m 05 G) H N N 4-0 GB .H O =
VTl notat 77-1999
Laser RDT
Passbitskalibrering och kalibrering mot vätskeyta
Författare
Peter Andrén och Hans Velin
FoU-enhet
Drift och underhåll
Projektnummer
80261
Funktionsmodell för rullande
deflektionsm'atare
Projektnamn
Uppdragsgivare
Vägverket
Distribution
Fri
4h)
Väg- och
transport-farskningsinstitutet
I
Innehå"
m > üm mBakgrund
Laseroptocatorerna
Passbitskalibrering
3.1 Insamling av data . . . .
3.2 Analys OCh beräkningar av skalfaktorer . . . .
3.3 Exempel på analys och beräkningar av skalfaktorer ; . . . .
Kalibrering mot vätskeyta
4.1 Inför kalibreringen . . . .
4.2 insamling av data . . . .
4.3 Analys och beräkningar av skalfaktorer 00h fastställande av offsetlinje . . . . .
Exempel på analys, beräkning av skalfaktorer och fastställande av offsetlinje
SlutsatserReferenser
Utrustning till passbitskalibrering
Utrustning tiII mjölkkalibrering
20
21
22
231
Bakgrund
VTI har på uppdrag av Vägverket under ett antal år utvecklat en rullande bärighetsmätare, Laser Road Deflection Tester (Laser RDT). Den första prototypen byggdes på en Volvo Titan, årsmodell 1964 (Figur 1.1 (a)). Mätningar med denna första prototyp visade att det är möjligt att med hj°°lp av avståndsmätande lasrar mäta nedböjningen bakom bakhjulen på en tung lastbil i rörelse. Mot bakgrund av de kunskaper man erhållit med detta mätfordon byggdes en andra prototyp baserad på en special-byggd lastbil av märket Scania, typ R143ML (Figur 1.1 (b)).
Föreliggande notat beskriver rutiner för kalibrering av de avståndsmätande lasrarna. Det bör an-märkas att detta dokument inte beskriver någon form av standard . för kalibreringsrutinerna. Tvärtom finns det anledning att tro att dessa kalibreringsrutiner kan förbättras så högre noggrannhet erhålls, t. ex. genom att placera mjölkytan på fler än två nivåer till exempel.
Detta notat ingår i en serie notat rörande tester och utvecklingen RDTzn. De andra notaten är: Beskrivning av metod för deñektionsberäkning av Peter Andrén [1], Dynamisk bakaxelmätning. Analys av mätningar i vägsimulator av Roland Östergren och Georg Magnusson [3] och Brustest
hösten 1997 Peter Andrén och Hans Velin [2].
3
7.7/ /
/
Ã///z/z /
(a) Den första prototypen (b) Den andra prototypen
2
Laseroptocatorerna
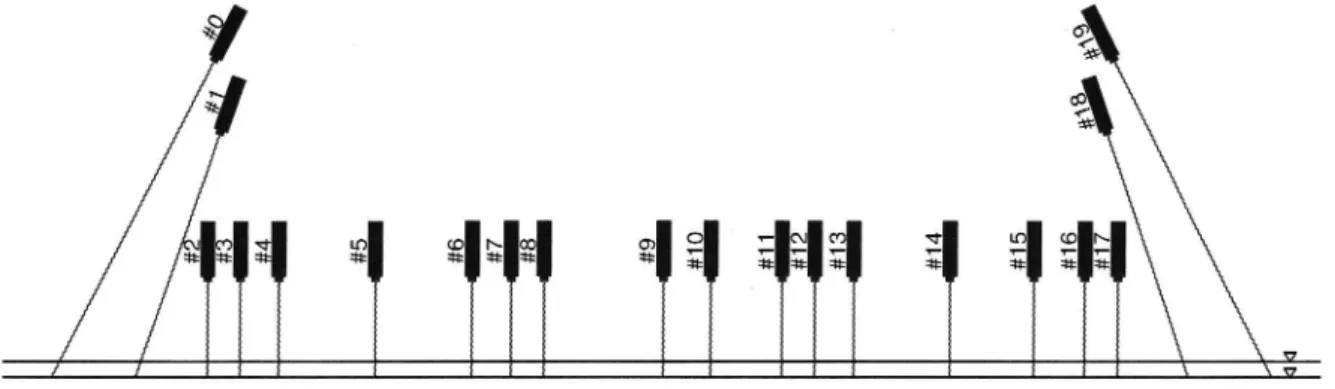
Fyra olika typer av lasrar (Med ordet laser menas genomgående Selcom Optocator typ 2008) används
vid mätningen (se Tabell 2.1 och Figur 2.2). De utvinklade lasrarna (#1, #2, #18, #19) är avsedda att
medge större mätbredd men har hittills endast använts för detektering av på vägen utlagda markeringar som utnyttjas för lokalisering av mätdata till den punkt på vägen där en mätning skett.
Tabell 2.1: Olika typer av lasrar
Placering Stand-Off (SO) Measurement Range (MR) Upplösning
#0, #19 1178 mm 400 mm ' 0,1000 mm
#1, #18 853 mm 330 mm 0,0825 mm
#2, #9, #17 390 mm 180 mm 0,0450 mm
#3-#8, #10-#16 390 mm 128 mm 0,0320 mm
Lasrarnas mätområde delas in i 4000 ekvidistanta delar, så kallade laserenheter. Vid lodrätt mätning motsvarar varje laserenhet den upplösning som ges i tabellen ovan, vilket är de skalfaktorer som lever-antören har uppgivit för respektive typ av laser. Lasrarna levererar mätdata med 32 kHz, vilket innebär att datainsamlingsprogrammet bildar medelvärde över 32 mätvärden då samplingshastigheten väljs till 1 kHz och antal redovisade laserenheter kan innehålla decimaler.
Lasrarna är monterade, med laserstrålen, framåtriktade 35o relativt vertikalplanet. De är kalibrerade
av leverantören men eftersom små vinkelfel alltid uppstår vid montering är det nödvändigt att kalibrera lasrarna på plats i mätfordonet. Det finns även flera orsaker till att skalfaktor och nolläge för en enskild laser kan förändras. En liten förändring avden balk som lasrarna är placerade på eller deras placering på balken medför att skalfaktorer och offsetlinje förändras. Med tiden slits lasrarna och en tid innan de går sönder förändras skalfaktorerna kontinuerligt.
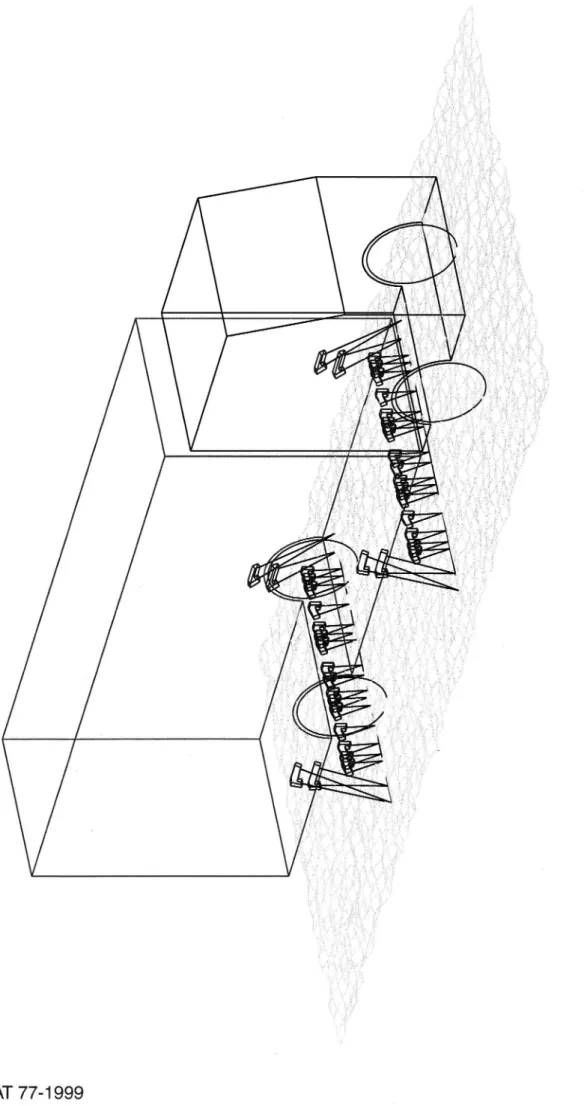
Mätbalkarnas placering på mätfordonet framgår av Figur 21. Lasrarnas placering, numrering och inbördes avstånd framgår av Figur 2.2. Figur 2.3 visar en tredimensionell bild över hela lastbilen. För
frambalken betecknas lasrarna med F0-F19, och B0-B19 används för bakbalken.
\
Z'Z
mål
a
.p9 111 2A1 18 11 11 9a n qo o âup ao el d 3121 1112 1312 1mmm
Thu
._.
<._
.OZ
_._.
>
.\\ .\1 1 N V å \ x \\ \\ x \ H3 1m \ \ äxo m\ 1 \\ \\\ W\ \ m.\ .\ 1 \ 1 \ x .\ .\\ \\& 1 NÅ w \\\ \ \ \ \\\ \ x 1 \ \. \\ xx x 1 \\\ \ 11 \ xx\ \\ xx \\x 1 \ \\ \ \\ _: \ x \ \\ 1 1 1. O \\ xx \ \ \ \\ 1 \\ x \\\ \
/ 0 WRX \ \ .1 xx\ x1 , \1 xx \\11 1:1 \ \\\ \\\ \\\\ &\\\ .\
.M
M.
VTI NOTAT 77-1999
Fi gur 2. 3: La sr ar na s pl acer in g il än gs -oc htvär le d3
Passbitskalibrering-Som namnet antyder innebär den så kallade passbitskalibreringen mätning mot ett antal passbitar med känd tjocklek placerade inom laserns mätområde; se Figur 3.1 för en schematisk illustration av detta. För detta ändamål väljs på vardera mätbalken två lasrar, en på vardera sidan så långt ut på mätbalkarna som möjligt. Det är dock inte lämpligt att välja laser 2 och 17 eftersom dessa har en något sämre upplösning än de Övriga lasrarna närmare hjulen. De utvinklade lasrarna O, 1, 18 och 19 har även de något sämre upplösning och används för närvarande inte vid mätning. De mest lämpade lasrarna för passbitskalibreringen är därför nummer 3 och 16.
För dessa lasrar görs minst två avläsningar med känd höjdskillnad (passbitarnas tjocklek). Med användning av den kända höjdskillnaden och ändringen i utsignal kan skalfaktorerna för laser 3 och 16 beräknas.
För att diabasplanskivan (underlaget för passbitarna) och passbitar skall hamna inom lasrarnas mätområde körs mätfordonet upp på sex centimeter höga pallar. Efter-som mätfordonets motor och kraftförsörjning skall vara avstängda under kalibreringen används extern tryckluft till luftfjädringen. Därefter sänks fordonet ner till normalläge, och huvudströmmen stängs av. Strömförsörjningen sker från externt elnätet. Datainsamligen sker först efter cirka tio minuter, då mätfordonet har stabiliserat sig.
3.1
Insamling av data
Placera diabasplanskivan under den laser som skall kali-breras och se till att diabasplanskivan är helt i våg. Star-ta insamlingen av daStar-ta, samplingshastigheten väljs till 1 kHz, och låt insamlingen fortgå i cirka 15 sekunder. Utan att avsluta insamlingen av data placeras en passbit på
di-abasplanskivan så att laserstrålen träffar passbiten, använd
bommullshandskar och var noga med att det inte finns någon luft mellan diabasplanskivan och pass-biten. Samla in data i 'cirka 15 sekunder och placera en ny passbit under laserstrålen. Det kan vara lämpligt att upprepa förfarandet med fyra eller fem passbitar med olika höjd - ju fler desto bättre.
Ovanstående upprepas för ytterligare tre lasrar så att passbitskalibrering är gjord för lasrarna F3,
F16, B3 och B16.
Figur 3.1: Principen bakom passbitskali-brering
3.2 Analys och beräkningar av skalfaktorer
Genom att data samlas in över en så pass lång period som 15-20 sekunder påverkar lasrarnas osäkerhet i stort sett inte resultatet. Medelvärdet för varje stabil nivå beräknas. Höjdskillnaden mellan de olika stabila nivåerna motsvarar tj ockleken på de passbitar som användes. Genom att dividera höjdskillnaden
med differensen mellan antal laserenheter på två nivåer erhålls en skalfaktor för lasern. För lasrarna
F3, F16, B3 och B16 beräkna Hera sådana skalfaktorer. Med flera beräkningar av skalfaktorerna kan
säkerheten i skalfaktorerna höjas.
3.3 Exempel på analys och .beräkningar av skalfaktorer
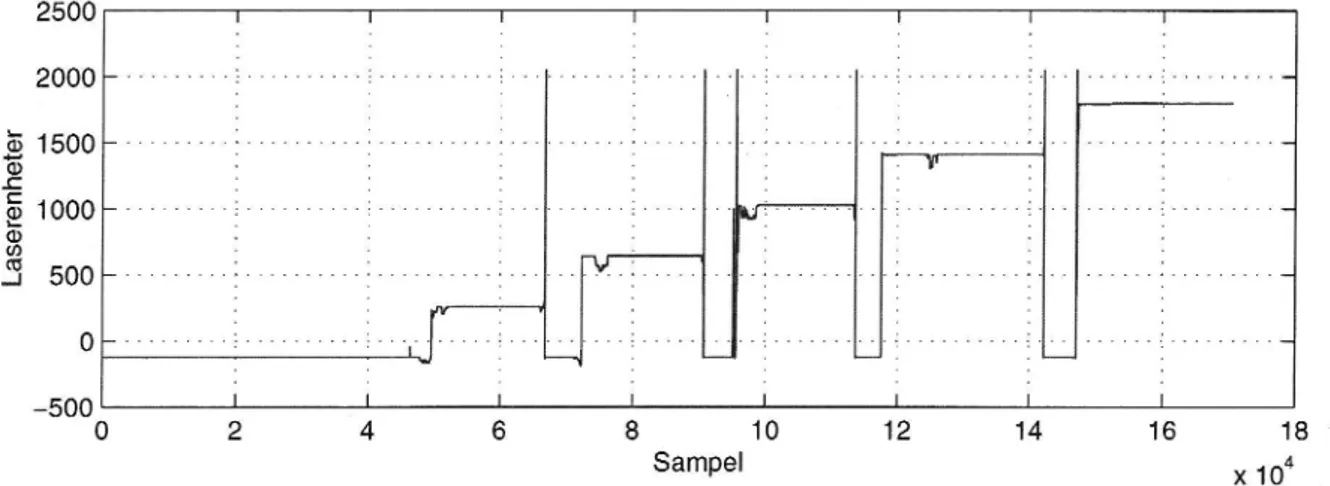
Figur 3.2 visar hur signalen från en passbitskalibrering av en laser kan se ut, och Figur 3.3 visar att det ñnns ett lågfrekvent brus. Delar av bruset uppträder som sinusSvängningar. Orsaken till detta skulle kunna vara att fordonet gungar i sidled. Svängningarna hade ungefär samma amplitud och frekvens på mätbalkens bägge sidor och var i motfas med varandra. Detta skulle kunna ha sin förklaring i att mätfordonet korrigerar lufttrycket i luftfjädringen kontinuerligt, och därmed gungar en aning i sidled. Inga studier gjordes om bilen gungade också i längdled. En annan förklaring till det lågfrekventa bruset kan vara att lasrarna påverkar varandra genom att laserljus från en laser detekteras av en närliggande laser. Detta beteende är dokumenterat i Selcoms manual där det sägs ge upphov till en svängning på cirka 1 Hz. Någon form av skärmar borde användas för att skärma- av de lasrar som är placerade nära
varandra.
2500
!
!
F
!
l
!
!
!
2000 _ I . 01 0 O 1000 La se renh et er 5000
Figur 3.2: Mätvärden vid passbitskalibrering av laser F3 1998-06-03
På den stabila nivån varierar mätdata med som mest cirka två laserenheter eller annorlunda uttryckt är den maximala variation två gånger upplösningen på en nivå. Eftersom medelvärde bildas över en stabil nivå blir säkerheten i avläsningen betydligt större än den maximala variationen på en nivå.
'12°f5
I
7
!
F
F
!
!
F
!
_121_ ... g. _ . . . .g. . . _ i . _ ..;... H;... .g... .g... H;... .g ... .g ______ .._
§14 l; 1; l 1, 31 v 5 I
1 . g a 2 i , i ' ., i 4 , ' I I 1
.nl,.\ .a I!.-s:ii;,i ,1 lMil.i, *_1 *iI,._ 'l.. .,vvl ..!'lI i '. ,\ .- 'i'm= l ,'Ii. , i - t Ä'V1tu I: '. '-J'il i i' '1 H;I, , ;I,, ,i'
_ i , l, i, ! .il x. .,, b , 1 i 4 I ' v ' 1.11 ' i li i* w: r ' :ä '1 v 1 ' 'i . 13' 1 1 41 : :t 4 ' 'v :1 I 11,' * Lase re nh et er _1225 3. . i' :Mt ..' . l'il 'in' 0 100 200 300 400 500 600 700 800 900 1000 Sampel
Figur 3.3: Detaljerad bild över de första 1000 samplen
'1 Tabell 3.1 redovisas antal uppmätta laserenheter på sex nivåer med olika höjd. De olika höjderna utgörs av passbitar, enligt Figur 3.1. Tabell 3.2 visar differensen mellan två olika höjder, det vill säga hur många uppmätta laserenheter som en 10 millimeters passbit utgör. Tabellen visar även medelvärdet för hur många bitar som åtgår för 10 millimeter. Vid beräkning av skalfaktorerna används det maximala uppmätta differensen 50 mm. Tabell 3.3 visar framräknade skalfaktorer vid passbitskalibreringen 1998-06-03.
Tabell 3.1: Antal uppmätta laserenheter på sex olika höjder
Höjd i mm 0 10 20 30 40 50
F3, laserenheter -122,2 258,2 644,1 1028,2 1413,0 1796,4 F 16, laserenheter -33,3 349,2 731,7 1113,2 1492,9 1872,6 B3, laserenheter -288,8 91,5 473,7 854,5 1235,4 1618,4 B16, laserenheter -96,1 281,7 661,8 1040,5 1420,0 1797,8
Tabell 3.2: Differenser mellan de sex nivåerna
Nivå 0-10 10-20 20-30 30-40 40-50 Medel
F3, laserenheter 380,4 385,9 384,1 384,8 383,4 383,7 F16, laserenheter 382,6 382,5 381,4 379,8 379,7 381,2 B3, laserenheter 380,3 382,2 380,8 380,9 383,0 381,4 B16, laserenheter 377,8 380,1 378,7 379,5 377,8 378,8
Tabell 3.3: Skalfaktorer vid passbitskalibrering 1998-06-03
Laser F3 F16 B3 B16
Skalfaktor 0,0260 0,0262 0,0262 0,0264
4
Kalibrering mot vätskeyta
På två olika höjder avläses, mot en plan horisontell vätskeyta, samtliga lasrar på vardera balken. Som vätska används normalt mjölk, då det visat sig fungera väl förändamålet. I och med att skalfaktorerna för lasrarna 3 och 16 är kända kan höjdskillnaden mellan Vätskeytorna beräknas. När höjdskillnaden är känd och differenserna för alla lasrar mellan de två nivåerna är kända kan skalfaktorerna för övriga lasrar beräknas. En av nivåerna vid mätningen av mjölkytorna används för att definiera en nollinje (off-setlinje), som sedan utgör den referens som alla mätningar relateras till. Genom att mäta på två
m 8 2. O 7- C\I <1' LG 10 I\ m Lo to '\ m 0) v- 1- 1- 1- 1- 1'- 1-
Figur 4.1: Principen bakom mjölkkalibreringen
olika nivåer så kan skalfaktorer från referenslasrarna användas för att beräkna höjdskillnaden mel-lan mjölkytorna. Referenslasrarna är de lasrar vars skalfaktor beräknats vid passbitkalibrering. När höjdskillnaderna är kända och differenserna, mätt i laserenheter, mellan mjölkytorna för varje laser är känd kan skalfaktorerna för övriga lasrar beräknas.
4.1 Inför kalibreringen
För att vätskebehållarna (normalt kallad mjölkbalken), och därmed vätskan, skall hamna inom lasrarnas mätområde backas mätfordonet upp på 6 cm höga pallar. Det är nödvändigt att backa mätfordonet så långt bak på pallarna som möjligt eftersom man måste komma helt intill bakhjulet vid kalibrering av den bakre balken. Eftersom mätfordonet skall vara avstängt under kalibreringen skall extern tryckluft användas. Datainsamlingen styrs från en plats utanför fordonet.
Mjölkbalken (se Appendix B) sätts ihop. För att minska ytspänningen på mjölken smörjs kanterna på mjölkbalken invändigt med flytande tvål. Mjölkbalken placeras på tre cm höga rätskenor under en av balkarna. Detta görs för mätning på låg nivå. Cirka tre liter mjölk fylls på i mjölkbalkarna. Strömförsörjningen sker från externt elnät.
4.2 Insamling av data
Data samlas in under cirka 20 sekunder, med samplingshastigheten l kHz. För att kunna upptäcka eventuella konstigheter i kalibreringsdata och beräkna säkerheten i skalfaktorerna så bör man upprepa
datainsamlingen två gånger till. Placera två lika stora klossar under mjölkbalken och rätskenorna i vardera änden av mjölkbalken. Ovanstående upprepas så att tre avläsningar är gjorda på både hög och låg nivå på både främre och bakre mätbalken.
4.3 Analys och beräkningar. av skalfaktorer och fastställande
av offsetlinje
För varje laser och avläsning mot mjölkytan beräknas medelvärdet av antal bitar. I och med att det gjordes minst tre avläsningar kan dessa medelvärden för respektive laser jämföras. Om medelvärdena avviker mycket från varandra bör en närmare undersökning av den laser göras, det kan finnas Hera förklaringar till stora avvikelse, några tänkbara exempel
0 någon av linserna är repig 0 lasern är på väg att gå sönder o smuts på mjölkytan
0 har någon operatör varit inne i mätfordonet är det stor sannolikhet att mätfordonet har ändrat läge, och därmed påverkat värdena vid avläsningen mot mjölkytan.
Det är tänkbart att mätfordonet ändrat läge något mellan avläsning av mjölkytan på låg respektive hög nivå. Av den anledningen används både F3 och F16 vid bestämning av höjdskillnaden mellan hög och låg nivå för frambalken, och B3 och B16 för bakbalken. Den formel som används vid beräkning av skalfaktor för laser Fn på frambalken är följ ande
X - :En
X
sn = (Al
+ mig) /Dn
(4.1)
där Sn är skalfaktorn för laser n, Al ochAT är höjdskillnaden mellan de två mj ölkytorna beräknade med skalfaktorerna från passbitskalibreringen,mm är längden från vänsterkanten till laser 71, X är den totala mätbredden, och Dn är differensen mellan mjölkytorna för laser n mätt i laserenheter. Detta illustreras i Figur 4.2.
VTI NOTAT 77-1999
11 X7 _ Figur 4. 2: Il lus tr at ion til lb er äk ni ng en av sk al fa kt or er5
Exempel på analys, beräkning av skalfaktorer
och fastställande av offsetlinje
Figurerna på sidorna 13-19 visar ett exempel på en mjölkkalibrering (98-06-03). På sidorna 13 och 14 visas avläsningarna på hög respektive låg nivå av mjölkbalken. På sida 15 har differenserna beräknats (Dn i formel 3.1), vilket gör att alla skalfaktorer kan beräknas. De efterföljande sidorna visar i stort sett
samma sak fast nu med skalade värden. Sida 18 visar hur en tvärproñl beräknas vid normal användning:
värdena frän sida 16 har subtraherats med de från sida 17 (off-setlinjen), vilket ger en plan yta - sj älva mjölkytan alltså. De beräknade skalfaktorerna framgår av Tabell 5.1.Tabell 5.1: Skalfaktorer från 98-06-03
Fram Bak
Skalfaktor Off-set Skalfaktor Off-set X-dist
LRF 2 0.03684 -4.10854 0.03721 -2.44609 0.48000 LRF 3 0.02606 426388 0.02622 302841 059000 LRF 4 002609 422206 002625 -1.28854 0.74000 LRF 5 002604 -5.01588 0.02631 -3.88146 1.04000 LRF 6 002599 364287 0.02633 -3.15955 1.34000 LRF 7 0.02615 318966 0.02627 -2.63082 1.49000 LRF 8 002598 -3.48917 0.02628 -2.73579 1.60000 LRF 9 0.03674 -3.80019 0.03729 -2.10251 2.00000 LRF 10 0.02610 -3.14543 0.02639 -1.27951 2.16000 LRF 11 002605 -3.74051 0.02640 -3.52327 2.40000 LRF '12 002599 -3.48645 0.02635 -1.39783 2.51000 LRF 13 002599 -2.80179 0.02640 -O.70383 2.66000 LRF 14 0.02613 -O.32941 0.02652 -2.25382 2.96000 LRF 15 002605 -1.44431 0.02638 -O.72299 3.26000 LRF 16 002612 -O.47239 0.02636 -1.23792 3.41000 LRF 17 003695 -1.71432 0.03720 -1.10443 352000 12
VTI NOTAT 77-1999
13 81 70 6 9 0 17 10 V 0 1 17 81 61 71 ' 09 'L 00 '3 9L 'Z 01 7' 3 LQ 'Z 99 '? ! 96 '? 9 8 8 7 8 3 9 8 M ät e n he te r 01 CD 0 O O 0 I I 300 200 100 -.A O 0 I 800 700 -44 6. 11 8 62 4. 61 5 62 5. 475 59 6. 15 2 65 0. 09 5 66 3. 63 7 65 6. 49 3 45 5. 73 1 66 6. 40 2 64 4. 94 8 65 6. 35 1 682. 55 3 77 3. 44 8 73 3. 04 2 76 8. 29 0 50 9. 56 9 900 1000-Frambalken i högt läge, oskalade värden
81 70 6 9 0 1 1 0 VO'L 1781 6171 09' L 0 0 3 9l -' Z 01 7' 8' LQ 'Z 9 9 3 9 6 3 93 23 H7 8 39 23 M ät e n he te r 01 03 100200 300 400 -\1 O 0 I 900 800 -O O O 0 I I 52 5. 913 72 4. 17 9 789.42 7 68 9.09 8 71 6. 05 2 73 7. 73 2 73 3. 46 8 53 3. 93 3 78 5. 74 7 70 0. 46 4 782. 39 4 80 7. 27 3 74 5. 1 98 806. 95 1 78 8. 126 56 2. 10 9 1000
Bakbalken i lågt läge, oskalade värden -46 .96 0 -84 .99 7 -26 .66 3 _53 .04 9 _13 3.4 70 -48 .48 8 -56 .38 0 -10 4.0 88 _10 0.1 31 -11 9.9 94 _14 7.5 10 -11 5.5 16 l I I I I I I I O O O O O O O O CT' T R R 53 9.' ?I 59 I I I I J91 9UU 913 W 3. 52 3. 41 3. 26 2. 96 2. 66 2. 51 2. 40 2. 16 2. 00 1. 60 1. 49 1. 34 1. 04 0. 74 0. 59 0. 48
Frambalken i lågt läge, oskalade värden
-4 6. 39 8 -1 8. 08 4 -5 5. 43 9 -1 2. 60 5 -1 07 .8 00 -1 34 .1 71 -14 3.5 86 -12 0.4 92 _10 3.4 47 -13 4.3 26 -12 1.9 89 _14 0.1 40Å -19 2.5 96 -16 1.8 16 -16 3.6 13 -11 1.5 36 I I I I I I I I I I I O O O O O O O O O O O O N '<3' (0 (I) O N <1' (0 (I) O N ' ' ' ' T 'T 'T 'T 'T (7' (7' J G l G L l U G l e 3. 52 3. 41 3. 26 2. 96 2. 66 2. 51 2. 40 2. 16 2. 00 1. 60 1. 49 1. 34 1. 04 0. 74 0. 59 0. 48 14
VTI NOTAT 77-1999
VTI NOTAT 77-1999
15 8t 7' 0 6 9 0 17 10 'V O' L 17 81 61 7' l-09 'L OO 'Z 9L 'Z 01 7? IS ? 9 9 8 9 68 93'8 LV'S 898 100200 300 400 -Mät enhe te r 500 600 700 900 800 -55 7. 65 4 55 9. 17 8 55 5. 96 8 78 8. 22 8 78 7. 29 1 78 8. 748 79 0. 23 5 78 5. 62 6 79 0. 82 0 786. 89 4 78 8.53 4 79 0. 52 2 79 0. 35 2 78 6. 05 3 78 8. 48 1 78 6. 37 4 1000-Differens mellan högt och lågt läge på frambalken, oskalade värden
81 70 6 9 0 17 10 7 0 1 17 8' L 61 71 09 'L OO 'Z 9L 'Z 01 7' 2 LS 'Z 9 9 2 9 6 2 98 '8 W' C 89 '8 Mät en he te r O) 400 200 -O 0 I 59 1. 65 6 59 0. 31 3 59 1. 80 0 800 -83 9. 69 5 83 8. 50 7 83 6. 60 8 83 6. 046 83 7. 86 4 83 7. 55 6 83 4. 23 5 83 3. 93 4 83 5. 44 3 83 3. 93 6 83 0. 195 83 4. 35 3 83 5. 08 6 1000
VTI NOTAT 77-1999
16 81 70 6 9 0 VL 'O 17 01 17 9' l-61 71 O9 'L OO 'Z 9L 'Z OV 'Z LS 'Z 9 9 3 9 6 3 98 '8 H7 '8 8 9 8 10-Mill im et er 01 20-16 .4 34 16 .2 78 16 .3 27 15 .5 40 16.9 18 17.3 83 17.0 84 16 .7 84 17 .4 38 16 .8 50 17.1 08 17 .7 99 20 .2 87 19.1 81 20.1 55 18 .9 1425-Högt läge på frambalken, skalade värden
81 70 6 9 0 17 10 V 0 1 17 81 61 7'I. O9'L OO'Z 9L'Z 017' 8 LS 'Z 9 9 2 96 '? ) 93 '? ) L' V'S 39'8 Mi ll im et er 01 10-20- 19.5 69 18 .9 85 20.7 30 18 .1 41 18 .8 52 19 .3 86 19 .2 83 19 .9 19 20 .735 20 .6 34 21 .3 36 19 .7 86 21.3 25 20 .8 08 20 .948
Bakbalken i lågt låge, skalade värden (alltså off-set) -1 .1 06 -1 .2 40 -O .7 24 -2 2 5 7 -O .7 05 -1 .3 99 -3 .5 27 -1 .2 80 _2 .1 03 -2 .7 36 -2 .6 31 -3 .1 59 -3 .8 83 -3 .0 28 1 I I I l l l I I C' | T | I 0,5 | q: l l
Jel
ewn
uw
3. 52 3. 41 3. 26 2. 96 2. 66 2. 51 2. 40 2. 16 2. 00 1. 60 1. 49 1. 34 1. 04 0. 74 0. 59 0. 48Frambalken i lågt läge, skalade värden
-1 .7 22 -O .4 74 -O .3 31
-1 .4 51 -3 .4 97 -3 .7 51 -3 .8 10 -3 .4 95 -3 .1 95 -3 .6 47 -5 .0 20 -4 . 2 2 4 -4. 264 -4 .1 09 I l I I I 1-N 00 <1' LO I | I I I Je1 ewn uw 3. 52 3. 41 3. 26 2. 96 2. 66 2. 51 2. 40 2. 16 2. 00 1. 60 1. 49 1. 34 1. 04 0. 74 0. 59 0. 48 17
VTI NOTAT 77-1999
VTI NOTAT 77-1999
18 81 70 6 9 0 17 10 17 0' L 17 8' L 61 7' L O9 'L OO 'Z 9L 'Z O' V' Z LG ? 9 9 3 9 6 2 9 3 8 L' V' E 8 9 8 10-Mi ll im eter 01 20-25* 20 .5 43 20 .5 42 20 .5 51 20 .5 60 20 .565 20 .578 20 .5 79 20 .5 93 20 .5 91 20 .6 01 20 .6 05 20 .6 10 20 .6 18 20 .6 32 20 .6 29 20 .6 36Differens mellan hög och låg på frambalken, skalade värden
81 70 69 0 'V L' O 17 0' I-17 91 61 7' l-O9 'L OO 'Z 9L 'Z 01 7' 3 LS 'Z 9 9 2 9 6 2 9 3 8 LV 'S 3 9 8 10-Mi ll im et er 01 20-22 .0 15 22 .0 14 22 .0 19 22 .0 24 22 .0 11 22 .0 18 22 .0 19 22 .0 22 22 .0 15 22 .0 35 22.0 33 22 .0 41 22 .0 43 22 .049 22 .0 48 22 .0 54
VTI NOTAT 77-1999
19 81 70 6 9 0 17 1. '0 17 01 17 8' L 61 71 O9 'L OO 'Z 9L 'Z O' V' Z LS 'Z 9 9 2 9 6 3 93 '? ) L' V' S 8 9 8 10-Mi ll imet er 01 20- 25-20 .5 43 20 .5 42 20 .5 51 20 .5 60 20 .565 20 .578 20 .579 20 .5 93 20 .5 91 20 .6 01 20 .6 05 20 .6 10 20 .6 18 20 .6 32 20 .6 29 20 .6 36Högt läge plus off-set på frambalken
81 70 6 9 0 17 10 17 01 VC 'L 61 71 O9 'L OO 'Z 9L 'Z 01 7' 8 LQ 'Z 9 9 2 96 '? 98 '8 1-1 7'8 8 9 9 10-Mi ll im eter U1 20-22 .015 22 .0 14 22 .0 19 22 .0 24 22 .0 11 22 .0 18 22 .0 19 22 .0 22 22 .0 15 22 .0 35 22 .033 22 .0 41 22 .0 43 22 .0 49 22 .0 48 22 .0 54
6
Slutsatser
För både passbits- och mjölkkalibrering gäller att rutinerna fungerar bra, men det flnns visst utrymme för förbättringar. Det är dock svårt att veta riktigt hur mycket och på vilket sätt rutinerna går att förbättra utan att prova olika metoder. En del troliga förbättringar är dock
o Her oberoende nivåer för passbitskalibreringen. Ju fler passbitar och kombinationer av passbitar som används i testet, desto högre statistisk noggrannhet uppnås,
o använd rådata i passbitskalibreringen. Detta utgör ingen påtaglig förbättring i sig, men det ger en
ökad kontroll över mätdata, vilket är önskvärt, '
0 fler nivåer i mj ölkkalibreringen. Utnyttja hela mätspannet för 128 mm lasrarna genom att placera mjölkytan på låg, halvlåg, medel, halvhög och hög nivå. Som i passbitskalibreringen skulle detta ge ökad noggrannhet.
7
Referenser
[1] Peter Andrén. Beskrivning avmetod för deflektionsberäkning. VTI Notat 78-1999, Väg- och
transportforskningsinstitutet, 2000.
[2] Peter Andrén och Hans Velin. Brustest hösten 1997. VTI Notat 78-1999, Väg- och transport-forskningsinstitutet, 2000.
[3] Roland Östergren och Georg Magnusson. Dynamisk bakaxelmätning. Analys av mätningar i Vägsimulator. VTI Notat 69-1998, Väg- och transportforskningsinstitutet, 2000.
A
Utrustning till passbitskalibrering
Följande utrustning används vid kalibreringen.Passbitssats från Mitutoyo (tillverkare) CERA BLOC SET
CODE No. 516-363 SET No. BM3-D47-l GRADE 1
Serial No. 352051 Inköpsdatum okänt.
Ej kalibrerat före mättillfället.
Kalibrerat utan anmärkningar 971028. Kalibreringslaboratorium: 0081. Rapport No. 972066.
Diabasplanskiva från Mitotoyo (tillverkare)
Diabasplanskiva 400 X 250 x 60 mm, noggrannhetsgrad A (3,6x10-6 m). Kalibrerat 960126.
Kalibreringslaboratorium: Microbas Precision AB Mätprotokoll No. 1996-116
Maskinvattenpass Fabrikat: Memo
Specifikation div = 0.02 mm/m = 4 sec Id. 3608
Vles inventarienumrner. 3922 Kalibreringsdaturn okänt.
B
Utrustning tiII mjölkkalibrering
Tillverkad på Vles verkstad. Tvådelad med kommunikationskärl av plaströr mellan delarna. Två styc-ken rätsstyc-kenor att placera mjölkbalkarna på. Två klossar att placera under rätsstyc-kenorna för att åstad-komma höjdskillnad Vid två olika mätningar.