Postadress: Besöksadress: Telefon:
Box 1026 Gjuterigatan 5 036-10 10 00 (vx)
Materialgården – En verksamhet med
förbättringspotential
The material yard – A business with improvement
potential
Volvo Group Trucks Operations, Powertrain Production,
Skövde Foundry
Aiad Hormez
Joel Munkhammar
EXAMENSARBETE 2014
Maskinteknik med inriktning Industriell Ekonomi och
Produktionsledning
Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom ämnesområdet Produktionslogistik. Arbetet är ett led i den treåriga
högskoleingenjörsutbildningen. Författarna svarar själva för framförda åsikter, slutsatser och resultat.
Examinator: Jörgen Dernroth
Handledare: Jonas Bjarnehäll, Johan Ålander, Volvo GTO
Omfattning: 15 hp
Abstract
Volvo Group Trucks Operations manufactures engines, transmissions and trucks to the Groups brands Volvo, Renault, Mack and UD Trucks. Powertrain
Production is the production unit within AB Volvo producing diesel engines and engine components. Volvo´s production in Skövde consists of casting, machining and assembly. The foundry uses metals and alloys to produce finished
components and parts. The material is stored and retrieved from the factory´s material yard.
The material yards growth has occurred uncontrollably through time. Materials have been placed according to feasibility and has created a complex flow. Volvo perceives the area to be unsafe because of the confined space the staff shares with incoming and outgoing traffic. Therefore the logistics are turbid, inefficient and disorganized.
The purpose was to perform a current state analysis of the material yard based on the criteria´s layout, employees and vehicles, purchasing and material handling, material flow, work measurement and risk analysis. Subsequently a new proposal was created based on the current state analysis.
The methodology was based on interviews and observations. Theory has been studied for the practical implementation of a layout design, analysis of logistics and flow as well as work measurements and a risk analysis have been performed. Revit Architecture has been used to demonstrate the current layout and a concept of a new material yard. Diary was a used tool after each visit.
The result of the current state analysis shows that the current layout differs substantially from previous layout. Logistics and material handling shows a high turnover and a complex material flow. Work measurements indicate in
unnecessary distances and long waits. The risk analysis strengthened earlier suspicions of an unsafe workplace.
The new proposal presents a layout based on "Structure, Efficiency and Security" with a significant reduction in both material handling and traffics inside the material yard.
The material yard is an example of a part in the company that has not evolved in line with Volvo´s expansion. This shows an unprioritized part of the business where planning and structure has been neglected.
For the material yard it is recommended that Volvo reviews their material activities and tackle their operations from the basis. Through planning, a more efficient production is obtained and thereby improved profitability. It requires that the company is at the forefront of development. Actions should be implemented if the foundry seeks a competitive advantage in Volvo´s operations.
Key words
Foundry, Material yard, Logistics, Analysis, Layout, Risk, Work measurement, Revit Architecture
Sammanfattning
Sammanfattning
Volvo Group Trucks Operations tillverkar motorer, växellådor och lastbilar till koncernens varumärken Volvo, Renault, Mack och UD-Trucks. Powertrain
Production är produktionsenheten inom AB Volvo som producerar dieselmotorer och motorkomponenter. I Skövde består Volvos produktionsprocesser av
gjutning, bearbetning och montering. Gjuteriet använder metaller och legeringar för att producera färdiga komponenter och delar. Tillverkningsmaterialet förvaras och hämtas från fabrikens materialgård.
Materialgårdens tillväxt har skett okontrollerat genom åren. Material har placerats efter möjlighet och skapat ett komplext flöde. Volvo uppfattar området vara riskfyllt på grund av det trånga utrymmet personalen delar med inkommande och utgående trafik. Logistiken upplevs därför rörig, ineffektiv och oorganiserad. Syftet var att utföra en nulägesanalys av materialgården utifrån kriterierna layout, personal och fordon, inköp och materialhantering, flöde, arbetsmätning samt riskanalys. Därefter konstruerades ett nytt förslag baserad på nulägesanalysen. Metodiken har baserats på intervjuer och observationer. Teori har studerats för att praktiskt genomföra en layoututformning, analys av logistik och flöde samt
arbetsmätning och riskanalys. Revit Architecture har använts för att visa dagens layout och ett koncept av en ny materialgård. Dagbok användes som hjälpmedel efter varje besök.
Resultatet av nulägesanalysen visar att aktuell layout skiljer sig avsevärt från
tidigare upplägg. Logistiken och materialhantering visar en hög omsättning och ett komplext materialflöde. Arbetsmätningen indikerade på onödiga transportsträckor och långa väntetider. Riskanalysen stärkte tidigare misstankar om osäker
arbetsplats.
I förslaget på ny layout presenteras ett upplägg baserat på ”Struktur, Effektivitet och Säkerhet” med en avsevärd minskning av både materialhantering och trafik inne på materialgården.
Materialgården är ett exempel på en del av verksamheten som inte har utvecklats i takt med Volvos expansion. Det visar på en oprioriterad verksamhet där planering och struktur har varit eftersatt.
För materialgården rekommenderas att Volvo ser över sin materialverksamhet och strukturerar om från grunden. Genom tydligare planering erhålls en effektivare produktion och därigenom bättre lönsamhet. Det kräver att företaget ligger steget före i utvecklingen. Åtgärder bör implementeras om gjuteriet ska uppvisa
konkurrensfördelar i Volvos verksamhet.
Nyckelord
Gjuteri, Materialgård, Logistik, Analys, Layout, Risk, Arbetsmätning, Revit Architecture
Innehållsförteckning
1
Inledning ... 7
1.1 FÖRETAGSBESKRIVNING ... 7
1.2 BAKGRUND OCH PROBLEMBESKRIVNING ... 7
1.3 SYFTE OCH FRÅGESTÄLLNINGAR ... 8
1.4 AVGRÄNSNINGAR ... 8 1.5 DISPOSITION ... 9 1.6 MATERIALGÅRDENS KÄRNVERKSAMHET ... 10 1.6.1 Kupolugn ... 10 1.6.2 Chargering ... 10 1.6.3 Medelfrekvensugn (MF) ... 11 1.6.4 Återanvändning av spillmaterial ... 11 1.6.5 Recept ... 12
2
Teoretisk bakgrund ... 13
2.1 INTERVJU ... 13 2.2 OBSERVATION ... 13 2.2.1 Två typer av observationer ... 142.2.2 Deltagande och icke deltagande observatör ... 14
2.3 VALIDITET OCH RELIABILITET ... 14
2.3.1 Triangulering ... 15 2.4 LÖPANDE ANALYS ... 15 2.5 BRAINSTORMING ... 15 2.6 GJUTNING AV JÄRN ... 16 2.6.1 Gjutjärn... 16 2.6.2 Gråjärn ... 16 2.7 LAYOUT ... 16 2.7.1 Funktionell ... 17 2.7.2 Kontinuerlig tillverkning ... 17 2.8 REVIT ARCHITECTURE ... 18 2.9 INKÖP OCH MATERIALHANTERING ... 18 2.9.1 Inköp ... 18 2.9.2 Materialhantering ... 18 2.10 MATERIALFLÖDE ... 18 2.10.1 Materialflödesschema ... 19 2.11 ARBETSMÄTNING ... 20
2.11.1 Arbetsmätning med stoppur ... 20
2.12 RISKANALYS ... 21
2.12.1 Riskbedömning ... 22
Innehållsförteckning
2.12.3 SS-EN 292-2 ... 23
2.12.4 LISA - Lokalt InformationsSystem för Arbetsskador ... 23
3
Metod och genomförande ... 24
3.1 NULÄGESANALYS ... 24
3.1.1 Intervju ... 24
3.1.2 Observation ... 25
3.1.3 Löpande analys ... 25
3.1.4 Layout ... 25
3.1.5 Inköp och Materialhantering ... 27
3.1.6 Materialflöde ... 27
3.1.7 Tidsstudie och sträckmätning ... 28
3.1.8 Riskanalys ... 29
3.2 NYTT KONCEPT AV MATERIALGÅRDEN ... 31
3.2.1 Idégenerering och brainstorming ... 31
3.2.2 Studerande av koncept och designmetod ... 31
3.2.3 Illustrativt program ... 31
4
Resultat och analys ... 32
4.1 NULÄGESANALYS, AKTUELL MATERIALGÅRD ... 32
4.1.1 Layout ... 32
4.1.2 Fordon och personal ... 33
4.1.3 Inköp och materialhantering ... 34
4.1.4 Flödesanalys ... 37
4.1.5 Tidmätning ... 39
4.1.6 Sträckmätning ... 41
4.1.7 Riskbedömning ... 42
4.1.8 Tillbudsrapportering ... 43
4.2 NYTT KONCEPT AV MATERIALGÅRDEN ... 44
4.2.1 Struktur ... 47
4.2.2 Effektivitet ... 48
4.2.3 Säkerhet ... 51
5
Diskussion och slutsatser ... 52
5.1 RESULTATDISKUSSION ... 52
5.1.1 Nulägesanalys ... 52
5.1.2 Nytt koncept av materialgården ... 55
5.2 METODDISKUSSION ... 57
5.2.1 Nulägesanalys ... 57
5.2.2 Nytt koncept av materialgården ... 59
5.3 SLUTSATSER OCH REKOMMENDATIONER ... 61
6
Referenser ... 62
6.1 LITTERATUR ... 62 6.2 INTERNET OCH PDF ... 637
Sökord ... 64
8
Bilagor ... 65
Figurförteckning & Tabellförteckning
Figurförteckning
FIGUR 1.BESKRIVNING AV MATERIALFÖRFLYTTNING I CHARGERING UPP TILL KUPOLUGN (VOLVO AB). ... 10
FIGUR 2.EXEMPEL PÅ MATERIALFLÖDESSCHEMA (MATTSSON &JONSSON,2011). ... 19
FIGUR 3.PLANSKISS ÖVER SMÄLTVERKETS MATERIALGÅRD, MARKERAD I RÖTT (VOLVO AB). ... 26
FIGUR 4.BILDEN ILLUSTRERAR MATERIALGÅRDEN OCH SKAPADES MED HJÄLP AV PROGRAMMET REVIT ARCHITECTURE. ... 32
FIGUR 5.PLANSKISS MED MATERIALFLÖDE ILLUSTRERAD I FORM AV PILAR. ... 37
FIGUR 6.SYMBOLBESKRIVNING AV FLÖDESSCHEMA. ... 38
FIGUR 7.PROCENTUELL ILLUSTRATION AV OPERATIONSTID FÖR EN CHARGERINGSSETTA. ... 39
FIGUR 8.OPERATIONSTID FÖR MATERIALFLÖDET TILL KUPAN. ... 39
FIGUR 9.VISAR MATERIALFLÖDET TILL MF. ... 40
FIGUR 10.VISAR MATERIALFLÖDET TILL BRIKETTPRESSEN. ... 40
FIGUR 11.ILLUSTRERAR TILLBUDSPLATSER GENOM MARKERING PÅ PLANLÖSNING. ... 43
FIGUR 12.LAYOUT PÅ DET NYA KONCEPTET SKAPAD I REVIT ARCHITECTURE. ... 44
FIGUR 13.ILLUSTRATION AV FÖRÄNDRING MED NY LAYOUT. ... 48
Tabellförteckning
TABELL 1.RECEPT TILL KUPOLUGN OCH MF. ... 12TABELL 2.VISAR MATERIALINKÖPET AV METALL TILL CHARGERINGEN. ... 34
TABELL 3.VISAR INKÖP AV TILLSATSMATERIAL TILL KUPAN. ... 35
TABELL 4.PÅVISAR MATERIALMÄNGD TILL MF, FÖRDELAT PÅ EN VECKA. ... 35
TABELL 5.VISAR MATERIALET SOM LÄMNAR MATERIALGÅRDEN. ... 36
TABELL 6.BESKRIVER KORTASTE OPERATIONSSTRÄCKA I FLÖDET. ... 41
TABELL 7.VISAR SKILLNAD FÖR ANTALET LASTBILAR SOM TILLTRÄDER MATERIALGÅRDEN. ... 48
1 Inledning
I detta kapitel beskrivs bakgrunden och problembeskrivning för examensarbetet. Syftet och frågeställningar behandlas följt av avgränsningar och en disposition av rapportens upplägg. Slutligen presenteras materialgårdens kärnverksamhet.
Examensarbetet är det slutgiltiga momentet i utbildningen Maskinteknik med inriktning Industriell Ekonomi och Produktionsledning vid Jönköpings Tekniska Högskola. Examensarbetet ska visa på studenternas förvärvade teoretiska
kunskaper och hur dessa tillämpas praktiskt i en verksamhet. Projektet genomfördes i samarbete med Volvo Group Trucks Operations, Powertrain Production, Foundry, Skövde. Rapporten saknar fullständig information på grund av
sekretesskäl. För fullständig information hänvisas läsaren till AB Volvo, Skövde.
1.1 Företagsbeskrivning
Volvo Group Trucks Operations (GTO) omfattar all tillverkning av koncernens motorer, växellådor samt produktionen av Volvo, Renault, Mack och UD-Trucks. Inom Volvo GTO ingår även reservdelsleveranser till koncernens kunder och logistik. (Volvo Group Global, 2014)
Volvo GTO Powertrain Production i Skövde är en produktionsenhet inom koncernen. Företaget tillverkar dieselmotorer och motorkomponenter som levereras till Volvos monteringsfabriker i Europa, Indien, Asien samt Nord- och Sydamerika.
Powertrain Production i Skövde består av produktionsprocesserna gjutning, bearbetning och montering. I Skövde tillverkas motorerna HDE13 och HDE16 (Heavy Duty Engine) samt bearbetning av cylinderblock och cylinderhuvud, transmissionsplåt, sväng- och kugghjul samt vev- och kamaxlar.
Produktionsområdet består av sex fabriker med en total yta på 265 000 m². I fabrikerna arbetar idag cirka 2900 anställda. (Volvosteget, 2012)
1.2 Bakgrund och problembeskrivning
På Volvo Powertrain Production i Skövde gjuts bland annat cylinderblock, cylinderhuvud och svänghjul. För att kunna gjuta de olika produkterna behövs metaller till ingående legeringar i tillverkningsprocesserna. Metaller och annat material hämtas från materialgården i byggnad G1 som sedan transporteras till smältverket. Materialgården har vuxit fram mer eller mindre okontrollerat i takt med Volvos expansion. Det har resulterat i ett ostrukturerat och ineffektivt upplägg av materialhantering där uppställningsplatser tillkommit utan planering. Flertalet anställda och olika typer av fordon delar samma yta. Lastbilar från externa leverantörer, truckar samt hjullastare hämtar gods och transporterar materialet in och ut från gjuteriet. Dessa fordon kan utgöra en risk för personalen på området.
Inledning
Volvo uppfattar området vara riskfyllt på grund av det trånga utrymme personalen delar med inkommande och utgående fordon. Logistiken upplevs i många fall ineffektiv och oorganiserad vad gäller placering och omlastning av råvaror. Detta resulterar i ett försämrat materialflöde och en bristfällig materialhantering. Volvo saknar tillräcklig kännedom om vilka fordon som arbetar på materialgården, vilken personal som vistas inom området, vilka risker som finns, mängden material som behandlas samt hur lång tiden är för varje operation.
Projektet ska leda till en analys av det aktuella läget där ovan nämnda kategorier fastställs och kartläggs. Analysens innehåll ska avse en beskrivning samt ett tydligt upplägg på förbättringar. Därefter presenteras ett koncept av en ny materialgård.
1.3 Syfte och frågeställningar
Syftet med projektet är att analysera materialgården med avseende på layout, materialhantering, fordon, personal, materialflöde, tidsstudie och sträckmätning samt risker. Utifrån analysen presenteras ett nytt koncept av materialgården.
För att utföra analysen och presentera ett resultat behöver följande frågor besvaras:
Hur ser materialgården ut i nuläget?
Hur ser ett koncept av materialgården ut baserat på kriterierna Struktur,
Effektivitet och Säkerhet?
1.4 Avgränsningar
I studien genomförs en analys av den nuvarande situationen på materialgården och ett nytt förslag på förbättringar med avseende på struktur, effektivitet och säkerhet. Därmed omfattas arbetet av en idégenerering och inte ett
implementerande arbete.
Eftersom projektet enbart ska presentera en idé för hur en materialgård kan se ut kommer därför inte ekonomisk kalkylering att genomföras. Undersökningen omfattas inte heller av var eller hur de olika förbättringarna kan implementeras, då detta kräver ett mer specifikt arbete.
Volvo begär att kärnverksamheten inte flyttas eftersom de utgör en viktig funktion för smältverket. Kärnverksamheten omfattar chargeringen (transporten av det vägda materialet till gjuteriet och dess transportband). Ingjutet, materialet som transporteras ut från gjuteriet får heller inte flyttas då processen är fixerad bortom projektets område. Granuleringsprocessen, pulveriseringen av ingående material analyseras men förbättring utelämnas. Balkongen som infinner sig på
materialgården får inte flyttas eftersom den utgör en viktig funktion för överblick av området. Inverkan på närliggande byggnader tas inte hänsyn till i det nya
1.5 Disposition
Rapporten inleds med en kort introduktion om företaget. Därefter presenteras projektets bakgrund, problem, syfte och frågeställningar samt avgränsningar. Som avslutning på första kapitlet avhandlas materialgårdens kärnverksamhet.
För att kunna besvara frågeställningarna har studenterna i andra kapitlet behandlat den teoretiska bakgrunden som utformar analysen i företaget. Teoridelen baseras på litteraturstudier och utgör grunden för rapporten.
Metoderna som används är baserade på intervjuer och observationer. I tredje kapitlet beskriver rapporten metoden och genomförandet av undersökningen. Analysen består av layoututformning, logistik, flödesanalys, arbetsmätning och riskanalys.
Kapitel fyra presenterar resultat av nulägesanalys och koncept av det nya förslaget. Kapiteluppdelningen följer samma struktur som teoretiska bakgrunden, och besvarar projektets frågeställningar.
I sista kapitlet diskuteras resultat, metodval och analyser. Positiva punkter belyses och förbättringsområden avhandlas. Frågeställningarna och syftet besvaras innan slutledning och förslag på vidare arbete presenteras.
Inledning
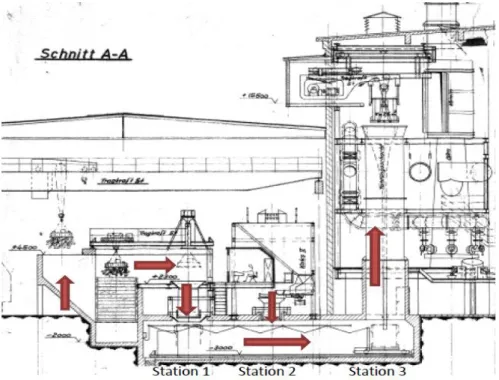
Figur 1. Beskrivning av materialförflyttning i chargering upp till kupolugn (Volvo AB).
1.6 Materialgårdens kärnverksamhet
Materialgården är en del av gjuteriet som förser smältverket med råvaror och tillsatsämnen till smältningen av gråjärn. Smältningen av materialet sker delvis i en kupolugn men även i en medelfrekvensugn. Ugnarna förses med material från materialgården. Gården har även en egen återanvändning av spillmaterial.
Förbrukningen av material styrs av recept, även kallad för ”setta” som består av en blandning metaller och andra tillsatsmaterial.
1.6.1 Kupolugn
Kupolugn används vid kontinuerlig smältning vars främsta energikälla består av koks eller gas. Kupolugnen brukas till största del för smältning av gråjärn. Skrot i form av järn tillsammans med tillsatsmaterial chargeras från toppen av kupolen till smälta. Höjden för kupolugnen är vanligtvis fem till sju gånger dess diameter, vilket motsvarar att det ligger tio till tolv chargeringsrecept staplade på höjd redo att släppas ner i smältan. (Swerea SWECAST AB, 2012)
1.6.2 Chargering
Ordet chargering kommer från engelskans ”charge” och innebär laddningen av råvarumaterial till kupolugnen. Själva chargeringsprocessen beskrivs bäst genom att dela upp processen i tre steg enligt figuren nedan:
Chargeraren är operatören som sitter i travershytten och med hjälp av en magnet-travers transporterar önskad mängd skrot till en våg som släpper ner materialet till en beskickningskorg. Därefter åker beskickningskorgen till nästa station där tillsatsmaterial (legeringar) skakas ner från portioneringsfickor till
beskickningskorgen. Portioneringsfickorna fylls på genom ett hål kallad för ”Kupan” som med hjälp av transportband transporterar materialet upp till respektive ficka. Beskickningskorgen åker efter påfyllning upp till toppen av kupolugnen där den töms i ugnen och materialet faller ner i smältan. (Personlig kommunikation, Volvo 2014-04-04)
1.6.3 Medelfrekvensugn (MF)
MF (medelfrekvens) är en ugn av induktionstyp vilket innebär att den använder magnetism för att smälta materialet. Volvo återanvänder sitt eget spån från bearbetning, benämns som återgång på eget material och blir till smält järn. MF består av två ugnar som vardera innehåller en volym på X ton. För att underlätta och skapa en mer effektiv process tappas X ton ut och X ton material behålls i smältan. Detta för att alltid ha en smält sump i botten för att nytt tillsatt material ska smälta snabbare. Volvo använder sig av två sorters spån samt tillsatsmaterial i form av pressad plåt i paketform. Spånet behandlas inifrån materialgården med kontinuerlig påfyllning med transportband in till smältverket. (Personlig
kommunikation, Volvo 2014-04-04)
Induktionsugnar brukar vanligtvis delas in i låg, mellan och hög-frekvens. Mellanfrekvens används bland annat till framställning av gråjärn och
magnetfrekvensen ligger mellan 100-1000 HZ. (Swerea SWECAST AB, 2012)
1.6.4 Återanvändning av spillmaterial Brikettpress
Materialgården återanvänder eget material i form av spån som dels hanteras i MF men även pressas till briketter som slutligen används i chargeringen. Spånen transporteras via transportband till en hydraulisk press som pressar spån till färdiga briketter. Syftet med processen är att spånet i sig inte kan användas i kupolugnen utan måste komprimeras till större briketter.
Ingjut
Ingjut är restprodukter av gjutformarna och transporteras ut från smältverket via ett fastmonterat transportband in till materialgården. Materialet krossas till mindre delar och återanvänds i kupolugnen genom chargering.
Inledning 1.6.5 Recept
Ett recept kallas i verksamheten för ”setta” och består av metaller och
tillsatsmaterial. En setta styr materialförbrukningen i materialgården. För recept se tabell 1 nedan.
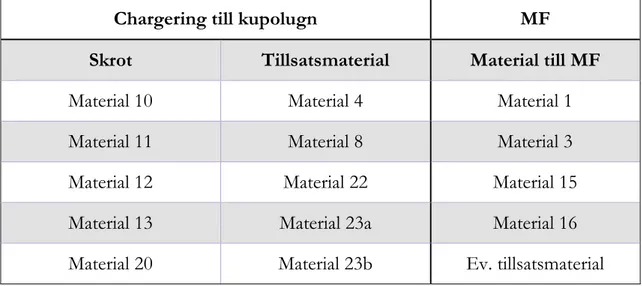
Tabell 1. Recept till kupolugn och MF. Fullständig information hänvisas till AB Volvo.
Chargering till kupolugn MF
Skrot Tillsatsmaterial Material till MF
Material 10 Material 4 Material 1
Material 11 Material 8 Material 3
Material 12 Material 22 Material 15
Material 13 Material 23a Material 16
Material 20 Material 23b Ev. tillsatsmaterial
Material 10, 11, 13 och 20 är järnmetaller i form av skrot som tillsammans med material 12 chargeras kontinuerligt av magnet-travers. Tillsatsmaterialet fylls på av hjullastare i Kupan till en buffert ovanför chargeringen.
Material 1 och 3 till MF fylls på med jämna mellanrum av hjullastare till påfyllningscontainer i materialgården. Material 15 och 16 har en buffert i smältverket som legering. Eventuellt tillsatsmaterial fylls på inifrån smältverket, används vid behov och hanteras utanför materialgården.
2 Teoretisk bakgrund
Kapitlet för teoretisk bakgrund omfattar samtliga analysmetoder och undersökningar som bearbetats genom projektets gång. Lämplig litteratur presenteras nedan med separata avsnitt för respektive område som används i praktiken.
2.1 Intervju
En intervju bygger på en konversation mellan två parter där den ena parten utfrågar den andre i syfte att förvärva information. För att konstruera en intervju finns det olika metoder och definitioner, vanligtvis genom att standardisera och
strukturera, vilket utgör själva ramen för hur en intervju ska äga rum. Vad menas då
med strukturering och standardisering? Enligt Trost (2005), är en fråga strukturerad om den tillfrågade inte ges några möjligheter att besvara frågan annat än vad
intervjuaren bestämt sig för. Är frågan däremot ostrukturerad innebär det att svarsmöjligheterna i största mån är öppna, då avgör den tillfrågade vilket struktur frågorna får.
Om en fråga är standardiserad innebär det att frågorna och situationen är densamma för alla som intervjuas. Är frågan däremot lågt standardiserad innebär det i stort sett det motsatta. Intervjuaren formulerar och anpassar sig efter den tillfrågades språkbruk och tar ordningen som det passar. Det innebär att den som intervjuas gärna styr ordningsföljden och följdfrågor formuleras beroende på tidigare svar. Vanligtvis sägs det att en kvalitativ intervju består av frågor formulerade med hög
struktur och låg standardisering vilket skapar en mer öppen konversation där den
utfrågade styr resultatet på intervjun. (Trost, 2005)
2.2 Observation
Enligt Patel & Davidson (2011) är observation en användbar metod för att samla information om mänskliga beteenden och vad som sker i naturliga situationer och sammanhang när någonting inträffar. Observation används ofta för att
komplettera information som samlats in med andra tekniker såsom exempelvis intervjuer och kräver inte heller deltagarnas villighet att delta. Oberoende av vad observationen ska innehålla eller var den ska äga rum bör observatören vara noga förberedd med vad som ska observeras.
Vid observation finns tre frågor som bör besvaras (Patel & Davidson, 2011):
Vad ska vi observera?
Hur ska vi registrera observationerna?
Teoretisk bakgrund 2.2.1 Två typer av observationer
Det finns två olika typer av observationer. En strukturerad observation innebär att personen förutser problemet och situationen. Vanligtvis kategoriserar
observatören det som ska undersökas och därefter konstrueras ett
observationsschema. Den andra typen av observation är ostrukturerad. Syftet är att generera så mycket information som möjligt kring ett specifikt problemområde utan observationsschema. Ostrukturerade observationer kan användas när man hunnit längre i undersökningsprocessen och börjar få en god kunskap om problemområdet. Den kunskapen ska användas för att planera och förutse
observationssituationen och besluta om vem eller vilka som ska observeras, i vilka situationer det ska ske och hur det ska registreras. (Patel & Davidson, 2011)
2.2.2 Deltagande och icke deltagande observatör
Ska observatören delta eller inte? Det finns två typer av observatörer, deltagande och icke deltagande. En deltagande observatör tar aktivt del i vad som ska observeras och går in som en medlem i gruppen eller situationen. Det finns alltid en risk att observatören kan störa gruppens naturliga beteende och därigenom inte uppnå samma resultat om observatören är icke deltagande. Är observatören deltagande vid t.ex. en produktionsenhet kan det också hindra honom från att observera
situationer som uppstår vid en annan enhet. En fördel är däremot att frågor kan ställas om det föreligger något oklart.
Att vara icke deltagande innebär att observatören inte går in som medlem i gruppen eller deltar aktivt i den situation som ska observeras. Det innebär att rollen är tydlig och klar och att observationerna kan registreras under tiden. (Patel & Davidson, 2011)
2.3 Validitet och Reliabilitet
Validitet avser att veta vad som ska undersökas. Alltså förhållandet mellan vad som
påstås ska undersökas och vad som faktiskt undersöks. För att veta vad som ska undersökas måste detta utföras på ett trovärdigt sätt, med andra ord en god
reliabilitet. Dessa termer står i relation till varandra men hög validitet garanterat inte
en hög reliabilitet. För att exempelvis använda måttband vid mätning av
intelligensen på en person ger inte mätningen av huvudets omkrets ett trovärdigt resultat. Om mätningen inte är tillförlitlig, hur kan resultatet då vara trovärdigt? För ett trovärdigt resultat krävs en tillförlitlig mätning. (Patel & Davidson, 2011)
2.3.1 Triangulering
Vid insamling av information och genomförandet av analyser kan det ibland skapa problem när ett resultat ska delges och framföras. För att rama in sådana problem används triangulering och kan ske på ett flertal sätt. Vid datainsamling i form av intervjuer, dagböcker, observationer och dokument vägs dessa samman vid sammanställningen av en analys. Genom triangulering valideras metoden genom att välja ett flertal olika källor, exempelvis observationer, platser och tidpunkter där undersökningen äger rum. Undersökningen kan studera samma företeelse fast under olika förhållanden i syfte att kunna tolka variationen. (Patel & Davidson, 2011)
2.4 Löpande analys
Dagbok avser att användas som löpande analys för att ta reda på var, när och hur vissa aktiviteter genomförts. Under insamling av data och genomförandet av analyser kan tankar uppstå som rör problemområdet. Till slutgiltig analys är det viktigt att föra dagbok över allt som rör undersökningen. Syftet är att stärka informationen över dagordningen och dokumentera denna i mål att inte överse något till slutgiltig rapport. (Patel & Davidson, 2011)
2.5 Brainstorming
Brainstorming är en kreativ metod för idégenerering. Metoden utförs av en grupp människor, lämpligast med olika bakgrunder och kunskapsområden. Gruppen behöver inte ha expertis inom området, utan räcker med överskådlig kännedom om uppgiften.
Att bedriva en session brainstorming är som att följa upp ett sällskapsspel. Man följer spelreglerna. Dessa regler är (Cross, 2000):
Kritik är inte tillåtet.
En stor mängd idéer önskas.
Alla idéer är välkomna.
Håll idén kort och koncist.
Teoretisk bakgrund
2.6 Gjutning av järn
2.6.1 Gjutjärn
Gjutjärn är ett samlat begrepp för en mängd järn-kol-legeringar med olika egenskaper och omfattas av:
Gråjärn
Kompaktgrafitjärn
Segjärn
Aducerjärn
Vitjärn (Olegerat och legerat)
Gjutjärn innehåller vanligtvis kolhalter mellan 2.5 - 3.5 % och hög halt kisel. Den höga kolhalten tillsammans med kisel ger gjutjärn mycket goda gjutegenskaper. I jämförelse med stål har gjutjärn en lägre smältpunkt vilket gör den lättare att smälta eftersom den kräver mindre energi. Gjutjärn har en låg viskositet i smält tillstånd och stelnar med liten eller ingen krympning. Den höga kolhalten bidrar dock till en begränsad möjlighet till formning i kallt tillstånd som exempelvis svetsning och smidning. (Svensson & Svensson, 2004)
2.6.2 Gråjärn
Gråjärn är ett av de äldsta och viktigaste materialen inom kategorin ”Gjutjärn”. Det används som konstruktionsmaterial inom många tekniska områden, däribland dieselmotorblock, cylinderhuvud och bromsskivor. Gråjärn kännetecknas med lågt pris, god gjutbarhet, låg värmeledningsförmåga, bra skärbarhet samt goda buller och vibrationsdämpande egenskaper. (Svensson & Svensson, 2004)
2.7 Layout
Benämningen layout är de fysiska resurser i ett produktionsupplägg vars mål är att förvandla råmaterial till färdig produkt. För att uppnå den färdiga produkten finns ett antal tillvägagångssätt som varierar i utförande och kan delas in i fem olika arbetssätt: Projektbaserad. Funktionell. Cellbaserad (Flödesgrupp). Lineutformad. Kontinuerlig tillverkning.
Det som kännetecknar de fyra första produktionsuppläggen är att materialet som förädlas avser styckvisa produkter medan den kontinuerliga tillverkningen mäts i vikt eller volym. (Olhager, 2013)
2.7.1 Funktionell
Det som främst karaktäriserar den funktionella layouten är att
produktionsresurserna eller maskinerna placeras beroende på funktion.
Exempelvis placeras svarvar, fräsar och slipmaskiner var för sig. Nackdelen med upplägget är att logistiken blir tämligen svåröverskådlig vilket främst baserar sig på att interntransporten blir omfattande och materialflödet invecklat. (Mattsson & Jonsson, 2011)
2.7.2 Kontinuerlig tillverkning
Förutsättningen för att kontinuerlig tillverkning ska kunna ske måste råmaterial alltid ligga på lager och att processen kan påvisa en hög tillgänglighet. Dess
kännetecken är ett smalt utbud av tillverkade produkter. Här är kapaciteten mellan de ingående stegen i produktionen väl avvägd, där maskinerna utgör
kärnverksamheten i förädlingen samtidigt som operatörerna utgör en mer processövervakande funktion snarare än tillverkande.
Kombinationen av olika produktionssystem styrs av produkternas färdigställande. Därför kan kontinuerlig tillverkning blandas med andra produktionsupplägg exempelvis funktionell. (Olhager, 2013)
Teoretisk bakgrund
2.8 Revit Architecture
Revit är en teknologisk plattform som stödjer arkitektur, konstruktion och
mekaniska kunskapsområden. Revit Architecture är ett moduleringsprogram med bestämda strukturer och skapar en virtuell 3D-byggnation. Programmet är baserad på en avancerad BIM (Building Information Modeling) och innebär att hantera information om virtuella byggnader på ett intelligent och styrningsvänlig sätt för projektering och arkitektur. (D´Elia, 2010)
2.9 Inköp och Materialhantering
2.9.1 InköpInköp styrs av efterfrågan på material och avser den funktion som kommer till produktionssystemet. Inom inköp finns två förgreningar: (Mattsson & Jonsson, 2011)
Strategisk anskaffning: Genom att välja leverantör och skapa avtal med
långsiktiga relationer kan företaget förse motparten med behovsinformation.
Operativ anskaffning: Utefter en upprepande identifiering av
anskaffningsbehov förmedlas inköps-order till olika leverantörer och därefter säkerställs leveransen enligt avtal.
2.9.2 Materialhantering
Förflyttningen och hanteringen av det interna materialet avser en inre funktion för materialhanteringen i en verksamhet. Inom materialhanteringens område gäller bland annat: intern godstransport, verifiering av leverans,
godsavsändning/godsmottagning. (Mattsson & Jonsson, 2011)
2.10
Materialflöde
Materialflödesanalys är en central analys för att identifiera potentiella
förbättringsområden. Genom en materialflödesanalys kan verksamheten få en bild på hur materialet flödar genom hela produktionsverksamheten. Ett materialflöde beskriver hur materialvägarna flödar samman och skapar ett materialflödesschema, ett helhetsperspektiv över flödesprocessen. (Olhager, 2013)
2.10.1 Materialflödesschema
Vid kartläggningen av ett materialflöde är det lämpligt att på ett pedagogiskt sätt utforma ett materialflödesschema. Med hjälp av schemat kan ett företag analysera och effektivisera materialflödet och därmed sänka exempelvis genomloppstiden eller materialhanteringen med interna transporter. Ett materialflödesschema är ett underlag bestående av symboler för de olika aktiviteterna. Syftet med denna kartläggning är att få en förenklad överblick över flödet. (Mattsson & Jonsson, 2011)
Syftet med ett materialflödesschema är att studera den nuvarande layout som anses ha potential till förbättringar och därefter åstadkomma en effektivare layout. Ett materialflödesschema är en planskiss över den observerade verksamheten där respektive anläggning och aktivitet som materialförflyttning beskrivs med hjälp av symbolerna ovan. (Mattsson & Jonsson, 2011)
Teoretisk bakgrund
2.11
Arbetsmätning
Arbetsmätning, benämns även som arbetsstudie eller tidsstudie syftar till att undersöka och fastställa standardtiderna i en verksamhet. Redan i slutet av 1800-talet lade Frederick W. Taylor grunden till arbetsmätning inom industrin genom Taylors organisationslära ”Scientific Management”. Metoden bestod av en analys för arbetsuppgifternas utförande och en uppdelning av arbetsmomentet för att sedan studera dessa åtskilt med olika mättekniker. (Bergman & Klefsjö, 2012) Syftet med en arbetsmätning är att skapa ett underlag för planering, kalkylering samt hitta förbättringspotential i olika arbetsmetoder och eliminera icke
värdeskapande tid. Metodanalysen avser att söka efter metodförbättringar i form av exempelvis operationstider som består av ställ- och stycktider. (Olhager, 2013) Beräkningen av operationstider ger, enligt Olhager (2013), nödvändig information för kapacitetsplanering som i sin tur har en direkt påverkan på dimensioneringen av resursutnyttjandet. Dessa beräkningar kan även användas för
operationskalkylering som underlag för lönesättning om metoden används. Ställtiden som är en del av operationstiden, syftar på den tid det tar för operatören/föraren att ställa om till en ny operation. Genom att minimera ställtiden kan verksamheten öka den tillgängliga kapaciteten och flexibiliteten i arbetet. Stycktiden är enligt Olhager (2013) själva bearbetningstiden för
operationen. Alltså blir den totala operationstiden för ett arbete summan av den totala ställtiden och stycktiden.
De traditionella mätteknikerna som används är enligt författarna Anderson, Audell, Giertz & Reitberger (1992):
Arbetsmätning med stoppur.
Tidformler.
Elementartidssystem.
Frekvensstudier.
2.11.1 Arbetsmätning med stoppur
En tidsstudie med stoppur är en direktanalys av ett arbete, och syftar på att fastställa ställ– och stycktiden för en specifik operation. En arbetsmätning med stoppur är en metod som utförs på ett redan etablerat arbete och uträttas kontinuerligt. Därför är metoden olämplig i planeringssyfte eftersom det kan resultera i en osäker analys. (Olhager, 2013)
För att påbörja en stoppurstudie kräver att arbetet som ska mätas indelas i operationssteg. Dessa steg kan utformas beroende på arbetsmetod. Gränsen mellan stegen ska vara tydliga med en naturlig övergång. Är gränsen oklar kan det leda till svårigheter vid avläsning av stoppuret. Gränsen får inte heller vara för omfattande. En bredare gräns innebär att fler variabler måste tas hänsyn till vilket försvårar uppgiften. (Anderson, Audell, Giertz & Reitberger, 1992)
Vid utförandet av en arbetsmätning med stoppur krävs en klocka som tar tiden i centiminuter. Ett arbetsunderlag används för att införa ett protokoll vars utseende bestäms av studieobjektet. Observationerna av tidsstudien utförs enligt
kontinuitetsmetoden eller nollställningsmetoden. (Anderson, Audell, Giertz & Reitberger, 1992)
Enligt Anderson et al. (1992) kan observationen ske på två olika sätt, kontinuitetsmetoden och nollställningsmetoden.
Kontinuitetsmetoden innebär att stoppuret går oavbrutet under hela
observationen där varje avläsning vid steggränserna ger ett tidsvärde från observationens början. Det innebär att observationen får en komplett cykeltid med operationstiden inkluderad.
Fördelen är att genom kontinuitetsmetoden kan observationen bestämmas utan att ta hänsyn till observatörens reaktionstid.
Nackdelen med denna studie är dels att steggränserna blir svåra att bestämma men även att de olika operationstiderna beräknas i efterhand.
Nollställningsmetoden bygger på att nollställa klockan efter varje avläsning
av steggränserna och den avlästa tiden blir den tid det tar för varje
operation. Därefter kan man addera delresultaten och få en hel cykeltid för det studerade momentet.
2.12
Riskanalys
En riskanalys innebär enligt Davidsson, Postgård & Hardestam (2003) metodisk identifiering av risker samt bedömningen av risknivåer. En riskanalys är en viktig metod vid planeringsprocessen. Genom att identifiera brister i arbetsmiljön utgör analysen ett underlag för riskreducerande arbete. En stor del av analysmetoden belyser olycksrisker och riskhantering. Genom en riskanalys klarläggs riskbilden och sannolikheten samt konsekvensen beräknas eller bedöms. Målet är att följa upp och försäkra sig om att en önskad nivå av säkerhet har erhållits på en arbetsplats. Genom analys kan en kontinuerlig förbättring av säkerheten uppnås och utvecklas.
Med ett välarbetat riskunderlag kan information och diskussioner överföras mellan berörda parter. Detta underlättar beslutfattandet av säkerhetsåtgärder genom att ställa krav på att analysen presenteras på ett sätt att underlaget kan begripas även av icke-experter. Analysen utgör ett underlag för kommunikation och kan
användas som hjälpmedel vid beslutsfattande inom organisationen. (Davidsson, Postgård & Hardestam, 2003)
Teoretisk bakgrund 2.12.1 Riskbedömning
Att mäta risker är enligt författaren Davidsson et al. (2003) en traditionell bedömningsmetod inom riskanalys. Syftet med bedömningen är att på ett systematiskt sätt kunna identifiera samt mäta riskerna för att därefter föreslå en förebyggande åtgärd mot en säkrare arbetsplats. För en verksamhet kan tre olika bedömningssätt för risksannolikhet urskiljas:
Empiriska skattningar.
Logiska system.
Expertbedömning.
Empiriska skattningar
Med empirisk skattning menar Davidsson et al. (2003) att sannolikheten bedöms utifrån tidigare händelser som inträffat. Dessa kan vara i form av
observationsmaterial eller tillbudsrapporteringar. Med andra ord, olyckor som redan inträffat och vad orsaken är.
Logiska system
Systemet modelleras med hjälp av felträdsanalys. Kombinationen av tekniska och mänskliga fel undersöks och beräknas. Med hjälp av logiska system kan
sannolikheten för fel och aktuella händelser uppskattas empiriskt, alltså grundad på erfarenhet och egna kunskaper.
Expertbedömning
Genom subjektiva skattningar av personer med god kännedom kan sannolikheten för de aktuella förhållandena uppskattas. Expertbedömningar ingår i många fall som en del av logiska system enligt ovan.
2.12.2 VOLVO Corporate Standard
VOLVO Corporate Standard är en intern standard för maskinsystem och är avsedd att användas som en säkerhetsutredning inför CE-märkning enligt SS-EN 292-2 (Volvo AB, 2006)
Riskbedömningen enligt standarden planeras och delas upp i:
Bedömningsmöte: Deltagare från olika berörda verksamheter eller med
erfarenhet kan bidra till att utfärda riskanalys och samlas för att gå igenom preliminära kravlistor.
Ifyllning av blankett: En bedömningsfas där observatörerna noterar skriftligt på
riskanalys-blanketten i kolumner som ”referens nr, plats, bruksfas nr, risktyp och risk orsakad av”.
Utvärdering: De observerade säkerhetsbristerna utvärderas enligt skalan S
(Konsekvens/Allvarlighetsgrad, Severity), P(Sannolikhet att skada
uppstår/frekvens, Probability) och R(Riskgradering/prioritering av risk, Risk). Dessa beskriver hur allvarlig säkerhetsbristen är, hur ofta risker uppstår och vilken prioritering riskhanteringen bör få. (Se bilaga 1)
Åtgärd: Med hjälp av riskgraderingsmatrisen (Se bilaga 2) föreslås en åtgärd för att
eliminera eller skydda mot risktypen. Riskgraderingsmatrisen visar vilken prioritet en risk bör få och därefter föreslås en rekommenderad åtgärd. Matrisen är inte absolut utan är en kompletterande handling på hur berörda kan gå tillväga vid en riskanalys.
Ny utvärdering: För att följa upp riskanalysen bör observatören genomföra en
ny utvärdering med förutsättningen att resultatet är tillfredställande, det vill säga att den önskade säkerhetsnivån uppnåtts.
Ansvarig: En ansvarig utfärdare utses för att beslut om åtgärd ska vidtas. 2.12.3 SS-EN 292-2
SS-EN 292-2 är en Europastandard som anger tekniska specifikationer för
konstruktörer och tillverkare att uppnå önskad säkerhetsnivå. Standarden kan även användas för andra produkter som har liknande risker. (SIS Förlag AB, 1992)
2.12.4 LISA - Lokalt InformationsSystem för Arbetsskador
Ett verktyg för att metodiskt minska arbetsskador, tillbud, störningar samt personalhändelser och därmed uppnå arbetsmiljölagens krav. LISA är ett arbetsredskap för att fånga upp händelsen direkt när de inträffar. Anmälan om tillbud kan skrivas in av alla medarbetare, men måste godkännas av behörig personal. (Miljödata AB)
Metod och genomförande
3 Metod och genomförande
Tredje kapitlet inleder med en kort beskrivning av analysen och vilka metoder som användes. I början av nulägesanalysen beskrivs de generella metoderna för projektet och avslutas sedan med specifika metoder för respektive del av analysen. Slutligen beskrivs genomförandet av det nya konceptet.
3.1 Nulägesanalys
En nulägesanalys av materialgården utfördes genom att primärt använda intervjuer och observationer. Huvuduppgiften var kartläggning av området med avseende på layout, inköp och materialhantering, flöde, tidsstudie med sträckmätning samt riskanalys.
3.1.1 Intervju
För att samla information och kartlägga nulägesanalysen intervjuades personal med anknytning till materialgården. Kompetens och erfarenhet samlades in och analyserades. Genom intervjuer med kontorspersonal och operatörer har olika perspektiv mottagits. Intervjuer har ägt rum inne på kontor men även ute på materialgården där operatörer arbetar. Logistikavdelningen bidrog med inköp och materialhantering samtidigt som frågor av tekniskt djup, exempelvis beskrivning av förädlingskedjan besvarades av ledningspersonalen. Intervjuerna har skett löpande genom projektet.
Den ingående intervjutekniken har till största del bestått av frågor baserade på en hög grad av strukturering och låg grad av standardisering, alltså öppna frågor där den tillfrågade erhållit stort svängrum gällande svar. För att kunna hålla
konversationen flytande har enkla följdfrågor konstruerats i form av ”varför”, ”hur fungerar det?” och ”vad menar du med det?”. För utformning av frågor har Trost (2005) och Patel & Davidson (2011) studerats.
I vissa fall valdes en annan intervjuteknik, exempelvis när logistikavdelningen intervjuades i syfte att ta reda på mängd och vikt på inkommande material samt distributionsbolag som levererar till materialgården. Frågorna innehöll en hög grad av standardisering och hög grad av strukturering. I detta fall erhöll den tillfrågade väldigt lite svängrum att besvara frågorna annat än det som eftersöktes.
3.1.2 Observation
Vid utförandet av nulägesanalysen användes observationer för att detaljerat studera materialgården med avseende på bland annat risker, personal, fordon, byggnadsstruktur samt material. Vid genomförande av arbetsmätning
observerades tidsanalysen, delvis utanför flödet men även genom aktiva
iakttagelser i hjullastaren med syfte att följa operationerna. Vid analysen av flödet observerades i vilken följd materialet hanterades.
När riskanalysen genomfördes verkställdes en så kallad ”strukturerad
observation”, där observatörerna i förväg diskuterade och skapade ett specifikt schema för riskanalysen. Detta innebar att känna till vilka områden analysen täckte och vad som skulle observeras. Varje enskild iakttagelse skrevs sedan ner på papper och noterades. Riskerna sammanställdes och en enskild bedömning utfördes efter varje riskmoment och riskområde.
Observationer är en stor del av nulägesanalysen och inkluderas i varje utfört moment.
3.1.3 Löpande analys
Dagbok fördes efter varje besökstillfälle på Volvo i Skövde. Detta i syfte att ha en övergripande koll på vad som utfördes under respektive besök, vilka samtal och intervjuer som genomfördes och med vem eller vilka. Detta för att säkerställa att ingenting glömdes bort av de insatser som var planerade. Av respekt till kollegor och personal har projektet haft en strikt professionell attityd utan några personliga utsvävningar i dagboken. (Se bilaga 17)
3.1.4 Layout
Vad menas med en layout? Hur ser en typisk layout ut? Enligt Olhager (2013) ”avser en layout den fysiska placeringen av olika resurser, såsom maskiner, arbetsstationer, lager och kontrollstationer”.
För att få en klar bild över materialgården är det lämpligt att konstruera en tydlig layout eller planskiss över området. Genom ett möte med smältverksteamet kunde gruppen få nyttig information om upplägget för att skapa en överblick över
gården. I mötet diskuterades lämplig personal att intervjua i syfte att samla information.
Genom en introduktionsintervju med ansvarig skiftledare fick gruppen en omfattande presentation av materialgården där observationer, diskussioner och noteringar spelade en tydlig roll för layout-utformningen. Presentationen
Metod och genomförande
En överskådlig hand-skiss kunde konstrueras av studenterna med en
sammanställning av materialgården där respektive materialficka, maskinplacering och viktiga strukturer antecknades. För att styrka skissen tillfrågades handledaren om en tidigare konstruerad planskiss fanns tillgänglig, och visas nedan i figur 3.
Vissa placeringar och konstruktioner i planskissen saknades. Med hjälp av hand-skissen kompletterades och uppdaterades den förvärvade layouten som ett underlag för vidare studier. Detta underlag visade sig spela en stor roll i projektet då de flesta analyser och diskussioner utgick från den uppdaterade planskissen. För att styrka och uppdatera layouten över aktuella materialgården användes ett illustrativt datorprogram i form av virtuell byggnationsutformning. Detta program bestämdes till ”Autodesk Revit Architecture”.
Revit Architecture
Idén om att använda ett datorstött visualiseringsprogram föddes tidigt under projektets diskussioner. Från en början handlade det om att använda ett så användarvänligt program som möjligt, men ändå kunna framföra projektets mål och grundidé i form av en planskiss. Sökandet av ett lämpligt program inleddes. I och med författarnas grundkunskaper i visualiseringsprogram (CAD) bestämdes det att Revit Architecture var lämpligast.
Sedan tidigare hade tillstånd anordnats för att ta bilder i och utanför
materialgården. Med hjälp av dessa bilder, tillsammans med den förvärvade planskissen och den modifierade skissen återskapades en visuell layout av dagens materialgård i datorprogrammet.
3.1.5 Inköp och Materialhantering
Mängden material som hanteras undersöktes genom att intervjua personal på logistikavdelningen. Materialgårdens behov kommuniceras mellan smältverket och logistikavdelningen för att planera inköpen.
För att kartlägga inkommande och utgående material, både externt såväl som internt sammanställdes en Excel-fil i ändamål att underlätta projektets
resultatredovisning. Denna Excel-fil bestod av ett antal parametrar:
Typ av material
Mängd (mätt i ton per vecka)
Antal leveranser (frekvens per vecka)
Inkommande eller utgående (om materialet köps in eller åker ut)
Leverantör
De parametrar som tidigare förvärvats genom intervjuer på smältverket var ”materialtyp” samt ”inkommande eller utgående leverans”. Det innebar att den sökta informationen från logistikavdelningen var mängd och leverantör. I snitt brukar personalen uppskatta att en lastbil levererar 32 ton material per last men kan variera beroende på materialets densitet. På så sätt räknades ett genomsnitt fram på antal leveranser veckovis.
3.1.6 Materialflöde
För att genomföra en flödesanalys krävs enligt Olhager (2013) att en
rimlighetsbedömning av ledtider och kapitalbindning görs på olika ställen längs flödet. Eftersom ekonomisk kalkylering är en av projektets avgränsningar kommer flödesanalysen exkludera kapitalbindningen längs flödet. Istället har projektet som mål att analysera materialflödet för att identifiera och effektivisera de mest kritiska processerna i det nya förslaget.
Ett materialflöde konstrueras genom intervjuer och observationer. Därför bestämde författarna att med hjälp av planskissen rita in flödespilar som visar transportprocessen för olika materialfickor.
Materialfickor strukturerades och numrerades som ett underlag för vidare analys av materialgårdens interna flöde. Genom intervjuer med respektive skiftledare på för- och eftermiddagen kunde ett materialflöde utformas.
Uppgifterna kompletterades genom att gå ut på materialgården och observera hur olika flöden hanteras. De viktigaste aspekterna som studerades var recepten till chargeringen och medelfrekvensugnen.
Metod och genomförande 3.1.7 Tidsstudie och sträckmätning
En arbetsmätning med stoppur kräver att arbetet som ska mätas redan utförs i verksamheten. Det innebär att en tidsstudie är ineffektiv vid arbetsplanering då exempelvis operatören saknar rutin och kräver därför extra tid vid varje moment. Innan en mätning kan påbörjas bör arbetet delas in i operationssteg följt av vilka parametrar som mäts. Det är viktigt att dessa gränser är lättuppfattade och naturliga utan avbrott för operatören. Är gränserna oklara kan det leda till inkonsekventa avläsningar av stoppuret vilket leder till felaktigheter. En annan viktig aspekt i tidmätning är att större gränser ger fler variabler och kommer därför påverka resultatet.
Planeringen av tidsstudien inleddes med att avgöra vilka parametrar att ta hänsyn till. Genom aktiva diskussioner kring vilka delar av materialgården som ska
analyseras bestämdes det att ingående undersökningar ska behandla materialflödet till chargeringen, som består av traversflödet och materialflödet till Kupan.
Påfyllningen av spån och övrigt material till medelfrekvensugnen. Påfyllningen av brikettpressen och färdiga briketter till chargeringen samt ingjutet material till containern, som sedan transporteras bort av en extern leverantör.
Med hjälp av de två ovannämnda metoderna i teorin bildades en sammansatt metod där både kontinuitetsmetoden och nollställningsmetoden ingick i observationen. Detta med hjälp av ett stoppur med möjligheten att mäta hela cykeltiden och deloperationerna.
Tidsstudien utfördes av två observatörer, de två författarna av rapporten. Resultatet slogs ihop till ett medelvärde som ett försök att eliminera personlig påverkan, exempelvis reaktionstid. Vid tidsstudien av materialflödet till Kupan, medelfrekvensugnen, brikettpressen samt ingjutet bestämdes att en observatör åkte med hjullastaren som transporterar materialet. Den andra observerar vid sidan av för att kunna ta del av samtliga moment, och komplettera med oförutsedda händelser. I tidsstudien av chargeringen analyserade båda
observatörerna operationen genom att sitta med i travershytten och tidsbestämma varje materialflöde.
Utöver tidsstudien bestämdes transportsträckan för varje enskilt flöde. Ändamålet är att vidare kunna avgöra effekten av en förbättrad layout med kortare
transportsträckor och snabbare operationer. Sträckmätningen för materialflödet genomfördes med hjälp av en lasermätare (Leica DISTO™ memo), lånat från Volvo. Sträckan som mättes var den kortaste sträckan ett fordon kan köra för att transportera materialet från punkt A till B. Den sanna transportsträckan för trafiken är missvisande och varierande vilket leder till skiftande mätsträckor.
En annan viktig aspekt i förberedelsen av en tidstudieanalys är, enligt författaren Ortiz (2006), att använda en tidsstudieblankett. Blanketten avsedd för rapporten innehöll:
Transporttid (transport med material)
Ställtid (transport utan material)
Frekvens (antal transporter för varje materialflöde)
Sträcka
Oförutsedd händelse
Operationstid per omgång och setta
Transporttiden för tidmätningen var den tid det tog för hjullastaren eller traversen från att den lastat på materialet till att den lossat materialet på bestämd plats. Ställtiden bestämdes till den tid det tog för transporten av fordonet utan material och tillsammans med operationstiden utgör totaltiden för varje materialflöde. Frekvensen i studien utgör antalet gånger en hjullastare eller travers åker för att slutföra en hel operation. Sträckan för flödet bestämdes genom att mäta den kortaste möjliga sträcka för att reducera och begränsa variationen av transporten. Punkten ”oförutsedd händelse” beskriver alla händelser som vanligtvis inte uppkommer vid normal operation. Exempelvis står en lastbil i vägen,
föraren/operatören tar en paus eller andra icke operationsrelaterade händelser. Den totala tiden för varje omgång och setta, ”operationstiden”, bestämdes genom att addera alla operationer och dess frekvens för varje delmoment och sedan avgöra hur lång tid det tar för exempelvis traversen att slutföra en komplett setta.
3.1.8 Riskanalys
I en riskanalys studeras sannolikheten att en risk inträffar och konsekvensen av händelsen om en olycka uppstår. (Göteborgs Universitet, 2008)
En riskanalys innebär enligt författarna Davidsson et al. (2003) att försöka identifiera risktyper och bedöma dess risknivå. Riskanalysen bedöms genom beräkningar eller uppskattningar för sannolikheten och konsekvensen för att en risktyp ska inträffa och därigenom belysa riskområden. Det finns olika
analysmetoder för att bedöma riskerna.
Volvo använder sig av en standard kallad för ”VOLVO Corporate Standard”, baserad på standarden ”SS-EN 292-2”. Denna standard är främst framtagen för maskinsystem, men modifierades för att kunna användas som övergripande riskanalysmall för materialgården. Förberedelsen för säkerhetsutredningen är enligt standarden ”VOLVO Corporate Standard” bland annat en sammanställning av:
Förundersökningsmaterial
Layouter, ritningar och skisser
Tidigare utredningar
Riskbedömning
Metod och genomförande
Eftersom standarden modifierades till en övergripande riskanalysmall bestämdes det att författarna utformade en riskanalys för vad som ansågs utgöra de största riskerna på materialgården. För att inte inveckla analysen, vilket kan leda till ett missvisande resultat, antecknades de punkter analysen skulle omfatta. Dessa punkter var: Fordon, Travers, Människa, Miljöfaktor och Slitage på viktiga områden.
En planskiss hade tidigare förvärvats och kunde användas i riskanalysen för bestämmandet av riskernas positioner. Riskbedömningen utgör den största delen av analysen och observatörernas mål var att bedöma materialgården så konsekvent som möjligt tillsammans med objektiva ögon och egen erfarenhet.
Företaget saknade tidigare utredningar på materialgården. Volvo hade enbart tillbudsrapportering och kommer behandlas senare i texten.
Genomförandet av riskanalys utgick från att författarna gick ut på materialgården med varsin riskbedömningsblankett samt Volvos interna standard tillsammans med de punkter analysen skulle belysa. Därefter noterades observerade risktyper, vilket sedan sammanställdes och behandlas senare i avsnittet för riskbedömning i resultatdelen.
Tillbudsrapporter mellan åren 2010 och 2014 erhölls från Volvo. Genom dessa identifierades olyckor och osäkerheter som framkommit inom materialgårdens område. Tillsammans med en planskiss på området analyserades varje enskild rapport och riskområden markerades genom att pricka in tillbudsplatsen med olika färger:
Röd – Mycket allvarlig händelse
Blå – Allvarlig händelse
Grön – Mindre allvarlig händelse
Med hjälp av tillbudsrapporteringen kunde ett mönster skapas, och genom en jämförelse mellan metoderna stärktes resultatet.
3.2 Nytt koncept av materialgården
Utifrån resultatet från nulägesanalysen kunde ett nytt förslag på materialgården arbetas fram. Kärnarbetet i genomförandet av det nya förslaget var diskussion, brainstorming och slutligen förverkligades idén i programmet Revit Architecture.
3.2.1 Idégenerering och brainstorming
Genom idégenerering och brainstorming har författarna i avsikt att implementera ett nytt förslag till koncernens projektledare, alltså plantera ett frö som
förhoppningsvis gror i tankarna hos berörda.
En session av kreativa tankar och förslag drevs fram där kärnan på förbättrade förslaget omfattade:
Struktur
Effektivitet
Säkerhet
Idéer antecknades och förslag på layout utritades dels som skiss på
whiteboardtavla men även på papper för snabb illustration. Efter flera förslag bestämdes enligt författarna själva, lämpligaste konceptet.
Propositionen konstruerades därefter som korrekt planlösning genom att först radera och justera den tidigare erhållna planlösningskartan. För att sedan rita ut nya gränser och konstruktioner för konceptet. Förslagen stärktes och motiverades genom beräkningar på för- samt nackdelar med avseende på ovanstående
parametrar, för att säkerställa att förslaget effektiviserar materialgården och inte tvärtom.
3.2.2 Studerande av koncept och designmetod
Utifrån studerande av litteratur kunde gruppen bilda en uppfattning om designutformning och samla potentiella tankar, för att underlätta
tillvägagångssättet samt uppnå ett effektivt koncept. Exempel på studerad litteratur är Cross (2000) och Ambrose & Harris (2000).
3.2.3 Illustrativt program
Genomförandet av det nya förslaget arbetades fram genom
byggnationsprogrammet Revit Architecture. Skillnaden mellan arbetet med det nya förslaget och nulägesanalysen var att den tidigare layouten illustrerade endast en planlösning. Den nya förslaget skulle illustrera författarnas tankar genom
tredimensionella bilder. Därför krävdes ett utförligare arbete av illustrationsskapandet, där den tidigare layouten utgjorde grunden för vidareutveckling av slutliga idén.
Resultat och analys
4 Resultat och analys
Fjärde kapitlet beskriver resultatet av nulägesanalysen och det nya förslaget. Första delen visar den aktuella layouten, personal och trafik samt materialhantering och inköp. Materialflöde, arbetsmätning och riskanalys redovisas. Avslutningsvis presenteras ett nytt koncept av materialgården.
4.1 Nulägesanalys, aktuell materialgård
Frågan ”Hur ser materialgården ut i nuläget?” besvaras genom en redovisning av den aktuella materialgården och dess upplägg. Med valda analysmetoder beskrivna i tredje kapitlet erhölls följande resultat. Layoutavsnittet bekantar läsaren över området med en detaljerad förklaring på placeringar och objekt.
4.1.1 Layout
Första bilden illustrerar en överblicksbild över materialgården och påvisar
placeringar över maskiner, material, uppställningsplatser samt olika byggnationer innanför och utanför materialgården. För en enklare överblick bryts bilden ner i tre delar: öster, väster och ett centralt område där placeringar förklaras.
Figur 4. Bilden illustrerar materialgården och skapades med hjälp av programmet Revit Architecture. Fullständig information hänvisas till AB Volvo.
Västra delen av materialgården, chargeringsområde med travers.
Granuleringen (överst till vänster i figur 4) består av slaggprodukter från
kupolugnens smältprocess. Nedanför granuleringen står en hytt med en arbetande operatör. Tillsatsmaterialet dumpas av en hjullastare i Kupan och befinner sig nedanför kokshytten. Från travershytten styr operatören åtgången av järn via en magnet-travers innan det transporteras till kupolugnen. Bredvid travershytten finns ett förråd och i anknytning till den en hiss.
Utanför materialgården illustreras två materialfickor och intill dessa befinner sig en slampress. Bredvid slampressen är en syrgastank uppställd med en
uppsamlingsplats för redskap till hjullastaren.
Centrala delen med brikettpress och balkong.
Till vänster i bild står en brikettpress som pressar spån till briketter. Till höger om brikettpressen illustreras två materialfickor framför en balkong. Mellan ingångarna påvisas materialfickor både innanför materialgården och utanför.
Det östra hörnet med ingång från smältverket.
Vid ingången till smältverket står två portioneringsfickor till MF. Till höger om ingången från smältverket står en uppställningsplats med material 17 och 18. De fyra materialfickorna längst till höger används till MF och till kupolugnen. Material 2 transporteras med hjullastare till containern som sedan lämnar materialgården för krossning. Utanför gården finns en uppställningsplats för truckar samt sopstation. Därvid finns ett filter till induktionsugnen MF.
4.1.2 Fordon och personal
Materialgården är en tungt trafikerad arbetsplats med människor och fordon som tillsammans delar det trånga området. Hjullastare, truckar, elbilar och lastbilar kommer in med jämna mellanrum. Trafiken nyttjar gården gemensamt med magnet-traversen. Det finns X ordinarie anställda närvarande på materialgården: Lastningsmottagare, traversförare/chargerare, koksoperatör, skiftledare samt förare av både hjullastaren och gårdstruck. Utöver dessa vistas personal från smältverket och brukar området som rökplats tillsammans med personal från andra avdelningar. Personalen beträder gården till fots eller via elbil och truck för genomfart in till smältverket. Externa leverantörer kör in kontinuerlig för lastning och lossning av gods.
Resultat och analys 4.1.3 Inköp och materialhantering
Efter intervju med logistikavdelningen kunde materialinköp och hantering noteras. Nedan förklaras materialtyp, leverantör, mängd (vikt), leveransfrekvens samt i ordning inkommande och utgående hantering.
Inkommande material
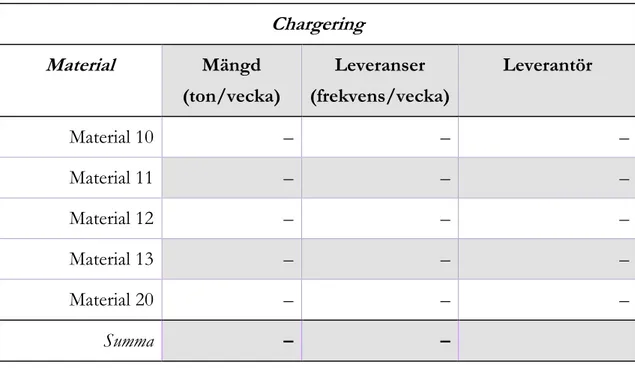
Tabell 2. Visar materialinköpet av metall till chargeringen. Fullständig information
hänvisas till AB Volvo.
Chargering Material Mängd (ton/vecka) Leveranser (frekvens/vecka) Leverantör Material 10 – – – Material 11 – – – Material 12 – – – Material 13 – – – Material 20 – – – Summa – –
Material 10 används till största del i smältan och levereras kontinuerligt. Material 13 hanteras på två olika sätt, dels återgången (materialet transporteras iväg och mals ner till mindre bitar för senare återleverans till materialgården) samt material som köps in från olika leverantörer. Det som i övrigt skiljer sig från extern
hantering är material 12. Material 12 transporteras av materialgårdens hjullastare mellan brikettpressen och chargeringen. Totalt levereras X ton material fördelat på Y leveranser medan resterande X ton förflyttas internt av hjullastare.
Tabell 3. Visar inköp av tillsatsmaterial till Kupan. Fullständig information hänvisas till AB Volvo. Kupan Material Mängd (ton/vecka) Leveranser (frekvens/vecka) Leverantör Material 4 – – – Material 8 – – – Material 22 – – – Material 23a – – – Material 23b – – – Summa – –
Tillsatsmaterial påvisar en större spridning av leverantörer, merparten utländska. Största delen av inköpet utgörs av material 23a och 23b, och fördelar sig på X leverantörer. Leveransen av materialet kommer från olika länder i Europa, fördelat på X olika distributörer. Material 22 respektive material 8 levereras med jämna mellanrum till materialgården. Totalt hanteras X ton tillsatsmaterial till Kupan veckovis, fördelat på Y leveranser.
Tabell 4. Påvisar materialmängd till MF, fördelat på en vecka. Fullständig information
hänvisas till AB Volvo.
MF (Medelfrekvensugn) Material Mängd (ton/vecka) Leveranser (frekvens/vecka) Leverantör Material 1 – – – Material 3 – – – Material 15 – – – Material 16 – – – Summa – –
Resultat och analys
MF används främst för återgång av eget material i form av material 1 och 3 från leverantörer i Skövde. Material 1 och 3 levereras kontinuerligt med lastbil medan material 16 påvisar en större variation av leveranser. Material 15 används sällan och köps därför enbart in vid enskilda tillfällen. Totala materielleverans: X ton distribuerat på Y leveranser per vecka.
Utgående material
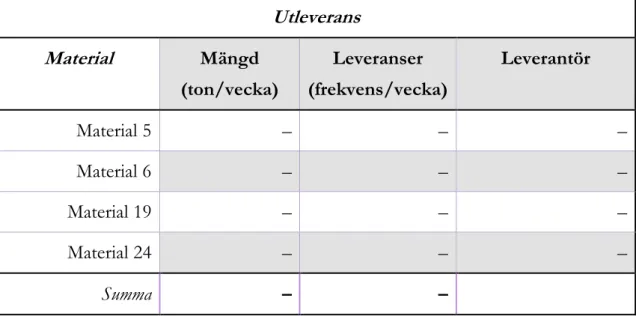
Tabell 5. Visar materialet som lämnar materialgården. Fullständig information hänvisas
till AB Volvo. Utleverans Material Mängd (ton/vecka) Leveranser (frekvens/vecka) Leverantör Material 5 – – – Material 6 – – – Material 19 – – – Material 24 – – – Summa – –
Material 5 fraktas bort av leverantör för att krossas till mindre bitar innan det levereras tillbaka som återgång till chargeringen (Se tabell 2). Material 19 säljs eftersom den interna hanteringen blir för kostsam. Utleveransen av material 6 och 24 sker dagligen.
Sammanlagt hanteras X ton material per vecka, varav X ton är inkommande och X ton är utgående. Fördelat på totalt Y leveranser ger det en omsättning på X ton/dag i snitt.
4.1.4 Flödesanalys
Utifrån genomförandet av materialflödesanalys erhölls resultat illustrerat dels genom utritning av pilar med olika färger rakt på den förvärvade
planlösningskartan, men även i ett flödesschema med olika symboler. För att få en klar överblick över olika transportvägar samt vilket material som åker vart beskrivs flödesanalysen på planlösningen först.
Pilarna illustrerade i figuren ovan beskriver materialflöden i materialgården och dess transport. Färgerna i figuren motsvarar olika flöden och beskrivs enligt följande:
Röd: Illustrerar flödet till chargeringen och opereras av travers.
Blå: Materialförflyttningen till Kupan, transporteras med hjullastare.
Mörkgrön: Material 1 och 3 samt 15 och 16 till MF
Svart: Flödet som åker ut från materialgården, internt mellan andra
byggnader och externa leveranser.
Ljusgrön: Interna flödet innanför materialgårdens väggar och beskriver
kvarstående transporter som är delmoment i andra processer. Siffrorna i figuren belyser materialfickor, maskiner och positioner. För mer
konkret hänvisning se bifogad bilaga (Se bilaga 3). För att beskriva materialflödet ur ett tydligare perspektiv väljer författarna att inkludera ett flödesschema i rapporten (Se bilaga 4)