www.vti.se/publikationer
Bengt-Åke Hultqvist Ellen Dolk
Handbok – Drift, underhåll
och reparation av betongvägar
VTI notat 14–2014 Utgivningsår 2014
Förord
I många länder används betongvägar på stora delar av det högtrafikerade vägnätet men i Sverige är de inte lika vanliga. För närvarande finns 68 km betongväg på det svenska motorvägsnätet. Betongvägarna finns på E4 vid Arlanda, E6 vid Falkenberg, E20 vid Eskilstuna och E4 vid Uppsala.
Betongvägar skiljer sig från asfaltvägar bland annat med avseende på material,
uppbyggnad och utförande. Detta medför att andra typer av skador kan uppkomma på betongvägar än på asfaltvägar. Många av de underhålls- och reparationsmetoder som används är därför särskilt framtagna för betongvägarna.
I detta notat ges först en kort introduktion till de svenska betongvägarna i kapitel 1, sedan följer en beskrivning av betongvägarnas uppbyggnad och hur nybyggnation utförs i kapitel 2. I kapitel 3 nämns driftåtgärder som används för betongvägar.
I ATB Väg fanns tidigare en skadekatalog för betongvägar som beskrev olika typer av betongvägsskador. Eftersom ATB Väg inte längre används har denna skadekatalog uppdaterats och förts in i kapitel 4. En gemensam handledning för underhåll av
betongvägar har hittills saknats. I kapitel 5 har därför en katalog lagts in som beskriver olika underhållsmetoder för betongvägar och i kapitel 6 visas olika reparationsmetoder. Vid arbetet med handboken har erfarenheter samlats in från de underhålls- och
reparationsåtgärder som har utförts på de svenska betongvägarna. Kunskap har också inhämtats från Tyskland bland annat vid en studieresa till Nordrhein-Westfalen våren 2008 och vid ett studiebesök till Niedersachsen våren 2010. Vid besök hos drift-områdena i Eskilstuna, Falkenberg och Arlöv har information om olika driftåtgärder samlats in. Fotograf till bilderna är Bengt-Åke Hultqvist, förutom bilderna 9, 33 och 54 där fotograf anges vid respektive bild.
Arbetet med handboken har finansierats av Trafikverket (ansvarig Björn Kullander). Författarna vill rikta ett stort tack till Björn Kullander, Trafikverket och Stig Jansson, Cementa AB, för bra synpunkter och diskussioner.
Föreliggande dokument är en reviderad version av handboken ”Drift, underhåll och reparation av betongvägar”. Tanken är att handboken efter hand ska uppdateras och kompletteras när ny kunskap kommer fram.
Linköping i mars 2014
Kvalitetsgranskning
Extern peer review har genomförts 3 februari 2014 av Björn Kullander, Trafikverket. Ellen Dolk har genomfört justeringar av slutligt rapportmanus 6 mars 2014.
Projektledarens närmaste chef Björn Kalman har därefter granskat och godkänt publikationen för publicering 19 mars 2014. De slutsatser och rekommendationer som uttrycks är författarens/författarnas egna och speglar inte nödvändigtvis myndigheten VTI:s uppfattning.
Quality review
External peer review was performed on 3 February 2014 by Björn Kullander, Swedish Transport Administration. Ellen Dolk has made alterations to the final manuscript of the report 6 March 2014. The research director of the project manager Björn Kalman
examined and approved the report for publication on 19 March 2014. The conclusions and recommendations expressed are the author/authors and do not necessarily reflect VTI's opinion as an authority.
Innehållsförteckning
Sammanfattning ... 5
Summary ... 7
1 Inledning ... 9
2 Betongvägarnas uppbyggnad och utförande ... 11
3 Driftåtgärder ... 14 4 Skadekatalog ... 16 4.1 Fogskador ... 18 4.2 Vägmarkering ... 21 4.3 Ojämnheter ... 22 4.4 Spår ... 24 4.5 Sprickor ... 25
4.6 Erosion av finmaterial ”Pumpning” ... 31
5 Underhållsmetoder ... 32 5.1 Fogunderhåll ... 32 5.2 Spricklagning ... 34 5.3 Diamantslipning ... 38 5.4 Vägmarkeringar ... 40 6 Reparationsmetoder ... 41 6.1 Tunn pågjutning ... 41 6.2 Stabilisering av betongplattor ... 43 6.3 Lyftning av betongplattor ... 45
6.4 Montering av nya dymlingar ... 46
6.5 Dränering ... 47
6.6 Omgjutning av betongplattor ... 49
6.7 Reparation med korta avstängningstider ... 53
6.8 Omgjutning av helt körfält ... 56
6.9 Återvinning av betongbeläggning ... 57
Handbok – Drift, underhåll och reparation av betongvägar
av Bengt-Åke Hultqvist och Ellen Dolk
VTI, Statens väg- och transportforskningsinstitut 581 95 Linköping
Sammanfattning
Det svenska betongvägnätet består i dag av motorvägar som är byggda på 1990-talet och 2000-talet. För närvarande är den sammanlagda längden betongväg 68 kilometer motorväg. Betongvägarna är dimensionerade och byggda för att få lång livslängd. Vägarna har i huvudsak klarat sig bra med litet underhåll och låga underhållskostnader. Efterhand som betongvägarna blir äldre börjar dock olika typer av skador att upp-komma. Skador i form av sprickor och plattförskjutningar i fogar börjar uppkomma på några av de äldsta betongvägarna. På några betongvägar har också spår bildats på grund av slitage från dubbade fordon.
Skador och underhållsmetoder är ofta annorlunda för betongvägar i jämförelse med asfaltvägar och eftersom betongvägar inte är så vanliga i vårt land saknas i många fall erfarenheter av hur betongvägar ska underhållas. Detta kan vara en förklaring till att man i många fall väntar för länge innan man utför nödvändigt underhåll. Det är därför angeläget att sprida kunskapen om skador och underhållsmetoder för betongvägar. En av de viktigaste sakerna är att se till att fogar är täta och att eventuella sprickor tätas så fort som möjligt. Annars tränger vatten ner i vägöverbyggnaden vilket kan framkalla ytterligare skador ofta med allvarliga följder. Genom att regelbundet inspektera betong-vägen och att utföra nödvändiga underhållsåtgärder i god tid så lägger man grunden till en lång livslängd. En välbyggd och välskött betongväg ska kunna trafikeras i 40 år utan att några större reparationsåtgärder ska behöva utföras.
En förutsättning för att rätt underhållsmetod ska kunna väljas är att orsaken till skadan är känd. Skadeorsaken ska alltid fastställas genom undersökning som kan vara mer eller mindre omfattande. I föreliggande rapport ges exempel på olika skadetyper och möjliga skadeorsaker. Dessutom ges förslag på tänkbara underhållsåtgärder. De olika skade-typerna har sammanställts i en skadekatalog. Utvalda underhållsmetoder och reparationsmetoder beskrivs i var sitt kapitel.
Manual – Management, Maintenance and Rehabilitation of Concrete Roads
by Bengt-Åke Hultqvist and Ellen Dolk
The Swedish National Road and Transport Research Institute (VTI) SE-581 95 Linköping
Summary
The Swedish concrete road network today consists of motorways built in the 1990’s and 2000’s. Currently, the total length of concrete road is 68 kilometer of motorway. The concrete roads were designed and constructed to have a long life and have mainly performed well requiring little maintenance or additional expenditure. As the concrete roads get older, different kinds of damages start to form. Damages such as cracks and slab stepping in joints are starting to form in some of the older concrete roads. Some concrete roads have rut formations due to wear from studded tyres.
Damage types and maintenance methods often differ for concrete roads compared to asphalt roads. As concrete roads are not very common in Sweden, a lack of experience with how to manage concrete roads is apparent. This could be one explanation to why there is often too long a time before necessary maintenance is carried out. It is therefore important to spread the knowledge of damage types and maintenance methods for concrete roads.
One of the most important issues is to make sure that joints and cracks are sealed as soon as possible. Otherwise water will penetrate into the road pavement and potentially cause further damage, often with serious consequences. By regularly inspecting the concrete road and carrying out necessary maintenance, the foundation for a long life is laid. A well-built and well-managed concrete road should be possible to use for 40 years without the need for any larger repair measures.
A prerequisite to being able to choose the right maintenance methods is to know the cause of the damage. The cause of damage should always be determined by
investigations that can be more or less extensive. In this report, a set of examples are given that describe the different kinds of damages and possible causes. Furthermore, possible maintenance methods are suggested. Different kinds of damages have been compiled into a catalogue. Maintenance and rehabilitation methods are described in their own chapters.
1
Inledning
Efter andra världskriget skedde den stora utbyggnaden av det svenska betongvägnätet som nådde sin maximala längd ca 350 km vid slutet av 1950-talet. Vägarna före 1970 byggdes med 180–200 mm tjocka armerade betongplattor som lades på 200–600 mm tjock grusöverbyggnad. Avståndet mellan tvärgående fogar var 10–17 m. Livslängden på dessa betongvägar blev kortare än vad som var planerat. De skador som uppkom var ytskador och spårslitage samt sprickor och deformationer på grund av sättningar i underliggande lager. Skadorna ansågs bero på dålig vägöverbyggnad, obundet material under plattorna, långa plattor med stora fogrörelser och bristande fogunderhåll. Olika reparationsmetoder provades men skadorna var för omfattande för att någon långsiktig lösning skulle uppnås. Betongvägarna från 1950-talet och 1960-talet åtgärdades därför genom spräckning av betongplattorna och överläggning med asfalt.
Betongvägarna på 1970-talet fick en förbättrad konstruktion med en tjockare över-byggnad och cementbundet bärlager under betongbeläggningen. Betongbeläggningen gjordes oarmerad och avståndet mellan de tvärgående fogarna var ca 5 m. För att sammanbinda de båda körfälten lades förankringsstänger över den längsgående mittfogen. För 1990-talets betongvägar gjordes ytterligare några förbättringar. Dymlingar lades in över de tvärgående fogarna för att säkerställa kraftöverföringen mellan plattorna. En högre betonghållfasthet användes och betonglagret lades i två skikt (vått-i-vått). I det övre tunnare skiktet användes ballast med goda nötningsegenskaper och i det undre lagret användes ortens sten. Dessutom efterbehandlades ytan genom att frilägga ballasten i ytan. Friläggningen ger en yta med bra slitstyrka, god friktion och låg bullernivå.
Det svenska betongvägnätet består i dag av motorvägar som är byggda på 1990-talet och 2000-talet. De båda betongvägarna från 1970-talet är numera överlagda med asfalt. För närvarande är den sammanlagda längden av betongväg 68 km motorväg. Nedan visas en sammanställning av de betongvägar som är byggda i Sverige efter 1970.
Tabell 1 Betongvägar byggda i Sverige efter 1970.
Betongväg Längd (km) Byggnadsår Ålder (år)
E6 Malmö-Vellinge1 12,0 1972 37 år (Överlagd 2009) E4 Väla-Hyllinge2 6,0 1978 32 år (Överlagd 2010) E4 Södertälje 0,1 1988 21 år (Överlagd 2009) E4 Anslutning Arlanda3 1,6 1990 23 år E6 Falkenberg del 14 15,0 1993 20 år E6 Falkenberg del 25 13,0 1996 17 år E 20 Eskilstuna6 14,0 1999 14 år E4 Uppsala 24,0 2006 7 år
1 VTI meddelande 736 och NVF Rapport 5:1989 2 NVF Rapport 5:1989
3 VTI meddelande 653, VTI notat V 233 och VTI notat 35-2002 4 VTI meddelande 758
Bild 1 Betongvägen E6 Malmö-Vellinge trafikerades 37 år innan den 2009 lades över med gummiasfalt.
Betongvägarna är dimensionerade och byggda för att få lång livslängd. Vägarna från 1970-talet och 1990-talet har i huvudsak klarat sig bra med litet underhåll och låga underhållskostnader. Efterhand som betongvägarna blir äldre börjar dock olika typer av skador att uppkomma. Skador i form av sprickor och plattförskjutningar i fogar börjar uppkomma på några av de äldsta betongvägarna. På några betongvägar har också spår bildats på grund av slitage från dubbade fordon.
Skador och underhållsmetoder är ofta annorlunda för betongvägar i jämförelse med asfaltvägar och eftersom betongvägar inte är så vanliga i vårt land saknas i många fall erfarenheter av hur betongvägar ska underhållas. Detta kan vara en förklaring till att man i många fall väntar för länge innan man utför nödvändigt underhåll. Det är därför angeläget att sprida kunskap om vilka skador som kan uppkomma och vilka underhålls- och reparationsmetoder som kan användas för betongvägar.
En av de viktigaste sakerna är att se till att fogar är täta och att eventuella sprickor tätas så fort som möjligt. Annars tränger vatten ner i vägöverbyggnaden vilket kan framkalla ytterligare skador ofta med allvarliga följder. Överbyggnaden ska utformas så att inträngande vatten kan dräneras bort. I första hand görs detta genom att dränerande material används i underliggande lager. För att ytterligare förbättra dräneringen kan dräneringsledning anordnas i vägrenen utanför betongbeläggningen.
Genom att regelbundet inspektera betongvägen och att utföra nödvändiga
underhållsåtgärder i god tid så lägger man grunden till en lång livslängd. En välbyggd och välskött betongväg ska kunna trafikeras i 40 år utan att några större
2
Betongvägarnas uppbyggnad och utförande
För att förstå hur skador kan uppkomma på en betongväg är det nödvändigt att känna till hur betongvägar är uppbyggda och utförda. De svenska betongvägarna är byggda med oarmerad fogad betongbeläggning. Betongen läggs ut och komprimeras med
glidformsläggare. I den utlagda beläggningen sågas tvärgående fogar med inbördes avstånd av 5 m. Mellan körfälten sågas en längsgående mittfog. I de tvärgående fogarna sammanlänkas plattorna med dymlingar. I den längsgående mittfogen hålls plattorna ihop med förankringsjärn. Betongbeläggningen som är 200–220 mm tjock ligger på ett asfalt- eller cementbundet bärlager. För betongvägarna som är utförda efter 1990 är betongbeläggningen lagd i två skikt, ett övre skikt som är ca 50 mm tjockt med slitstark ballast och ett undre skikt som är ca 150 mm tjockt med ortens ballast. Normalt
efterbehandlas beläggningsytan med friläggning av ballasten.
Bild 2 Principskiss av oarmerad betongbeläggning (Betongvägar byggda 1990-2006).
Vid betongläggningen används glidformsläggare som lägger ut och vibrerar betongen. Glidformsläggaren är försedd med särskild utrustning som lägger ner dymlingar och förankringsstänger. Bak på glidformsläggaren finns en glättare som avjämnar
betongytan. Vid tvåskiktsläggning används två glidformsläggare som går efter varandra så att betongskikten gjuts ”vått i vått”.
Bild 3 Betongutläggning i två skikt med dubbla glidformsläggare.
Betongbeläggningens yta utförs vanligen med frilagd ballast viket innebär att stenmaterialet tvättas fram i ytan. Med friläggning erhålles en beläggning med goda ytegenskaper vad avser friktion, buller och slitstyrka. Diamantslipning är ett alternativ till friläggning (se 5.3).
Bild 5 Fogsågning.
För att styra sprickbildningen i den gjutna betongbeläggningen sågas tvärgående fogar med inbördes avstånd 5 m. Mellan körfälten sågas en längsgående mittfog. Vid
sågningen delas beläggningen upp i mindre plattor med storlek ca 5x5 m. Fogarna tätas normalt med fogmassa eller foglist.
3
Driftåtgärder
För att få en uppfattning om vilka driftåtgärder som görs på betongvägar har besök gjorts hos tre arbetsområden som har betongväg. De arbetsområden som valdes ut var Eskilstuna, Falkenberg och Arlöv. Vid besöket har frågor ställts till personalen vid arbetsområdet. När det gäller driftåtgärder är det ingen större skillnad mellan asfalt- och betongväg. De driftåtgärder som utförs på betongvägarna är i stort sett desamma som utförs på asfaltvägar.
Vid sommarväghållningen utförs renhållning, slåtter, kantskärning, röjning och underhåll av räcken samt tvättning av vägmärken och kantstolpar. Sommarväghåll-ningen är densamma på asfalt- och betongväg. En erfarenhet är att betongbeläggSommarväghåll-ningen torkar upp fortare efter regn. En annan erfarenhet är att nedsmutsning av kantstolpar och vägmärken blir mindre på betongvägar.
Bild 7 Kantskärning för att förbättra vattenavrinning från vägen.
Vid snöröjning på betongvägar används plogar med gummiskär och gummihjul
eftersom dessa är skonsamma mot fogkanter och vägmarkeringar. Vid halkbekämpning används saltlösning. Saltlösning och plogar med gummiskär används också på
asfaltsvägarna. Samma mängd salt sprids i regel på asfalt- och betongbeläggningen. Enligt ansvariga vägmästare är den skillnad som kan förekomma att halka kan uppkomma vid olika tidpunkter på de båda beläggningstyperna. Halka vid andra
tidpunkter kan också inträffa oavsett beläggningstyp där vägen går på platser i närheten av vattendrag eller på broar och detta anses inte vara något stort problem.
Bild 8 Plog med gummiskär och gummihjul (Joma-plogen).
Under senare år har nya plogtyper kommit fram. För betongvägar kan en
kombinationsplog vara intressant som enkelt kan ändras mellan stålskär och gummiskär. Normalt ska gummiskäret användas på betongbeläggningen men i vissa speciella
vädertyper kan man behöva ändra plogen till stålskär.
Bild 9 Kombinationsplog som har både stålskär och gummiskär, Meiren-plogen. (Foto: Staffan Möller, VTI).
4
Skadekatalog
När det gäller underhåll och reparation av betongvägar används till stor del andra metoder än de som används för asfaltvägar. Detta beror på att skadorna ofta är olika på asfalt- och betongvägar vilket är en följd av att de båda vägtyperna har olika
uppbyggnad och materialegenskaper.
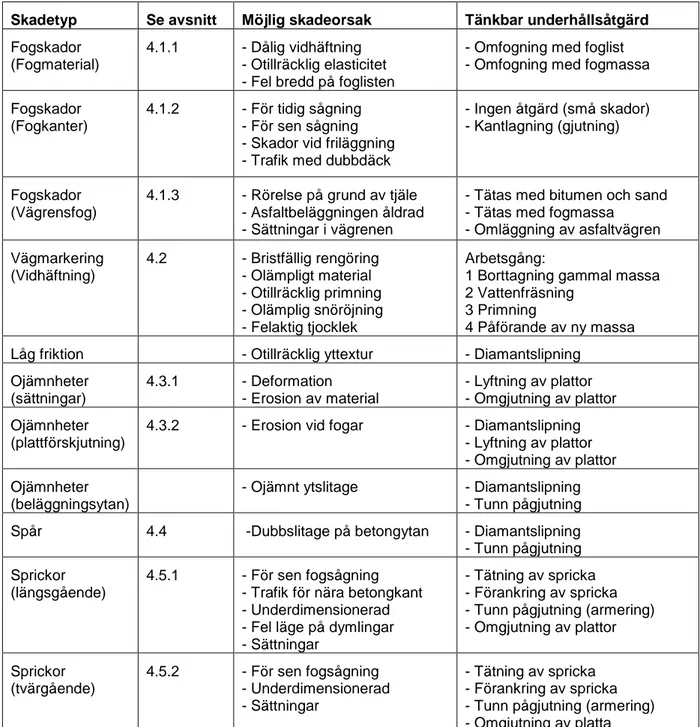
En förutsättning för att man ska kunna välja rätt underhållsmetod är att orsaken till skadan är känd. Skadeorsaken ska alltid fastställas genom undersökning som kan vara mer eller mindre omfattande. Nedan ges en sammanställning i tabellform på olika skadetyper och möjliga skadeorsaker. Dessutom ges förslag på tänkbara
underhållsåtgärder.
Tabell 2 Sammanställning av skadetyper
Skadetyp Se avsnitt Möjlig skadeorsak Tänkbar underhållsåtgärd
Fogskador (Fogmaterial)
4.1.1 - Dålig vidhäftning - Otillräcklig elasticitet - Fel bredd på foglisten
- Omfogning med foglist - Omfogning med fogmassa Fogskador
(Fogkanter)
4.1.2 - För tidig sågning - För sen sågning - Skador vid friläggning - Trafik med dubbdäck
- Ingen åtgärd (små skador) - Kantlagning (gjutning)
Fogskador (Vägrensfog)
4.1.3 - Rörelse på grund av tjäle - Asfaltbeläggningen åldrad - Sättningar i vägrenen
- Tätas med bitumen och sand - Tätas med fogmassa
- Omläggning av asfaltvägren Vägmarkering (Vidhäftning) 4.2 - Bristfällig rengöring - Olämpligt material - Otillräcklig primning - Olämplig snöröjning - Felaktig tjocklek Arbetsgång:
1 Borttagning gammal massa 2 Vattenfräsning
3 Primning
4 Påförande av ny massa Låg friktion - Otillräcklig yttextur - Diamantslipning
Ojämnheter (sättningar) 4.3.1 - Deformation - Erosion av material - Lyftning av plattor - Omgjutning av plattor Ojämnheter (plattförskjutning)
4.3.2 - Erosion vid fogar - Diamantslipning - Lyftning av plattor - Omgjutning av plattor Ojämnheter
(beläggningsytan)
- Ojämnt ytslitage - Diamantslipning - Tunn pågjutning Spår 4.4 -Dubbslitage på betongytan - Diamantslipning - Tunn pågjutning Sprickor
(längsgående)
4.5.1 - För sen fogsågning - Trafik för nära betongkant - Underdimensionerad - Fel läge på dymlingar - Sättningar
- Tätning av spricka - Förankring av spricka - Tunn pågjutning (armering) - Omgjutning av plattor Sprickor (tvärgående) 4.5.2 - För sen fogsågning - Underdimensionerad - Sättningar - Tätning av spricka - Förankring av spricka - Tunn pågjutning (armering) - Omgjutning av platta
Skadetyp Se avsnitt Möjlig skadeorsak Tänkbar underhållsåtgärd
Sprickor (hörn)
4.5.3 - Trafik för nära betongkant - Underdimensionerad - Erosion av material - Tätning av spricka - Förankring av spricka - Omgjutning av platta Sprickor (blocksprickor) 4.5.4 - Underdimensionerad - Erosion av material - Livslängden är slut - Omgjutning av plattor Sprickor (vid dymlingar)
4.5.5 - Dymlingar är fel placerade - Instabila betongplattor
- Ersätts med nya dymlingar - Underlaget stabiliseras Många plattor
med sprickor
- Livslängden är slut - Omgjutning av körfält Erosion av finmaterial (pumpning) 4.6 - Otäta fogar - Instängt vatten - Bristfällig dränering - Tätning av fogar - Stabilisering av plattor - Dränering
De olika skadetyperna har sammanställts i en skadekatalog. Syftet med skadekatalogen är att åstadkomma en enhetlig bedömning av de skador som kan uppkomma på
oarmerade fogade betongvägar. Skador som kan uppstå beskrivs till sitt utseende, dessutom redovisas möjlig orsak, tänkbar åtgärd samt mätmetoder. Utgångspunkten är att betongbeläggningar skall lagas med betong.
Varje typ av skada behandlas på följande sätt:
Beskrivning En kort beskrivning av skadans utseende och utveckling Möjliga orsaker Möjliga orsaker till skadans uppkomst
Tänkbara åtgärder En lista med tänkbara åtgärder, de föreslagna åtgärderna är dock inte värderade ur teknisk och ekonomisk synpunkt Mätmetoder Anvisningar om lämpliga mätmetoder
4.1
Fogskador
4.1.1 FogmaterialBeskrivning Fogmaterialet tätar ej fogen
Möjliga orsaker Dålig vidhäftning mellan fogmassa och betong Fogmaterialet saknar erforderlig elasticitet Foglisten ej anpassad till fogbredden
Foglisten kan med åren krympa och bli för kort
Tänkbara åtgärder Omfogning med foglist (se 5.1) Omfogning med fogmassa (se 5.1)
4.1.2 Fogkanter
Beskrivning Skador på betongkanter i fogar kan leda till ojämnheter eller att fogens tätning försämras
Möjliga orsaker För tidig sågning av sprickanvisningar (fogar) Mikrosprickor bildas vid sågning
Sprickor bildas vid sopning i samband med friläggning av ballast
Trafik av fordon med dubbdäck
Tänkbara åtgärder Ingen åtgärd vid mindre skador så länge fogen fungerar Lagning av betongkanten vid större skador (se 5.1) Vidgning av fogen genom sågning, därefter tätning med tätningslist eller fogmassa (se 5.1)
Mätmetoder Okulär besiktning
4.1.3 Vägrensfog
Beskrivning Vägrensfogen mellan betongbeläggningen och asfaltvägrenen har öppnat sig och är otät
Möjliga orsaker Rörelser i vägrensfogen på grund av ojämna tjällyftningar i körbana och vägren
Asfaltbeläggningen har åldrats och tappat sin flexibilitet Sättningar eller deformationer i vägrenen
Tänkbara åtgärder Vid mindre fogöppning kan fogen tätas med bitumenemulsion och sand, exempelvis genom ”Snabellagning”
Vid större fogöppning fräses fogen upp och vidgas så att elastisk fogmassa kan läggas i fogen
Vid stora skador repareras vägrenen med nytt asfaltslitlager
Mätmetoder Okulär besiktning
4.2
Vägmarkering
Beskrivning Vägmarkering lossnar från betongbeläggningen
Möjliga orsaker Bristfällig rengöring av betongytan vid utförandet Olämpligt materialval
Avsaknad eller otillräcklig primning Olämplig snöröjningsutrustning
Felaktigt utförande, för tjockt lager markeringsmassa
Tänkbara åtgärder Borttagning av gammal markeringsmassa, vattenfräsning och primning. Påförande av ny vägmarkeringsmassa som är utprovad för betongbeläggningen. (se 5.4 och VTI notat 8-2002)
Mätmetoder Okulär besiktning
4.3
Ojämnheter
4.3.1 SättningarBeskrivning Avvikelse mot vägens profil i längd- eller tvärled. Längre sättningar är i regel inget problem och åtgärdas ej. Kortare sättningar kan påverka trafiksäkerhet och körkomfort samt orsaka sprickor i betongbeläggningen.
Möjliga orsaker Deformation i undergrunden Lokal tjällyftning
Efterpackning i vägkroppen
Material under betongbeläggningen har eroderat bort på grund av instängt vatten i överbyggnaden
Sättning på grund av sänkning av grundvattenytan
Tänkbara åtgärder Om betongplattan är hel: Lyftning av platta med hjälp av injektering (se 6.3)
Om betongplattan är skadad: Omgjutning av platta, ersättning med förtillverkad platta (se 6.6 och 6.7)
Vid omfattande sättningar eller tjällyftningar görs geoteknisk utredning för bestämning av åtgärd
Mätmetoder Avvägning
Profilmätning Okulär besiktning
4.3.2 Plattförskjutningar ”Laxtrappa”
Beskrivning Nivåskillnad vid fogar mellan närliggande betongplattor. I Sverige brukar skadorna kallas laxtrappa. Betongvägar utförda från och med 1990 har dymlingar som ska förhindra
plattförskjutningar.
Möjliga orsaker Material under plattorna har eroderat bort på grund av trafikpåverkan och instängt vatten (pumpning). Om betongplattorna är försedda med dymlingar kan dessa ge upphov till längsgående sprickor i betongbeläggningen.
Tänkbara åtgärder Om betongplattan är hel: Lyftning av platta med hjälp av injektering (se 6.3)
Vid plattor med stora skador: omgjutning av plattor eller ersättning med förtillverkade plattor (se 6.6 och 6.7) Diamantslipning kan vara en tillfällig åtgärd vid mindre nivåskillnader (se 5.3)
Förbättring av dräneringen kan stoppa skadeförloppet (se 6.5)
Mätmetoder Avvägning
Profilmätning med laser eller rätskiva Okulär besiktning
4.4
Spår
Beskrivning Spår på betongvägar uppstår genom slitage från dubbade fordon. Kraftigt dubbslitage kan även ge upphov till
ojämnheter i längdled. Spår på grund av deformationer från tunga fordon förekommer inte på betongvägar.
Möjliga orsaker Hög andel dubbade fordon
Betongbeläggning med otillräcklig slitstyrka
Tänkbara åtgärder Diamantslipning av beläggningsytan (se 5.3) Tunn pågjutning med slitstark betong (se 6.1)
Mätmetoder Avnötning på grund av dubbslitage mäts med noggrann profilmätare.
Spårdjupet mäts med: Mätbil
Profilmätare Rätskiva
4.5
Sprickor
På betongvägar kan olika typer av sprickor förekomma. Sprickorna kan delas in i följande huvudgrupper: längsgående sprickor, tvärgående sprickor, hörnsprickor och blocksprickor. En särskild typ av längsgående sprickor är dymlingssprickor.
4.5.1 Längsgående sprickor
Beskrivning En eller flera sprickor i vägens längdriktning
Möjliga orsaker Ej fungerande längsgående sprickanvisningar på grund av för sen sågning vid utförandet, för stort fogavstånd, olämplig fogutformning
Trafik för nära betongkanten
Betongtjockleken ej dimensionerad för trafiken Sättningar tvärs vägen
Initieras av dymlingar
Tänkbara åtgärder Tätning av spricka (se 5.2)
Förankring och tätning av spricka (se 5.2)
Omgjutning av platta, ersättning med förtillverkad platta (se 6.6 och 6.7)
Mätmetoder Okulär besiktning
4.5.2 Tvärgående sprickor
Beskrivning Tvärgående sprickor mellan sågade sprickanvisningar (fogar)
Möjliga orsaker Ej fungerande sprickanvisningar på grund av för sen sågning vid utförandet eller för långt fogavstånd
Betongtjockleken ej dimensionerad för trafiken Lokal sättning eller tjällyftning längs vägen
Tänkbara åtgärder Tätning av spricka (se 5.2)
Förankring och tätning av spricka (se 5.2)
Omgjutning av platta, ersättning med förtillverkad platta (se 6.6 och 6.7)
Mätmetoder Okulär besiktning
4.5.3 Hörnsprickor
Beskrivning Spricka som går diagonalt över platthörn
Möjliga orsaker Trafik för nära betongkanten
Betongtjockleken ej dimensionerad för trafiken
Material under plattan har eroderat bort på grund av trafik och instängt vatten (pumpning) vilket har lett till för hög påkänning i betongplattan
Dymlingar saknas
Tänkbara åtgärder Tillfällig åtgärd: tätning av spricka (se 5.2) Förankring och tätning av spricka (se 5.2) Omgjutning av skadat hörn
Omgjutning av platta, ersättning med förtillverkad platta (se 6.6 och 6.7)
Stabilisering av plattan genom injektering (se 6.2)
Mätmetoder Okulär besiktning
4.5.4 Blocksprickor
Beskrivning Längs- och tvärgående sprickor som med tiden har utvecklats och formats i blockmönster
Möjliga orsaker Betongtjockleken ej dimensionerad för trafiken Deformationer i vägkroppen
Beläggningens tekniska livslängd är slut
Tänkbara åtgärder Omgjutning av platta, ersättning med förtillverkad platta (se 6.6 och 6.7)
När blocksprickor förekommer i många plattor bör hela körfältet gjutas om (se 6.8)
Vid omfattande sättningar eller tjällyftningar görs geoteknisk utredning för bestämning av åtgärd
Mätmetoder Okulär besiktning
4.5.5 Dymlingssprickor
Beskrivning Längsgående korta sprickor som initieras av dymlingar i
närheten av tvärgående fogar. Dymlingarna fungerar i detta fall som sprickanvisningar. Betongen spricker när påkänningen blir för stor i betongen. Dymlingssprickorna utvecklas med tiden och bildar längsgående sprickor.
Möjliga orsaker Dymlingarna är felplacerade och ligger snett eller på fel nivå i betongbeläggningen.
Material under betongplattorna har eroderat bort vilket innebär att plattorna är instabila. Påkänningarna från dymlingarna blir därför för stora i betongen.
Tänkbara åtgärder Om dymlingarna är felplacerade monteras nya dymlingar. Detta utförs genom att ett spår fräses i betongbeläggningen på det ställe där den nya dymlingen ska läggas. Den nya
dymlingen gjuts in med betong. De gamla dymlingarna sågas av. (se 6.4)
Om betongplattorna är instabila måste underlaget först stabiliseras genom injektering. (se 6.2)
Mätmetoder Okulär besiktning och inmätning av dymlingarnas läge. Dymlingarnas läge kan bestämmas med ultraljud eller
elektromagnetisk mätutrustning. Mätresultatet kontrolleras med hjälp av borrkärnor.
4.6
Erosion av finmaterial ”Pumpning”
Beskrivning Finmaterial tränger upp i vägrensfogen mellan
betongbeläggning och asfaltvägrenen. Materialet pumpas upp när tunga fordon trafikerar beläggningen.
Möjliga orsaker Inträngande vatten har blivit stående i vägöverbyggnaden på grund av otillräcklig dränering
Instängt vattnen har löst upp underliggande CG- eller AG-lager Materialet under plattan eroderar bort på grund av
trafikpåverkan
Tänkbara åtgärder Tätning av betongvägsfogar och vägrensfog (se 5.1)
Utförande av dräneringsledning eller dräneringshål (se 6.5) Om betongplattorna är instabila måste underlaget först stabiliseras genom injektering. (se 6.2)
Mätmetoder Okulär besiktning
Undersökning av plattornas stabilitet genom provbelastning med fallvikt
5
Underhållsmetoder
5.1
Fogunderhåll
De svenska betongmotorvägarna är byggda med fogad oarmerad betongbeläggning. Tvärgående fogar är utförda med inbördes avstånd 5 m och mellan högra och vänstra körfältet går en längsgående mittfog. Fogarna sågas i den utlagda betongen när den har hårdnat tillräckligt, normalt 6–12 timmar efter utläggning. Det är mycket viktigt att fogarna tätas så att vatten inte kan tränga in i vägkonstruktionen. Inträngande vatten är den vanligaste orsaken till att skador uppkommer i betongvägar. Fogarna på en
betongväg ska regelbundet inspekteras. Otäta fogar måste tätas. När foglister och fogmassor har tappat sin elasticitet bör hel omfogning övervägas. Erfarenheter visar att hel omfogning bör utföras efter 10–15 år.
För nya betongvägar är det vanligaste att fogarna tätas med förtillverkade foglister av konstgummi. Foglisten pressas ner i den sågade fogen så att listens överyta ligger ca 10 mm under beläggningsytan. Därmed ligger listen skyddad för trafikens påverkan. För att foglisten ska sitta kvar i fogen måste foglisten pressas ihop och foglistens bredd
anpassas därför till fogens bredd. Särskilda verktyg finns för att montera foglister. Fogar kan även tätas med fogmassa. Viktigt är att fogmassan är elastisk och har god
vidhäftning mot betong. Fogmassan är i regel en bitumenprodukt som har modifierats med olika tillsatsmedel. Särskilda krav ställs på fogmassor.
Vid omfogning måste den gamla foglisten eller fogmassan först tas bort från fogen. Fogmassa tas bort med hjälp av fogsågning eller stålverktyg. Arbetet måste göras försiktigt så att man inte skadar betongkanterna vid fogen. Om fogkanterna är oskadade kan omfogningen göras med nya foglister. Vid skadade fogar måste fogkanten först lagas innan nya foglister kan monteras. Fogmassa är inte lika känslig utan kan användas även om fogkanten har mindre skador.
Bild 23 Skadad betong har bilats bort vid fogkanten.
5.2
Spricklagning
Sprickor i betongbeläggningar kan ha flera olika orsaker (se 4.5). Små tunna sprickor är i regel täta och behöver inte åtgärdas. Det är dock viktigt att fastställa orsaken till sprickorna. Sprickor är ett tecken på att betongbeläggningen har strukturella problem. Om man inte åtgärdar problemen i tid kommer sprickorna att utvecklas och
beläggningen kan få allvarliga skador. För att stoppa vidare sprickutveckling kan ett ”stopphål” borras där sprickan slutar. Hålet borras då ner till 50 mm från plattans underkant, borrkärnan bryts av och hålet fylls med höghållfast reparationsbetong.
Bild 25 Skiss över borrat stopphål.
När sprickorna har blivit så breda att vatten kan tränga ner genom beläggningen måste sprickorna tätas. Detta gör man genom att sprickorna fräses upp så att tätningsmassa kan appliceras. För att uppnå en god vidhäftning måste betongytan vara torr. Dessutom påföres primer innan tätningsmassa appliceras. Olika typer av tätningsmassor finns på marknaden.
Synlig spricka i ytan
Bild 26 Uppfräsning av spricka.
Sprickan fräses upp med särskild maskin som är försedd med en ca 10 mm bred slipskiva. Fräsningen görs till ett djup av ca 10 mm.
Bild 27 Torkning av beläggningen.
För att uppnå en god vidhäftning är det viktigt att det uppfrästa spåret är helt torrt innan tätningsmassa appliceras.
Bild 28 Primning av betongytan.
För att ytterligare förbättra vidhäftningen primas det uppfrästa spåret.
Bild 29 Applicering av tätningsmassa.
I den uppfrästa sprickan appliceras tätningsmassan med en lans som är försedd med ett munstycke som passar i frässpåret.
Breda sprickor där kraftöverföring sker mellan plattdelarna måste förankras med nålning innan sprickan tätas. Nålning innebär att förankringsjärn gjuts in i
betongbeläggningen så att sprickan inte kan utvidgas. Förankringsjärnen sätts ner och injekteras i förborrade hål. Hålen borras om vartannat på vardera sida om sprickan med en vinkel av ca 30° och avslutas omkring 50 mm från plattans underkant. Avståndet mellan hål i samma riktning är ca 500 mm och hålen fylls med epoxibetong, varefter förankringsjärnen vibreras in.
Bild 30 Utförande av nålning över en spricka i en betongplatta, hämtad från M BEB.
5.3
Diamantslipning
Diamantslipning av beläggningens överyta utförs när beläggningen är ojämn eller har låg friktion. Ojämnheterna kan ha flera olika orsaker, de kan ha uppkommit redan vid utförandet, de kan ha uppkommit på grund av plattförskjutningar (laxtrappa),
ojämnheter i längd och tvärled kan ha bildats på grund av slitage på beläggningsytan. Diamantslipning förbättrar också beläggningens makrotextur och friktion samt bulleregenskaper.
Innan diamantslipning väljs som underhållsmetod måste man undersöka
betongbeläggningens tjocklek. Om beläggningstjockleken inte är tillräcklig bör annan underhållsmetod väljas, exempelvis tunn pågjutning (se 6.1).
För diamantslipning av betongbeläggningar har särskilda slipmaskiner tagits fram. Det vanligaste är att slipenheten består av en ca 1 m lång horisontell axel som är försedd med ett stort antal påmonterade diamantslipklingor. Slipklingorna är i regel ca 3 mm breda och monteras på axeln. Mellan klingorna sätts mellanlägg. Bredden på dessa väljs beroende på vilket slipmönster man eftersträvar. Diamantslipmaskiner finns tillgängliga i Sverige.
Bild 32 Diamantslipning av betong.
storleken på spårdjupet är 10–15 mm. Man bör inte vänta alltför länge innan
diamantslipningen utförs. Vid stora spårdjup blir diamantslipningen mer omfattande och kostsam. Innan diamantslipning utförs bör andra skador på betongbeläggningen
repareras.
Bild 33 Slipmaskin med roterande sliprondell. (Foto: Stig Jansson, Cementa).
En annan typ av slipmaskiner använder stora roterande sliprondeller. Dessa maskiner har hittills använts för texturslipning av beläggningsytan men ska även kunna användas för att avjämna spåriga betongbeläggningar.
5.4
Vägmarkeringar
På flera av de betongvägar som byggdes i Sverige på 1990-talet hade man problem med att få vägmarkeringsmassan att fästa mot beläggningen. Störst skador orsakade
snöplogar med stålskär. Numera används dock uteslutande snöplogar med gummiskär och gummihjul som är skonsamma mot vägmarkeringarna.
Vid utförandet av vägmarkeringar på betongbeläggningar är det viktigt att vidta extra åtgärder för att förbättra vidhäftningen. Rekommendationer har därför tagits fram för att förbättra vidhäftningen mellan vägmarkeringar och betongbeläggningen:
Mekanisk rengöring av beläggningsytan med stålborste eller genom fräsning
Högtryckstvättning av betongytan
Torkning av ytan
Behandling med primer
Läggning av markeringsmassa ca 3 mm tjocklek
Användning av heldragen kantlinje utan kammar
Rekommendationerna har gett bra resultat för termoplastmassor. Se vidare VTI notat 8-2002.
6
Reparationsmetoder
6.1
Tunn pågjutning
Tunn pågjutning används när betongbeläggningen behöver få ett nytt slitlager. Det vanligaste är att överytan är sliten eller har fått någon typ av skador. Beläggningen kan exempelvis vara för tunn för att kunna diamantslipas. Betongbeläggningens slitstyrka kan vara otillräcklig och man gjuter därför på ett nytt tunt lager med slitstark betong. Tjockleken på det nya slitlagret är vanligen 40–50 mm.
Bild 35 Fräsning av 40 mm djup låda i betongbeläggning.
På motorväg utförs tunn pågjutning vanligen endast i det körfält som är skadat. Detta innebär att en låda först måste fräsas i körfältet innan gjutningen utförs. Detta för att gjutnivån ska komma i samma höjd som omkringliggande beläggning. Normalt är fräsdjupet ca 40 mm vilket motsvarar lagertjockleken för den tunna pågjutningen. Vid fräsningen kan större asfaltfräsar användas. För bra resultat sågas fräslådans kanter först med betongsåg. Efter fräsningen måste fräsytan noga rengöras med sopmaskin och högtryckstvättning. Detta för att god vidhäftning ska uppnås mellan gammal och ny betong. Efter rengöring hålls fräsytan fuktig.
Bild 36 Högtryckstvättning av fräsytan.
Beroende på objektets storlek används betongläggare eller vibrobrygga vid gjutningen. För att överytan ska bli jämn måste läggaren vara försedd med någon typ av
nivåstyrning. Höga krav ställs på jämnheten för betongvägar. För att jämnhetskraven ska uppfylls efter tunn pågjutning måste i regel beläggningen diamantslipas.
Diamantslipningen ger också en god yttextur.
Bild 37 Tunn pågjutning med hjälp av vibrobrygga.
För att förhindra vilda sprickor vid tvärfogarna måste sprickanvisningar sågas i den tunna pågjutningen. Dessa nya fogar måste utföras exakt över befintliga fogar i den
underliggande betongbeläggningen. Annars bildas reflektionssprickor vid sidan om den sågade fogen. Vid tunn pågjutning är det extra viktigt att fogsågningen görs så fort som det är möjligt utan att fogskador bildas av betongsågen. Sågningen ska göras genom hela tjockleken av den tunna pågjutningen. Övre delen av sågspåret vidgas sedan så att fogmassa eller förtillverkade foglister kan fylla upp fogen. Det är viktigt att fogen blir tät.
6.2
Stabilisering av betongplattor
Instabila betongplattor beror på att material i underlaget har försvunnit och eroderat bort. Nedträngande saltvatten och otillräcklig dränering gör att vatten blir stående i överbyggnaden vilket kan lösa upp det bundna bärlagret av CG eller AG. Vid
trafikering börjar plattorna att röra sig i fogarna och det upplösta materialet pumpas upp i fogarna och försvinner.
Injektering under betongplattorna kan användas för att stabilisera plattorna. Det vanligaste har varit att injektera med cementslurry men numera används också nya injekteringsmaterial som har tagits fram. För stabilisering av betongplattor används silikatblandning och för lyftning av plattor används expanderande polyuretan. Båda materialen består av två kemiskt reaktiva komponenter som blandas direkt vid injekteringen. Fördelen med de nya materialen är att de har lätt för att tränga in i hålrummen under plattan och att de har kort härdningstid, ca 1 timme. Nackdelen är att materialkostnaden är hög.
Bild 38 Borrning av injekteringshål.
För att få en bra spridning på injekteringmaterialet under plattan borras flera
injekteringshål i de plattor som ska stabiliseras. Hålen placeras i ett rutmönster med normalt 9 (3x3) hål i varje platta. Borrningen görs genom hela betongbeläggningens tjocklek.
Efter borrningen sätts en nippel i varje hål och vid injekteringen kopplas
direkt före injekteringen. Injektering görs i alla borrhål och pågår till hela hålrummet är fyllt. När injekteringsmaterial tränger upp i näraliggande borrhål eller fogar anses hålrummet vara fyllt.
Bild 39 Stabilisering av betongplatta genom injektering.
Efter stabiliseringen får betongplattan en ökad bärighet. För att få en mjuk övergång till de angränsande betongplattorna som inte har stabiliserats är det viktigt att injektering även görs på båda sidorna om den tvärgående fogen till de angränsande plattorna. Injektering görs alltså också vid tvärfogen på den angränsande platta som inte ska stabiliseras.
Bild 40 Skiss över injekteringshålens placering vid stabilisering av två plattor.
K1 K2
6.3
Lyftning av betongplattor
Lyftning av betongplattor kan användas när plattorna ligger på fel nivå, exempelvis när ojämnheter har uppkommit i fogar på grund av rörelser mellan angränsande
betongplattor (Laxtrappa). Lyftningen görs med hjälp av injektering under
betongplattorna. För att metoden ska vara användbar måste plattorna vara i gott skick och i stort sett sprickfria. Plattor med stora skador och sprickor tas bort och ersätts genom att nya betongplattor gjuts. Alternativt kan de skadade plattorna ersättas med förtillverkade betongplattor (se kapitlen 6.6 och 6.7).
Bild 41 Lyftning av betongplatta med hjälp av injektering.
I den platta som ska lyftas borras ett antal hål som fördelas över plattan. Vid lyftning används några fler injekteringshål än vad som används vid stabilisering. Normalt används 16 hål som placeras i ett rutnät 4x4 hål. Efter borrningen sätts en nippel i varje hål och till denna kopplas injekteringsutrustningen. Injekteringsmaterialet som pressas ner med högt tryck lyfter plattan och bildar ett nytt underlag för plattan. Injekteringen avbryts när plattan ligger i rätt nivå. Plattans nivå avläses kontinuerligt med laserplan. Vid fogarna placeras rörelsesensorer som mäter nivån mot angränsande plattor. För lyftning av plattor används numera ofta expanderande polyuretan som injekteringsmaterial. Materialet består av två kemiskt reaktiva komponenter som blandas direkt vid injekteringen För att få en mjuk övergång till angränsande plattor som inte har injekterats är det viktigt att injektering görs på båda sidor om den tvärgående fogen till de angränsande plattorna (se även 6.2 Stabilisering av betongplattor).
6.4
Montering av nya dymlingar
För att förbättra lastöverföringen mellan betongplattorna läggs normalt dymlingar in i de tvärgående fogarna. I vissa fall kan dock dymlingarna ge upphov till längsgående sprickor i närheten av de tvärgående fogarna. Dymlingarna fungerar då som sprick-anvisningar och betongen spricker när påkänningen blir för stor i betongen. Detta kan inträffa om dymlingarna är felplacerade i betongbeläggningen eller om betongplattorna är instabila på grund av otillräckligt stöd från underlaget. Dymlingarna kan vara
felplacerade i längdled, sidled, höjdled eller i horisontell och vertikal riktning. Om dymlingsskador uppkommer i betongbeläggningen kan de gamla dymlingarna kapas och nya dymlingar monteras. Om betongplattorna är instabila måste underlaget först stabiliseras genom injektering, annars kan nya sprickor bildas från de nya
dymlingarna. Nya dymlingar kan också monteras i betongbeläggningar som helt saknar dymlingar.
Arbetet börjar med att lokalisera de äldre dymlingarna i betongbeläggningen.
Dymlingarnas skärningspunkt med fogen markeras på betongens ovansida. Samtidigt markeras läget för de nya dymlingarna. Dessa placeras mitt emellan de äldre
dymlingarna.
Äldre dymlingar kapas genom att ett hål med diametern 100 mm borras centriskt över skärningen mellan tvärgående fog och dymling. Hålet måste borras så djupt att
dymlingen skärs av.
I varje mellanrum mellan två gamla dymlingar görs en rektangulär urtagning i vilken den nya dymlingen placeras. Dymlingen har längden 500 mm och diametern 25 mm. Dymlingarnas båda ändar förses med eftergivliga hylsor så att fogen kan slutas utan att koncentrerade spänningar uppstår i betongen vid dymlingens ändar. Urtagningen ges måtten 800x80 mm. Två parallella längsgående spår med längden 800 mm sågas och befintlig betong inom området för urtagningen bilas bort. Urtagningens djup anpassas så att den nya dymlingen kan placeras på ett djup av halva beläggningstjockleken. Detta innebär att urtagningens djup bör vara halva beläggningstjockleken + ca 40 mm så att dymlingen kan kringgjutas med betong.
Bild 42 Snitt av montering av nya dymlingar, från M BEB.
Betongen bilas med vattenbilning eller mekanisk bilning (tryckluftshammare). För att säkerställa att eventuella mikrosprickor inte kommer att störa vidhäftningen till
urtagningens botten och sidoytor vara fria från partiklar, damm, olja och andra föroreningar. Dymlingarna placeras på distanser i vardera änden så att de kommer på rätt nivå (halva beläggningstjockleken) och så att dymlingen kan kringgjutas. I fogen placeras en ca 6 mm tjock bit av plywood eller annat eftergivligt material försett med hål genom vilka dymlingarna dras.
Vid gjutningen fylls både urtagningar och borrhålen med reparationsbetong. Betongen ska ha god slitstyrka, vara frostbeständig, ha en hållfasthet C50/60 och en maximal stenstorlek av 8 mm för att kunna omsluta dymlingen. Betongen gjuts på konventionellt sätt. Det är viktigt att betongen kommer in under dymlingen. Detta kan lösas genom att betongen läggs ut i flera skikt. Kompakteringen utförs med stavvibrator eller annan vibreringsutrustning. I de fall betongen är självkompakterande behöver den inte vibreras. Betongen ska fukthärdas i minst ett dygn.
6.5
Dränering
En vanlig orsak till att skador uppkommer på betongvägar är att vatten finns i
vägöverbyggnaden. Vatten kan komma in i vägen på olika sätt men det vanligaste är att fogarna inte är täta. De största skadorna uppkommer när vatten blir instängt i
vägöverbyggnaden. Det är därför viktigt att överbyggnaden utformas så att inträngande vatten kan dräneras bort från vägöverbyggnaden. I första hand görs detta genom att dränerande material används i underliggande lager. I de svenska betongvägarna används AG eller CG som bundet bärlager. I vissa fall kan dessa lager bli alltför täta vilket kan medföra att vatten blir instängt i konstruktionen. ”Pumpning” av vatten och finmaterial i vägrensfogen är ett tecken på att vatten finns instängt i överbyggnaden (se 4.6). För att förbättra dräneringen kan dräneringsledning eller dräneringshål anordnas i vägrenen utanför betongbeläggningen. Dräneringsledningen läggs i överbyggnaden utanför och under det bundna bärlagret.
Bild 43 Dräneringsledning läggs i vägrenen utanför det bundna bärlagret.
Asfaltbeläggning och grusbärlager schaktas bort från vägrenen på en ca 1,5 m bred remsa längs betongbeläggningskanten. Schaktningen görs till en nivå strax under det bundna bärlagret. Schaktningen kan göras genom fräsning eller med mindre
grävmaskin. Ett alternativ som inte behöver kosta mer är att lägga om hela vägrenen.
Betong
CG
Bef. asfalt
Ny asfalt
Ny dränledning
Nytt dränerande
bärlager
Bef. överbyggnad
Dränerande fogmaterialBetong
CG
Bef. asfalt
Ny asfalt
Ny dränledning
Nytt dränerande
bärlager
Bef. överbyggnad
Dränerande fogmaterialBild 44 Djupfräsning av ledningsgrav för dräneringsledning.
När schaktningen är klar läggs dräneringsledningen ut i dränerande material. Med jämna avstånd förbinds dräneringsledningen med spolbrunnar och avloppsledningar som dras ut i vägdiket. Ett tunt skikt med dränerande material läggs ända fram till betong-beläggningskanten. Därefter byggs vägrenen upp på vanligt sätt med bärlagergrus, bitumenbundet bärlager och asfaltslitlager.
Bild 45 Dräneringsledning läggs i dränerande material.
6.6
Omgjutning av betongplattor
Omgjutning av betongplattor utförs när plattorna är så pass skadade att andra åtgärder bedöms vara otillräckliga. Skadorna kan vara längsgående eller tvärgående sprickor. I sämsta fall har plattorna fått blocksprickor som har delat plattorna i flera mindre delar. När dessa delar ligger lösa utan samverkan med varandra är plattorna svåra att reparera. I de fall när endast delar av plattan är skadad behöver inte hela plattan gjutas om. Om skadorna inte går ända ut mot vägrenen är det en fördel om minst 0,5 m av
betongbeläggningen kan sparas mot vägrenen. På så sätt behöver inga ingrepp göras i vägrenen och den kvarvarande betongen kan användas som gjutform.
Reparationen börjar med att man identifierar det skadade området och sågar raka sågsnitt längs och tvärs omkring skadeområdet. Därefter sågas skadeområdet i mindre bitar som lättare kan tas upp. Vid upptagningen av den skadade betongen måste man vara försiktig så att den angränsande betongbeläggningen inte skadas. För att undvika skador på den kvarvarande betongen kan ytterligare ett snitt sågas ca 100 mm innanför tidigare sågsnitt. På så sätt får man mindre passbitar som är lätta att ta upp mot den angränsande betongen.
Bild 46 Losstagning av passbitar i kanten av skadad betongbeläggning.
Den lossgjorda betongen lastas sedan upp på lastbil för transport till upplag.
Betongmaterialet kan sedan krossas och återvinnas som vägbyggnadsmaterial i bärlager och förstärkningslager (se 6.9). När betongbeläggningen har tagits bort rengörs det underliggande bundna bärlagret och eventuella skador lagas. Bärlagret kan vara av AG eller CG.
Vid omgjutning av hela betongplattor monteras dymlingar och förankringsjärn. Dymlingarna fixeras i armeringskorgar som placeras där tvärgående fogar ska utföras. Förankringsjärnen sätts i hål som borras i den angränsande betongbeläggningen vid den längsgående mittfogen. Mot vägren sätts en gjutform. Vid vägmitt används befintlig betongbeläggning som gjutform.
Grovutläggningen av betongen görs med roterbilarnas ränna. Betongen grovfördelas och vibreras med stavvibratorer. För att avjämna ytan används vibrobalk eller
betongutläggare. Betongutläggaren han vara av typ Bidwell, laserläggare eller liknande utrustning.
Bild 47 Omgjutning av hela betongplattor.
I de fall då delar av betongplattor gjuts om monteras förankringsjärn i de plattkanter som angränsar till gjutområdet. Där gjutningen går över tvärgående fogar monteras dymlingar. Dymlingar monteras också i tvärgående fogar mot angränsande plattor genom att hål borras i den frilagda betongkanten. När endast delar av plattor ska gjutas om rekommenderas att armeringsnät används vid gjutningen. Armeringsnätet som läggs på halva gjuttjockleken kan ha dimension Ø 6 mm med rutor 150 x 150 mm.
betongplattor gjuts om används i regel vibrobalk för att avjämna ytan. Vibrobalkens längd anpassas så att balken kan dras på omkringliggande betongkanter som används som gjutform.
Bild 49 Gjutning där omkringliggande betongbeläggning används som gjutform.
Den färdiggjutna betongytan efterbehandlas med manuell sloda som försiktigt dras tvärs över ytan. Efter några timmar när ytan har hårdnat vattnas betongen och täcks sedan med presenning. För att påskynda härdningen kan ytan täckas med isoleringsmatta. Dagen efter gjutningen sågas fogar på samma ställe som tidigare fogar.
Bild 50 Betongytan efterbehandlas med manuell sloda.
När man gjuter om en eller flera betongplattor kommer dessa att få en bättre standard än angränsande plattor som inte gjuts om. De nya plattorna kommer att ligga stadigt på
underlaget och får därför små deformationer vid belastning. Angränsande äldre plattor har i regel större deformationer. För att få en mjuk övergång till de äldre plattorna är det viktigt att underlaget stabiliseras för den närmast angränsande plattan. Stabiliseringen görs med hjälp av injektering under plattan (se 6.2 Stabilisering av betongplattor). Om man inte stabiliserar den närmast angränsande plattan är risken stor för att skador i form av sprickor uppkommer i denna platta.
Vid reparation och omgjutning av betongplattor uppnås inte alltid samma jämnhet på betongbeläggningen som vid nyläggning. Jämnheten kan förbättras med
diamantslipning av beläggningsytan.
6.7
Reparation med korta avstängningstider
Användning av konventionell beläggningsbetong för reparationer betyder oftast att beläggningen inte kan öppnas för trafik förrän efter flera dagar då betongen uppnått tillräcklig hållfasthet. Vid reparationer och underhållsarbeten på högtrafikerade vägar krävs av flera skäl att avstängningstiden görs så kort som möjligt. I Sverige har vi ökat cementmängden i betongen för att påskynda härdningen. Målet är att trafiken ska kunna släppas på efter 2–3 dygn. Helst ska reparationen göras på natten och trafiken släppas på nästa dag. I flera länder har man därför utvecklat metoder för att möjliggöra ett snabbt användande av en betongbeläggning.
6.7.1 Snabbhärdande betong
Metoden som kallas ”Fast Track Concrete Paving” kan översättas till ”snabbt härdande betongbeläggning”. Metoden möjliggör att en betongbeläggning kan öppnas för trafik redan efter 6–12 timmar.
Betongreceptet skiljer sig inte så mycket från ett ”normalt” recept. Skillnaden är att man väljer ett cement som härdar snabbt och att man väljer en hög hållfasthet (hög
cementhalt). För att få en snabb härdning och en hög tidig hållfasthet används en hög utgångstemperatur för betongen. Genom att täcka betongbeläggningen utnyttjar man härdningsvärmen från cementen. Betongens snabba härdningsförlopp gör att betongen inte kan transporteras utan tillverkningen måste ske på arbetsplatsen. Betongen måste läggas ut direkt efter tillverkningen.
I Tyskland har man utarbetat en arbetsmetod där man kan ta bort en skadad
betongplatta, montera nya dymlingar och återgjuta med snabbhärdande betong under natten och sedan släppa på trafik redan nästa dag. Samtliga arbetsmoment utförs på ca 2 timmar. Därefter behövs en härdningstid på ytterligare 5 timmar innan beläggningen kan trafikeras.
Bild 51 Den skadade plattan har tagits bort och underlaget görs rent.
Bild 53 Gjutning med snabbhärdande betong som tillverkas på plats.
6.7.2 Förtillverkade betongplattor
I flera länder har man börjat använda förtillverkade betongplattor som snabbt kan läggas på plats och direkt kan trafikeras. Målet är att reparationerna ska göras under natten vid lågtrafiktid och att beläggningen ska kunna trafikeras redan nästa dag.
Metoden med förtillverkade betongplattor började användas på 1990-talet. På 2000-talet har intresset ökat och metoden används numera i flera länder som ett alternativ vid reparation av betongbeläggningar. Metoden har använts på flera betongvägar i olika delstater i USA, Holland och Japan. Ett av de mera kända objekten är anslutningen till Lincoln Tunneln i New York City.
Bild 54 Montering av förtillverkad betongplatta. (Fotograf okänd).
Den viktigaste anledningen till att förtillverkade betongplattor används är att avstängningstiden på högtrafikerade vägar och flygfält kan minskas. Kostnaden för denna underhållsmetod är i regel högre än för konventionella metoder men kan motiveras med att trafikstörningarna blir mindre. Vid ett underhållsarbete som ofta utförs under natten från klockan 20 på kvällen till klockan 05 på morgonen kan ca 10 stycken betongplattor bytas ut.
6.8
Omgjutning av helt körfält
När alltför många betongplattor i ett körfält har sprickor och måste gjutas om bör man överväga att gjuta om hela körfältet. I regel inträffar detta efter många års trafikering när beläggningens tekniska livslängd är slut. Ofta är det tillräckligt att gjuta om
motorvägens högra tungt trafikerade körfält. Förarbetet utförs på liknande sätt som vid omgjutning av betongplattor (se 6.6). Skillnaden är att omgjutningen utförs med
glidformsläggare. Läggningen liknar på många sätt nyläggning av betongbeläggning (se kapitel 2)
Bild 55 Omgjutning av körfält med glidformsläggare.
Nya förankringsjärn gjuts in i intilliggande betongplattor i den längsgående mittfogen och dymlingar läggs i tvärgående fogar.
6.9
Återvinning av betongbeläggning
Varje betongbeläggning kan ses som en materialresurs som kan återvinnas och
användas vid byggande av nya vägar. Genom att man återvinner betongmaterial sparas naturresurser. Dessutom belastas inte deponier och miljöbelastningen minskar på grund av minskade materialtransporter. I Tyskland används ca 85 % av den gamla betongen i obundet eller bundet bärlager och ca 15 % som inblandning i nya betongbeläggningar. Med avseende på användningen av återvunnen betong skiljer man i Tyskland på tre fall:
betongbeläggning av god kvalitet som kan användas i överbetong eller underbetong beroende på asfaltshalt
frostskadad eller felaktig betongbeläggning som kan användas i obundet eller cementbundet bärlager
skador i form av alkali-kisel reaktioner (mycket ovanligt i Sverige) vilket medför att betongen inte får användas i ny betongbeläggning utan endast i obundet bärlager.
När ett stort antal betongplattor i ett körfält är skadade och betongbeläggningen har uppnått sin tekniska livslängd kan betongbeläggningen spräckas och grävas bort.
Bild 56 Upptagning av gammal betongväg.
Det upptagna betongmaterialet transporteras till en krossanläggning där betongen
krossas och sorteras i fraktioner. Det nedkrossade betongmaterialet kan sedan återvinnas och användas i bär- eller förstärkningslager.
Litteraturlista
M BEB: Merkblatt für die bauliche Erhaltung von Verkehrsflächen aus Beton, Köln:
Forschungsgesellschaft für Straßen- und Verkehrswesen. ISBN: 9783939715894
NVF Rapport 5:1989: 70-talets betongvägar: Tillstånd och underhållskostnader. Borlänge: Nordiska Vägtekniska Förbundet
VTI meddelande, 653: Hultqvist, B.-Å. & Carlsson, B. (1991). Provväg av
cementbetong vid Arlanda 1990: Byggnadsrapport. Linköping: Statens Väg- och
Trafikinstitut.
VTI notat V 233: Hultqvist, B.-Å. & Carlsson, B. (1993). Provväg av cementbetong vid
Arlanda 1990: Tillståndsuppföljning 1990-1993. Linköping: Statens Väg- och
Transportforskningsinstitut.
VTI meddelande 736: Hultqvist, B.-Å. & Carlsson, B. (1994). Underhåll av
betongvägar: Diamantslipning av väg E6, delen Malmö-Vellinge. Linköping: Statens
Väg- och Transportforskningsinstitut.
VTI meddelande 758: Hultqvist, B.-Å. & Carlsson, B. (1995). Betongväg på E6 vid
Falkenberg: Byggnadsrapport för delen Heberg-Långås 1993. Linköping: Statens Väg-
och Transportforskningsinstitut.
VTI notat 35-2002: Hultqvist, B.-Å. & Carlsson, B. (2002). Betongvägen vid Arlanda:
tillståndet efter 10 års trafik. Linköping: Statens väg- och transportforskningsinstitut.
VTI notat 8-2002: Hultqvist, B.-Å., Åström, S. & Carlsson, B. (2002). Vägmarkeringar
på betongbeläggning: fältförsök på väg E20, delen Eskilstuna-Arphus. Linköping:
Statens väg- och transportforskningsinstitut.
VTI notat 57-2002: Hultqvist, B.-Å. & Carlsson, B. (2003). Betongväg på E20 vid
Eskilstuna: byggnads- och uppföljningsrapport för delen Eskilstuna-Arphus. Linköping:
Statens väg- och transportforskningsinstitut.
VTI notat 25-2005: Wiman, L. G., Carlsson, H., Viman, L. & Hultqvist, B.-Å. (2005).
Prov med olika överbyggnadstyper: observationssträckor på väg E6, Fastarp-Heberg. resultatrapport efter 7 års uppföljning, 1996-2003. Linköping: VTI.
VTI rapport 632: Wiman, L. G., Carlsson, H., Viman, L. & Hultqvist, B.-Å. (2009).
Prov med olika överbyggnadstyper: uppföljning av observationssträckor på väg E6, Fastarp-Heberg. 1996-2006. Linköping: VTI.
VTI, Statens väg- och transportforskningsinstitut, är ett oberoende och internationellt framstående forskningsinstitut inom transportsektorn. Huvuduppgiften är att bedriva forskning och utveckling kring infrastruktur, trafik och transporter. Kvalitetssystemet och miljöledningssystemet är ISO-certifierat enligt ISO 9001 respektive 14001. Vissa provningsmetoder är dessutom ackrediterade av Swedac. VTI har omkring 200 medarbetare och finns i Linköping (huvudkontor), Stockholm, Göteborg, Borlänge och Lund. The Swedish National Road and Transport Research Institute (VTI), is an independent and internationally prominent research institute in the transport sector. Its principal task is to conduct research and development related to infrastructure, traffic and transport. The institute holds the quality management systems certificate ISO 9001 and the environmental management systems certificate ISO 14001. Some of its test methods are also certified by Swedac. VTI has about 200 employees and is located in Linköping (head office), Stockholm, Gothenburg, Borlänge and Lund.
www.vti.se vti@vti.se