Huvudområde: Industriell organisation och ekonomi Författare: Hanna Gunnarsson och Isabella Jordman Handledare: Peter Hugoson
Jönköping 2020 Juni
Optimering av lagerstyrning i
ett företag med
kundorderstyrd produktion
Postadress: Besöksadress: Telefon:
Box 1026 Gjuterigatan 5 036-10 10 00 (vx) 551 11 Jönköping
Förord
Inledningsvis vill vi tacka alla involverade i fallföretaget som bidragit med värdefull information, vilket ligger till grund för utförandet av denna kandidatuppsats. Ett extra tack riktas till vår handledare på fallföretaget, Daniel Pedersen som med tid och engagemang bidragit från början till slut. Vi uppskattar det trevliga bemötandet av samtliga under processen vilket bidragit till en positiv upplevelse. Slutligen vill vi säga ett stort tack till vår handledare på Jönköpings Tekniska Högskola, Peter Hugoson som kontinuerligt väglett oss och utmanat våra tankar och perspektiv under studiens gång. Jönköping 2020-06-06
Hanna Gunnarsson Isabella Jordman
Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom Industriell Organisation och Ekonomi, med inriktning Logistik och Ledning. Författarna svarar själva för framförda åsikter, slutsatser och resultat.
Examinator: Jan Weiss Handledare: Peter Hugoson Omfattning: 15 hp
i
Abstract
Purpose – The purpose of the study is to identify individual parameters on articles to
enable optimized inventory management in a company with customer-controlled production. Three questions have been formulated to answer the purpose.
1. Which parameters need to be considered to optimize inventory control?
2. Which parameters can be identified in a company with customer order driven production?
3. How can identified items be used in inventory management?
Method – The study was initiated with a feasibility study to elucidate the problem of
the subject and its context. The preliminary study in combination with a literature study contributed to the creation of the purpose and formulation of the study's three issues. Furthermore, the study is designed according to the type of one-case design where the interview was used as a data collection method. The interview contributed to qualitative primary data where the purpose was to illustrate key people's knowledge of the subject studied.
Findings – Identifying parameters that are important for optimizing profitability and
inventory management in a company is challenging. The problem with this lies in identifying the right parameters adapted for a company's production method and elucidating how these should be implemented. This study addresses important parameters for customer order controlled environment regarding various functions of a company. The result describes these parameters and shows how the parameters are advantageously used in an ABC classification to control the layer effectively.
Implications – The subject area of inventory management is well explored in existing
literature, which contributes to less space to generate new knowledge in the area. Despite this, this study contributes to new knowledge, which strengthens current research on inventory management in customer-order-driven environments. This then-collected theory in combination with empirics opens up new facts to take into account.
Limitations – The study comprises only one case company, which in addition affects
the generalizability of the study. As the study focuses on inventory management based on five functions of the fall company, the study cannot be fully generalized to other similar companies. Furthermore, limitations can be found in the data collection where only specifically selected persons were interviewed which may have influenced the study's results.
Keywords – Inventory control, Optimization, Parameters, Customer order controlled,
ii
Sammanfattning
Syfte – Syftet med studien är att identifiera enskilda parametrar på artiklar för att möjliggöra optimerad lagerstyrning i ett tillverkande företag med kundorderstyrd produktion. För att besvara syftet har tre frågeställningar formulerats.
1. Vilka parametrar behöver tas hänsyn till för att optimera lagerstyrningen? 2. Vilka parametrar kan identifieras i ett tillverkande företag med kundorderstyrd
produktion?
3. Hur kan identifierade artiklar användas inom lagerstyrning?
Metod –Studien initierades med en förstudie för att belysa problematiken kring ämnet och dess kontext. Förstudien i kombination med en litteraturstudie bidrog till skapandet av syftet och formuleringen av studiens tre frågeställningar. Vidare är studien utformad enligt typen enfallsdesign där intervju användes som datainsamlingsmetod. Intervjun bidrog till kvalitativa primärdata där syftet var att åskådliggöra nyckelpersoners kunskap om det studerade ämnet.
Resultat – Identifiering av viktiga parametrar för att optimera lönsamhet och lagerstyrning i ett företag är utmanande. Problematiken kring detta ligger i att identifiera rätt parametrar anpassade för ett företags produktionssätt samt belysa hur dessa ska implementeras. Denna studie behandlar parametrar, vilka är viktiga i kundorderstyrd miljö med hänsyn till olika funktioner i ett företag. Resultatet beskriver dessa parametrar samt påvisar hur parametrarna med fördel används i en ABC-klassificering för att styra lagret effektivt och lönsamt.
Implikationer –Ämnesområdet kring lagerstyrning är väl utforskat inom existerande litteratur vilket bidrar till mindre utrymme att generera ny kunskap inom området. Trots detta bidrar denna studie till ny kunskap vilket stärker nuvarande forskning beträffande lagerstyrning i kundorderstyrd miljö. Detta då insamlad teori i kombination med empiri öppnar upp till nya fakta att ta i beaktande.
Begränsningar –Studien omfattar enbart ett fallföretag vilket därtill påverkar studiens generaliserbarhet. Då studien fokuserar på lagerstyrning utifrån fem funktioner på fallföretaget kan inte studien generaliseras fullständigt mot andra likande företag. Vidare kan begränsningar återfinnas inom datainsamlingen där bara specifikt utvalda personer intervjuats vilket kan påverkat studiens resultat.
Nyckelord – Lagerstyrning, Optimering, Parametrar, Kundorderstyrd, ABC-klassificering, Prognostisering, Planeringssystem, Affärssystem.
iii
Innehållsförteckning
1
Introduktion ... 1
1.1 BAKGRUND ... 1
1.2 PROBLEMBESKRIVNING ... 2
1.3 SYFTE OCH FRÅGESTÄLLNINGAR ... 2
1.4 OMFÅNG OCH AVGRÄNSNINGAR ... 3
1.5 DISPOSITION ... 3
2
Teoretiskt ramverk ... 2
2.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH TEORI ... 2
2.2 PRODUCERANDE FÖRETAG ... 2
2.3 KUNDORDERSTYRD PRODUKTION ... 3
2.3.1 Kundorderpunkt ... 3
2.3.2 Tillverkning mot MTS eller MTO ... 4
2.4 STYRNINGSMETODER I PRODUKTION ... 5
2.4.1 Push-styrning ... 5
2.4.2 Pull-styrning ... 6
2.4.3 Just in Time (JIT) ... 6
2.5 PLANERING I FÖRETAG ... 6 2.5.1 Prognoser ... 7 2.6 LAGERSTYRNING ... 7 2.6.1 Ekonomisk lagerstyrning ... 8 2.6.2 Lagerstyrningssystem ... 9 2.7 BESTÄLLNINGSPUNKTSYSTEM ... 9
2.7.1 Parametrar kopplade till beställningspunktsystem ... 10
2.7.2 Efterfrågan ... 10
2.7.3 Ledtid ... 12
2.7.4 Säkerhetslager ... 14
2.8 DIFFERENTIERAD STYRNING OCH ARTIKELKLASSIFICERING ... 16
2.9 ABC- KLASSIFICERING ... 16
iv
2.10 IMPLEMENTERING AV PARAMETRAR, VARIABLER OCH KLASSIFICERADE ARTIKLAR ... 18
2.10.1 Affärssystem ... 18
3
Metod och genomförande ... 20
3.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH METOD ... 20
3.2 ARBETSPROCESSEN ... 21 3.3 ANSATS ... 21 3.4 DESIGN ... 22 3.5 FÖRSTUDIE ... 23 3.6 DATAINSAMLING ... 24 3.6.1 Litteraturstudier ... 24 3.6.2 Intervjuer ... 25 3.7 DATAANALYS ... 26 3.8 TROVÄRDIGHET ... 27 3.8.1 Validitet ... 27 3.8.2 Reliabilitet ... 28
4
Empiri ... 29
4.1 VERKSAMHETSBESKRIVNING ... 29 4.2 FALLFÖRETAGETS STRUKTUR ... 29 4.2.1 Fallföretagets strategi ... 294.2.2 Kundorderstyrd produktion med viss prognostisering ... 29
4.2.3 Eftermarknad och kontrakterade artiklar ... 30
4.3 LAGERSTYRNING ... 30 4.3.1 Fallföretagets lagerstruktur ... 30 4.3.2 Problematiken i lagret ... 30 4.4 FUNKTIONER I FALLFÖRETAGET ... 30 4.4.1 Huvudplanering ... 31 4.4.2 Inköp ... 31 4.4.3 Eftermarknad ... 32 4.4.4 Produktion ... 32 4.4.5 Ekonomi ... 32
v
5
Analys ... 33
5.1 FRÅGESTÄLLNING 1 ... 33
5.1.1 Identifiering av parametrar och variabler ... 33
5.1.2 Kundorderstyrd miljö ... 34
5.1.3 Beställningspunktsystem ... 35
5.2 FRÅGESTÄLLNING 2 ... 41
5.2.1 Process för att identifiera parametrar och variabler att implementera ... 41
5.2.2 Fallföretagets specifika förutsättningar ... 41
5.2.3 De valda parametrarna och variablerna ... 42
5.2.4 De exkluderande parametrarna och variablerna ... 45
5.2.5 Implementering av parametrar och variabler ... 46
5.3 FRÅGESTÄLLNING 3 ... 47 5.3.1 Klassificeringsmetod ... 48 5.3.2 Problematik i fallföretaget ... 48 5.3.3 Platsbrist i lagret ... 49 5.3.4 Kassera artiklar ... 50 5.3.5 Resultat av ABC-klassificering ... 51
6
Slutsats ... 53
6.1 RESULTATDISKUSSION ... 53 6.2 TEORETISKT BIDRAG ... 54 6.3 EMPIRISKT BIDRAG ... 546.3.1 Implementering av parametrar och variabler ... 54
6.3.2 Implementering av ABC-klassificeringen ... 54
6.4 METODDISKUSSION/KVALITETSBEDÖMNING ... 55
6.5 VIDARE FORSKNING ... 55
vi
Figurförteckning
FIGUR 1 - STUDIENS AVGRÄNSNING, INSPIRERADE AV TUMMALA ET AL. (2014) ... 3 FIGUR 2 - STUDIENS DISPOSITION ... 4 FIGUR 3 - KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH TEORI ... 2 FIGUR 4 - FLÖDE I PRODUCERANDE FÖRETAG INSPIRERADE AV TUMMALA ET AL. (2014) ... 3 FIGUR 5 - TILLVERKNING UTIFRÅN KUNDORDERPUNKT, OMARBETAD FRÅN HALLGREN OCH OLHAGER (2006) ... 5 FIGUR 6 - ABC-KLASSIFICERING ... 17 FIGUR 7 - ABC-KLASSIFICERING MED FLERA KRITERIER ... 18 FIGUR 8 - KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH METOD ... 20 FIGUR 9 - STUDIENS ARBETSPROCESS ... 21 FIGUR 10 - STUDIENS DESIGN INSPIRERAD AV YIN (2007) ... 23 FIGUR 11 - STUDIENS DATAINSAMLING ... 24 FIGUR 12 - STUDIENS DATAANALYS ... 27 FIGUR 13 - PROCESS FÖR ATT BESTÄMMA VIKTIGA PARAMETRAR OCH VARIABLER I KUNDORDERSTYRD MILJÖ ... 33 FIGUR 14 - TILLVERKNING UTIFRÅN KUNDORDERPUNKT, OMARBETAD FRÅN HALLGREN OCH OLHAGER (2006) ... 34 FIGUR 15 - PROCESS FÖR ATT IDENTIFIERA PARAMETRAR OCH VARIABLER ... 41 FIGUR 16 - PROCESS FÖR ATT SKAPA KLASSIFICERING ... 48 FIGUR 17 - VIKTAD ABC-KLASSIFICERING: VOLYMVÄRDE/UTTAGSFREKVENS ... 50 FIGUR 18 - ABC-KLASSIFICERING: KONTRAKTERAD ARTIKEL ... 51Tabellförteckning
TABELL 1 - FÖRSTUDIE ... 23 TABELL 2 - LITTERATURSÖKNING ... 25 TABELL 3 - GENOMFÖRDA INTERVJUER ... 26 TABELL 4 - IDENTIFIERADE PARAMETRAR OCH VARIABLER I KUNDORDERSTYRD MILJÖ ... 39 TABELL 5 - PRIORITERADE PARAMETRAR OCH VARIABLER ... 43 TABELL 6 - ANSVARSOMRÅDEN: PARAMETRAR OCH VARIABLER ... 461
1
Introduktion
Kapitlet ger en bakgrund till studien och det problemområde som studien byggts upp kring. Vidare presenteras studiens syfte och dess frågeställningar. Därtill beskrivs studiens omfång och avgränsningar. Kapitlet avslutas med rapportens disposition. 1.1 Bakgrund
I en allt mer globaliserad värld ställs organisationer inför nya prövningar. En större efterfrågande marknad bidrar till att kunna öka sin potentiella vinst samt öka sin närvaro på fler kontinenter, (Tummala et al., 2014) samt bidrar till större utmaningar och risker (Tummala et al., 2014; Swenseth & Olson, 2016). Kunderna ställer högre krav både när det gäller kvalité, leveransledtid samt lyhördhet, vilket har bidragit till att fler företag fokuserar på sin kärnkompetens och outsourcar stora delar av sin övriga verksamhet, vilket innebär ökad sårbarhet i företagen (Tummala et al., 2014). Detta innebär att försörjningskedjan ändras i takt med de nya arbetsmetoderna vilket gör att företag i större utsträckning är tvungna att etablera samarbetsrelationer företag emellan för att upprätthålla värdet (Stock et al., 2010).
Att hantera dessa utmaningar och samtidigt vara konkurrenskraftiga ligger till grund för hur en organisation agerar och aktivt arbetar med effektivitet och hållbar lönsamhet i alla funktioner (Oskarsson et al., 2013; Humair et al., 2013). För att hantera denna förändring av utbud och efterfrågan är avvägningen mellan lagerservicenivå och lagerhållning av yttersta vikt. Att inneha en strategi för lageroptimering menar Humair et al. (2013) är ett av de viktigaste områdena för att uppnå kundernas krav samt förbättra företagets lönsamhet. Detta understryker även Baker och Canessa (2009) som menar att lagret har en viktig roll för framgång eller misslyckanden i ett företag. Lager är extra viktigt ur ett kundperspektiv för att kunna leverera det kunderna efterfrågar (Olhager, 2013; Jonsson & Mattsson, 2016; Karim et al., 2018) samt att undersökningar påvisar att lagerkostnaderna utgör cirka en fjärdedel av företagets totala logistikkostnader (Baker & Canessa, 2009). Genom att reducera kostnader i lagret blir det möjligt att minska medellagervärdet. Detta leder till en möjlighet att minska anläggningstillgångarna, som består av lagerytor, lagerutrustningen samt avskrivningar vilket kommer innebära kostnadsbesparingar samt minskning av kapitalbindningen (Mattsson & Jonsson, 2012). Denna reducering kommer ge en positiv effekt på soliditeten (Oskarsson et al., 2013) samt att sänkta lagernivåer minskar omsättningstillgångarna som är tillgångar som hela tiden omsätts, (Mattsson & Jonsson, 2012) vilket innebär frigjort kapital som stärker likviditeten (Oskarsson et al., 2013; Aronsson & Ekdahl, 2013). Detta styrker Baker och Canessa (2009) som menar att ett lager måste vara utformat på ett kostnadseffektivt sätt då lagerstyrningen har en betydande inverkan på en organisations lönsamhet (Singh & Kumar, 2014; Karim et al., 2018).
2 1.2 Problembeskrivning
I enlighet med Baker och Canessa (2009) är lagret viktigt för att nå framgång i ett företag. Detta innebär att lagerstyrning är viktigt (Singh & Kumar, 2014; Karim et al., 2018) vilket också Jonsson och Mattson (2016) bekräftar och lyfter inom området fram tre viktiga faktorer att ta hänsyn till för att räkna och värdera ett lager. Kapitalbindning är en del av lagerföringskostnaden och motsvarar den del av material som är bundet i lager. Osäkerhetskostnad består av osäkerheten att artiklar på lager kan gå sönder, bli inkuranta eller av andra skäl inte längre kan säljas. Lagerhållningskostnad är den fysiska kostanden, vilket avser kostnad för lagerlokal, lagerpersonal, avskrivning, administration och interna transporter. Att vara medveten om dessa faktorer innebär en ökad möjlighet att styra lagret effektivt samt minska anläggnings- och omsättningstillgångarna, vilket bidrar till lönsamhet. För att lyckas med detta samt ha en hög leveranssäkerhet, vilket innebär att rätt produkt levereras i rätt tid, krävs att avvägningar och prioriteringar måste göras mellan faktorerna. Därför är det viktigt för företaget att följa relevanta och specifika modeller anpassade för företags förutsättningar (Jonsson & Mattsson, 2016).
Gu et al. (2007) beskriver att omfattande forskning gjorts gällande lager och hur dessa ska utformas och optimeras på bästa sätt, men det saknas kommunikation från teorin till praktiken för att forskningen ska kunna implementeras i lagerverksamheten. Därmed skulle samarbeten kunna få en betydande roll i organisationer för att kunna optimera lagerstyrningen på bästa sätt. Detta styrker även Olhager (2012) som menar att god extern logistikintegration med leverantörer är viktigt för anläggningar där produktion av komplexa produkter med kundunika utseenden sker.
Samarbeten mellan avdelningar är också avgörande för att lagerstyrningen ska fungera. Detta innebär att det krävs ett gemensamt affärssystem för att uppnå ett lyckat resultat. Ett affärssystems roll i organisationen blir därför att bearbeta och förse organisationen med nödvändig information för att styra samt följa upp verksamheten, vilket kommer vara av betydande vikt för att uppnå långsiktig lönsamhet (Jonsson & Mattsson, 2016). Denna studie kommer att fokusera på ett företag med komplexa produkter med långa tillverkningsledtider samt ojämn efterfrågan. För att styra denna produktionstyp används med fördel produktionsplanering och kontroll av flödet enligt Jonsson och Matsson (2006). Att använda sig utav denna planeringsstrategi kan göras via att identifiera parametrar och i nästa steg implementera dessa i det befintliga affärssystemet för att kunna styra produktionen på ett effektivt sätt (Karim et al., 2018). Att arbeta efter detta sätt stödjer Anonymous (2006) som menar att företag måste arbeta med modeller och kontroll för att uppnå social, ekonomisk och miljömässig hållbarhet. Denna studie kommer främst fokusera på den ekonomiska aspekten.
1.3 Syfte och frågeställningar
I problembeskrivningen framgår det att det är en utmaning för företag i tillverkande industrier att alltid leverera rätt produkter samt inneha en optimerad lagerstyrning. Detta innebär att identifiering av viktiga parametrar på lagerartiklar är en förutsättning för att påverka slutgiltiga utfall. I denna studie undersöks dessa parametrar i en kundorderstyrd miljö. Studiens syfte lyder därmed:
Identifiera förbättringsmöjligheter för att optimera lagerstyrningen i ett tillverkande företag med kundorderstyrd produktion.
3
För att kunna uppnå studiens syfte har tre frågeställningar formulerats.
För att urskilja optimeringsmöjligheterna inom lagerstyrning krävs en grundläggande översyn av viktiga parametrar vid beräkning av lagerstyrning i kundorderstyrd miljö. Därmed är studiens första frågeställning:
1. Vilka parametrar behöver tas hänsyn till för att optimera lagerstyrningen? För att urskilja optimeringsmöjligheterna inom lagerstyrning för ett företags specifika förutsättningar krävs en granskning av studiens fallföretag för att kunna synliggöra ett önskat läge samt möjlighet till implementering av resultatet. Därmed är studiens andra frågeställning:
2. Vilka parametrar kan identifieras i ett tillverkande företag med kundorderstyrd produktion?
För att verifiera utfallet av identifierade optimeringsmöjligheter kan parametrarna med fördel användas i lagerstyrningsmodeller. Därmed är studiens tredje frågeställning:
3. Hur kan identifierade parametrar användas inom lagerstyrningen?
1.4 Omfång och avgränsningar
Studien är avgränsad till fallföretagets funktioner, huvudplanering, inköp, eftermarknad, produktion och ekonomi då de enligt fallföretaget har påverkan på dess lagerstyrning. För att uppnå en optimerad lagerstyrning i dessa funktioner fokuserar studien på att optimera storheterna omsättningstillgångar och anläggningstillgångar i en organisation. Dessa storheter presenteras genom en beställningspunktsmodell för att granska modellens påverkande parametrar och variabler samt dess samverkan på varandra för att uppnå en optimerad lagerstyrning. Följande kommer granskningen att ske på en generell nivå på respektive avdelning samt fokusera på fallföretagets lager (förråd). Studiens avgränsning illustreras i Figur 1.
Figur 1 - Studiens avgränsning, inspirerade av Tummala et al. (2014)
1.5 Disposition
För att få en tydlig överblick hur studien har dispositionerats illustreras studiens kapitel i Figur 2.
4 Figur 2 - Studiens disposition
Kapitel 1: Studien inleds med introduktion och ger en bakgrund till studien och dess
problematik. Vidare beskrivs syftet och dess frågeställningar, vilka har formulerats för att öka kännedomen om parametrar inom lagerstyrning. Utöver detta beskrivs omfång samt avgränsningar utav studiens omfång. Kapitlet avslutas med rapportens disposition.
Kapitel 2: Teoretiskt ramverk behandlar kopplingen mellan teori och studiens
frågeställningar. Vidare beskrivs teorier med vetenskapliggrund, vilket ökar förståelsen för problematiken studien undersöker.
Kapitel 3: Metod och genomförande inleds med koppling mellan frågeställningar och
metod. De valda metoderna i studien är intervjuer samt litteraturstudier. Vidare beskrivs arbetsprocessen, ansats och design. Utöver detta redovisas samtliga steg samt studiens trovärdighet.
Kapitel 4: Empirin inleds med en verksamhetsbeskrivning för att skapa förståelse kring
problematiken i fallföretaget. Vidare presenteras den insamlade kvalitativa data från intervjuer som belyser önskat framtida läge.
Kapitel 5: Analysen är indelad i tre delar. Delarna belyser studiens tre frågeställningar.
Syftet med kapitalet är att besvara och analysera frågorna utifrån teoretiskt ramverk och den empiriska insamlade data.
Kapitel 6: Diskussion och slutsats inleds med resultatdiskussion, vilket beskriver
slutsatserna ifrån studiens syfte. Vidare diskuteras empiri, teori, metod och genomförandet. Kapitalet avslutas med en rekommendation för vidare forskning.
2
2
Teoretiskt ramverk
Kapitlet ger en teoretisk grund och förklaringsansats till studien och det syfte och frågeställningar som formulerats.
2.1 Koppling mellan frågeställningar och teori
Studiens teoretiska ramverk innefattar många byggstenar för att kunna bemöta studiens problematik. I Figur 3 nedan beskrivs sambandet mellan teori och frågeställningar för att kunna bemöta studiens syfte.
Figur 3 - Koppling mellan frågeställningar och teori 2.2 Producerande företag
Produktion är en grundläggande nödvändig aktivitet för att tillfredsställa kunders behov i form av produkter och tjänster. För att företag ska uppnå lönsamhet finns många olika aspekter att tänka på under produktion. Företaget måste producera enligt efterfrågan på marknaden, producera dessa produkter på ett effektivt och lönsamt sätt samt samtidigt ta hänsyn till kostnaderna (Olhager, 2013). Därför är det viktigt inom tillverkande företag att tänka på pris, kvalitet, leveranshastighet, pålitlighet samt flexibilitet gällande volym och produktmix (Olhager, 2003; Mattsson & Jonsson, 2012). Flexabiliteten kan med hjälp av säkerhetslager och mer bundet kapital möta kundernas efterfrågan, vilket dock bidrar till minskade omsättningstillgångar och ett behov av större anläggningstillgångar. För att lyckas med detta krävs att produkten samverkar med alla funktioner inom företaget och omgivande marknader. Vilket kräver samverkan mellan olika funktioner internt som exempelvis inköp, produktion och lager. Denna typ av
3
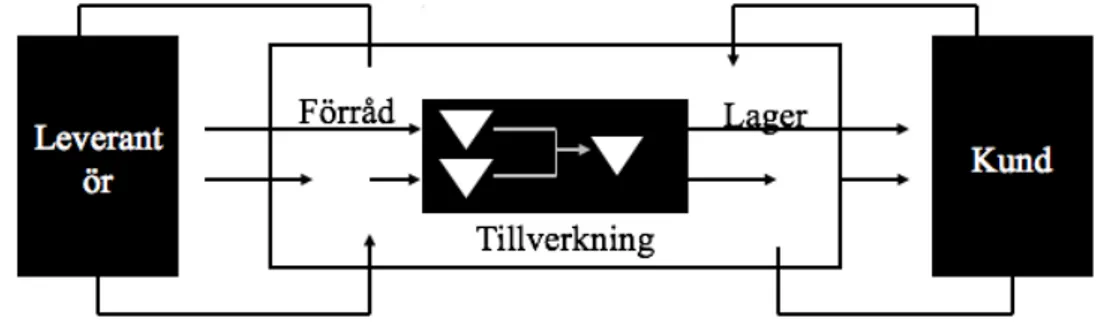
samverkan mellan funktionerna är ett måste för att nå god kunskap om marknaden och kundernas behov. För att uppnå detta krävs goda leverantörsrelationer och goda personalrelationer för att säkerhetsställa rätt kompetens inom företaget samt etablera en integrerad verksamhet (Olhager, 2013). Förenklat kan detta beskrivas genom att det finns en försörjningskedja med start hos företagets leverantörer och slut hos dess kunder. Figur 4 illustreras ett producerande företags flöde.
Figur 4 - Flöde i producerande företag inspirerade av Tummala et al. (2014)
Det speciella för tillverkande företag är den förädling i materialflödet produktionen representerar (Jonsson & Mattsson, 2012). För att kunna skapa produkter krävs därför en transformationsprocess där input i form av arbetskraft, kapital, naturtillgångar, maskiner, material, och anläggningar genomgår en transformation där kombinationer av de olika inputresurserna skapar en output, varor och tjänster. För att detta ska vara möjligt behöver flödet ha återkoppling av nödvändig information exempelvis, försäljningsvolym, lagernivåer och resursutnyttjande. Förutom detta är det viktigt med information i transformationsprocessen, vilket kan vara interna störningar såsom kvalitetsproblem och maskinavbrott eller externa störningar såsom förseningar från leverantören (Olhager, 2013).
2.3 Kundorderstyrd produktion 2.3.1 Kundorderpunkt
Det finns olika sätt att klassificera producerande företag med avseende på karaktären av den verksamheten som bedrivs. Ur en produktionslogistiksynpunkt är det viktigt att klassificera utifrån vilken utsträckning verksamheten är kundorderstyrd. Denna typ av klassificering är möjlig att göra med hjälp av begreppet kunderorderpunkt. Kundorderpunkt är det stället i en materialstruktur där produkten har kundorderspecifikt utseende och egenskaper. Det kräver att leveransledtiden minst är lika lång som den tid det tar att slutföra tillverkningen av respektive produkt från denna punkt (Jonsson & Mattsson, 2012). Beroende på vart denna punkt placeras i flödet får organisationen olika förutsättningar. Att placera kundorderpunkten långt nedströms i det värdeöverförande materialflödet innebär högre betoning på produktivitet vilket innebär att pris normalt är den största konkurrensprioriteten. Att istället placera kundorderpunkten långt uppströms innebär ökad flexibilitet vilket gör att företagen kan möta kundunika krav i större utsträckning (Rudberg & Wikner, 2004). Detta betyder att möjligheten att optimera produktionen minskar då företaget måste svara på variationen i efterfrågan vilket kräver överkapacitet. Det leder även till att företaget i större utsträckning måste fokusera på kvalitén för att leverera exakt det kunden har beställt
4
(Olhager, 2003). Jämnvikten av vart kundorderpunkten är placerad är det strategiska valet för ett företag att fatta (Rudberg & Wikner, 2004).
Beroende på grad av kundorderstyrning brukar företag delas in i olika typer.
• Konstruktion mot kundorder, vilket innebär att företagets produkter i större eller mindre grad utformas mot kundorderspecifikationer. Detta innebär att kundorderpunkten ligger på mycket låg nivå i produktstrukturen.
• Tillverkning mot kundorder, produkterna är i detta fall helt konstruerade och tillverkningsförberedda innan kundorder erhålls. En stor del av materialanskaffningen och tillverkningen av detaljer och halvfabrikat sker utan koppling till någon kundorder.
• Montering mot kundorder, allt material anskaffas utan koppling till eller direkt beroende av enskilda kundorder. Detta betyder att företaget har standardiserade produkter. Kundorderpunkten ligger strax under slutprodukt.
• Tillverkning mot plan/mot lager vilket innebär att kundorderpunkten ligger efter slutproduktnivån. Dessa produkter är helt standardiserade och har ingen koppling till enskild kund (Jonsson & Mattsson, 2012).
Dessa olika grader av kundorderstyrning kan i sin tur delas in i två övergripande leveransstrategier, vilket en organisation kan använda sig av vid tillverkning av produkt till kund. Antingen kan man tillverka mot lager (MTS) eller kundorder (MTO). Dessa två olika strategier har en nyckelroll för att ha en lämplig balans mellan leveranstid, D, vilket begärs av marknad och ledtid, S, vilket krävs internt för att tillverka en produkt. Om S är kortare än D kan alla leveransaktiviteter utföras medan kunden väntar. Annars måste vissa saker utföras i förväg för att kunna skapa en produkt när en order kommer (Wikner & Johansson, 2015).
2.3.2 Tillverkning mot MTS eller MTO
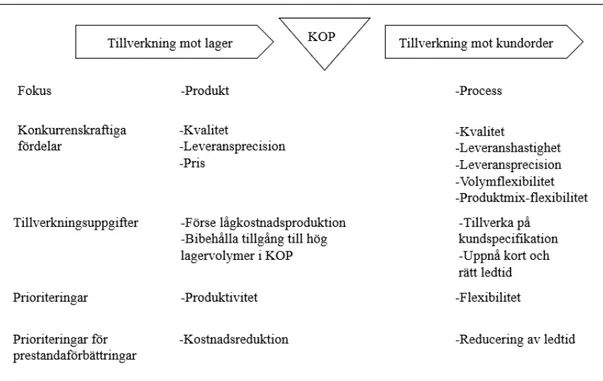
För tillverkningssystem runt kundorderpunkten finns det två kombinationer med olika kännetecken, vilka är MTS och MTO. De två systemen finns i hela tillverkningskedjan och punkten för att skilja dessa system åt är kundorderpunkten (KOP). De två delarna domineras av olika prioriteringar för att vara konkurrenskraftiga. Det innebär att olika typer av fokusering och tillverkningsuppgifter behövs för de två olika delarna (Hallgren & Olhager, 2006). Delarna illustreras i Figur 5.
5
Figur 5 - Tillverkning utifrån kundorderpunkt, omarbetad från Hallgren och Olhager (2006) Företag med tillverkar mot lager, MTS, är kopplade till en uppströmsdel när företaget levererar från färdigvarulagret. Kännetecken för MTS-företag är enligt Hallgren och Olhager (2006) att en hög efterfrågan finns för varje enskild artikel. Prioriteringen för att vara konkurrenskraftig är kvalité, leveranssäkerhet och pris, vilket innebär en hög produktivitetsnivå. För MTS-företag bör tillverkningen ske med låg kostnad och hög lagertillgänglighet vid kundorderpunkt. Vid insatser för att optimera resultatet ska de insatser inkludera kostnadsminskning, vilket inte får resultera i att resultatsäkerheten blir sämre. Slutligen ska MTS-företag inneha ett fokus på produktivitet (Hallgren & Olhager, 2006).
Kundorderspecifika produkter minskar möjligheterna till förhandsplanering kräver tillverkning mot kundorder-strategi, MTO-strategi (Hallgren & Olhager, 2006). En tillverkning med MTO-strategin anpassar enligt Hallgren och Olhager (2006) produkten nedströms i värdekedjan, därav är efterfrågan låg. Genom att företaget är flexibelt med kapacitet och mångsidighet hanteras den osäkra miljön. Företagets uppgift i tillverkningen är att uppnå korta och planerade ledtider enligt kundens önskemål. För att hålla kundens löften krävs hög leveranssäkerhet och korta ledtider vilket kan leda till att kunder väljer företaget framför konkurrenter. Optimeringar i MTO-företag bör fokusera på att minska ledtiderna samt att flexibilitetsnivån ska vara intakt. Slutligen ska MTO-företag inneha ett fokus på flexibilitet och hastighet (Hallgren & Olhager, 2006).
2.4 Styrningsmetoder i produktion 2.4.1 Push-styrning
Push styrning innebär att flödet planeras och styrs utifrån en uppskattning av framtida händelseutveckling, dvs prognoser. Flödet trycks hela tiden fram vilket gör att de olika processerna kan arbeta ostört. Detta innebär att kapacitetsuttnyttjandet blir högt men
6
dock blir genomloppstiden längre då det finns lager mellan enheterna. Lång genomloppstid bidrar också till hög kapitalbindning samt negativ inverkan på omsättningstillgångarna. Denna typ av styrning är centraliserad och är i behov av stor planering. Detta kan kopplas samman med lagerstyrd produktion (Oskarsson et al., 2013).
2.4.2 Pull-styrning
Pull styrning utgår från marknadens efterfrågan. Det innebär att produktionen planeras utifrån verklig efterfrågan. Verklig efterfrågan är svårdefinerat, enligt de japanska företagen med Toyota i spetsen är dessa företag kundorderstyrda. Det innebär att det finns en kund som efterfrågar produkterna, detta kan vara både en slutkund, internkund eller en återförsäljare. Denna typ av styrning utgår ifrån att produktion endast sker när det verkligen behövs, vilket leder till låg kapitalbinding i hela logistiksystemet och att flödet blir störningskänsligt. Detta bidrar till positiv effekt på omsättningstillgångarna samt en ökad flexiblitet att producera efter kundens unika önskemål. Grunden i detta styrningssätt är att minska bufferterna och lager mellan olika delar i processen, vilket gör att problemen kommer upp till ytan och inte längre dolts av bufferten. Vid användning av pullstyrning vid materialförsörjning kallas detta ofta Just In Time-leveranser (Oskarsson et al., 2013).
2.4.3 Just in Time (JIT)
JIT-leveranser innebär att beställningen görs direkt och förs över till produktion, vilket gör att artiklar inte hamnar i lager eftersom behovet av materialet finns direkt (Oskarsson et al., 2013). Detta minskar ledtiderna vilket kommer att ha en positiv påverkan på omsättningstillgångarna då artiklarna inte ligger budna i lager.
Att arbete enligt detta sätt innebär att arbetsstationerna hämtar detaljer från föregående station istället för att stationerna ska leverera dessa detaljer enligt en given tillverkningsplan. För att meddela behovet används med fördel ett enkelt kanbansystem (Olhager, 2013). Kanban är ett hjälpmedel för att dra fram material, detta genomförs genom att kort används för att beställa material från föregående station (Lumsden, 2006). Denna typ av produktion ställer vissa krav såsom, korta ställtider, små partistorlekar, korta ledtider, flödesorienterat produktionssystem, flexibel personal samt decentraliserat kvalitetsarbete (Olhager, 2013).
2.5 Planering i företag
Utgångspunkten i planering och styrning i ett företag handlar om att ha en gemensam planering. Det innebär att hänsyn måste tas till den långsiktiga strategin samt prognosen på förväntad efterfrågan (Olhager, 2013). Planeringsmetoder för tillverkande företag ingick under åren 1993 till 2005 i en undersökning utförd av Jonsson och Mattsson (2008) där slutsatsen är att företag använder sig av en allmän bedömning och erfarenhet för att fastställa vilka faktorer som är viktiga. Detta är ett motstridigt resultat eftersom forskningen säger att metoder ska användas korrekt och analytiskt och beskriva den riktiga verkligheten. Därav blir planeringen ännu viktigare att utföra på ett korrekt sätt i en organisation för att uppnå en optimerad lönsamhet (Jonsson och Mattsson, 2006). Planeringen sker oftast i tre steg, huvudplanering, behovsplanering (materialplanering) och detaljplanering (styrning). Att inneha denna typ av styrning är viktig för att veta
7
vem som ansvarar för problem i försörjningskedjan samt vem som har kompetensen att lösa uppkomna svårigheter (Olhager, 2013).
• Huvudplaneringens uppgift är att säkerhetsställa att det finns tillräckligt med kapacitet i form av personal, maskiner och produkter för att bemöta den förväntade efterfrågan. Denna planering sker på längre sikt två till tolv månader framåt. Detta är en övergripande planering.
• Behovsplaneringens uppgift är att säkerhetsställa behovet av produkter till kund. Beroende på leveranstid kan dessa produkter behöva beställas en lång tid i förväg. Detta innebär att denna funktion består av inköpare.
• Detaljplanering innebär att planering sker de närmsta dagarna. Planeringen bestämmer vem som ska göra vad och i vilken ordning. Detta innebär att många beslut i processen har tagits innan dessa besluts fattas. Dessa beslut sker i produktionen.
Denna typ av planering och styrning i ett företag skiljer sig beroende på om företaget är pull eller push baserat (Olhager, 2013).
2.5.1 Prognoser
För strategiska, taktiska och operationella beslut kan prognoser användas i organisationen. Prognoser används i samband med beslut gällande resursanskaffning och resursanvändning. I huvudsak används prognoser för framtidsbedömningar av efterfrågan på organisationens produkter vilket då betyder efterfrågeprognoser. Den efterfrågan en organisation har är avgörande för styrning av materialflöden och produktion. Prognoser kan användas för att svara på frågan: “hur länge kommer lagret att räcka och när måste påfyllning bestämmas?”. För att beräkna en prognos krävs den tidigare efterfrågan som finns i organisationens affärssystem genom utleveransstatistik eller faktureringsstatistik (Jonsson & Mattsson, 2016). Operationer innan kundorderpunkten blir därför tvungna att hanteras enligt prognoser, därför flyttas fokus från leveranshastighet och resurskapacitet på dessa produkter till priskonkurrens via kostnadseffektivitet med fokus på bundet kapital i lager (Olhager, 2003).
2.6 Lagerstyrning
För tillverkande företag är lagerkontroll och hantering i lagret avgörande för att klara att leverera till kund och ha en smidig produktion. Därför är kontroll över lagerstyrningen viktigt för att kunna säkra ett bra ekonomiskt resultat för företaget, då lagret består av stora finansiella tillgångar i artiklarna som lagerhålls (Karim et al., 2018).
Ett av lagrets primära funktioner är att kunna frikoppla delflöden från varandra. Beroende på vart i flödet lagret befinner sig delas lagret upp i lagertyperna förråd, produkter-i-arbete och färdigvarulager.
• Förråd är ett lager där råmaterial, detaljer, köpkomponenter och halvfabrikat för produktionen kan förvaras. Förrådet gör att materielbehoven i produktion tillfredsställs utan tidsfördröjning.
• Produkter-i-arbete är ett lager av material, vilket är under förädling i eller mellan två produktionsresurser. Denna typ av lagerhållning gör att produktionssteg
8
frikopplas från varandra vilket möjliggör olika produktionstakt i olika delar av produktionssystemet.
• Färdigvarulager utgör ett lager av färdiga produkter tillgänglig för försäljning. Primära funktionen är att frikoppla produktionsprocesser från försäljnings- och distributionsprocesserna. Detta möjliggör också leverans till kund utan tidsfördröjning (Jonsson & Mattsson, 2012).
Beroende på om ett företag tillverkar mot lager eller mot kundorder får företagets lager en nyckelroll. Vid produktion mot lager är lagerstyrning en väldigt central del medans vid produktion mot kundorder är lagret nödvändigt i form av att förvara råmaterial men även halvfabrikat, vilket ingår i många produktstrukturer. Låga lagernivåer leder till brister och försenade leveranser till kund medan höga lagernivåer leder till onödig kapitalbindning (Olhager, 2013). Detta innebär att lager alltid måste ifrågasättas för att lyfta och identifiera problem i produktionen. En sänkning av lagernivåer kan skapa problem som tidigare aldrig existerat. Att inneha en god lagernivå innebär att säkra sina kundrelationer för att alltid ha möjlighet att leverera när det efterfrågas av kund (Lumsden, 2006). Leverans till kund kan mätas i lagerservicenivå, vilket indikerar organisationens förmåga att leverera från lager till kund när en kundorder läggs. Lagerservicenivån kan definieras och mätas på olika sätt. Det hårdaste sättet att mäta är genom orderservice, vilket mäts genom antal kompletta kundorder. Det innebär att det blir en avvägning för företagen att göra, vill de satsa på hög lagerservicenivå och alltid kunna leverera till kund kommer det innebära högre lagerkostnader. Förutom lagerservicenivå är grunden inom lagerstyrning förmågan att utnyttja lagringsutrymmet för lagring utan att försvåra hanteringen. Utnyttja lagringsutrymmet kan göras genom att utforma lagret på ett effektivt sätt genom olika metoder och modeller (Jonsson & Mattsson, 2016).
2.6.1 Ekonomisk lagerstyrning
Att uttnyttja lagret effektivt har en inverkan på kapitalbindingen. Kapitalbinningen är ett effektivitetsmått, vilket har inverkan på ett företags lönsamhet (Mattsson & Jonsson, 2012; Oskarsson et al., 2013). Kapitalbindning är en del av lagerföringskostnaden och involverar alla artiklar bundna i lagret. Företag utan bundna artiklar i lager har istället mer kapital att investera i tillgångar, vilket genererar intäkter till företaget (Jonsson & Mattsson, 2016). Kostnader som påverkar kapitalbindningen kan delas in i två kategorier.
• Anläggningstillgångar; innefattar fabriksbyggnader, produktionsutrustning och andra inventarier.
• Omsättningstillgångar; innefattar lager och kundfordringar, detta är tillgångar som hela tiden omsätts.
Att redovisa kapitalbindning i lager görs enklast genom att ange lagervärden i kronor. Det är också möjligt att redovisa lagervärde i artikelgrupper vilket är möjligt om den lösningen redan existerar i affärssystemet företaget använder (Mattsson & Jonsson, 2012). Eftersom företag idag blir allt mer konkurrenssatta är det viktigt att hålla alla kostander nere och därmed är kapitalbiningen viktig att tänka på för att vara lönsamma (Oskarsson et al., 2013).
Att binda artiklar på lager innebär att det blir en högre osäkerhetskostnad vilket även är en del av lagerföringskostnaden. Vid större lagervolymer finns en ökande risk att
9
produkter går sönder, det ökar också artiklars liggtid i lagret vilket innebär en större risk för reklamationer av artiklar med kort hållbarhet samt att lageromsättningshastigheten av dessa artiklar blir hög (Jonsson & Mattsson, 2016). Därför blir lagerstyrning av yttersta vikt samt att arbeta efter metoder och modeller som gynnar lönsamheten i en organisation.
2.6.2 Lagerstyrningssystem
För att lyckas styra lagret effektivt är det viktigt att använda sig utav ett lagerstyrningssystem, vilket är en modell (Singh & Kumar, 2014). I ett lagerstyrningssystem måste jämförelser göras mellan beställningspunkt och lagernivå för att beställningen skall kunna läggas vid rätt tidpunkt. Dessa jämförelser kan göras periodvis vilket innebär att lagernivåerna kontrolleras i bestämda tidsintervall eller kan jämförelserna ske kontinuerligt vilket innebär att kontroll av lagernivåer sker transaktionsvis (Silver et al., 1998).
Att använda sig av lagerstyrningssystem och identifera relevanta parametrar samt variabler och balansen mellan dem blir grunden för att kunna styra lagret så effektivt och lönsamt som möjligt (Singh & Kumar, 2014).
2.7 Beställningspunktsystem
Ett beställningspunktsystem är det vanligaste lagerstyrningssystemet för materialplanering av artiklar med oberoende behov. Beställningspunkt fungerar genom att en beställning i form av en inköpsorder eller produktionsorder initieras när lagernivån når beställningspunkten. Beställningspunkten bestäms alltid som summan av säkerhetslager och förväntad efterfrågan under ledtid (Olhager, 2013). Säkerhetslager används för att ett företag ska kunna leverera även vid större efterfrågan än förväntat eller om leveransförseningar uppstår (Jonsson & Mattsson, 2016). Att inneha säkerhetslager innebär därmed mer bundet kapital vilket påverkar omsättningstillgångar till det negativa samt att mer lager påverkar lagerytan vilket innebär att det krävs ökade anläggningstillgångar (Olhager, 2013). Enligt Axsäter (1991) kan dock säkerhetslagret minimeras när beställningspunktsystem används då lagret övervakas kontinuerligt och artiklar beställs när efterfrågan uppkommer, inte efter fast intervall. Genom beställningspunktsystemet finns möjlighet till att få en överblick över förväntad lagerutveckling framöver och studera när ordern rimligen kommer att ske. Beställningspunktssystem beräknas med följande formel.
BP = D x L + SS BP = beställningspunkt D = efterfrågan per period L = ledtid i antal perioder SS = säkerhetslager (Olhager, 2013)
10
2.7.1 Parametrar kopplade till beställningspunktsystem
Beställningspunktsystemet beräknas som summan av säkerhetslager och förväntad efterfrågan under ledtid (Olhager, 2013). Dessa tre huvudparametrar samverkar med fler variabler för att uppnå optimerade anläggnings- och omsättningstillgångar. Enligt Gupta et al. (2012) spelar valet av parametrar och variabler en viktig roll för lagerstyrning och dess metod. Det blir därför betydande att förstå vilka parametrar och variabler som påverkar lagerstyrningssystemet samt på vilket sätt de samverkar. 2.7.2 Efterfrågan
För att uppnå en optimerad lagerstyrning finns det olika metoder för att kontrollera och förstå efterfrågan.
Efterfrågan är viktig att ha kontroll över då denna hjälper till att planera olika aktiviteter i ett företag. Den förväntade efterfrågan bidrar med kunskap om hur mycket som behöver köpas in, hanteras, förvaras i lager samt hur produktion ska planera sina resurser i form av personal och maskiner (Arnold et al., 2008; Olhager, 2013). Efterfrågan i kundorderstyrd produktion styrs efter redan klara beställningar från kunder där ledtiden behöver vara kortare än lovad leveransledtid till kund. I denna produktionstyp är flexibilitet och möta kundernas krav störst fokus på (Jonsson & Mattsson, 2012). Olhager (2003) menar att flexibilitet innebär att hantera förändrad eller ny efterfrågan genom volym- och produktmixflexibilitet. Vid beställning på kundorder kan lagerservicenivån bli försämrad på grund av långa leveranstider, (Humair et al., 2013) vilket gör att företag i viss utsträckning beställer via prognoser för att kunna påbörja produktion tidigare. Att arbeta efter prognos innebär en förhöjd risk då efterfrågan på produkten kan utebli och istället skapa ett lager med mer bundet kapital i (Olhager, 2003). Mer artiklar på lager innebär att omsättningstillgångarna påverkas negativt samt att platsbrist på lagret kan uppstå vilket påverkar anläggningstillgångarna.
Det finns olika metoder för att förstå den framtida efterfrågan, dessa delas in i fyra kategorier.
• Trend innebär att efterfrågan ökar eller minskar period för period. • Säsongsvariation innebär att efterfrågan är olika beroende på årstiderna. • Slumpmässig variation är när efterfrågan varierar helt slumpmässigt.
• Cyklisk efterfrågan beror på allmänna konjunktursvängningar på marknaden (Arnold et al., 2008; Mattsson & Jonsson, 2012).
2.7.2.1 Orderkvantitet
Vid en förståelse av efterfrågan finns möjligheter till att optimera de inköpta orderkvantiteterna i företaget. En optimering av orderkvantiteter leder i längden till en effektivare lagerstyrning.
Orderkvantitet är den kvantitet som levereras för varje order som planeras in i materialflödet efter efterfrågan eller prognos. En perfekt orderkvantitet är lika med den kvantitet som behövs vid varje specifikt tillfälle, exempelvis att det köps in eller tillverkas fem stycken enheter när det behövs fem stycken enheter. I verkligheten fungerar det inte så enkelt utan olika förbrukningstillfällen slås tillsammans och partiformning uppstår för orderkvantiteter, detta görs för att möjliggöra kostnadsbesparingar vid inköp.
11
Vid behov av små orderkvantiteter kan företag bli tvungna att köpa i större kvantiteter då inte artiklar säljs i styck. Detta gör att företag tvingas beställa fler artiklar även om det bara fanns ett litet behov (Jonsson & Mattsson, 2016). Detta påverkar lagret i den mening att större inkomna kvantiteter kräver mer plats vilket kräver ett större lager och har en negativ påverkan på anläggningstillgångarna. Vidare bidrar fler artiklar på lagret till mer bundet kapital vilket påverkar omsättningstillgångarna negativt (Arnold et al., 2008).
En metod som vanligen används i samband med att beställa rätt orderkvantitet är lot-for-lot. Vilket innebär att kvantiteten ändras beroende på efterfrågan, vilket leder till minimal lagerhållning. Informationen om efterfrågan är tidsfasad vilket innebär att kvantitenens mängd bestäms utifrån huvudplaneringen. Det innebär att denna typ av styrning passar artiklar med ett högt värde och kategoriseras med fördel som A-artiklar (Arnold et al., 2008).
2.7.2.2 Lagersaldo
Lagersaldo är den tillgång på material av kvantiteter, vilket finns på ett lager inom ett företag (Jonsson & Matsson, 2016). Jonsson och Matsson (2016) menar att det är viktigt att veta vilka artiklar som finns på lager för att kunna beställa rätt framtida kvantitet samt för att inneha ett optimerat lager. Lagersaldo är en parameter som gör att det kan skapas en överblick över situationen i lagret just nu och kan därmed ge en indikation på hur status är i förhållande till lageromsättningshastigheten, vilket är ett genomsnitts mått över ett år. När lagersaldot sjunker skickas en signal att det finns ett behov av nya artiklar, vilket skapar en ny efterfrågan. Lagersaldo är därmed av betydelse för att kunna arbeta mot minskade lagernivåer vilket frigör lageryta samt minskar bundna artiklar i lager vilket därmed påverkar omsättnings- och anläggningstillgångar positivt.
2.7.2.3 Fysisk vikt
Oskarsson et al. (2013) menar att en artikels vikt har betydelse ur ett lagrings och hanteringsperspektiv. Vikten påverkar artiklens placering i lagret och där det är möjligt bör artiklar med hög vikt placeras nära golvet. Att hantera tunga artiklar kräver viss utrustning samt att hanteringstiden ökar vilket påverkar anläggningstillgångarna. 2.7.2.4 Fysisk volym
Volym är den faktiska storleken på en artikel. Volymen kan bli betydande vid differentierande lagerhållningsräntor, vilket innebär att ett företag kan välja att ha olika kostnader för lagrade artiklar. Lagerhållningsräntor består av lagersärkostnad vilket är särkostnaden för kapitalavkastning, förvaring och osäkerhet. Denna kostnad påverkas beroende på om det finns mycket eller lite på lagret. Den påverkas inte beroende på om ett lager existerar eller inte vilket därmed inte har en större effekt på lagerhållningskostnaden och anläggningstillgångarna. Dock kan skrymmande billiga produkter blir dyra att hantera och lagerhålla fysiskt relativt sitt värde i befintligt lager eller hos extern leverantör (Olhager, 2013; Jonsson & Mattsson, 2016). Artiklar med stor volym påverkar anläggningstillgångar genom den yta som tas upp samt att hanteringen av dessa produkter tar längre tid. Genom att fokusera på artiklars volym istället för värde kan lagret optimeras och anläggningstillgångarna påverkas positivt. 2.7.2.5 Pris
Pris är viktigt för att veta vad en artikel kostar i inköp- och försäljningspris. Inköp kan komma att få olika pris på artiklar beroende på inköpsmängd. Det innebär att företag i
12
många fall får mängdrabatt om de väljer att köpa in stora kvantiteter samtidigt vilket också kan benämnas; stafflade priser (Arnold et al., 2008). Detta påverkar anläggningstillgångarna då större kvantiteter kräver mer lageryta.
Inköpsavdelningens ansvar är att förhandla om ett pris samt göra avvägningar för vilka kvantiteter som ska beställas. Att pressa priserna bidrar till mindre bundet kapital vilket har en positiv effekt på omsättningstillgångarna och lönsamheten. Dessutom finns inte möjligheten att beställa dyra komponenter till en produkt där försäljningspriset är lågt. Det dyra inköpspriset kan då leda till att företaget förlorar på affären eller erhåller lägre vinst (Arnold et al., 2008).
2.7.3 Ledtid
Det finns olika typer av ledtider, produktutvecklingsledtid, leveransledtid samt genomloppstid och produktionsledtid.
• Produktutvecklingsledtid är tiden det tar från att start av utvecklingsprojekt till att produkten lanseras i produktionsmässigt skick.
• Leveransledtid är tiden från beställning till leverans utav en order. Leveransledtiden finns mellan producent och kund vid beställning och leverans av slutprodukt. Leveransledtiden kan också syfta till ledtid mellan leverantör och producent vid beställning och leverans av råmaterial vilket även kan benämnas anskaffningsledtid.
• Genomloppstid och produktionsledtid är den totala tiden kopplad till produktion av en produkt eller en viss kvantitet av en produkt. Genomloppstiden kan då delas in i tre olika delar.
o Förråds- eller inköpsledtid syftar på liggtiden på en produkts råmaterial i ett förråd. Om insatsvaror istället köps direkt mot kundorder (orderbundet material) blir istället inköpsledtiden av intresse.
o Produktionsledtid är tiden det tar för en produkt att gå igenom de olika förädlingsstegen i produktion. Vilket innebär tiden från förrådsuttag till färdig produkt som levereras in i färdigvarulager eller direkt till kund. Att inneha en kort produktionsledtid innebär då att artiklar inte behöver lagerhållas länge vilket påverkar omsättningstillgångarna positivt. o Lagerledtid, vilket syftar till slutproduktens liggtid i ett färdigvarulager
innan leverans sker till kund. Vid direktleverans till kund blir denna tid noll (Olhager, 2013). Att ha denna tiden kort frigör yta i lagret vilket gör att företaget kan ha ett mindre lager vilket bidrar till positiv lönsamhet på anläggningstillgångarna.
Ledtiden är viktig att ta till beakt för att undivka brist i produktion samt säkerhetsställa att materialbrist ej uppstår (Benito & Whybark, 1986). Detta då ledtiden ingår i beräkning av beställningspunkt där förväntad efterfrågan under ledtid blir en viktig parameter. Ledtid är även av betydande roll i företag med produktion nedströms från kundorderpunkt (KOP) även kallat kundorderstyrd produktion då dessa måste kunna leverera i tid då de inte har ett lager att ta färdiga produkter ifrån. I detta produktionssätt blir fokus på kundens önskemål samt en minskning av ledtiderna, vilket innebär att fokus på pris inte blir av samma betydelse (Hallgren & Olhager, 2006).Att vara flexibel
13
i kundorderstyrd produktion menar Hallgren och Olhager (2006) är viktigt. Flexibilitet kan uppnås genom att anpassa och optimera ledtiderna till en specifik kund för att erbjuda en bra service.
2.7.3.1 Lageromsättningshastighet
Lageromsättningshastighet är en vanlig förekommande parameter inom logistik. Lageromsättningshastighet innebär hur ofta ett genomsnittslager omsätts och är vanligast att beräkna under ett år (Oskarsson et al., 2013). Lageromsättningshastigheten beskriver värdet av det totala materialflödet i förhållande med det kapital som funnits bundet i det aktuella flödet under samma tidsperiod (Jonsson & Mattsson, 2016). Lageromsättningshastighet kan kopplas samman med omsättningstillgångarna vilket är artiklar bundna i lager. Att öka lageromsättningshastigheten innebär ökade omsättningstillgångar och mer frigjort kapital vilket bidrar till bättre lönsamhet (Mattsson & Jonsson, 2012).
Följande formel för lageromsättningshastighet är applicerbar på hela lagret samt varje enskild artikel. Lageromsättningshastighet är ett mått som kan användas för jämförelse mellan olika artiklar för samma mätpunkter (Jonsson & Mattsson, 2016).
LOH =% (()*(+)-./ eller LOH =% (012)21)345 D = årligt antal förbrukande
MLN = Medellagernivån MLV = Medellagervärdet
Mercado (2008) ifrågasätter dock om lageromsättningshastigheten är ett meningsfullt mått då det mäter saker som redan inträffat i ett företag. Mercado (2008) menar att företaget är mer intresserade av vad som ska hända i framtiden. Lageromsättningshastighet blir därmed inte lika relevant i företag som inte kan förutspå hur lagret kommer omsättas i framtiden utan producerar utefter inkomna order (Mercado, 2008).
2.7.3.2 Uttagningsfrekvens
Uttagningsfrekvens är en parameter som visar hur ofta en artikel plockas ut från en plats. Att bestämma vilken plockplats artiklarna ska ha utifrån uttagsfrekvens är en viktig parameter vid lagerhantering (Oskarsson et al., 2013). Vid detta fall läggs mer vikt på processperspektivet, vilket betyder att uttagsfrekvens både påverkas av yttre exogen trigger där kundbeställningar är viktigast samt inre endogena faktorer (Wikner & Johansson, 2015). Det är ofta ett fåtal artiklar som står för hög frekvens medans resterande artiklar står för låg frekvens. Detta till följd av det är det ett komplicerat optimeringsproblem, vilket tar tid att hantera (Oskarsson et al., 2013). Att minska ledtiderna från inleverans i lagret till utleverans för produktion innebär mindre tid på lager för artiklarna. Kortare tid samt mindre artiklar på lager bidrar till att det bundna kapitalet minskar, vilket i sin tur leder till positiv lönsamhet på omsättningstillgångarna. Detta skapar också mer lageryta vilket bidrar till att företag har möjlighet att minska anläggningstillgångarna.
14
Jonsson och Mattson (2016) påstår att högfrekventa artiklar ska placeras så transportsträckan minimeras samt att det är viktigt att rätt information finns tillgänglig för att veta vilken artikel som ska plockas ut samt levereras till rätt adress. Vidare menar Oskarsson et al., (2013) att artiklars placering i lagret bör ta hänsyn till parametrarna uttagsfrekvens, uttagskvantitet, artikelvolym och artikelvikt. Uttagsfrekvens indikerar även på hög eller låg lageromsättningshastighet då artiklar med hög uttagsfrekvens kan kopplas samman med att ha hög lageromsättningshastighet.
2.7.3.3 Uttagskvantitet
Enligt Oskarsson et al., (2013) påverkar uttagskvantiteten av artiklar dess placering i lagret. En hög uttagskvantitet på en artikel kan leda till köbildning men ju större uttagskvantitet en artikel har, desto mindre sällan behöver den plockas ut. (Oskarsson et al., 2013). Att plocka i större kvantiteter innebär att hanteringskostnaden blir lägre då utplock sker mer sällan, vilket bidrar till mindre personalkostnader, vilket minskar anläggningstillgångarna.
2.7.4 Säkerhetslager
Säkerhetslager är ett lager, vilket används för att undvika att materialbrist i produktion uppstår. Detta för att säkerhetsställa att leverans av produkter kan ske till kund även vid externa eller interna störningar, vilket exempelvis kan vara förseningar eller maskinavbrott. Säkerhetslager gör det även möjligt att vara mer flexibel och anpassa sig efter kundernas önskemål genom att svara på förändrad efterfrågan. Det innebär att om fler artiklar lagras kan en högre efterfrågan hanteras. Att bygga säkerhetslager är dock sämre ur ett ekonomiskt perspektiv då lager både tar upp yta och binder kapital. Därför bör avvägningar gällande säkerhetslager göras mellan lagerservicenivå och den ekonomiska lönsamheten (Jonsson & Mattsson, 2016). Genom att identifiera anledningarna till att inneha ett säkerhetslager och minska deras inslag kan säkerhetslagret optimeras.
2.7.4.1 Flexibilitet
Flexibilitet innebär förmågan att kunna hantera förändrade förhållanden. Förändrade förhållanden kan inkludera ny teknologi och förändrad eller ny efterfrågan. Det finns kort flexibilitet med syfte att upprätthålla god leveransförmåga, vilket görs genom att hantera volym- och produktmixflexibilitet. Volymflexibiliteten är förmågan att öka och minska produktionsvolymen vid given produktmix. Produktmixflexibiliteten rör förmågan att ändra produktionskvantiteterna vid given volym. Långsiktig flexibilitet syftar till att ha en bestående produktivitet och lönsamhet, vilket görs genom att skapa nya produkter och processer (Olhager, 2003).
Att möta dessa krav kan göras på många olika sätt. Att ha korta omställningstider och kunnig personal är två av de främsta alternativen (Olhager, 2003). Omställningstiden inkluderar byten av verktyg, tiden det krävs att ändra i en maskin samt rutiner när en ny produkt ska tillverkas. Kunnig personal inkluderar vilken kompetens personalen har att utföra många olika moment, exempelvis maskinbearbetning (Olhager, 2013). Flexabilitet är viktigare i företag med produktion mot kundorder för att dessa ska kunna anpassa produkterna efter kundernas önskemål (Hallgren & Olhager, 2006). Detta innebär att för ökad flexablitet krävs antingen längre ledtider till kund då det kräver nya inköp för att möta kundernas efterfrågan eller ett lager med många komponenter, vilket kan defineras som säkerhetslager. Att ha ett större lager bidrar dock till negativ
15
påverkan på anläggnings- och omsättningstillgångarna, vilket även leder till låg lageromsättningshastighet.
2.7.4.2 Inkuranta artiklar
Vissa artiklar är utsatta för hög inkurans, speciellt tekniska artiklar eftersom teknisk utveckling hela tiden sker. Inkurans är artiklar, vilka är föråldrade och inte längre kan säljas eller användas. Föråldrade artiklar måste då skrivas av vilket innebär att företagets vinst sjunker samt att det är viktigt att slänga artiklar som i annat fall tar upp lageryta och binder kapital. Artiklar utsatta för stor inkurans bör därmed inte inneha ett stort säkerhetslager då detta ökar avskrivningarna och där med anläggningstillgångarna. Därav är det viktigt för företag att vara medvetna om hur artiklar ska lagerhållas för att kunna undvika inkurans samt minska kapitalbindningen. Det är i sådana situationer även viktigt att veta i vilka produkter dessa artiklar ingår i för att veta om det är säkert att kassera artikeln, vilket benämns gemensamhet (Benito & Whybark, 1986). Artiklar, vilka ingår i kundorderstyrd produktion har dock minskad risk att bli föråldrad då kvantiteterna beställs efter efterfrågan (Olhager, 2003).
2.7.4.3 Kontrakterade artiklar
När ett företag ska göra en affär med en annan part är det viktigt att förhandla innan affären genomförs för att alla parter ska vara nöjda. Det finns många olika faktorer som spelar in. Det är viktigt att båda företagen accepterar erbjudandet samt tar sitt ansvar och fullföljer det som har bestämts. Kontraktet kan innehålla att en viss kvantitet av artiklar, vilka ska levereras under kontraktstiden eller en viss servicetid på beställda produkter. Kontraktet måste därmed följa lagar och regler för att vara giltigt samt att det inte är tillåtet att bryta eller inte fullfölja det avtalet säger. Om detta sker kan fallet tas till domstol där stora böter kan utdömas (Monczka et al., 2002). Detta gör att kontrakterade artiklar är nödvändiga att ha på lager, vilket bidrar till att lagerplats upptas samt att kapitalbindningen ökar vilket kopplas samman med att anläggnings- och omsättningstillgångar ökar. Dessa produkter kan då bli liggande i lager under lång tid och inneha en lageromsättningshastighet på nästan noll.
2.7.4.4 Kritiskhet
Kritiska artiklar kan vara komponenter som ingår i viktiga delsystem i en produktstruktur och är av betydande vikt för att upprätthålla leveransservicenivån till kund (Jonsson & Mattsson, 2016). Kritiskhet är en faktor, vilket definieras olika beroende på vad som är viktigt i en organisation. Kritiska artiklar kan kopplas samman med kontrakterade artiklar eller reservdelar som är nödvändiga att lagerhålla i vissa organisationer.
2.7.4.5 Reservdelar
Reservdelar är ofta en kategori tillhörande artiklar med låg efterfrågan och i vissa perioder noll efterfrågan, vilket bidrar till en låg lageromsättningshastighet. Att förutse efterfrågan på dessa artiklar samt säkerhetsställa servicenivåer med låga lagernivåer är en utmaning. Forskning visar att det inte finns någon överlägsen modell att använda på dessa produkter (Hahn, 2015). Reservdelar är dock viktigt ur det perspektivet att de ökar kundservicen gentemot kund och kan förbättra företagets anseende då företaget
16
har möjlighet att reparera och ge service på befintliga produkter (Tang, 2018). Reservdelar bidrar till att fler artiklar behöver lagerhållas vilket ökar kapitalbindningen samt innehar en negativ effekt på anläggnings- och omsättningstillgångarna.
2.8 Differentierad styrning och artikelklassificering
Differentierad lagerstyrning innebär att en organisation övergår från att styra alla sina artiklar på ett gemensamt sätt till att styra artiklarna på ett sätt, vilket passar varje enskild artikel (Axsäter, 2006; Oskarsson et al., 2013). Att styra olika artiklar på likande sätt är vanligt inom olika organisationer men det är samtidigt viktigt att veta om att det kan vara en fördel att styra artiklar på olika sätt (Mercado, 2008).
Svårigheten som kan uppstå i och med att differentiera artiklar är att en organisation har ett stort antal artiklar att ta hänsyn till. Det är därför en fördel att dela upp artiklarna i olika grupper och därmed styra dessa grupper efter vad som passar (Axsäter, 2006). En användning av artikelklassificering är ett bra sätt för att kunna hitta likheter och skillnader mellan artiklarna för att senare lägga in dessa i grupper. Syftet med att utföra en artikelklassificering är att få en allt mer effektiv hantering av artiklarna (Olhager, 2013; Oskarsson et al., 2013).
Att differentiera artiklar kan göras på olika sätt och det kan också styras på olika sätt där det kan utgå ifrån parametrarna efterfrågan, värde och ledtid (Oskarsson et al., 2013). Enligt Olhager (2013) är det viktigt att organisationen utgår från ett syfte med klassificeringen innan den utförs för att därmed veta vad klassificeringen ska baseras på.
När en klassificering utförs så kan organisationen även välja att utgå från hur betydande artiklarna är för organisationen. Utifrån de mest betydande artiklarna kan det göras en prioriteringsföljd för att kunna använda denna prioritering när det kommer till begränsade resurser (Oskarsson et al., 2013). Att gå efter en differentierad styrning är en fördel då det kan innebära att möjligheten är större att viktiga artiklar finns tillgängliga och därmed inte riskera att mista en försäljning (Jonsson, 2008). Företag som styr sitt lager efter artikelvärde bör lägga mer kraft på hanteringen av artiklar med högt lagervärde för att minska sin kapitalbindning. Till följd av denna hantering kan andra artiklar med lägre lagervärde lagras i högre volymer och mindre resurser behövs för hantering av de lägre prioriterade artiklarna (Oskarsson et al., 2013).
2.9 ABC- klassificering
ABC-klassificering är en av de vanligaste metoderna där artiklar segmenteras in i olika grupper. Detta genomförs för att i slutändan uppnå en effektivare lagerstyrning (Oskarsson et al., 2013). Fördelar med att genomföra en ABC-klassificering är att det skapas en överblick över, vilka artiklar som används till störst grad. Genom att dra ner på de artiklar som används i lägre grad kan det ge en positiv resultatpåverkan genom lägre kapitalbindning och högre leveransservice (Jonsson & Matsson, 2016).
En klassificering kan exempelvis delas upp baserat på artiklarnas volymvärde, täckningsbidrag, antal kundorder eller lageruttag per år (Johansson & Mattssson, 2016). Volymvärde är produktens årliga förbrukning multiplicerad med dess artikelvärde. Detta värde kan hjälpa till att urskilja vilka produkter som svarar för en stor respektive
17
liten del av omsättningen i ett företag, vilket påverkar omsättningstillgångarna i företaget (Olhager, 2013).
Vidare i en ABC-analys delas artiklarna in i tre grupper, A-, B- och C-grupp och skiljs åt beroende på hur viktiga respektive artikel är, där A-gruppen är mest viktig. Ett begrepp som förknippas med en ABC-klassificering är Pareto-principen. Principen innebär att 20% av artiklarna utgör 80% av volymvärdet. Det innebär att exempelvis A-artiklarna består av att 10-20% av artiklarna utgör 70-80% av volymvärdet. B-artiklarna består av att 20-40% av B-artiklarna utgör 80-90% av volymvärdet. Slutligen består C-artiklarna av att resterande andel artiklar utgör 90-100% av volymvärdet (Oskarsson et al., 2013). I Figur 6 illustreras en ABC-klassificering. Detta innebär att de olika artikelkategorierna A, B och C består av olika komponenter som innebär olika betydelse i produktion (Benito & Whybark, 1986).
Figur 6 - ABC-klassificering
2.9.1 ABC-klassificering med hänsyn till flera kriterier
En ABC-klassificering utgår utifrån ett kriterium men ibland är inte det tillräckligt vilket kan innebära att fler kriterier läggs till. När en ABC-klassificering utgår från två kriterier är det lättare att det motsvarar vad företaget tycker är viktigt (Flores & Whybark, 1986) och det ger en större möjlighet till en bättre styrning (Oskarsson et al., 2013). Enligt Benito och Whybark (1986) finns fortfarande problematik för företaget kring att välja kriterier om det finns många viktiga kriterier. Mercado (2007) menar att dessa kriterier som väljs är riktade för att uppnå syftet och målet med ABC-klassificeringen. För att få ett mer tillförlitligt resultat går det att kombinera artiklar från olika grupper. Vid ABC-klassificering med flera kriterier tas kritiska faktorer som finns i verksamheten hänsyn till (Oskarsson et al., 2013). Enligt Oskarsson et al. (2013) kan kritiska faktorer vara hållbarheten för en produkt eller artikelns strategiska betydelse. Skalan för kritiskhet för segmenteringen är 1–3 vilket innebär att totalt nio grupper
18
kommer att skapas. Det är oftast inte möjligt att styra så många grupper och därför måste vissa av grupperna styras på samma sätt. Det finns inget bestämt sätt att gruppera in artiklar, utan måste anpassas till varje specifik situation (Oskarsson et al., 2013). I Figur 7 illustreras ABC-klassificering med hänsyn till flera kriterier
Figur 7 - ABC-klassificering med flera kriterier
2.10 Implementering av parametrar, variabler och klassificerade artiklar 2.10.1 Affärssystem
Att arbeta efter kategorisering samt identifiering av parametrar kan förbättra ett företags effektivitet och lönsamhet. Att implementera dessa parametrar görs med fördel i ett affärssystem, vilket är en databas innehållande olika programvaror som förser och bearbetar information som används i organisationerna för att styra och följa upp verksamheten. Databasen inom affärssystemet är gemensam för organisationens olika avdelningar och kan bistå med information för samtliga processer (Jonsson & Mattsson, 2006; Karim et al., 2018).
I en implementeringsprocess av dessa parametrar beskriver Axsäter (1991) att det är viktigt att förändringarna sker stegvis vilket ur ett ABC perspektiv innebär att förändringarna görs för A-artiklarna först för att sedan fortsätta med övriga.