Konceptframtagning av antennreflektordisk
Implementering av
origami i additiv
Abstract
Abstract
The thesis was carried out by Olov Lundgren Kuosmonen and Lola Naraha Jönsson together with AMEXCI AB which is a research company in additive manufacturing. The students have studied the possibilities of implementing origami in additive manufacturing in form of a concept development for an antenna reflector dish. The concept that has been developed in this thesis is not a functional prototype but can serve as a source of inspiration for how origami can be implemented on a reflector dish, using additive manufacturing as manufacturing process. The antenna reflector dish has a diameter of around 650 mm and a depth of around 95 mm but the goal is to be able to fold it in a state which will fit in a printer with smaller dimensions.
The process of the concept development includes all the steps that was necessary to find a solution which will fit in a SLS-printer named EOS P 396 with a build volume of 340x340x600 mm. After the reflector dish has been printed it should be able to be deployed to its usable state. To find the solution, a concept generation using brainstorming was executed for the origami structure, origami mechanism and mechanical solution. For some of the origami structures that was generated during brainstorming a method called unfolding polyhedral was used to find the origami mechanism for these origami structures. Thereafter, an evaluation occurred with an elimination matrix and through manufacturing the concepts with deposition printer. The concepts that met the requirements of the evaluation was further developed for optimization.
The result is an antenna reflector dish that consisted of 24 square panels and one octagonal panel in the middle which met all the set requirements except one. The reflector dish was able to be folded into a state where it became 2,4 times smaller in size. The concept thus fit in the 3D-printer but without working origami mechanisms due to complications with the mechanical solutions after printing them.
Sammanfattning
Sammanfattning
Examensarbetet genomfördes av Olov Lundgren Kuosmonen och Lola Naraha Jönsson tillsammans med AMEXCI AB som är ett forskningsföretag inom additiv tillverkning. Studenterna har studerat möjligheterna med implementering av origami i additiv tillverkning i form av konceptframtagning för en antennreflektordisk. Konceptet som framtagits är inte en funktionell prototyp utan kan fungera som en inspirationskälla för hur origami kan implementeras på en antennreflektordisk i samband med additiv tillverkning. Antennreflektordisken har en diameter på cirka 650 mm och ett djup på cirka 95 mm, men målet är att disken ska kunna vikas ihop till ett tillstånd där den får plats i en 3D-skrivare som har mindre dimensioner.
Genomförandet omfattar alla steg som har tagits för att framta ett koncept som ska få plats i en selektiv lasersintringsskrivare kallad EOS P 396 med byggvolym 340x340x600 mm. Efter tillverkning ska reflektordisken kunna vecklas ut till det tillstånd som den ska användas till. Konceptgenereringen bestod av först brainstorming för origamistrukturen, origamimekanismen och mekanisk lösning. Sedan användes metoden unfolding polyhedra för vissa av origamistrukturerna för att hitta origamimekanismer. Därefter utvärderades koncepten med en elimineringsmatris och genom tillverkning med deponering. Konceptet som kom vidare efter utvärderingen vidareutvecklades för optimering.
Resultatet blev en antennreflektordisk bestående av 24 fyrkantiga paneler samt en oktogonpanel i mitten som uppnådde alla satta krav förutom en. Reflektorn kunde vikas ihop till ett tillstånd där reflektordisken blev 2,4 gånger mindre i storlek. Konceptet kunde därmed få plats i 3D-skrivaren, men origamimekanismen fungerade inte efter utskrivningen på grund av komplikationer med den mekaniska lösningen.
Innehållsförteckning
Innehållsförteckning
1
Introduktion ... 1
1.1 BAKGRUND ... 1
1.2 PROBLEMBESKRIVNING ... 2
1.3 SYFTE OCH FRÅGESTÄLLNINGAR ... 2
1.4 AVGRÄNSNINGAR ... 3
1.5 DISPOSITION... 3
2
Teoretiskt ramverk ... 4
2.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH TEORI ... 4
2.2 ORIGAMISTRUKTURER FÖR TEKNISK APPLIKATION ... 5
2.3 ADDITIV TILLVERKNING ... 6 2.3.1 Riktlinjer ... 6 2.4 STYV VIKNING ... 8 2.4.1 Mekanisk lösning ... 9 2.5 ANTENNREFLEKTORDISK ... 11
3
Metod ... 12
3.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH METOD... 12
3.2 PLANERING ... 13 3.2.1 GANTT-schema ... 13 3.3 FÖRSTUDIE ... 14 3.3.1 Litteraturstudie... 14 3.3.2 Marknadsanalys ... 14 3.4 KRAVSPECIFIKATION ... 14 3.5 FUNKTIONSANALYS ... 14 3.6 KONCEPTGENERERING ... 15
Innehållsförteckning
3.7.2 Tillverkning med deponering ... 17
3.8 DATORSTÖDD KONSTRUKTION ... 18
3.9 SELEKTIV LASERSINTRING ... 18
4
Genomförande och resultat ... 19
4.1 GANTT-SCHEMA ... 19 4.2 FÖRSTUDIE ... 19 4.2.1 Vikbar solpanel ... 19 4.2.2 Traditionella gångjärn ... 20 4.2.3 Dolda gångjärn... 20 4.2.4 Levande gångjärn ... 20 4.3 KRAVSPECIFIKATION ... 21 4.4 FUNKTIONSANALYS ... 21 4.5 KONCEPTGENERERING ... 22 4.5.1 Brainstorming ... 22 4.5.2 Unfolding Polyhedra ... 22 4.5.3 Koncept 1 ... 24 4.5.4 Koncept 2 ... 25 4.5.5 Koncept 3 ... 26 4.6 KONCEPTUTVÄRDERING ... 27 4.6.1 Elimineringsmatris ... 27
4.6.2 Tillverkning med deponering ... 27
4.7 KONCEPTUTVECKLING /SLUTGILTIGT KONCEPT ... 32
4.7.1 Uppbyggnad ... 32
4.7.2 Rendering ... 33
4.7.3 Första iterationen ... 34
Innehållsförteckning
6
Diskussion och slutsatser ... 41
6.1 IMPLIKATIONER ... 41
6.2 SLUTSATSER OCH REKOMMENDATIONER ... 41
6.3 VIDARE ARBETE ELLER FORSKNING ... 42
7
Referenser ... 43
Introduktion
1
Introduktion
Kapitlet ger en bakgrund till studien och det problemområde som studien byggts upp kring. Vidare presenteras studiens syfte och dess frågeställningar. Därtill beskrivs studiens avgränsningar. Kapitlet avslutas med rapportens disposition.
1.1 Bakgrund
Arbetet utförs i samarbete med AMEXCI AB som är ett forskningsföretag inom additiv tillverkning. Företagets mål är främst att expandera användandet av additiv tillverkning i industribranscher genom att erbjuda sina kunder hjälp med att implementera additiv tillverkning i deras verksamhet. AMEXCI AB är experter på att tillgodose sina kunder med relevant kompentens inom additiv tillverkning för att framtidssäkra kundens verksamhet [1].
AMEXCI AB har funnit ett intresse för rymdbranschen där additiv tillverkning används alltmer. För att få en större förståelse för branschen vill AMEXCI AB att studenterna undersöker möjligheterna för additiv tillverkning. Främst används additiv tillverkning för att reducera logistik och vikt vid uppskjutning. Logistik och vikt är viktiga parametrar som måste beaktas för att rymdfärder ska anses vara hållbara. Med additiv tillverkning finns möjligheten att producera produkter i rymden, vilket betyder att mindre produkter erhålls vid uppskjutning [2].
National Aeronautics and Space Administration (NASA) arbetade år 2014 på en lösning för logistiken för en solpanel som ska skjutas upp i rymden med användning av origami. Solpanelen kan vid uppskjutning spara utrymme i rymdfarkosten. Anledningen till att utrymme sparas grundar sig i solpanelens struktur som kan vikas ihop och bli mer kompakt. Vid ankomst vecklas solpanelen ut för användning [3]. Idén att använda sig av origami för att spara utrymme ansågs kunna implementeras i additiv tillverkning. Produkter som har större dimensioner än utskriftsbädden anses kunna spara utrymme i utskriftsbädden med hjälp av origami genom att skrivas ut hopvikt och i en kompakt form. Resultatet av att tillverka en produkt hopvikt möjliggör för produkten att kunna produceras vid en enda utskrivning och därmed även undviker montering.
Introduktion
1.2 Problembeskrivning
Att spara utrymme i rymdfarkosten är eftersträvsamt i rymdbranschen. Ett sätt rymdbranschen hanterade detta var genom ett projekt för NASA där de använde sig av origami för att spara utrymme vid transport för en solpanel. Med additiv tillverkning fortgår forskning som ska utöka användningen av tillverkningsmetoden på rymdstationer. Mer användning av additiv tillverkning på rymdstationer tillför att antalet produkter i rymdfarkosten som transporterar material reduceras. Problemet är att produktens dimensioner begränsas till utskriftsbäddens dimensioner om de ska skrivas ut i en enda del. Produkter med dimensioner större än utskriftsbädden kan produceras i separata delar. Dock uppstår problematik som montering efteråt, innehav av verktyg till montering och eventuellt tillgodose utrymme för montering samt förvaring.
På liknande sätt som när origami användes för att spara utrymme i rymdfarkoster, finns avsikten att undersöka metodens möjligheter i additiv tillverkning för produkter med större dimensioner än utskriftbädden. I arbetet används termen origamistruktur för hur antennreflektordisken är uppdelad och utgör de delar som kommer vikas. Origamimekanism används i arbetet som hopvikningen av origamistrukturen.
1.3 Syfte och frågeställningar
Följande idé kommer appliceras på en antennreflektordisk. Antennreflektorer kan bli synnerligen stora till ytan, därför anses det lämpligt att hitta en origamistruktur för att göra det möjligt att tillverka en reflektordisk som har större dimensioner än utskriftsbädden som den tillverkas i. Om origami kan implementeras i additiv tillverkning kan det möjliggöra att utskriftbäddens dimensioner inte är en begränsning för produkten. Därmed skapades studiens första frågeställning:
[1] Hur kan antennreflektordiskens origamistruktur se ut för att få plats på utskriftsbädden?
För att reflektorn ska vara användbar utan montering måste det existera mekanismer som möjliggör att antennen går att expandera till användbar storlek. Därmed skapades studiens andra frågeställning:
Introduktion
1.4 Avgränsningar
Studien bortser från att antennreflektordisken ska vara funktionell. Detta betyder att reflektordisken kommer endast vara ett koncept för inspiration på hur origami kan implementeras på en antennreflektordisk i samband med additiv tillverkning.Val av material är begränsat till vad AMEXCI AB kan tillhandahålla. Material som förses är Polyamid 12, mer exakt PA 2200 Balance 1.0 som konceptet kommer tillverkas i. Designen ska även se möjligheten till tillverkning med materialet Polyetereterketon även kallat PEEK.3D-skrivare är begränsat till vad AMEXCI AB kan tillhandahålla. I detta avseende används selektiv lasersintringsskrivaren EOS P 396 med byggvolym 340x340x600 mm.
1.5 Disposition
Rapporten börjar med en introduktion där läsaren inleds till bakgrunden för arbetet. Därefter kommer problembeskrivningen samt syfte och frågeställning. Kapitlet för introduktionen avslutas med vilka avgränsningar som har behövts för arbetet. Kapitel 2 innehåller alla teorier som har varit användbara under arbetets gång. Rubrikerna för teorierna är Origamistrukturer för teknisk applikation, additiv tillverkning och styv vikning. Kapitlet visar även kopplingen mellan frågeställningarna och teorierna. Kapitlet efteråt har rubriken Metod. Här presenteras alla metoder som har använts genom arbetet, och även kopplingen mellan metoderna och frågeställningarna. Därefter redogörs genomförandet och resultatet för arbetet. I kapitlet leds läsaren genom processen för att sedan redovisas för det slutliga resultatet. Kapitlet efteråt har rubriken Analys och är det 5:e kapitlet. Här presenteras svaren för frågeställningarna. Sista kapitlet, som är kapitel 6, behandlar diskussion och slutsatser i arbetet. Därefter avslutas rapporten med referenser samt bilagor.
Teoretiskt ramverk
2
Teoretiskt ramverk
Kapitlet ger en teoretisk grund som används i studieupplägget och en bas för att analysera resultatet av de frågeställningar som formulerats.
2.1 Koppling mellan frågeställningar och teori
Kopplingen mellan frågeställning och teori åskådliggörs med tabell nedan.
Tabell 1: Koppling mellan frågeställningar och teori.
Frågeställning Teori
[1] Hur kan antennreflektordiskens origamistruktur se ut för att få plats på utskriftsbädden?
2.2 Origamistrukturer för teknisk applikation 2.4 Styv vikning
2.5 Antennreflektordisk [2] Är det möjligt att tillverka reflektorns
origamistruktur med additiv tillverkning och samtidigt behålla origamimekanismerna?
2.3 Additiv tillverkning 2.4 Styv vikning
Frågeställning 1: Hur kan antennreflektordiskens origamistruktur se ut för att få plats på utskriftsbädden?
Frågeställningen kommer besvaras genom en fördjupning inom origamistrukturer och hur de används för tekniska applikationer. Detta utförs för att få inspiration för antennreflektordiskens origamistruktur och för att få kunskaper om befintliga existerande applikationer. För att uppnå en funktionell origamistruktur måste reflektordiskens godstjocklek samt styva material hanteras. Styv vikning undersöks för att få kunskap och inspiration till lösningar. Antennreflektordisk studerades för att få en förståelse för reflektordiskars uppbyggnad.
Frågeställning 2: Är det möjligt att tillverka reflektorns origamistruktur med additiv tillverkning och samtidigt behålla origamimekanismerna?
Frågeställningen kommer besvaras genom att följa designregler och fördjupning av additiv tillverkning generellt för att få mer förståelse över hur origamimekanismerna
Teoretiskt ramverk
2.2 Origamistrukturer för teknisk applikation
Origami är en antik pappersvikningskonst som konverterar tvådimensionella komponenter som ark till tredimensionella strukturer via vikning. Traditionellt sett är origami en konstform som antingen återskapar dekorativa objekt från verkligheten eller abstrakta figurer. I modern tid så har materialet, som enbart bestod av papper förr i tiden, bytts ut mot metall, polymer och andra material i syfte för ingenjörsarbete [4]. Förmågan att ändra egenskaper med sin form gör den till en unik källa för inspiration till många tekniska designutmaningar [5]. Det finns flera fördelar med att implementera origami för flera olika applikationer. Kompakthet, re-konfiguration och att kunna reducera komplikationer vid tillverkning är några egenskaper som kan uppnås med origami.
Ett exempel när kompaktheten utnyttjades är på en robot som erhöll hjul som inspirerats av origami, se Figur 1. Hjulen kunde variera i storlek beroende på hur trångt utrymmet var. Hjulen kunde aktivt vikas och vecklas ut självmant, vilket gjorde att hjulen antingen expanderade eller krympte. Egenskapen gjorde att roboten kunde rymmas i varierande utrymmen i utbyte mot hjulens storlek [4].
Teoretiskt ramverk
2.3 Additiv tillverkning
Tillverkningsprocessen refererar till en teknik som gör det möjligt att utforma komplexa komponenter som inte kan tillverkas med traditionell tillverkning [6]. Andra fördelar som kan uppnås med additiv tillverkning är att materialavfallet minskar, prototyptillverkning kostar mindre, möjliggör att producera gitter (engelska: lattice) för viktminskning och mycket mer [7]. Additiv tillverkning används både till prototyptillverkning och som produktionsteknik. Tekniken använder datorstödd konstruktion även kallat CAD (engelska: Computer-aided design) och bygger upp komponenten lager-på-lager på en utskriftsbädd. Olika tillämpningar finns och i examensarbetet används Deponering (FDM) (engelska: fused deposition modeling) och Selektiv Lasersintring (SLS), se 3.7.2 respektive 3.9.
2.3.1
Riktlinjer
Det finns designregler för 3D-skrivning som måste följas när CAD-modellen skapas. Det optimala är att ha dessa designregler i åtanke redan i konceptgenereringsfasen för att minimera ändringar i senare stadier.
Krympning och förvridning, se Figur 2, är två generella designområden som måste beaktas för att modellen ska bli som tänkt. Att modellen krymper betyder att modellen kommer bli mindre i verkligheten gentemot sin CAD-modell. Detta kan dock undvikas med 3D-skrivare som kan motverka krympningen via inställningar [8]. Modellen brukar vanligtvis krympa mellan 3–3,5%. Förvridning uppstår för att materialet expanderar när det smälter och sedan drar ihop sig när det stelnar. Materialet kan dra ihop sig för mycket om vissa delar av materialet är fortfarande smält medan andra delar håller på att stelna [9]. Förvridning händer oftast när modellen har en stor och platt yta som skriver ut liggandes. Med förvridning menas att kanterna på modellen böjs uppåt. Detta kan undvikas/minimeras om modellen skrivs ut stående.
Teoretiskt ramverk
Pulveröppningar kan vara en viktig åtgärd vid design av en del som tillverkas med selektiv lasersintring och andra tillverkningstekniker som sammanfogar pulver. Ett exempel kan vara för en ihålig del, om pulvret stängs in så erhålls vikten medan en öppning möjliggör pulverbortagning som minskar vikten [8]. Borttagning av pulver kan även ha en ekonomisk fördel då pulver som inte lasersintrats kan återanvändas till en viss del. Rekommendationen för en pulveröppning är att diametern ska minst vara 3,5 mm.
Andra sorters designregler som finns är toleranser, se Bilaga 2. Dessa regler är väldigt viktiga att ta hänsyn till vid modelleringsfasen för att modellen ska vara 3D-skrivbar [8]. Det är viktigt att ta hänsyn till att värden på toleranser endast är riktlinjer och riktiga värden är påverkade av flera faktorer som material, maskin och så vidare. Insamlade data är från AMEXCI AB. Innehållet är riktat mot företagets kunskapsområde, additiv tillverkning och innefattar riktlinjer och krav gällande design.
Teoretiskt ramverk
2.4 Styv vikning
I traditionell och matematisk origami är tjockleken på arket försummat. För detta examensarbete måste godstjocklekar och styvt material ha mekaniska lösningar för att produkten ska kunna vikas. Styv vikning (engelska: rigid folding) innebär en lösning för styvt och tjockt material att vikas som traditionell origami med försummad tjocklek [10]. En styv origamistruktur kan till exempel använda gångjärn för att få en realiserbar distribution.
Tomohiro Tachi presenterar två metoder, en redan existerande och en som han själv föreslår för att möjliggöra viking med styvt och tjockt material. Metoderna går ut på att följa origamistrukturen av en modell utan tjocklek för att identifiera rotationsaxlar [10]. Axlarnas position implementeras på en origamistruktur som har en tjocklek. Med den existerande metoden placeras axlarna i kanten av panelerna. Tachi förslår en förbättring som är att positionera axlarna i mitten mellan panelerna och sedan halvera materialet. Med axlarnas position i mitten av panelerna så tillför det en vikning som efterliknar traditionell origami.
Teoretiskt ramverk
2.4.1
Mekanisk lösning
För att origamimekanismen ska kunna fungera kommer det behövas en mekanisk lösning för varje styv del som ska vikas. Mekaniska lösningar som undersöks i examensarbetet innefattar traditionella-, dolda- och levande gångjärn (engelska:living hinge).
Traditionella gångjärn syftar på en komponent som sammanfogar två separata delar och möjliggör en rörelse. Ett exempel är det som sammanfogar en lucka till ett skåp. Gångjärnet är uppdelat i olika beståndsdelar som sammanfogas och det finns flera olika versioner som används idag [11]. I detta arbete undersöktes traditionella gångjärn med komponenter som använder tre och två komponenter, se Bilaga 3. Dolda gångjärn, även kallad concealed hinge på engelska har karaktären att kunna maskeras. Det är på grund av att gångjärnet är placerat inuti produkten och syns bara när gångjärnet böjs [12]. Olika versioner finns och generellt så använder dolda gångjärn ett flertal komponenter. Till exempel Simonswerk’s TE 640 3D som använder fem olika axlar som omsluts av delar som sammanfogar en dörr till en vägg, se Figur 4.
Teoretiskt ramverk
Levande gångjärn är en anslutning som möjliggör en rörelse av separata delar genom att vara tunn och flexibel. Gångjärnet består av samma material som den styva delen, men skiljer i tjocklek och form, se Figur 5. Det finns några viktiga punkter att ha i åtanke vid design av ett levande gångjärn, [13]:
• Storleken på radien är viktig för att motverka spänningskoncentrationer från att uppstå under användning.
• Implementering av ”axlar” hjälper till att fastställa att gångjärnet böjs i mitten och att nog rörelse kan åstadkommas.
• Tunnare material erbjuder mer flexibilitet vilket kan korrelera med ökad livslängd.
• Designa inte gångjärnen för långa, dela hellre upp i fler delar.
• Om tillverkningsmetod tillför en fiberriktning så måste orienteringen på fibrerna vara vinkelrät mot gångjärnet.
Vanliga användningsområden är till lock på plastflaskor, matbehållare, flygplansförvaringsdörrar och skåp [14].
Teoretiskt ramverk
2.5 Antennreflektordisk
En antennreflektordisk fungerar som en spegel för elektromagnetiska vågor och reflekterar vågorna mot en fokuspunkt, se Figur 6 [16]. Djupet på disken påverkar avståndet till fokuspunkten där mottagaren ska sitta och även öppningsvinkeln för mottagning av elektromagnetiska vågor [17]. Mindre djup ökar möjligheten för störningar eftersom vinkeln blir bredare och plockar upp alltmer vågor och ger ett större avstånd till mottagaren jämfört med ett större djup.
Två viktiga termer angående antennreflektordiskar som måste studeras för att få en förståelse om reflektordiskars utseende är fångarområde och strålbredd. Fångarområde (engelska: Aperature), är storleken på antennreflektorn och är den arean som fångar upp energi från elektromagnetiska vågor [18]. Arean beräknas
𝐴 =
𝜋𝑟
2,
där r är radien av disken. Strålbredd (engelska: Beamwidth), är definierat som en vinkelbredden av en viss nivå av strålningens huvudlob [19]. Loben är den maximalt utstrålande effekten som antennen utger. För att beräkna en antenns horisontella strålbredd,𝐻𝐵𝑊 = 70
𝜆𝐷
,
där och𝜆
är våglängden och D är diametern för disken.Metod
3
Metod
Kapitlet ger en beskrivning av konceptframtagningen och de metoder som ligger till grund till examensarbetet.
3.1 Koppling mellan frågeställningar och metod
Kopplingen mellan frågeställning och metod åskådliggörs med tabell nedan.
Tabell 2: Koppling mellan frågeställning och metod.
Frågeställning Metod
[1] Hur kan antennreflektordiskens origamistruktur se ut för att få plats på utskriftsbädden? 3.3 Förstudie 3.4 Kravspecifikation 3.5 Funktionsanalys 3.6 Konceptgenerering 3.7 Konceptutvärdering [2] Är det möjligt att tillverka reflektorns
origamistruktur med additiv tillverkning och samtidigt behålla origamimekanismerna?
3.7 Konceptutvärdering 3.8 Datorstödd konstruktion 3.9 Selektiv Lasersintring
Frågeställning 1: Hur kan antennreflektordiskens origamistruktur se ut för att få plats på utskriftsbädden?
För att besvara studiens första frågeställning utförs en förstudie, kravspecifikation, funktionsanalys, konceptgenerering och konceptutvärdering. Förstudien består av en litteraturstudie. Studien lägger grund till eventuella problemlösningar. Kravspecifikationen tydliggör krav och funktion. Funktionsanalysen vägleder konceptgenereringen genom att fastlägga och förtydliga huvudfunktioner, delfunktioner och stödfunktioner. Konceptgenerering besvarar frågeställningen med en kreativ metod för idéer och förslag och en systematisk metod för generering av origamistrukturer. Konceptutvärderingen undersöker koncept utifrån datorstödd konstruktion som sammanställs i en elimineringsmatris samt genom deponering.
Metod
Frågeställning 2: Är det möjligt att tillverka reflektorns origamistruktur med additiv tillverkning och samtidigt behålla origamimekanismerna?
För att besvara studiens andra frågeställning används datorstödd konstruktion och tillverkningsmetoderna Deponering och Selektiv Lasersintring. Datorstödd konstruktion producerar solidmodeller som används vid visualisering, utveckling, analysering eller modifiering. Deponeringsskrivare kommer användas för att utvärdera konceptens origamistruktur och origamimekanism. Selektiv lasersintringsskrivare används för att underlätta designkrav och öka möjligheten till en framgångsrik tillverkning av sista iterationen för antennreflektordisken.
3.2 Planering
Planering används för att fastställa att viktiga delmål och beslut genomförs i projekt. Val av projektmodell för arbetet är stage-gate-modell som är en modell som planeras redan i början av projekt [6]. För att utföra ett arbete med denna modell så planeras arbetet med hjälp av milstolpar. Milstolpar används i klassisk projektform för att påvisa viktiga punkter i tidsplaneringen som måste följas upp i genomförandet av projektet [20]. Får nå de uppsatta milstolparna planeras aktiviteter in med ett bestämt tidsintervall för utförande. GANTT-schema används som metod för enkelt strukturera tidsplaneringen för projektet, se nedan.
3.2.1
GANTT-schema
Tidsplaneringen struktureras med ett GANTT-schema som är en enkel metod som åskådliggör ett projekts huvudaktiviteter i relation till tiden. Metoden visualiserar ett två dimensionellt koordinatsystem med aktiviteter representerat på y-axeln och tidsåtgången på x-axeln [6]. Med hjälp av ett GANTT-schema strukturerades projektets alla delmoment upp och disponerades väl utifrån tidsspannet för projektet.
Figur 7: Exempel, GANTT-schema.
Datum 1
Datum 2
Datum 3
Datum 4
Aktivitet 1
Aktivitet 2
Aktivitet 3
Aktivitet 4
Metod
3.3 Förstudie
För att få underlag om marknad, design och teknik kan en förstudie fullföljas som innefattar en problemanalys angående nyutveckling. Det är viktigt att undersöka så många lösningar som möjligt eftersom produkten är starkt påverkad av underlaget som presenteras i förstudiefasen [6]. Informationen framställs genom en litteraturstudie och en marknadsanalys.
3.3.1
Litteraturstudie
En litteraturstudie söker hjälp och svar från tidigare studier i samma ämne. Litteraturstudien utförs med sökmotorn Primo, IEEE och Google-scholar. Använda sökord är origami structures, origami design, origami in space, rigid-folding, hinge design, antenna reflector och deployable structures.
3.3.2
Marknadsanalys
En marknadsanalys producerar en samling av information som korresponderar med produkten som undersöks. Informationen tillför en uppfattning av vad som förväntas av produkter. Undersökningen kan genomföras kvantitativt eller kvalitativt beroende på metod som används [6].
3.4 Kravspecifikation
Kravspecifikation framställs utifrån en problembestämning som klargör problem och dess natur. Tydliga krav konstrueras som fastlägger vad produkten ska uträtta. De bestämda kraven används som utgångspunkt vid sökande av konstruktionslösningar och som referens vid utvärdering av lösningar av problemen. Vid ökad kunskap om arbetets inblandade områden så kan specifikationen utvecklas och uppdateras [6].
3.5 Funktionsanalys
Analysen ska förtydliga olika funktionella egenskaper och effekter som förväntas levereras. Det som fastställs i funktionsanalysen är huvudfunktion, delfunktioner och stödfunktioner. Huvudfunktion uppfyller produktens huvudsakliga syfte. Delfunktionerna är funktioner som är nödvändiga för att uppfylla huvudfunktionen. Stödfunktioner är önskvärda/icke-nödvändiga funktioner. Funktionerna tillsammans med kraven från kravspecifikationen vägleder vid undersökning av vilka konstruktionslösningar som är ett möjligt alternativ att utnyttja i projektet [6].
Metod
3.6 Konceptgenerering
Ett konceptgenereringsarbete är ett arbete som producerar problemlösningsförslag. Förslagen strävar efter att uppnå kriterier som sammanställts i specifikationsarbetet och konceptgenerering är därför beroende på underlaget från specifikationsarbetet [6]. Genereringsarbetet kan utföras systematiskt och metodiskt genom kreativa och rationella metoder och målet är att producera ett antal rimliga lösningar.
3.6.1
Brainstorming
Brainstorming är en kreativ metod för konceptgenerering. Metoden utförs under en begränsad tid och går ut på att dokumenterar flera olika idéer och förslag till problemet som ska lösas. Brainstorming utförs i små grupper med många korta pauser för att öka antalet genererade idéer och med ett problem i fokus åt gången [21].
Fyra grundregler att följa vid utförande av brainstorming [6]. 1. Kritik är inte tillåten
Inga positiva eller negativa kommentarer får framkomma under processen. 2. Kvantitet eftersträvas
Mindre bra idéer kan genom association leda till briljanta idéer. 3. Gå utanför det vanliga
Okonventionella idéer kan leda till en problemlösning. 4. Kombinera idéer
Metod
3.6.2
Unfolding Polyhedra
Processen för att skapa en origamistruktur med önskade egenskaper och komplexa former kan bli komplicerad om metoder som trial and error används eller med intuitionsbaserade designbeslut. I stället har det blivit väsentligt att använda sig av ingenjörsverktyg och beräkningsmetoder för att skapa origamistrukturer.
Unfolding Polyhedra är en metod som principiellt bestämmer geometrin till ett 2-dimensionellt plan som utgör ett polygonmönster för en 3-dimensionell figur, se 3.6.2. I sammanhanget innebär polygonmönstret ett enda ark som inte får överlappa och har enbart blivit trimmat på kanterna av den 3-dimensionella figuren [22]. Se exempel på
Bilaga 4. Gällande följer för att använda metoden:
Givet: En 3-dimensionell figur uttryckt som en polygon och kallas för Goal Meshℳ. Detta är den eftersträvande formen för den givna figuren.
Hitta: Geometrin och origamistrukturen för ett 2-dimensionellt arkЅ0 som ska kunna
vikas till ℳ.
Stegen för att konstruera Ѕ0 är följande:
1. Bestäm vilket Spanning Tree, se Figur 8, Goal Meshℳ ska ha. Ett Spanning Tree representerar raka linjer med en punkt i varje yta av ℳ. Det kan aldrig ha en skärningspunkt och kan inte korsa några kanter av ℳ mer än en gång. 2. Varje kant som inte har korsats av Spanning Tree kallas för Boundary Edges,
se Figur 8. De kanter som har blivit korsat av Spanning Tree bildar ett nät som
korresponderar topologin av Spanning Tree-linjerna.
3. Nätet som erhölls i steg 2 bearbetas till ett 2-dimensionellt arkЅ0 som ska
Metod
3.7 Konceptutvärdering
Utvärdering av koncept bestämmer värdet och kvalitén genom att kolla hur väl lösningar uppnår krav och önskemål. Lösningsalternativen som bäst uppfyller kriterierna vidareutvecklas [6]. Det finns olika sätt att utvärdera. I detta arbete kommer deponering (FDM) användas utöver en elimineringsmatris.
3.7.1
Elimineringsmatris
Elimineringsmatrisen klargör om lösningsalternativ uppnår valda kriterier. Koncepten går vidare om alla kriterier uppnås eller om ytterligare granskning krävs. Matrisen indikerar vilka koncept som skall fullföljas (+), elimineras (-), kontrolleras med produktspecifikation (!) och tillägga information (?) [6].
Tabell 3: Pahl och Beitz elimineringsmatris.
3.7.2
Tillverkning med deponering
Deponering är en tillverkningsteknik som bygger tunna skikt av termoplast eller vax genom ett munstycke som smälter materialet. Begränsningar på komplexiteten existerar på grund av svårigheter vid tillverkning av överhäng som kräver en användning av stödmaterial [23]. Tekniken använder modeller producerat i program med datorstödd konstruktion och är ett snabbt verktyg för att realisera koncept [6].
Metod
3.8 Datorstödd konstruktion
Datorstödd konstruktion även kallad CAD (engelska: Computer-aided design) är ett system som hjälper med visualisering, utveckling, analysering eller modifiering av en design. Systemet ökar frihet och möjlighet för ritningar i form av ytmodeller och solid- eller volymsmodeller [6].
Fyra anledningar till implementering av CAD. 1. Öka produktivitet hos användaren 2. Förbättra design kvalitet
3. Förbättra kommunikation genom dokumentation 4. Skapar en databas för tillverkning [24].
SolidWorks används som modelleringsprogram i detta arbete för att producera solidmodeller.
3.9 Selektiv Lasersintring
Selektiv Lasersintring är en additiv tillverkningsprocess som använder laser för sammanfogning av termoplast eller vax
[6].
Tekniken har inga begränsningar vidtillverkning av överhäng och anses kunna tillverka högt komplicerade former
[23].
Anledning till detta är att inget utskriftshuvud används. På utskriftsbädden placeras termoplast eller vax i form av pulver, ett lager i taget och smälts ihop därefter. Ett resultat av tillverkningstekniken är att den tillför en isotrop fiberriktning som ökar friheten vid design. Orienteringen under tillverkning har ändå påverkan på
materialets egenskaper [25]. Tekniken använder, som för deponering, modeller producerat i program som tillför datorstödd konstruktion.
Genomförande och resultat
4
Genomförande och resultat
Kapitlet ger en beskrivning av studiens resultat samt studiens genomförande i kronologisk ordning.
4.1 GANTT-schema
GANTT-schemat, se Bilaga 5, innehåller samtliga aktiviteter i kronologisk ordning som har genomförts under examensarbetet. De 4 milstolparnas funktion var att fungera som en motivation till att få klart aktiviteterna i tid. Arbetets fyra milstolpar är: kravspecifikation, val av koncept, sista utskrivningen och presentation. GANTT-schemat underlättade disponeringen av tid och struktureringen av aktiviteterna samt gav en visuell överblick över hela examensarbetet. När en försening inträffade kunde en kompensation genomföras mellan aktiviteterna eller så kunde en ändring i planeringen ske.
4.2 Förstudie
Förstudien genomfördes för att samla information om origamistrukturer, origamimekanismer, styv vikning och antennreflektorer. Datainsamlingen utgår från en litteraturstudie och en marknadsanalys. Litteraturstudien innefattar Unfolding Polyhedra metoden, antennreflektorer och vikbar solpanel. Genom marknadsanalysen har diverse gångjärn som redan finns på marknaden undersökts. Se sammanställd information om förstudien nedan.
4.2.1
Vikbar solpanel
Ett arbete som NASA ha gett stöd till har framtagit en origamistruktur som kan distribuera en solpanel med ett material av en viss tjocklek. Arbetet har genererat en struktur med hjälp av matematiska modeller som tar tjockleken i hänsyn, se Bilaga 6
[26].
Uppbyggnaden är sex triangelformade paneler med samma dimensioner runt en hexagonpanel. Varje panel är uppbyggd av tjugo mindre paneler som utgår i fyra olika former med samma storlek i bredd, se Bilaga 6. Mellan de styva paneler har det ett membranmaterial som tillför ett avstånd på 10–14 gånger tjockleken av panelerna [26]. Materialet håller samman panelerna och tillför flexibilitet som möjliggör vikbarhet. Resultatet av förhållandet mellan storleken utvikt och hopvikt är 9,2. Solpanelen är 1,25m utvikt och 0,136m hopvikt.
Genomförande och resultat
4.2.2
Traditionella gångjärn
I arbetet undersöks traditionella gångjärn uppbyggd av tre och två komponenter i samband med användning till styva paneler med tjocklek. Gångjärn med två komponenter blir mer begränsade av det styva materialets tjocklek än tre komponents gångjärn som kan åstadkomma 360° rörelse. Anledningen är att gångjärnet med tre komponenter har en tredje separat del som sammanfogar de styva delarna. Den separata delen tillför ett avstånd mellan delar och genom att öka avståndet så ökar rörelsen som kan åstadkommas. Eftersom gångjärnen sammanfogar separata delar genom att omsluta en axel med ett visst avstånd så måste pulveröppningar implementeras om tillverkning sker via selektiv lasersintring. Om pulver inte kan avlägsnas så kommer mekanismen eventuellt inte kunna tillföra en rörelse. Traditionella gångjärn kommer utvärderas genom tillverkning i ett hopvikt läge med tillverkningstekniken deponering och selektiv lasersintring.
4.2.3
Dolda gångjärn
Fördelen med att ha dolda gångjärn för examensarbetet är att ett avstånd mellan panelerna hade kunnat försummas. Ett försummat avstånd hade tillfört antennreflektordisken med en jämn övergång mellan panelerna och därmed efterliknat befintliga konventionella reflektordiskar som finns på marknaden. Nackdelen med dolda gångjärn är dock att gångjärnen består av flera delar med trånga utrymmen, se Bilaga 3. Pulvret som hade tillkommit med att skriva ut gångjärnet i en SLS-skrivare ansågs vara väldigt svårt att få ut. Gångjärnet är även begränsad till tjockleken på reflektordisken eftersom mekanismen måste undangömmas i utrymmet mellan ytan fram och bak. På grund av det ovannämnda nackdelarna studerades dolda gångjärnen ej vidare i arbetet.
4.2.4
Levande gångjärn
Det positiva med att använda sig av levande gångjärn i arbetet är att pulveröppningar kan undantas. Anledningen är att inga axlar behöver omslutas för att gångjärnet ska vara rörligt. Levande gångjärn består av samma material som de styva delar som den tillverkas med. Rörligheten möjliggörs av materialets elasticitet, vilket även genererar spänning i materialet. Spänningen gör att gångjärnet kommer vilja böjas tillbaka till ursprungsposition. Att spänning bevaras i materialet kan leda till problem för
Genomförande och resultat
4.3 Kravspecifikation
En kravspecifikation framställdes tillsammans med AMEXCI AB. Den baseras på både krav från AMEXCI AB och krav som har diskuterats fram mellan företaget och studenterna. Kraven används som utgångpunkt för konceptgenereringen.
Tabell 4: Kravspecifikation
Kravspecifikation Kommentar
Byggvolym 340x340x600mm Det slutgiltiga konceptet ska få plats i ett hopvikt läge på utskriftsbädden
Material PA 2200 Balance 1.0 (PA12) och PEEK
Följa båda materialens designregler, slutgiltigt koncept tillverkas med PA12
Distribuerbar struktur Ska kunna vecklas ut till användningsform 3D-skrivbar Optimerad för EOS P 396 (SLS-skrivare) Skrivas ut i en del Inga separata delar efter tillverkning
600 mm Antennreflektordiskens minsta storlek i diameter
4.4 Funktionsanalys
En funktionsanalys genomfördes för att definiera vilka funktioner produkten ska ha. Huvudfunktionen är att antennreflektordisken ska kunna 3D-skrivas. För att uppfylla huvudfunktionen måste delfunktionen vara att reflektordisken ska få plats i utskriftsbädden och för att den ska kunna få plats måste reflektorn vara distribuerbar. Att möjliggöra rörelse är en delfunktion eftersom det behövs för att antennreflektordisken ska kunna vara distribuerbar. Företaget ville även minimera materialanvändningen för produkten, vilket leder till viktminskning samt att det är ekonomiskt sparsamt.
Tabell 5: Funktionsanalys
Verb Substantiv Funktion (HF, DF, SF) * Kommentar
Kunna 3D-skrivas HF Designregler, material, osv
Få Plats DF På utskriftsbädden
Vara Distribuerbar DF Antennreflektordiskens
origamistruktur
Möjliggöra Rörelse DF Mekanisk lösning,
pulveröppningar, osv
Minimera Materialanvändning SF Minska vikt, ekonomiskt sparsamt
Genomförande och resultat
4.5 Konceptgenerering
Efter kraven var satta och funktionerna var definierade kunde konceptgenerering för examensarbetet utföras. Syftet var att hitta olika lösningar på problemet som kan sedan testas att 3D-skrivas. Under konceptgenereringen togs inspiration från förstudien i beaktning. Tre koncept utvecklas vidare i SolidWorks för att förtydliga faktorer som dimensioner, antal, struktur och så vidare. Generering av koncept utförs med två metoder, Brainstorming och Unfolding Polyhedra. Den först nämnda metoden bidrar till flera olika lösningsförslag för origamistrukturer, mekaniska lösningar och hur origamistrukturer kan vikas. Unfolding Polyhedra kommer användas som en systematisk process för hur origamistrukturer som genererades från brainstorming kan vikas.
4.5.1
Brainstorming
Metoden användes för att generera origamistrukturer, origamimekanismer och mekaniska lösningar. Tanken var att prioritera kvantitet före kvalité för att få så många idéer som möjligt för att i ett senare stadie finslipas. Om koncepten ansågs inte kunna uppfylla kraven från kravspecifikationen uteslöts de från finslipningen. Vissa av origamistrukturerna som genererades under brainstormingen gav underlag till metoden unfolding polyhedra. Se Bilaga 7 för skisser.
4.5.2
Unfolding Polyhedra
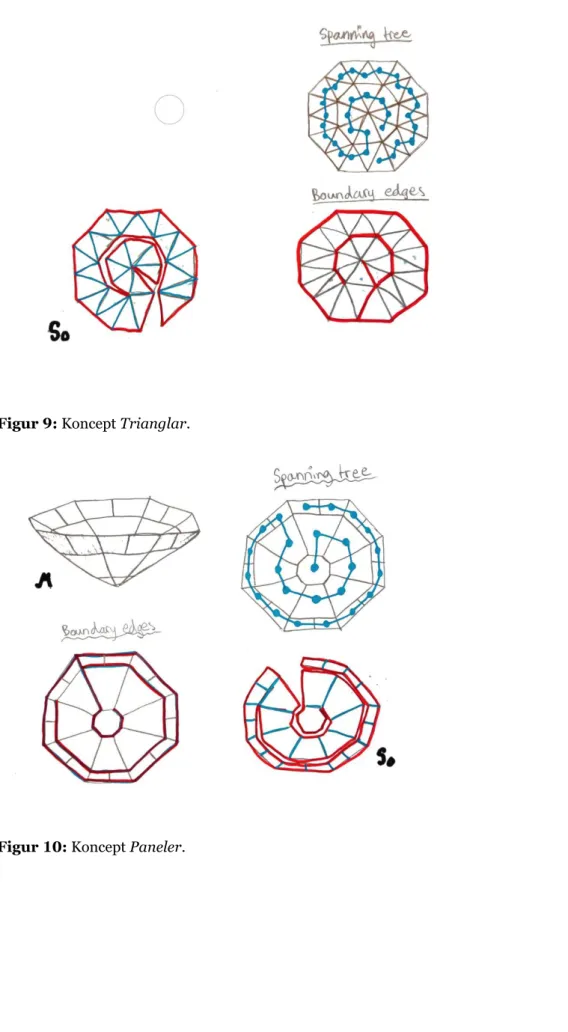
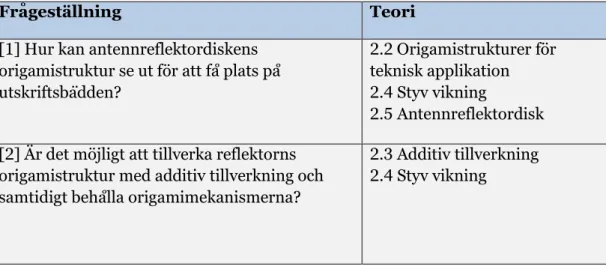
Två origamistrukturer genererades från brainstormingen för en vidareutveckling med metoden unfolding polyhedra. Det existerar en beräkningsmetod för att hitta goal meshℳ [22], dock användes inte metoden i arbetet eftersom brainstorming ansågs vara en effektivare metod i sammanhanget. Anledning är att krympning och förvridning kan inträffa vid tillverkning av alltför stora och platta paneler gällande 3D-skrivning. Det ansåg lättare att undvika stora och platta paneler genom att självmant kunna bestämma panelernas storlek.
Metoden användes för att trimma figuren för att ha möjligheten att göra den platt. Detta ansågs vara lämpligt eftersom det underlättade att vika ihop origamistrukturen. Det som trimmas är där de röda strecken är placerade och de blå visar var panelerna kommer vikas, se Figur 9 och Figur 10. De blå strecken kommer således vara en vägledning till placering av gångjärn.
Genomförande och resultat
Figur 9: Koncept Trianglar.
Genomförande och resultat
4.5.3
Koncept 1
Koncept 1 består av totalt 24 paneler och en oktogonpanel i mitten. Panelerna utgör 8 stora trianglar som sammanfogas med gångjärn. Gångjärnen är preliminära och funktionaliteten ska testas med deponering i senare skede för att utvärdera bästa mekaniska lösningen för konceptet. För att antennreflektordisken ska kunna vikas ihop helt kommer en sida av två paneler per lager behöva vara utan gångjärn.
Figur 11: Koncept 1 – Ovanifrån.
Genomförande och resultat
4.5.4
Koncept 2
Konceptet utgår från en hexagon som är uppdelad i sex delar, se Figur 14. Varje del är uppbyggd av 16 triangelformade paneler uppdelat i fyra olika nivåer, se Figur 15. Tanken är att de sex panelerna är separata och sammanfogas endast i mitten och de fyra olika nivåer på panelerna ska ha en mekanism mellan varandra för att möjliggöra vikning. Mellan de 16 trianglarna på en panel så ska endast ett tunt material förekomma som ska hjälpa motverka krympning och förvridning. Panelerna är tänkt att vikas varannan nivå ner och varannan nivå upp.
Figur 14: Koncept 2 ovanifrån utan triangeluppdelning.
Genomförande och resultat
Figur 16: Förtydligande bild av tillvägagångsätt för vikning.
4.5.5
Koncept 3
Konceptet har inspirerats av en vikbar solpanel som har nämnts tidigare i avsnitt 4.2.1. En panel är uppdelat i 26 mindre delar som är tänkt att inneha en mekanism som ska tillföra vikbarhet mellan varje del, se Figur 17. Tanken är att bibehålla samma origamistruktur som solpanelen, bortsett från att det inte ska vara en platt geometri. Geometrin ska tillföra ett djup genom att panelerna ska bibehålla ett uppvikt tillstånd vid användning. Konceptet är tänkt att vikas ihop på samma sätt som för den vikbara solpanelen, se Bilaga 6.
Genomförande och resultat
4.6 Konceptutvärdering
Flera koncept ansågs ha potential efter konceptgenereringen. Därför behövdes en konceptutvärdering utföras för att undersöka om koncepten uppfyller de krav som har ställts på antennreflektordisken. Koncepten för origamistrukturen utvärderades genom en Elimineringsmatris, se avsnitt 3.7.1, för att sedan tillsammans med de mekaniska lösningarna utvärderas genom tillverkning med deponering, se avsnitt 3.7.2.
4.6.1
Elimineringsmatris
En elimineringsmatris, se Bilaga 8, utfördes för Koncept 1, Koncept 2 och Koncept 3. Elimineringsmatrisen består av tre utvärderingskrav som anses måste uppfyllas för att koncepten ska kunna överleva elimineringen. De tre kraven är att konceptet måste ha en origamistruktur, kunna få plats i 3D-skrivaren och vara realiserbar. Koncept 1 ansågs kunna uppfylla alla tre utvärderingskrav och gick därmed vidare. Konceptet erhöll en origamistruktur samt ett effektivt sätt att vika ihop antennreflektordisken. Den var även realiserbar för att toleranser och mått i CAD-modellen ansågs vara acceptabla.
Koncept 2 ansågs inte vara realiserbar. Detta var på grund av när panelerna viks samman så kommer de kollidera. Om panelerna endast viks ihop till en viss del så uppnår inte konceptet kraven för tillverkning. Disken blir för stor för att kunna tillverkas. En till anledning är att panelerna inte har ett tillräckligt bra sätt att sammanfogas i mitten av antennen och riskerar därför att splittras vid användning. Därmed avvecklades koncept 2.
Koncept 3 fick inget minus, men två frågetecken. Eftersom konceptet har samma origamistruktur som solpanelen, se tidigare avsnitt 4.2.1, så ansågs konceptet fortfarande ha potential till att få plats i utskriftbädden. Eftersom panelerna måste vara uppvikta för att tillföra ett djup utfördes en vidare analys för att undersöka om den var realiserbar.
4.6.2
Tillverkning med deponering
För att effektivt validera koncepten och bestämma en optimal mekanisk lösning används en 3D-skrivare som tilldelades av Jönköping University. Komplexa former kan produceras med 0,2 mm tjocklek per lager. Koncepten som skrevs ut var koncept
Genomförande och resultat
4.6.2.1
Mekaniska lösningar
Funktionen för levande gångjärn undersöktes, se Bilaga 9. Gångjärnkoncept 1 och 2 har tillverkats med panelerna parallella i ett hopvikt tillstånd. Vid test kunde båda panelerna vecklas ut till cirka 180° i avstånd från varandra. Ett motstånd uppmärksammades som indikerade på att stress bildades i materialet. Området som stress bildades var mitt på gångjärnen, se Figur 18 respektive Figur 19.
Gångjärnkoncept 3 skrevs ut med panelerna i 180° avstånd. Inget motstånd kunde uppmärksammas och gångjärnet kunde omfatta 360° rörelse. Resultatet av utvärderingen är att de levande gångjärnen inte fungerar som tänkt när tillverkning sker i hopvikt tillstånd. Anledningen till detta är att området där materialet är tänkt att böjas tillverkades redan i ett utdraget tillstånd. När gångjärnet vecklades ut så blev det överflödigt material vid mitten av gångjärnet och veck bildades.
Genomförande och resultat
De traditionella gångjärnen fungerade bra men ett problem som uppkom på några ställen var att fel tolerans användes för deponeringsskrivaren. Fel tolerans gjorde så att gångjärnen smälte ihop med materialet som skulle omslutas och även till den styva panelen. Detta gjorde att cylindrarna som gångjärnen omsluter uppfattades som sköra och gick sönder lätt. En till faktor var även kvalitén på materialet och 3D-skrivaren, vilket också påverkade uppfattningen av gångjärnen. Toleransfel och dålig kvalité var något som ansågs enkelt att lösa. Företaget försäkrade oss att med deras mer avancerade maskin och material som har bättre nogrannhet när det gäller toleranser så kommer de traditionella gångjärnen fungera. Toleranserna som användes var 0,3, 0,4 och 0,45 mm för alla komponenter. Där problem uppstod var på områden med toleranser på 0,3 mm vilket inte ska vara ett problem för SLS-skrivare. Något som inte gick att testa med FDM-skrivaren var om tillräcklig öppning fanns för bortagning av pulver. Rekommenderad tolerans för SLS-skrivaren på 0,3 mm användes och utvärdering fick genomföras efter utskrift hos företaget.
Det bestämdes att två- och tre delar gångjärn skulle användas i slutgiltigakonceptet, se vidare 4.7.1. Levande gångjärn utvärderades att inte var optimala vid tillverkning i hopvikt tillstånd medan de traditionella ansågs vara fullt fungerande.
Genomförande och resultat
4.6.2.2
Koncept 1
Utskrivningen fungerade bra; ingen av panelerna var förvridna eftersom positioneringen av antennreflektordisken kunde vara i stående läge. Gångjärnen hade en bra funktionalitet på 360° rörelse, se Bilaga 10 samt att toleranserna ansågs vara korrekta, se Figur 20. Origamimekanismen fungerde utmärkt och kändes naturlig. Mittpanelen skrevs ut med avstånd från byggplattan med hjälp av stödmaterial. Här uppkom en avvikelse med stödmaterialet som gjorde att panelen inte skrevs ut ordentligt. Eftersom detta endast kommer vara ett problem med FDM-skrivare så är det inget som måste åtgärdas. Utskrivningen av koncept 1 uppdelades i tre delar, övre lager paneler, nedre lager paneler med koppling till mitten del och fyra paneler från båda lagren med koppling mellan varandra. Uppdelningen var nödvändig för att undvika en stor mängd stödmaterial som med stor sannolikhet hade skapat hinder för utvärdering.
Genomförande och resultat
4.6.2.3
Koncept 3
Utskriften av en mindre del av koncept 3 fungerade utan problem, se Figur 21. Liknande gångjärn användes som för koncept 1 och de hade en bra rörelse på 360°, se
Bilaga 10. Försök till att tillverka en hel panel, alltså 1/6 av konceptet blev misslyckat. För att hela panelen skulle få plats på utskriftsbädden så blev placeringen för avancerad för deponeringsskrivaren. Stödmaterial var nödvändigt att användas till ett flertal områden med överhäng vilket tillförde sammansmälta delar. En vidare undersökning utfördes på hur en komplett modell skulle få plats i 3D-skrivaren och hur realiserbart det är. Det ansågs inte vara möjligt att tillverka en komplett modell på grund av att när reflektordisken ska vecklas ut måste panelerna kunna vikas upp för att skapa ett djup. Detta hade genererat i paneler som kolliderar med varandra och därför kunde inte koncept 3 vidare användas.
Genomförande och resultat
4.7 Konceptutveckling / Slutgiltigt koncept
Koncept 1 med traditionella gångjärn gick vidare för vidareutveckling. För tillverkning av det slutgiltiga konceptet används en SLS-skrivare. Skrivaren är en EOS P 396 och material PA 2200 Balance 1.0 som AMEXCI AB tillför. En diskussion utfördes om vad som behövde förbättras på konceptet innan första iterationen skulle tillverkas.
Det som framkom var: • Minska vikten.
• Fästen till där antennreflektordisken är öppen. • Införa tangenta övergångar.
För att minska vikten omkonstruerades antennreflektordisken till att vara ihålig med en godstjocklek på 1mm. För att minska på vikten ännu mer samt för att kunna få ut pulvret som tillförs på grund av att den är ihålig, så utformades en diamant-struktur på undersidan av reflektordiskens yta. Diamant-strukturen valdes på grund av att den ansågs vara estetiskt tilltalande och antogs inte förändra stabiliteten. Strukturen är uppbygg så att tre diamanter utgör ett mönster för en 3-dimensionell kub som byggs på och fullföljer strukturen, se Figur 24. Mellanrummet mellan diamanterna är 1 mm bredd och strukturen börjar cirka 1 mm in från kanten. För att införa tangenta övergångar så användes funktionen fillet i SolidWorks. Övergångar från 0,5 mm till 2,5 mm radie implementerades på alla kanter.
4.7.1
Uppbyggnad
Storleken och mått på det slutgiltiga konceptet åskådliggörs genom en ritning, se
Bilaga 11 och 12. Gångjärnen, se Bilaga 15 omsluter cylindrar med storlek 2,2 och 2,5 mm i diameter och med toleranser på 0,3, 0,4 eller 0,45 mm för att möjliggöra borttagning av pulver och optimal rörelse. Längden på alla gångjärnen uppnår till 20 mm. Mittendelen är kopplad till en panels undersida genom ett gångjärn bestående av två delar. Gångjärnet möjliggör en rörelse på lite över 180°, se Bilaga 13. Från panelen så kopplas sju till paneler (sett ovanför) i medsols, som inte kopplas till mittendelen. Sista av de sju paneler har två stycken gångjärn bestående av 3 delar som kopplar till det övre lagret paneler, se Bilaga 14. Rörelsen för denna panel är även här över 180° och den kopplar vidare 15 paneler (sett ovanför) i medsols, som inte kopplas till
Genomförande och resultat
4.7.2
Rendering
Genomförande och resultat
Figur 23: Slutgiltigt koncept – ovanifrån.
Figur 24: Slutgiltigt koncept – struktur.
4.7.3
Första iterationen
Den första iterationens orientering på utskriftsbädden presenteras nedanför i Figur
25. Orienteringen valdes på grund av värmefördelning ansågs vara bättre än att placera delen med panelerna liggandes. Anledningen för detta är att panelerna är platta och har en stor dimension som bidra till en längre kylningsprocess. Därför ansågs sannolikheten att fel skulle uppstå mindre med den valda orienteringen.
Tillverkningen av delen fungerade nästan felfritt. Det uppstod komplikationer när borttagning av pulver vid gångjärnen genomfördes. Pulvret var för svårt att komma åt med lufttryck, vilket gjorde att pulver fanns kvar mellan gångjärnen. Detta tillförde att gångjärnen antingen inte gick att rotera eller så uppstod ett motstånd som försämrade rörelsen. Fyra gångjärn, som kan ses i Figur 26, sammansmälte och gick sönder vid försök till rotation.
En diskussion utfördes för att komma på anledningar till komplikationerna. Orienteringen på utskriftbädden ansågs som oduglig på grund av att de gångjärn som hade komplikationer placerades för nära utskriftsbädden. Orienteringen kan behövas omdirigeras för att gångjärnen inte ska smälta samman med cylinderpinnarna. Andra
Genomförande och resultat
För övrigt fungerade origamistrukturen och mekanismen samt att diamant-strukturen på baksidan såg bra ut, se Bilaga 16 och 17. Därmed behöver inga designändringar på antennreflektordiskens origamistruktur, origamimekanism eller diamant-struktur åtgärdas.
Figur 25: Orientering på utskriftsbädd.
Genomförande och resultat
4.7.4
Andra iterationen/Slutligt resultat
I den andra och sista iterationen implementerades ändringar för att öka rörligheten och motverka sammansmältning mellan gångjärn och cylindrar. En diskussion utfördes om den mest effektiva lösningen. Ett antal olika idéer framtogs; ny orientering på utskriftsbädden, minskning av längden på gångjärnen, konformad öppning av änden på gångjärnet, ökning av toleransen mellan gångjärn och cylinder, borttagning av material på gångjärnet och införa en gitterstruktur på gångjärnet för att göra delen ihålig. Det som uppdaterades var gångjärnen och cylindrarna. Ändringar som genomfördes för alla cylindrar var en minskning på 0,1 mm i diameter. Detta gav en tolerans mellan gångjärnen och cylindrarna på minst 0,4 mm. För att förenkla pulverborttagningsprocessen så öppnades gångjärnen upp på fyra ställen, se Figur 27. Dessa lösningar ansågs vara mest effektiva att genomföra utifrån vad som ansågs ta minst tid att implementera av de olika idéerna.
Tillverkningen av den sista iterationen ansågs fungera felfritt, men även denna gång uppstod komplikationer under pulverbortagningsprocessen. För de tre gångjärn som sammankopplade de olika lager paneler så gick cylinderpinnarna sönder, se Figur 28
och Figur 29. Anledningen till varför komplikationen uppstod ansågs bero på skörheten av cylinderpinnarna. Ett av gångjärnen som gick sönder sammankopplade mittenpanelen med första raden paneler och var oförändrad från iteration 1, se Bilaga 13. Under pulverbortagningsprocessen för första iterationen uppstod inga
komplikationer för samma del och mekanismen tillförde en avsiktlig rörelse.
För gångjärnet som sammankopplade övergången mellan de första och översta lager paneler, se Bilaga 14, så användes den nya iterationen av gångjärn som visas längst
ner i Figur 27. Samma version på gångjärn användes på översta lagret paneler som resulterade i en enklare process för pulverborttagning. Designändringen tillförde att mer pulver kunde avlägsnas som resulterade i en optimal rörelse utan motstånd.
Genomförande och resultat
Gångjärnen som används i första raden paneler och delvis i översta raden paneler, se översta gångjärn i Figur 27, såg en också förbättring i rörlighet när pulverbortagningsprocessen förenklades. Origamimekanismen testades för de olika lager paneler och den nya designen på gångjärnen resulterade i en förbättrad rörelse utan motstånd. Inga förändringar på antennreflektordiskens origamistruktur, origamimekanism eller diamant-struktur har gjorts från första iterationen.
Figur 27: Uppdaterade gångjärn för sista iterationen.
Genomförande och resultat
Analys
5
Analys
Kapitlet ger svar på studiens frågeställningar genom att behandla studiens resultat samt teorin från det teoretiska ramverket genom analys.
5.1 Hur kan antennreflektordiskens origamistruktur se ut för att få
plats på utskriftsbädden?
För att produkten ska kunna skrivas ut behöver produkten ha mindre dimensioner än utskriftbädden. I arbetet ska en antennreflektordisk som är cirka 650 mm skrivas ut i en 3D-skrivare som har en utskriftsbädd på 340x340x600 mm. Lösningen åstadkoms genom konstruktion av en antennreflektordisk med en origamistruktur som kan vikas ihop för att få plats i given 3D-skrivare.
Förstudien användes som inspirationskälla för origamistrukturen för det slutgiltiga konceptet. För att origamistrukturen ska vara funktionell användes metoden Unfolding Polyhedra för att framta en fungerande origamimekanism. En mekanisk lösning användes för att origamimekanismen skulle fungera med styvt material som har en tjocklek. Lösningen var traditionella gångjärn, se Bilaga 13, 14 och 15. En önskvärd funktion för företaget var att minimera materialanvändningen. Detta togs till hänsyn vid konceptutvecklingen eftersom mängden material reducerades i form av en struktur på baksidan av antennreflektordisken samt att disken omkonstruerades till att vara ihålig.
Måtten för antennreflektordisken när den är i ett hopvikt läge har beräknats till: • Längd – 170,01 mm
• Bredd – 184,38 mm • Höjd – 139,44 mm • Diagonal – 273,84 mm
Förhållandet mellan den utvecklade antennreflektorn och när den är i hopvikt blir cirka 2,4. Antennreflektorn blir således lite mindre än hälften så stor när den viks ihop. Det här förhållandet beräknades med diskens diameter och diagonalmåttet på antennreflektordisken när den är i ett hopvikt läge. Med dessa mått kan antennreflektordisken få plats på utskriftsbädden.
Analys
5.2 Är det möjligt att tillverka reflektorns origamistruktur med
additiv tillverkning och samtidigt behålla origamimekanismerna?
Efter utförandet av konceptgenerering infördes de mest lovande koncepten in i CAD för finslipning. Under den här processen implementerades toleranser för att ta hänsyn till att materialet inte ska smälta samman vid gångjärnen och för att panelerna fortfarande ska upprätthålla en rörlighet. Samtidigt anpassades gångjärnen för designkrav till materialen PA 2200 och PEEK. Rörligheten av traditionella- och levande gångjärn utvärderades med deponering. Med anledning av att reflektorn tillverkas i ett hopvikt tillstånd, användes traditionella gångjärn. Eftersom selektiv lasersintring användes som tillverkningsmetod så tillkommer pulver som inte har smält mellan alla gångjärn och paneler. Första iterationen av slutkonceptet lyckades tillverka en komplett struktur men med fyra gångjärn som gick sönder. Resterande gångjärn behöll inte optimala origamimekanismer. För att uppnå en optimal rörelse designades gångjärnen med det i åtanke. I sista iterationen anpassades gångjärnen för att tillverkas med selektiv lasersintring genom att addera pulverborttagningshål samt öka toleransen mellan de rörliga delarna. Ändringarna ökade rörligheten hos gångjärnen efter utskrivningen, men vid pulverborttagningsprocessen gick tre gångjärn sönder. Cylinderpinnarna ansågs vara för sköra. Arbetet har lyckats tillverka reflektorns origamistruktur, men inte med fungerande origamimekanismer. Arbetet har även tillverkat fungerande origamimekanismerna, men inte med en komplett struktur. Inga ändringar på orientering genomfördes vid sista iterationen och AMEXCI AB tillägger att en faktor kan vara att den omgivande temperaturen hade stigit sedan första tillverkning. Högre temperaturer som tillför en ökning i fuktighet som resulterar i ett pulver som är mer klibbigt och detta kan förvärra tillverkningsprocessen. Mest troliga faktorn är att gångjärnens cylinderpinnar är för tunna, vilket kan bidra till att de går lätt sönder under pulverbortagningsprocessen. En ökning i diametern på cylinderpinnarna anses vara den enklaste lösningen för att motverka skörheten. Problemet som måste undersökas vidare är att hitta en kombination av orientering och fuktighet eller en förändring i gångjärnens design som fungerar med att tillverka strukturen i en del med fungerande origamimekanismer. Frågan kan därför inte besvaras.
Referenser
6
Diskussion och slutsatser
Kapitlet ger en sammanfattande beskrivning av studiens implikationer (konsekvenser), slutsatser och rekommendationer. Kapitlet avslutas med förslag på vidare arbete/forskning.
6.1 Implikationer
Resultatet av studien har producerat ett koncept som kan användas för att spara utrymme för en antennreflektordisk. Företaget har all rätt att använda sig av arbetets alla delar. Arbetet kan användas som inspirationskälla till andra projekt med svårigheter att uppnå krav på utrymme. För AMEXCI AB kan arbetet möjliggöra tillverkningen av delar som har tidigare inte kunnat uppnå dimensionella krav satt av 3D-skrivare. Det kan även ge möjligheten att tillverka fler delar samtidigt vilket minskar mängden material som kasseras vilket gör det mer lönsamt.
6.2 Slutsatser och rekommendationer
Syftet med projektet har varit att undersöka hur origami kan implementeras i additiv tillverkning genom att utveckla ett koncept för en antennreflektordisk. Resultatet har uppnått alla satta krav förutom Distribuerbar struktur. Gångjärnen kan inte anses möjliggöra en distribuerbar struktur eftersom gångjärnens rörlighet inte anses vara fullt funktionella eller hållbara. Vid första iterationen erhöll gångjärnen hög friktion på grund av att det var svårt att få bort pulvret mellan gångjärnen. Vid andra iterationen fungerade rörligheten hos gångjärnen förutom att tre cylinderpinnar var för sköra och gick sönder under pulverborttagningsprocessen. De andra kraven uppnåddes genom att antennreflektordisken fick plats på utskriftsbädden, uppnådde designkrav för både PA 2200 och PEEK, var 3D-skrivbar och erhöll en diameter som var minst 600 mm. Med föregående i åtanke kunde frågeställningarna besvaras genom tillverkning av ett koncept som presenterar fungerande origamistruktur, origamimekanism, men inte en fungerande mekanisk lösning för styv vikning. I ett hopvikt tillstånd uppnådde reflektordisken en storlek på cirka 2,4 gånger mindre än i ett utvikt tillstånd.
![Figur 3: Existerande lösning (vänster) och Tachi’s lösning (höger) [10].](https://thumb-eu.123doks.com/thumbv2/5dokorg/5466164.142116/15.892.158.736.583.892/figur-existerande-lösning-vänster-tachi-s-lösning-höger.webp)
![Figur 5: Exempel, levande gångjärn [15].](https://thumb-eu.123doks.com/thumbv2/5dokorg/5466164.142116/17.892.154.544.610.863/figur-exempel-levande-gångjärn.webp)
![Figur 6: Fokuspunkt för en antennreflektor [16].](https://thumb-eu.123doks.com/thumbv2/5dokorg/5466164.142116/18.892.252.649.606.805/figur-fokuspunkt-för-en-antennreflektor.webp)