Postadress:
Besöksadress:
Telefon:
Box 1026
Gjuterigatan 5
036-10 10 00 (vx)
551 11 Jönköping
Analys av interna avvikelser
i ett världsledande företag
Analysis of internal deviations in a world-leading
company
HUVUDOMRÅDE: Maskinteknik
FÖRFATTARE: Wilhelm Stark och Jakob Friberg HANDLEDARE: Leif Svensson
Postadress:
Besöksadress:
Telefon:
Box 1026
Gjuterigatan 5
036-10 10 00 (vx)
551 11 Jönköping
Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom maskinteknik. Författarna svarar själva för framförda åsikter, slutsatser och resultat.
Examinator: Jonas Bjarnehäll Handledare: Leif Svensson Omfattning: 15 hp (grundnivå) Datum: 2020-05-03
Abstract
Abstract
The purpose of the following study is to investigate and analyse the company's internal deviations. The study also presents a present-day status analysis as well as detailed and robust action proposals with the aim of improving deviation management methods. This is because deviations entail large costs such as unnecessary transport, rework and discarding, something that can be minimized and should constantly be worked with to strive for perfection.
The study is conducted as a case study where historical data has been analysed and interviews within the business have been conducted. The final empiricism obtained together with the theoretical part of the study constituted the study's following analysis, proposed measures and discussion.
The following questions were formulated to answer the purpose of the study:
[1] What is the company's current way of working?
[2] What deficiencies and problems can be identified?
[3] What measures can be used to deal with the identified
deficiencies and problems?
The study's results show that there are differences in how the different departments within the company see and work with the deviation management process. You also have different departmental manners and methods for dealing with deviations. The study also shows which deviations are greatest in terms of numbers, economics and in what order they should be prioritized. Proposals for measures have been developed to obtain a common working
method, methods for working with continues improvement work and proposals for actions for the biggest deviations.
Proposals for measures have been developed to obtain a common working method, to provide methods for working with improvement work and to propose measures for the major
deviations. Improvement Suggestions the study has resulted in includes structure and improved communication for the operation's processes. As well as concrete methods and proposals for deviation management where a developed reporting method is also presented.
Sammanfattning
Sammanfattning
Följande studies syfte är att undersöka och analysera verksamhetens interna avvikelser. I studien presenteras även en nulägesbeskrivning samt utförliga och handkraftiga
åtgärdsförslag med målet att förbättra verksamhetens arbetssätt kring avvikelsehantering. Detta för att avvikelser medför stora kostnader så som onödiga transporter, omarbetning och kassationer något som kan minimeras och ständigt ska arbetas med för att sträva emot perfektion.
Studien är genomförd som en fallstudie där historiska data har analyserats och intervjuer inom verksamheten har genomförts. Den slutliga empirin som införskaffats tillsammans med studiens teoretiska del har utgjort studiens följande analys, åtgärdsförslag och diskussion. Följande frågeställningar formulerades för att svara på studiens syfte:
[1] Vad är företagets nuvarande arbetssätt?
[2] Vilka brister och problem kan identifieras?
[3] Vilka åtgärder kan användas för att hantera
de identifierade brister och problem?
Studiens resultat visar att det finns skillnader på hur de olika avdelningarna på företaget ser och arbetar med avvikelsehanteringsprocessen. Man har också olika avdelningsinterna metoder och arbetssätt för att hantera avvikelser. Studien visar också vilka avvikelser som är störst till antalet samt ekonomiskt, och i vilken ordning dessa ska prioriteras.
Åtgärdsförslag är framtagna för att få ett gemensamt arbetssätt, ge metoder att arbeta med förbättringsarbete samt åtgärdersförslag för de största avvikelserna. Förbättringsförslag studien har resulterat i innefattar struktur och förbättrad kommunikation i verksamhetens arbetssätt, samt konkreta metoder och förslag för avvikelsehantering där även en framtagen inrapporteringsmetod presenteras.
Förord
Förord
Examensarbetet är den avslutande delen av Maskiningenjörsutbildningen med inriktning industriell ekonomi och produktionsledning vid Jönköpings Tekniska Högskola. Arbetet omfattar 15 hp och genomfördes under våren 2020 på Troax AB.
Vi vill tacka Troax AB för att vi har fått möjligheten att göra denna studie. Vi vill även rikta ett stort tack till våra handledare, Magnus Svantesson på Troax AB samt Leif Svensson på Jönköpings tekniska högskola. Också ett stort tack till Anette Karlsson på
kvalitetsavdelningen Troax AB. Som alla har bidragit med mycket hjälp och support under projektet.
Jönköping, Maj 2020
Innehållsförteckning
Innehållsförteckning
1
Introduktion
1
1.1 BAKGRUND 1
1.2 PROBLEMBESKRIVNING 2
1.3 SYFTE OCH FRÅGESTÄLLNINGAR 2
1.4 AVGRÄNSNINGAR 2
1.5 DISPOSITION 3
2
Teoretiskt ramverk
4
2.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH TEORI 4
2.2 BEGREPP 4
2.2.1 Vad innebär en avvikelse 4
2.2.2 Kvalitetsbristkostnader 5 2.3 FÖRBÄTTRINGSVERKTYG 5 2.3.1 Hoshin Kanri 5 2.3.2 De sju förbättringsverktygen 6 2.3.3 Gapanalys 8 2.4 AVVIKELSEÅTGÄRD 9 2.4.1 Standardisering 9 2.4.2 PDCA 10 2.4.3 5-Varför 11 2.4.4 Fiskbensdiagram 12
3
Metod
13
3.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH METOD 13
3.2 METODVAL 13 3.2.1 Kvantitativt 13 3.2.2 Kvalitativt 13 3.3 DATAINSAMLING 14 3.3.1 Dokumentinsamling 14 3.3.2 Intervjumetodik 14 3.3.3 Litteraturstudie 15
Innehållsförteckning 3.4 GENOMFÖRANDE 15 3.4.1 Förstudie 15 3.4.2 Nulägesanalys 15 3.5 ANALYS AV DATAINSAMLING 16 3.5.1 Validitet 16 3.5.2 Reliabilitet 16 3.5.3 Källkritik 16
4
Nulägesbeskrivning
17
4.1 ARBETSPROCESS 184.2 VERKSAMHETENS BILD ÖVER AVVIKELSER 19
4.3 KVANTITATIV INSAMLING 21
5
Analys
22
5.1 FRÅGESTÄLLNING 1 22 5.1.1 Arbetsprocess 22 5.1.2 Intervjuer 24 5.1.3 Svar på frågeställning 24 5.2 FRÅGESTÄLLNING 2 25 5.2.1 Avvikelser 25 5.2.2 Rotorsak 28 5.2.3 Kvalitetsbristkostnad 295.2.4 Samband mellan kund och interna avvikelser 30
5.2.5 Svar på frågeställning 30 5.3 FRÅGESTÄLLNING 3 31 5.3.1 Metodstandard 31 5.3.2 Rotorsaksframtagning 31 5.3.3 Strukturerat förbättringsarbete 31 5.3.4 Inrapportering avvikelser 32 5.3.5 Återkoppling 32 5.3.6 Svar på frågeställning 33
6
Diskussion
34
Innehållsförteckning
7
Slutsatser
36
7.1 SLUTSATSER OCH REKOMMENDATIONER 36
7.2 VIDARE ARBETE ELLER FORSKNING 36
8
Referenser
37
9
Bilagor
38
9.1 BILAGA 1–PARETODIAGRAM ROTORSAK PER GRUPPERING 39
9.2 BILAGA 2–METODSTANDARD MANUAL 43
9.3 BILAGA 3–5 VARFÖR OCH FISKBENSDIAGRAM 46
9.4 BILAGA 4–PDCA 48
9.5 BILAGA 5-A3 50
9.6 BILAGA 6-INRAPPORTERINGSFÖRSLAG FÖR AVVIKELSER 51
Introduktion
1 Introduktion
Kapitlet ger en bakgrund till studien och det problemområde som studien byggts upp kring. Vidare presenteras studiens syfte och dess frågeställningar. Därtill beskrivs studiens avgränsningar. Kapitlet avslutas med rapportens disposition.
1.1 Bakgrund
Arbetet är grundat på Troax AB, ett ledande företag inom säkerhetslösningar för personer, egendom och processer. Företaget startades 1955 utav de fyra bröderna Axelsson på den småländska landsbygden, bröderna började med att tillverka kundvagnar på gården i Hillerstorp. De gick sedan vidare med att utveckla förrådsstängsel samt skydd för lager och maskiner något som skulle visa sig bli en stor del av företagets framtid. Företaget var tidiga med att investera i en automatiserad produktion och har idag en marknadsledande
maskinpark. I nuläget arbetar det över 200 personer vid produktionsanläggningen i
Hillerstorp. Företaget har under de senaste åren börjat öka sitt fokus på kvalitetsavdelningen, man har bytt chef för få ett annat perspektiv och ökar successivt resurserna på avdelningen. Nuvarande fokus ligger på interna avvikelser och avvikelsehantering då man från ledningen tror att detta är ett område som är eftersatt och något som kräver förbättring. Höglund och Olsson [2] skriver att en upptäckt avvikelse innebär möjlighet till förbättring. De menar att en organisation ska vara tacksamma för avvikelser, eftersom det ger dem en kostnadsfri
möjlighet till att bli bättre. Avvikelser är något som alltid förekommer inom alla organisationer och genom en god analys och eliminering utav grundorsaken gör man processer inom organisationen mer robusta, effektiva samt mer resurseffektiva. Enligt
Petterson, Olsson m.fl. [1] är skapandet av utav defekta produkter en stor källa till slöseri med resurser, i och med att det medför onödiga kostnader så som omarbetning, kassation eller transportkostnader. Genom att upptäcka defekta produkter tidigt i en process minimerar man med det resursanvändningen. Kvalitetsavdelningen på företaget jobbar aktivt med att
minimera avvikelser och särskilt de avvikelser som går ut till kund.
Detta eftersom kostnaden blir högre för att åtgärda en avvikelse ju längre i processen den åtgärdas och en avvikelse hos kund medför en stor merkostnad till skillnad från en som upptäcks internt. Lars Sörqvist [4] menar för att ett företags kvalitetsarbete skall vara framgångsrikt ska fokus ligga på att öka lönsamheten, inte minimera kostnaderna. Med det menar han att de inte endast skall vara bristande kvalitet direkt kopplat till produkten, utan även de förlorade intäkter och badwill på grund av bristande kvalitet ska vara med inom begreppet kvalitetsbristkostnader. Därför definierar Sörqvist kvalitetsbristkostnader som:
”De totala förluster som uppstår genom att ett företags produkter och processer inte är fullkomliga”
För att kunna tillämpa definitionen på olika organisationer måste man först definiera vad som ska mätas, begreppet blir annars för stort. Detta görs genom att definiera aktuella
kvalitetsbristkostnadsparametrar för verksamheten.
Bo Bergman och Bengt Klefsjö [5] beskriver ”hörnstenar i Offensiv kvalitetsutveckling” där en av de fyra hörnstenarna är att basera beslut på fakta. Syftet är att ej låta slumpfaktorer ha en avgörande betydelse. För att basera beslut på fakta krävs, bland annat kunskap om variation och förmågan att skilja verkliga orsaker från ”brus”. Därför behövs olika typer av information samlas in för analys och strukturering. Petterson, Olsson m.fl. [1] skriver att ett flöde som ska kunna försätta att förbättras måste vara utformat och dimensionerat för att medge att man lätt kan upptäcka avvikelser, dessa flöden kan kallas avvikelsedrivande flöden.
Introduktion
1.2 Problembeskrivning
Avvikelse är ett brett begrepp som ofta används inom industrin och en mängd andra verksamheter. Enligt Petterson, Olsson m.fl. [1] är avvikelse:
”Resultat eller händelse som avviker från standard, dvs. som avviker från det som är överenskommet och därmed betraktas som normalt.”
I och med att avvikelser medför en mängd onödiga kostnader så som transportkostnader, omarbetning och kassation något som Petterson, Olsson m.fl. [1] beskriver som kostnader som kan minimeras och ständigt ska arbetas med för att sträva emot perfektion. De nämner även att kundservicenivån blir ett allt viktigare kundkrav [3], ett område där avvikelser har stor inverkan. Detta gör att avvikelsehantering får en central roll i ett företag och dess förbättringsarbete.
Troax AB driver idag en omfattande produktion som innefattar materialplock, tillverkning, lackering och packning utav dess produkter. I dagsläget fokuserar man på kundavvikelser något man även ser i rapporteringen där kundavvikelser är fler än interna avvikelser.
För att hantera och rapportera avvikelser använder sig Troax utav ett system, CMS. I systemet hänvisas avvikelsen till den ansvarig person där avvikelsen skedde, grundorsak därefter framtas förebyggande åtgärd. Troax upplever dock brister i systemet samt vid hantering utav de interna avvikelserna. Främst inrapporteringen utav avvikelser där bland annat fritext används, vilket resulterar i bristfällig statistikframtagning. Utan denna korrekta statistik får verksamheten svårt att identifiera bristfälliga områden, samt möjligheten för en nulägesbild över verksamheten. Troax misstänker även att ett flertal interna avvikelser ej rapporteras på korrekt sett.
Utifrån detta efterfrågar Troax en analys utav 2019 års interna avvikelser. Där en
sammanställning av olika områden för rapporterade avvikelser framgår, samt tydlig statistik för rotorsak och relevanta uppgifter. En efterfrågan av en nulägesanalys av verksamhetens gemensamma syn på interna avvikelser finns även.
1.3 Syfte och frågeställningar
Studiens syfte är att ge en nulägesanalys över samt förbättra företagets
avvikelsehanteringsprocess. Detta genom att göra en nulägesanalys över processen och arbetssätt. Samt även göra en analys utav tidigare års avvikelser identifiera brister i
hanteringsprocessen och identifiera de största avvikelserna i verksamheten. Slutligen ta fram rekommendationer och förbättringsförslag för att hantera dessa brister och problem på ett lämpligt sätt.
Därmed är studiens frågeställningar:
[1] Vad är företagets nuvarande arbetssätt? [2] Vilka brister och problem kan identifieras?
[3] Vilka åtgärder kan användas för att hantera identifierade brister och problem?
1.4 Avgränsningar
Fokuset för denna studie har lagt på att analysera de interna avvikelserna under hela 2019 på företaget Troax AB. Områdena som undersöks är Special, Kundkoordination, Produktion, Utlastning, Montering, Produktionsledning, Lackering, Inköp, Export, Logistik samt Kvalitetsavdelningen.
Introduktion
1.5 Disposition
Rapporten är indelad i olika avsnitt. Var avsnitt inleds med en kort beskrivning över vad avsnittet behandlar. Det följs sedan utav en koppling mellan frågeställningarna och de underrubriker som finns under varje avsnitt. I slutet av rapporten redovisas källor enligt standarden IEEE och bilagor.
Introduktion: introduktion till ämnet och problemet som rapporten innefattar, studiens frågeställningar, syfte och avgränsningar
Teori: hanterar den teori som är relevant för att utvärdera och förbättra en produktionsprocess.
Metod: beskriver de vetenskapliga metoder som valts för att utföra studien och samla relevant data samt vilka litteraturstudier som använts.
Nulägesanalys: lägger fram verksamhetens nuvarande syn och redovisar även resultatet av datainsamlingen.
Analys: här kopplas studiens insamlade data med teorin för att svara på studiens frågeställningar.
Diskussion: studiens resultat och analys diskuteras.
Slutsatser: studiens resultat och förbättringsförslag sammanfattas. Rekommenderade framtida studier presenteras.
Referenser: källhänvisning enligt IEEE. Bilagor: förbättringsförslag samt rotorsaker.
Teoretiskt ramverk
2 Teoretiskt ramverk
Kapitlet ger en teoretisk grund som används i studieupplägget och en bas för att analysera resultatet av de frågeställningar som formulerats.
2.1 Koppling mellan frågeställningar och teori
Figur 1 Koppling mellan frågeställningar och teori
2.2 Begrepp
2.2.1 Vad innebär en avvikelse
Enligt Pettersson, Olsson m.fl [1] beskrivs en avvikelse som ett
”Resultat eller händelse som avviker från standard, dvs. som avviker från det som är överenskommet och därmed betraktas som normalt”.
Man kan även dela in dessa avvikelser i typer, tillfälliga och kroniska. Enligt Lars Sörqvist [4] är dessa typer närvarande i alla verksamheter. Kroniska avvikelser är de som uppstår väldigt frekvent och blir en del utav den vanliga verksamheten. Dessa avvikelser är ofta något som snabbt åtgärdas utan en noggrannare undersökning, de undviks även oftast att rapporteras. Exempel på detta kan vara en sensor som med jämna mellanrum blir smutsig eller blockerad, istället för att undersöka sensorn och se om det går att undvika problemet, så blir det en kort paus och sensorn återställs och sedan återgår arbetet till det vanliga. Tillfälliga avvikelser är de avvikelser som uppstår mindre frekvent men oftast har en större kvalitetsbristkostnad, de har längre produktionsstopp, kräver dyrare reservdelar eller åtgärder. Exempel på detta kan vara ett större haveri på en avdelning, som innebär ett längre stopp.
Hanteringen utav avvikelser kan ske på många olika sätt. Det kan ske med allt från
löspappersrapportering till avancerade system. Höglund och Olsson [2] beskriver flera av de grundläggande delarna som en sådan process skall innehålla för att nå ett lyckat resultat.
- Ägande, vem äger avvikelsen.
- Användarvänligt och tillgängligt, tröskeln skall vara så låg som möjligt för att använda processen.
- Återkopplingssystem, utan återkoppling med information om hur det går stannar processen till slut.
Frågeställning
1
Teori 2.2
Teori 2.3
Frågeställning
2
Teori 2.3
Frågeställning
3
Teori 2.4
Teoretiskt ramverk
2.2.2 Kvalitetsbristkostnader
Under 50-talet lanserade Joseph Juran ett begrepp för de kostnader som uppstår pga.
Bristande kvalitet, kvalitetsbristkostnader. Detta begrepp ska tydliggöra att det inte är kvalitet som ska analyseras utan bristen på kvalitet. Enligt ISO 9000:2015 [6] är definitionen av kvalitet:
”Kvaliteten på en produkt är dess förmåga att tillfredsställa, och helst överträffa kundernas behov och förväntningar.”
De kostnaderna som krävs för att åtgärda bristande kvalitet är kvalitetsbristkostnader. Lars Sörqvist [4] menar för att ett företags kvalitetsarbete skall vara framgångsrikt ska fokus ligga på att öka lönsamheten inte minimera kostnaderna. Med det menar han att de inte endast skall vara bristande kvalitet direkt kopplat till produkten utan även de förlorade intäkter och badwill på grund av bristande kvalitet ska vara med inom begreppet kvalitetsbristkostnader. Därför definierar Sörqvist [4] kvalitetsbristkostnader som:
”De totala förluster som uppstår genom att ett företags produkter och processer inte är fullkomliga”
För att kunna tillämpa definitionen på olika organisationer måste man först definiera vad som skall mätas, begreppet blir annars för stort. Detta görs genom att definiera aktuella
kvalitetsbristkostnadsparametrar för verksamheten.
2.3 Förbättringsverktyg
2.3.1 Hoshin Kanri
Denna metod bidrar till att säkerställa att samtliga förbättringsarbeten leder i en gemensam beslutad riktning, genom dess syfte att skapa och följa upp mål på organisationens alla nivåer. Likväl som många andra metoder bygger även denna på förbättringsmetoden PDCA (se 2.4.2), men är mest inriktade på faserna P och C. [1] De två faserna är även något som Sven Eklund [7] presenterar som planera (P) och kontrollera (C), och menar på att dessa två är återkommande rutinarbeten hos en projektledare.
Namnet på metoden kommer ifrån Japan där Hoshin betyder ”skinande metall” eller ”kompass”. Och ordet Kanri betyder ”ledning” eller ”styrning”.
Pettersson, Olsson mf.l [1] beskriver att metoden går ut på att skapa möjligheter för verksamhetens dagliga aktiviteter att stödja de långsiktiga målen som verksamheten har, detta genom att formulera nedbrutna och förenliga mål utifrån högsta ledningens långsiktiga mål.
Tillvägagångsättet i metoden innehåller tre steg, genom dessa steg skall förankring och förståelse för valda mål uppnås, samt säkerställa att målen på alla organisatoriska nivåer är förenliga med varandra.
I första steget skall övergripande mål fastställas, det görs genom att högsta ledningen grundligt analyserar var verksamheten står idag samt hur den hamnat där. Därefter sätts basen för beslut om vilka områden som ska ligga i fokus för högsta ledningen, genom analysen och kännedom om framtida utmaningar. Pettersson, Olsson mf.l [1] beskriver att detta steg är oerhört viktigt då de övergripande målen påverkar hela verksamheten under en lång tid framöver, och dessa mål utgör förutsättningar som organisationen utgår ifrån i sitt gruppbaserade arbete med att sätta mål på respektive organisatorisk nivå.
Teoretiskt ramverk
Steg två handlar om att kommunicera de långsiktiga målen från högsta ledningen ned till nästa lägre ledningsnivå. En diskussion förs där ledarna tillsammans kommer fram till hur de kan bidra till att uppnå de övergripande målen under det närmsta året. Slutresultatet från detta steg är konkreta handlingsplaner för varje del av verksamheten.
Det sista steget innebär att täta utvärderingar utförs för att hålla målarbetet levande efter det att målen är satta. De olika arbetssätten som detta steg utförs på beskriver Pettersson, Olsson mf.l [1] som att ledningen, varje månad går igenom hur väl målen uppfyllts och hur
organisationen arbetar med handlingsplanerna som satts för att uppnå målen. På lägre nivå kan det innebära utvärderingar i pulsmöten och i förbättringsmöten, där med en högre frekvens. Dessa täta utvärderingar skapar förutsättningar för att snabbt kunna korrigera mål och handlingsplaner om förutsättningarna ändras.
2.3.2 De sju förbättringsverktygen
För att ”basera beslut på fakta” krävs insamlade fakta som är noggrant analyserad och strukturerad. För att möjliggöra detta beskriver Bo Bergman & Bengt Klefsjö [5] ”de sju förbättringsverktygen”. De beskriver även att ca 25% av alla nya produkter blir framgångsrika, där en förklaring kan vara bristande fakta av vad kunderna vill ha och är beredda att betala för. Besluten har helt enkelt inte tagits på väl underbyggda fakta.
De sju förbättringsverktygen består utav följande. • Styrdiagram • Paretodiagram • Fiskbensdiagram • Histogram • Stratifiering (uppdelning) • Sambandsdiagram • Datainsamling
Det första förbättringsverktyget, styrdiagram, används för att övervaka, styra och förbättra en process över tid genom att studera variationerna och deras orsaker. Styrdiagrammet kommer med flera fördelar, bland annat är det en hjälp för att förbättra en process genom att se till att den fungerar konsekvent och förutsägbart med en ökad kvalitet, lägre kostnad och större effektiv kapacitet. Styrdiagram kan utföras i flera olika variationer beroende på den data som ska mätas, genom att gå igenom metoden kommer det diagram som passar att väljas.
Grundtanken är att ett medelvärde placeras diagonalt i diagrammet, sedan placeras en övre och undre styrgräns, som räknas fram genom metoden och den önskade felmarginalen. När variationen går utanför styrgränserna ges det larm och ett fel i processen är identifierat. [8] Genom ett paretodiagram kan arbetet fokusera på de problem som ger bästa
förbättringsmöjligheter genom att dess storlek eller relativa frekvens visas i fallande ordning. Metoden är grundad efter den beprövade paretoprincipen där 20% av orsakerna ofta står för 80% av ett problem. Genom den visuella beskrivning av problemets betydelse som ges med diagrammet kan framsteg mätas på ett betydligt synligare sätt och därmed öka motivationen. [8]
Teoretiskt ramverk
Diagram 1 Exempel på Paretodiagram
För att grafisk visa fördelningen utav insamlade data är ett stolpdiagram ett utav flera alternativ. Diagrammet förekommer både ståendes och liggandes. [9]
Diagram 2 Exempel på liggande stolpdiagram
Enligt Brassard. M, Finn. L, Ginn, D och Ritter. D [8] sammanfattar histogram processdata som samlats in och presenterar dess frekvensfördelning grafiskt med staplar. Fördelarna med diagrammet är att det kan visa stora datamängder som annars kan vara svåra att tolka i tabellform. Det redovisar snabb den underliggande datafördelningen och avslöjar
centreringen, variationen och formen av datan. Diagrammet har till och med förmågan att besvara frågan ”Har processen förmåga att uppfylla kundernas krav?”. Diagrammet används på så sätt att kundkraven definieras ut, ett tal som går att mäta, sedan analyseras datan in och jämförs mot kundkravet, på så sätt syns processens spridning och var medelvärdet ligger.
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
Kategori 1 Kategori 2 Kategori 3 Kategori 4
Teoretiskt ramverk
Yttre gränser sätts även in, för att kunna se och sedan förhindra att processens spridning håller toleranserna. [8]
Stratifiering, även kallat uppdelning, är en metod för att på ett enkelt och lättförståeligt sätt presentera data ur samband- samt paretodiagram. För att genomföra stratifieringen finns två metoder att använda sig utav.
1. Olika etiketter, färger och symboler. 2. Olika diagram bredvid varandra.
Brassard. M, Finn. L, Ginn, D och Ritter. D [8] beskriver sambandsdiagrammets syfte till att identifiera tänkbara samband mellan två olika variabler. Med hjälp av detta diagram kan data som redovisas eventuellt bekräftar en hypotes om ett samband mellan två variabler. Det är alltså ett visuellt och statistikt medel för att prova styrkan hos ett tänkbart samband. Även en uppföljning för orsak/verkan-diagram för att se om det finns fler samförståndssamband. Metoden går till som så att 50-100 parvisa data samlas in, som tros ha ett samband, och sedan skapas ett datablad. Därefter ritas ett diagram ut, där x-axeln står för den oberoende
variabelns, alltså ”verkan”. Y-axeln står för den beroende variabeln, ”verkan”. De framtagna värdena ”prickas” sedan in i diagrammet, om ett värde uppstår flera gånger ringas den punkt in lika många gånger. Därefter skall diagrammet tolkas, det finns fem olika mönster som diagrammet kan uppvisa. 1. Positiv korrelation, där en ökning sker i y-led när x-led ökar. 2. Tänkbar korrelation, om x-led ökar kanske y-led ökar. 3. Ingen korrelation, inget klart samband ges mellan och y-led. 4. Tänkbar negativ korrelation, y-led kanske minskar när x-led ökar. 5. Negativ korrelation, y-x-led minskar när x-x-led ökar. [8]
Det sistnämnda verktyget, datainsamling, lägger grunden för verktygen som nämnts ovan, samt övriga metoder som kräver data, skall ge det korrekta resultatet. Metoden hjälper till att korrekt data för behovet samlas in, samt säkerställer att den data som samlas in är
användbara och meningsfulla. Brassard. M, Finn. L, Ginn, D och Ritter [8] menar på att fördelarna med denna metod är att det sparar tid och arbete för teamet, data struktureras så att alla förstår vilken data som skall samlas in och hur det ska ske. Det hjälper även till att sortera data så att ledtrådar kan hittas till vad som orsakar problemet.
Metoden innehåller fem steg.
1. Klargöra datainsamlingens mål.
2. Utveckla verksamhetmått och procedurer. 3. Validera mätsystemet.
4. Börja datainsamlingen.
5. Fortsätt förbättra mätriktigheten.
2.3.3 Gapanalys
Gapanalys syftar på skillnaden emellan kundens förväntad och upplevd kvalitet. Modellen används och appliceras ofta inom relationen mellan kund och leverantörer i försäljning utav tjänster men är applicerbar i andra sorters processer. Folke Höglund och Torsten Olsson skriver i Kvalitetsutveckling [2] om hur metoden har utvecklats i två syften. Att erbjuda en metod att analysera orsaker till att kvalitetsproblem uppstår samt att bistå ledningen med förslag på vari processen kvalitet kan förbättras. Igenom att endast identifiera vart ett gap existerar i en process kan man upptäcka brister man tidigare inte uppfattat [4]. Gapen som uppstår i en process kan vara men måste inte vara:
1. Kundens förväntning och leverantörens uppfattning om kundensförväntning. 2. Mellan leverantörens uppfattning om kundens förväntningar och erbjudande. 3. Mellan det utformade och utförda erbjudandet.
4. Mellan det utförda erbjudandet och marknadsföring. 5. Mellan kundens förväntningar och erhållna erbjudande. [2]
Teoretiskt ramverk
I det här fallet kan ”kund” vara många parter, det kan vara en intern kund med en annan avdelning, en arbetsgivare eller en kund som köper tjänster eller produkter. Det samma gäller för ”leverantör”. I en producerande process kan gapen som uppstår vara men måste inte vara:
1. Specificerad arbetsuppgift och tolkning utav arbetsuppgift.
2. Nästkommande interna processers behov och uppfattning om behov. 3. Produktens specifikation och levererad produkt.
4. Produktens specifikation och kundens behov.
5. Förväntningar kunden har på produkten skiljer sig från den levererad varan. [4]
2.4 Avvikelseåtgärd
2.4.1 Standardisering
Enligt Nationalencyklopedin [10] definieras standardisering som:
”Systematisk ordnings- och regelskapande verksamhet med syfte att uppnå optimala tekniska och ekonomiska lösningar på återkommande problem.”
Standardisering uppkom under 1800-talet under industrialiseringen när det blev viktigare att få en gemensam bild över hur och vad som skulle göras. Pettersson, Olsson mf.l [1] menar på dagens standardisering är inriktad på att ta fram det just nu bäst kända och överenskomna sättet att utföra ett arbetsmoment, förvara dokument, signalera behov et.c och att detta beskrivs som en standard. Dock ska man inte se standarden som en permanent lösning, standarden ska endast ses som den bästa lösningen framtill att en ny bättre standard kan fastställas. Detta betyder att en standard inte behöver vara en optimal lösning, utan kan ses som det arbetssätt som används för stunden, det viktigaste är själva överenskommelse. Pettersson, Olsson mf.l [1] anser att standardisering är viktig för att:
- Upptäcka avvikelser, igenom att det är definierat hur det ska se ut. Vet man inte det är det svårt att skapa en förståelse över när läget är normalt eller onormalt.
- Bidra till förutsägbarhet, i och med att alla är överens om ett arbetssätt är det lättare att följa detta arbetssätt.
- Skapa lärande, normalt finns det olika perspektiv och problem vid en process. När man då sätter sig ner och definierar processen skapar man då en bättre förståelse över processen för alla inblandade.
Det finns många olika standarder med många syften och nivåer, dessa delas in i tre olika grupperingar.
• Flödestandard tex. vart och vilka buffertar ska finnas, hur man ska kommunicera mellan olika processer.
• Processstandard tex. metodstandard, intervall för underhåll.
• Arbetsplatsstandard tex. arbetsplatsutformning, materialförvaring och ansvarsfördelning.
De processer som bör standardiseras är de som påverkar företagets intressen så som kunder, medarbetare, ägare och leverantörer.
En standard kan ha väldigt skilda omfattning, det kan vara något så enkelt som att kvantifiera hur många datormöss man ska lagerföra till hur ett flöde ska se ut. Vanlig standard som implementeras i en process är en metodstandard.
Metodstandarden ska beskriva hur ett arbete ska utföras igenom att fastställa vad som ska göras, hur det ska göras och hur lång tid det ska ta. En enkel grov metodstandard ger ett stort resultat. Trots detta finns det ofta ett stort motstånd emot att införa ett standardiserat arbetssätt, något som Pettersson, Olsson mf.l [1] menar, beror på att man inte har en stor förståelse för anledningen till att systemet införs. För att metodstandarden ska få verkan måste den vara förankrad i alla led i produktionen, operatörer, team ledare och
Teoretiskt ramverk
Pettersson, Olsson mf.l [1] menar också att standarden ska vara transparant och följa den gemensamma metoden som är satt. Metoden ska inte vara ett framtida mål utan ska vara gångbart i den nuvarande organisationen. Det är lätt att nonchalera moment som är genanta för processen, något man inte vill erkänna ingår i processen eller förringa dess påverkan på processen. Det kan till exempel vara manuella lagningar på produkter, seg dator eller bristande verktyg. Det är viktigt att standarden ska spegla förutsättningarna och det verkliga tillvägagångsättet och att man efter att en standard är satt börja jobba med att få bort dessa brister. Standarden ska också vara transparant på så sätt att den inte gömmer viktig information för organisationen, som till exempel att operatörstid ligger som grund i kostnaden för artiklar.
2.4.2 PDCA
Pettersson, Olsson mf.l [1] menar att ett effektivt förbättringsarbete kräver en struktur, metoden PDCA ska lägga en grund för just detta. Fördelen med metoden är att den går att tillämpa på många olika organisationer, verksamheter och förbättringsarbeten. Pettersson, Olsson mf.l [1] ger Kaikaku och Kaizen som exempel på förbättringsverktyg som fungerar väl med PDCA.
Metoden är uppdelad i 4 olika faser, ”Plan”(Planera), ”Do”(Genomföra), ”Check”(Kontrollera) och ”Act”(Standardiserad). Enligt Pettersson, Olsson mf.l [1] är den första fasen ”Plan” den fas som tar längs tid och den som lägger grunden till ett lyckat förbättringsarbete. I denna fas planerar man vad som följer i efterkommande faser, man tex. Definierar behov, samlar data och fakta, tar fram en åtgärdsplan men främst analyseras problemet. Utan en god analys utav problemet finns risken att man inte åtgärdar rotorsaken utan ett symtom av rotorsaken. Pettersson, Olsson mf.l [1] menar att det finns flera metoder som i sin tur hjälper till att finna rotorsaken, tex. ”5-Varför” och ”Fiskbensdiagram”. Fasen kräver en god kommunikation med de parter som är inblandade, och en gemensam bild över vad rotorsaken faktiskt är, för att ge önskat resultat. I fasen tar man således fram en rotorsak och en åtgärdsplan för att åtgärda denna orsak.
Den andra fasen, ”Do” är enligt Pettersson, Olsson mf.l [1] enkel om man genomfört den tidigare fasen ”Plan” ordentligt. I fasen gör man de åtgärder man har planerat i
åtgärdsplanen. Det kan krävas att man måste gå tillbaka till den tidigare fasen om man ser att allt inte är genomfört fullt ut.
I den tredje fasen ”Check” kontrolleras att den tidigare fasen är rätt utförd och ger de resultat man önskar. Anser man inte ha löst rotorsaken går man tillbaka till den första fasen.
Pettersson, Olsson mf.l [1] menar att man i den tredje fasen får mest inlärning, genom att jämföra önskat resultat emot uppnått resultat. Man ska också enligt Pettersson, Olsson mf.l fråga sig tre frågor för att utvärdera processen.
- Vad sades om rotorsaken i planeringsfasen?
- Vad fungerade bra och vad fungerade mindre bra i respektive fas? - Vilka lärdomar finns för det fortsatta arbetet och för kommande
förbättringsaktiviteter?
Den sista fasen ”Act” hanterar behovet om att säkra att de genomförda åtgärder och lösningar genom att införa rutiner och standarder. Man illustrerar detta ofta i litteratur genom en stoppkloss som säkrar ”PDCA hjulets” resa upp för kunskapstrappan.
PDCA är en metod som används vidsträckt i världen, den ligger som grund för ISO 9001:2015 standarden som över 1 100 000 företag är certifierade emot [11]. Dock i ett annat utförande där man fokuserar på framtagningen utav ett ledningssystem men med samma grund. Det finns flera sätt att skapa struktur i PDCA metoden Pettersson, Olsson mf.l [1] menar tillexempel att A3 metoden kan användas som ett komplement. Syftet med A3 metoden är att skapa struktur i arbetet och även öka dess kommunikation mellan deltagarna och förmågan till lärande från arbetet. Metodens namn ”A3” kommer från pappersstorleken A3, och syftet med det är att en komplett beskrivning av arbetet från en viss förbättringsuppgift skall få plats
Teoretiskt ramverk
på dess storlek. Om beskrivningen av förbättringsuppgiften ej får plats på formatet bör uppgiften delas upp i mindre delar.
Formatet är uppbyggt så att vänster och höger sida av A3 pappret representerar två olika steg i förbättringsarbetet. Vänster sida representerar förståelse om problemet och beskrivning av situationen, medan höger sida handlar om att förankra och realisera åtgärderna för att ge avsedd effekt. Upplägget kan variera men här är grundtanken för formatet, och metodens rubriker skall utgå från PDCA metodens fyra faser. För att förmedla budskapet på ett enkelt sätt bör strävan vara att visualisera med figurer. [1]
Metodens olika sektioner bygger på den föregående sektionen, vilket utgör en logisk sekvens och innebär att A3:an byggs upp stegvis genom ett samspel mellan ägare och utförare samt mentor och ledare. Några av fördelarna med detta arbetssätt är:
• Varje steg i förbättringsarbetet får en kvalitetssäkring • Struktur för lärande
• Standardiserad dokumentation
Det är ledaren som stödjer utföraren, och innan nästa sektion påbörjas måste ledaren säkerställa att nuvarande sektion är genomarbetad. På detta sätt hindras utföraren att hitta lösningar till problemet, innan grundarbetet är gjort, det vill säga innan rotorsaken är identifierad och förankrad. [1]
En viktig aspekt för användning av A3-metoden enligt Pettersson, Olsson mf.l [1] är att ej använda metoden som en rapporteringsmetod till ledaren, utan att använda den som ett utvecklingsverktyg där ledaren stödjer utföraren att hitta sin väg till vilka aktiviteter som ska utföras och följas upp.
2.4.3 5-Varför
Pettersson, Olsson mf.l [1] skriver i boken ”Lean, Gör avvikelser till framgång ” att ett problem, som ofta förekommer inom alla sorters processer och verksamheter, är att man fokuserar på att lösa symptom eller att man inte tydligt definierar ett konkret
problem. Risken när man löser ett symptom eller ett otydligt problem är att problemet eller ett liknande problem återkommer. För att definiera ett problem och komma till kärnan av det kan metoden ”5-varför” användas.
Metoden går ut på att man ifråga sätter varför ett problem uppstår, där det normalt krävs minst 5 frågor för att hitta grundorsaken. Metoden kräver mycket träning och erfarenhet för att kunna identifierat när man funnit grundorsaken. Varje frågeställning blir svårare att formulera och definiera om det är grundorsaken. För att kunna använda metoden ska problemet vara specifikt, inte ett generellt problem som till exempel ”varför har vi 7 sjuka operatörer varje vecka?”.
Nr. Fråga
Svar
Problembeskrivning: Det finns inget färdigt kaffe
1.
Varför finns det inte färdigt kaffe? Inget har satt på kaffe
2.
Varför har inget satt på kaffe?
Det finns inget kaffepulver
3.
Varför finns inget kaffepulver?
Ingen vet vem eller hur
man beställer
4.
Varför finns ingen rutin för det? Det finns ingen som är ansvarig för
kaffebeställningar
5.
Varför finns det ingen ansvarig? …
Teoretiskt ramverk
2.4.4 Fiskbensdiagram
Fiskbensdiagram, orsak-verkan-diagram eller det ursprungliga namnet Ishikawa diagram har som syftat att hitta tänkbara orsaker till ett problem, det går att likna det emot
”brainstorming” [8]. Metoden går ut på att hitta alla bidragande faktorer som bidrar till problemet. Det gör att metoden är ett gott komplement om inte metoden 5-varför ger önskad effekt eller om det från början bedöms finnas flera bidragande faktorer.
Metoden får sitt namn eftersom den oftast visualiseras i ett fiskbensliknade diagram med 7 ben och ett huvud. I ”huvudet” skrivs problemet och längst ut i benen skrivs huvudorsaker in. Dessa huvudorsaker kan, men måste inte vara de 7M:en:
- Management(ledning) - Maskin - Metod - Material - Människa - Miljö - Mätning
Diagrammet fylls sedan i med flera orsaker som sorteras under huvudavvikelserna och nedbrytningen fortsätter med orsak till orsak till orsak. Man slutar när kreativiteten för nya orsaker tar slut. När diagrammet är färdigställt använder man sig utav det för att välja om man ska analysera ett område ytterligare eller åtgärda möjliga orsaker. [1]
Metod
3 Metod
Följande kapitel förklarar arbetets olika steg för att komma fram till resultat. Kapitlet avslutas med en diskussion kring giltighet samt trovärdighet.
3.1 Koppling mellan frågeställningar och metod
Figur 2 Koppling mellan frågeställningar och metod
3.2 Metodval
Metodkapitlet innehåller allt som har att göra med studiens genomförande, med syfte att möjliggöra tolkning av rimlighet och generaliserbarhet. Detta kapitel innefattar information som beskriver den avsedda undersökningsgruppen och dess storlek, valda tekniker för att samla information, tillvägagångssätt samt eventuell analys av bortfall. [9]
Följande studie har valts att genomföras som en fallstudie, där den intervjuade gruppen representerar verksamheten. Vid val av fallstudie utgår tankesättet från ett helhetsperspektiv och fokusering har lagts på att informationen skall vara så täckande som möjligt.
Studien kombineras genom ostrukturerade och semistrukturerade intervjuer, samt statistiska bearbetningar av dokument. Till detta användes stöd från litteratur.
3.2.1 Kvantitativt
Denna studie innehåller stor del av kvantitativ bearbetning av material, syftet med kvantitativ bearbetning är att ordna, beskriva, bearbeta och analysera data. Genom denna bearbetning har deskriptiv statistik tagits fram för att sedan presenteras, där deskriptivt innebär att beskriva det insamlade materialet i form av siffror och på detta sätt belysa
forskningsproblemet. [9]
3.2.2 Kvalitativt
För att införskaffa djupare kunskap inom problemområdet så valdes det att genomföra intervjuer, där intervjuer är en del av de kvalitativa undersökningarna. Syftet med kvalitativa undersökningar är just att skaffa en annan och djupare kunskap än den som införskaffas av den kvantitativa metoden. [9]
De analyser som gjorts genomfördes löpande, vilket ofta är väldigt praktiskt under kvalitativa undersökningar. Då fördelen är att det under arbetets gång kan ges idéer för hur arbetet skall
Frågeställning
1
Metod 3.2.1
Metod 3.3.1
Metod 3.2.2
Metod 3.3.2
Frågeställning
2
Metod 3.3.2
Metod 3.3.3
Frågeställning
3
Metod 3.3.3
Metod
fortsätta. Den stora skillnaden från kvantitativa är att vi ej behöver vänta på att all information har kommit in förens vi kan börja med bearbetningen. [9]
3.3 Datainsamling
Datainsamling är något som går att göra på flera olika sätt, det är denna insamling som gör det möjligt att besvara våra frågeställningar. För insamling av data för detta arbete har dokumentinsamling, intervjumetodik och litteratursökning använts. Valet av teknik för respektive data har valts med hänsyn till att ge bästa möjliga svar på frågeställningen i förhållande till den tid som stått till förfogande. [9]
3.3.1 Dokumentinsamling
Dokument används för att samla information som är i text-, bild- och ljudformat. De kan kategoriseras enlig nedan:
• Statistik och register • Officiella handlingar • Privata handlingar • Litteratur
• Bild-dokument • Ljud-dokument
Det beror på vilken frågeställning som skall besvaras samt problemområde som avgör vilken typ av insats som krävs för att söka de dokument som behövs. Mängden av material som skall införskaffas avgörs både av frågeställningen och den tillgängliga tiden för att utför
insamlingen. Det krävs även att presentera och diskutera fakta som motsäger resultatet för att få en korrekt och tillförlitlig bild. [9]
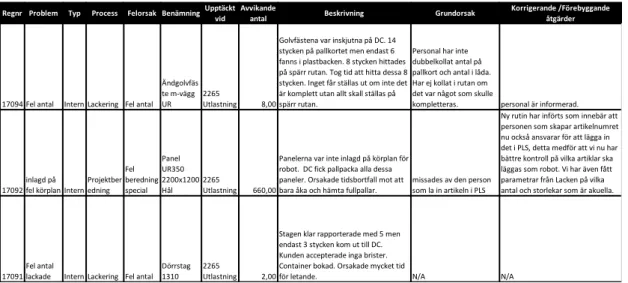
I denna studie har statistik- och registerdokument använts från verksamhetens CMS-system där inrapporterade avvikelser behandlas. Den insamlade datan har behandlats kvantitativt för att senare kunna presenteras med syfte att ge en tillförlitlig bild utav verksamhetens verkliga förhållande. För att presentera resultatet har tabeller och figurer tagits fram. Nedan visas tabell på den typ av dokument som använts vid insamling av data.
Tabell 2 Exempel på inrapporterade avvikelser i verksamhetens system
3.3.2 Intervjumetodik
Kvalitativa intervjuer anses ha en låg grad av strukturering, alltså de frågor som ställs utav intervjuaren ger utrymme för intervjupersonen att svara med egna ord. Ordningsföljden utav de ställda frågorna kan variera i en kvalitativ intervju. De kan ställas i en bestämd ordning, dvs med en hög grad av standardisering, de kan även ställas i den följd som lämpar sig bäst i det enskilda fallet, dvs. med en låg standardisering. [9]
Regnr Problem Typ Process Felorsak BenämningUpptäckt vid
Avvikande
antal Beskrivning Grundorsak
Korrigerande /Förebyggande åtgärder
17094 Fel antal Intern Lackering Fel antal Ändgolvfäs te m-vägg UR
2265
Utlastning 8,00
Golvfästena var inskjutna på DC. 14 stycken på pallkortet men endast 6 fanns i plastbacken. 8 stycken hittades på spärr rutan. Tog tid att hitta dessa 8 stycken. Inget får ställas ut om inte det är komplett utan allt skall ställas på spärr rutan.
Personal har inte dubbelkollat antal på pallkort och antal i låda. Har ej kollat i rutan om det var något som skulle
kompletteras. personal är informerad.
17092 inlagd på fel körplan Intern
Projektber edning Fel beredning special Panel UR350 2200x1200 Hål 2265 Utlastning 660,00
Panelerna var inte inlagd på körplan för robot. DC fick pallpacka alla dessa paneler. Orsakade tidsbortfall mot att bara åka och hämta fullpallar.
missades av den person som la in artikeln i PLS
Ny rutin har införts som innebär att personen som skapar artikelnumret nu också ansvarar för att lägga in det i PLS, detta medför att vi nu har bättre kontroll på vilka artiklar ska läggas som robot. Vi har även fått parametrar från Lacken på vilka antal och storlekar som är akuella.
17091 Fel antal
lackade Intern Lackering Fel antal Dörrstag 1310
2265
Utlastning 2,00
Stagen klar rapporterade med 5 men endast 3 stycken kom ut till DC. Kunden accepterade inga brister. Container bokad. Orsakade mycket tid
Metod
Semistrukturerade intervjuer används ofta i detta sammanhang, med det menas att intervjuaren skapar en lista med specifika teman som skall beröras under intervjun, men intervjupersonen har stor frihet att utforma svaren. Den mest öppna formen utav en kvalitativ intervju kan liknas mer ett samtal, där intervjufrågorna ej är formulerade sedan innan. [9] Vid val att använda kvalitativa intervjuer är syftet att upptäcka och identifiera egenskaper och beskaffenheten hos den intervjuade personen. I och med detta kan ej svarsalternativ
formuleras innan intervju, inte heller avgöra det ”sanna” svaret på en fråga. [9]
Kvalitativa intervjuer valdes framför allt för att ge intervjupersonerna chansen att utforma sina egna svar på de ställda frågorna. Även att ge chansen att utveckla frågan och inte behöva följa en högt standardiserad ordning.
Intervjuerna genomfördes både i direkta samtal med person och även genom mejl. De
intervjuerna i direkt kontakt med person genomfördes med en låg grad av standardisering, för att få den verkliga bilden från intervjupersonen. Intervjuerna genom mejl kan uppfattats innehålla en högre grad utav standardisering. Listan nedan beskriver de områden som personer valts att intervjuas inom:
• Customer Coordination • Nätsvetsavdelningen • Rörkapsavdelningen • Linesvetsavdelningen • Utlastningsavdelningen • Monteringsavdelningen • Lackeringsavdelningen • Specialavdelning • Robotavdelning • Inköpsavdelningen • Exportavdelningen • Logistikavdelningen • Kvalitetsavdelning • Lagerplats DC • Produktionsledare • Produktionstekniker • Workflow technican 3.3.3 Litteraturstudie
Rapportens teoridel är baserad på vetenskapliga publikationer samt facklitterära böcker. De vetenskapliga publikationerna har tagits fram genom databasen Primo. De facklitterära böckerna är antingen kurslitteratur eller litteratur ifrån bibliotek. Litteraturen är vald för att ge en tydlig och bred uppfattning kring det valda ämnet. Dess validitet är sedan kontrollerad genom att kontrollera den emot flera källor om möjligt alternativt intuition.
3.4 Genomförande
3.4.1 Förstudie
För att skapa en första bild av verksamhetens tillvägagångsätt gällande avvikelserapportering genomfördes ostrukturerade intervjuer med kvalitetschef samt produktionschef. De
intervjuade personerna fick presentera system, tillvägagångsätt och egna reflektioner kring ämnet. Informationen sammanställdes i ett dokument som presenterar en
avvikelsehanterings förlopp.
3.4.2 Nulägesanalys
För att besvara frågeställningarna påbörjades den djupare analysen av nuläget för verksamheten. Empirin samlades in genom kvalitativa intervjuer av semistrukturerad karaktär, samt dokumentinsamling.
Metod
Intervjuplaneringen sattes ihop tillsammans med kvalitetschef för verksamheten, de personer som ingick i intervjuerna valdes ut med hänsyn till ämnet.
Dokumentinsamlingen genomfördes via verksamhetens CMS-system där rapporterade avvikelser hanteras och lagras. Denna information avgränsades till produktionsåret 2019. En kvantitativ bearbetning genomfördes av den insamlade rådatan. För att presentera den framtagna informationen skapades diagram, se 2.3.2 för beskrivning.
3.5 Analys av datainsamling
3.5.1 Validitet
Triangulering kan ske när flera olika datainsamlingsmetoder används och datan sedans skall sammanställas i en analys. Utfallet av metoderna kan sammanfalla eller peka åt olika håll. Under studien valdes ett flertal personer att intervjuas för att kunna skapa en mer rättvis bild. [9]
Studien innehåller mycket material från intervjuer vilket innebär en transkriptionsprocess. Denna process innebär en risk för påverkan på underlaget för analysen. Talspråk och skriftspråk är ej samma sak, till exempel försvinner gester, pauser och ironi i skriftspråket. För att undvika denna risk har medvetenheten om risken funnits med sedan start, samt ständigt reflekterat över de val som gjorts i hantering utav informationen och hur detta kan komma att påverka resultatet av analysen. [9]
För att stärka validiteten på det insamlade kvantitativa materialet i form av rådata,
säkerställdes det var allt material lagrats och att allt material som kopplats till ämnet fanns tillgängligt.
3.5.2 Reliabilitet
Under intervjuer finns risk för begreppet ”intervjuareffekt”. Med denna effekt menas att intervjuaren uppträder på ett sådant sätt att individerna förstår, medvetet eller omedvetet, vilket svar som förväntas av dem, och avviker då från det ”sanna” värdet. [9]
För att motverka denna effekt har kunskap tagits in och förberedelser har gjorts innan intervju.
För att ytterligare öka reliabiliteten under intervjuerna, så genomfördes dem med två
personer. En intervjuare samt en som registrerar intervjusvaren. På detta sätt utgörs ett mått på reliabiliteten som kallas för interbedömarreliabilitet, och det är överensstämmelsen mellan registreraren och intervjuaren som avgör detta mått. [9]
3.5.3 Källkritik
För att säkerställa tillförlitligheten av studien krävs det att forskningsarbetet sker källkritiskt, detta igenom att analysera och utvärdera var, när och vem som publicerat dokument, böcker och andra skrifter. Även ställa sig kritiskt till syftet av vem som var upphovsmannen och under vilka omständigheter författaren gav ut litteraturen.
Studien har i första hand använt källor inom området kvalitetsteknik, metoderna är väl prövade och kan anses som säker källa att utgå ifrån i samlingen utav litteratur och information.
Nulägesbeskrivning
4 Nulägesbeskrivning
Kapitlet ger en beskrivning av rådande förhållanden kopplade till problembeskrivningen.
Figur 3 Koppling mellan frågeställningar och nulägesbeskrivning
Studien påbörjades genom att definiera hur den nuvarande arbetsprocessen såg ut, syftet med detta var att skapa en förståelse över hur företaget arbetade med avvikelser i nuläget.
Undersökningen genomfördes genom två intervjuer, en med kvalitetschefen samt en med produktionsledaren, med uppföljning via mejl. Tillgång gavs även till
avvikelsehanteringssystemet (CMS) som används på företaget, där kunde simulerade avvikelser hanteras för att skapa en tydligare bild över hur systemet används.
Andra steget var att kartlägga verksamhetens bild över avvikelser. Även detta genomfördes genom intervjuer, men i större skala. Fem i direktkontakt med person, samt fyra via mejl pga. pågående pandemi. Syftet med dessa intervjuer var att kartlägga avdelningarnas syn på avvikelser, brister i hantering och tolkningar utav hanteringsprocessen. För att lättare kunna jämföra och analysera intervjuerna utgick dessa ifrån elva frågor som intervjuerna sedan ordnas efter. Frågorna ställdes öppet för att fånga avdelningens egen bild och inte ge ledande svar. I intervju via mejl förtydligades frågorna något men ställdes fortfarande öppet.
Det tredje steget var att kartlägga företagets interna avvikelser för 2019. Detta gjordes för att identifiera var brister fanns och hur stort fokus det var på åtgärder, det användes även för att validera angående tidigare information i arbetsprocesskartläggningen samt om en bild över avvikelser gav samma bild över verksamheten. Eftersom systemet tillåter fritext i
felorsaksfältet var en stor del av framtagningen att klassificera vilken sorts avvikelse varje post var. En uppskattning utav avvikelsehanteringskostnad samt en kvalitetsbristkostnad togs fram. För att förmedla resultatet på bästa sätt, togs det fram tydliga diagram och figurer.
Frågeställning 1 Nulägesbeskrivning 4.1 Nulägesbeskrivning 4.2 Frågeställning 2 Nulägesbeskrivning 4.1 Nulägesbeskrivning 4.2 Frågeställning 3
Nulägesbeskrivning
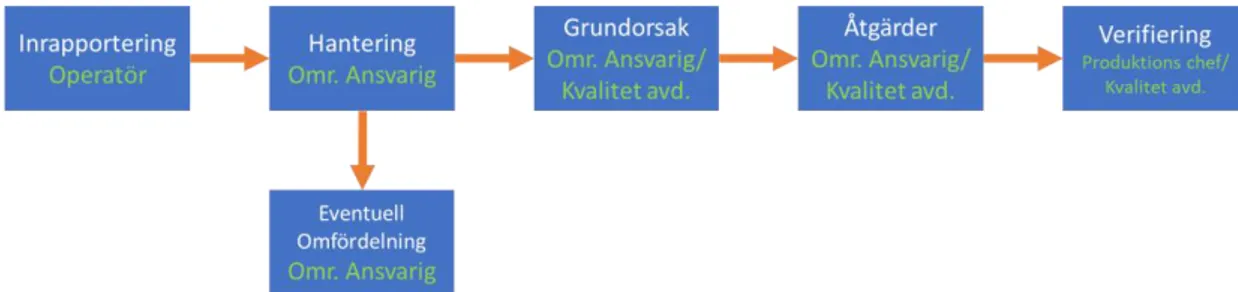
4.1 Arbetsprocess
InrapporteringNär en avvikelse upptäcks internt rapporteras den till den aktuella områdesansvariga, i regel direkt utav operatör eller berörd part via ett system. Vissa undantag finns där man istället rapporterar avvikelsen i pappersform, då genom att använda tillverkningsordern som lämnas till områdesansvarig.
Hantering
Efter rapporterad avvikelse skickas den till den person som ansvarar för det aktuella området. Områdesansvarige i sin tur hanterar avvikelsen så att den innehåller rätt och tillräcklig information för att kunna hanteras vidare. Avvikelsen analyseras även för att se att den bereds vid rätt avdelning, om så inte är fallet skickas den vidare till rätt avdelning. Vissa avvikelser hanteras på kvalitetsavdelningen, främst kundavvikelser som rör interna processer, med det menas de avvikelser som kommit till kund som produktionen ansvarar för.
Grundorsak
När rätt avdelning blivit tilldelad avvikelsen, analyseras den och en grundorsak arbetas fram utav den ansvarige personen för området. Grundorsaken tas fram för att slutligen kunna hindra återkommande avvikelser.
När orsaken är otydlig, eller om det är uppenbart att det finns en underliggande orsak till uppkomsten för avvikelsen, används olika metoder för framtagning av grundorsak. Här används främst 5 varför och fiskbensdiagram på avdelningen. När detta steg i processen är avklarat stänger den ansvarige detta steg och nästkommande påbörjas.
Korrigerade/ förebyggande åtgärder
När en grundorsak är framtagen tar områdesansvarige fram en åtgärd för att korrigera eller förebygga grundorsaken så att den ej ska repeteras. De förebyggande åtgärderna kan vara allt från att informera medarbetarna till att en justering görs vid en maskin. Även detta steg stängs när de korrigerande eller förebyggande åtgärderna är framtagna, för att processen skall kunna fortsätta till sista steget. Ett exempel på en förebyggande åtgärd kan vara:
Avvikelse: Pall mottagen utan rätt orderkort, står handskrivet på ett blankt A4. Grundorsak: Skrivaren var sönder under den dagen.
Åtgärd: Köp in en reservskrivare till IT- avdelningens förråd Verifiering
Avdelningsansvarig verifierar att avvikelsen har hanterats på rätt sätt och att en åtgärd är framtagen. Denna avgör även om avvikelsen behöver kompletteras eller en djupare analys utav problemet behövs tas fram.
Produktionsledaren äger och utför avvikelsens olika steg, när sista steget ”Korrigerande/ Förebyggande åtgärder” är utfört och således stängd, är det upp till produktionschefen att verifiera avvikelsen och slutligen stänga den.
Detta är det sista steget för avvikelsehanteringen, när verifieringen är slutförd stängs avvikelserapporten. Uppstår det återkommande avvikelser tas nästa steg in, en
avdelningsöverskridande PDCA grupp tillsätts och en lösning för problemet arbetas fram.
Nulägesbeskrivning
4.2 Verksamhetens bild över avvikelser
Intervjuerna i sin helhet finns under bilaga 7Den första frågan ”Vad anser du är en avvikelse?” svarar merparten utav tillfrågade att det är när något inte följer en rutin eller instruktion. Vilket stämmer överens med teorin se punkt 2.2.1 . De tre avdelningar som tolkar det på ett annat sätt är:
Inköp, ”När någonting avviker från det inköp och leverantören har kommit överens om.
När utfallet helt enkelt skiljer sig från specifikationen.”
Lackering, ”Något som ska förbättras, något som avviker från planerad körning. Något som
gör störning eller omarbetning i produktionen.”
Utlastning, ”En avvikelse kan innefatta vad som helst, reklamation från kundsidan, saldofel
eller misskommunikation.”
Detta kan vara att avdelningsansvariga endast är medvetna om och endast ser de avvikelser som är direkt kopplade till just deras avdelningar och inte är medvetna om verksamheten i sin helhet. Det kan även vara att man inte har fått kunskap om vad en avvikelse är eller att man inte har lagt så stor vikt i avvikelsehantering.
Den andra frågan ”Vad ligger i gråzonen?” skiljer sig markant inom företaget.
Kvalitetsavdelningen som äger avvikelsehanteringsprocessen anser att det inte ska finnas en gråzon utan allt som inte följer rutin eller instruktion ska rapporteras och behandlas som en avvikelse. På de övriga avdelningarna är bilden att man inte har tid att rapportera
återkommande små avvikelser och att de då hamnar i gråzonen och inte rapporteras. Dels eftersom de inte ger ett resultat eller god återkoppling samt att man inte har anvisningar ifrån ledningen eller chefer om att det är något man ska lägga tid på. Arbetsprocessen har funnits i sitt nuvarande utförande relativt oförändrat sedan införandet 1997 utan uppfattad styrning. Detta har gjort att man inte känner att det åstadkommer något. I vissa fall nämner man att man hellre tar mindre avvikelser på sidan av systemet via mejl eller personligen eftersom det ger mer verkan. Dock finns det avdelningar som tex. Export som anser att allt som avviker ifrån standard ska rapporteras.
Tredje frågan ”Hur rapporteras avvikelser?” skiljer sig beroende på vilken avdelning de gäller och är beroende av medarbetares tillgång till dator samt kunskap. Vissa avdelningar som Export och Produktionsledning anser att alla medarbetare rapporterar in avvikelser direkt i systemet, dock att det i produktion också sker skriftligt via blanketten för tillverkningsorder. Medan de andra avdelningar menar på att det övervägande rapporteras antingen skriftligt eller muntligt till närmaste chef som då rapporterar det in i systemet. Eftersom det inte finns en standardiserad blankett för medarbetare att rapportera en avvikelse skriftligen medger man att det är viss information som kan falla bort. Vid intervjuer nämns behov som tex. vilken operatör som upptäckte avvikelsen eller tidpunkt, något som kan vara betydande för att identifiera rotorsaken.
Den femte frågan ”Vad är er uppfattning om vilken avvikelse som uppkommer oftast?” är någorlunda gemensam för alla avdelningar. Det är närmast interna leverantör samt plockfel som anses ge största avvikelse. Relationen intern kund och leverantör är något som återkom i intervjuerna, då det är något som man arbetar och fokuserar på att bli bättre inom. Flertalet medger att det finns ett stort fokus på extern kund, antingen säljbolag eller slutkund och att det har skadat de interna relationerna. Avvikelsen ”plockfel” har ett pågående åtgärdsarbete som innebär att man grundar en ny avdelning som endast hanterar satsplock. Förhoppningen med detta är att skapa ett större ägande av processen och genom det minska andelen plockfel. Sjunde frågan ”Hur prioriteras rapporteringen?” beror också mycket på vilken avdelning. För en avdelning med stort kundfokus är avvikelser högprioriterat och sker så fort de kommer in. Men då är det kundavvikelser som också varit huvudfokuset för företaget. De interna
processerna och avvikelserna blir nedprioriterade och sker endast i mån utav tid. Man uppfattar också att man inte efterfrågar hantering uppifrån organisationen. I en intervju framgick det att rapportering ej ingår i personens arbetsuppgift och därför något som inte prioriteras. Det framgår även att det finns en sorts prioritering inom avvikelser, vid en stor och mer allvarlig avvikelse rapporteras denna snabbare och oftast direkt. Medan små och återkommande avvikelser tas i större utsträckning i mån av tid eller prioriteras bort.
Nulägesbeskrivning
Den åttonde frågan ” Vilken hjälp finns i organisationen?” anser verksamheten är bristfällig, man ser inte att det finns någon större hjälp eller handledning. Man nämner att man inte vill eller känner att man har tillgång att få hjälp utav kvalitetsavdelningen. Man uppfattar det som att ena personen jobbar deltid och fokuserar på externa avvikelser, den andra personen jobbar mer mot koncernen och mindre internt. Den största hjälp man anser finns är instruktioner i form utav hur man fyller i avvikelserapporteringen, dock är det inte alla som är medvetna om att det finns.
Nionde frågan ” Vad saknas?” anser alla avdelningar att det saknas tid, man nämner också att det saknas intresse ifrån ledningen eller chefer för att tillåta tiden det tar att utföra
avvikelsehanteringen. Flera nämner också att det saknas återkoppling i form av statistik eller resultat utav slutförda åtgärder som anses vara bristfälliga eller obefintliga.
Centralt i intervjuerna är att det ej finns någon negativ inställning till att hantera interna avvikelser, dock saknas det en positiv syn av resultatet vid användning av systemet. På grund av att ett positivt resultat ej visas, väljer många att ej engagera sig och ofta bortprioriteras hanteringen. I flera intervjuer nämns det även att systemet för hanteringen är gammalt och anses vara oförändrat, detta kan också vara något som bidrar till ett dåligt engagemang. En medvetenhet beskrivs att man ofta går på sidan av systemet och tar avvikelser personligen eller via mejl/telefon, utan att registrera detta i systemet. Genom att undvika systemet på detta sätt bidrar det till problemet att flera anser att det finns brister i återkoppling och statistik. Man framför också att man är medveten om att ett visst gap emellan
kvalitetsavdelningen, produktionsledning och operatörer om vilka rutiner och arbetssätt som finns, så väl runt avvikelser och arbetssätten i allmänhet.
Nulägesbeskrivning
4.3 Kvantitativ insamling
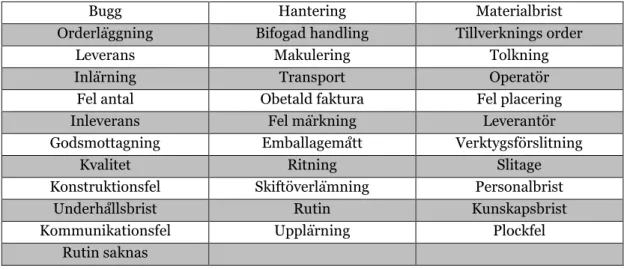
Eftersom rapporteringen utav avvikelser sker i fritext klassificerades och grupperades först värdena efter 10 huvudgrupper se Tabell 3. Dessa grupperingar är medvetet breda och ska inte ge en rotorsaks identifiering utan detta görs med en ytterligare gruppering, seTabell 4. Grupperingarna är baserad på verksamhetens inmatningar med uppföljningar via mail där inte en slutsats kan dras.
Avvikelser
Förklaring
Materialhantering
Avvikelser som uppstår vid materialhantering. Tex. Upp häng/ ned plock vid lackeringslinan eller placering utav gods.Produktion
Avvikelser som uppstår inom produktionen. Tex. Olja kvar under lackering, Felkapningar eller fel inmatningar.Specifikation
Avvikelser angående specificerade handlingar Tex. Fel leveransadress, ritningar eller felinmatningar.Kvalitetskontroll
Avvikelser som uppstår vid kvalitetskontroll. Tex. Kvalitetskontroll uteblir, felräkningar eller slarvfel.Kommunikation
Avvikelser kring kommunikation Tex. Kundkrav inte kommuniceras, tolkning och skiftöverlämningarFelinmatning
Avvikelser kring inmatningar Tex. Dubbel inmatningar, utebliven information på pallkort.Extern
Avvikelser som härleds till extern leverantörSystemfel
Avvikelser kring system Tex. Internaorderhanteringssystemet, orderkorts skrivare och buggar i system.
Konstruktion
Avvikelser som är kopplade till konstruktionsfel.Ej Hanterbar
De avvikelser som inte är fullgoda och inte är möjliga att följa upp.Tabell 3 Avvikelse gruppering
Bugg Hantering Materialbrist
Orderläggning Bifogad handling Tillverknings order
Leverans Makulering Tolkning
Inlärning Transport Operatör
Fel antal Obetald faktura Fel placering
Inleverans Fel märkning Leverantör
Godsmottagning Emballagemått Verktygsförslitning
Kvalitet Ritning Slitage
Konstruktionsfel Skiftöverlämning Personalbrist
Underhållsbrist Rutin Kunskapsbrist
Kommunikationsfel Upplärning Plockfel
Rutin saknas Tabell 4 Rotorsak
Analys
5 Analys
Kapitlet ger svar på studiens frågeställningar genom att behandla studiens resultat samt teorin från det teoretiska ramverket genom analys.
Figur 5 Koppling mellan frågeställning och analys
5.1 Frågeställning 1
Under avsnittet analyseras samt besvarar första frågeställningen ”Vad är företagets nuvarande arbetssätt?”.
5.1.1 Arbetsprocess
I den första studien där arbetssättet definieras presenterades ett tydlig och strukturerat arbetssätt för verksamhetens avvikelsehantering. Enligt denna förklaring arbetade samtliga medarbetare på samma sätt för att rapportera och hantera avvikelser i systemet. Det gavs inga tecken på bristande krav och intresse från ledningen, dock fanns misstankar om att avvikelser ej rapporteras i den grad det bör göras. Det framstod då som att medarbetare skulle mörka avvikelser då de ej ser dessa som önskvärda.
Nedan följer en lista på jämförelse av det planerade arbetssättet, det faktiska arbetssättet och kommentarer på det.
• Steg 1.
I det första steget där inrapportering sker, ska enligt det först bestämda arbetssättet, operatören rapportera avvikelsen via dator på arbetsplatsen, och via pappersform vid undantag.
Metoden för rapportering är ett bra alternativ då varje avvikelserapport bör få likartad karaktär. Denna metod ställer dock en del krav på resurser, samtliga medarbetare inom verksamheten behöver ha tillgång till dator samt kunskap om systemet.
Under intervjuerna med områdesansvariga framkommer en annan bild utav inrapporteringsmetoden. Många avdelningar saknar de resurser som krävs för att genomföra rapporteringen, med det tillgång till datorer samt den kunskap som krävs för att rapportera via systemet. Istället har avdelningar olika inrapporteringsmetoder som varierar från dator, formulär, post-it lappar eller direktkontakt med ansvarig.