Materialhanteringens
utmaningar för
tillverkande företag
En kartläggning av nuvarande materialhantering på ett
Postadress: Besöksadress: Telefon:
och med positiv inställning avsatt tid och engagemang och bidragit med kunskap så väl som många skratt. Ett stort tack till vår handledare Magnus Karlsson som väglett oss och studien i rätt riktning med stor hängivenhet. Avslutningsvis vill vi även tacka David Eriksson som alltid funnits tillgänglig och till hjälps.
Jönköping 2020-06-05
Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom industriell organisation och ekonomi med inriktning logistik och ledning. Författarna svarar själva för framförda åsikter, slutsatser och resultat.
Examinator: Leif-Magnus Jensen Handledare: Magnus Karlsson Omfattning: 15 hp
Abstract
Purpose – The purpose of this study is to increase the knowledge about the
material handling of a module house manufacturing company. In order to achieve the study's purpose, three research questions were formulated.
▪ Which factors affect material handling?
▪ Which factors are considered important for material handling?
▪ How can standardization improve material handling?
Method – The study has been characterized by an inductive approach to
conducting the case study. To achieve the purpose, empirical data has been collected via a pilot study, interviews, observations, and document studies from reality. Subsequently, previous theories were examined via a literature collection. Furthermore, the processing and analysis of collected empirics and theory have helped to answer the purpose and demonstrate the generalizability of the study.
Findings – The study has focused on the entirety of the various processes and
an understanding of the various factors that influence material handling has been obtained. The case study company has challenges to look at the entirety of the modular house production and separates the production and construction sites. The wastes transport, movement, waiting and unused skills are considered to be the most important wastes to reduce or eliminate. It is clear that the case study company’s new employees must constantly reinvent the wheel and learn from their own mistakes. Moreover, it is difficult to determine if the mistake is a deviation, error or insufficient knowledge. By implementing a standard for what should be on drawings and how materials are to be delivered from production to the construction sites, deviations and wastes can be reduced and costs reduced.
Implications – The study is based on a problem area that already exists in
separate theories and comparisons. However, operations that have a material handling that both concerns manufacturing and construction work have not previously been investigated to the same extent, which is the theoretical contribution of the study. The empirical contribution to the study is to identify which factors affect material handling in businesses that have common flows
Sammanfattning
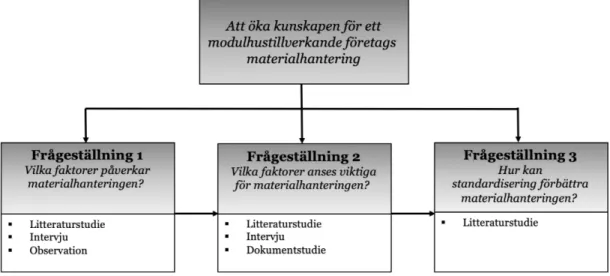
Syfte – Syftet med studien är att öka kunskapen för ett modulhustillverkande
företags materialhantering. För att kunna besvara studiens syfte har det brutits ned i tre frågeställningar.
▪ Vilka faktorer påverkar materialhanteringen?
▪ Vilka faktorer anses viktiga för materialhanteringen?
▪ Hur kan standardisering förbättra materialhanteringen?
Metod – Studien har präglats av en induktiv ansats för utförandet av
fallstudien. För att uppfylla syftet har empiriska data samlats in via en förstudie, intervjuer, observationer och dokumentstudier från verkligheten. Därefter undersöktes tidigare teorier via en litteraturinsamling. Vidare har bearbetning och analys av insamlad empiri och teori hjälpt till att besvara syftet och påvisa studiens generaliserbarhet.
Resultat – Studien har fokuserat på helheten av de olika processerna och en kunskap om de olika faktorerna som påverkar materialhanteringen har erhållits. Fallföretaget lyckas inte se till helheten av modulhustillverkningen och separerar tillverkningen och byggarbetsplatsen. Slöserierna transport, rörelse, väntan och outnyttjad kompetens anses som de viktigaste slöserierna att reducera eller eliminera. Det är tydligt att fallföretagets nyanställda ständigt får uppfinna hjulet på nytt och lära sig av sina egna misstag. Dessutom är det är svårt att avgöra om misstaget är en avvikelse, fel eller otillräcklig kunskap. Genom att implementera en standard för vad som ska stå på ritningar och hur material ska levereras från tillverkningen till byggarbetsplatsen, kan avvikelser och slöserier reduceras och kostnader minska.
Implikationer – Studien baseras på ett problemområde som redan existerar i separata teorier och jämförelser. Däremot har inte verksamheter, som har en materialhantering som både avser en tillverkning och en byggarbetsplats tidigare undersökts i samma utsträckning, vilket är studiens teoretiska bidrag. Det empiriska bidraget till studien är att identifiera vilka faktorer som påverkar materialhantering inom verksamheter som har gemensamma flöden mellan en tillverkning och en byggarbetsplats.
Begränsningar – Studien behandlar enbart två av materialhanteringens
flöden, materialflödet samt informationsflödet. Studien tar heller inte hänsyn till processer hos leverantörer, underentreprenörer eller kunder. Slutligen kommer studien inte heller innefatta ekonomiska beräkningar för att påvisa potentiella kostnadseffektiviseringar.
Nyckelord – Materialhantering, Lean, Bygglogistik, Slöserier, Nuläge, Värdeflödesanalys, Förbättringsverktyg.
Innehållsförteckning
1 INTRODUKTION ... 1
1.1 Bakgrund ... 1
1.2 Problembeskrivning... 2
1.3 Syfte och frågeställningar ... 3
1.4 Omfång och avgränsningar... 3
1.5 Disposition ... 4
2 METOD OCH GENOMFÖRANDE... 5
2.1 Koppling mellan frågeställningar och metod ... 5
2.2 Arbetsprocessen ... 6 2.3 Ansats ... 7 2.4 Strategi ... 7 2.5 Förstudie ... 8 2.6 Datainsamling ... 9 2.6.1 Litteraturstudie ... 9 2.6.2 Intervjuer ... 9 2.6.3 Observationer ... 11 2.6.4 Dokumentstudie ... 12 2.6.5 Dataanalys ... 12 2.7 Trovärdighet ... 13 2.7.1 Reliabiliteten ... 13 2.7.2 Validiteten ... 14 3 TEORETISKT RAMVERK ... 15
3.1 Koppling mellan frågeställningar och teori ... 15
3.2 Logistik inom byggindustri ... 16
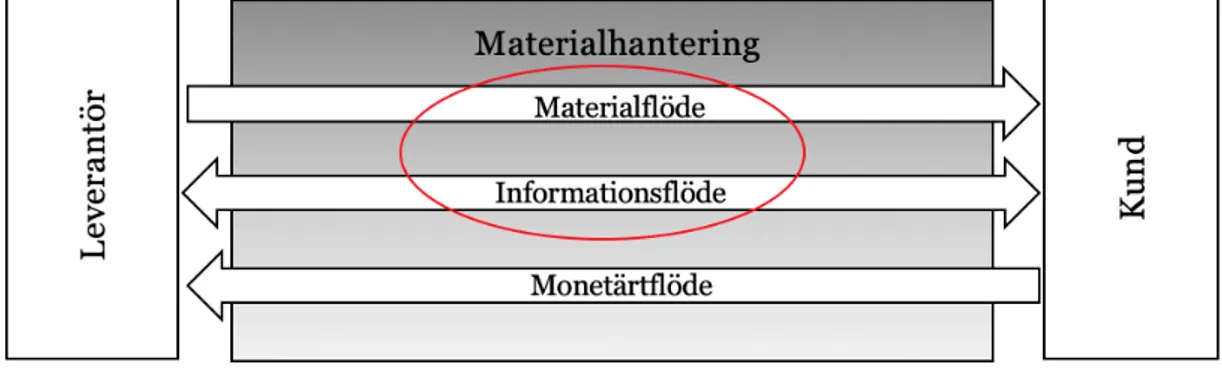
3.3 Materialhantering - materialflöden- informationsflöden ... 17
3.3.1 Materialflödet ... 17 3.3.2 Informationsflödet ... 17 3.4 Lean ... 18 3.5 Förbättringsverktyg ... 19 3.5.1 Standardiserat arbetssätt ... 19 3.5.2 Värdeflödesanalys ... 19 3.5.3 Icke-värdeskapande aktiviteter... 20 3.5.4 Just-in-time ... 22 3.5.5 Kaizen... 22 3.5.6 5S ... 23 3.5.7 5 Varför ... 23 4 EMPIRI ... 25
4.1 Fallföretagets problem med nuvarande materialhantering ... 25
4.2 Nuläge av materialhantering mellan processer ... 25
4.2.1 Materialflödet ... 25
4.2.2 Informationsflödet ... 26
4.5 Sammanställning av material- och informationsflödet ... 33
5 ANALYS ... 34
5.1 Frågeställning 1 ... 34
5.1.1 Kartläggning av nuvarande flöde ... 34
5.1.2 Sammanställning... 35
5.2 Frågeställning 2 ... 36
5.2.1 Utmaningar inom bygglogistik ... 36
5.2.2 Slöserier ... 37 5.2.3 Sammanställning... 38 5.3 Frågeställning 3 ...38 5.3.1 Standardisering av aktiviteter ... 38 5.3.2 Kaizen... 39 5.3.3 5 S ... 40 5.3.4 Sammanställning... 41
6 DISKUSSION OCH SLUTSATSER ... 43
6.1 Resultatdiskussion ... 43 6.1.1 Frågeställning 1 ... 43 6.1.2 Frågeställning 2 ... 43 6.1.3 Frågeställning 3 ... 44 6.2 Slutsatser ... 44 6.3 Metoddiskussion ... 44 6.4 Implikationer ... 46 6.5 Vidare forskning ... 47 REFERENSER ... 48 BILAGOR ... 52
Figurförteckning
Figur 1 Studiens omfång och avgränsningar ... 3
Figur 2 Studiens disposition ...4
Figur 3 Koppling mellan frågeställningar och metod ... 5
Figur 4 Studiens arbetsprocess ...6
Figur 5 Enfallsdesign med en analysenhet inspirerad av Yin (2013) ... 8
Figur 6 Studiens dataanalys ... 13
Figur 7 Koppling mellan frågeställningar och teori ... 15
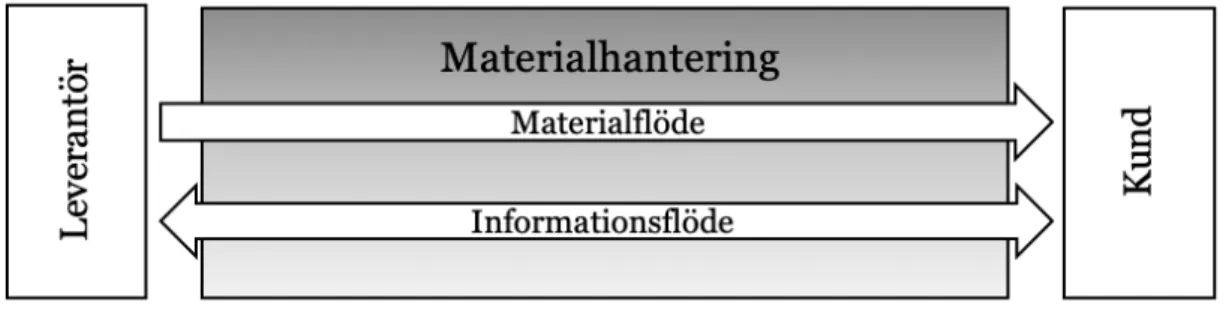
Figur 8 Materialhantering ... 17
Figur 9 Verktyg och metoder inom Lean inspirerad av Abdulamek et al. (2015) .. 18
Figur 10 7+1 slöserier inom Lean inspirerad av Petersson et al. (2017) ... 21
Figur 11 Fallföretagets materialflöde ...26
Figur 12 Fallföretagets informationsflöde ...26
Figur 13 Utmaning mellan inköp och tillverkning ... 27
Figur 14 Utmaning mellan tillverkning och byggarbetsplats ... 28
Figur 15 Utmaning mellan fallföretaget och inköp ... 31
Figur 16 Utmaning mellan projektör och tillverkning ...32
Tabellförteckning
Tabell 1 Förstudie ... 8Tabell 2 Litteratursökning ... 9
Tabell 3 Genomförda intervjuer ... 11
Tabell 4 Genomförda observationer ... 12
1 Introduktion
Kapitlet ger en bakgrund till studien och det problemområde som studien byggts upp kring. Vidare presenteras studiens syfte och dess frågeställningar. Därtill beskrivs studiens omfång och avgränsningar. Kapitlet avslutas med rapportens disposition.
1.1 Bakgrund
Samhället ställer krav i form av lagar och regleringar medan kunder ställer krav i värdeskapande processer, vilket påverkar utformningen och genomförandet av logistiksystemet (Jonsson & Mattsson, 2017). För att organisationer ska överleva dagens komplexa marknad krävs det en förmåga att kombinera både effektiva och innovativa strategiska lösningar (Fernández, Garcia, Martin & Sánchez, 2016). Vidare beskriver Fernández et al. (2016) att organisationer som lyckas arbeta parallellt med utvecklande och utforskande aktiviteter kommer att uppnå hållbara konkurrensfördelar. För att erhålla hållbara konkurrensfördelar är det viktigt att företag tar hänsyn till samtliga tre aspekter, vilket avser ekonomisk, ekologisk och socialaspekt. (Vyas, Jha & Rajhans, 2019). Företag strävar efter att hitta hållbara konkurrensfördelar och med den ökande konkurrensen har företag tvingats ta fram nya arbetssätt (Olhager, 2013). Vidare menar Olhager (2013) att företag idag måste vara konkurrenskraftiga på flera plan så som kvalitet, leveransförmåga, kostnadseffektivisering och flexibilitet. Enligt Petersson et al. (2017) ställer både samhället och kunder krav som påverkar logistiksystemet genom att vara intressenter av dessa processer.
Boverket (2019) skriver i sin årliga Bostadsmarknadsenkät att det är brist av bostäder i 83% av Sveriges kommuner, varav 94% av Sveriges befolkning bor i dessa kommuner. Kommunerna i Sverige förväntar sig ett högt byggande av nya bostäder och för att tillgodose den höga efterfrågan på boende är modullägenheter ett alternativ menar Hyresgästföreningen (2019). De kan produceras på kort tid, är välplanerade och håller god kvalitet i förhållande till traditionella lägenheter. Boverket (2019) skriver i enkäten att det är högst brist på bostäder i de stora städerna och Hyresgästföreningen (2019) beskriver att bostadens läge är en viktig aspekt varav många människor föredrar att bo i attraktiva stadsdelar med nära till jobb och skola. I dessa stadsdelar är det ofta trångbebyggt och modullägenheter kan vara en bra lösning med hänsyn till kortare byggtider samt att det krävs mindre aktivitet på byggarbetsplatsen (Hyresgästföreningen, 2019).
Det krävs att modulhustillverkande företag har ett brett perspektiv samt tar hänsyn till företagets hela nätverket för att åstadkomma ökad konkurrenskraft och lönsamhet. Företagets logistiksystem styrs och samordnas från materialförsörjningen, produktionen och distributionen (Jonsson & Mattsson, 2017).
Jonsson och Matsson (2017) beskriver att materialförsörjningen är en del av ett logistiksystem och att materialhanteringen är en del av materialförsörjningen. Materialhanteringen avser det interna material- och informationsflödet av produkter som genomgår olika processer inom och mellan organisationer.
Produkterna levereras in i flödet vid en viss tidpunkt, för att vid ett senare tillfälle tas ut (Jonsson & Mattsson, 2017; Lumsden, Stefansson & Woxenius, 2019).
Företag kan åstadkomma stärkt konkurrenskraft och högre lönsamhet beroende på hur de förhåller sig till Lean Production (Lean). Lean täcker samtliga värdeskapande arbeten i verksamheten, från produktutveckling till fakturering. Lean är ett begrepp som innefattar kultur, värderingar, principer, metoder, ledarskap etc. inom verksamheter som stegvis följs för att uppnå en önskad vision om ständig eliminering eller reducering av slöserier. Inom Lean kategoriseras 7+1 slöserier där slöserier är olika aktiviteter som inte tillför något värde för kund. Denna kategorisering avser överproduktion, väntan, transport, överarbete, lager, onödiga rörelser, produktion av defekta produkter samt outnyttjad kompetens. Det är viktigt att synliggöra slöserier på ett kontrollerat sätt i den takt verksamheten klarar av att hantera och åtgärda dessa aktiviteter. Aktiviteter är kopplade till varandra och därmed påverkar varandra, därför är det viktigt vid förändring att förstå sambandet och helheten. (Petersson et al., 2017)
1.2 Problembeskrivning
I bakgrunden beskrivs det att modulhuslägenheter är ett sätt för att stå sig konkurrenskraftig på marknaden. För att byggindustrin ska kunna tillgodose den höga efterfrågan på bostäder till ett lägre pris är det viktigt att effektivisera arbetssätt och minska slöserier genom standardisering. Sedan 1990-talet har dock byggindustrins produktivitet nästan stått stilla i förhållande till övrig industri som ständigt ökat. I Statskontorets utredning Sega gubbar från 2009 beskrivs att bygg- och arbetsmetoder måste förändras för att lättare efterlikna annan industri samtidigt som fokus mer ska inriktas mot kundens behov och efterfrågan (Statskontoret, 2009).
Modulhustillverkande företag är både en tillverkningsindustri och en byggindustri, vilket innebär en komplex materialhantering. Utmaningen ligger i balansen mellan att uppfylla samhällets och kundens krav och önskemål samt effektivisera aktiviteter och reducering av slöserier inom verksamheten för att erhålla en hållbar konkurrenskraftig position på marknaden (Copacino & Rosenfield, 1985; Christopher, 1995; Jonsson & Mattsson, 2017).
1.3
Syfte och
frågeställningar
I problembeskrivningen framgår det att modulhustillverkningen är ett alternativ för att öka produktiviteten inom byggindustrin. Det är även viktigt att verksamheterna kontinuerligt arbetar med effektivisering av materialhantering för att stå sig konkurrenskraftiga. Vid effektivisering av materialhantering är det viktigt att förstå sambandet mellan olika processer och vilka faktorer som påverkar helheten. Syftet med denna studie blir därmed:
Att öka kunskapen för ett modulhustillverkande företags materialhantering.
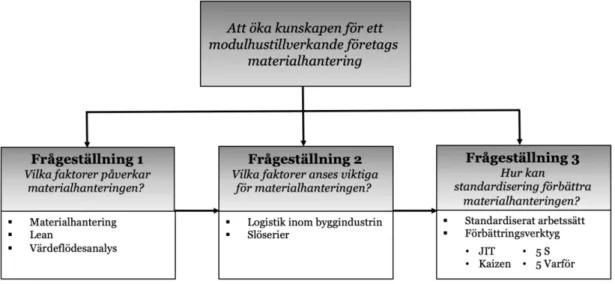
För att besvara syftet har det brutits ner i tre frågeställningar. För att veta vilka processer som kan effektiviseras och vilka som är slöserier behövs först en kartläggning av nuläget genomföras. Därmed är studiens första frågeställning:
▪ Vilka faktorer påverkar materialhanteringen?
För att öka produktiviteten är det viktigt att få en djupare förståelse för vilka faktorer i materialhanteringen som är viktiga. Därför har studiens andra frågeställning formulerats enligt följande:
▪ Vilka faktorer anses viktiga för materialhanteringen?
När kartläggning av materialhanteringens viktiga faktorer sammanställts och utvärderats, kan en ny standard införas vilket leder till studiens sista frågeställning:
▪ Hur kan standardisering förbättra materialhanteringen?
1.4 Omfång och avgränsningar
Studien behandlar enbart två av materialhanteringens flöden, materialflödet samt informationsflödet. Studien tar heller inte hänsyn till processer hos leverantör, underentreprenör eller kunder, se Figur 1.
Figur 1 Studiens omfång och avgränsningar
För att begränsa studiens omfattning ytterligare har studien valt att enbart undersöka materialflödet och informationsflödet utifrån önskemål av fallföretaget. Studien analyserar inte oförutsedda faktorer utan kartlägger enbart återkommande faktorer. Slutligen, på grund av tidsbegränsningar
kommer studien inte implementera de förbättringsförslag som presenteras och heller inte innefatta ekonomiska beräkningar för att påvisa potentiella kostnadseffektiviseringar.
1.5 Disposition
Studien har delats in i sex kapitel för att få en tydlig struktur, vilket visualiseras i Figur 2.
▪ Studiens första kapitel presenterar en bakgrundsbeskrivning som ligger till grund för problemformuleringen. Problemformuleringen leder fram till studiens syfte som sedan bryts ner i tre frågeställningar. Kapitlet avslutas med avgränsningar och disposition.
▪ I metod och genomförande, vilket är studiens andra kapitel redovisas de metoder som använts för att samla in den data som erhållits. Vidare diskuteras de metoder som valts och dess trovärdighet.
▪ Det tredje kapitlet i studien beskriver det teoretiska ramverk som legat till grund för empiri och analys.
▪ Empiri är det fjärde kapitlet som beskriver den fallstudie som genomförts för att erhålla data i form av intervjuer, observationer och dokumentstudie.
▪ I femte kapitlet analys, ger studien svar på de frågeställningar som sammanställts i det inledande kapitlet. Med hjälp av den litteratur som samlats in under fallstudien har data erhållits.
▪ Slutligen diskuteras studiens resultat och slutsats samt implikationer som finns och förslag på vidare forskning.
2 Metod och genomförande
Kapitlet ger en översiktlig beskrivning av studiens arbetsprocess. Vidare beskrivs studiens ansats och design. Därtill beskrivs studiens datainsamling och dataanalys. Kapitlet avslutas med en diskussion kring studiens trovärdighet.
2.1 Koppling mellan frågeställningar och metod
I följande kapitel beskrivs metoder för datainsamling och dataanalys som används för att besvara studiens frågeställningar. Figur 3 beskriver syftet samt kopplingen mellan studiens tre frågeställningar och använda metoder.
För att besvara studiens frågeställningar har intervjuer, observationer och dokumentstudier genomförts och bearbetats. För att styrka studiens relevans har den insamlade empirin för samtliga frågeställningar ständigt stämts av och analyserats mot litteraturinsamlingen. Litteraturstudien har bidragit med kunskap från tidigare forskning och teorier inom det valda ämnesområdet.
▪ För att besvaras studiens första frågeställning, Vilka faktorer påverkar
materialhanteringen? har metoderna litteraturstudie, intervju och
observation använts.
▪ Studiens andra frågeställning, Vilka faktorer anses viktiga för
materialhanteringen? besvaras genom litteraturstudie, intervju och
dokumentstudie.
▪ Studiens sista frågeställning, Hur kan standardisering förbättra
materialhanteringen? besvaras med metoderna intervju, observation
och dokumentstudie som tidigare använts vid de två första frågeställningarna samt ytterligare underlag från litteraturstudie. En djupgående förklaring hur metoderna mer ingående har hanterats finns under rubrik 2.6.
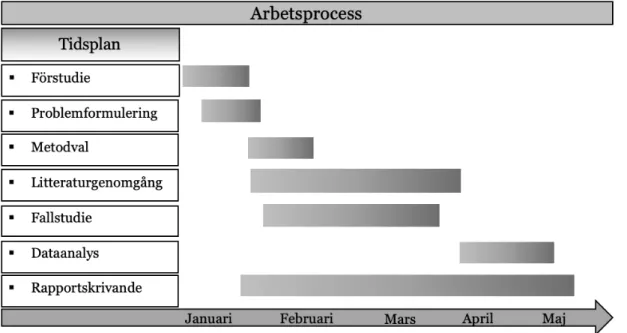
2.2 Arbetsprocessen
Studiens arbetsprocess har delats in i sju olika faser, vilket beskrivs i kronologisk ordning, se Figur 4. Förstudien genomförs med hänsyn till att stärka studiens behov och för att lättare identifiera det verkliga problemet inom ämnesområdet. Efter genomförd förstudie kunde djupare kunskap om problemområdet erhållas och problemformuleringen, syfte och frågeställningar formuleras. Arbetsprocessen fortsatte med val av lämpliga metoder för att besvara frågeställningarna och uppfylla studiens syfte. Vidare genomfördes litteraturgenomgången som bidrog till fördjupad kunskap inom det valda ämnesområdet genom väl valda teorier. Parallellt genomfördes en fallstudie innehållande intervjuer, observationer och dokumentstudie för att tillhandahålla empiriskt material. Litteraturgenomgången och fallstudien analyseras sedan i dataanalys. Analysen genomfördes för att granska likheter och olikheter mellan litteraturstudien och empiriska data. För att vidare kunna besvara studiens frågeställningar, uppfylla dess syfte samt komma fram till slutsatser och rekommendationer. Slutligen, har rapportskrivande skett parallellt med samtliga faser då bearbetning av insamlat material skett löpande.
2.3 Ansats
Patel och Davidson (2015) beskriver att en forskare som arbetar induktivt följer upptäckandets väg. Forskaren utformar empirin och vald teori utifrån den insamlade informationen. Vidare nämner Patel och Davidson (2015) att det finns en risk att teorins räckvidd, generaliserbarheten, begränsas om insamlad information och empiri sker i en speciell situation, exempelvis inom ett specifikt fallföretag. Även om ett enskilt fallföretag använts i denna studie för datainsamlingen arbetade författarna inte helt förutsättningslöst, då författarna besitter tidigare kunskap kring ämnesområdet. Studien har präglats av en induktiv ansats för utförandet av fallstudien. Syftet med studien är att öka kunskapen för ett modulhustillverkande företagets materialhantering. För att besvara syftet har empirisk data samlats in via förstudie, intervjuer, observationer och dokumentstudier från verkligheten. Därefter undersöktes insamlingen av tidigare teorier via en litteraturinsamling. Vidare har bearbetning och analys av insamlad empiri och teori hjälpt till att besvara syftet och påvisa studiens generaliserbarhet.
Undersökningsproblemen har i huvudsak följt en kvalitativ inriktning, med analytisk tolkning via bearbetning av litteratur, intervjuer, observationer och dokumentstudie. En annan aspekt som påvisar att studien primärt följt en kvalitativ inriktning är att datainsamlingen löpande har analyserats, vilket berikar undersökningen och problemområdet (Patel & Davidson, 2015). Patel och Davidson (2015) belyser även att dagens forskning i samhälls-och beteendevetenskaperna ofta befinner sig mellan kvalitativ inriktad forskning och kvantitativ inriktad forskning. Studien bearbetar inte kvantitativ forskning till följd av att datainsamlingen inte behandlade mätningar och statistiska analyser som Patel och Davidson (2015) beskriver är en del av den kvantitativa inriktningen. Till följd av att studien inte tar hänsyn till kvantitativ inriktning minskar möjlighet för generalisering, medan detaljerad förståelse för det specifika fallet som studerats ökar (Shahalizadeh, Amirjamshidi & Shahalizadeh, 2009).
2.4 Strategi
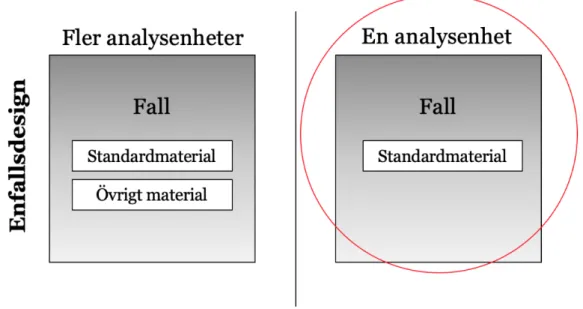
För att besvara studiens syfte och frågeställningar har en fallstudie som forskningsstrategi valts att tillämpas. Fallstudie är en forskningsstrategi som omfattar metodens helhet inom designlogik, tekniker för datainsamling och specifika tillvägagångssätt vid analys av data (Yin, 2013). Patel och Davidson (2015) styrker det Yin (2013) beskriver, att en fallstudie utgår från ett helhetsperspektiv. Enligt Patel och Davidson innebär helhetsperspektivet att studien utförs på en mindre avgränsad grupp, fallet kan vara en situation, en organisation, en grupp eller en enskild individ. Vidare menar Patel och Davidson (2015) att beroende på hur fallet behandlats kommer resultatet att avgöra hur väl diskussion i förhållande till vald population går att generalisera. I Figur 5 redovisas studiens design, vilket enligt Yin (2013) är av typen enfallsdesign med hänsyn till att studien enbart analyserar ett fall och inte flera. Vid insamling av empirisk data valde författarna att analysera, bearbeta och sammanställa intervjuer, observationer och dokumentstudie, vilket överensstämmer med vad Patel och Davidson (2015) beskriver som ett vanligt sätt att samla in olika karaktärer av information vid en fallstudie. Studiens
utformning grundade sig i att den olikartade datainsamlingen styrker varandras trovärdighet och relevans. Yin (2013) beskriver det som en viktig del i fallstudies strategi när multipla informationskällor integreras med varandra för syfte att bekräfta eller styrka synen på samma fall.
2.5 Förstudie
En förstudie är en mindre studie som genomförs med hänsyn till att stärka studiens behov (Patel & Davidson, 2015). Vidare beskriver Patel och Davidson (2015) hur viktigt det är att utföra en förstudie på fallföretaget för att lättare identifiera det verkliga problemet. Metoden som behandlades under förstudien på fallföretaget var kartläggning av ämnesområdet med nyckelpersoner via en ostrukturerad observation. Ytterligare två ostrukturerade observationer genomfördes, den första observationen utfördes i modulhustillverkningen och den andra på en byggarbetsplats. Förstudien pågick totalt i 300 minuter, varav 120 minuter vid kartläggningen med nyckelpersoner, 60 minuter vid observation i tillverkningen och 120 minuter vid observationen på en byggarbetsplats. Tabell 1 visar en sammanställning av förstudien.
Tabell 1 Förstudie
2.6 Datainsamling
För att besvara studiens syfte och frågeställningar samlades primär-och sekundärdata in utifrån flertalet metoder. Valet av metoder som bearbetades kontinuerligt under studiens gång var litteraturstudie, intervjuer, observationer samt dokumentstudie. Studien hanterade olikartade datainsamlingar som kontinuerligt bearbetades, vilket styrker fallstudiens trovärdighet och relevans (Yin, 2013). Vidare redogör Patel och Davidson (2015) att primärkällor avser ögonvittnesskildringar och förstahandsrapporteringar vilket samlades in via intervjuer och observationer medan sekundärdatan samlades in via dokumnetstudie.
2.6.1 Litteraturstudie
Litteraturstudien som utfördes bidrog till identifikation av tidigare kunskap och forskning inom det valda ämnesområdet. Databassökningar som genomfördes för litteraturstudien hade sin främsta utgångspunkt i söktjänsten Primo och kurslitteratur av relevans. Primo innehöll förslag på databaser, så som Taylor & Francis och Science Direct för fortsatt sökning. Sökorden som främst användes för att skapa ett brett omfång av artiklar var Lean manufacturing, value stream
mapping och construction logistics. Vidare kombinerades dessa tre ordval med
andra relevanta nyckelord för att avgränsa sökningen ytterligare för att erhålla ett begränsat urval av artiklar. Av de artiklar som kvarstod studerades enbart de artiklar som var peer reviewed och i fulltext. Yin (2013) menar att det är viktigt att studera artiklar som är peer reviewed för att stärka litteraturstudiens validitet. Peer reviewed innebär att artiklarna är granskade och publicerade av experter inom det valda ämnesområden (Norman, 2008). Artiklarna kontrollades att de blivit granskade av ämnesexperter via databasen Ulrichsweb. Litteraturstudien kombinerade sökval presenteras i Tabell 2 nedanför.
2.6.2 Intervjuer
Yin (2013) säger att intervjuer utgör en viktig del av datainsamling för fallstudier. Intervjuer är en form av frågeteknik som används för att samla in information om det valda ämnesområdet (Patel & Davidson, 2015). I intervjuns uppbyggnad är det viktigt att ta hänsyn till frågornas grad av standardisering och strukturering menar Patel och Davidson (2015). Vidare menar Patel och Davidson (2015) att standardiseringsgraden avser hur mycket ansvar som
lämnas till intervjuare med frågeformulering och ordningsföljd, medan struktureringsgraden avser vilket svarsutrymme respondenten får och i vilken utsträckning. I kvalitativa intervjuer är det vissa avseenden svårt att avgöra hur hög grad av standardisering och strukturering som intervjuerna behandlar, vilket Patel och Davidson (2015) beskriver som semistrukturerade intervjuer. I semistrukturerade intervjuer har frågorna på förhand bestämts till varje unik respondent men att ordningsföljden kan variera och att uppföljningsfrågor ofta är förekommande.
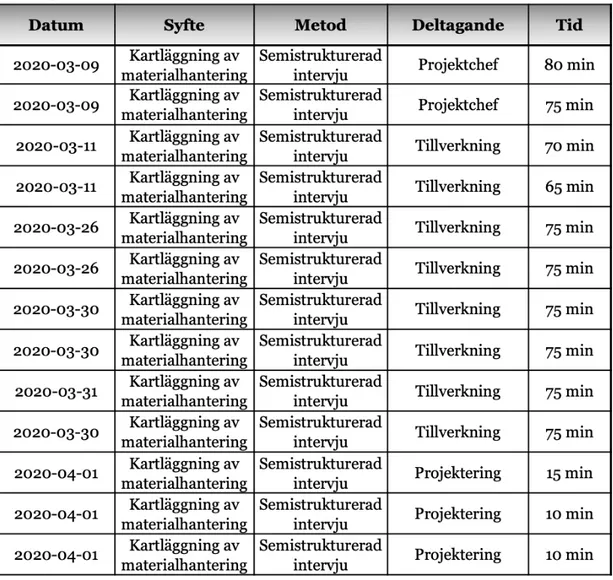
Insamling av data för studien skedde via semistrukturerade intervjuer, se Bilaga 1. Till de semistrukturerade intervjuerna valdes i första urvalet tio respondenter ut, dessa respondenter ansågs relevanta med hänsyn till den kunskap och information de besitter för det utvalda ämnesområdet. Efter att samtliga intervjuer genomförts, bearbetades, sammanställdes och analyserades respondenternas svar. Därefter skedde ytterligare ett urval med tre nya respondenter som även ansågs tillhandahålla viktig information enligt de tio tidigare respondenternas utlåtande. Syftet med andra urvalet av tre nya respondenter var för att komplettera datainsamlingen från första urvalet, för att sedan bearbeta datainsamlingen på nytt. De genomförda intervjuers syfte och metod är sammanställda i Tabell 3.
2.6.3 Observationer
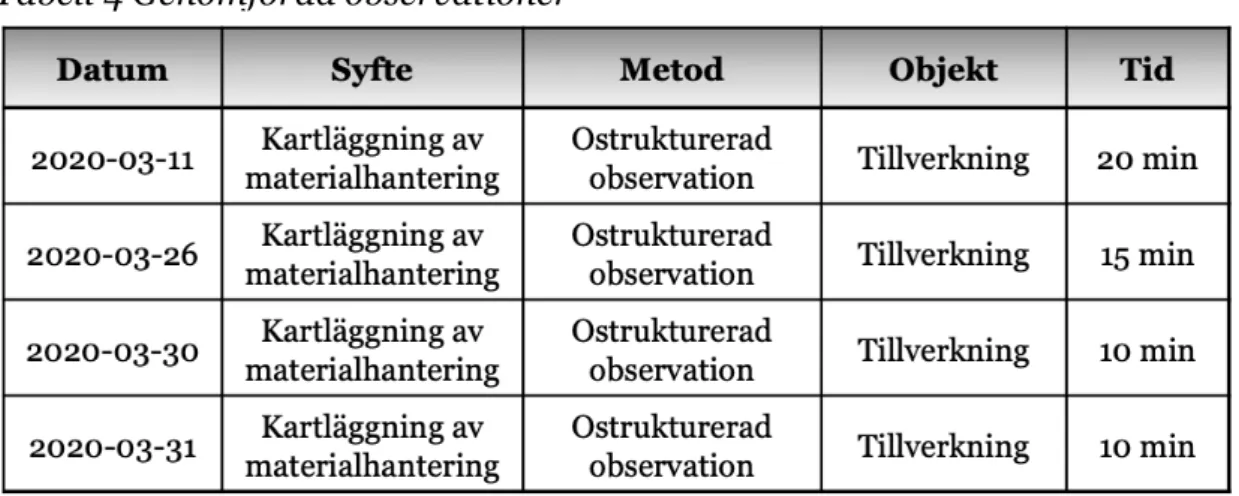
För att styrka intervjuernas trovärdighet har fyra observationer utförts. Syftet med observationerna var att kartlägga nuläget och samla in primärdata för materialhanteringen. Syftet med observationerna var även att skapa en korrekt verklighetsuppfattning samt inhämta så mycket information som möjligt under observationstillfällena. När observationen inte följer något konstruerat observationsschema kallas detta för en ostrukturerad observation, vilket användes i observationerna som genomfördes efter intervjuer. Observationerna utfördes som ett komplement till genomförda intervjuer för att enklare kunna bekräfta eller styrka synen på samma fall. (Patel & Davidson, 2015; Yin, 2013) Observationer i tillverkningen genomfördes med syfte att komplettera och styrka redan insamlad data för fallstudien. Samtliga personer som observerades var inte informerade om att de blev observerade. De genomförda observationerna redovisas i Tabell 4.
2.6.4 Dokumentstudie
Utöver intervjuer och observationer har sekundärdata via dokument samlats in med syfte att styrka studien. Dokumenten har granskats kritiskt på fallföretaget, vilket Yin (2013) menar är viktigt då dokument inte alltid är fullt korrekta. Ostrukturerad granskning av dokument utfördes som komplement till intervjuerna för att styrka respondenternas utlåtanden samt stärka den verkliga situationen. Skärvad och Lundahl (2016) påpekar att det är viktigt att ta del av dokument för att det ofta bidrar till bättre resultat av studiens helhet. I Tabell 5 visas dokumentstudien som genomförts under studien.
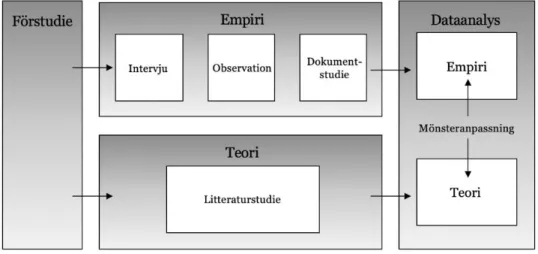
2.6.5 Dataanalys
Insamlad empiri från fallföretaget har utgjort grunden för enfallsstudien. Tillsammans med en tydlig struktur och bra analys har fallstudien ägt rum, vilket enligt både Patel och Davidson (2015) och Yin (2013) beskrivs som en
Tabell 4 Genomförda observationer
skapa högre kvalitet. Yin (2013) nämner att det även är en önskvärd teknik för fallstudien, vilket beskrivs som en mösterjämförelse för att styrka studiens interna validitet. Figur 6 åskådliggör studiens upplägg samt genomförandet av studiens dataanalys.
2.7 Trovärdighet
Yin (2013) belyser tyngden i att ta ställning till både validiteten och reliabiliteten vid empiriska undersökningar. Detta görs för att öka trovärdigheten, tillförlitligheten, möjlighet att belägga resultat och slutsatser samt pålitlighet för erhållen data. Skärvad och Lundahl (2016) definierar reliabiliteten som frånvaron av slumpmässiga mätfel medan validitet avser frånvaro av systematiska mätfel. Patel och Davidson (2015) säger även att skillnaden på validitet och reliabilitet beror på om den empiriska datainsamlingen är kvantitativ eller kvalitativ. Begreppet validitet för en kvalitativ undersökning avser snarare hela forskningsprocessen än enbart en del av forskningsprocessen, vilket den kvantitativa validiteten ämnar göra. Reliabiliteten i en kvantitativ undersökning betraktas som låg, om en person får samma frågor vid flera tillfällen men svarar olika. Beträffande reliabiliteten ur ett kvalitativt perspektiv är bakgrunden till svaren viktigare än att svaren blir densamma. Hänsyn tas till nya insikter, ändrade uppfattningar eller när nytt lärande kan ändra svaren för en intervju med samma frågor (Patel & Davidson, 2015; Yin, 2013).
2.7.1 Reliabiliteten
Syftet med reliabiliteten är att minimera alla tänkbara fel i en undersökning. Fallstudien ska innehålla alla nödvändiga dokumentationer så att andra forskare ska kunna följa samma dokumentationer och vid upprepning av datainsamlingen få samma resultat som tidigare forskare. Är detta inte möjligt finns det en risk att granskare ställer sig kritiska mot studiens reliabilitet. (Yin, 2013)
Resultatet av en datainsamling innehåller både sanna värden och felvärden när reliabiliteten handlar om hur väl en datainsamling är utformad och hur tillvägagångsättet kan minska felvärdet (Patel & Davidson, 2015). Patel och Davidson (2015) lyfter att reliabilitetens felvärde minskar vid användning av strukturerade intervjuer ellerobservationer samt att det är fler än en observatör och att observatörerna är tränade. Då studien inte bestod av strukturerade intervjuer eller observationer stärktes istället reliabilitet av att två personer närvarande vid utförda intervjuer och observationer. Vid intervjuerna ställdes frågorna av en person och den andra registrerade intervjusvaren. Patel och Davidson (2015) menar att när minst två personer deltar vid samma intervju och observation skapar det en överensstämmelse mellan registreringarna av svar och observation. Tillvägagångssättet av dokumentstudien analyserades stegvis och granskades kritiskt av två personer för att säkerställa att dokumenten uppfyllde syftet. Vidare har all datainsamling analyserats för att stärka trovärdigheten (Yin, 2013).
2.7.2 Validiteten
Hög validitet handlar om att undersöka det som ska undersökas med användning av rätt metoder vid rätt tillfälle (Patel & Davidson, 2015). Yin (2013) tar upp vikten av att veta vilka kriterier som används vid tillämpningen av fallstudie för att förstå sig på kvalitén av studien. Inom validitet finns tre kriterier; begreppsvaliditet, intern validitet och extern validitet (Yin, 2013). Begreppsvaliditet handlar om hur väl studiens teoretiska ramverk är trovärdigt. Trovärdigheten ökar om flera olika källor används vid insamling av data (Yin, 2013). Datainsamlingen till studien tillämpar flera valda källor som är peer reviewed, vilket enligt Yin (2013) styrker datainsamlingen.
Enligt Skärvad och Lundahl (2016) handlar inre validitet om mätinstrumentet i sig, det är lätt att mätinstrumentet mäter för mycket, för lite eller fel saker. Yin (2013) menar att den interna validiteten ökar i grad med att jämförelse mellan olika mönster mellan insamlad empiri och teori utförs. Vidare förklarar Yin (2013) att med tydlig mönsterjämförelse och användning av logiska modeller kommer korrekta slutsatser lättare erhållas. Den inre validiteten i studien ökade i grad med att båda författarna tillsammans formulerade frågeställningarna samt att utomstående personer kritiskt granskade frågornas relevans i förhållande till studiens syfte och tidigare teori. Snarlika semistrukturerade intervjuer genomfördes på två respondenter med samma arbetsposition på fallföretaget för att sedan kunna utföra en mönsterjämförelse mellan respondenternas svar. Användningen av mönsterjämförelse i mätinstrumentet och intervjufrågor har bidragit till ökad intern validitet för att
3 Teoretiskt ramverk
Kapitlet ger en teoretisk grund och förklaringsansats till studien och det syfte och frågeställningar som formulerats.
3.1 Koppling mellan frågeställningar och teori
I följande kapitel beskrivs den teori som ger en teoretisk grund för att besvara studiens frågeställningar. Figur 7 beskriver kopplingen mellan studiens frågeställningar och använd teori.
Huvudområdet för det teoretiska ramverkets är logistik, och hur logistik inom tillverkningsindustrin ser ut i förhållande till logistik inom byggindustrin. Vidare beskrivs materialhanteringens olika flöden och filosofin bakom Lean och dess uppkomst. Därefter introduceras värdeskapande aktiviteter och icke värdeskapande aktiviteter samt olika förbättringsverktyg inom Lean. Via dessa noggrant utvalda teorier möjliggör det besvarandet av studiens syfte.
▪ För att ge en teoretisk grund till första frågeställningen Vilka faktorer
påverkar materialhanteringen? behandlas två av materialhanteringens
flöden, materialflödet och informationsflödet samt Lean och värdeflödesanalys.
▪ För att möjliggöra besvarandet av studiens andra frågeställning, Vilka
faktorer anses viktiga för materialhantering? har teorierna av
komplexiteten kring bygglogistik och slöserier beskrivits.
▪ I studiens sista frågeställning, Hur kan standardisering förbättra
materialhanteringen? har potentiella förbättringsverktyg behandlats
för att uppnå en djupare kunskap inom ämnesområdet.
3.2 Logistik inom byggindustri
Bengtsson (2019) beskriver att byggprojekt är komplexa för att antalet möjliga kombinationer av platser och produkter är enorma. Byggindustrin har inte haft samma logistikutveckling som andra industrier. Sundquist, Gadde och Hulthén (2018) menar att byggindustrin blivit mer komplicerad tekniskt sätt, vilket innebär flera utmanande teknik- och hanteringsproblem på plats. Inom byggindustrin finns det allvarliga problem menar Sundquist et al. (2018). Problemen är relaterade till brister i förtroende och engagemang bland aktörerna som är involverade i processen (Sundquist et al., 2018). Det uppstår även konsekvenser av kontroversiella kontraktsrelationer och negativa effekter till följd av det kortsiktiga projektfokus som finns i samband med den hårda anbudskulturen. Bygglogistik skiljer sig på många sätt från annan logistik menar Sundquist et al. (2018). Sundquist et al. (2018) beskriver att det beror på att varje projekt har egna mål och egna organisationer uppsatta för varje byggprojekt, dessutom etableras en temporär fabrik på byggarbetsplatsen. Vrijhoef och Koskela (2000) nämner tre olika faktorer som karakteriserar byggindustrin och menar på att den stora skillnaden mellan vanligt produktionslogistiktänk och byggindustrins logistiktänk ligger i försörjningskedjorna:
(1) Till skillnad från annan industri där fabriken är permanent och producerar högre volymer är byggarbetsplatsen en tillfällig fabrik. Flera logistikkedjor sammanstrålar och allt material transporteras till byggarbetsplatsen för att sättas ihop på plats.
(2) Försörjningskedjan till byggarbetsplatsen är med vissa undantag helt temporär och nya försörjningskedjor sätts upp specifikt för ett projekt. Resultatet blir att försörjningskedjan ofta blir instabil och fragmenterad med en viss splittring mellan projektering och själva bygget.
(3) Byggprojekt är en typisk orderstyrd bransch. Inlärningen blir begränsad och tidigare erfarenheter och lärdomar följer inte med till nya projekt vilket leder till att samma problem ofta återkommer i försörjningskedjorna.
Sundquist et al. (2018) menar att det finns fler logistikproblem på byggplatser. Almohsen och Ruwanpura (2011) menar att den mest uppenbara orsaken är bristande hantering av material, utrustning och verktyg. Ett annat problem på byggplatser är att byggmaterial tar mycket plats, plats som sällan finns enligt Vrijhoef och Koskela (2000). Lagringssvårigheterna för material leder ofta till vattenskador på material och skador som beror på förflyttning av material och utrustning. Material som är felbeställt måste returneras och beställas på nytt, vilket stör monteringen på en byggarbetsplats, dessutom köps material ofta in
3.3 Materialhantering - materialflöden- informationsflöden
Materialhantering avser den interna hanteringen av förflyttning av material, inom en anläggning eller mellan anläggningar. Inom materialhantering ingår plockning, emballering, märkning och inlagring samt godsmottagning, ankomstkontroll, godsförflyttning och godsavsändning (Jonsson & Mattsson, 2017). Materialhanteringens flöde utformas med hänsyn till utomstående relationer till omvärlden, vilket avser materialflöden och informationsflöden (Jonsson & Mattsson, 2017). Hall och Braithwaite (2001) nämner även hur viktigt det är för organisationer att ta hänsyn till integrationen mellan dessa flöden för att förstå materialhanteringens helhet. Figur 8 tydliggör materialhanteringen.3.3.1 Materialflödet
Jonsson och Matsson (2017) beskriver att materialflödet är det primära flödet av materialhanteringen. Tillverkande företag tillhandahåller råmaterial och komponenter uppströms i kedjan från leverantörer och färdigställda produkter flödar sedan nedströms mot kund (Segerstedt, 2018). Materialflödet kan i vissa fall även gå uppströms från kund till leverantör vilket syftar till reklamationer och återvinning (Jonsson & Mattsson, 2017).
3.3.2 Informationsflödet
För att materialflödet ska bli effektivt är det viktigt med ett kompletterande informationsflöde för att kunna förutse vilka resurser som krävs för att uppfylla kundens efterfrågan, menar Jonsson och Mattsson (2017). Informationsflödet är en förutsättning för materialflödet, det är viktigt med balans mellan långsiktigt och kortsiktig användning av viktiga resurser (Xu & Luo, 2014). För att veta vilka resurser som krävs kan information om kundens behov, tillgänglig kapacitet, beläggning av material internt samt och externt behöva tas fram (Jonsson & Mattsson, 2017). Vidare beskriver Jonsson och Mattsson (2017) att affärssystem och IT-system är exempel på stödsystem till materialflödet, systemen samlar in information om befintlig och framtida efterfrågan. Befintlig och framtida efterfrågan kan vara försäljningsinformation, prognosinformation och kundorderinformation, vilket framtas genom försäljningsprognoser, kunderorderinformation, försäljningsstatistik och leveransplaner (Lumsden et al., 2019). Lika viktig som kundens information är, är även information om leverantörens leveransförmåga för att uppfylla effektiva materialflöden och god leveransservice mot kund. Informationen från leverantör avser istället lagersaldouppgifter, orderbekräftelse, leveransaviseringar som registreras via
uttag ur lager, färdigrapporteringar av tillverkningsorder eller identifiering av varor. (Jonsson & Mattsson, 2017)
3.4 Lean
Lean uppkom efter andra världskriget när japanska tillverkare hade dåligt med resurser. För att konkurrera med den amerikanska bilindustrin blev de japanska tillverkarna tvungna att utveckla resurssnåla processorienterade system (Abdulmalek & Rajgopal, 2006). Kiichiro Toyoda som är grundare av Toyota är tillsammans med Taiichi Ohno de främsta arkitekterna bakom Lean (Bergman & Klefsjö, 2010). Anledningen till varför Lean blivit ett mer etablerat begrepp än Lean Production är för att undvika feltolkningar om att Lean Production enbart går att använda i tillverkningsindustrin. Lasa, de Castro och Laburu (2009) beskriver Lean som en metod för att nå förbättrad produktivitet genom en jämn och rytmisk produktion i förhållande till rätt volym, rätt produktmix samt kontinuerliga flöden. Melton (2005) beskriver att Lean inte är en metod eller ett verktyg som implementeras vid ett tillfälle, utan Lean är något som innebär fullständig förändring av en kultur av ständig förbättring. Fokus i Lean ligger på att reducera kostnader genom att eliminera icke- värdeskapande aktiviteter (Petersson et al., 2017). Melton (2005) beskriver att 60% av alla aktiviteter som genomförs är icke-värdeskapande, 35% är nödvändiga aktiveter men som inte skapar värde och att endast 5% av aktiviteter bidar med värde. Inom Lean är kunden det centrala och allt utgår ifrån vad som är värde- och icke värdeskapande för kunden (Wahab, Mukhtar & Sulaiman, 2013). Enligt Wahab et al. (2013) är syftet med Lean att effektivisera organisationen och maximera kundvärdet genom att reducera slöserier. Abdulmalek, Rajgopal och LaScola Needy (2015) beskriver att det inom Lean finns många verktyg för att komma åt de olika slöserierna, se Figur 9.
3.5 Förbättringsverktyg
Abdulmalek et al. (2015) beskriver att det finns många verktyg inom Lean för att reducera slöserierna. Efter identifiering av slöserier tillämpas det verktyg som är mest lämpligt för förändringen (Machado & Leitner, 2010). Vanligtvis används förbärringsverktygen var för sig men Chan och Ling Tay (2018) menar att användning av flera verktyg kan leda till bättre resultat.
3.5.1 Standardiserat arbetssätt
En standard beskriver nulägets bäst kända överenskomna sätt att utföra ett arbetsmoment på. En standard kan förändras väldigt snabbt om ett nytt bättre sätt upptäcks. Däremot menar Petersson et al. (2017) att en standard inte alltid behöver vara bra men det beskriver vad som gäller just nu. Vidare beskriver Petersson et al. (2017) att standarden är utgångspunkten vid ett arbete och att standardisering är viktigt för att upptäcka avvikelser, bidra till förutsägbarhet och skapa lärande. Petersson et al. (2017) förklarar vikten av standardisering genom att belysa svårigheten med att upptäcka det onormala ifall det normala inte är bestämt. Vid exempelvis en överenskommelse om att en låda ska packas på ett visst sätt så finns det möjligheten att upptäcka avvikelsen om det normala är bestämt, dvs standarden. Genom att standardisera exempelvis vart dokument ska förvaras, platser i ett förråd eller arbetsbeskrivningar så är det enklare att upptäcka avvikelser, vilket i sin tur leder till att det blir enklare att reducera slöserier. (Petersson et al., 2017)
Finns det inga standarder menar Petersson et al. (2017) att det blir svårt att upptäcka vad som är fel. Finns det en standard så går det också att mäta vad som är rätt och fel medan om det saknas är det svårt att peka ut vad felet är. Utan standarder blir det svårt att exempelvis ifrågasätta att en medarbetare genomför ett arbete på en timme, medan en annan gör samma arbete på 20 minuter. (Petersson et al., 2017)
3.5.2 Värdeflödesanalys
En värdeflödesanalys är en bra teknik för att visualisera både ett material- och informationsflöde (McDonald, Aken & Rentes, 2002). Brunt (2010) beskriver att ett värdeflöde är alla aktiviteter som är nödvändiga för att en produkt ska kunna genomgå ett flöde, oavsett om det är värdeskapande eller inte. För att kunna eliminera slöserier på ett optimalt sätt menar Brunt (2010) att det måste ske en fullständig överblick av hela flödet istället för enskilda processer. Petersson et al. (2017) menar också att syftet med en värdeflödesanalys är att lyfta blicken från att förbättra enskilda processer till att förbättra helheten. En värdeflödesanalys kan skapas över det interna flödet dörr till dörr eller på leveranskedjenivå, leverantör-fabrik-kund (Petersson et al., 2017). Lasa et al. (2009) och Petersson et al. (2017) beskriver processen på liknade sätt. Lasa et al. (2009) och Petersson et al. (2017) steg och redovisas i följande stycke: (1) Val av produktfamilj baserat på vad som är värdeskapande för kunden. (2) Analysera och rita en karta över hur flödet ser ut idag.
(3) Rita en karta över det önskade flödet med hjälp av Lean-principerna. (4) Skapa en handlingsplan över aktiviteter för att ta verksamheten från nuvarande till framtida tillstånd.
(5) Utvärdera handlingsplanen och det nya flödets tillstånd efter att värdeflödesanalysen har etablerats.
3.5.2.1 Nuläget
Både Petersson et al. (2017) och Brunt (2010) att en kartläggning av nuläget går ut på att i detalj beskriva hur verksamheten fungerar idag. Däremot ser Petersson et al. (2017) processen som löpande medan Brunt (2010) beskriver processen stegvis. Enligt Petersson et al. (2017) är kartläggningen av nuläget en viktig övning. Innan arbetet börjar med att kartlägga nuläget är det viktigt att det finns en samlad bild över dagens verksamhet. Petersson et al. (2017) menar att om arbetet startar utan en samlad bild är risken stor att fel åtgärd genomförs. Brunt (2010) bryter ner kartläggningen av nuläget i fyra steg: (1) Identifiera kundens krav och analysera vad kunden efterfrågar
(2) Kartlägg det fysiska flödet genom visualisering av flödets olika processer och anteckna dessa.
(3) Kartlägg materialflödet som illustrerar hur materialet transporteras mellan olika processer.
(4) Kartlägg informationsflödet som sker mellan processerna och fastställ om flödet är ett push- respektive pull-system eller om flödet innefattar båda. Petersson et al. (2017) och McDonald et al. (2002) anser att kartläggningen bör ske av personer med god kunskap om flödets alla delar. Enligt Brunt (2010) utgår kartläggningen ifrån kunden och det första steget är att identifiera kundens krav genom att analysera vad kunden efterfrågar. McDonald et al. (2002) beskrev tidigare att en värdeflödesanalys är en bra teknik för att visualisera flöden. Petersson et al. (2017) beskriver att nästa steg i processen inleds med att gå ut i fabriken och gå längs med flödet och identifiera alla steg i processen med papper och penna. Som steg tre och fyra i processen kartläggs material- och informationsflödet (Brunt, 2010). Processerna ritas i den ordning produkterna tillverkas och att fakta skrivs in under respektive steg eller process Petersson (2017). Kumar, Singh och Dhingra (2018) förklarar att leverantören återfinns uppströms och att kunden återfinns nedströms i flödet. Under varje process, antecknas tiden det tar att förädla en produkt. Detta kallas för den värdehöjande tiden (Petersson et al., 2017). Den tid som varje saldo räcker antecknas också under varje förråd, buffert och färdigvarulager (s.k. räcktid). Den totala summan av alla räcktiderna för lagringsplatser process- och cykeltider utgör en ledtid. Till sist avslutas kartläggningen med att komplettera områden som, leverans från leverantör, leverans till kund, beställningsmetod, planering och styrning. Exempel på styrning kan vara verksamhetens veckoplan från affärssystemet (Petersson et al., 2017).
3.5.3 Icke-värdeskapande aktiviteter
icke-3.5.3.1 Slöserier
Lean består av metoder och verktyg för att kontinuerligt eftersöka den perfekta processen (Rahman & Karim, 2013). Rahman och Karim (2013) beskriver att målet med Lean är att eliminera slöserier. Toyota delade in slöserierna i tre huvudkategorier.
▪ Muri (Överbelastning): Överbelastar produktion gentemot kapacitet ▪ Mura (Ojämnhet): Ojämnheter och variation i produktionsflöde ▪ Muda (Slöseri): Icke- värdeskapande aktiviteter för kunder
Av de tre kategorierna som Rahman och Karim (2013) beskriver kategoriseras Muda in i ytterligare åtta kategorier av Wahab et al. (2013) och Petersson et al. (2017). Figur 10 illustrerar de olika slöserierna inom Lean. Det åttonde slöseriet outnyttjad kompetens har tillkommit av andra författare utöver Ohnos ursprungliga 7 slöserier (Wahab et al., 2013):
(1) Överproduktion - Syftar till att för mycket produceras, för tidigt eller för säkerhets skull.
(2) Väntan - Avser outnyttjad tid, exempel att rätt material inte anlänt. (3) Rörelser - Rörelser som inte bidrar till något värde.
(4) Transport - Transporter tillför aldrig värde, förutom den till kund. (5) Överarbete - Arbete som inte tillför värde för kunden.
(6) Lager - Avser produkters eller exempelvis patienters väntan, en vårdkö är i detta sammanhang ett lager.
(7) Produktion av defekta produkter: Orsakar merarbete av produkter som inte blev rätt från början.
(8) Outnyttjad kompetens: Att inte ta tillvara på kompetens som finns inom organisationen.
3.5.4 Just-in-time
Just-in-time (JIT) är en av Toyotas huvudprinciper och handlar om att eliminera slöserier genom att producera eller beställa exakt vad som behövs, när det behövs (Abdulmalek & Rajgopal, 2006). Petersson et al. (2017) beskriver att arbetet inom Lean till stor det handlar om att kunna leverera rätt produkt, i rätt antal, vid rätt tidpunkt. Vidare beskriver Petersson et al. (2017) att om allt kan utföras och levereras i rätt tid så undviks slöserier. När aktiviteter sker precis när de behövs blir ett flöde förutsägbart. JIT består av tre huvudprinciper (Petersson et al., 2017):
(1) Takt - Principen Takt utgår ifrån kundbehovet. Takt innebär ett tempo för aktiviteter och processer i en verksamhet som stämmer överens med kundbehovet.
(2) Kontinuerligt flöde – Är en princip som handlar om strävan att produkt, material och information ständigt ska vara i förädling. Genom att minska stopp och stopptider ökas flödeseffektiviteten.
(3) Dragande system – Den tredje principen inom JIT handlar om hur processer i ett flöde ska styras. Dragande system utmärks av att aktiviteter startas först när en mottagande process signalerar ett behov, det kan vara en intern eller extern kund.
3.5.5 Kaizen
Kaizen har sitt ursprung i Japan efter andra världskriget och är en affärsfilosofi och en metod för kontinuerlig förbättring. Kaizen är ett japanskt ord och betyder förbättring eller förändring till det bättre (Bergman & Klefsjö, 2010). Det fokuserar på ständiga förbättringar inom alla funktioner, system och processer i en verksamhet. Petersson et al. (2017) förklarar att arbetet med ständiga förbättringar är en kontinuerlig process om att röra sig i rätt riktning och att möjligheten att nå perfektion beskrivs som omöjlig. Det är de små innovationerna och de kreativa idéerna från alla de anställda som är nyckeln till förbättring (Janjić, Todorović & Jovanović, 2019). Vidare menar Janjić et al. (2019) att de små innovationerna ofta är subtila och knappt synliga men tillsammans bidrar till den kontinuerliga förbättringen. Petersson et al. (2017) beskriver att styrkan med att arbeta med ständiga förbättringar ligger i att alla i verksamheten kan delta och att flera förändringar kan ske parallellt. Enligt Janjić et al. (2019) är målet med att tillämpa Kaizen ökad effektivisering och förbättringar av produktivitet, kvalitet, lägre kostnader, eliminering av slöserier, säkrare arbetsmiljö etc. Janjić et al. (2019) påpekar också att Kaizen är ett komplext verktyg att använda sig av och att företag ofta misslyckas. Det finns inget recept eller modell för implementering av Kaizen. Utan implementeringens framgång beror på förmågan att överföra Kaizen filosofin.
(1) Identifiera en process eller produkt som skall förbättras. (2) Vilka aktiviteter ingår och i vilken ordning de sker. (3) Involvera varje medarbetare.
3.5.6 5S
5S består av momenten sortera, strukturera, systematisk städning, standardisera och självdisciplin (Abdulamek et al., 2015). För att kunna standardisera ett arbete beskriver Petersson et al. (2017) att ordning och reda är ett krav. Det är ett måste för att uppnå produktivitet och driva ut slöserier. Abdulamek et al. (2015) beskriver att 5S är en metod som syftar till just det, att skapa ordning och eliminera slöserier. 5S är en av de mest kända Lean-verktygen och är ofta den metod som först tillämpas vid en Lean-satsning. Det beror på att det är en väldigt enkel metod att förstå och använda (Petersson et al., 2017). Makwana och Patange (2019) beskriver att 5S är en metod för att skapa en effektiv arbetsplats och standardisera arbete. Petterson redogör de fem momenten i 5S enligt:
(1) Sortera – I det första momentet sorteras de föremål som finns i arbetsområdet. Föremål sorteras utefter den grad de används och föremål som används ofta bör placeras nära användningsstället och föremål som inte används alls bör avlägsnas.
(2) Strukturera - När föremålen ska struktureras ska de få en specifik plats. De ska placeras på ett sätt som gör det enkelt att hitta och enkelt att se om det saknas något.
(3) Systematisk städning - Momentet handlar inte om städning i sig utan det handlar istället om att saker och ting ska vara i sin ordning. Ett bra upplägg medför att mer tid läggs på att se efter föremålens skick snarare än att städa. (4) Standardisera – Standarder ska vara lätta att följa. När de tre första momenten är avklarade gäller det att komma överens och standardisera arbetssättet. En bild är alltid bättre än ett dokument, det är enkelheten som är nyckeln till att upprätthålla standarden i längden
(5) Självdisciplin - Det svåraste momentet i 5s är självdisciplin. Att få alla medarbetare att följa den nya standarden kräver förändring av både attityder och beteenden. Det är viktigt att ledningen engagerar medarbetarna och har förståelse för att det kan ta tid att förändra attityder och beteenden.
Petterson et al. (2017) tillägger att de fem momenten bidrar till att skapa strukturer och arbetsstandarder. Makwana och Patange (2019) menar att genom användningen av metoden 5s kan verksamheten uppnå utnyttjande av arbetsområde, förhindring av förlust av verktyg, högre arbetsmoral, disciplin, bättre kommunikation och en minskning av att misstag repeterar sig.
3.5.7 5 Varför
Inom Lean är arbetet med att minska slöserier centralt och 5 varför är ett enkelt verktyg att använda sig av (Petersson et al., 2017). Braglia, Frosolini och Gallo (2017) beskriver verktyget som en metod att ta reda på grundorsaken till ett problem. Vidare beskriver Braglia et al. (2017) att metoden kommer från Toyota som lägger stor vikt vid enkla verktyg för att lösa problem. Myszewski (2013) beskriver metoden som ett ifrågasättande verktyg som bygger på att upprepa
frågan varför fem gånger. Genom att ställa frågan varför fem gånger kan man urskilja det som ser ut att vara problemet till det faktiska problemet (Benjamin, Marathamuthu & Murugaiah, 2015). Benjamin et al. (2015) belyser att användare inte bör begränsa sig av metodens titel, utan att frågan varför kan ställas otaliga gånger för att nå grundorsaken. Petersson et al. (2017) beskriver också att frågan bör ställs tills att grundorsaken identifierats. För att hitta grundorsaken måste händelsen vara specifik, Petersson et al. (2017) menar att det inte går att analysera en hel kategori då flera avvikelser kan vara orsaken till problemet.
4 Empiri
Kapitlet ger en översiktlig beskrivning av den empiriska domän som ligger till grund för denna studie. Vidare beskrivs empirin som samlats in från intervjuer, observationer och dokumentstudier för att ge svar på studiens frågeställningar.
4.1 Fallföretagets problem med nuvarande materialhantering
Fallföretaget har belyst att materialhantering från tillverkningen till byggarbetsplatserna måste förbättras. Fallföretaget har identifierat stora resurs-och materialkostnader i samband med materialhanteringen på byggarbetsplatser och ser potential i reducering av kostnader. Fallföretaget uppskattar att 25 procent av dessa kostnader är slöserier, varpå ledningen i fallföretaget har tillsatt resurser och är delaktiga i att genomföra förbättringar inom materialhanteringen. Vid kartläggning av nuläget kan materialhanteringens grundorsak av problemet tydligare specificeras och förslag till förbättringar kan presenteras.4.2 Nuläge av materialhantering mellan processer
Nedan beskrivs arbetsprocessens olika steg. Från det att en kund accepterar ett anbud till färdigställandet av ett modulhus. Nuläget av materialflödet och informationsflödet beskrivs utifrån hur företagets olika processer genomförs samt hur materialhanteringen hanteras.
4.2.1 Materialflödet
Fallföretaget strävar efter att 70 procent av resurs-och materialkostnader för modulhusen ska ske i tillverkningen och att 30 procent ska ske på byggarbetsplatsen. I tillverkningen arbetar personal från fallföretaget medan resurserna på byggarbetsplatsen till största del består av underentreprenörer. Fallföretaget är ansvariga för hela projektet, det innebär att oberoende om materialet monteras i tillverkningen eller på byggarbetsplatsen så är det fallföretaget som står för samtliga resurs-och materialkostnader. Av den anledningen ses materialhanteringen som ett och samma flöde oavsett om kostnaden sker i tillverkningen eller på byggarbetsplatsen. Inköp av material för tillverkningen sker via den som är inköpsansvarig på fallföretaget. Medan arbetsledaren i tillverkningen köper materialet som lastas in i modulerna och skickas med till byggarbetsplatsen. Slutligen köper projektchefen för respektive projekt in material som ska levereras direkt till byggarbetsplatsen om så behövs.Fallföretagets materialflöde illustreras i Figur 11.
4.2.2 Informationsflödet
För att möta kundernas efterfrågan tillverkar företaget två moduler om dagen. Utifrån vad kunderna efterfrågar får resterande processer anpassa sig, det involverar projektchef, säljare, anbud, projektör, tillverkning och underentreprenörer. Informationsflödet initieras av att kunden godkänner säljarens anbud. Anbudet baseras på kundens kravspecifikation och innehåller grundläggande information om ritningar, kostnader m.m. Därefter tilldelas en projektchef ansvaret för all dokumentation och samordning såväl internt som val av underentreprenörer till projektet. Därefter sker löpande kommunikation mellan kund, säljare, och projektchef för att projektörerna ska kunna utforma detaljritningarna för tillverkning av modulhuset. Detaljritningarna fördelas till inköpsansvarige för att utifrån detaljritningen beställa in material till modulerna i tillverkningen. Parallellt tilldelas ritningen till en arbetsledare i tillverkningen för att utifrån ritningen kunna utföra inköp av material som ska monteras på byggarbetsplatsen. När modulerna i tillverkningen uppfyller den färdigställningsgrad som är möjlig skickas inköpt material, som ska monteras på byggarbetsplatsen, med i modulerna. Alternativt med separat transport tillsammans med resterande material som tillverkningen inte monterat av olika anledningar. Därefter överlämnas ansvaret för färdigställande av modulhuset till underentreprenörerna som har vidare kontakt med främst projektchefen. Slutligen när underentreprenörerna har färdigställt huset lämnar fallföretaget över modulhuset till kund. Figur 12 illustrerar fallföretagets informationsflöde.
4.3 Utmaningar i materialflödet
I delkapitlet nedan beskrivs utmaningar i materialflödet.
4.3.1 Utmaningar vid leverans av material mellan inköp och
tillverkning
Det förekommer att material som levereras till fallföretagets tillverkning ankommer sent vilket gör att det inte hinner monteras och istället skickas för att monteras på byggarbetsplatsen. Figur 13 visar var i materialflödet utmaningen finns. Materialet lastas in i moduler på ett sätt som anses vara rätt. I samband med att moduler blir klara i tillverkningen och att material ankommer sent uppstår svårigheter med att material inte kan lastas in på det sätt som är önskat. Det som önskas är att material som tillhör samma produktkategori ska lastas in i samma modul. Modulerna lämnar tillverkningen i den takt de blir färdigställda och körs sedan från tillverkningen ut på en lageryta i väntan på leverans till byggarbetsplatsen. Vid sena leveranser av material till tillverkningen kan då inte material tillhörande samma produktkategori lastas i samma modul. Det innebär att det material som ankommer sent istället får lastas in i en annan modul och materialet återfinns då på två platser istället för en. Under observationen iakttogs även brister i materialflödet för tillverkningen. Ett exempel kunde vara att tillverkningen inte kunde montera fönster på grund av materialbrist och sena leveranser. Det ledde till att modulen gick vidare i tillverkningen utan fönster och att fönstren istället kommer monteras på byggarbetsplatsen. Flera respondenter under intervjutillfällena styrker att det är ett vanligt förekommande problem.
4.3.2 Utmaningar vid leverans av material mellan tillverkning och
byggarbetsplats
Fallföretaget tillverkar moduler som sedan levereras tillsammans med resterande material till byggarbetsplatsen. Materialet lastas in i både moduler och i separata lastbilar. Det framgår att det inte finns någon standard för lastning av material, därför lastas istället materialet på ett sätt som anses vara rätt utifrån varje enskilt fall. Vidare under flertalet av de intervjuer som
genomförts framkommer det att material försvinner på vägen mellan fallföretaget och byggarbetsplatsen. På grund av det uppstår konflikter mellan underentreprenören, projektchefen och tillverkningen på företaget om vad som faktiskt är lastat i modulerna till byggarbetsplatsen. Respondenter beskriver att material fotograferas som lastas in i respektive modul, det görs för att ”Ha ryggen fri” som en respondent uttryckte sig. Vanligt förekommande är att material som skickas med inte räcker till eller blir över. En respondent beskriver att fallföretaget inte har någon vidare koll på det material som skickas med till byggarbetsplatsen.
Enligt flera respondenter finns det inte någon standard för materialflödet, vilket har observerats både vid lastning av material men även på en byggarbetsplats. Det noterades att material saknade uppmärkning samt att material av samma kategori lastats i flera olika moduler, se Bilaga 2. En påverkande faktor enligt tillverkningen är att visst material inte kan lastas precis där det ska monteras och måste skruvas fast i en skarv för att säkra transporten. Vid montering uppstår utmaningar när det material som skickats med ska monteras ihop. För att kunna montera flyttas material runt som anses vara i vägen, till andra moduler. Utmaningen uppstår när material flyttats till fel modul och mer problematiskt blir det ifall materialet även saknar uppmärkning. Det går heller inte alltid att se vad för typ av material som är paketerat eftersom det ofta är emballerat i en kartong som även saknar uppmärkning.
Moduler utnyttjas för att lasta material som ska monteras på byggarbetsplatsen. Enligt en respondent innebär det att material som ska monteras flera veckor senare lastas med och levereras till byggarbetsplatsen i samband med att modulerna levereras. Ett exempel på detta var att det vid den ena observationen återfanns en mikrovågsugn i ett modulhus som inte installeras förens i slutet av monteringen. Det medför att material flyttas runt eller ställs på ett ställe långt ifrån montering och installation. Figur 14 visar var i materialflödet utmaningen finns.