Återvinning av PLA-rester från
additiv tillverkning genom
smältning och extrudering till
nytt filament
Examensarbete
Grundnivå 15hp
Produkt- och processutveckling
VT-21
SADEK NAYEL
Rapportnr: Kurskod: PPU305
Handledare: Henrik Lekryd, Mälardalens Högskola Examinator: Janne Carlsson
Abstract
The following report refers to a thesis project at the undergraduate level in innovation and product design, at Mälardalen university. The project has been carried out for Mälardalen University's workshop, which needs a machine that can recycle PLA waste. The work involved developing a concept that is economically defensible and performs at the same level as existing machines in the surrounding price range. The problem statements to be answered are the following:
• What components are required for extrusion of PLA? • Which inclination is the most efficient for extrusion of PLA?
The product development process described in Ulrich and Eppinger (2014), the 6 product
development phases, has been the basis for the execution of this thesis project. The client's wishes, which were divided into two different categories, absolute requirements, and desirable
requirements, were fulfilled in part through a theoretical concept that will later result in a physical concept.
A decision matrix was drawn up to be able to decide which concept the thesis project should continue with. Concept 3 became the concept that received the most points in the matrix. The concept was based on different inclinations of the machine, and which would be most efficient in terms of time and as few components as possible. This concept was further developed in the CAD program Solidworks with a vertical setup with all the components. The vertical design means that the PLA wire does not need to be actively cooled but is instead cooled in room temperature. The total cost for the components that were ordered was around SEK 6400 (excluding what the school already has). In terms of price, this is far below the machine that is between the cheapest and the most expensive machine.
The theoretical part of the work has been delivered to Henrik Lekryd and it has been well received. But no physical machine has yet been built because the ordered components have had a long delivery time. This will happen in the near future.
The second question has not been answered either, as this requires a physical machine to finally calculate the machine's capacity in the selected slope (vertically). The vertical slope was chosen so that there is not a need for additional components for cooling filaments, such as water baths or fans. For further work, it is recommended, among other things, that a physical prototype is built to see what problems may arise and see the shortcomings in the selected components. A gearbox may need to be used to not overload the stepper motor. For a more durable and stable machine, metal is a better material to build the frame of, than the theoretically proposed material, MDF.
Sammanfattning
Följande rapport är avser ett examensarbete som har utförts på grundnivå på
högskoleingenjörsprogrammet, inom innovation och produktdesign vid Mälardalens Högskola. Projektarbetet har utförts åt Mälardalens Högskolas verkstad som är i behov en maskin som kan återvinna PLA-skräp. Arbetet innebar att ta fram ett koncept som är ekonomiskt försvarbart och presterar på samma nivå som befintliga maskiner i kringliggande prisklass. De frågeställningar som ska besvaras är följande:
• Vilka komponenter krävs för extrudering av PLA? • Vilken lutning är mest effektiv för extrudering av PLA?
Produktutvecklingsprocessen som beskrivs i Ulrich och Eppinger (2014), de 6 produktutvecklingsfaserna, har varit grunden för utförandet av detta projektarbete.
Uppdragsgivarens önskemål som delades upp i två olika kategorier, absoluta krav och önskvärda krav, uppfylldes delvis genom ett teoretiskt koncept som i senare skede ska resultera i ett fysiskt koncept.
En beslutmatris uträttades för att kunna ta ett beslut kring vilket koncept som projektarbetet ska fortsätta med. Koncept 3 blev det koncept som fick flest poäng i matrisen. Koncepten byggde på olika lutningar av maskinen och vilket som skulle vara mest effektivt tidsmässigt och med så få
komponenter som möjligt. Detta koncept vidareutvecklades i CAD-programmet Solidworks med en vertikal uppsättning av alla komponenter. Den vertikala designen innebär att filamentet inte behöver kylas ner aktivt, utan den kyls ner i rumstemperatur. Den totala kostnaden för de komponenter som beställdes blev cirka 6400kr (exklusiv det som skolan redan har). Detta hamnar prismässigt, långt under den maskin som är mellan den billigaste och den dyraste maskinen.
Den teoretiska delen av arbetet har levererats till Henrik Lekryd och det har mottagits väl. Men någon fysisk maskin har ännu inte byggts eftersom de beställda komponenterna har haft lång leveranstid. Detta kommer att ske inom en snar framtid.
Den andra frågeställning har inte heller besvarats eftersom för detta krävs en fysisk maskin för att slutligen räkna ut maskinen kapacitet i den valda lutningen (vertikalt). Den vertikala lutningen valdes för att inte behöva använda fler komponenter för kylning av filament, såsom vattenbad eller fläkt. För fortsatt arbete rekommenderas bland annat att en fysisk prototyp byggs för att se vilka problem som kan dyka upp och se bristerna i de valda komponenterna. En växellåda kan komma att behöva användas för att inte belasta stegmotorn. För en tåligare och stadigare maskin är metall ett bättre material att bygga ramen av än det i teoretiskt föreslagna materialet, MDF.
Förord
Jag vill tacka Henrik Lekryd, min handledare och uppdragsgivare på Mälardalens högskola. Henrik har varit till stor hjälp genom handledning av projektet. Jag vill tacka för den tiden som Henrik har avsatt för våra möten, vägledningen och återkopplingen.
Jag vill även tacka Bengt Erik Gustafsson på Mälardalens högskola för förslaget av detta projekt samt stöd kring projektet.
Slutligen vill jag även tack Axel Öberg som har varit till hjälp genom att diskutera komponentval och materialval.
Innehåll
Ordlista ... 1 1. Inledning ... 2 1.1 Bakgrund ... 2 1.2 Problemformulering ... 2 1.3 Syfte och mål ... 2 1.3.1 Frågeställningar ... 2 1.4 Avgränsningar ... 32. Ansats och metod ... 3
Produktutvecklingsprocessen ... 3 3. Teoretisk referensram ... 4 3.1 Verktyg för produktutveckling... 4 3.1.1 GANTT-schema ... 4 3.1.2 Konkurrentanalys ... 4 3.1.3 Kravspecifikation ... 4 3.1.4 Funktionsanalys ... 5 3.1.5 Brainstorming ... 5 3.1.6 Konceptutvärdering ... 6 3.1.7 För- och nackdelsanalys ... 6
3.1.8 CAD - Computer Aided Design ... 6
3.1.9 DFM – Design for Manufacturing ... 6
3.1.10 DFA – Design for Assembly ... 6
3.2 Genomförande ... 6 3.2.1 Planering ... 6 3.2.2 Konkurrensanalys ... 7 3.2.3 Kravspecifikation ... 8 3.2.4 Funktionsanalys ... 8 3.2.5 Konceptgenerering ... 9 3.2.6 Konceptutvärdering ... 11 3.3 Produktframtagning ... 12 3.3.1 CAD-modell ... 12 3.3.2 Val av komponenter ... 13
3.3.3 DFM – Design for Manufacturing ... 19
3.3.4 DFA – Design for Assembly ... 19
4. Resultat ... 20
6. Slutsatser och rekommendationer ... 27 6.1 Diskussion ... 27 6.2 Rekommendationer ... 28 7. Källförteckning ... 29 8. Bilagor ... 31 Bilaga 1 - Checklista ... 31 Bilaga 2 – GANTT-schema ... 32
Bilaga 3 – exempel av sammanställning av hela maskineriet ... 33
Bilaga 3 – tillverkarens sätt att koppla in temperaturgivare ... 34
Bilaga 4 – Kopplingsschema av drivmodul och stegmotor ... 35
1
Ordlista
PLA – (Polylactic acid) en vanlig plast som används inom 3D-skrivning
CAD – (Computer-aided design) ett datorprogram för att konstruera digitala modeller Solidworks – ett av många olika CAD-program
UM2 – Ultimaker 2, modellnamn på 3D-skrivare
MDF – (Medium-density fibreboard) en träfiberskiva som är slät och hård men ändå lättarbetad Filament – tråd som används i 3D-skrivning
2
1. Inledning
Denna rapport är utfört som examensarbete inom industriell design som har utförts på grundnivå på Mälardalens högskola (MDH). I rapporten beskrivs tillvägagångssättet av design samt bygget av en extruderingsmaskin för återvinning av PLA-rester i verkstaden på MDH.
1.1 Bakgrund
3D-skrivning är en additiv tillverkningsmetod som innebär att en 3D-skrivare bygger upp en produkt genom att lägga lager på lager för att slutligen ta fram en färdig produkt. I 3D-skrivnings används främst materialet PLA (Polylactic acid). Detta är ett förnybart och nedbrytningsbart material som tillverkas av majsstärkelse och rörsocker. (creativemechanisms, 2015)
Fördelen med additiv tillverkning är att det främst läggs material där det behövs och skapar på så sätt mindre restmaterial till skillnad från andra tillverkningsmetoder som kräver att man tar bort material för att ta fram en färdig produkt. 3D-skrivning kan producera rester trots att det är en additiv
tillverkningsmetod, genom stödmaterial (uppbyggnad av ett tunt stöd för att skapa en plattform att lägga material på för delar av en produkt som är överhängande, till exempel en haka på ett huvud) eller utskrift som helt enkelt gått fel av olika anledningar. Därför behövs en maskin som kan återvinna dessa PLA-rester.
Återvinningen sker i flera steg. Först samlas alla PLA-rester och krossas med hjälp av en kvarn. Kvarnen kommer i detta fall att byggas av ett par andra studenter på MDH som examensarbete. Kvarnen skapar granulat av alla PLA-rester. Därefter matas maskinen manuellt med granulatet och smälter ner det till ett filament. Detta filament lindas då in på en spole som används för nya 3D-utskrifter. Dessa steg beskrivs i figur 1.
Figur 1. Olika steg av återvinning av PLA-rester. (3Dbeginners, 2021)
1.2 Problemformulering
På MDH’s verkstad 3D-skrivs olika saker. Ibland går inte allt som det ska och de 3D-skrivna
produkterna blir inte som det var tänkt. Många gånger behöver den valda designen av produkterna stödmaterial. Detta innebär att det skapas en del rester och dessa rester vill verkstaden återvinna. Därför vill verkstadspersonalen att det byggs en extruderingsmaskin som kan återvinna dessa rester.
1.3 Syfte och mål
Syftet med detta examensarbete är att designa och bygga ihop en extruderingsmaskin för att återvinna PLA-rester på MDH’s verkstad.
1.3.1 Frågeställningar
• Vilka komponenter krävs för extrudering av PLA? • Vilken lutning är mest effektiv för extrudering av PLA?
3
1.4 Avgränsningar
Tidsramen för examensarbetet är 2021-01-18 - 2021-06-06 på halvfart, men eftersom jag inte hade lyckats hitta något examensarbete förrän långt in i vårterminen, börjades arbetet 2021-03-23. Den preliminära budgeten för arbetet var till en början cirka 5000kr. Efter marknadsundersökning för komponenter, visade sig detta vara för liten budget. Budgeten blev i stället att hålla kostnader så lågt som möjligt och att det ska vara ekonomiskt försvarbart, alltså att det ska kosta mindre att bygga än att köpa en maskin som är, prestationsmässigt, likvärdig.
2. Ansats och metod
I detta kapitel representeras de ansatser och metoder som ligger som grund för examensarbetet. Lärdom har tagits genom att undersöka och analysera tidigare examensarbeten. En struktur för arbetet är av vikt för att lättare kunna fatta bra beslut. För att kunna bygga upp en bra struktur har dokumentation av de olika stegen noterats och följts. Det har utvecklats till en checklista i Google Keep (anteckningsapplikation) som har gett god översikt på arbetet, se bilaga 1. En välstrukturerad arbetsmetod ger en självdokumenterande effekt. Produktutvecklingsprocessen i detta arbete är baserat på kapitel 2 (Ulrich & Eppinger, 2014).
Produktutvecklingsprocessen
Denna produktutvecklingsprocess består av sex viktiga faser. De fyra första faserna används främst för produktutvecklingen och de två sista består av testning och framtagning av produkt (Ulrich & Eppinger, 2014). I detta arbete kommer arbetet att tas till fas 4, testning och eventuellt
vidareutveckling.
• Fas 0: Planering
Handlar om att definiera olika möjligheter samt välja den mest lämpliga möjligheten • Fas 1: Konceptutveckling
Handlar främst om benchmarking, konceptgenerering, kundbehov och upprätta produktspecifikationer
• Fas 2: Utveckling på systemnivå
Handlar om en uppdelning av produktens olika delsystem och komponenter samt det funktionella konceptet av produkten.
• Fas 3: Detaljutveckling
Handlar om att uträtta geometriska specifikationer, toleranser, materialval och leverantörer till de olika komponenterna i produkten
• Fas 4: Testning och vidareutveckling
Handlar om att bygga liknande produkter som slutliga produkten genom andra metoder än de sluta tillverkningsmetoderna för att testa och utveckla produkten.
4
3. Teoretisk referensram
I detta kapitel görs en beskrivning på de teorier som ligger till grund för att detta arbete ska utföras på ett så strukturerat sätt som möjligt.
3.1 Verktyg för produktutveckling
Olika verktyg används när under en produktutvecklingsprocess. Nedan kommer de olika verktygen som har varit till grund för detta arbete.
3.1.1 GANTT-schema
GANTT-schema är planeringsverktyg som används för att beskriva arbetsflödet i ett projekt. Det kan bestå av olika delar som, faser, tidslinjer, relationer och processer. GANTT-schema används ofta vid projektledning och anses vara ett av de vanligaste verktygen för planering av ett projekt, se Figur 1. (Projektledning, 2018)
Figur 2. Exempel GANTT-schema (projektmallar, 2016)
3.1.2 Konkurrentanalys
En konkurrentanalys är det verktyg som används för att kunna granska andra företags produkter och på så sätt förstå branschen bättre. Genom konkurrentanalys kan en bättre och/eller billigare produkt erbjudas till konsumenter och på så sätt förbättra företagets möjligheter till att lyckas.
(Företagsforumet, 2020)
Genom att göra en konkurrentanalys, kan projektdeltagare få idéer om hur problemet kan lösas. Syftet med detta är att få inspiration och även kunna på ett säkrare sätt forma sin produkt efter vad som funkar och inte funkar bland konkurrenternas produkter ute i marknaden. (Dagensanalys, 2015)
3.1.3 Kravspecifikation
Vid framtagning av en produkt bör många olika aspekter tas hänsyn till. Kravspecifikation ger överblick av de funktioner och egenskaper som produkten ska ha. I kravspecifikationen sorteras de olika kraven som ska uppfyllas för att kunden ska bli nöjd. För att kunde ska bli nöjd är det viktigt att kraven överensstämmer med de krav som kunden ha. De egenskaper som produkten ska ha skrivs upp. Dessa kan sorteras och rangordnas efter olika faktorer, till exempel vad som är viktigast hos produkten, som utseende eller funktion. (Österlin, 2012)
5
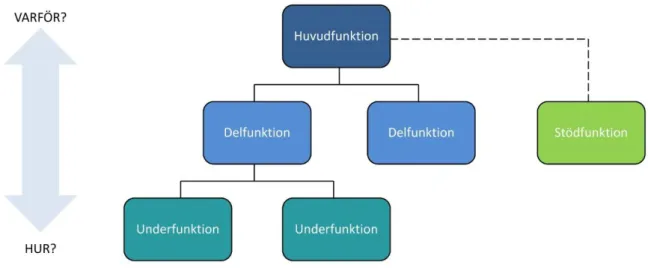
3.1.4 Funktionsanalys
I en funktionsanalys visas produktens huvudfunktion, där det sedan delas upp i delfunktioner. Dessa delfunktioner är länkade till huvudfunktionen och utan dessa delfunktioner skulle inte
huvudfunktionen kunna uppfyllas. Förutom huvudfunktioner och delfunktioner finns även stödfunktioner som inte har en direkt länk till huvudfunktionen. Det kan till exempel vara säkerhetsfunktionen i en produkt. Det bidrar inte till produktens huvudfunktion men kan vara attraktivt för kunden, se Figur 2. (Österlin, 2012)
Figur 3. Exempel Funktionsanalys (sv.wikipedia, 2020)
3.1.5 Brainstorming
Brainstorming är ett verktyg för att ta fram många olika koncept för en produkt. Denna metod är bäst lämpad för en grupp men kan även tillämpas av enstaka personer. Målet med detta är att skapa fokus på en del av produkten och komma på så många idéer som möjligt. Vikt läggs inte på idéens kvalitet, det spelar alltså ingen roll om det är en bra eller dålig idé, utan allt noteras och därefter kan de dåliga sållas ut från de bra. Med brainstorming genereras oftast fler dåliga idéer än bra. (Ullman, 2010)
6
3.1.6 Konceptutvärdering
I konceptutvärdering är syftet att välja ut ett koncept bland de koncept som genererats i
konceptgenereringen. Eftersom koncepten från konceptgenereringen är av enklare skisser och inte fullt uttänkta idéer, kan det vara svårt att göra ett bra val med endast den tillgängliga informationen i de skisser som finns. (Ullman, 2010)
En beslutsmatris kan vara ett bra verktyg att analysera liknande alternativ och på så sätt komma till ett förnuftigt beslut. Varje dag behöver beslut tas. Vissa beslut är mer komplexa än andra och behöver siffror för att fatta ett beslut. Hur kan man försäkra sig om att det är det bästa beslutet? Har alla faktorer vägts in? En beslutsmatris kan vara till hjälp i sådana fall. I en beslutsmatris tas hänsyn till de olika faktorer som berör beslutet och dessa beslut viktas på en skala, till exempel 1 till 5. De viktigare kriterierna värderas högre och tvärtom. Därefter delas poäng ut till de olika alternativen och dessa multipliceras sedan med vikten av kriterierna. Det alternativ som har högst poäng, är det alternativ som har ”vunnit”. (expertprogrammanagement, 2017)
3.1.7 För- och nackdelsanalys
Genom för- och nackdelsanalys kan ett koncepts för- och nackdelar listas och rangordnas. Ett exempel på kan vara att man använder sig av kolumner och rader för att sedan genom ett
poängsystem välja ut ett koncept som lämpar sig bäst för ändamålet av produkten. Genom denna lista blir det enklare att slutligen välja ut ett koncept. (Ullman, 2010)
3.1.8 CAD - Computer Aided Design
CAD-program är ett verktyg som används för att skapa digitala modeller av produkten. Med hjälp av CAD-program kan information som mått och vikt extraheras, men man kan även få ett större intryck av hur produkten kan komma att se ut. Olika delar och detaljer kan sammanställas i en så kallad assembly där samspelet mellan delarna kan förutses. (Ullman, 2010)
3.1.9 DFM – Design for Manufacturing
Den design som har valts ut måste gå att tillverka. Syftet med DFM är att göra ett val i vilken tillverkningsprocess som är bäst lämpad för just den komponenten. Varje process har riktlinjer som bör följas så gott det går för att minska spill vid framställning av produkt. (Ullman 2010)
3.1.10 DFA – Design for Assembly
Avancerade produkter som består av många olika komponenter kan ta tid att sätta ihop och lyckas tillverkaren att minska den tiden, går det att spara pengar. Syftet med DFA är att redan vid
designfasen har produktionen i åtanke och därigenom välja design som är mindre komplicerade för montering. Genom att minska antalet komponenter i en produkt och även designa komponenter som inte är svåra att sätta ihop, kan göra monteringen enklare och därigenom spara pengar. Att hålla sig till DFA bör innebära att företaget sparar märkbart stora summor eller ha märkbart låga priser på produkten. (Ullman, 2010)
3.2 Genomförande
I detta kapitel beskrivs hur detta arbete har genomförts samt hur de tidigare nämnda teorierna har applicerats.
3.2.1 Planering
För att kunna planera arbetet så bra som möjligt och därför kunna utföra arbetet så smidigt som möjligt har ett GANTT-schema skapats. I schemat beskrivs hur lång tid en uppgift kan och får ta och i vilken turordning det bör ske, se bilaga 2.
7
3.2.2 Konkurrensanalys
För att få en överblick på hur andra tillverkare har löst detta problem har en konkurrensanalys gjorts. Detta har endast gjorts genom internet då det är en, i dagsläget, ovanlig produkt. Tre olika
konkurrenter har analyserats, Noztek, Filstruder och GS-Mach. Dessa presenterar i detta arbete tre olika nivåer av extruderingsmaskiner, där från vänster i figur 3 visas den billigaste och den enklaste formen av maskiner från Filastruder. För denna maskin krävs ett . I mitten presenteras en mer avancerad men fortfarande kompakt version av produkten från företaget Noztek. Sist men inte minst, till höger presenteras den produkt med störst kapacitet som både kostar mer än de övriga och tar mest plats.
Figur 4. Tre olika maskiner från tre olika tillverkare (filastruder, 2021, noztek,2021, alibaba, u.å.) I tabell 1 visas kapaciteten samt priset hos de olika tillverkarnas maskiner. Tabell 1. Jämförelse av tre tillverkares maskiner
8
3.2.3 Kravspecifikation
Kravspecifikationen är baserat på krav från projektbeställaren, Henrik Lekryd. Kraven är uppdelade mellan absoluta krav och önskvärda krav.
Absoluta krav:
• Kunna göra egen Filament, (2,8-2,9mm i diameter) • Tillräckligt bra kvalitet för att kunna användas i UM2 • Inte vara klumpig
Önskvärda krav:
• Hålla budgeten så låg som möjligt utan att påverka kvaliteten. Vara ekonomiskt försvarbart, alltså bygga den billigare än vad det skulle kosta att köpa en likvärdig maskin
3.2.4 Funktionsanalys
En funktionsanalys gjordes för att få överblick av alla funktioner som ska ingå i produkten. Detta ska bidra till att strukturera nödvändiga och önskvärda funktionerna hos produkten och på så sätt ge en tydlig bild av vad som behöver göras. Idégenerering och brainstormingen drar nytta av detta och kan resultera i att ta fram fler idéer i hur problemet ska lösas, se figur 4.
9
3.2.5 Konceptgenerering
När konkurrensanalysen gjordes, blev det tydligt vilka komponenter som är i princip ofrånkomliga att exkludera (dessa komponenter tas upp i analys-kapitlet). Med detta i åtanke togs tre olika koncept fram. Det som skiljde de tre koncepten åt var främst positionen och lutningen på röret för
extrudering. Vid konceptgenereringen har teorier och metoder som DFA och DFM varit i åtanke för att underlätta tillverkningen av produkten.
Koncept 1
I detta koncept togs de viktigaste komponenterna med. Fördelen detta koncept är att tratten kan monteras vertikalt och granulatet kan lättare matas in i röret. Men nackdelen blir då i stället att den smälta PLA-plasten som sedan pressas ut kan fastna i munstycket och på så sätt förstöra tråden. Många konkurrenter löser problemet genom att i början hantera tråden manuellt och se till att det kommer längre ut och sedan kyls tråden ner genom vattenbad eller fläkt, se figur 5.
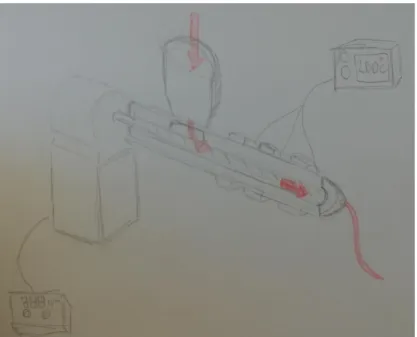
10 Koncept 2
I detta koncept lutar röret 45 grader och det underlättar utpressningen av tråden jämfört med koncept 1. Även storleken på avtrycket minskar för underlaget och tar därför inte lika stor plats vad gäller arbetsyta. Men även i detta fall behövs en kylning av något slag för den utpressade tråden. Det innebär fler komponenter och därför större kostnader och mer tid att installera/bygga någon slags kylning, se figur 6.
Figur 7. Ritning av koncept 2 med 45 graders lutning Koncept 3
Detta koncept har en vertikal montering av samtliga komponenter. Det gör att tråden kan kylas ner av sig själv i rumstemperatur och därför kräver inte detta någon aktiv kylning i form av fläkt eller vattenbad. Tratten behöver designas på ett sätt som kringgår de andra komponenterna, såsom motor och flänsen för röret, se figur 7.
11
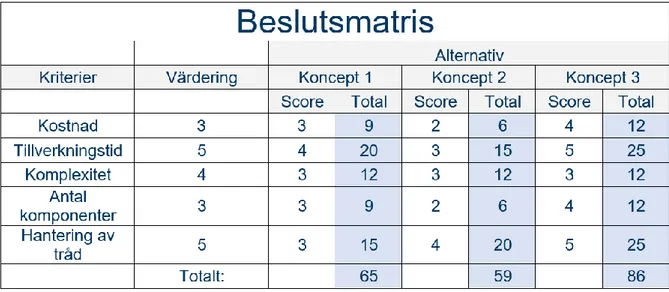
3.2.6 Konceptutvärdering
När konceptgenereringen var klart, gjordes konceptutvärderingen. En beslutsmatris upprättades under denna fas för att underlätta att fatta ett rationellt beslut. De olika kriterierna värderades och därefter betygsattes konceptens prestationer i de olika kriterierna. Efter betygsättningen blev koncept 3 den som presterade bäst, se tabell 2.
12
3.3 Produktframtagning
Efter alla analyser och undersökningar utvecklades det utsedda konceptet till ett produktförslag som visades för Henrik Lekryd. I detta kapitel hanteras, CAD-modell och val av komponenter.
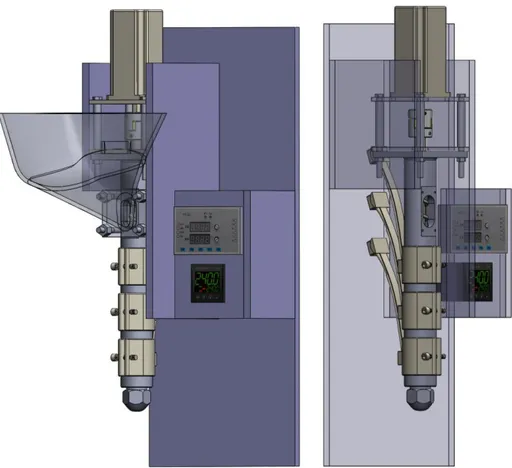
3.3.1 CAD-modell
Genom att designa maskinen i CAD-program (Solidworks) har det gjorts möjligt att visa maskinen för Henrik Lekryd och se eventuella problem som skulle kunna dyka under tillverkning av maskinen. Val av komponenter, placering av komponenter och samspelet mellan komponenterna har tagit stor nytta av CAD-modellen genom att visuellt kunna se vad kan funka och vad som skulle kunna skapa problem vid tillverkning och användning.
Efter uppvisning av CAD-modellen, har Henrik Lekryd haft ett par synpunkter kring hur tratten skulle sättas fast mot röret och dessa har korrigerats därefter genom att föreslå användning av rörklamrar istället för att direkt skruva fast flänsen av tratten mot röret. Därför har redovisningar gjorts under flertal möten för att visa framgångar och motgångar med projektet och för att kunna diskutera de problem som har uppstått. På så sätt har vidareutveckling kunnat göras och steg har tagits mot att tillfredsställa projektbeställarens önskemål, se figur 8.
13
3.3.2 Val av komponenter
I detta kapitel beskrivs de komponenter som beställdes och företagen som beställdes.
Den första komponenten som söktes efter var en skruvpress. Denna komponent är ovanlig och var därför svår att hitta i Sverige. Efter många sökningar hittades en med flertal delar som passade bra för projektet. I paketet ingick tre värmeelement, en skruvpress, ett rör, tre temperaturgivare och ett munstycke. Den beställdes från Kina genom Aliexpress.com.
Värmeelement och temperaturgivare
De värmeelement som inkluderades i paketet kan nå upp till 450°C, vilket är långt över PLA´s smältpunkt som är mellan 180-200°C. (Villageplastics, u.å.)
Tre värmeelement kommer att användas för en jämnare uppvärmning och nedsmältning av
granulatet. Dessa värmeelement kommer att regleras med en temperaturkontroll som får feedback av tre temperaturgivare, se figur 9.
14 Skruv
Skruven är den komponenten som ser till att granulatet rör sig framåt och pressas in i röret där det värms upp och slutligen smälts ned. Det är en skillnad mellan en skruv och en lång borr. Enligt en video från Compuplast NA (2016) ökar axeln som är i centrum av skruvflygningen gradvis i diameter,
se figur 10. När granulatet smälter blir den mer kompakt och tar därför mindre plats. För att kunna
hålla ett jämnt tryck, ökar diametern alltmer ju längre ut på skruven den smälta granulatet kommer. När det hela tiden kommer in mer smält granulat, kommer slutligen den att tryckas ut genom munstycket på maskinen, se figur 11.
Figur 10. Skruvar, tre olika storlekar (Aliexpress, 2021)
Figur 11. Ritning i profil för vad som händer i röret när skruven pressar fram granulat (Youtube, 2016) Rör
Granulatet färdas igenom röret med hjälp av skruven och smälts ner med hjälp av värmeelementen. Röret har en fläns som skruvas fast mot ramen som ska hålla ihop maskinens alla komponenter. Röret har även en dedikerad plats för matning av granulat. På denna plats finns fyra hål som är gängade och där kan en tratt monteras för lättare inmatning av granulat, se figur 12.
15 Munstycke
Munstycket är den komponenten som gör formen av Filamenten rund. Hålets diameter är 3mm och har en konformad inre som ger ett bättre flöde av det smälta granulatet. Den skruvas fast i änden av röret, se figur 13.
Figur 13. Munstycke (Aliexpress, 2021) Temperaturkontroll
Denna temperaturkontroll ser till att alla tre värmeelement håller rätt temperatur för en optimal nedsmältning av granulat. Detta måste dock justeras manuellt och därefter ser temperaturkontrollen att den satta temperaturen följs så noggrant som möjligt. När temperaturkontrollen känner genom givarna att temperaturen är för låg eller för hög, reglerar den temperaturen. Temperaturkontrollen beställdes från RS Components, se figur 14.
16 Stegmotor
Stegmotorn valdes ut för att lättare kunna reglera varvtalet på skruven som stegmotorn kommer att vara kopplad i. Denna stegmotor har ett vridmoment på 3Nm och varvtal på 400 rpm. Enligt
beskrivningen är detta den starkaste modellen av en Nema23-stegmotorerna. Stegmotorn beställdes från Amazon.se, se figur 15.
Figur 15. Stegmotor, Nema 23 (Amazon, u.å) Drivmodul
För att reglera varvtalet på stegmotorn krävs vanligtvis drivmoduler och en del programmering. För att minska antalet komponenter och undvika ännu ett moment för arbetet, gjordes det valet att hitta en drivmodul som inte kräver programmering och dator, utan det ska fungerar precis som en vanlig hastighetsregulator. För att ställa in rätt hastighet, vrids rattarna på drivmodulen. Drivmodulen beställdes från Banggood.com, se figur 16.
17 Klokoppling med klämnav
För att koppla ihop stegmotorn med skruven, krävs det någon slags axelkoppling. I detta fall togs beslutet att koppla med en klokoppling. Denna klokoppling är förlåtande mot axiell-, radiell- och vinkelavvikelse. Mindre avvikelser kommer inte att slita på maskinen och orsaka större problem för maskinen. Den tar även upp momentstötar och vibrationer, tack vare det elastiska elementet i centrum av klokopplingen. Denna koppling beställdes från Mekanex. Måtten för axlarna som ska kopplas ihop angavs och därefter skickade Mekanex kopplingshalvor med de angivna måtten, se figur
17.
Figur 17. Klokoppling för motoraxel och skruvaxel (Mekanex, 2021) Tratt
Tratten kommer att 3D-skrivas i skolan. Flänsen och själva tratten skrivs ut separat och därefter limmas dessa delar ihop. Tratten är designad på så sätt att maximera intaget av spån genom att i princip hålla samma mått som öppningen i röret och lutningen i tratten ser till att granulat
kontinuerligt matas in i röret. Flänsen har samma mått som den plana ytan på röret för att minska mellanrummet mellan flänsen och röret, se figur 18.
18 Rörklammer
Rörklammer används för att hålla tratten på plats mot röret. På grund av brist på plats för skruvar som skulle kunna ha skruvats in i de dedikerade skruvhålen, gjordes flänsen för tratten större för att på så sätt sättas fast med hjälp av två rörklamrar. Detta skapade plats för att komma åt och dra åt muttrarna, se figur 19.
Figur 19. Rörklammer (Biltema, 2021) Värmeisolerande kabelstrumpa
Röret kommer att vara varm och därför kan inte tratten sitta direkt mot röret. Genom att skapa en barriär mellan tratten och röret med hjälp av värmeisolerande kabelstrumpa, kan tratten hållas fast mot röret. Genom att klä rörklamrarna med kabelstrumpa finns det ingen direktkontakt mellan röret och tratten. Kabelstrumpan ska enligt Biltemas uppgifter tåla upp till 200°C, vilket är på gränsen för de temperaturer som PLA smälter vid, se figur 20.
19 MDF-skiva
MDF-skivor är det material som ramen för hela maskineriet kommer att bestå av. Den har valts ut för att det finns tillgängligt på skolan, det är lättarbetat samt måttet på tjockleken underlättar
sammanfogning av de olika delarna i ramen, se figur 21.
Figur 21. MDF-skivor (Byggvaruhusen, 2014)
3.3.3 DFM – Design for Manufacturing
Denna maskin har designats med hänsyn till DFM. Den ska gå att tillverka med de verktyg och
material som finns tillgängliga för oss studenter i verkstaden på skolan. De saker som inte har gått att producera i skolan har beställts via olika företag på internet. Även där fanns det begräsningar i vad som har gått beställa. MDF har till exempel valts som material för att det fanns tillgängligt men även för att vinkelräta sammanfogningar lättare ska kunna gå att limma och skruva ihop eftersom MDF-skivan som finns i skolan har en tjocklek på 17mm. Detta underlättar att sätta ihop dem eftersom de är så tjocka.
3.3.4 DFA – Design for Assembly
Hänsyn har tagits till DFA för att det överhuvudtaget ska gå att sätta ihop alla komponenter. Tratten har till exempel designats på så sätt att det ska gå att komma åt alla bultar och muttrar som krävs för att sätta ihop den med röret.
20
4. Resultat
En teoretisk maskin har framtagits genom CAD och teoretiska kopplingar mellan de olika
komponenterna. Maskinen är konstruerat för att smälta ner PLA-rester och återvinna dessa genom extrudering av nytt filament som det ska kunna gå att 3D-skriva nya modeller med. De följande bilagorna visar de resultaten som har framkommit och de val som har gjorts. Detta designkoncept kommer att kunna justeras och anpassas efter andra behov och önskemål, se figur 22. Maskinen är fäst i en ram som lätt kan flyttas och antingen hängas upp mot något eller sättas ner på en bänk. Samtliga komponenter är nu beställda och kommer att sättas ihop snarast möjligt. Nedan beskrivs maskinens olika delar med förklarande bilder och hur det är tänkt att de ska fungera.
21 I figur 23 beskrivs vägen som granulatet tar genom maskinen. Först lastas tratten med granulat som i sin tur glider ner i röret. Sedan pressas granulatet med skruven nedåt. I röret smälts granulatet och därefter trycks det ut genom munstycket.
Figur 23. Beskrivning av vägen för granulat
För att hålla röret och stegmotorn isär, kommer aluminiumskivor, kopparrör, sexkantskruvar och muttrar att användas. Fyra långa sexkantskruvar kommer att hålla ihop komponenterna som figur 24 visar. Kopparröret fungerar som distanser och då påverkas behöver inte klokoppling riskera andra påfrestningar än de rotationen som är mellan stegmotorn och skruven.
22 Med hjälp av rörklamrarna kan tratten sättas fast på följande sätt som i figur 25. Rörklamrarna kommer att kläs i kabelstrumpor som kommer att skapa en barriär mellan röret och rörklamrarna. På så sätt överför inte rörklamrarna värmen som kommer från röret till tratten.
Figur 25. Sammansättning av tratt och rör med hjälp av rörklamrar, klädda i kabelstrumpor Det ursågade hålet i figur 26 i ramen är till för att mata in kablarna från stegmotorn och värmeelementen in till lådan för temperaturkontrollen och drivmodulen för stegmotorn.
Figur 26. Hål för ledning av kablar
Slutligen är det tänkt att hela maskineriet ska ha en liknande sammanställning som i bilaga 3. Efter extruderingen ska filamentet rullas upp med hjälp av en maskin med en spole på. Denna spolmaskin reglerar sin hastighet efter feedback från en givare som meddelar att filamentet börjar hänga för långt ner och därför måste inspolningen ske i snabbare takt.
23
5. Analys
De frågeställningar som maskinen stod inför var följande: • Vilka komponenter krävs för extrudering av PLA? • Vilken lutning är mest effektiv för extrudering av PLA? Vilka komponenter krävs för extrudering av PLA?
De mest avgörande komponenterna för extrudering av PLA är: • rör • värmeelement • skruv • munstycke • temperaturkontroll • temperaturgivare • tratt
• stegmotor (eller någon annan motor) • drivmodul för stegmotorn.
• axelkoppling
• anordning för att hålla ihop komponenterna • skruvar
Rör och värmeelement
Röret som valdes i detta arbete uppfyllde flera krav genom att det ingick flertal andra komponenter i paketet, såsom värmeelement, munstycke, skruv och temperaturgivare. Rörets uppgift är att inneha granulatet så att värmeelementen kan smälta det.
Skruv
För att det smälta granulatet ska färdas, krävs en komponent som kan kontinuerligt mata in spån, annars blir det korta trådar av PLA. Därför är skruven en bra lösning för detta ändamål eftersom det finns ett kontinuerligt intag av nytt granulat.
Munstycke
Munstycket som beställdes har ett hål på 3mm i diameter. Det filament som idag används i skolans 3D-srkivare har en diameter på 2,85mm. Det må verka lite, men 0,15mm kan göra skillnad. Vid uppbyggnad av maskinen, behöver detta testas för att se om det går att ignorera mellanskillnaden eller om hålet behöver justeras, antingen genom att köpa ett nytt munstycke eller svetsa igen det nuvarande hålet och därefter borra ett nytt hål med 2,85mm.
Temperaturkontroll
Många andra temperaturkontroller kunde endast kontrollera ett värmeelement och de vissa som hade möjlighet för tre värmeelement, hade för låga temperaturer som de kunde komma upp i. Den valda temperaturkontrollen har egenskapen att kontrollera tre värmeelement samtidigt och har ett temperaturspann på -200°C till +1700°C. I detta fall krävs det att temperaturkontrollen klarar av minst 200°C.
24 Temperaturgivare
Temperaturgivarna behöver skruvas fast på något sätt i röret. Röret har inga dedikerade hål för dem och eftersom tjockleken på väggen av röret är tunnare än längden på skruvarna för
temperaturgivarna, kan inte det göras hål i röret. En lösning är att svetsa dit muttrar eller distanser på röret för att sedan kunna skruva fast temperaturgivarna. För tillverkarens montering av
temperaturgivare mot röret, se bilaga 4. Tratt
Tratten kan tillverkas på flertal olika sätt. Det går till exempel att bocka tratten och sedan svetsa ihop alla mellanrum. Men detta skulle kräva för mycket tid att bocka och även lära mig svetsa, har valet att 3D-skriva tratten i stället för att på så sätt spara tid. Att 3D-skriva tratten har sina nackdelar också, såsom att behöva skapa en barriär mellan tratten och röret för att den inte ska smälta. Å andra sidan hade en metalltratt också teoretiskt krävt detta för att inte överföra värmen till själva tratten och på så sätt smälta granulatet redan i tratten, se figur 27.
25 Stegmotor
Att välja vilken motor som ska kunna passa till detta ändamål har varit ett svårt val på grund av tidsbrist. En vanlig DC motor behöver en växellåda för att komma ner i låga varvtal. För att hålla projektet så simpelt som möjligt, gjordes det valet att driva skruven med en stegmotor. Den valda stegmotorn har ett vridmoment på 3Nm och 400rpm. Enligt figur 28 håller Noztek Xcalibur ett varvtal på 30rpm för extrudering. Detta krav uppfyller stegmotorn, men det som inte uppfylls är
vridmomentet. Noztek Xcalibur’s motor har ett vridmoment på 35Nm vid 35rpm. Detta behöver testas med de komponenter som har beställts för att se om det är tillräckligt med 3Nm, annars får en växellåda köpas för att klara av högre vridmoment.
Figur 28. olika parametrar för maskinens olika komponenter (Noztek, 2021)
Drivmodul för stegmotor
För att driva en stegmotor krävs vanligtvis en drivmodul och en dator som skickar information och hur många steg som stegmotorn ska ta och åt vilket håll. För att göra arbetet simplare har en drivmodul med vridrattar beställts för att undvika programmering genom dator och på så sätt spara tid. Denna drivmodul kräver en nätadapter som ska klarar en spänning på mellan 7-27 V. Därefter kopplas stegmotorn och nätadaptern enligt bilaga 5.
Axelkoppling
För att kunna överföra kraften från stegmotorn till skruven behövs en axelkoppling. I detta arbete valdes en klokoppling. Den valda klokopplingen blev storlek 14 från listan hos Mekanex, se bilaga 6. Axeln på stegmotorn är 10mm i diameter och på skruven är det 14mm. Förskjutningar i axlarna får i detta fall variera enligt listan, axial 1,0mm, radial 0,09mm och vinkel 0,9°. Det krävs därför
26 Anordning för att hålla ihop komponenterna
För detta ändamål finns det många olika sätt att lösa det på. Jag har valt att göra det med det som finns i skolan och något som inte kräver svårare arbete. Metallarbete anser jag är svårare än träarbete. Därför passar MDF detta projekt. Som tidigare nämnt, underlättar tjockleken (17mm) de vinkelräta sammanfogningarna i ramen.
Aluminiumprofiler hade också kunnat vara ett alternativ. Det hade varit styvare och tåligare än MDF men att arbeta med metaller kan vara svårare.
Figur 29. CAD-modell av ram gjord av MDF
27 Kostnad
Den totala kostnaden för de beställda komponenterna blev cirka 6400, se tabell 3 Tabell 3. Kostnad av samtliga komponenter
6. Slutsatser och rekommendationer
6.1 Diskussion
Målet med detta projektarbete var att ta fram en maskin som kan genom extrudering kan återvinna och producera nytt filament till 3D-skrivarna i skolan. Den teoretiska lösningen har levererats och mottagits väl av uppdragsgivaren, men någon fysisk maskin har inte byggts ännu. Komponenter har beställts. Det som återstår av arbetet nu är att bygga maskinen. Detta kommer att ske inom en snar framtid.
Efter att ha jämfört de beställda komponenterna med de befintliga maskinerna, inser jag att de komponenter som har beställt kan vara något svagare och resultera i en svagare maskin. Till exempel stegmotorn. Den har 3Nm i vridmoment, medan motorn på en maskin från Noztek har 35Nm. Därför kan det innebära att det kommer att behöva beställas ytterligare några komponenter för att kunna slutföra projektarbetet med en fysisk och väl fungerande maskin.
Den totala kostnaden blev cirka 6400 kr. Detta hamnar långt under maskinen från Noztek som i detta arbete hamnar mellan den dyraste och den billigaste maskinen, det anser jag är ekonomiskt
försvarbart. Med de övriga komponenterna som priserna är okända på, kommer den totala kostnaden att öka.
Att slutföra detta projekt i ett försök utan tidigare erfarenhet kommer att vara svårt. När
uppbyggnaden av maskinen påbörjas kommer det antagligen att stötas på problem som det inte hade tänkts på under den tiden som projektet endast varit teoretisk.
Eftersom projektarbetet togs an så sent på vårterminen och komponenters frakt har tagit lång tid att anlända, har det varit svårt att hinna med att slutföra projektet med gott resultat. Därför har inte en av frågeställningarna (Vilken lutning är mest effektiv för extrudering av PLA?) besvarats med bevis, utan det har mest varit ett antagande och för att inte behöva använda ännu fler komponenter som fläkt eller vattenbad.
28 Det dök upp några nya frågeställningar under arbetets gång. En av dem är om det hade gått att pressa ut det smälta granulatet på något annat sätt än med en skruv, till exempel med en kolv. En annan frågeställning var: hur mycket skulle ett vattenbad förbättra kvaliteten av filamentet än passiv kylning i rumstemperatur? Många industriella maskiner har den egenskapen, att kyla ner filamentet genom att använda sig av vatten. Hade det gett en mer enformig profil?
6.2 Rekommendationer
Detta rekommenderas vid fortsatt arbete för att tillverka maskinen:
• Bygg prototypen för att sedan se var det brister i designen och valet av komponenterna. • Använd en växellåda för att inte belasta stegmotorn
• Beställ fler munstycken för att kunna reglera tjockleken på filmanetet
• Ta reda på den totala kostnaden för alla komponenter, även de befintliga materialen i skolan • Bygg ramen med en annan design med något slag av metall, aluminium till exempel
29
7. Källförteckning
3Dbeginner (2021) How To Recycle 3D Printing Filament. [Online] Tillgänglig på:
https://www.3dbeginners.com/how-to-recycle-3d-printing-filament/ [Använd 10 juni 2021] Alibaba.com (u.å.) 1~2kg/h capacity lab 3d printer filament machine desktop filament extruder. [Online] Tillgänglig på:
https://gsmach.en.alibaba.com/product/60763554360-801778566/1_2kg_h_capacity_lab_3d_printer_filament_machine_desktop_filament_extruder.html
[Använd 24maj 2021]
Aliexpress.com (2021) Sold as a set 20mm Dia Extruder Screw, Barrel with 1.75/ 3mm Nozzle and
3PCS 40*40 220V Band Heater [Online] Tillgänglig på:
https://www.aliexpress.com/item/4000741158080.html?spm=a2g0s.9042311.0.0.2bc34c4ddKuYYf
[Använd 24maj 2021]
Amazon (u.å) Hög Torque Nema 23 CNC Stepper motor 114 mm 425Oz.In/3Nm CNC Fräsning svarv
Router [Online] Tillgänglig på:
https://www.amazon.se/gp/product/B08LMY82FW/ref=ppx_yo_dt_b_asin_title_o00_s00?ie=UTF8& psc=1 [Använd 24maj 2021]
Banggood (u.å.) YF-20 Stepper Motor Speed Controller Governor with LED Display Stepper Motor
Speed Driver Control Module DC 7-30V [Online] Tillgänglig på: https://www.banggood.com/YF-20- Stepper-Motor-Speed-Controller-Governor-with-LED-Display-Stepper-Motor-Speed-Driver-Control-Module-DC-7-30V-p-1624286.html?rmmds=myorder&cur_warehouse=CN [Använd 24maj 2021] Biltema (u.å.) Rörklammer [online] Tillgänglig på:
https://www.biltema.se/bil---mc/bilreservdelar/avgassystem/reparationssatser/rorklammer-2-st-2000017824 [Använd 24 maj 2021]
Biltema (u.å.) Värmeisolerande kabelstrumpa [Online] Tillgänglig på: https://www.biltema.se/bil---mc/elsystem/kabelstrumpor/varmeisolerande-kabelstrumpa-2000041768 [Använd 24 maj 2021] Byggvaruhusen.com (2014) Skivmaterial – Guide till de skivor som du behöver till ditt bygge [Online] Tillgänglig på http://byggvaruhusen.com/skivmaterial/ [Använd 24maj 2021]
Compuplast NA (2016) Understanding and Solving Extrusion and Coextrusion Problems With
Simulation161214 [Online] Tillgänglig på: https://www.youtube.com/watch?v=8lCwfjp9pQs [Använd 24 maj 2021]
Compuplast NA. (2016) Understanding and Solving Extrusion and Coextrusion Problems With Simulation161214 [Videofil]. Hämtad 2021-05-11 från
https://www.youtube.com/watch?v=8lCwfjp9pQs
Creativemechanisms (2015). Everything You Need To Know About Polylactic Acid (PLA). [Online] Tillgänglig på: https://www.creativemechanisms.com/blog/learn-about-polylactic-acid-pla-prototypes [Använd 10 juni 2021]
Dagensanalys (2015) Vad ska egentligen ingå i en konkurrensanalys?. [Online] Tillgänglig på:
https://www.dagensanalys.se/vad-ska-egentligen-inga-i-en-konkurrentanalys/ [Använd 24 maj 2021] Design.lth (2020). Additiv tillverkning. [Online] Tillgänglig på:
30 Expertprogrammanagement (2017). Decision Matrix Analysis. [Online] Tillgänglig på
https://expertprogrammanagement.com/2017/09/decision-matrix-analysis/ [Använd 24 maj 2021] Filastruder.com (2021) Filstruder kit. [Online] Tillgänglig på:
https://www.filastruder.com/collections/filastruders-accessories/products/filastruder-kit?variant=323882043 [Använd 24 maj 2021]
Företagsforumet (2020). Vad är en konkurrentanalys?. [Online] Tillgänglig på:
https://foretagsforumet.se/konkurrentanalys/ [Använd 24 maj]
Indiamart (u.å.) Stainless Steel Hopper [Online] Tillgänglig på: https://www.indiamart.com/vv-industries-chennai/metal-hopper.html [Använd 24 Maj 2021]
Keenvillageplastics (u.å). 3D Printing Materials. [Online] Tillgänglig på:
https://www.villageplastics.com/3d-printing-materials/ [Använd 24 maj 2021] Mekanex (2021) Klokopplingar [Online] Tillgänglig på:
https://www.mekanex.se/produkter/komponenter/axelkopplingar/klokopplingar/ [Använd 24maj 2021]
Mknorthamerica (u.å.) Aluminum Framing Syustems [Online] Tillgänglig på:
https://www.mknorthamerica.com/Products/modular-aluminum-framing-systems/ [Använd 24maj 2021]
Noztek (2021). Noztek Pro HT. [Online] Tillgänglig: https://www.noztek.com/product/noztek-pro-high-temperature-extruder/ [Använd 24 Maj 2021]
Noztek (2021). Noztek Xcalibur. [Online] Tillgänglig på: https://www.noztek.com/product/noztek-xcalibur/ [Använd 24 Maj 2021]
Projektledning (2018). GANTT-Schema – Visualisera din projektplanering. Hämtad 2021-05-10 från
https://projektledning.se/GANTT-schema/
Projektmallar (2016). GANTT-schema. [Online] Tillgänglig på:
http://www.projektmallar.se/_media/grafik/screen_shot_2012-10-10_at_11.32.10_am.png [Använd 24 maj 2021].
RS Components (u.å.) RS PRO DIN Rail PID Temperature Controller, 72 x 72mm, 3 Output SSR, 230 V
ac Supply Voltage On/Off, P, PD, PI, PID [Online] Tillgänglig på: https://se.rs-online.com/web/p/temperature-controllers/7864775/ [Använd 24 maj 2021] sv.wikipedia.org (2020). Funktionsanalys (teknik). [Online] Tillgänglig på:
https://sv.wikipedia.org/wiki/Funktionsanalys_(teknik) [Använd 24 maj 2021]
Ullman, D. G., 2010. The Mechanical Design Process. 4:e red. New York: McGraw-Hill. Ulrich, K. T. & Eppinger, S. D. (2014) Produktutveckling, Konstruktion och Design.
31
8. Bilagor
32
Bilaga 2 – GANTT-schema
33
Bilaga 3 – exempel av sammanställning av hela maskineriet
34
Bilaga 3 – tillverkarens sätt att koppla in temperaturgivare
35
Bilaga 4 – Kopplingsschema av drivmodul och stegmotor
36