Postadress: Besöksadress: Telefon: Box 1026 Gjuterigatan 5 036-10 10 00 551 11 Jönköping
Optimering av
produktflora
Reducering av antalet kvalitetssammansättningar
på Stora Enso i Jönköping
HUVUDOMRÅDE: Maskinteknik
FÖRFATTARE: Elias Bengtsson & Adam Teodorsson HANDLEDARE: Tomas Wigerfelt
Förord
Vi vill börja med att tacka Stora Enso för möjligheten att utföra detta examensarbete på fabriken i Jönköping. Det har varit ett väldigt givande och spännande uppdrag som har gett oss en hel del nya kunskaper inom processindustrin.
Vidare vill vi tacka all personal på fabriken men ett extra tack till vår handledare Karin Norén som verkligen engagerat sig och gett oss goda förutsättningar att komma vidare i arbetet. Även ett extra tack till Joakim Franzen, Daniel Skogman och Lars Eriksson som har besvarat frågor samt levererat den data vi behövt för att komma vidare i arbetet. Till sist ett stort tack till Tomas Wigerfelt på Jönköping University för god handledning i rapporten.
Vi är oerhört tacksamma för all tid och engagemang som personalen har visat!
Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom maskinteknik. Författarna svarar själva för framförda åsikter, slutsatser och resultat.
Examinator: Gary Linnéusson Handledare: Tomas Wigerfelt Omfattning: 15 hp (grundnivå)
Abstract
Abstract
The thesis has been done at Stora Enso Packaging in Jönköping. Being a manufacturing company of corrugated cardboard packaging means a large assortment of articles to meet the customer needs. The articles must have different characteristics to fulfill the customer
requirements, which they gain by having different kind of papers with different characteristics to achieve the customers purpose. This means that there are a high number of board grades at the factory in Jönköping.
The purpose of the study is to reduce the number of board grades and in that way see what saving and profitability it can provide for Stora Enso. Since a reduction in the number of board grades affects many different factors, the study will investigate what these are and how much they can increase the profitability in Swedish krona.
The study’s questions are:
[1] Investigate how a corrugated cardboard is manufactured and how it is constructed. [2] Clarify which factors are negatively affected by an excessive number of board grades. [3] Identify which board grades that can be removed and which board grades who can be replaced to increase the profitability but not adversely affecting the customers.
A case study has been made at Stora Enso in Jönköping to answer the questions. Methods such as literature studies, document studies, interviews and observations have been the basis for the data that the authors have obtained and collected.
With help from the theories together with the analysis has a clearly understanding of how corrugated cardboards are manufactured and how they are constructed. Factors have then been discovered and investigated, both qualitative but also quantitative. This has led to question three being answered and a result of the study has been produced.
The result shows that by replacing board grades with similar characteristics, and removing board grades that adversely affect the production, the authors have had a possibility in finding a profit. The result is discussed in chapter six, where also reliability and validity are discussed for the study.
The report is then concluded with a conclusion.
The study has given the company a great opportunity to continue this work with useful information, to convince any resistance that may occur.
Sammanfattning
Sammanfattning
Examensarbetet har genomförts på Stora Enso Packaging i Jönköping. Stora Enso levererar wellpappförpackningar som är specifika gentemot kundens efterfrågan och behov. En produkt utgörs av en så kallad kvalitetssammansättning vilket är en kombination av olika
papperssorter som styr produktens egenskaper.
I nuläget finns det ett väldigt högt antal kvalitetssammansättningar på fabriken i Jönköping vilket har genererat produktionsstörningar.
Syftet med arbetet är att ge underlag till företaget så att de kan reducera antalet
kvalitetssammansättningar och på så sätt se vilken besparing och förbättrad lönsamhet det kan ge. En minskning av antalet kvalitetssammansättningar genererar ett flertal synergier. Därmed kommer studien undersöka vilka dessa är och hur mycket dessa synergier kan öka lönsamheten i kronor.
Studiens frågeställningar är:
[1] Undersöka hur en wellpappkvalitetssammansättning tillverkas och hur den är uppbyggd.
[2] Klargöra vilka faktorer som påverkas negativt av ett för högt antal kvalitetssammansättningar.
[3] Identifiera vilka kvalitetssammansättningar som kan tas bort och vilka
kvalitetssammansättningar som kan köras istället för att öka lönsamheten men ej påverka kunden negativt.
En fallstudie har genomförts på Stora Enso i Jönköping för att kunna besvara frågeställningarna. Metoder som litteraturstudie, dokumentstudier, intervjuer och observationer har legat till grund för den data som författarna fått fram och samlat in. Med hjälp av teorierna tillsammans med analysen har en bättre förståelse för hur de olika kvalitetssammansättningarna tillverkas och hur de är uppbyggda. Faktorer har sedan observerats och undersökts, både kvalitativa men också kvantitativa. Detta har medfört att frågeställning 3 har besvarats och resultatet redovisas i studien.
Genom att ersätta kvalitetssammansättningar med liknande egenskaper samt ta bort
sammansättningar med lägre volymer har författarna sett en möjlighet till ökad produktivitet och lönsamhet. Resultatet diskuteras i kapitel sex där även reliabilitet och validitet diskuteras för studien.
Rapporten avslutas sedan med en slutsats.
Studien har lett till att företaget har en stor möjlighet att driva vidare detta arbete med en stabil grund att stå på, för att övertyga eventuell motståndskraft som kan förekomma. Nyckelord: Förbättringsarbete, Lean, TQM, Optimering
Innehållsförteckning
Innehållsförteckning
1
Introduktion ... 1
1.1 FÖRETAGSBESKRIVNING ... 1 1.2 BAKGRUND ... 1 1.3 PROBLEMBESKRIVNING... 21.4 SYFTE OCH FRÅGESTÄLLNINGAR... 2
1.5 AVGRÄNSNINGAR ... 3
1.6 DISPOSITION... 3
2
Teoretiskt ramverk ... 4
2.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH TEORI ... 4
2.2 DEFINITIONEN AV EN WELLPAPPKVALITETSSAMMANSÄTTNING ... 4
2.3 EKONOMISK ORDERKVANTITET ... 5
2.4 GAP– MODELLEN ... 5
2.5 LEAN PRODUCTION ... 5
2.5.1 Värdeflödesanalys ... 6
2.6 TOTAL QUALITY MANAGEMENT (TQM) ... 7
2.7 ABC-ANALYS ... 8
2.8 PARETODIAGRAM ... 8
2.9 ORSAK/VERKAN-DIAGRAM ... 8
2.10 DESIGN FOR MANUFACTURABILITY (DFM) ... 9
2.11 KVALITATIVA- OCH KVANTITATIVA SYNERGIER ... 9
3
Metod ... 10
3.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH METOD ... 10
3.1.1 Frågeställning 1 ... 10 3.1.2 Frågeställning 2 ... 10 3.1.3 Frågeställning 3 ... 11 3.2 ARBETSPROCESSEN ... 11 3.3 FALLSTUDIE ... 11 3.3.1 Litteraturstudie ... 11
Innehållsförteckning 3.3.2 Datainsamling ... 11 3.3.3 Observationer ... 11 3.3.4 Intervjuer ...12 3.3.5 Workshop ...12
4
Nulägesbeskrivning ... 13
4.1 PRODUKTIONSPROCESSEN WELLPAPP ...13 4.1.1 Planering...14 4.1.2 Welltillverkning ...14 4.1.3 Konvertering...14 4.1.4 Lager ... 15 4.2 NULÄGESBESKRIVNING KVALITETSSAMMANSÄTTNINGAR ... 154.2.1 Planskikt och vågskikt ... 15
4.2.2 Kvalitetssammansättningar ...16
4.2.3 Kategorisering kunder ... 17
4.2.4 Presentation av kvalitetssammansättningar och flutegrupper ... 17
4.3 KÖRHISTORIK E FLUTE ...19 4.4 KÖRHISTORIK B FLUTE ... 20 4.5 KÖRHISTORIK C FLUTE ...21
5
Analys ... 22
5.1 FRÅGESTÄLLNING 1 ... 22 5.1.1 Analys av frågeställning 1 ... 22 5.2 FRÅGESTÄLLNING 2 ... 24 5.2.1 Analys av frågeställning 2 ... 24 5.2.2 Kvalitativa faktorer ... 24 5.2.3 Kvantitativa faktorer ... 27 5.3 FRÅGESTÄLLNING 3 ... 29 5.3.1 Analys av frågeställning 3 ... 29Innehållsförteckning
6.1.2 E6 och E2 ... 48
6.1.3 C5 och C9 ... 48
6.1.4 C12 och C3. ... 49
6.1.5 B4 och B8 ... 50
6.2 ÅTGÄRDSFÖRSLAG FÖR ÖVRIGA KVALITETSSAMMANSÄTTNINGAR ... 50
6.2.1 B22 och B20 ... 50
6.2.2 E14 ... 51
6.2.3 B27, B25, B21 och C15 ... 51
6.3 DISKUSSION KRING VALIDITET OCH RELIABILITET I UNDERSÖKNINGEN ... 52
7
Slutsatser ... 53
7.1 SLUTSATSER OCH REKOMMENDATIONER ... 53
7.2 VIDARE ARBETE ELLER FORSKNING ... 53
Introduktion
1 Introduktion
Kapitlet ger en bakgrund till studien och det problemområde som har undersökts. Vidare presenteras studiens syfte och dess frågeställningar därtill beskrivs studiens omfång och avgränsningar. Kapitlet avslutas med rapportens disposition.
1.1 Företagsbeskrivning
Stora Enso grundades 1998 då en sammanslagning gjordes mellan det finska företaget Enso Oyj och det svenska företaget Stora Kopparbergs Bergslags Aktiebolag. Det går att spåra företagets ursprung tillbaka till 1300-talet då de jobbade med kopparbrytning. [1] Idag är Stora Enso ett globalt företag som har verksamhet på alla kontinenter runt om i världen. Företaget fokuserar på att använda sin kompetens inom förnybara material och att på ett hållbart och miljösmart sätt skapa värde inom massa och pappersproduktion samt förpackningar och träprodukter. I hela Stora Enso koncernen är det ca 26 000 anställda och företaget är noterat på börserna i Stockholm och Helsingfors. År 2019 omsatte koncernen 10.1 miljarder EUR. [2]
Stora Enso har flera anläggningar i Sverige i form av kartongbruk, pappersbruk, massabruk, sågverk och förpackningsanläggningar. Det finns tre förpackningsanläggningar i Sverige vilka är Jönköping, Skene och Vikingstad. Fabrikerna utvecklar och producerar
konsumentförpackningar, transportförpackningar, displayförpackningar och hyllfärdiga förpackningar. Fabriken i Jönköping har ungefär 120 anställda och arbetar främst med produktion. Företaget har också avdelningar som produktutveckling, laboratorium och design. Produkterna som tillverkas är oftast kundanpassade och i Jönköping lägger man även mycket fokus på att leverera ett bra tryck. [4]
1.2 Bakgrund
Stora Enso i Jönköping producerar wellpapp och är en av tre fabriker som företaget har i Sverige. Företaget är måna om förnybart material och ökar ständigt sin utveckling av produkter och tekniker, samt strävar efter att ersätta fossilbaserade material. Produkterna som tillverkas används i alla tänkbara branscher såsom läkemedelsindustrin, klädindustrin, byggbranschen, tillverkningsindustrin med mera. Vissa produkter levereras till
livsmedelsbranschen och fabriken i Jönköping är livsmedelcertifierad vilket gör att hygien och renhet i produktionen är viktigt. [2]
Alla förpackningar/kartonger som Stora Enso tillverkar har olika kvalitetssammansättningar beroende på vad kunden efterfrågar och vad de ska användas till. Vilken
kvalitetssammansättning en förpackning har utgörs av vilka papper som den är sammansatt av. Kvalitetssammansättningarna som tillverkas i Jönköping består av papper på insidan, utsidan och i mitten. Vid kombination av olika papper blir det olika
kvalitetssammansättningar vars syfte kan vara olika. Det kan vara att den ska ha en jämn yta för ett högkvalitativt tryck, att den ska vara vattentålig, att den ska klara av en viss vikt eller att den ska vara i en viss färg. [4]
Varje kvalitetssammansättning har också en eller flera specifika banbredder som den ska köras på vid produktion. Målet är att kunna använda sig av så mycket som möjligt av banbredden, men ibland förekommer svårigheter att planera ut körningarna på rätt bredd vilket ökar mängden trimspill.
Beroende på kvalitetssammansättning och volym kan olika hastigheter uppnås. När volymen ökar blir det längre produktionskörningar och en högre hastighet. Antalet
kvalitetssammansättningar som Stora Enso har påverkar många faktorer i produktionen men också andra avdelningar och uppgiften är att försöka förändra och reducera antalet
Introduktion
1.3 Problembeskrivning
Att leverera premiumprodukter som är specifika för olika kunder har vissa nackdelar och kan skapa störningar i produktionen. Detta på grund av att olika kvalitetssammansättningar kräver en unik kombination av olika papperssorter. Att ha många olika
kvalitetssammansättningar leder också till mycket beställningar med låga antal löpmeter eftersom vissa sammansättningar får order från enbart en eller väldigt få kunder. Målet är att kunna köra maskinen med så höga löpmetertal som möjligt eftersom maskinen då kan hålla en högre hastighet. Det optimerar utnyttjandet och antal ställ i produktion minimeras. De olika kvalitetssammansättningarna produceras även på olika banbredder och det har en stor påverkan på mängden trimspill som blir. Trimspill går inte att få bort helt, men det finns många kvalitetssammansättningar som har för mycket spill på grund av att de körs på fel banbredd. Detta är på grund av kundens krav på bredd och istället för att neka en order så körs ofta produkten ändå fast på fel banbredd än vad som är standard för
kvalitetssammansättningen, vilket ökar mängden trimspill.
Många kvalitetssammansättningar har nästan identiska sammansättningar papper vilket gör att styrkevärdena mellan vissa kvalitetssammansättningar kan skilja marginellt. Flera kvalitetssammansättningar är alldeles för lika i onödan och det bör undersökas om det finns möjlighet att ersätta dessa eller slå ihop med en annan. På det viset skulle en reducering av antalet kvalitetssammansättningar ske men man skulle ändå kunna leverera det kunderna efterfrågar. Antalet småordrar skulle minska och företaget skapar helt nya möjligheter att optimera produktionen vad gäller banbredd, antal löpmeter och att minska antalet ställ som genererar hastighetsförluster.
Vissa kvalitetssammansättningar körs mycket effektivt med låga spillprocent samt höga löpmeter/timme och detta bör undersökas så bara de “sämre” kvalitetssammansättningarna försvinner. Det finns även vissa kvalitetssammansättningar som bara körs några enstaka gånger om året och det kan vara småkunder som man bör undersöka om det är värt att ha kvar som kund.
1.4 Syfte och frågeställningar
Syftet med arbetet är att ge underlag till företaget så att de kan reducera antalet
kvalitetssammansättningar och på så sätt se vilken besparing och förbättrad lönsamhet det kan ge för Stora Enso. Då en minskning av antalet kvalitetssammansättningar genererar många olika synergier kommer studien undersöka vilka dessa är och hur mycket dessa synergier kan öka lönsamheten i kronor.
Studiens frågeställningar är:
[1] Undersöka hur en wellpappkvalitetssammansättning tillverkas och hur den är uppbyggd. [2] Klargöra vilka faktorer som påverkas negativt av ett för högt antal
kvalitetssammansättningar.
[3] Identifiera vilka kvalitetssammansättningar som kan tas bort och vilka
kvalitetssammansättningar som kan köras istället för att öka lönsamheten men ej påverka kunden negativt.
Introduktion
1.5 Avgränsningar
Arbetet är avgränsat till att reducera kvalitetssammansättningar på Stora Ensos fabrik i Jönköping endast och inte någon av deras andra fabriker.
Kvalitetssammansättningar som rör fisklådor, preprint och dubbelwell ska inte analyseras eller ändras på utan exkluderas från arbetet.
Vissa nyckeltal, siffror och text kommer att döljas i rapporten på grund av sekretess.
1.6 Disposition
Studien inleds med introduktionskapitlet där företagsbeskrivning och bakgrund till problemet förklaras. Bakgrunden resulterar sedan i en problemformulering och efter det kan syftet och frågeställningarna utformas.
Det andra kapitlet består av det teoretiska ramverket. Där beskrivs de teorier som anses vara relevanta för studien och som ger en bra grund för arbetet.
I det tredje kapitlet redovisas de metoder som har tillämpats i studien. Metoder som tillämpats följs av nulägesbeskrivningen med datainsamling.
I kapitel fem analyseras den data som samlats in och med hjälp av teorierna besvaras frågeställningen.
Åtgärdsförslag och diskussion presenteras i kapitel sex.
I kapitel sju presenteras studiens slutsats och rekommendationer till företaget. De avslutande kapitlen innehåller referenser och bilagor.
Teoretiskt ramverk
2 Teoretiskt ramverk
Kapitlet ger en teoretisk grund som används i studieupplägget och en bas för att analysera resultatet av de frågeställningar som formulerats.
2.1 Koppling mellan frågeställningar och teori
Teorierna i detta avsnitt har ett syfte att ge den teoretiska informationen som understödjer arbetet att besvara frågeställningarna. Den första teorin kommer främst att beskriva grunden för hur en kvalitetssammansättning egentligen är uppbyggd. Vidare i frågeställning 2 beskrivs teorier som är relaterade till produktionen och organisationens kunder. Teorier kopplade till frågeställning 3 handlar om hur det går att identifiera och kategorisera de
kvalitetssammansättningar/produkter kopplade till problemet. I figur 1 redovisas de teorier som är kopplad till varje frågeställning.
Figur 1: Koppling mellan frågeställningar och teori
2.2 Definitionen av en wellpappkvalitetssammansättning
För att inte skapa förvirring i rapporten är det viktigt att förstå benämningen
kvalitetssammansättning tidigt. I wellpappindustrin används inte ordet produkter utan det pratas om olika typer av kvalitetssammansättningar som är uppbyggda med olika egenskaper för att anpassas mot kundens efterfrågan.
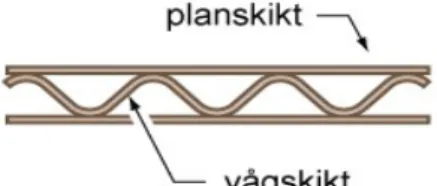
En ”wellpappkvalitetssammansättning” är vanligtvis uppbyggd av två lager planskikt (liner) och mellan planskikten är det fastlimmat ett så kallat vågskikt (fluting) [3]. De tre
pappersskikten kan kombineras med en mängd olika egenskaper som skapar olika typer av kvalitetssammansättningar beroende på efterfrågan.
De olika kvalitetssammansättningarna måste ta hänsyn till en så kallad kravspecifikation där hållbarheten på kvalitetssammansättningen har mätts upp i olika tester. De viktigaste styrkevärdena summeras i en så kallad ”EUPS” kod som Stora Enso använder sig av för att beskriva styrkan på kvalitetssammansättningen. EUPS står för ”End User Performance Standard” och är en universell standard som är gångbar i hela EU. EUPS värdet kommer från styrkevärdena böjstyvhet, sprängstyrka, staplingsstyrka och plankross tillsammans [4] [21]. Det finns olika papperssorter som används till planskiktet och dessa sorter styrs av kraven på kvalitetssammansättningen. Nedan visas en bild på hur planskiktet och vågskiktet sätts samman och bildar en wellkvalitetssammansättning.
Figur 2: Uppbyggnad wellpapp [17]
Undersöka hur en wellpappkvalitetssammansättning tillverkas och hur den är uppbyggd. • Definitionen av en
wellpappkvalitetssammansättning
Klargöra vilka faktorer som påverkas negativt av ett för högt antal
kvalitetssammansättningar. • EOK • Lean • GAP • TQM • Orsak/ verkan-diagram • Kvalitativa- kvantitavia synergier
Identifiera vilka
kvalitetssammansättningar som ska tas bort och redovisa besparingar samt
synergier av resultatet. • ABC analys
Teoretiskt ramverk
2.3 Ekonomisk orderkvantitet
Ekonomisk orderkvantitet (EOK) är en partiutformningsmetod som analyserar hur stor volym som anses vara mest ekonomiskt fördelaktig vid order och/eller tillverkning. Tillverkning av stora volymer vid färre tillfällen leder till högre kapitalkostnader och flexibiliteten minskar. Vid en minskning av ordervolymen minskas lagret och dess kostnader, men då ökar ordersärkostnaderna istället.
Då det går att hitta en kvantitet där det finns en balans mellan lager- och ordersärkostnaderna när båda är som lägst är den optimal. Då kallas kvantiteten ekonomiskt orderkvantitet. [19]
2.4 GAP – modellen
Runt mitten av 1980-talet togs GAP-modellen fram, en modell vars syfte var att påvisa 5 obalanser i skapandet av tjänstekvalitet. Obalanserna uppstår oftast i gränssnitten mellan parter nedanför enligt [12].
• Ledning och kund
• Ledning och medarbetare • Medarbetare och kund
De fem olika gapen i modellen gör att det kan uppstå avvikelser i kommunikationen mellan leverantör och kund vilket till slut kan leda till missnöje. Gapen som beskrivs i modellen är, enligt [12], följande:
Gap1: Skillnad mellan kundens förväntningar och leverantörens uppfattning Gap2: Specifikationen stämmer inte med marknadsavdelningens direktiv Gap3: Oförmåga att uppnå specificerade egenskaper
Gap4: Marknadsföring lovar mer än vad som levereras Gap5: Summan av alla skillnader (Gap 1–4)
Orsaker till att dessa gap förekommer kan vara bristfällig marknadsundersökning,
kostnadsbesparingar, dålig kommunikation, bristande kompetens, felaktiga tolkningar med mera. Vid en minskning av gapen blir missnöjet hos kunderna mindre och en högre kvalitet uppnås. [12]
2.5 Lean Production
Filosofin bakom Lean Production bygger på att eliminera icke värdeskapande processer och bara fokusera på vad som skapar mervärde med fokus på kunden. Tiden för dessa
värdeskapande processer är ofta mycket kort och mycket av den totala tiden går till spillo. Ett viktigt område under Lean är ställtidsreduktion eftersom ställ stjäl produktionstid bör dom undvikas så långt det går enligt [21]. Ett ställ kan delas upp i inre och yttre ställ där det yttre innebär moment som kan utföras samtidigt som maskinen producerar till exempel förbereda material som behövs. Ett inre ställ innebär att maskinen måste gå ner i takt eller stoppas helt för att omställningen ska kunna utföras [21].
Inom Lean pratas det om att använda sina resurser på ett så effektivt sätt som möjligt. Där diskuteras de 7+1 slöserier som hela tiden ska undvikas inom Lean och enligt [6][7] är dessa:
Teoretiskt ramverk
Överproduktion – Tillverkning av mer än vad som säljs binder mycket kapital, slöseri på resurser och andra kunder kan påverkas av onödigt långa leveranstider.
Väntan – Till exempel personal som väntar på arbetsuppgifter och att något ska ske. Lager – Lager är icke värdeskapande och ska enbart användas om det verkligen behövs för organisationen. Helst ska produkter levereras direkt till kunden.
Omarbete/kassation – Till exempel omarbeten eller reparationer som inte ökar värde hos kunden.
Rörelser – Moment som att gå mellan olika stationer är icke värdeskapande och bör minskas. Transporterna – Se till att transporterna utnyttjas till max och minska de onödiga.
Outnyttjad kreativitet – Handlar om att företag ska utnyttja sina anställdas kreativitet. Överarbete – Man arbetar mer än vad som behövs, inom Lean anses det vara onödigt. Eftersom Lean är ett väldigt brett forskningsområde kommer författarna att bara använda delar av filosofin som är kopplade till problembeskrivningen.
2.5.1 Värdeflödesanalys
Figur 3: Värdeflödesanalys
En värdeflödesanalys eller Value Stream Mapping (VSM) är en viktig del av Lean konceptet och är en metod som används ofta när organisationer driver olika förbättringsarbeten. Metoden bygger på att rita upp och se hela flödet från råmaterial till kund och undersöker vad som adderar värde för kunden samt identifierar icke värdeskapande processer. Detta är väldigt effektivt för att få en helhetsbild av flödet och för att se vilka faktorer som påverkas vid förändringar. Figur 3 visar processen för en värdeflödesanalys. [9]
En värdeflödesanalys har i detta fall inte gjorts för att analysera själva produktionens processer med syfte att förbättra utan detta gjordes för att få en överblick över hela flödet så författarna kan förstå vilka faktorer som påverkas av just detta projekt [9].
Teoretiskt ramverk
2.6 Total Quality Management (TQM)
Figur 4: Total Quality Management (TQM) [18]
TQM är ett koncept som innefattar ständigt förbättringsarbete i en organisation med mål att överträffa kundens krav. Modellen bygger på att alltid sätta kunden i centrum och hela tiden arbeta med förbättringsprocesser i organisationen. Konceptet är uppbyggt av att alla
avdelningar utöver produktionen som marknadsföring, redovisning, försäljning och finans är skyldiga till att jobba med att förbättra sin organisation genom till exempel utbildningar, ledarskap samt målsättning. TQM är enligt [5] ett väldigt brett arbetssätt och bygger på 5 viktiga punkter:
1. Sätt kunderna i centrum 2. Basera beslut på fakta 3. Fokusera på processer 4. Ständiga förbättringar 5. Delaktighet
Relevant för denna studie är egentligen alla punkter men den författarna viktar mest är ”ständiga förbättringar” eftersom detta bör kontinuerligt följas upp och uppdateras då marknaden kontinuerligt förändras.
Teoretiskt ramverk
2.7 ABC-analys
Artikelklassificering eller som det också kallas ABC-analys är ett verktyg för att gruppera produkter/artiklar i olika klasser med dess påverkan på resultatet. För att använda företagets resurser i förhållandet till resursinsatsen till det som ger störst effekt och har störst betydelse går det att differentiera ansatserna i företaget. Med ABC-analysen är det vanligast att en klassificering av sina produkter/artiklar sker. Underlaget i klassificeringen kan vara olika kriterier till exempel volymvärde per produkt, täckningsbidrag per produkt, besparing per produkt, antal kundorder per år eller antal lageruttag per år. [14]
Vid utförande av en ABC-analys brukar produkterna/artiklarna delas in i tre olika klasser, A, B och C. I A-klassen finns de produkter/artiklar som har högst värde utifrån det om studeras och undersöks vilket gör de till väldigt viktiga. Produkterna/artiklarna som ligger i B-klassen är de som är medelhöga i värde, de har varken hög eller låg efterfrågan. I C-klassen finns produkterna/artiklarna med det lägsta värdet. Detta beror oftast på att efterfrågan på dem är mindre vilket gör att de kan bli dyra för företaget och ibland inte lönsamma. [14]
A-klassen brukar stå för ca 10–20% av de högsta värdena och B-klassen har antingen lika stor procentdel eller större. Den största brukar oftast vara C-klassen, dock är den klassen som har minst värde. [14]
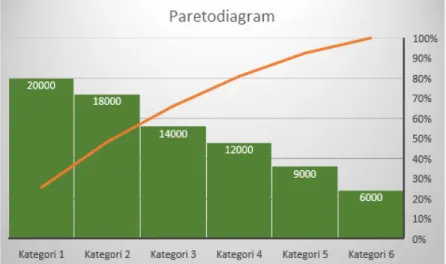
2.8 Paretodiagram
Med hjälp av ABC-analysen går det använda sig av ett paretodiagram. Diagrammet skapades av Vilfredo Pareto på sent 1800-tal. Diagrammet används oftast till att hitta de mest
väsentliga problemen på ett visuellt och överskådligt sätt. Data samlas in genom att den studeras och undersöks och kan sedan föras in i paretodiagrammet. Data måste vara relativt noggrann och tillförlitlig så att den stämmer bra överens med verkligheten för att få ett så bra resultat som möjligt. Diagrammet kan ibland kallas för 80/20 diagram, vilket grundas på att 20% av orsakerna står för 80% av problemen. Figur 5 nedan visar ett exempel på hur ett paretodriagram kan se ut. [15]
Figur 5: Exempel på ett paretodiagram
.
2.9 Orsak/verkan-diagram
Orsak/verkan-diagram syftar till att upptäcka orsaker till problem. Verktyget kan också benämnas som Ishikawadiagram eller fiskbensdiagram. Det används för att identifiera, utforska och på ett grafiskt sätt visa detaljerat hur orsaker till ett problem kan uppstå. Fördelarna med verktyget är att det inriktar sig på problemets innehåll, inte på problemets historia, samt fokuserar på orsaker och inte symptom enligt [15].
Vid identifiering av orsaker och med hjälp av brainstorming, beskrivs och förstås orsakerna bättre till problemet. Det är också viktigt att definiera vilka orsaker som är mest avgörande för problemet och vilka som kan gentemot inte kan påverkas. [15]
Teoretiskt ramverk
2.10 Design for Manufacturability (DFM)
Design for manufacturability (DFM) handlar om att konstruera produkterna mot hur produktionen är uppbyggd för att underlätta tillverkningsprocessen. DFM handlar om att i designprocessen utveckla produkter som är anpassade mot produktionen i nuläget för att minska kostnader. Detta i sin tur kan leda till att företag blir mer konkurrenskraftiga på marknaden med billigare och i längden mer kvalitativa produkter. Även interna kostnader i produktionen kan minska, och det i sin tur genererar högre marginal och lönsamheten ökar. I figur 6 redovisas stegen för DFM. [16]
Figur 6: Design for Manufacturability
2.11 Kvalitativa- och kvantitativa synergier
Kvalitativa synergier avser beskaffenhet, egenskaper och har oftast något slags värde. De är beräkningsbara och kan kopplas direkt till undersökningsobjektet. De kvalitativa synergierna har en stor påverkan på undersökningen då det går att få ut ett värde på det som beräknas och kan ligga till stor grund för undersökningen. [20]
Kvantitativa synergier behöver inte ha samma närhet till undersökningsobjektet som de kvalitativa. De kan gå mer in på bredden och undersöka olika aspekter och faktorer som påverkas under arbetet. De är oftast svåra att räkna på men kan ha en stor betydelse på undersökningen och resultatet i slutändan. [20]
Metod
3 Metod
Kapitlet presenterar de metoder som använts för att få fram den informationen som behövts för att kunna svara på studiens frågeställning, samt kopplingen mellan dem.
3.1 Koppling mellan frågeställningar och metod
För att komma fram till resultat i arbetet har författarna valt att göra en fallstudie eftersom syftet är tydligt avgränsat till ett specifikt område. Fallstudier passar bra då arbetet specifikt ska undersöka en del i detalj med syfte att förbättra en nuvarande situation där väldigt detaljerat och exakt data behövs för att skapa resultat [8]. Genom fallstudien har författarna analyserat olika dokument, data från affärssystem, genomfört intervjuer samt observationer i organisationen. Figur 7 beskriver kopplingen mellan frågeställningarna och metoder som använts i studien.
Figur 7: Koppling mellan frågeställningar och metod 3.1.1 Frågeställning 1
Undersöka hur en wellpappkvalitetssammansättning tillverkas och hur den är uppbyggd. För att besvara frågeställning 1 har litteraturstudie, intervjuer och observationer använts. Med hjälp av litteraturstudien fick författarna en bra teoretisk grund för hur produktion av
wellpapp fungerar. Intervjuerna för första frågeställningen gjordes med personal från både laboratoriet och produktionen för att få en djupare inblick i hur Stora Enso bygger upp sina kvalitetssammansättningar, och hur produktionsprocessen ser ut. Observationer gjordes vid rundvandring på fabrikerna i både Jönköping och i Skene, där personalen förklarade hela processen från ingående lager till färdigvarulager.
3.1.2 Frågeställning 2
Klargöra vilka faktorer som påverkas negativt av ett för högt antal kvalitetssammansättningar.
För att besvara frågeställning 2 har dokumentstudier, intervjuer, litteraturstudie och workshop använts. Dokumentstudierna från produktion som har använts i arbetet är från ERP systemet som Stora Enso använder sig av.Majoriteten av data är från 1 januari till 31 december 2019. Dokumentstudier från laboratoriet, inköpsavdelningen, säljavdelningen och Supply chain har också genomförts. Intervjuer har gjorts med personal från ovanstående avdelningar. Med hjälp av en workshop där personer från de olika områdena deltog hade författarna en diskussion tillsammans med deltagarna om vilka faktorer som påverkas av det höga antalet wellpappskvalitetssammansättningar och varför. Litteraturstudien bidrog till att författarna kunde få ut bra information om påverkande faktorer som inte var kända sedan tidigare.
Undersöka hur en wellpappkvalitetssammansättning tillverkas och hur den är uppbyggd.
• Litteraturstudie • Intervjuer • Observationer
Klargöra vilka faktorer som påverkas negativt av ett för högt antal
kvalitetssammansättningar. •Dokumentstudier •Intervjuer •Workshop •Litteraturstudie Identifiera vilka kvalitetssammansättningar som ska
köras på Stora Enso och vilka som ska tas bort samt beräkna besparingarna av resultatet.
•Dokumentstudier •Intervjuer •Beräkningar
Metod
3.1.3 Frågeställning 3
Identifiera vilka kvalitetssammansättningar som ska köras på Stora Enso och vilka som ska tas bort, samt beräkna besparingarna av resultatet.
För att besvara frågeställning 3 har dokumentstudier, intervjuer och beräkningsmetoder använts. Här har alla dokumentstudier från de olika avdelningarna använts för att kunna identifiera alla kvalitetssammansättningar och hur lönsamma de är för företaget. Intervjuer har skett successivt med personal på de olika avdelningarna beroende på vilka aspekter som har påverkats och frågor som har uppkommit. Tillsammans med de två nämnda metoderna har författarna kunnat räkna på kvalitetssammansättningar som har en liknande
sammansättning och hittat lönsamhet i att reducera kvalitetssammansättningar.
3.2 Arbetsprocessen
Studien genomfördes på vårterminen 2020 på företaget Stora Enso i Jönköping. Vid ett flertal möten med representanter för företaget kunde en problemformulering sättas upp tillsammans med syfte och frågeställningar. Med hjälp av observationer och litteraturstudie byggdes det upp en både teoretisk och praktisk grund för studien. Efter det kunde studiens insamling av data börja, med hjälp av dokumentstudier, intervjuer, litteraturstudie och workshop. En mängd kvalitativa och kvantitativa data samlades på det viset in. Teoretiska verktyg kunde tillämpas och definieras till arbetet. Med hjälp av den insamlade data tillsammans med teorierna kunde beräkningar göras på intressanta kvalitetssammansättningar och ett resultat togs fram. Det sista som gjordes i studien var diskussion och slutsats där resultatet och rekommendationer till företaget diskuteras.
3.3 Fallstudie
För att komma fram till resultat i arbetet har författarna valt att göra en fallstudie eftersom syftet är tydligt avgränsat till ett specifikt område. Fallstudier passar bra då arbetet specifikt ska undersöka en del i detalj med syfte att förbättra en nuvarande situation där väldigt detaljerat och exakt data behövs för att skapa resultat [8]. Genom fallstudien har författarna analyserat olika dokument, data från affärssystem, intervjuer samt observationer i
organisationen genomförts.
3.3.1 Litteraturstudie
Kunskapen om wellpapp och dess produktion var till en början väldigt låg, varför författarna valde att så fort problembeskrivningen var satt att börja gå igenom litteraturer som lånades från Stora Enso. Många metoder och koncept från det teoretiska ramverket är hämtat från olika kurser från vår studietid. Fakta från kursböcker som presenteras i referenslistan och en hel del information från internet är andra källor.
3.3.2 Datainsamling
Datasamlingen till studien bygger på litteraturstudierna ihop med teorin. Insamling av den fallstudie som genomförts har gjorts genom observationer på fabrikerna i Jönköping och Skene. Dokumentanalyser från 2019 års statistik, intervjuer av personal från olika avdelningar så som laboratorium, produktion, Supply chain, inköpsavdelning och säljavdelning.
3.3.3 Observationer
Observationer är en effektiv metod att samla in information på och det görs genom en iakttagelse av det studerade området. Under en observation upplevs den verkliga bilden på hur det faktiskt ser ut gentemot vad som sägs och beskrivs [10] [11].
Metod
3.3.4 Intervjuer
Under studiens gång genomfördes intervjuer med personal på olika avdelningar som arbetar på Stora Enso. Med låg grad av standardisering och strukturering på intervjuerna kunde de som blev intervjuade svara på frågorna mer obehindrat och utförligt. Detta gav en mer ingående förståelse över nuläget och situationen på företaget. Intervjuerna genomfördes parallellt med de andra metoderna för att kunna få svar på frågor som uppkommit under studiens gång. Intervjuerna har utförts både på plats på företaget men också genom digitala möten med hjälp av Microsoft Teams. Det senare på grund av Coronasituationen. Personal på följande avdelningar har blivit intervjuade:
• Produktion
o Processtekniker, kvalitetstekniker och maskinoperatörer • Laboratoriet
o Laboratoriechef och materialutvecklingschef • Inköpsavdelning
o Inköpschef • Supply chain
o Wellplanerare och Supply chain developer • Säljavdelning
o Sälj & marknadsdirektör och säljare
3.3.5 Workshop
Workshopen hölls med en representant var från de nämnda avdelningarna ovan i företagets kommunikationsverktyg Microsoft Teams. Intervjuer och dialoger med representanterna har genomförts innan dock bara individuellt och inte i grupp med de andra. Målet med
workshopen var att identifiera vilka faktorer som var mest väsentliga för studien och hur dessa påverkades av antalet kvalitetssammansättningar.
Workshopen inleddes med att visa nuläget på antalet kvalitetssammansättningar som
produceras på fabriken i Jönköping. Delvis för att få reaktioner från de olika representanterna men också för att skapa en diskussion mellan deltagarna. Efter det påbörjades en
brainstorming session för att tillsammans hitta flera faktorer vad som påverkas och diskutera frågor som uppstått i studien. Med hjälp av ett orsak/ verkan-diagram kunde faktorerna visualiseras och kopplas ihop till de olika områdena som berördes.
Efter workshopen hade författarna en bättre förståelse för de olika avdelningarna och tillhörande faktorer som påverkades av antalet kvalitetssammansättningar.
Nulägesbeskrivning
4 Nulägesbeskrivning
Kapitlet ger en beskrivning av rådande förhållanden kring kvalitetsutbudet och produktionsprocessen kopplade till problembeskrivningen
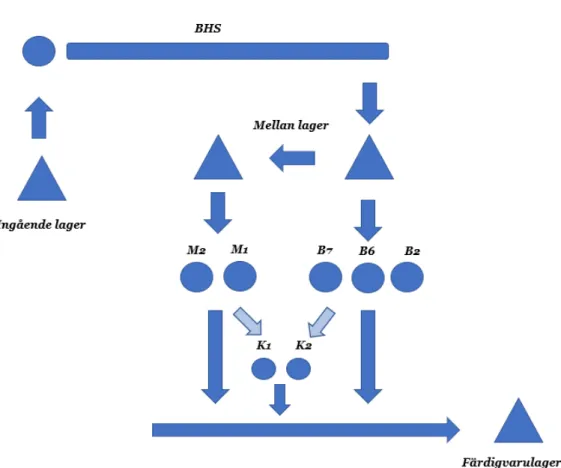
4.1 Produktionsprocessen wellpapp
Figur 8: Flödesschema
Produktionsprocessen på Stora Enso presenteras ovanför i Figur 8. Samt i tabell 1 nedan redovisas vilka maskintyper som finns och de interna benämningar för maskinerna.
Tabell 1: Maskiner i produktion
Maskintyp Intern benämning Egenskaper
Wellmaskin BHS Tillverkar kvalitetssammansättningarna
Planstans B6 Tryckkapabilitet, 6 färger
Planstans B7 Tryckkapabilitet, 5 färger, kamera för noggrant tryck Planstans B2 Endast stans, bearbetar ark utan tryck
Rotationsstans M1 Tryckkapabilitet, 4 färger, stora volymer Rotationsstans M2 Tryckkapabilitet, 2 färger, Stora volymer
Nulägesbeskrivning
4.1.1 Planering
Efter en kundorder har mottagits kommer den till ”packaging order” där den behandlas. Vid en order där artikeln inte har beställts tidigare måste den gå igenom en viss process för att ta sig vidare till produktionen. En order som däremot har beställts tidigare går direkt från ”packaging order” till wellplaneraren.
Wellplanerarens uppgift är att planera ut ordern i wellmaskinen. Beroende på artikel och vilken kvalitetssammansättning den ska bestå av kan det behövas att den kombineras ut med en annan order i wellmaskinen. För att optimera körningen på ett så effektivt sätt som möjligt använder sig planeraren av olika banbredder som finns för varje kvalitetssammansättning. Hela banbredden ska försöka utnyttjas så mycket som möjligt för att minimera det trimspill som uppkommer vid körning.
Från det att ordern läggs och till leverans är ambitionen att leverera inom 10 dagar. Planeraren har då 5 dagar på sig att få hem papper som behövs för tillverkning om det inte finns på lager. Efter det har de 3 dagar på sig att tillverka artikeln där den går igenom alla processer som krävs för att den ska bli färdig. De sista 2 dagarna kan se lite olika ut beroende på vilken kund som lagt ordern. Ibland lägger företaget artikeln på lager i en dag och sedan levererar dagen efter och ibland läggs artikeln på ett transportlager.
4.1.2 Welltillverkning
Flödet för wellpappsproduktionen redovisas i figur 4 där processen startar med att företaget köper in råmaterial (papper) från flera olika pappersbruk till sitt lager. Rullarna består av olika papper med varierande ytvikt som väger runt 3,5 ton styck och kan innehålla uppemot 10 000 meter papper per rulle.
Beroende på vilken kvalitetssammansättning som ska köras i wellmaskinen tas de specifika pappersrullarna från lagret till wellmaskinen. Pappersrullen matas sedan in i rullhanteringen där själva produktionen börjar.
Pappret går sedan in i wellmaskinen och kan uppnå en hastighet på 350 meter per minut beroende på hur stor ordern är och vilken kvalitetssammansättning som körs. Med hjälp av en metallcylinder som har ett vågmönster pressas pappret mot den och bildar vågskiktet i
wellpappen, även kallat flute. De två papperna som omfattar insida och utsida (planskikten) limmas fast på vardera sida om vågskiktet. Wellpappen är sedan klar och i slutet av maskinen beskärs den till olika ark där storleken på arken beror på vad kunden har beställt för artikel. Efter att arken har beskurits och är färdiga i wellmaskinen staplas de i högar och förs sedan med ett automatiskt bansystem till mellanlagret. Beroende på vilken kvalitetssammansättning som wellpappsarken är uppbyggda med måste de torka innan de kan transporteras vidare till konverteringen. Det kan skilja alltifrån 1 till 24 timmar beroende på hur sammansättningen av kvalitén ser ut, samt limmet. Detta görs för att få en så bra och exakt konvertering som möjligt.
4.1.3 Konvertering
Det är i konverteringen som förpackningarna blir tillverkade. Konverteringen är inte lika detaljstyrd som wellmaskinen är då den körs efter datum och volym. Genom att hitta en balans där emellan försöker personalen minska ställtiderna och få ett bra flöde. Detta är viktigt då konverteringen har underkapacitet i jämfört med wellmaskinen.
Då det finns ett stort sortiment av artiklar behöver inte alla gå igenom de olika maskinerna som finns i konverteringen utan bara maskinerna som krävs för att färdigställa emballaget. Det finns tre faser i konverteringen som förpackningen kan gå igenom beroende på vad kunden efterfrågar. Det är tryckning, stansning och ihoplimning.
Många förpackningar som tillverkas ska ofta ha ett tryck på sig. Det kan vara alltifrån en logotyp till ett tryck på hela förpackningen. Där spelar kvalitetssammansättningen en stor roll i vilket ytskikt den har beroende på hur detaljerat och hur hög kvalitet det ska vara på trycket.
Nulägesbeskrivning
På fabriken i Jönköping finns det både planstansar och rotationsstansar. De flesta av dessa maskiner har möjlighet att utföra tryck och själva trycket sker innan stansningen. Väl i stansningen stansas wellpappsarken ut med hjälp av fixturer som finns för varje förpackning. Fixturerna består av en träplatta med knivar på.
Efter stansningen läggs många av förpackningarna på lager då de är klara för leverans. Dock är det vissa förpackningar som ska limmas och fogas ihop innan leverans. Det sker i sista stadiet i konverteringen i en kapselmaskin. En del företag utför denna process själva medan andra överlåter det till Stora Enso. Förpackningarna är sedan klara för leverans och läggs på lager.
4.1.4 Lager
På lagret förvaras förpackningarna olika tid beroende på order och kund. Som nämnts ovan är ambitionen att leverera på 10 dagar och genomflödet i lagret är stort. En del kunder har köpt en egen del i lagret där de kan förvara sina order en längre tid om det behövs. Stora Enso har två färdigvarulager i Jönköping, ett som sitter ihop med fabriken och ett externlager som ligger en kort bit ifrån fabriken för längre lagring
4.2 Nulägesbeskrivning kvalitetssammansättningar
4.2.1 Planskikt och vågskiktFör att sammansätta och tillverka de olika kvalitetssammansättningarna behövs det tre lager. Planskikt som omfattar insidan och utsidan som består av liner och som vågskikt används fluting. Liner och fluting finns i olika ytvikter och brukar oftast mätas i gram per kvadratmeter (g/m²). Beroende på de olika kombinationerna av papper i de olika skikten tas de olika sammansättningarna fram.
Planskikten består av fyra olika liner:
• Testliner (TL) – Består till största del av returfiber. • Kraftliner (KL) – Består till största del av nyfiber.
• Whitetop kraftliner (WT) – Består till största del av nyfiber med ett ytskickt av vita nyfiber.
• Bestruken whitetop (WTL/WTF) - Består av till största del av nyfiber med en lätt- eller fullbestruken yta.
Vågskiktet består av två olika fluting:
• Returbaserad fluting (RF) – Består av 100% returfiber. • Halvkemisk fluting (HK) – Består av 100% nyfiber
På fabriken i Jönköping använder de sig av tre flutegrupper där en viss faktor multipliceras med löpmetern för att få rätt längd fluting för varje grupp. Faktorerna menas med att företaget använder 24-, 34- och respektive 44% mer av flutingen i vågskiktet än linerna i planskiktet. Detta gör att höjden på vågskiktet för de tre grupperna skiljer sig och är en av orsakerna som påverkar dem styrkemässigt. Tabellen nedan visar de olika flutegrupperna.
Nulägesbeskrivning Tabell 2: Flutegrupper Flutegrupp Faktor E 1,24 B 1,34 C 1,44 4.2.2 Kvalitetssammansättningar
På Stora Enso i Jönköping produceras det runt 60 kvalitetssammansättningar varje år. Det kan skilja stora volymer mellan vilka kvalitetssammansättningar som körs mest och de som körs minst.
I flutegrupperna finns det standard- och specialkvalitetssammansättningar,
standardkvalitetssammansättningarna är de som ligger i det vanliga utbudet av sortimentet. De får säljas fritt till alla kunder och behöver inte uppfylla vissa orderförutsättningar som specialkvalitetssammansättningarna behöver.
Specialkvalitetssammansättningarna är de kvalitetssammansättningar som kunden specifikt efterfrågar och kan skilja sig styrkemässigt, färg och/eller andra egenskaper som inte standardkvalitetssammansättningarna uppfyller. För att få igenom en order på en befintlig specialkvalitetssammansättning krävs vissa förutsättningar:
På grund av sekretess från företaget kommer dessa förutsättningar döljas. • Varje ordertillfälle ska omfatta minst 2000 m2.
• Konstruktion och kalkyl skall baseras på befintliga banbredder och full banbredd. • Order får ej vara dagsatta.
• Leveranstider enligt leveranstidslista.
• Logistikledare/wellplanerare skall alltid kontaktas vid varje ny förfrågan. • Planerare godkänner förfrågan.
Det finns också provkvalitetssammansättningar, dessa kvalitetssammansättningar är i utvecklingsfas och ligger inte i utbudet för kunder att köpa. En del
provkvalitetssammansättningar tas upp till sortimentet och blir en standard- eller
specialkvalitetssammansättning beroende på efterfrågan och hur pass bra den tillverkas. De kvalitetssammansättningar som inte lyckas med det förblir provkvalitetssammansättning eller tas bort helt från företaget.
Kvalitetssammansättningarna har alla en eller flera banbredder som de har bestämts för att köras i. Banbredderna används för att kunna kombinera ut de olika artiklar som körs i wellmaskinen. Kombinering används för att optimera körningarna på ett så smart och effektivt sätt som möjligt. Samt att utnyttja så mycket kapacitet som möjligt i wellmaskinen och minimera spillet som kan uppstå vid körningarna.
Nulägesbeskrivning
På fabriken i Jönköping använder de sig av totalt sju banbredder.
Standardkvalitetssammansättningarna har oftast ett flertal banbredder att kunna köras i medan specialkvalitetssammansättningarna har färre. Banbredderna mäts i millimeter (mm) och de sju som körs är:
• 2800 • 2650 • 2500 • 2350 • 2200 • 2150 • 1950 4.2.3 Kategorisering kunder
Stora Enso har kategoriserat alla sina kunder i en lista, beroende på hur mycket kunderna omsätter och hur viktiga de är för företaget. Listan är indelad i fyra grupper:
• Brons • Silver • Guld • Platinum
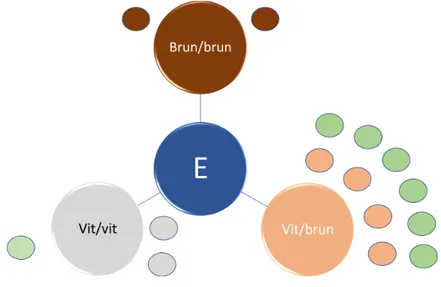
4.2.4 Presentation av kvalitetssammansättningar och flutegrupper
I figurerna nedan presenteras alla kvalitetssammansättningar och vilken grupp de tillhör där de gröna är specialkvalitetssammansättningar och resterande
standardkvalitetssammansättningar.
Figur 9: Kvalitetssammansättningar flutegrupp E
I Figur 9 presenteras kvalitetssammansättningarna som körs i flutegrupp E. E gruppen har den minsta faktorn i fluten vilket gör att det är den styrkemässigt svagaste gruppen av de tre.
Nulägesbeskrivning
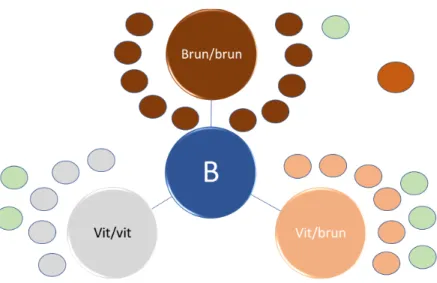
Figur 10: Kvalitetssammansättningar flutegrupp B
I figur 10 presenteras kvalitetssammansättningarna som körs i flutegrupp B. Denna grupp har högst antal kvalitetssammansättningar som körs på fabriken i Jönköping med många
standardkvalitetssammansättningar. EUPS-koderna i denna grupp ligger mellan 29 – 59 och gör den till den mellersta gruppen rent styrkemässigt. Det finns ett stort utbud av
kvalitetssammansättningar till de olika färgerna i denna grupp.
Figur11
:
Kvalitetssammansättningar flutegrupp CI figur 11 presenteras kvalitetssammansättningarna som körs i flutegrupp C. Det är bara standardkvalitetssammansättningar som körs i denna grupp och ett stort antal brun/brun och vit/bruna kvalitetssammansättningar. C gruppen har den största faktorn i fluten och det gör den till den starkaste. Kvalitetssammansättningarna har EUPS-koder som ligger mellan 58 – 95.
Nulägesbeskrivning
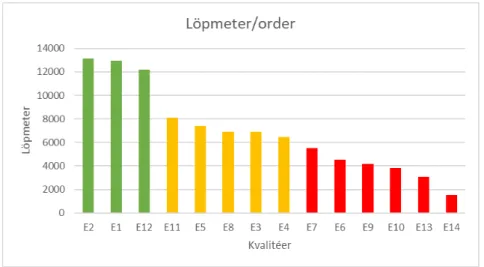
4.3 Körhistorik E flute
Figur 12: Antal löpmeter/kvalitetssammansättning E flute
I figur 12 ovanför redovisas kvalitetssammansättningarnas totala antal löpmeter för 2019. Kvaliéerna är sorterade i A, B och C klass där de gröna är så kallade A klass, gula B klass samt de röda är C klass. I A-klassen visas de vilka kvalitetssammansättningar som körs väldigt mycket och det beror såklart på mycket order från kunder vilket gör att dessa
kvalitetssammansättningar genererar höga volymer. Höga antal löpmeter leder även till att orderstorleken generellt ökar som i sin tur gör att hastigheten i wellmaskinen blir bättre. Kvalitetssammansättningarna under B och C har istället lägre antal löpmeter vilket ofta genererar mycket småorder som begränsar produktionens kapacitet genom
hastighetsförluster.
Figur 13: Antal löpmeter/order och kvalitetssammansättning E flute
I figur 13 ovan redovisas snittet på orderstorlekarna i löpmeter per kvalitetssammansättning. En ”bra” körning i wellmaskinen är att kunna utnyttja kapaciteten så mycket som möjligt vilket också innebär att ordern/körningen bör ligga runt 10 000 löpmeter, gärna över detta.
Nulägesbeskrivning
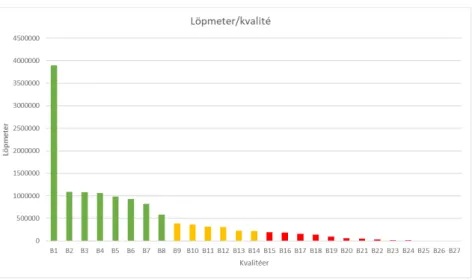
4.4 Körhistorik B flute
Figur 14: Antal löpmeter/kvalitetssammansättning B flute
I figur 14 ovan visas kvalitetssammansättningarna under B fluten och dess löpmeter. B1 sticker ut på ett positivt sätt med väldigt höga volymer eftersom detta är en
kvalitetssammansättning som beställs av en storkund.
Figur 15: Antal löpmeter/order och kvalitetssammansättning B flute
Figur 15 ovan visar antal löpmeter/order och kvalitetssammansättning där det visas att det bara är 4 av 27 kvalitetssammansättningar som har en snittorderstorlek över 10 000 löpmeter.
Nulägesbeskrivning
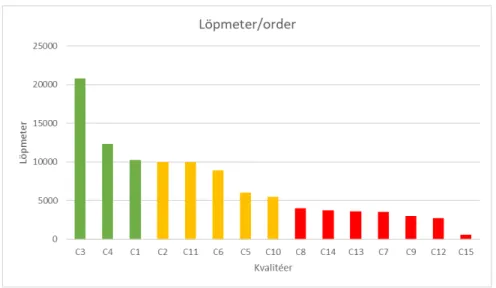
4.5 Körhistorik C flute
Figur 16: Antal löpmeter/kvalitetssammansättning C flute
Figur 16 ovan visar kvalitetssammansättningarna under C flute och dess antal löpmeter under året 2019. Här finns det flera kvalitetssammansättningar med väldigt få körningar och låga löpmeter som förhindrar wellmaskinens maximala kapacitet. Dessa
kvalitetssammansättningar bör undersökas om de är lönsamma att behålla.
Figur 17: Antal löpmeter/order och kvalitetssammansättning C flute
I figur 17 visas det att många av dessa kvalitetssammansättningar med låga volymer även har väldigt låga löpmeter per order. Det kan vara unika produkter som fortfarande är lönsamma men en undersökning om kunden kan tänka sig en kvalitetssammansättning med liknande egenskaper bör undersökas.
Analys
5 Analys
Kapitlet ger svar på studiens frågeställningar genom att behandla studiens resultat samt teorin från det teoretiska ramverket genom analys.
5.1 Frågeställning 1
”Undersöka hur en wellpappkvalitetssammansättning tillverkas på Stora Enso och hur den är uppbyggd.”
5.1.1 Analys av frågeställning 1
Efter att ha arbetat på företaget under en längre tid har data samlats in genom observationer, intervjuer och analyser av tidigare produktionsstatistik. För att kunna besvara studiens frågeställningar och komma fram till ett resultat behövs en helhetsbild av
produktionsprocessen för hur en wellpappkvalitetssammansättning tas fram och produceras. 5.1.1.1 Papperssorter
En wellpappkvalitetssammansättning skapas genom att sammanfoga en utsida, ett
mellanlager av fluting och en insida av olika sorters papper för att skapa en produkt anpassad till kundernas krav.Kraftliner och testliner används till bruna skikt med olika ytvikt beroende på kundens krav på egenskaper och slutanvändning. Testlinern är betydligt billigare eftersom den till stor del består av så kallad returfiber vilket också innebär att den är styrkemässigt svagare än kraftliner.
Flutingen kan bestå av antingen returbaserad fluting eller halvkemisk fluting där returbaserade flutingen är lite billigare och styrkemässigt svagare än den halvkemiska. Vill kunden ha vit utsida eller insida används bland annat whitetop kraftliner som är väldigt lik en vanlig kraftliner förutom till färgen, detta medför också att priset är betydligt mycket högre. Under färgen vit finns även WTL och WTF där WTL är en lättbestruken whitetop och WTF fullbestruken whitetop. Dessa används då kunden efterfrågar ett finare och exklusivare tryck, då en bestruken yta ger möjlighet till detta. Stora Enso kan leverera högkvalitativa tryck med hjälp av dessa papper.
5.1.1.2 Konstruktion av wellpappkvalitetssammansättning
Alla order som kommer in går direkt till ”packaging order” och om det är en produkt som körts tidigare går den direkt vidare till wellplaneraren, men är det en ny artikel som inte körts måste den gå igenom en viss process innan. Sälj tar in förfrågan från kunden som sedan skickar vidare prover till laboratoriet som ska undersöka vilken kvalitetssammansättning som skulle vara lämplig. Då undersöks främst standardkvalitetssammansättningarna som finns i produktutbudet just nu. Finns det ingen som är relevant för kunden kommer en
specialkvalitetssammansättning behövas konstrueras för att täcka kundens krav. Här finns ett gap mellan konstruktionsavdelning samt produktionsplaneringen.
Kvalitetssammansättningarna som konstrueras är inte anpassade mot Stora Ensos produktion vilket gör att det blir svårigheter för wellplaneraren att planera produktionen på ett effektivt sätt. När nya kvalitetssammansättningar ska konstrueras bör Stora Enso enligt teori ha en dialog med övriga avdelningar. Tillexempel produktion, konstruktion, supply chain och sälj där en diskussion bör hållas. Delvis om vilken bredd som blir lättast att planera ut samt vilken papperskombination som skulle fungera bäst i maskinen.
Då detta gap finns på företaget dras Stora Enso längre ifrån ”Design for manufacturability” (DFM). Att kunna anpassa kvalitetssammansättningarna mot produktion redan i
konstruktionsfasen gör att potentiella problem kan åtgärdas i tidigt skede. Att kunna
identifiera dessa i den fasen är den billigaste platsen att hantera de uppkomna problemen för företaget. Däremot upptäcks inte alltid problemen där utan i ett senare skede. Detta leder till att det blir svårigheter i produktion och tillverkningskostnaderna ökar för företaget.
Nummer ett är att ha kunden i centrum och prioritera dess behov men det går samtidigt att konstruera kvalitetssammansättningar som gynnar både kunden och Stora Enso själva. Det gäller att hitta en så bra balans som möjligt mellan dessa parter, för att få ett så bra resultat som möjligt.
Analys 5.1.1.3 Produktion
Författarna har genom observationer och intervjuer tagit del av hur produktionen ser ut på fabriken. Som nämnts tidigare består den utav två delar, welltillverkning och konvertering. Genom intervjuer med produktionspersonal har det framkommit att wellmaskinen har en överkapacitet i jämfört med konverteringen som förutsättningarna ser ut idag.
Vid stora körningar i wellmaskinen kan den komma upp i hastigheter mot 350 löpmeter per minut vilket medför att stora volymer kan produceras snabbt. Samtidigt under körningarna kan personalen ställa om och förbereda nästa körning, detta gör att jämna takter i maskinen hålls och skapar ett bra flöde.
Konverteringen har inte samma jämna takt som wellmaskinen. Varje förpackning har ett eget verktyg i stansarna och måste ställas om då en ny artikel ska köras. Det gör att ställtiden är mycket högre för maskinerna i konverteringen. Däremot har operatörerna flera maskiner att fördela ut arbetet på, dock har konverteringen ändå underkapacitet gentemot wellmaskinen. En del kvalitetssammansättningar har i sammansättningen olika ytvikt på insidan och
utsidan. Det kan leda till obalans och påverka produktionen negativt, speciellt i wellmaskinen. Största delen av tillverkningsförlusterna utgörs av kassationer och hastighetsförluster.
Förlusterna kan reduceras genom att försöka balansera sammansättningen av
kvalitetssammansättningen på ett bättre sätt. Utan att kvalitetssammansättningen skiljer sig i egenskaper från den föregående. Att anpassa produkten mot tillverkning är ett bra sätt att få en stabilare och mer effektiv produktion.
Analys
5.2 Frågeställning 2
”Klargöra vilka faktorer som påverkas negativt av ett för högt antal kvalitetssammansättningar på Stora Enso Jönköping.”
5.2.1 Analys av frågeställning 2
Genom att besvara frågeställning 1 har en mer grundlig och tydlig bild uppkommit för att kunna analysera frågeställning 2. Analysen har gjort att flera faktorer har kunnat identifieras och sedan undersökas. Detta har lett till att frågeställningen 2 har besvarats och resultatet visas nedan.
5.2.2 Kvalitativa faktorer
Vid genomförande av analys på undersökningsobjektet identifierades de kvalitativa faktorerna.
5.2.2.1 Spillkostnader
Efter att ha analyserat data från 2019 kan författarna tydligt se att spillkostnaderna är väldigt höga på vissa kvalitetssammansättningar. Det finns kvalitetssammansättningar som kommer upp runt 20% av totala vikten papper för den specifika kvalitetssammansättningen som leder till höga kostnader för Stora Enso. Författarna har sett att vart spillet uppkommer i processen varierar väldigt mycket från kvalitetssammansättning till kvalitetssammansättning. Vissa kvalitetssammansättningar har väldigt högt spill i wellmaskinen (upstream), vissa i konvertering och några har högt trimspill. Figur 19 nedan visar effekten av reducerade spillkostnader.
Figur 19 Effekter av reducerade spillkostnader [4]
Generellt spill i wellmaskinen kan ha flera orsaker, det kan till exempel vara att arken är krokiga uppåt och nedåt, delaminering mellan pappersskikten och till exempel
sprickbildningar. I konverteringen kan det vara mängden ställ som gör att maskinerna inte riktigt hinner justera i sig mot den nya kvalitetssammansättningen som ska köras. Detta gör att arken kan bli dåliga och behöver kasseras.
Trimspill är beroende på vilken banbredd företaget kör kvalitetssammansättningen på då de hela tiden försöker utnyttja banbredden så mycket som möjligt. En mängd olika
kvalitetssammansättningar skapar svårigheter att planera ut dessa på rätt banbredd. Det bildas då ett gap mellan den utnyttjade banbredden och totala banbredden vilket är det så kallade trimspillet.
Analys
Figur 18: Trimspill
5.2.2.2 Orderstorlek
Orderstorlekarna analyserades för att få en överblick över hur många löpmeter de olika kvalitetssammansättningarna hade körts under 2019. Däremot konstaterades det att bara för en kvalitetssammansättning hade stor årsvolym och många löpmeter inte alltid hade bra orderstorlekar. Vilket också kunde vara tvärtom, att en kvalitetssammansättning hade få löpmeter under året men bra orderstorlek väl när den kördes. Genom analys av körhistoriken från 2019 kunde författarna se att ordstorlekeken hade stor påverkan på hastigheterna i wellmaskinen och figur 20 nedan visar vissa synergier av ökade orderstorlekar.
Figur 20: Exempel på effekter av ökande orderstorlekar [4]
Genom ABC-analysen som visats i nuläget går det se att majoriteten av
kvalitetssammansättningar som körs i respektive flutegrupp, ligger under den förväntade storleken på ordern. Författarna valde att göra ett snitt på antal löpmeter per order för varje kvalitetssammansättning. Detta för att skapa en uppfattning av vilka som kördes bra, respektive sämre.
En bra körning på fabriken är 10 000 löpmeter eller högre, en hyfsad körning är mellan 5 000 och 10 000 löpmeter, och en dålig körning är allt under 5 000 löpmeter. Med det höga antalet kvalitetssammansättningar som finns i klass C, visas det tydligt att det är en faktor som påverkas negativt av ett för högt antal kvalitetssammansättningar. Då orderstorleken har en betydande roll för produktionen på fabriken bör den enligt teori undersökas. Delvis med hjälp av EOK men också i samspråk med produktionsledningen för att hitta en optimal gräns för vilken storlek på order som ska köras.
I tabell 3 nedan visas antalet kvalitetssammansättningar som kördes i varje klass.
Tabell 3: ABC-analys orderstorlekar
Klass Orderstorlek löpmeter Antal
A 10 000-∞ 10
Analys 5.2.2.3 Hastighet i wellmaskinen
Vid tillverkningen av kvalitetssammansättningar körs wellmaskinen i olika hastigheter beroende på vilken kvalitetssammansättning som ska tillverkas. Hastigheterna varierar alltifrån 5 000- till 15 000 löpmeter/h. Hastigheten har ett stort samband med
orderstorleken, vid små orderstorlekar är det svår att komma upp i den kapacitet wellmaskinen är kapabel till.
Papperssammansättningen i kvalitén har också en viss påverkan på hastigheten i
wellmaskinen. Som redan nämnts i frågeställning 1 har ytvikten på utsidan och insidan en viss påverkan på hur kvalitetssammansättningen körs. Då det finns risk att vissa
kvalitetssammansättningar blir obalanserade måste de köras på en lägre hastighet för att uppnå korrekt kvalité på produkten efter körning.
Målet för företaget är att köra maskinen med så hög hastighet som möjligt. Hög hastighet gör att wellmaskinen kan producera större volymer snabbare och få en mer stabil körning. Maskinen utnyttjas på det viset effektivt och antalet ställ reduceras. Andra positiva effekter som skapas är att maskinoperatörerna lär sig hur de olika kvalitetssammansättningarna ska köras på ett så effektivt sätt som möjligt. När en kvalitetssammansättning tillverkas i stor volym och ofta bygger operatörerna upp en god erfarenhet av hur den ska köras. Däremot är det oftast tvärtom med kvalitetssammansättningar som körs sällan. Hastighetsförluster i produktionsprocesserna minskar produktiviteten och ett exempel på hur snitthastigheten påverkar redovisas i figur 21 nedan.
Figur 21: Effekter av hastighetsökningar [4]
5.2.2.4 Ställ
Vid analys av antal ställ har det framkommit att konverteringen har flest ställ, delvis på grund av att det är fler maskiner men också det stora utbudet och egenskaper Stora Enso har på sina förpackningar. Däremot är det i wellmaskinen som författarna konstaterade att det höga antal kvalitetssammansättningar påverkade ställen mest.
Ställen som görs i wellmaskinen sker till stor del genom de yttre ställen. Pappersrullarna matas in i rullhanteringen och fixas iordning till nästa körning. Då personalen måste göra detta delvis manuellt så sker oftast en hastighetsreducering på wellmaskinen för
kvalitetssammansättningen som tillverkas för stunden. När wellmaskinen är klar med föregående körning påbörjas det inre stället. Det inre stället är då personalen kopplar samman papperna med maskinen och ställer in den för den kommande körningen.
Genom intervju med maskinoperatörerna framkom det att det inre och yttre stället tar i snitt 8 minuter i wellmaskinen. Vid kvalitetssammansättningar som inte körs så ofta kan det ta en betydligt längre tid, då operatörerna inte har erfarenhet eller kunskap om inställningarna på samma sätt.
Analysen har visat att ett för högt antal kvalitetssammansättningar påverkar ställen. Då personalen strävar efter att reducera antal ställ men också ställtiden påverkas det negativt av det höga antal kvalitetssammansättningar som tillverkas på Stora Enso. Nedan i figur 22 redovisas ett exempel på hur minskningen av antalet ställ påverkar produktionen.
Analys
Figur 22: Effekter av minskade antal ställ [4]
5.2.2.5 Papperskostnad
Kvalitetssammansättningarna är som nämnts tidigare uppbyggda av tre lager papper. Alla kvalitetssammansättningar har sina egna sammansättningar av de olika papperssorterna, även att det inte behöver skilja mycket på vissa kvalitetssammansättningar. Då det finns många kvalitetssammansättningar som tillverkas på fabriken så behövs det många varianter av papper. En del köps in i större volymer än andra vilket beror på efterfrågan på
kvalitetssammansättningen. Då en del kvalitetssammansättningar tillverkas sällan och i små volymer kan det bli att vissa papperssorter bara står på lager och binder kapital för företaget. Priser på papper skiljer sig beroende på vilka typer av papper som köps in. Papper som består till största del av nyfiber är dyrare än de som består av returfibrer och för flutingen så är halvkemisk fluting dyrare än returbaserad.
Som nämnts ovan behöver det inte skilja mycket på sammansättningarna och det kan i vissa fall vara samma sorts papper, det som skiljer är att ytvikten kan ha en differens med några gram. Det medför att kvalitetssammansättningarna nästan kan vara identiska rent
styrkemässigt.
Det höga antalet kvalitetssammansättningar påverkar papperskostnaderna på ett negativt sätt. Vid inköp av många varianter av papper och i många fall små volymer går Stora Enso miste om bonusar och andra förmåner från leverantörer. Detta blir små förluster för företaget för stunden men i längden kan bli väldigt stora.
5.2.3 Kvantitativa faktorer
Efter att de kvalitativa faktorerna identifierats breddade författarna undersökningen för att studera de kvantitativa faktorerna. Dessa beskrivs för varje avdelning nedan.
5.2.3.1 Produktionsplanering/Supply chain
Vid en närmare analys av planering kunde faktorer identifieras som har en påverkan på antal kvalitetssammansättningar som tillverkas på fabriken. Planeringen har en stor betydelse för hur tillverkningen av kvalitetssammansättningarna ska genomföras. Genom en reduktion av kvalitetssammansättningar påverkas planeringen positivt, dessa visas nedan:
• Wellplaneraren får mycket lättare att kombinera ut banbredder för
kvalitetssammansättningarna i produktion och utnyttjar så mycket kapacitet som möjligt i wellmaskinen. Detta medför att trimspill kommer att minskas.
• Färre ”Stock Keeping Units” (SKU). Medför att logistikhanteringen av råmaterial blir bättre och mer effektiv på fabriken.
• Lagerhålla kvalitetssammansättningar, genom att lagerhålla
kvalitetssammansättningar kan wellplaneraren anpassa sina körningar så effektivt som möjligt. Leder till att det blir stora volymer, ställ minskas, hastigheten ökar och

![Figur 4: Total Quality Management (TQM) [18]](https://thumb-eu.123doks.com/thumbv2/5dokorg/4572913.117054/14.892.285.609.175.504/figur-total-quality-management-tqm.webp)