Utmaningar med
icke-standardiserade
arbetsprocesser
HUVUDOMRÅDE: Industriell organisation och ekonomi: logistik och ledning FÖRFATTARE: Nasrin Karimi och Yassmin Kasem
HANDLEDARE:Kristina Sollander
JÖNKÖPING 2021 juni
En fallstudie på ett växande företag inom
tillverkningsindustrin
Postadress: Besöksadress: Telefon:
Förord
Vi vill börja med att tacka alla som varit delaktiga i examensarbetet och möjliggjort studien. Vi vill rikta ett stort tack till fallföretaget som har avsatt tid och varit engagerade under studiens gång samt gett förutsättningar till ett gott samarbete. Avslutningsvis vill vi tacka vår
handledare, Kristina Sollander, som har väglett, stöttat och uppmuntrat oss. Tack för all värdefull information och för att du funnits tillgänglig under studiens gång!
Jönköping, juni 2021
_________________________ _________________________
Nasrin Karimi Yassmin Kasem
Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom Industriell organisation och ekonomi med inriktning mot logistik och ledning. Författarna svarar själva för framförda åsikter, slutsatser och resultat.
Examinator: David Eriksson Handledare: Kristina Sollander Omfattning: 15 hp
Abstract
Purpose – The purpose of the study is to investigate the importance of standardization in small to medium-sized (SME) manufacturing companies. To answer the purpose of the study, two questions have been formulated:
1. What difficulties are there in following a process within growing SMEs? 2. What are the challenges for growing SMEs in standardizing their processes?
Method – The questions were answered by qualitatively collecting data in a triangulating approach. The data collection consisted of observations, interviews, document studies and literature study. Participatory observations have been carried out; thus, data have been collected by speaking to those observed. Furthermore, three interviews were conducted with people who had experience of the studied activity where e.g., happenings, behaviors and attitudes were collected. The document study was performed to validate what was collected from the interviews and the observations. During the unstructured meetings, general information was collected. Literature studies in relevant subjects were conducted throughout the study to develop a theoretical framework. The theoretical framework and the empirical data were collected in parallel to support each other. The study consists of an abductive approach and the analysis has been based on the empirical data in connection with the theoretical framework.
Findings –The studied activity was the dismantling of automation equipment - a machine. The study shows that non-value-creating activities have been identified within Lean's 7 + 1 waste, which prevent a standardization from being formed. Growing SMEs need to go from an adhocratic configuration to a machine bureaucratic configuration in order to standardize their processes. Furthermore, the study showed that there were challenges at the operating core and at the strategic apex. In the operating core, resistance was discovered as a result of the "power of habit", that is, to work as one has always done. In the strategic apex, on the other hand, it was discovered challenges in using platforms to receive feedback from employees.
Implications – The theoretical contribution of the study is that it increased knowledge in standardization of work processes and the associated challenges that exist in growing SMEs, as well as the development of already existing organizational theory. The practical contribution of the study is that companies can use the study as a basis for implementing standardized work processes.
Limitations – The limitation of the study is that only one case company was included in the survey. If more companies had been investigated, the results would have contributed to greater generalizability and thus the results would have been applicable in more companies. Further limitation was the number of observed machines – the disassembly of only one machine was observed.
Keywords – SMEs, Lean, waste, standardization, work processes, disassemble, growth, change, challenges
Sammanfattning
Syfte - Syftet med studien är att undersöka vikten av standardisering hos växande små till medelstora (SMF) tillverkande företag. För att besvara studiens syfte har två frågeställningar formulerats.
1. Vilka svårigheter finns det i att följa en process inom växande SMF? 2. Vilka utmaningar har växande SMF kring att standardisera sina processer?
Metod – Frågeställningarna besvarades genom att kvalitativt samla in data i ett triangulerande tillvägagångssätt. Datainsamlingen bestod av observationer, intervjuer, dokumentstudier, ostrukturerade möten samt litteraturstudier. Deltagande observationer har genomförts för att studera urvalet på nära håll. Vidare genomfördes tre intervjuer med personer som hade erfarenhet av den studerade aktiviteten där bland annat händelser, beteenden och attityder samlades in. Dokumentstudien utfördes för att validera sådant som talades om på intervjuerna och som observerades. Under de ostrukturerade mötena samlades det allmän information. Litteraturstudier inom relevanta ämnen utfördes genomgående under studien för att ta fram ett teoretiskt ramverk. Det teoretiska ramverket och empirin samlades in parallellt för att stödja varandra. Studien har bestått av en abduktiv ansats och analysen har grundats på den empiriska datan i koppling till det teoretiska ramverket.
Resultat – Den studerade aktiviteten var demontering av automationsutrustning - en maskin. Undersökningen visar att det har identifierats icke-värdeskapande aktiviteter inom Leans 7+1 slöserier, vilket skapar svårigheter i processer och hindrar att en standardisering kan utformas. Växande SMF behöver gå från en adhocratisk konfiguration till en maskinbyråkratisk konfiguration för att kunna standardisera sina processer. Vidare visade studien att det fanns utmaningar hos den operativa kärnan och hos den strategiska toppen. Hos den operativa kärnan upptäcktes motstånd till följd av ”vanans makt”, det vill säga att arbeta som man alltid gjort. Hos den strategiska ledningen upptäcktes däremot utmaningar i att använda sig av forum för att ta emot feedback hos de anställda.
Implikationer – Det teoretiska bidraget för studien är att den ökat kunskap inom standardisering av arbetsprocesser och de tillhörande utmaningarna som finns på växande SMF, samt utveckling av redan existerande organisationsteori. Det praktiska bidraget för studien är att företag kan använda sig av studien för underlag till implementering av standardiserade arbetsprocesser.
Begränsningar – Studiens begränsningar utgörs av att endast ett fallföretag ingick i undersökningen. Hade fler företag undersökts hade resultatet bidragit till större generaliserbarhet och därmed hade resultatet varit tillämpbart i fler verksamheter. Ytterligare begränsning skedde i form av antal observationer av maskiner - endast demontering av en maskin observerades.
Nyckelord – SMF, Lean, slöserier, standardisering, arbetsprocesser, demontering, växande, förändring, utmaningar
Innehållsförteckning
Abstract ... i
Sammanfattning... ii
Innehållsförteckning ... iii
1
Introduktion ... 1
1.1 BAKGRUND ...1 1.2 PROBLEMBESKRIVNING ...11.3 SYFTE OCH FRÅGESTÄLLNINGAR ...2
1.4 OMFÅNG OCH AVGRÄNSNINGAR ...2
1.5 DISPOSITION ...3
2
Metod och genomförande ... 4
2.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH METOD ...4
2.2 METODOLOGISK ANSATS ...4 2.3 ARBETSPROCESSEN ...5 2.4 DATAINSAMLING ...5
2.4.1
Litteraturstudier ... 5
2.4.2
Dokumentstudie ... 6
2.4.3
Observationer ... 6
2.4.4
Intervjuer ... 7
2.4.5
Ostrukturerade möten ... 7
2.5 DATAANALYS ...8 2.6 TROVÄRDIGHET ...82.6.1
Reliabilitet ... 8
2.6.2
Validitet ... 8
3
Teoretiskt ramverk ... 10
3.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH TEORI ...10
3.2 LEAN PRODUKTION ...10
3.2.1
Lean ... 10
3.2.2
7+1 Slöserier ... 11
3.3 STANDARDISERING ...133.3.1
Begreppet standard ... 13
3.3.2
3 nivåer av standard ... 13
3.3.3
Metodstandard ... 13
3.4 PDSA ...13 3.5 ORGANISATORISKA NIVÅER...14 3.6 MINTZBERGS KONFIGURATIONER ...143.6.1
Konfigurationer ... 14
3.6.2
Adhocrati ... 15
3.6.3
Maskinbyråkrati ... 15
3.7 FÖRÄNDRINGSMOTSTÅND ...164
Empiri ... 17
4.1 NULÄGESANALYS ...174.1.1
Verksamhetsbeskrivning ... 17
4.1.2
Fallföretagets processer... 17
4.1.3
Fabrikslayout ... 17
4.1.4 Organisationsstruktur ... 18
4.1.5
Översiktlig arbetsbeskrivning ... 18
4.1.6
Detaljerad arbetsbeskrivning... 19
4.2 RESULTAT...204.2.1
Rutiner ... 20
4.2.2 Inställning till att standardisera ... 21
4.2.3
Material ... 21
4.2.4
Dubbelarbete ... 22
4.2.5
Kompetens ... 23
4.2.6
Återkoppling ... 23
5
Analys ... 25
5.1 VILKA SVÅRIGHETER FINNS DET I ATT FÖLJA EN PROCESS INOM VÄXANDE SMF? ...25
5.1.1
Slöserier i en process... 25
5.1.2
Svårigheter i en process ... 27
5.2 VILKA UTMANINGAR HAR VÄXANDE SMF KRING ATT STANDARDISERA SINA PROCESSER? ..27
5.2.1
Motstånd... 27
5.2.2
Återkoppling ... 28
5.2.3
Utmaningar i att standardisera processer ... 28
6
Diskussion och slutsatser ... 30
6.1 RESULTATDISKUSSION...30
6.3 IMPLIKATIONER ...31
6.4 SLUTSATSER ...31
Litteraturförteckning ... 32
Bilagor ... 34
Figur 1 - Logistiksystemets processer (Jonsson & Mattsson, 2016) ... 3
Figur 2 - Disposition ... 3
Figur 3 - Koppling mellan frågeställningar och metod ... 4
Figur 4 - Arbetsprocessen ... 5
Figur 5 - Koppling mellan frågeställning och teori ... 10
Figur 6 - Huvuddelarna i Mintzbergs konfiguration (Mintzberg, 1993) ... 15
Figur 7 - Fallföretagets processer ... 17
Figur 8 - Organisationsstruktur demontering ... 18
Figur 9 - Utdrag av containerlayout ...19
Figur 10 - Demonteringsprocessen ... 20
1 Introduktion
Kapitlet ger en bakgrund till studien och det problemområde som studien byggts upp kring. Vidare presenteras studiens syfte och dess frågeställningar. Därtill beskrivs studiens omfång och avgränsningar. Kapitlet avslutas med rapportens disposition.
1.1 Bakgrund
I Sverige är den vanligaste förekomsten av företag små och medelstora företag, förkortat SMF. Definitionen varierar geografiskt - EU kommissionen har definierat det gemensamma begreppet, SMF, som företag vars anställda är mellan 0–250 i antal, samt har en omsättning mellan 10 och 50 miljoner Euro per år (European Commission, u.å). SMFs roll på marknaden bör inte underskattas; av Sveriges 1,2 miljoner företag består 99,9 procent av små och medelstora företag. De står för 60 procent av omsättningen i näringslivet och andelen utgör således en stor del av ekonomin och dess tillväxt (Eggers, Kraus, Hughes, Laraway, & Snycerski, 2013; Tillväxtverket, 2021; Wang, 2016). Dagens industri (u.å.) beskriver bland annat tillväxt som ett företag vars omsättning ökat tre år i rad, att det vuxit organiskt och har minst tio anställda. Vidare anger både EU och Organisationen för ekonomiskt samarbete och utveckling (OECD) en definition av företagstillväxt som innefattar företag vars anställda är minst tio i antal samt haft en genomsnittlig ökad sysselsättning med 20 procent per år under de senaste tre åren (Arbets- och näringsministriet, u.å).
I samband med tillväxt inom företag benämns vikten av att utveckla formella arbetsprocesser och ansvarsområden (Barringer & Ireland, 2019). Klefsjö (2011) förklarar att ordet process är en synonym till arbetsflöden, vilket innebär en serie av aktiviteter som upprepas och avser att skapa värde. Mintzberg (1993) presenterar olika metoder för organisationer att kontrollera sina arbetsprocesser beroende på organisationens mognad och storlek. De benämns som styr- och samordningsmekanismer och innefattar hur man delar upp arbetsuppgifter och hur dessa koordineras (Bruzelius & Skärvad, 2017). Inom SMF är det vanligt med informella kommunikationsvägar för interaktion med varandra, vilket innebär att det finns brist på fasta instruktioner (Barringer & Ireland, 2019). Metoden anses vara lämpad för små företag, men används paradoxalt i större företag (Mintzberg, 1993). Mintzberg (1993) talar om att större verksamheter i stället bör standardisera sina processer och formalisera dessa genom att fördela sina arbetsprocesser och delegera ansvarsområden.
Standardiserade arbetssätt kan kort beskrivas som regelbundenhet och förutsägbarhet med ett framgångsrikt utfall. En standard är därför en bestämmelse för hur en aktivitet ska utföras eller hur en produkt ska utformas (Aapaoja & Haapasalo, 2014; Brunsson, Rasche, & Seidl, 2012). Petersson et al. (2015) vidareutvecklar denna beskrivning och menar på att utfallet inte behöver vara framgångsrikt, utan en standard representerar det bästa kända produktiva tillvägagångssättet för tillfället. Vidare nämner Petersson et al. (2015) att en motsats till produktivitet är slöseri. Med slöseri menas all icke-värdeskapande aktivitet. Det förklaras som arbete som inte ger mervärde till slutkund och därmed är kunden inte heller villig att betala för det (Chauhan & Singh, 2012).
En systematisk metod till att minska på icke-värdeskapande aktiviteter, det vill säga slöserier, är Lean produktion, även kallat produktionsfilosofi (Liker, 2004; Bhasin & Burcher, 2006). Inom Lean förespråkas standardisering som en förutsättning för att minska slöserier. Det beräknas vara mellan 70 procent och 90 procent slöserier inom de flesta företag. Slöserier är svårundkomliga, till och med hos de mest Lean-tänkande företagen förekommer det upp till 30 procent slöserier. Även om Lean är välkänt och många företag arbetar med filosofin, finns det inte en specifik metod som är applicerbar för alla företag, utan det baseras på det enskilda företagets förutsättningar (Taj & Berro, 2006).
1.2 Problembeskrivning
Tillverkande företag står inför allt större krav för att utveckla produktivitet och kvalitet, samtidigt som kostnaderna ska hållas nere (Chauhan & Singh, 2012; Görener, Baser, & Türkyilmaz, 2013). Chauhan och Singh (2012) upplyser att ökning av produktivitet genom minskning av slöserier är fundamentalt för att företag ska överleva. Trots att Lean, som till en
stor del innefattar standardisering, har visat ha positiva effekter på tillverkande verksamheter, så ställer sig SMF inom tillverkningsindustrin kritiska till implementering av filosofin. Det finns en rädsla att investera resurser utan att få snabba resultat (Achanga, Shehab, Rajkumar, & Nelder, 2006; Bhamu & Singh Sangwan, 2014). Vidare talar Bhamu och Singh Sangwan (2014) om kritiska faktorer som SMF står inför vid implementering av Lean, bland annat ledarens engagemang, forum för utvärdering av aktiviteter och företagets kultur. Författarna menar däremot att verktyg inom Lean, till exempel 7+1 slöserier, kan användas som hjälpmedel för att implementering av standardisering ska bli framgångsrik.
I samband med tillväxt inom SMF står företag inför organisatoriska förändringar. Litteraturen påvisar att företag som genomgår tillväxt oundvikligen behöver förändra sina processer (Ferreira, Garrido, & Cruz, 2010; Phelps, Adams, & Bessant, 2007). I rapportens bakgrund introducerades Mintzbergs (1993) Styr- och Samordningsmekanismer, som menar på att företagstillväxt och förändring av arbetsprocesser hör ihop. Barringer och Ireland (2019) betonar att verksamheters utveckling genomgår olika stadier – introduktion, tidig tillväxt, fortsatt tillväxt, mognad och nedgång. Mellan dessa faser krävs förändrade formaliseringar i termer av styrning och aktiviteter, även om det kan störa den tidigare dynamiken på företaget.
Enligt ovanstående är företagets tillväxt alltså beroende av förmågan att anpassa sig efter nya förhållanden. I en växande industri blir standardisering därmed en utmaning.
1.3 Syfte och frågeställningar
I problembeskrivningen beskrivs det att tillväxt inom organisationer skapar ett behov av att införa formella arbetsprocesser och ansvarsområden. Studiens syfte är således att:
Undersöka vikten av standardisering för växande SMF
För att besvara syftet har två frågeställningar formulerats. Standardisering beskrivs som en förutsättning till att minska slöserier. För att kunna utforma en standard är det därmed nödvändigt att undersöka vilka slöserier som förekommer och därmed vilka hinder som finns i processer. Därmed är studiens första frågeställning:
1. Vilka svårigheter finns det i att följa en process inom växande SMF?
Identifiering av slöserier ses som ett steg till att utforma en bra standard. För att veta hur SMF sedan kan implementera standarden är det intressant att undersöka svårigheter vilka som kan uppstå med att standardisera. Därmed är studiens andra frågeställning:
2. Vilka utmaningar har växande SMF kring att standardisera sina processer?
För att kunna uppfylla syftet och dess tillhörande frågeställningar har en fallstudie utförts på ett SMF inom tillverkningsindustrin. Fallföretaget kommer att vara anonymt i rapporten.
1.4 Omfång och avgränsningar
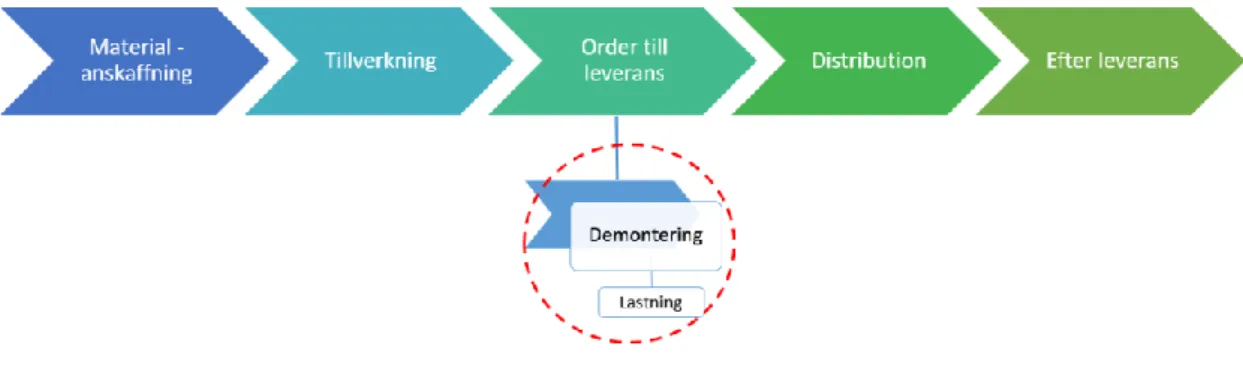
Studiens syfte är att undersöka vikten av standardisering för växande SMF. Studien avser således att identifiera svårigheter i implementering av standardisering och berör därmed inte metoder till standardisering. Studien omfattar vilka utmaningar växande SMF har kring att standardisera sina processer dock inte djupgående tillvägagångsätt för att bemöta utmaningar. För att tydliggöra vilka avgränsningar som gjorts illustreras ett logistiksystems processer, se figur 1. Studien begränsas endast till den del som benämns order till leverans, som omfattar bland annat packning och lastning av produkter.
Figur 1 - Logistiksystemets processer (Jonsson & Mattsson, 2016)
Omfånget på studien är ett företag som faller inom ramen för Europeiska kommissionens definition av ett SMF. Det har gjorts en avgränsning i antalet undersökta företag då bara ett företag har studerats. Vidare har endast en arbetsprocess undersökts med tillhörande aktiviteter.
1.5 Disposition
Rapporten är uppdelad i sex olika kapitel. Figur 2 illustrerar uppdelningen som består av en introduktion, metod och genomförande, teoretiskt ramverk, empiri, analys och avslutningsvis diskussion och slutsats.
Figur 2 - Disposition
Inledningsvis introduceras ämnet som studien behandlar, för att sedan leda in till problemområdet och studiens syfte samt frågeställningar. Introduktionskapitlet tydliggör även studiens omfång och avgränsningar.
Nästkommande kapitel har benämningen metod och genomförande. Likt namnets indikation innefattar kapitlet en redogörelse för studiens genomförande och val av förfarande. Arbetsgången har inkluderat observationer, intervjuer, dokumentstudier, ostrukturerade möten och litteraturstudier. Validiteten och reliabiliteten i studien redogörs även i detta kapitel. Vidare presenteras den valda teorin för arbetet i det teoretiska ramverket.
I det teoretiska ramverket har teori inom ämnet standardisering, Lean produktion, PDSA, förändringsmotstånd samt organisation presenterats för att kunna besvara frågeställningarna. För att få en djupare förståelse av studien och problemområdet redogörs en förklaring av fallföretaget och dess nuvarande situation i kapitlet som benämns som empiri. I samma kapitel redovisas sedan den insamlade datan.
I efterkommande kapitel, analys, utvärderas den bearbetade datan och jämförs med teorin för att komma fram till studiens resultat. Analysen lyfts sedan till en generell nivå och besvarar på så sätt frågeställningarna.
Kapitel sex är det avslutande kapitlet som innefattar en diskussion och slutsats av hela studiens resultat. En utvärdering av arbetet presenteras ihop med rekommendationer och förslag på vidare forskning inom ämnet.
2 Metod och genomförande
I det här kapitel presenteras och motiveras planering och val av metoder för studien. Avsnittet omfattar källor för hämtning av data och avslutas med att upplysa tillförlitligheten på det inhämtade materialet.
2.1 Koppling mellan frågeställningar och metod
I följande kapitel beskrivs metoder för datainsamling och dataanalys som används för att besvara studiens frågeställningar. Figur 3 visar kopplingen mellan studiens frågeställningar och använda metoder.
Figur 3 – Koppling mellan frågeställningar och metod
Metoderna som använts för att besvara studiens frågeställningar är dokumentstudier, litteraturstudier, observationer, intervjuer och ostrukturerade möten. Dokumentstudier användes för att samla in bakgrundsinformation till observationerna av slöserier och därmed var denna metod användbar till första frågeställningen. Genom litteraturstudier samlades relevant information som stod till grund för studiens frågeställningar och dess teoretiska ramverk. Observationer, intervjuer och ostrukturerade möten var tillvägagångsätten för att svara på frågeställningarna och kunna jämföra dessa med teorin. Resultatet från frågeställning 1 var till hjälp i att besvara frågeställning 2.
2.2 Metodologisk ansats
Studiens syfte är att undersöka vikten av standardisering för växande SMF. För att besvara syftet har litteraturstudier genomförts kring SMF och standardisering. Därefter var det möjligt att forma en problembeskrivning och påbörja datainsamlingen.
Rapportens frågeställningar kräver att det samlas stora mängder verbala och visuella data och därför är det en kvalitativ studie. Det grundar sig i främst i att studien samlar mänskliga beteenden och upplevelser genom intervjuer och observationer som sedan bearbetas och analyseras (Patel & Davidson, 2011; Skärvad & Lundahl, 2016). Patel och Davidson (2011) kallar dessa datainsamlingar som ”mjuka” eftersom de bygger på tolkningar.
Utefter det som framkommit från insamlingen av data har teori samlats in. Ansatsen i den här studien kan således beskrivs som att insamlandet av data skett abduktivt eftersom utvecklingen
av det teoretiska ramverket grundat sig på en ökad förståelse av verkligheten. Det är fördelaktigt att utgå från nämnd ansats i studien eftersom det minskar risken att hålla sig fast vid en teori för att beskriva verkligheten. Genom att vara abduktiv kan således teorin anpassa sig till utvecklingen av den data som samlas in (Patel & Davidson, 2011). Under studien har därför det teoretiska ramverket varit en aktivitet som bearbetats och breddats för att anpassa sig till de skeenden som samlats in genom datainsamlingsmetoderna. Datainsamlingen har sedan analyserats i förhållande till teorin. Utefter analysen har ett diskussionskapitel formats och slutligen har studiens syfte kunnat besvaras.
2.3 Arbetsprocessen
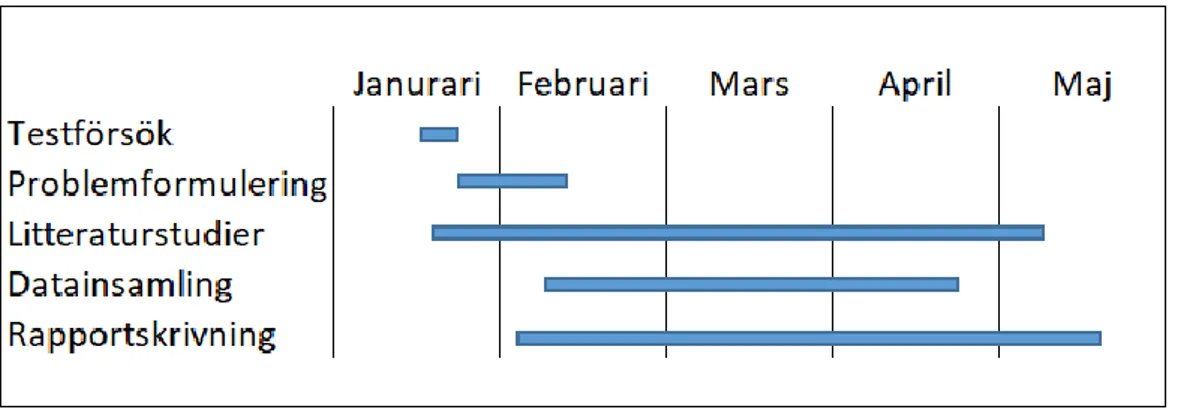
Figur 4 visar tidslinjen för arbetsprocessen för den abduktiva studien.
Figur 4 - Arbetsprocessen
Arbetsprocessen inleddes med ett besök på fallföretaget samt en observation av en maskinrivning. Detta blev ett testförsök, i syfte i att studera arbetsprocesserna på fallföretaget samt bilda en uppfattning kring vilket område studien skulle omfatta. För att skapa förståelse för studiens omfång påbörjades litteraturstudier, vilket sedan gjorde det möjligt att formulera en problembeskrivning. När problemformuleringen blivit nedskriven påbörjades en datainsamling med hjälp av observationer, intervjuer och dokumentstudier Hämtningen av dessa gav upphov till att litteraturstudien parallellt utvecklades för att fortsätta vara relevant med den inhämtade datan. Dessa jämfördes senare med verkligheten igen tills det fastställdes att teori och empiri antingen överensstämde eller blev motsägelsefull. Rapportskrivningens första delar började samtidigt med datainsamlingen och även här uppdaterades detta med hjälp av litteraturstudien.
2.4 Datainsamling
Studiens datainsamling bestod dels av litteraturstudier, dels utav insamling av empiriska data genom dokumentstudier, observationer och intervjuer samt ostrukturerade möten.
2.4.1 Litteraturstudier
Händelseförloppet för sökning av vetenskapliga artiklar följer en karakteristisk arbetsgång för forskningsarbeten; vid enad tolkning av studiens syfte och omfång börjar arbetet med att samla litteratur inom relevanta områden (Patel & Davidson, 2011). Det utfördes genom litteratursökningar i bland annat databaserna Proquest Central, Emerald och Scopus, som rekommenderats av Högskolebiblioteket i Jönköping. Vidare användes sökmotorer som Google Scholar och DiVa för identifiering av liknande studier. För att välja ut litteraturstudier gjordes sökkombinationer huvudsakligen av följande begrepp: SMF, standardisering, Lean, 7+1 slöserier, organisationsteorier och förändringsledning. Genom att läsa i litteraturens introduktion och överblicka innehållsförteckningen kunde lämpliga verk väljas ut och användas till studien. De sökta litteraturens olika kapitel gav upphov till snöbollsmetoden, det vill säga att referenshänvisningar till vetenskapliga teorier och metoder fångas upp och granskas (Noy,
2008). I denna studie har det främst använts litterära verk som finns på Högskolebiblioteket i Jönköping. Det har även använts e-böcker som finns att hitta på Primo.
För att besvara frågeställning 1, Vilka svårigheter finns det i att följa en process inom växande SMF, har teori inom Leans 7 +1 slöserier använts. I studien har det antagits att alla delar av processen är värdeskapande, men att aktiviteter som sker i processen kan vara icke-värdeskapande. Det har alltså inte tillämpats någon värdeflödesanalys varvid identifiering av slöserier har varit utgångspunkten för att få svar på var problem uppstår i att följa processen. Syftet med litteraturstudien grundar sig i att söka på liknande fenomen i tillverkande SMF. Litteraturen som använts har varit aktuella i den mening att teorin är användbar idag. Teorier som använts har till exempel identifierats flera decennier tidigare och är ännu idag tillämpbara.
2.4.2 Dokumentstudie
Dokumentstudier genomfördes för att samla bakgrundinformation. Yin (2007) belyser vikten av att utföra dokumentstudier i syfte att styrka eller motsäga data från sådant som inhämtats från andra källor. Den huvudsakliga användningen bestod av att undersöka interna dokument från tidigare projekt, detta för att få visuell förståelse över nuvarande underlag för demontering och få förståelse för processen.
Dokumentstudien bestod av administrativa sysselsättningar för att få större förståelse för de aktiviteter som sker i samband med demonteringen, samt förståelse för vilka arbetsroller på fallföretaget som ansvarar för dessa. De administrativa sysslorna bestod bland annat av fotografering av pallar med demonterade maskindelar som sedan infogades digitalt i dokument. Dokumentet används i samband med lastning. Ytterligare lärande från det praktiska momentet var att lokalisera vart dessa dokument fanns att finna på intranätet och hur en nyanställd kan uppleva sökningen. Detta jämfördes senare med observationer och intervjuer.
2.4.3 Observationer
För studiens kvalitativa empiri krävdes omfattande observationer och därför studeras urvalet på nära håll, Patel och Davidson (2011) kallar detta för en etnografisk ansats. Det går ut på att författarna till rapporten har samlat stora mängder data genom att befinna sig på fallföretaget för att på så vis registrera beteenden och händelseförlopp hos deltagarna, det vill säga de observerade personerna, i dess ”naturliga miljö”. Förutom att ha befunnit sig på fältet så har observationerna varit av deltagande karaktär. Deltagande observation utmärker sig särskilt genom att man aktivt befinner sig på fältet och deltar i deltagarnas vardag, både som observatör och som en av ”dem” (Fangen, 2005). Det insamlade materialet har parallellt analyserats mot relevant teori och är en metod som många forskare anser vara lämpligt vid etnografiska studier (Gobo, 2008).
Observationerna skedde på deltid och oregelbundet. Orsaken till detta var för att fallföretaget inte kontinuerligt hade pågående processer som innebar demontering av maskiner. Det var därför mer tillämpligt att befinna sig på fältet då företaget aktivt arbetat med den undersökta processen. Observationerna initierades med att i första hand göra ett testförsök i syfte att studera hur en första maskin rivs ned och placeras på lastpallar. Det kompletteras med att ställa enstaka frågor till ansvarig montör för att förtydliggöra aktiviteterna som skedde i samband med processen. Dessa frågor var spontana och inte förberedda på något vis. Svaren på dessa frågor antecknades i direkt anslutning. Dessa sammanställdes senare i Excel. Syftet med testförsöket var att dels förstå jargongen när det talas om maskindelar, dels att lära sig från försöket hur observationen för maskinen ska gå till.
Observationerna av den maskin som studerades pågick under sex arbetsdagar med en tidsåtgång på cirka åtta timmar per dag. Metoden för datainsamling för maskinen var en efterlikning av testförsöket. Skillnaden var att fotografierna tillämpades av författarna i administrativt arbete, se kapitelnivån Dokumentstudier. Observationen omfattade även deltagarnas handlingar i form av samspel och beteenden. Sådana utspel fylldes i en tabell på Microsoft Word där beskrivning av företeelsen samt namn på person noterades.
2.4.4 Intervjuer
Flera likadana intervjuer är fördelaktigt vid behandling av kvalitativa studier eftersom det då finns mer underlag att studera och analysera jämfört med kvantitativa studier (Lantz, 2015). I studiens syfte har intervjuer använts som metod för att utveckla händelser som har observerats. Intervjuernas form beskrivs som öppna eftersom respondenterna hade möjlighet att besvara frågorna utan standardiserade svar, det vill säga med egna valda ord för sina subjektiva erfarenheter. De strukturerade frågorna var förutbestämda och följde en bestämd sekvens. För att fördjupa sig i ämnet ställdes följdfrågor. Syftet med intervjuerna var att ta reda på inställning till att standardisera samt beteenden och händelser som sker i samband med demonteringsprocessen. Vidare ställdes ytterligare frågor som berörde medarbetarnas samspel och forum för uppföljning och återkoppling. Innehållet i intervjuerna antecknades av båda författarna till den här studien och blev den primära källan för att analysera intervjun. Intervjuerna spelades in för att stärka underlaget (Patel & Davidson, 2011).
Urvalet på de tillfrågade bestod av två tekniker och en projektledare. En tekniker har bland annat i arbetsuppgift att resa till kundens tillverkning och montera ihop den beställda maskinen. En projektledare ansvarar för administrativt arbete kopplat till projekten, till exempel planering för tidsåtgång. Skälet till val av personerna var på grund av att dessa ansågs ha stor insikt i demonteringsprocessen. Det fanns andra tillfrågade montörer och tekniker som också ansågs kunna bidra till studiens empiri, men dessa ville inte närvara. Underlaget från observationerna, det vill säga det nedskrivna händelseförloppet, visades under intervjuerna för att ta reda på mer information om arbetsprocessen. Respondenterna har under intervjun haft möjlighet att förklara sina egna åsikter på den arbetsprocess som tidigare observerats.
Tabell 1 presenterar en översikt av intervjuerna som utförts. Tabellen innefattar information om utförandet och tidsåtgången för intervjuerna, samt information om respondenternas befattning och antal verksamma år inom fallföretaget.
Tabell 1 - Genomförda intervjuer
En av intervjuerna hölls i företagets lokaler medan de två övriga hölls genom kommunikationsplattformen Microsoft Teams.
2.4.5 Ostrukturerade möten
I studiens start bildades en styrgrupp som bestod av nyckelpersoner i fallföretaget. Styrgruppen bestod av två projektledare, projektadministratören, operativa chefen, produktionschefen samt författarna till denna rapport. Gruppen hade digital sammankomst två gånger i månaden för att diskutera föregående veckor och planera kommande två veckor. Styrgruppsmötena hade två syften: det ena var att möjliggöra att intervjuer och observationer kunde ske med relevanta personer och det andra var att samla empiri från styrgruppen.
Under dessa möten ställdes ostrukturerade frågor som berör demonteringsprocessen ur ledningens synvinkel. Mötet användes också för att förmedla specifika händelser på företaget som kunde vara noterbart för studien. Styrgruppsmötena bidrog till ett nära samarbete, vilket gav upphov till att författarna till den här rapporten fick förtroende att utforska arbetsprocesserna och de anställdas arbetssätt på nära håll. I dialog med styrgruppens
medlemmar gjordes ett urval till intervjuerna. Urvalet baserades på de som var mest erfarna, men även de som var villiga att delta i studien.
2.5 Dataanalys
Studien inledde med att undersöka företaget och en demontering av en maskin, ett så kallat testförsök. Därefter var det möjligt att påbörja litteratursökningen. Litteratursökningen gav en bra grund och förståelse för ämnet och därefter har fortsatt datainsamling, i form av observationer och intervjuer, genomförts. Det teoretiska ramverket har på så sätt kunnat byggas upp och för att det ska vara relevant för studien har det teoretiska ramverket även omarbetats under studiens gång. Den insamlade datan har legat till grund för empirin och har jämförts med det teoretiska ramverket. Datainsamlingen har bearbetats genomgående av författarna. Inspelningarna av intervjuerna har använts för att validera den insamlade datan som har skrivits ner i text. Den nedskrivna information färgkodades sedan utefter koppling till studiens frågeställningar. På så sätt var det möjligt att urskilja betydelsefull information för studien (Skärvad & Lundahl, 2016). Informationen har sedan tillämpats i analysen för att ta fram en diskussion och slutsats.
2.6 Trovärdighet
2.6.1 Reliabilitet
Reliabilitet är ett mått på tillförlitlighet. Skärvad och Lundahl (2016) förklarar att god reliabilitet uppnås när en undersökning är oberoende av utföraren eller den rådande situationen. Vidare beskrivs det att reliabla studier motstår slumpmässiga fel. Metoderna som har tillämpats i denna studie är observationer, intervjuer, dokumentstudier, litteraturstudier och ostrukturerade möten. Litteraturstudierna är som tidigare nämnt i detta kapitel till stor del bestående av böcker och vetenskapliga artiklar. De flesta publikationer har en så kallad “peer review” stämpel medan övriga har använts med försiktighet. Verken är alltså kvalitetsgranskade och kan därmed användas med säkerhet som tillförlitliga källor (NE, u.å). Resterande källor, i form av hemsidor, har använts i väldigt liten utsträckning och med försiktighet samt har undersökts närmare vad gäller upphovsman. På detta vis anses genomförd litteraturstudie omfatta tillförlitliga grunder.
Gällande reliabilitet i samband med intervjuer och observationer så är intervjuarens och/eller observatörens förmåga betydelsefull. Utförarens bedömning ligger alltså till grund för metoden. Patel och Davidson (2011) nämner att bedömarfel är vanligt förekommande för oerfarna forskare. Erfarenhet kräver både tid och resurser, vilket inte är optimalt att samla på sig i början av en studie. Därmed kan ett alternativ till detta göras genom att använda sig av standardiserade intervjuer och strukturerade observationer, förklarar Patel och Davidson (2011) vidare. I detta fall besitter författarna inte tillräckligt med erfarenhet i observation- eller intervjuteknik för att påstå sig medföra hög reliabilitet. Observationerna är inte av strukturerad grund och därmed påverkar det studiens reliabilitet. Däremot har båda författarna till denna studie varit närvarande under observations- och intervjutillfällena. De har dessutom noterat egna anteckningar som sedan jämförts för att se att de stämmer överens. Detta är metoder till att stärka reliabiliteten och på så vis uppnås interbedömarreliablitet. För att säkerställa detta på ytterligare vis har författarna registrerat insamlade uppgifter med hjälp av bilder och röstinspelningar (Patel & Davidson, 2011).
2.6.2 Validitet
Validitet innebär att innehållet är tillförlitligt och tillämpbart för det urval som studeras. Därför är reliabilitet ett krav för att något ska vara valid. Däremot medför inte reliabilitet automatisk validitet (Patel & Davidson, 2011).
Vid observationerna kan den interna validiteten vara låg då man tolkar eller undersöker fel händelse och beteende (Skärvad & Lundahl, 2016). Intervjuernas struktur har hög intern validitet eftersom frågorna var starkt kopplat till vad som undersöktes. Det är dock inte säkert att respondenterna ger svar som kan tillämpas på hela den studerande gruppen eftersom de
ombads vara subjektiva. Externa validiteten blir låg när respondenternas svar, som ibland skiljer sig från varandra, används som enhetliga åsikter som representerar hela företaget. För att uppnå hög validitet har observationernas utfall jämförts med intervjuernas utfall (Patel & Davidson, 2011).
Personalen som arbetar med demonteringen kan bli medvetna om att de iakttas och kan därför uppträda på ett sätt som inte är överensstämmande med en vardag på företaget utan observatörer som noterar skeenden. En deltagande observationen kan av den anledningen orsaka att den externa validiteten blir låg och icke-generaliserbar för fler undersökningstillfällen (Yin, 2007). Därmed användes olika insamlingsmetoder för att undersöka ett visst objekt, även kallat triangulering (Skärvad & Lundahl, 2016).
3 Teoretiskt ramverk
Kapitlet inleds med en beskrivning av kopplingen mellan studiens frågeställningar och den valde teorin. Vidare förser kapitlet med en teoretisk grund och förklaringsansats till studien och det syfte samt frågeställningar som formulerats.
3.1 Koppling mellan frågeställningar och teori
I följande kapitel beskrivs den teori som ger en teoretisk grund för att besvara studiens frågeställningar. Figur 5 beskriver kopplingen mellan studiens frågeställningar och använd teori.
Figur 5 - Koppling mellan frågeställning och teori
Teori inom Lean produktion och standardisering har legat till grund för att besvara båda frågeställningarna. Vidare har teorier inom organisation, förändringsarbete och förbättringsmetoder samlats in för att besvara den andra frågeställningen som berör ett större område än just identifiering av icke-värde skapande aktivitet.
3.2 Lean produktion
3.2.1 Lean
Lean produktion, som även kortfattat brukar benämnas som Lean, är en produktionsfilosofi som ämnar att reducera slöseri i en verksamhet. Slöseri avser aktiviteter som inte bidrar till något värde. Begreppet har sitt ursprung från tillverkningsindustrin i Japan, närmare bestämt från företaget Toyota. Däremot är konceptet applicerbart i mer än bara tillverkningsindustrin (Bhasin & Burcher, 2006; Stump & Badurdeen, 2012). Petersson et al. (2015) beskriver Lean som ett brett begrepp som innefattar aktiviteter i verksamhetsstyrning, däribland ledarskap, medarbetarskap, metoder, kultur och värderingar.
Att arbeta med Lean ses som ett ständigt pågående arbete där man strävar efter att nå en ideal målbild, en vision. Detta eftersom det inte går att eliminera all slöseri. Taj och Berro (2006) förklarar begreppet på liknande sätt som Petersson et al. (2015), däremot lägger de betoning på att det är ett mer som ett tankesätt än en metod och att implementering av Lean skapar en kultur som ständig strävar efter förbättringar. Lean ses därmed även som en långsiktig strategi.
Fortsättningsvis talar Petersson et al. (2015) om hur strategin tillämpas och de tillhörande metoderna och principerna. Bland dessa nämns 7+1 slöserier och standardisering. Dessa centrala begrepp förklaras mer ingående i nedanstående avsnitt.
3.2.2 7+1 Slöserier
Att se slöserier är vägen till att förbättra en verksamhet. Slöserier beskrivs som icke
värdeskapande aktiviteter. All form av tillbehör, utrustning eller arbetstid som är överflödig och inte nödvändig för produktion betraktas som slöseri (Taj & Berro, 2006). För att tydliggöra vilka sorts slöserier som existerar har det inom Lean konceptet skapats en
gruppering av slöserier. Dessa benämns som 7+1 slöserier. Anledningen till att det kallas 7+1 är för att det ursprungligen var sju centrala slöserier men på senare tid har det lagts till ytterligare en. De åtta slöserierna är väntan, transport, överarbete, lager, rörelse, produktion av defekta produkter, överproduktion och outnyttjad kompetens (Petersson et al., 2015). Innebörden av dessa lyder enligt följande:
Väntan
Väntan beskrivs som tid som inte nyttjas (Petersson et al., 2015). Väntan sker när förseningar av information, beslut, material, anställda eller kunder förekommer. Alltså kan det röra sig om allt ifrån tillverkning och produktion till service och tjänster. Tillgänglighet är en förutsättning för att arbete ska kunna fortskrida, vare sig det gäller människor eller utrustning. All form av outnyttjad arbetstid är därmed kostsamt. Anledningarna till att väntan förekommer beror bland annat på att det saknas balans mellan aktiviteter, produktion sker i stora mängder i taget, maskiner behöver repareras eller brist på instruktioner (Chiarini, 2013). Det finns oundvikliga händelser som man inte kan rå för, och därför är det här slöseriet det mest accepterade (Chiarini, 2013).
Transport
Onödig transport är de transporter som sker internt inom en verksamhet (Hamon & Jarebrant, 2007; Petersson et al., 2015). Det kan vara transport av material och utrustning. Dessa förflyttningar är ingenting kunden betalar för och därmed tillför de inget värde. En mindre bra utformning av arbetsytan kan vara anledningen till att interna transporter förekommer. Enligt Chiarini (2013) är det en av de vanligaste orsakerna till slöseri i from av transport. Genom att placera om material och annan utrustning strategiskt kan exempelvis både tidsåtgången och behovet av truckar reduceras.
Överarbete
All extra arbete som uträttas som kunden inte vill bekosta anses vara överarbete och därmed ogynnsam (Hamon & Jarebrant, 2007; Petersson et al., 2015). Moment där det görs mer än vad som krävs är slöseri. Exempel på det är att bistå med högre kvalité än överenskommet, det gäller både service och produkter. Även onödiga arbetsmoment, som dubbel dokumentering eller extra granskningar, tillhör denna kategori. Orsakerna till överarbete är mindre bra processdesign eller aktivitetsanalys (Chiarini, 2013).
Lager
Att lagerhålla produkter eller material kan både ha sina för- och nackdelar. Fördelarna i det är att det minskar risken vara utan material. Det kan ses som en säkerhet och kan komma i användning ifall oväntade händelser, som exempelvis leveransfördröjningar, sker. Chopra och Meindl (2016) och Bicheno (2011) menar att även om lager är nödvändigt, kan mängden minskas.
Ytterligare skäl till att lagerhålla material är att bulk-priser oftast är mer förmånliga. Chiarini (2013) beskriver detta som en av de mest förekommande orsakerna till lagerhållning. Däremot kan liggandes produkter som inte kommer till användning medföra kostnader i andra former och även stora risker (Petersson et al., 2015).
Oanvänt material under en längre tid riskerar att bli utgånget och/eller omodernt. Mängden material påverkar även granskning av kvalité då det tar längre tid att genomföra och problem som förekommer kan därmed bli svåra att upptäcka. Förutom att det tar tid att hantera krävs
det även stor förvaringsplats. Därmed förekommer det både lagerförings- och lagerhållningskostnader. Allt material som kunden inte är i behov av anses vara slöseri. Rörelse
Att leta efter material, utöva opraktiska rörelser eller att behöva gå långa sträckor ses som onödig rörelse. Det tar både tid och arbetskraft, som kan nyttjas på bättre vis. Genom att ha material tillgängligt i närheten av arbetsytan minskas både flyttningstiden och ansträngningen. Det ses även som positivt ur en ergonomisk synvinkel då kroppen inte utsätts för onödig belastning. Chiarini (2013) beskriver att den här typen av slöseri orsakas av bland annat att det finns dålig layout, anställda har inte tillräckliga kunskaper eller engagerar sig inte.
Omarbete
Omarbete, korrigeringar och reparationer ses som slöseri ifall det inte ger något värde till kund (Hamon & Jarebrant, 2007). Det kan röra sig om varor eller dokument som är felaktiga eller ofullständiga, vilket leder till merarbete som kräver både tid och resurser. Att behöva hantera defekta produkter medför på så sätt längre ledtider och högre kostnader. Det är inte heller alltid som det går att rätta till felen utan ibland behöver produkterna slängas. Det blir kostsamt för verksamheten och merarbete anses därmed vara en form av slöseri (Petersson et al., 2015). Orsakerna till omarbete beror på fyra olika faktorer enligt Chiarini (2013). Det är antingen på grund av bristfällig material/produkter, bristfälliga arbetsprocesser/instruktioner, omedveten/okvalificerad personal, bristfällig utrusning.
Överproduktion
Att utföra saker snabbare, tidigare eller i större mängd än vad som behövs förklaras som överproduktion. Överproduktion skapar andra former av slöserier och ses därmed som den värsta typen av slöseri. Exempelvis kan tidigareläggning av produktion göra att det blir omöjligt för kunden att ändra på sin beställning i senare skede. Det kan även bidra till högre arbetsbelastning för nästkommande aktivitet i processen. Att göra mer än vad som efterfråga bidrar inte till kundvärde och bör därmed undvikas.
Orsakerna till överproduktion är bland annat man producerar innan eller efter att det har inkommit en kundorder/kundbehov eller att man har för snabba eller för många maskiner (Chiarini, 2013).
Outnyttjad kompetens
När det talas om outnyttjad kompetens är det människan som är i fokus. Att inte ta vara på kunskapen och erfarenheten som medarbetarna besitter ses som en stor förlust. Att i stället låta anställda vara delaktiga i förändringsarbeten skapas både motivation och engagemang. Det bidrar i sin tur till trivsel och möjlighet till långvarig personalstyrka. Att nyttja kompetensen som finns bidrar alltså till förbättringar i verksamheten (Hamon & Jarebrant, 2007; Petersson et al., 2015).
Vidare nämner Petersson et al. att många anser att denna form av slöseri är till och med värre än överproduktion. För att kunna motverka outnyttjad kompetens bör alla i organisationen vara delaktiga i förändringsarbeten och ändra arbetsinnehållet för medarbetarna på djupet snarare än bredden. På så sätt får medarbetarna djup kunskap om ett visst område och kan då även tillföra fler värdefulla åsikter för utveckling inom området (Petersson et al., 2015).
Sammanfattning av 7+1 slöserier
Slöserier förekommer alltså i olika former och vissa påverkar mer än andra. Bakomliggande orsaker till uppkomsten av onödiga aktiviteter är arbetssättet inom verksamheten. Exempelvis kan en rutin i arbetet vara att alltid producera en viss mängd produkter oavsett kundbehov, vilket i sin tur leder stilen l fjärde formen av slöseri, lager. Det är viktigt att notera varför saker sker, hur det sker och om det verkligen är nödvändigt. På så sätt går att reducera slöserier som förekommer (Petersson et al., 2015).
3.3 Standardisering
3.3.1 Begreppet standard
Standardisering beskrivs som ett grundläggande tankesätt samt ett sätt att skapa varaktiga förbättringar. Det ses även som en förutsättning för principen Lean. En standard är till för att beskriva hur arbetsmoment eller någon form av dokumentation eller liknande bör utföras på bästa sätt utifrån de förutsättningar som finns. Det blir en ledande överenskommelse som följs av alla berörda (Petersson et al., 2015). Standardisering i processer gör det möjligt för de berörda att förstå vad som krävs, från vem och när (Aapaoja & Haapasalo, 2014). Dock kan den ändras allteftersom och på så sätt går det att det att utveckla en så bra standard som möjligt. Att arbeta på detta vis medför att avvikelser i arbete kan upptäckas, att prognostisering blir möjligt och att kunskap kan spridas enklare. Ett sådant systematiskt arbetssätt skapar på så sätt möjlighet för förbättringar (Petersson et al., 2015).
3.3.2 3 nivåer av standard
När det talas om standardisering inom en verksamhet benämns tre olika nivåer. Det är flödes-, process- och arbetsplatsnivå. Flödesstandard berör frågor kring mängden och placering av buffertlager samt flödeskapacitet. Process- och arbetsstandard berör frågor kring utformning av uppgifter och arbetsplatsen, vilket de anställda har bäst koll på samt påverkas mest av. Därav bör ansvaret för flödet tillfalla ledarna medan ansvaret för de andra nivåerna tillfalla medarbetarna. Om ansvaret över forma och korrigera standarden fördelas annorlunda finns det risk att det inte är applicerbart samt att det misstros (Petersson et al., 2015).
3.3.3 Metodstandard
En standard som beskriver hur arbetsmoment ska utföras kallas metodstandard. En bra sådan innefattar både en beskrivning av vad och hur något ska utföras samt tidsåtgången för arbetet. Dokumentation av metodstandarden är därav viktigt. För att göra det användarvänligt bör dokumentationen vara kort och koncist samt innehålla visuella exemplar (Petersson et al., 2015).
Metodstandard bidrar till lärande, säkerhet, kvalitet och effektivitet inom verksamheten. Förutsättningar för korrekt arbete ökar samt möjligheten att uppnå likartat resultat vid varje utförande. Det innebär även att arbetsfördelningen på ett arbete bli jämbördigt då alla arbetar utefter samma riktlinjer (Petersson et al., 2015).
3.4 PDSA
Plan-Do-Study-Act, förkortat PDSA, benämns i litteraturen på olika sätt, bland annat förbättringscykel och förbättringsmetod (Bergman & Klefsjö, 2002; Petersson et al., 2015). Modellen används hos verksamheter vars problem åtgärdas i fyra iterativa steg. Det läggs stor vikt på att ledningen vet hur man använder den här modellen och vilka aktiviteter som tillämpas i de olika faserna för att få en lyckad förbättringsprocess (Wani, Chin, & Muhammad, 2019). De fyra faserna följer:
Planera
Planera-fasen (Plan) bör omfatta mer än bara planering och mål inför en förändring. Andra aktiviteter kan bestå av bland annat att identifiera problem och dess grundorsak, samla underlag i form av data och urskilja behov (Cleary, 2015; Klefsjö, 2011). Under planeringsfasen bör det finnas god dialog då medarbetarna bör vara medvetna om den förändring som komma skall. Det skapar ett tillfälle att under tidigt stadie låta de involverade höras och ha möjlighet att påverka planeringen och dess omfattning (Petersson et al., 2015).
Vidare ska planera-fasen ge bra bild av det nuvarande problemet och hur problemet ska åtgärdas i den senare fasen. Petersson et.al (2015) menar att ju mer tid och resurser som läggs på förarbetet i den här fasen, desto enklare blir det att implementera förändringen i genomförandet. Ännu en gång belyses vikten av kommunikationen eftersom det kräver ett samspel i nästa fas.
Göra
I göra-fasen (Do) handlar om det fysiska agerandet från det som beslutades i planeringsfasen. Om problemet har konkretiserats, en grundorsak till denna har definierats och de berörda vet hur de uppgjorda planerna ska gå till, bör denna fas vara enkel att fullfölja (Petersson et al., 2015).
Studera
Studera-fasen (Study) handlar om att studera effekten av implementeringen. Det ska bland annat undersökas vad som har varit vällyckat och mindre vällyckat i faserna. Där momenten har varit en framgång kan det tolkas som att verksamheten uppnått en förbättring. (Petersson et al., 2015).
Lär
I lära-fasen (Act) bör man undersöka om det framgångsrika resultatet ska standardiseras, det vill säga om man ska permanenta formella arbetsuppgifter. I den här fasen ska tillvägagångssättet under förbättringscykeln också bedömas och den erfarenhet man tagit till sig under faserna ska sedan beaktas för kommande förbättringsarbeten (Bergman & Klefsjö, 2002).
3.5 Organisatoriska nivåer
Begreppet responsivitet och proaktivitet har utvecklats i organisatoriska sammanhang för att förklara olika utvecklingsnivåer som ett företag befinner sig i (Winter, 2016). Dessa nivåer beskriver kulturen hos en organisation, vilka omfattar bland annat tidsperspektiv, planering och ledningsstilar
Responsiva organisationer lever i nuet och har kortsiktiga mål som ledningen konstruerat. Ledningen utvärderar arbetet uppgiftsorienterat samt hur man ligger till tidsmässigt (Winter, 2016), medan medarbetarna har sitt fokus på att uppnå specifika kortsiktiga mål (Farkas & Hinchliffe, 2013). Eftersom det är starkt drivet av sådant som är aktuellt har organisationen enkelt att anpassa sig för att lösa problem; det arbetas operativt. För att lösa olika problem är det vanligt att ledningen skapar särskilda grupperingar som ska lösa det. Kunskapsnivåer utvecklas för att uppnå de aktuella målen och planerna, men det behöver inte innebära att de kommer användas igen eller att ledningen har koll på vem som kan vad (Farkas & Hinchliffe, 2013; Winter, 2016). Medarbetarna har klart för sig vad som behöver göras och ledningen har skapat förutsättningar för att medarbetarna ska kunna utföra sitt arbete. Medarbetarna deltar i nya anpassningar eftersom det förväntas av dem eller för att det ingår i deras arbetsuppgift och inte eftersom de har en vilja att göra det. Det kan därför innebära att arbetet utförs passivt. Om det tillämpas återkoppling på företaget så är det i första hand envägskommunikation för att ge feedback till medarbetarna om deras prestationer (Farkas & Hinchliffe, 2013).
Proaktiva organisationer planerar för framtiden och har därmed långsiktiga mål; arbetet sker strategiskt (Winter, 2016). Till skillnad från den responsiva nivån skapar proaktiva organisationer en gemensam känsla av syfte och motiverar medarbetarna att vidareutveckla och engagera sig i organisationens olika projekt (Farkas & Hinchliffe, 2013). Således har medarbetarna fokus på företagets uttalade missioner. Jacobsen (2019) förklarar att organisationer som är proaktiva i viss grad kan förutspå tänkbara skeenden och därför kan kompetensutveckling strategiskt baseras på framtida behov. Organisationen främjar därför utveckling av färdigheter och kunskap i arbetets syfte för de medarbetare som vill (Winter, 2016). De anställda känner därmed en känsla av äganderätt och engagemang i uppdragen. Proaktiva organisationer främjar att medarbetarna uttalar feedback till ledningen för att tillsammans utveckla organisationen.
3.6
Mintzbergs konfigurationer3.6.1 Konfigurationer
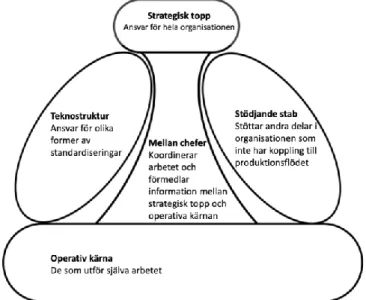
En välkänd organisationsteori, som beskriver hur organisationer är uppbyggda, är Mintzberg konfigurationer. Teorin säger att organisationer har fem centrala delar där olika organisation
har olika tyngdpunkter. Huvuddelarna är strategisk topp, teknostruktur, stödjande stab, mellan chefer och operativ kärna, se figur 6 (Alvehus & Jensen, 2015).
Vidare förklarar Mintzberg att det finns fem olika organisationskonfigurationer vars huvuddelar skiljer sig åt. Dessa konfigurationer beskrivs även som faser i en tillväxt. Med det menar Mintzberg på att organisationer utvecklas från en organisationskonfiguration till en annan i samband med tillväxt (Jacobsen, 2019).
När organisationer grundas är de enkla till strukturen och informella. Det finns få regler och rutiner och arbete inom verksamheten utförs av få personer där det heller inte är någon specifik arbetsfördelning. När organisationer sedan växer uppstår behov av formella system och en tydligare uppdelning av arbete samt ansvarsområden, vilket leder in till vikten av standardisering (Jacobsen, 2019).
Två av dessa organisationskonfigurationer är adhocrati och maskinbyråkrati, som även beskrivs vara någorlunda motsatser till varandra (Alvehus & Jensen, 2015). Förklaringen till dessa följer nedan:
3.6.2 Adhocrati
Adhocratin beskrivs vara organisationer med hög förändringskapacitet. Det beskrivs som en komplex och dynamisk omgivning som är decentraliserade och präglas av informella kommunikationsvägar. Avsaknaden av formella processer och hierarkiska nivåer gör det till en flexibel organisationsform. Arbetet som utförs baseras på ömsesidig anpassning. Det läggs stor vikt i den operativa kärnan eller de stödjande staberna (Alvehus & Jensen, 2015).
3.6.3 Maskinbyråkrati
Maskinbyråkratier beskriv ha fokus på volymproduktion och är vanligt förekommande inom massproducerande verksamheter, vilket innefattar bland annat tillverkningsindustrin. Det beskrivs vara stora och gamla organisationer med stabila miljöer. Den viktigaste delen anses vara teknostrukturer, som ansvarar över olika typer av regler och rutiner, därav är även den viktigaste koordineringsmekanismen standardisering av arbetsprocesser. Det är stora enheter som är uppdelade utefter arbete och/eller specialisering och organisationen består av vertikal centralisering. Maskinbyråkratiers struktur gör att de är svåra att förändra (Alvehus & Jensen, 2015).
3.7 Förändringsmotstånd
Jacobsen (2019) förklarar att reaktioner på förändringsinitiativ är avgörande för att lyckas genomföra en planerad förändring. Vidare förklarar han att motstånd är en vanligt förekommande reaktion och att det ligger i människans natur att försvara sig inför förändringar. Reaktioner från de personer som ska genomgå en förändring väger tyngst och anses vara det som är mest utmanande ifall personerna i fråga motsätter sig förändringen. Argyris och Schön (1974) förklarar att människans tankesätt kring förändringar oftast kretsar kring vem som vinner och vem som förlorar på det och således ses förändringar som ett hot. Förutom “vinst eller förlust” tankesättet nämns andra anledningar till motstånd. Mabin, Forgeson och Green (2001) lyfter att en orsak till motstånd är “vanans makt”. Det beskrivs som att motstånd uppstår eftersom det finns en ovilja att förändra sättet man i dagsläget arbetar på, då man känner sig bekväm i de befintliga arbetssätten och vanorna.
Att hantera motstånd är därmed nödvändigt för att kunna genomföra förändringar. Jacobsen (2019) förklarar att det kan göras genom att organisationer skapar motivation för förändring. Vidare menar han att det görs genom att låta de anställda vara delaktiga i förändringarna. På så sätt skapas även en känsla av att vara ansvarig och kunna påverka sitt eget arbete och utfallet av förändringen. Det finns även en symbolisk effekt i att låta alla vara delaktiga. Det visar på att företaget värdesätter kompetensen hos medarbetarna och de känner sig därmed värdefulla och inkluderade.
4 Empiri
Kapitlet ger en översiktlig beskrivning av den empiri som ligger till grund för denna studie. För att svara på studiens syfte och dess tillhörande frågeställningar har empirin samlats in genom observationer, intervjuer, dokumentstudier samt ostrukturerade möten. Inledningsvis presenteras en nulägesanalys av fallföretaget. Vidare beskrivs den resterande empirin som samlats in.
4.1 Nulägesanalys
4.1.1 Verksamhetsbeskrivning
Det undersökta fallföretaget konstruerar och tillverkar automationsutrustning, maskiner, till förpackningsindustrin. Maskinerna som tillverkas hanterar lock för burktillverkning och produktion av maskiner sker mot kundorder. Företaget är beläget i Sverige men har en kundbas i flertal länder runt om i världen. De har varit verksamma i mer än 30 år och är nu ledande inom sin bransch.
Genom åren har efterfrågan av företagets maskiner ökat, vilket lett till att de behövt bygga ut sina lokaler och anställa fler medarbetare. De har gått från att ha 25 anställda till mer än 100 anställda, varav cirka 30 stycken är inhyrda. Deras omsättning mellan 2009 och 2020 har ökat från 30 miljoner per år till 350 miljoner per år. Företaget faller därmed under små till medelstort företag.
Företaget befinner sig nu i en tillväxtfas. Deras planering och målsättning för år 2025 är en omsättning på 500 miljoner per år. Således beräknas att mer arbete tillkommer och därav fortsätter de även sin rekrytering av nya fastanställda medarbetare.
4.1.2 Fallföretagets processer
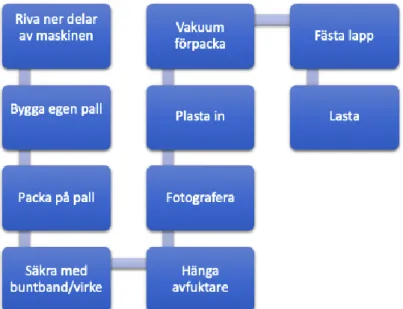
Figur 7 illustrerar fallföretagets processer där processen som har studerats benämns som demontering, vilket kan förklaras som rivning och packning av en maskin. I demonteringsprocessen sker även lastningen av godset in i container och därmed kommer rapporten i fortsättningen benämna processen som endast demontering, men i själva fallet även inkludera lastning.
Figur 7 - Fallföretagets processer
4.1.3 Fabrikslayout
Lokalen är cirka 5500 kvadratmeter och består av både en kontorsyta samt fabriksyta. Fabriken består av en stor öppen yta där montering sker. Det finns inga markeringar i golv eller väggar för att ange fasta platser för utrustning, material eller arbetsytor. I samma område finns väggar med ställage för lagerhållning av olika komponenter. Det finns även en enskild avdelning för svetsning och ett för lackering.
Företagets produktportfolio består av nio olika sorters maskiner. Maskinen som har observerats under studiens gång tar upp 100 kvadratmeter till ytan. Det gör att en maskin tar upp stor plats. Eftersom tillverkning sker mot kundorder kan produktion av olika typer av
maskiner ske parallellt i lokalen. Produktion sker under dagtid varje vardag, alltså arbetar medarbetarna endast ett skift.
4.1.4 Organisationsstruktur
I
figur 8 presenteras fallföretagets organisationsstruktur för demonteringen.De avdelningar som har stark koppling till undersökningsområdet, demonteringen, är “Projektledning” och delar av “operations”. Nedan följer en beskrivning av de berörda rollerna. Projektledning
Leder och fördelar arbetet för kundprojekt. Ansvarar över att projekt uppnår uppsatta mål, i termer av tid, leverans, ekonomi och kvalitet. Därav är projektledare delaktiga i processen för demonteringen. De planerar upplägget för packningen i container, bokar hämtning av lasten, ordnar med tillhörande dokument och säkerställer att allting skickas iväg fulländat.
Produktionschef
Leder och fördelar arbete i produktionen. Hanterar och utvärderar resurser och arbetar för att öka produktiviteten.
Produktion
Denna underavdelning består av montörer. Montörerna verkställer tillverkningen och är de som monterar och demonterar maskinerna. Alla montörer rapporterar till produktionschefen.
Tekniker
Teknikerna har samma arbetsuppgifter som montörerna men de arbetar för det mesta med montering av maskiner hos slutkund. Därav benämns de även som resemontörer. De rapporterar till den operativa chefen på företaget.
Mekanikkonstruktör
Designar maskinens utformning efter kundens önskan och är därmed den maskin som tekniker och montörer demonterar.
4.1.5 Översiktlig arbetsbeskrivning
Följande arbetsbeskrivningar har sammanställts utefter informationen som samlats in via observationstillfällena samt via dokumentstudier.
Översiktlig beskrivning av demontering
Uppbyggnaden av en maskin kan ses som ett projekt, med en start och slutpunkt.
Arbetet initieras med att montörerna bygger upp maskinen utefter konstruktionsritningar, därefter provkörs maskinen för att säkerställa att allting fungerar som det ska. Vid godkänd Figur 8 - Organisationsstruktur demontering
provkörning är nästkommande process att riva ner maskinen. Maskinerna är nämligen så pass stora att de måste demonteras för att kunna skickas i väg till kund.
Delarna packas på och/eller i pallar, emballeras och märks upp för att sedan lastas på lastbil eller containrar. En maskin kan fylla upp till 6 till 12 containrar. Godset transporteras sedan till slutkund, som kan befinna sig på en helt annan kontinent och därmed kan transporten ta flera dagar eller till och med veckor. När godset anländer hos kund monteras det upp i kundens lokaler av montörer från företaget. Vissa montörer följer således med under hela resan ända fram till slutkunden.
4.1.6 Detaljerad arbetsbeskrivning
Underlag
Demontering av en maskin planeras in för fyra arbetsdagar och arbetskraften som krävs är 2– 4 personer. Arbetsstyrkan består av personer som arbetat länge på företaget, i princip sedan det startades, samt ny personal. Anställda som arbetat i över 10 år på företaget benämns i studien som den äldre staben och de som arbetat färre år benämns som den yngre staben. Majoriteten av medarbetarna är inhyrd personal och det gör att erfarenheten bland medarbetarna skiljer sig åt.
Inför varje arbetsdag hålls ett tio minuter långt morgonmöte för respektive projekt. De närvarande är projektledare, produktionschef och en utvald montör, oftast den som är mest kunnig i demonteringsprocessen. Projektledaren håller i mötet och går igenom kortsiktiga målsättningar för närmaste vecka. Målsättningarna består av simpla problem som är enkla att lösa och för varje uppsatt mål utses en person som är ansvarig för att det uppfylls inom deadline. När dessa är avklarade markeras aktiviteten som klar. Listan uppdateras allt eftersom.
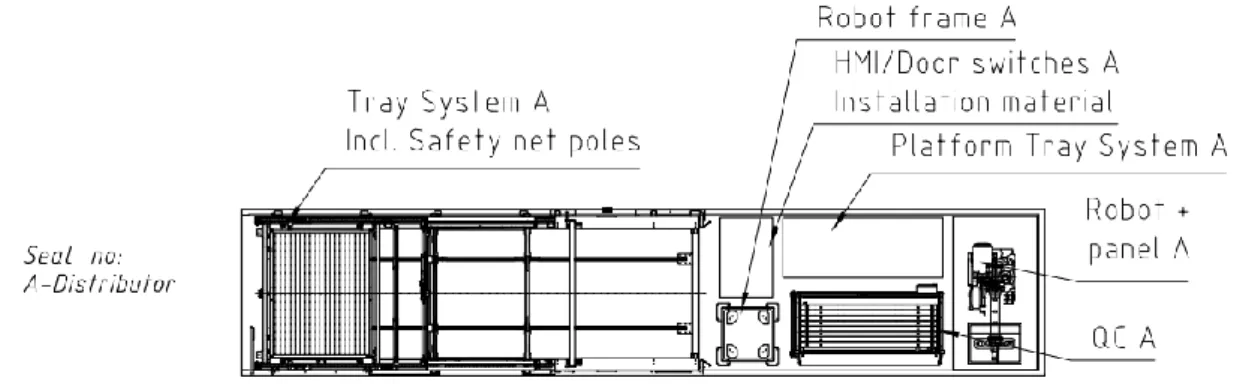
Det finns inga instruktioner på hur maskiner ska rivas och packas ner. Det är upp till montörerna att bestämma. Det som finns tillgängligt inför packningen är en layout för placering av maskindelarna i containrarna som det ska skeppas i, se figur 9. Layouten har ritats upp i projektets tidiga stadie av en projektledare. Denna planerar vart varje kolli ska placeras i containrarna och säkerställer därmed hur många containrar som det krävs för skeppning av maskinen. Det ritas upp en layout inför varje projekt även om maskinerna är likadana. När detta valts, bokas upphämtning av det bestämda antalet containrar, oftast några veckor fram i tiden.
Figur 9 - Utdrag av containerlayout
Layouten är inte bara viktigt för att säkerställa så att maskindelarna få plats, utan det är även nödvändigt för transporten. Maskinerna fraktas till kunder som befinner sig i andra länder och därmed finns specifika krav på dokumentation av godset vid transport. Tullen kräver exempelvis specifikationer på vad varje kolli innehåller och hur det ser ut. Dokumentet benämns som kolliidentifikation. En del av processen i packningen är därför att fotografera maskindelarna innan det emballeras och sedan specificera vad varje kolli innehåller. Dokumentet för varje enskilt gods tejpas sedan fast på respektive emballage. I dagsläget ansvarar projektledaren för den här delen av arbetsprocessen.
Det finns inga arbetstelefoner för att kalla på varandra, vilket innebär att det endast sker muntlig kommunikation mellan de anställda. För att nå medarbetare inom andra avdelningar