverkningsgraden och om det finns någon speciell hastighet som är optimal för de olika fräsarna.
Hypotesen är att fräsen med de grövre skären kommer att avverka bättre men inte ge riktigt samma ytstruktur medan fräsarna med de finare skären inte har lika hög avverkningsgrad men kommer att ha en jämnare och finare yta.
Sammanlagt 75 provkroppar av cp Ti Grad 2 och 75 fräsar uppdelat på tre olika frästyper undersöks i denna studie. Provkropparna är prefabricerat Titan från KAVO. Dessa fräses i en fräsapparat avsedd för kontrollerad fräsning med variablerna 14000, 17000, 20000, 23000 och 26000 varv/min och 500 grams (4,9 N) tryck under 30 sekunder. Provkroppar och fräsar vägs samt undersöks under mikroskop för att kontrollera avverkning, slitage och ytstruktur.
Varvtal och avverkning följer inte en proportionell kurva och ytorna varierar i jämnhet vid olika hastigheter och beroende på vilken fräs som används.
Faktorer som påverkar detta är värme, hur fräsarna är skurna, fräsens hårdhet, slitage och ansamling av sliprester på fräsarna.
3
Innehållsförteckning
Introduktion……….. 4
Syfte………. 6
Hypotes………. 6
Material och metod………... 7
Resultat………. 9 Avverkning..……… 9 Analys av ytorna..………... 10 Statistik……… 11 Diskussion……… 13 Slutsats………. 16 Referenser………..………... 17 Slutord……….. 18 Bilagor……….. 19
4
Introduktion
Titan tillhör gruppen oädla metaller och utvinns ur Ilmenit (FeTiO3) och Rutil (TiO2)1,2, men
har i kommersiella samband fått en ädlare ställning. Under 1980-talet fick titan sitt
genombrott inom odontologin och medicin, där titan förekommer i två former, ren metall och i legerat med andra metaller.1 Med ren metall menas kommersiellt ren titan (cp Ti) vilket
innebär att metallen inte är 100 % ren utan det finns spår av andra ämnen och delas in i grader. Graderna baseras på mängden syre (0,18 till 0,40 vikt %), och järn (0,2 till 0,5 vikt %)1,3,4, men andra ”föroreningar” så som kväve (0,03 till 0,05 vikt %), kol (0,1 vikt %) och väte (0,015 vikt %) förekommer också.3,4 De här små förändringarna i koncentrationen har en radikal inverkan på metallens fysikaliska och mekaniska egenskaper.1 Det finns fyra grader av kommersiellt ren titan.1,4
Det är med sina unika mekaniska egenskaper, höga korrisionsresistens, låga vikt (4,5 gram/cm3)1,3,4,5, och utmärkt biokompabilitet som titan intar sin speciella plats bland
metallerna.1,2,3,4 På en väldigt kort tid (10-9 sekunder) reagerar titanet med luften och skapar
ett mycket tunt (10 nm) och beskyddande oxidskikt, en så kallad passiv yta.1,3 Lämnas ytan orörd bli oxidlagret tjockare efter bara en minut.3
I flera olika studier där de har undersökt proliferation, differentiering, proteinsyntes, adhesion och cytotoxicitet har det inte påvisats några negativa effekter mellan olika celler och titan. Istället har titanet stimulerat cellproliferationen, som är till fördel vid läkning efter
implantatskruvarna har installerats. Titan har bara en väldigt mild effekt i kontakt med
vävnad. Dessutom tycks titan inte heller ge någon ökad tillverkning av reaktiva syreradikaler, och har en liten antibakteriell effekt i jämförelse med Cu och amalgam.6 Titans goda
biokompabilitet och förmåga att binda till benvävnad beror på oxidskiktet som täcker metallen.4,6
Idag finns det inget vetenskapligt bevis på att cp Ti orsakar några avvikande reaktioner, men det finns ett fåtal rapporter som gäller titanlegeringar. Sambanden till vad som har orsakat reaktionen är svår att konstatera då det är flera metaller.6 Titan borde tillhöra en egen grupp istället för basmetallerna på grund av sin biokompatibilitet.3
Fixturerna och tillhörande komponenter består nästan alltid av cp Ti, och oftast tillverkar man även broskeletten i titan för att inte blanda metaller. Samtidigt minskar man kostnaderna för patienten, då titan är betydligt billigare än till exempel guld.6
Orala ersättningar kan både gjutas och fräsas fram.6 Vid gjutning finns det flera olika sätt, som till exempel slunggjutning och ljusbågssmältning i ädelgasen Argon.4En speciell inbäddningsmassa måste användas för att få ett bra göt. När titan gjuts reagerar det smälta titanet med inbäddningsmassan och bildar ett mycket hård skikt på titanets yta, ett ά- skikt som är ca 150 µ tjockt.3Gjutning av titan är inte så vanligt då laboratoriet måste investera i dyr gjututrustning. Vid kallbearbetning för kronor och broar är det vanligen CAD/CAM som används.3 Tiden för att framställa ersättningen med båda metoderna är dock mycket lång. Kommersiellt ren titan har den högsta smälttemperaturen 1668ºC3,5 av alla metaller som
används för metall/keramiska konstruktioner. Vid rumstemperatur har ren titan en hexagonal kristallstruktur som kallas för alfa (ά) fas.1,3 När cp Ti värms upp till 883ºC sker en expansion och en allotropisk fasomvandling från ά- struktur till rymdcentrerad kubisk fas, en beta (β) struktur.1,2,6 β-fasen återgår till ά-fas vid avkylning av kommersiellt ren titan, för att behålla
5
β-fasen behövs en värmebehandling och att titanet legeras med ett β- stabiliserande element.1 Över 900ºC ökar oxidationshastigheten markant för titan. För att minska risken för att bränna porslin nära omvandlingstemperaturen används lågbrända porsliner (under 850ºC). En
sintringstemperatur under 800ºC är önskvärt för att minimera riskerna med att oxidlagret blir för tjockt och att undvika fasomvandlingen från ά- fas till β-fas.3 Det rena titanets styrka beror på ά strukturen i materialet vid rumstemperatur.4
Titanlegeringar kan förkomma i fyra kategorier ά- legering, nära ά- legering, ά+β- legering och β- legering.3,6 Beroende på uppvärmning och legeringens uppbyggnad kan man förändra förutsättningarna i metallens kristallstruktur.6 I en ά- legering finns det ingen β- fas vid
avkylning, i en nära ά- legering finns det lite β- fas, i en ά+β- legering kommer det att finnas ά- fas och förekomma en del bibehållen β- fas, och en β- legering kommer att behålla en β- fas vid avkylning.3 Det som kännetecknar en ά- legering är medelgod mekanisk hållfasthet, god seghet och att den är svår att bearbeta och forma vid rumstemperatur. De tre kategorierna av legeringselementen är ά- stabiliserare, β- stabiliserare och neutrala. De ά- stabiliserande elementen är Aluminium (Al)1,3,, Kol (C), Kväve (N) och Syre (O).3 Hög mekanisk hållfasthet och goda formbarhet är utmärkande för en β- legering och Vanadium (V)3,6, Molybden (Mo) och Tantal (Ta) är β- stabiliserare3, det neutrala elementet Zirkonium (Zr) kan förkomma i båda strukturerna.3,6 Zirkonium påverkar inte stabiliteten i någon av faserna.6 Legeringar som innehåller både ά- fas stabiliserande och β- fas stabiliserande element kommer att innehålla båda strukturerna. Ett exempel på en sådan här legering är Ti-6Al-4V, som är starkare än cp Ti.3 Även om den har god mekanisk hållfasthet, seghet, lägre smälttemperatur och är
korrosionsresistent är den inte lika attraktiv ur biokompatibel synvinkel, då vissa studier har visat att det är en risk för att Al- och V- joner frisläpps in vivo.3,6,7
Det pågår en kontinuerlig utveckling och nyligen har nya titanlegeringar innehållande Zr (zirkonium), Nb (niob) och Ta (tantal) som också ska vara mycket biokompatibla, korrosionsresistenta och med goda mekaniska egenskaper tagits fram. Det är det mycket tunna och stabila oxidskiktet som ögonblickligen uppstår vid bearbetning i luft, som gör att både cp Ti och titanlegeringarna är så korrosionsresistenta.8
Vid val av biokompatibla material måste för- och nackdelar vägas mot varandra. Listan under är en sammanfattning för titan.9
Fördelar
• Mycket god biokompabilitet • Goda mekaniska egenskaper • Låg täthet
• Hög hårdhet • Lågt pris Nackdelar
• Hög smältpunkt
• Hög kemisk reaktivitet vid hög temperatur som vid gjutning • Fasomvandling från ά till β- struktur försvårar porslinspåbränning • Kräver kostbar utrustning vid gjutning eller fräsning
6
Titanets höga hårdhet gör att eggen på fräsen slits väldigt fort. Slitaget på fräsen leder till en försämrad avverkningsgrad med en ojämnare och sämre yta som porslinet ska sintras ihop med. En annan nackdel med hårdheten är att en sliten fräs som inte avverkar lika bra som en ny, vibrerar mer och chansen för vita fingrar eller vibrationsskador ökar.
Föreliggande studie avser att undersöka ifall det finns någon skillnad i ytstrukturen på titan efter det har blivit frästa av tre olika hårdmetallfräsar samt se skillnader i avverkningsgraden och om det finns någon speciell hastighet som är optimal för alla fräsarna eller var för sig. Hypotesen är att fräsen med de grövre skären kommer att avverka bättre men inte ge riktigt samma ytstruktur medan fräsarna med de finare skären inte har lika hög avverkningsgrad men kommer att ha en jämnare och finare yta.
7
Material och metod
Sammanlagt används 75 prefabricerade provkroppar från Kavo i kommersiellt ren titan grad 2 (Grade 2 cp Ti).
Provkropparna är cylinderformade med måtten 10 mm i diameter och 12 mm i längd. Provkropparna svarvas ner så att provkroppen har två cylindrar (bild 1). Själva testytan har en diameter på 6
millimeter och 3 millimeters djup, och den andra cylindern som ska fästas i maskinen är orörd och har en diameter på 10
millimeter och 9 millimeters längd. Innan fräsningen rengörs provkropparna i ett ultraljudsbad (Elmo Transsonic T460) med destillerat vatten i fem minuter, luftblästras
torra och numreras med ett till fem. Bild 1: Provkropp.
Slutligen vägs provkropparna på en våg (OHAUS Voyager Pro VP214DC) med en tusendels grams noggrannhet innan studien påbörjas. När fräsningen är avslutad tvättas provkropparna igen i ett ultraljudsbad, luftblästras torra och vägs. Lot numret på provkropparna var TX928G för 60 stycken och T5959 G för 15 stycken. De 15 provkropparna är till 20000, 23000 och 26000 varv/minut.
Femtio cylindriska fräsar (bild 2) från Sunshine Diamonds som är uppdelade till 25 fräsar till respektive frästyp (art nr FSQ 141134 023 förkortas SFSQ), och (art nr FSQ S141134 023 förkortas SFSQS) och lika många från Edenta (art nr TC Cutter 24, 2124.023HP förkortas ETC) användes. Fräsarna har en diameter på 2,3 mm och är avsedda för att fräsa i titan. Innan fräsarna används, ångblästras de rena på ca 15 millimeters avstånd (Elma Elmasteam ES3), luftblästras torra, och vägs på en våg (OHAUS Voyager Pro VP214DC) med en tusendels grams noggrannhet innan studien påbörjas. Proceduren upprepas igen efter att fräsning är avslutad och kontrollvägs igen. Samtliga fräsar och provkroppar numreras mellan ett och fem och parades ihop genom siffrorna. Lot numret för båda frästyperna från Sunshine Diamonds är 1235 och för Edenta fräsarna M04.001, N12.001 och S09.001.
Bild 2: Fräsar från respektive grupp från vänster till höger; SFSQ, SFSQS och ETC fräs.
En befintlig apparat (bild 3 och 4) framtagen för en tidigare studie, avsedd för kontrollerbar fräsning används i studien (se bild). På en basplatta monteras en arm med justerbara
balansvikter i den ena änden och i den motsatta änden kan trycket mot fräsen regleras. En justerbar hållare monteras så att handstycket (Kavo EWL TYP 4941) kan spännas fast i basplattan. När fräsen sitter fast i handstycket kan den justeras så att den kommer rakt under provkroppen. Handstycket är kopplat till ett reglage (Kavo KControl Typ 4960) där varvtalet är inställningsbart till tusentals varv/minut. Belastningen mot provkroppen kontrolleras och
8
kalibreras med en digital våg (Mettler Toledo Classic PB602-L). För att handstycket inte ska flytta sig under fräsning blandas puttymassa och trycks in mellan hållaren och handstycket. För att säkerställa att provkroppen kommer på samma ställe varje gång en ny skruvas fast blandas puttymassa och trycks in i hållaren från ovansidan och får härda, efter härdning skärs avtrycket rent så att den lätt kan sättas på plats och tas bort. Vid byte av provkropp lösgörs hållaren så att provkroppen kan föras genom hållaren men skruvas fast i den position som avtrycket bestämmer.
Bild 3: Apparat för kontrollerad fräsning. Bild 4: Fräs mot provkropp
Parametrarna varvtal, kraft och tid används i studien. Varvtal är fräsens hastighet, som
bestäms till 14000, 17000, 20000, 23000 och 26000 varv/minuten. Detta motsvarar respektive 101,1593, 122,8363, 144,5133, 166,1903 och 187,8672 meter/minut (π*dn, där d är
diametern på fräsen och n är hastigheten på fräsen). Kraft är den vikt som trycker ner provkroppen mot fräsen och denna bestäms till 500 gram vilket motsvarar 4,90 N. Tidsintervallet som används är 30 sekunder.
I studien delas provkropparna och fräsarna in i fem grupper för varje frästyp. Alla
provkropparna utsätts för samma belastning fast under fem olika hastigheter. I varje grupp ingår fem provkroppar och fem hårdmetallfräsar.
När fräsningen är avslutad väljs en fräs och en provkropp slumptals från varje hastighet och studeras. Valet av fräs och provkropp görs genom att en person som inte har sett provkroppar eller fräsar efter att fräsningen är avslutad, väljer en siffra mellan ett och fem. Det valda numret som representerar en provkropp och fräs studeras mer noggrant under mikroskop (Leica DM 2500 M) och fotograferas med en inbyggd kamera (Leica DFC 420) med programmet Leica Application Suite V3.3.1.
Det statistiska resultatet analyseras med hjälp av ANOVA med Tukey test och med Student T-test.
9
Resultat
Avverkning
Tabell 1 - 3 är en sammanställning av den avverkade mängden material från provkropparna. Ett medelvärde räknades ut för avverkning på provkropparna vid de olika hastigheterna, med de olika fräsarna och redovisas i diagram för att kunna redovisa hur avverkningskurvan ser ut. Standardavvikelsen räknades fram för att visa hur stor spridning det finns på mängden
avverkat material vid de olika fräsningarna.
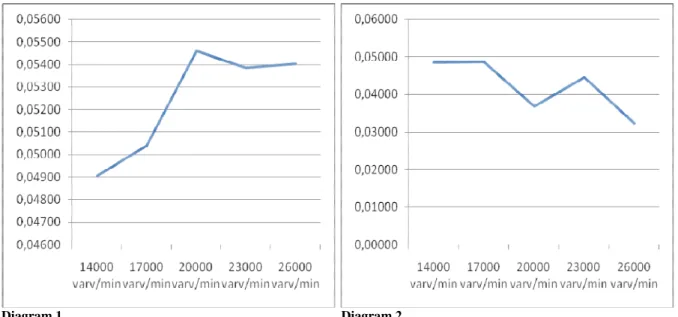
Diagram 1 - 3 är för varje enskild fräs medan diagram 4 är för samtliga fräsar.
Tabell 1 Tabell 2
Medelvärdesavverkning på provkroppen i gram Medelvärdesavverkning på provkroppen i gram för SFSQ fräsen. för SFSQS fräsen.
SA= Standardavvikelse i gram. SA= Standardavvikelse i gram.
Tabell 3
Medelvärdesavverkning på provkropparna i gram för ETC fräsen.
SA= Standardavvikelse i gram.
Vid 14000 och 17000 varv/minut avverkar SFSQ fräsen obetydligt mer än SFSQS fräsarna men betydligt mer än ETC, vid 20000 varv/minut avverkar ETC fräsen marginellt mer än SFSQ men betydligt mer än SFSQS fräsen. Vid 23000 varv/minut fortsätter ETC fräsen att öka avverkning medan avverkningsgraden minskar för SFSQ medan SFSQS avverkar mer än vad den gjorde vid 20000 varv/minut. Vid den högsta hastigheten ökar avverkningsgraden markant för ETC fräsen medan SFSQ fräsen avverkar obetydligt mer än vid 23000
varv/minut. Avverkningsgraden minskar betydligt för SFSQS fräsen i jämförelse mot den tidigare hastigheten. Hastighet Medelvärde SA 14000 0,049 0,005 17000 0,050 0,001 20000 0,055 0,005 23000 0,054 0,006 26000 0,054 0,002 Hastighet Medelvärde SA 14000 0,049 0,011 17000 0,049 0,006 20000 0,037 0,009 23000 0,045 0,014 26000 0,032 0,014 Hastighet Medelvärde SA 14000 0,025 0,018 17000 0,033 0,012 20000 0,058 0,027 23000 0,061 0,010 26000 0,084 0,008
10
Diagram 1 Diagram 2
Avverkningskurva för SFSQ. Avverkningskurva för SFSQS. Avverkningen är i gram. Avverkningen är i gram.
Diagram 3 Diagram 4
Avverknigskurva för ETC. Avverkningskurvor för samtliga fräsar. Avverkningen är i gram. Avverkningen är i gram.
Analys av ytorna
När provkropparnas ytor studerades användes 10 gångers förstoring för både fräsarna och provkropparna. Bilderna visar ytstrukturen av de slumpvis utvalda provkropparnas ytor. När ytorna studerades upptäcktes två olika ytstrukturer. Ytan närmast fräsens axel har en jämnare yta medan ytstrukturen närmast fräsens spets är grövre. Bilderna representerar de ytstrukturer som upptäcktes.
Bild 5 - 10 är ytan på provkroppen närmast axeln på fräsen och bild 11 - 16 är på ytan av provkroppen närmast spetsen på fräsen.
11
Bild 5: Bild 6: Bild 7:
SFSQ 14000 varv/min Provkropp 4. SFSQS 17000 varv/min Provkropp 4. ETC 14000 varv/min Provkropp 3.
Bild 8: Bild 9: Bild 10:
SFSQ 26000 varv/min Provkropp 1. SFSQS 20000 varv/min Provkropp 5. ETC 26000 varv/min Provkropp 4.
Bild 11: Bild 12: Bild 13:
SFSQ 14000 varv/min Provkropp 4. SFSQS 14000 varv/min Provkropp 1. ETC 17000 varv/min Provkropp 2.
Bild 14: Bild 15: Bild 16:
SFSQ 17000 varv/min Provkropp 1. SFSQS 20000 varv/min Provkropp 4. ETC 23000 varv/min Provkropp 1.
Statistik
I ANOVA med Tukey’s test (tabell 8) Siffran som står tillsammans med fräsens förkortning är hastigheten i tusental. I tabellen under går det att utläsa mellan vilka fräsar tillsammans vilka hastigheter det finns signifikanta skillnader.
12 Tabell 8
Jämförelse mellan och inom samtliga gruppers avverkningsgrad. ANOVA Tukey’s test med signifikansnivå α= 0.05, I/S= Ingen Signifikans, Siffror= p-värde.
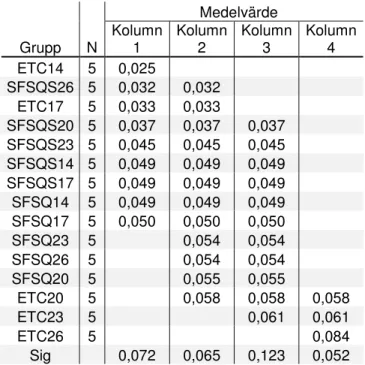
Tabell 9 visar ett ANOVA med Tukey’s test. I tabellen är det ingen signifikant skillnad mellan fräsarna i samma kolumn. Mellan kolumnerna finns det en signifikant skillnad om inte samma fräs finns representerade i båda kolumnerna.
Tabell 10 visar ett Student T-test där de olika fräsarna jämförs mellan varandra. Där man kan se att det finns en signifikant skillnad mellan SFSQ och SFSQS fräsarna. Men det finns ingen signifikant skillnad mellan SFSQ och ETC eller SFSQS och ETC
Tabell 9 Tabell 10
Sammanställning av samtliga gruppers medelvärde på avverkningen Student T-test. Medelvärde i gram. De grupper som faller under samma kolumn uppvisar ingen Signifikansnivå α= 0.05 signifikant skillnad (α= 0,05). Medelvärde Grupp N Kolumn 1 Kolumn 2 Kolumn 3 Kolumn 4 ETC14 5 0,025 SFSQS26 5 0,032 0,032 ETC17 5 0,033 0,033 SFSQS20 5 0,037 0,037 0,037 SFSQS23 5 0,045 0,045 0,045 SFSQS14 5 0,049 0,049 0,049 SFSQS17 5 0,049 0,049 0,049 SFSQ14 5 0,049 0,049 0,049 SFSQ17 5 0,050 0,050 0,050 SFSQ23 5 0,054 0,054 SFSQ26 5 0,054 0,054 SFSQ20 5 0,055 0,055 ETC20 5 0,058 0,058 0,058 ETC23 5 0,061 0,061 ETC26 5 0,084 Sig 0,072 0,065 0,123 0,052 Fräsar Sign SFSQ mot SFSQS 0,000297 SFSQ mot ETC 0,960394 SFSQS mot ETC 0,093204
13
Diskussion
En pilotstudie med 30 tandtekniker fastslog att trycket mellan fräs och metall vid bearbetning är mellan 200 och 900 gram, med ett medeltryck på 500 gram.7 Därför används 500 gram i denna studie som variabel på trycket.
Efter samtal med personer med branschvana och kännedom rekommenderades hastigheter mellan 15000 och 20000 varv/min för avverkning i Titan. Hastigheterna över 20000 varv/min används för att se ifall fräsarna har ett ökat avverkningsförhållande eller om det blir några skillnader i ytstruktur.
Tidsintervallet för fräsens avverkningstid bestämdes till 30 sekunder efter preliminära studier där olika tider och hastigheter utvärderades. Andra studier7,8,9,10 har frästider mellan 1 till 72
minuter, vilka bedömdes som orealistiskt långa tider jämfört med förhållandena vid tandtekniskt arbete.
Efter ett samtal med Kai Siefke på Sunshine Dental i Tyskland är den enda skillnaden mellan SFSQ och SFSQS fräsarna att SFSQS fräsen är härdad. Ändå uppvisar de olika värden vid avverkning.
Fräsens spets används inte i studien, då den troligtvis skulle påverka resultatet negativt genom att hindra fräsen att arbeta sig genom materialet. Fräsens spets är inte utformad att skära genom titanet på samma vis som de andra skären på den cylindriska delen av fräsen. Dessutom används inte fräsen spets på det viset vid tandtekniskt arbete.
För att kunna göra jämförelser mellan fräsarna sparades en fräs från varje grupp som en kontroll. Kontrollgrupperna valdes innan vägning och innan något fotografi med hjälp av mikroskopet hade tagits.
Samtliga fräsar och provkroppar numrerades slumpartat mellan ett och fem och parades ihop med siffrorna (1 till 1, 2 till 2, 3 till 3, o s v), och paketerades i påsar för att säkerställa att de inte skulle blandas ihop mellan frästyperna och att provkroppar och fräsar skulle få rätt vikter före och efter fräsning.
Fräsarnas huvud berördes aldrig med fingrarna då överföring av hudceller eller något annat kontaminerande material som kan finnas på fingrarna kan påverka resultatet i någon riktning. För att säkerställa att det inte förekommer några defekter i provkropparna som kan uppstå vid gjutning, användes prefabricerat titan avsett för att fräsa olika konstruktioner, med en KAVO Everest CAM maskin.
Det är idealiskt att jämföra den mest avverkade och den minst avverkade inom samma fräs, men på grund av tidbrist så valdes det att göra ett slumptals urval istället.
När valet görs av de numrerade fräsarna och provkropparna görs det av en utomstående person och man får ett urval som inte kan påverka studien i någon riktning utan allt sker endast av ren tillfällighet.
Någon statistik är inte gjord på fräsarna för att det är väldigt tidskrävande att rengöra och trots att de ångblästrades efter att fräsningen var klar lossnade inte det ansamlade titanet. Det kanske skulle kunna fungera med hjälp av ett ultraljudsbad, men det är inte säkert att all den ansamlade titanet skulle släppa från ytan. Detta skulle innebära att mekaniskt avlägsna materialet från fräsens yta och detta i sin tur skulle kunna påverka resultatet negativt för att fräsen skär skulle kunna ta skada genom att bitar skulle kunna brytas loss. Då skären är så täta och fina skulle allt arbete behöva ske under mikroskop.
14
Vid undersökning under mikroskop fastställdes det små skador på skären från produktionen. Det kan inte säkert bedömas om det fanns skador på samtliga fräsar innan arbetet påbörjades, men med tanke på att det är en industriell tillverkning där slutprodukten inte ska användas i en mänsklig kropp så är det sannolikt så. Skadorna som fanns på Sunshine fräsarnas skär (Bild 17) var inte lika stora som de på Edenta fräsen (Bild 18).
Bild 17: Oanvänd SFSQ fräs. Bild 18: Oanvänd ETC fräs.
Vid avverkning finns det flera olika faktorer som kan påverka resultatet negativt. Faktorer som till exempel friktionsvärme mellan fräs och provkropp, vibrationer som ger sämre kontakt och att skären går av under arbetets gång.
I avverkningskurvorna för SFSQ fräsen (diagram 1) och SFSQS fräsen (diagram 2) ser man att de startar vid nästan samma nivå men efter 17000 varv/min så sker det en förändring i mönstret mellan de två fräsarna. SFSQ fräsen ökar sin avverkning medan SFSQS fräsen minskar i avverkning. En anledning till att detta sker är att SFSQS fräsens skär (bild 19) är mer skadade än SFSQ (bild 20). Efter 20000 varv/min blir det ytterligare en förändring i avverkningen på båda fräsarna, SFSQ fräsen avverkar mindre men däremot avverkar SFSQS fräsen mer. Detta kan möjligen bero på värmen som alstras under den ökande hastigheten. Att SFSQ och SFSQS fräsarna plötslig avverkar mindre kan bero på att fräsen inte hinner göra av med det avverkade materialet i fräsen och tar med det den har avverkat på nästa varv. Det kan även bero på att fräsen går för fort för att kunna avverka material i en större
utsträckning. Med detta menas att fräsen inte har någon möjlighet att nå sitt optimala skärdjup i materialet.
Bild 19: SFSQS 20000 varv/min. Bild 20: SFSQ 20000 varv/min.
Vid härdning av skären på SFSQS fräsen blir de hårdare men samtidigt sprödare. Detta kan ha påverkat att fräsens avverkningskurva ser klart annorlunda ut mot SFSQ.
15
På samtliga fräsar av båda fabrikaten iakttogs att skären slets mest i framkanten av skäret (mot spetsen av fräsen) (bild 21). En möjlig förklaring till detta är att här sker den initiala kontakten och tillsammans med att vibrationer gör att avverkningen avslutas och startar flera gånger. Resten av skäret kan delvis skyddas av slipspån som transporteras bakåt mot
handstycket. Detta kan dessutom ge en förklaring till ytornas utseende.
Bild 21: ETC, 26000 varv/min
Avverkningskurvan för ETC fräsarna började väldigt lågt men ökade kraftigt med
hastighetsökningen upp till 20000 varv/min, vid 23000 varv/min fortsatte den att avverka mer men inte i linje med vad den tidigare hade gjort. Detta kan bero på att en optimal
avverkningsgräns nås vid 20000 varv/min. Vid 26000 varv/min ökar avverkning kraftigt igen troligen på bekostnad av ökat slitage på fräsen vilket inte denna studie kan styrka.
När ytorna analyserades användes 10 gångers förstoring för att mikroskopet inte kunde se närmre utan att linsen tog i provkroppen. För att vara på samma nivå med fräsen gjordes all undersökning och alla bilder tog med den här förstoringen.
Provkropparnas ytstruktur var väldigt varierande och svåranalyserade. Vissa områden var blanka och polerade andra var mer grova. Detta kan bero på varierad ansamling av slipspån på fräsens delar. Där det finns mycket slipspån på fräsen får vi en sämre avverkning men
samtidigt en finare yta och omvänt.
Då fräsen normalt inte har en så stor anläggningsyta som i studien utan bara har en liten del i kontakt med metallen vid tandtekniskt arbete, kan man utgå från att fräsen kommer att efterlämna en yta likt den som är närmast fräsens axel oberoende vilken del av fräsen som används.
Vid hastigheter mellan 14000 och 17000 varv/min lämnar SFSQS fräsen en jämnare yta än SFSQ och ETC fräsarna, dessutom avverkar SFSQS fräsen mer än vad ETC fräsen gör. Mellan 20000 och 23000 varv/min lämnar fortfarande SFSQS fräsen en jämnare yta även om den avverkar mindre än både SFSQ och ETC fräsarna.
Vid den högsta hastigheten så lämnar SFSQ fräsen den jämnaste och finaste ytan utav alla fräsarna i undersökningen.
16
För att kunna fastslå ifall det finns några plastiska deformationer på den avverkade ytan som skulle kunna innestänga luft och orsaka problem vid porslinssintring vid MK-konstruktioner behövs det ett starkare mikroskop förslagsvis ett Scanning Electron Microscope (SEM). Efter samtal med Ingrid Åkesson och Istvan Baloc, så är de som arbetar med
metallbearbetning den gruppen som har störst representation av vibrationsskador. Högre hastigheter känns mindre för att de ger högre frekvens på vibrationerna, som inte bara
påverkar handen som håller handstycket utan även handen som håller objektet som bearbetas vilket oftast får större vibrationsskador. Vilket kan ge upphov till de två vanligaste skadorna i tandteknikeryrket, ”vita fingrar” och känsel nedsättningar.
Med ANOVA, Tukey (tabell 8 och 9) test fanns det flest signifikanta skillnader vid den högsta hastigheten. Detta har sannolikt för att ETC fräsen avverkade ungefär 1,5 gånger till 2,6 gånger mer än SFSQ och SFSQS fräsen oberoende hastighet.
Vid en statistisk jämförelse (tabell 10) av de olika fräsarna så fanns det en statistisk skillnad mellan SFSQS och SFSQ, men inte mellan SFSQS och ETC eller SFSQ och ETC. Detta beror säker på att ETC fräsen avverkade väldigt lågt i början och ökade kraftigt, medan de andra fräsarna började likvärdigt men avvek från varandra väldigt tydligt.
Det finns inte någon tandtekniker som avverkar med fräs och objekt helt stilla. Därför hade det varit intressant att genomföra en studie på en apparat där man mer kan efterlikna
tandteknikerns arbetssätt, med avverkning mot ytan genom att röra fräs eller provkropp mot varandra under avverkning. På detta sätt skulle man mer korrekt kunna fastställa fräsarnas livscykel och objektens mer normala avverkning.
En mer omfattande undersökning borde göras med fler grupper, fler provkroppar och fler fräsar med upprepade körningar för att fastställa en mer säker avverkningskurva och säkrare värde på fräsens livscykel och livslängd. Den här undersökningen borde då även dokumentera fräsarnas kondition mellan varje fräsning och använda ett lägre tryck för att se om det blir någon skillnad i ytstruktur och avverkning.
Slutsats
Varvtal och avverkning följer inte en proportionell kurva och ytorna varierar i jämnhet vid olika hastigheter beroende på vilken fräs som används.
Faktorer som påverkar detta är värme, hur fräsarna är skurna, fräsens hårdhet, slitage och ansamling av sliprester på fräsarna.
SFSQS fräsen är lämpligare för att avverka med för att få en jämn yta än vad ETC fräsen är. Däremot är ETC fräsen lämpligare för att göra grova justeringar och därefter göra de sista justeringarna med en fräs med finare skär.
Hypotesen är till viss del konfirmerad.
Fräsen med de grövre skären avverkar mindre vid lägre hastigheter, och gav genomgående en ojämnare ytstruktur. De tätskurna fräsarna avverkar mer vid lägre hastigheter och efterlämnar en jämnare ytstruktur.
17
Referenser
1 Craig G, Restorative dental material, 1996, 415-417
2 Bergman M, Gjutet titan i dentala konstruktioner. Malmö 1995
3 Phillips’, Science of dental materials. Eleventh edition, St. Louis 2003, s 65, 579-580, 604, 649. 769
4 O’Brien W J, Dental materials and their selection. Fourth edition, Hanover Park 2008, s 209, 238-239
5 Callister W D, Materials science and engineering - an introduction. New York 2003, s 349-351
6 KDM, Titan för odontologiska applikationer - Biologiska aspekter, Art nr 2004-123-42, 2006
7 Xenodimitropoulou G, Radford DR, The machining of cobalt-chromium alloy in partial denture construction. International Journal of Prosthodontics. 1998; 11; 565-73.
8 Ohkubo C, Watanabe I, Ford J P, Nakajima H, Hosoi T, Okabe T, The machinability of cast titanium and Ti-6Al-4V. Biomaterials. 2000; 21; 421-428
9 Watanabe I, Kiyosue S, Ohkubo C, Aoki T, Okabe T, Machinability of cast commercial titanium alloys. Journal of biomedical materials research. 2002; 63; 760-764
10 Wen-Fu H, Wei-Kai C, Shih-Ching W, Hsueh-Chuan H, Structure, mechanical
properties, and grindability of dental Ti-Zr alloys. Journal of material science. 2008; 19; 3179-3186
18
Slutord
Följande personer ska ha ett stort tack för sponsring, tips, hjälp, och idéer. Lars Olsson, MScDT/Universitetsadjunkt, Enheten för dental teknologi. Evaggelia Papia, MScDT/Universitetsadjunkt, Enheten för dental teknologi Zdravko Bahat, MScDT/Universitetsadjunkt, Enheten för dental teknologi Björn Söderfeldt, Professor, Avdelningen för Samhällsodontologi
Kai Siefke, Sunshine Dental, Tyskland Mats Nilsson, K A Rasmusen, Malmö Madelene Christoffersson, KAVO Norden Martin Willemo, DAB, Malmö
Patrik Freudenthal, Tandtekniker, Dentallaboratorium Freudenthal Stoltz, Ystad Ingrid Åkesson, Ergonomi avd, Arbets och miljömedicin, Universitetssjukhuset, Lund Istvan Baloc, Ergonomi avd, Arbets och miljömedicin, Universitetssjukhuset, Lund Viktor Zalazar, Serviceenheten, Tandvårdshögskolan, Malmö
19
Bilagor
SFSQ, 14000 varv/min, nära spets SFSQ, 14000 varv/min, nära axel
SFSQ, 17000 varv/min, nära spets SFSQ, 17000 varv/min, nära axel
20
SFSQ, 23000 varv/min, nära spets SFSQ, 23000 varv/min, nära axel
SFSQ 26000 varv/min, nära spets SFSQ, 26000 varv/min, nära axel
21
SFSQS, 17000 varv/min, nära spets SFSQS, 17000 varv/min, nära axel
SFSQS, 20000 varv/min, nära spets SFSQS, 20000 varv/min, nära axel
22
SFSQS, 26000 varv/min, nära spets SFSQS, 26000 varv/min, nära axel
ETC, 14000 varv/min, nära spets ETC, 14000 varv/min, nära axel
23
ETC, 20000 varv/min, nära spets ETC, 20000 varv/min, nära axel
ETC, 23000 varv/min, nära spets ETC, 23000 varv/min, nära axel