School of Innovation, Design and Engineering
Component remanufacturing
for improved lifecycle utilization
Master thesis work
30 credits, Advanced level
Product and process development Production and Logistics
Mina Al-Nuaimi
Lina Widegren
Report code:
Commissioned by: Mälardalens University and Cummins Scania XPI Manufacturing in Södertälje
ABSTRACT
Remanufacturing is the process of collecting end-of-life products from customers and then being dissembled, reprocessed and reassembled to create new products to meet the customers’ needs. The economic viability of the implementation of a remanufacturing strategy has being shown among many companies in the automobile industry. Also, the economic profitability of the remanufacturing process has been proven in many industrial case studies. Cummins Scania XPI Manufacturing in Södertälje considers implementing a remanufacturing process for their returned components, but there is a lack of a foundation of whether this process will provide an economic profitability or not. In order to decide whether the remanufacturing is profitable for the company, there are some factors to consider. This research aims to identify the reasons behind implementing a remanufacturing process and the factors that affect the economical profitability of it.
In order to answer the research questions, a theoretical investigation as well as several interviews with Cummins Scania XPI Manufacturing in Södertälje and Cummins XPJ in Mexico has been done. The aim with the interviews with Cummins Scania XPI in Södertälje was to identify what factors they want to consider when determining whether the remanufacturing process can be economic beneficial for them. The interview with Cummins XPJ was done in order to get an understanding how their remanufacturing process work.
The result shows that there can be three main reasons behind implementing a remanufacturing process: economic benefits, environmental benefits as well as legislation. When it comes to the considered factors when implementing the remanufacturing process, the reverse logistic with the aim to remanufacture is important to consider since the remanufacturing is a fundamental process of it. Thereafter the possible factors that can be occurred are one-time costs such as prices of machines, fixed costs such as operators’ costs and where to implement the process.
The results of this research provide a possibility for companies to determine whether the remanufacturing process is economically profitable for them.
(Keywords: reuse, remanufacturing, vehicle industry, auto industry, components, sustainability,
ACKNOWLEDGEMENTS
We are grateful for Cummins Scania XPI Manufacturing in Södertälje for giving us the opportunity to carry out our thesis work with them. We want to express our utmost gratitude to Anders Larsén and Anderas Malmberg for being our main points of contact at Cummins Scania XPI Manufacturing in Södertälje. We are grateful for all the help they have provided us and their understanding of changes of the thesis work due to COVID-19. Furthermore, we would like to show our appreciation to everyone else at Cummins Scania XPI Manufacturing in Södertälje who helped us gather all the information we needed. Moreover, we would not have been able to gather some of the information if we had not had help from Cummins XPJ in Mexico. Therefore, we wish to articulate our appreciation for their help. We would also like to recognize our supervisor Catarina Bojesson at Mälardalen University for guiding us through the thesis work and providing us with feedback. Lastly, we would like to extend an extra big thank you to our loved ones who have been there and supported us during this intense period.
Thank you! ____________________________________________________________________________ Lina Widegren Mina Al-Nuaimi
Content
1. INTRODUCTION ... 6
1.1. Background ... 6
1.2. Problem formulation ... 7
1.3. Aim and Research questions ... 7
1.4. Project limitations ... 7 2. RESEARCH METHOD ... 8 2.1. Case Study ... 8 2.2. Quantitative vs. Qualitative ... 8 2.3. Data Collection ... 8 2.4. Data analysing ... 12
2.5. Reliability and Validity ... 12
3. LITTERATURE STUDY ... 14
3.1. Sustainability ... 14
3.2. Remanufacturing ... 14
3.3. Reverse logistics and closed supply chain ... 16
3.4. Remanufacturing legislations ... 17
4. RESULT (Empirics) ... 18
4.1. Case Company ... 18
4.2. Statistics of returned products ... 19
4.3. Calculations of returned injectors ... 20
4.4. Description of the process – injectors ... 22
4.5. Current handling of returned injectors ... 23
4.6. The remanufacturing process of XPJ ... 24
4.7. Summary of the process description at Cummins XPJ ... 26
4.8. Acceptable and Unacceptable Condition of components ... 28
4.9. Conditions of used components at XPS ... 29
4.10. The basics for cost evaluation for the remanufacturing process ... 31
4.11. One-time costs and fixed costs ... 33
5. ANALYSIS AND DISCUSSION ... 36
5.1. Analysis ... 36
5.2. Discussion ... 39
6. CONCLUSIONS AND RECOMMENDATION ... 42
7. 7. REFERENCES ... 43
1. INTRODUCTION
The report presents the theoretical findings based on the project, along with the empirical findings gathered at Cummins Scania XPI Manufacturing in Södertälje (XPS). The focus of the project was divided into two categorize. The first one was to identify the reasons behind implementing a remanufacturing process. The second one was to get an understanding about what possible factors that can affect the economic profitability of this reusing process
1.1. Background
Remanufacturing is when a company collects end-of-life products from customers to be used as feedstock. The products are disassembled into the desired component level and then
reprocessed in order to perform the same function as a completely new component. The reprocessed components are then put through reassembly to create products that will meet the customers’ demands (Wheelwright & Clark, 1995). The recovered components will re-enter the product-life cycle and in turn eradicate the use of raw material. On account of the reuse of the product at its end-of-life, reusing some parts, and reprocessing parts in need or by recycling material. Correspondingly, this generates a decline in consumption of virgin material, the quantity of waste and savings regarding energy use for processing (Guidice, La Rosa & Risitano, 2006).
Many companies, for instance in the automobile industry, have shown the economic viability of implementing a remanufacturing strategy (Kerr & Ryan, 2001). Companies, such as Ford and Mercedes-Benz, started to salvage components to use as spare parts for commercial customers and consumers by accumulating and disassembling their end-of-life vehicles (Wang, Wang, Mo & Tseng, 2017). The automotive industry is one of the best industries at performing product recovery and environmentally attentive manufacturing. In the USA alone, the percentage of end-of-life cars and trucks that are sent for recycling is 95%. The percentage recovered for reuse is 75%, by weight (Gungor & Gupta, 1999). The European Union (EU) directive, European Union End-of-Life Vehicles (ELVs), passed laws requiring the automotive industries in the EU to reuse and recover 85% by the weight of the average vehicles by 2006, and by 2015 this percentage increased to 95% (Gerrard & Kandlikar, 2007).
Environmentally Conscious Manufacturing and Product Recovery (ECMPRO) has over the past few years become an accountability to both society and the environment. ECMPRO is mainly policies foisted by the government but also by the customer perspective on
environmental concerns (Gungor & Gupta, 1999). Issues connected to sustainability in
manufacturing industries are captivating an expanding global awareness, both in academia and industries. The awareness is spread across many manufacturing industries including the
automobile industry (Wang, Mo, Wang & Tseng, 2019). The governmental policies and the environmental concerns have helped to motivate manufacturing industries, in many countries, to acknowledge product-life-cycle issues and execute product recovery of end-of-life products, in other words, remanufacturing and reuse (Amelia, Wahab, Che Haron, Muhamad & Azari, 2009).
1.2. Problem formulation
The implementation of a remanufacturing process results in big investments for companies, both in new equipment and possible workforce. Therefore, it is important for manufacturing companies to know the benefits of remanufacturing. Furthermore, uncertainties regarding the economic and environmental sustainability arise in the manufacturing industry when
considering implementing remanufacturing and reuse of returned components. For
manufacturing companies to become more motivated to implement remanufacturing, they need to understand its economic and environmental sustainability.
1.3. Aim and Research questions
The aim of the project was to provide an understanding of the sustainability of implementing a reusing process. In order to reach the aim two research questions were used:
• RQ1 - What reasons can vehicle manufacturing companies have for implementing a reusing process for their products?
• RQ2 - What factors can affect the economic profitability of this reusing process?
1.4. Project limitations
The limits of the project were defined by the available time of the thesis work duration along with the focused components at XPS. Further, the project was to be completed within the framework of the desired output and goal for the company. Hence, the project was only implemented at XPS which could be considered a limitation. In order to provide an understandable analysis, only one product was chosen to be focused on as an example.
The biggest issue in this research was the situation with COVID-19 in the world, which affected the possibility of accomplish the work within the first deadline.
2. RESEARCH METHOD
A research method is a technique that help the researcher collect, sort and analyse information to be able to make conclusion (Kothari, 2004).
The following chapter focuses on research methods that can be used in a research, and what has been used for specifically this research.
2.1. Case Study
There are several ways of doing research; experiments, surveys, histories as well as analysis of archival information. Case study is another way of doing research. Every strategy of these methods has its unique advantages and disadvantages, depending on (Yin, 2003):
• the nature of the research question
• the type of investigator’s control over behavioural events, that exist at the present time • the focus on current phenomena, instead of historical one.
Generally, case studies are chosen when the investigator needs to answer questions that begin with “how” or “why”, in case the investigator has little control over events and the focus is on current phenomenon within context in real life (Yin, 2003).
This research can be considered as a case study since it addresses some issues in a company in a current situation, where the improvement suggestions have been reached through different data collection methods, see section 2.3.
2.2. Quantitative vs. Qualitative
There are two common types of approaches to manage a research: quantitative approach and qualitative approach. Quantitative research can be used when the research contains
measurements in the form of quantity or amount. Qualitative research, on the other hand is usually about qualitative phenomenon, for instance when the phenomena is relating to or involves quality or type (Kothari, 2004). The qualitative approach focuses on single attitude, opinion and behaviour and this can happen in the form of focus group interviews, projective techniques and in-depth interviews (Kothari, 2004).
After identifying the research goal clear and deciding the data collection methods, this research is, considered to be, of a qualitative type. Since the collected data has been done through interviews with specific persons that had been asked specific questions with their position taken in considerations.
2.3. Data Collection
The data at hands are often not enough to deal with real life problems and therefore it becomes necessary to collect appropriate data. In order to collect data, there are different ways
depending on the cost, time and other resources that researcher has (Kothari, 2004).
In this research the methods used in order to collect data were literature overview, personal interview, mailing questions as well as telephone interview. The selected methods were chosen with several factors taken into consideration: the available time, the current situation in the society dealing with the COVID-19 (highly spreading virus) as well as the availability of the contact persons in the case company. Below is a description of these methods and how they were being applied in this study.
2.3.1 Collecting primary data
There is a large amount of data surrounded by us from TV, posters, radio, newspapers,
magazines and books, but it is not easy to collect the right data for the purpose of the research. There are many methods for collecting primary data, including (Walliman, 2011):
• asking questions • managing interviews
• observation with no involving • doing experimentations • shaping models
This research used many different types of methods in order to collect primary data; personal interview, mailing questions and telephone interview. The questions were basically designed specifically for every interview. The interviewed persons were managers and engineers that have a wide working experience.
The usage of the abovementioned methods is described below.
2.3.1.1 Personal Interview
During this method, the investigator follows a fixed procedure and search for answers to one or more pre-formed questions (Kothari, 2004). The position of the interviewed people must be taken into consideration before the interview in order to only make the interview once to save both time and work, since interviews take time when it comes to both working level and
empirical level (Ejvegårs, 2003). There are three types of interviews that are mentioned in most times (Walliman, 2011):
• Structured interviews – have a standardized question list read by the interviewer and the answers usually are in closed format.
• Unstructured interviews – do not contain closed format questions. The unstructured interview the type of the interview that contains a question guide, allowing the interviewee to go in depth and gives details.
• Semi-structured interviews – one that combines both unstructured and structured sections and contains both open types and scheduled questions.
The interview for this research used an almost unstructured interview. The interview was done with a development engineer at Scania Cummins XPI. The development engineer was also the one that found out the subject of this master thesis. During the interview, they described the process and talked more deeply about the involved products, as well as showed the process in the industrial factory. The documentation of this interview was through taking notes and voicerecording. This interview gave a deeper understanding of the entire process as well as the involved products. The interview gave also inspirations to some suggestions, about the
2.3.1.2 Mailing
Due to the situation with COVID-19 most of contacts was done via mail. In this method a list of questions was sent to the product engineer at Q-department at XPS. Q-department is the one that in current days take care of the returned products, within the one-year warranty period. The aim of these questions was to give more understanding about the returned products and the routines that the company does currently.
A contact with Cummins XPJ in Mexico was done through mail in order to give an idea about how they work with remanufacturing. The contact person was the manager of the Q-department as well as another employee at Cummins XPJ. They described how the process work along with information about the station itself (equipment, machines, components, umber of daily shifts etc.).
A description of XPS was received through mail from the former CEO of the company. This description gives an idea about the history of the company and how it started from the beginning.
Most of the contact was done with the development engineer, that came up with this thesis, in order to give an idea about how the cost evaluation of the remanufacturing economical profitability is from their point of view, as well as receiving data and pictures about their returned components and pricelist of the components.
The data about the statistic and numbers of returned components within the warranty period was received via mail from a senior assignment leader at XPS.
An offer, along with information about the machine needed to wash the disassembled
components received from an external company, that collaborate with XPS, called Viverk AB. The contact persons were the technical sales support and sales engineer. The offer was based on the components that can be remanufactured.
A list of the prices of the equipment needed for the remanufacturing process, was received from the ME engineer of Cummins XPJ.
2.3.1.3 Telephone interviews
When using this method, the researcher contacts the respondents on telephone. This method does not consider as widely used among researchers, however it is an important method when it comes to collecting information in the industrial surveys in developed regions, specifically, when the survey has a very limited time (Kothari, 2004).
This method was used, due to the current situation of COVID-19 in the society. The telephone interview was more like a telephone meeting with four XPS personnel in order to clear up and talk more about the details about some products and processes. The meeting was with; the engineering director, the development engineer, the sustainability and production engineer as well as the senior assignment leader. During the meeting, the research group discussed together with the involved personnel the limitations of the project and received more details about the
returned products within and outside the one-year warranty period. The documentation of this telephone-interview was done through taking digital-notes (via Word document). Besides, a summary of the interview, that highlighted the most important parts, was received by the development engineer via E-mail.
A telephone interview was done with the workshop manager at Scania CV AB, in order to give an understanding about how XPS deals with the environmental questions and what initiatives the company has done, within this subject. This interview was voice-recorded and some documentations was also received by the E-mail, from the workshop manager, in order to be used as a base for the summary documentation and analysis of the interview content.
2.3.2 Secondary data collection
Secondary data are data that already exist, this data is usually collected and analysed by another person and therefore the researcher must be careful when handling and using this type of data. The researcher must go through all the secondary data in order to check if the content is suitable to use in the context of the current research (Kothari, 2004)).
The collecting methods for secondary data of this research has been done through contentanalysis and literature study, which are described more in details below.
2.3.2.1 Content-analysis
Content-analysis is a method which focuses on analysing the content of documentary material as books, magazines, newspapers, as well as all other types of content in verbal materials that are spoken or printed. This type of method has been mostly used in a qualitative analysis since 1950’s, where the usage takes place in general import or message of already existing
documents (Kothari, 2004).
An Excel-document, about the quantity of the returned pumps and injectors within the warranty period, has been sent to the research group from the product engineer, of XPS, via E-mail. This document has been used in order to make calculations and decide whether to focus on pumps or injectors in the further steps of the project.
2.3.2.2 Literature Study
Literature study is about material that is virtually printed, like for instance reports, essays, articles, and books. The database of library is more appropriate to use in this method, since it fulfils the conditions about reliable resources more. In order to search for information in easier way, the researcher uses keywords. These keywords must be suitable for the context of the research (Ejvegård, 2003).
To find material for the report, databases such as Primo and Science Direct were used, the search engine Google Scholar was also used. In order to find suitable works, keyword such as reuse, remanufacturing, vehicle industry, auto industry and components were used. When selecting the suitable works the abstract and introduction was read through, if the introduction was containing valid and interesting information for the project report the whole work was read
2.4. Data analysing
Data analysis is a stage that is basically about reduction of data, that has been gathered by the researcher. The data is reduced in this stage in order to make sense of them. In case the researcher does not reduce the gathered data, it will be then more or less impossible to understand or clarify the material (Bryman, 2012).
When it comes to the qualitative research, in most cases the data are being expressed verbally rather than in a form of numbers. The qualitative data is usually used when the focus of study are people, especially in focus groups or as individuals. In most cases it is difficult to fully understand the process under study, in order to decide what specific data that should be collected. Thus, by repeating bursts of collecting and analysing data the adjustment will be possible to further investigated material, the type of asked questions and the carried-out actions. Thus, by repeating bursts of data collection and analysis it will be possible to do adjustment in the further investigated material, the type of asked questions, and what type of performed actions based on the answers that have been received, as well as the actions that have been seen and done (Walliman, 2011).
In order to answer both RQ1, regarding the reasons behind implementing a remanufacturing process and the RQ2, regarding the factors that can affect the economic profitability of a remanufacturing process, an analysis was done through comparing the collected primary data (through the interviews) with the secondary data (theoretical framework). The comparison of RQ1 focused on what reasons theory presents, then compare them to what XPS reasons and goals with the remanufacturing implementing. The comparison was also made between the theory and the already existing remanufacturing process of Cummins XPJ in Mexico. Further, the comparison of RQ2 was between the theory and XPS and Cummins XPJ.
The analysis was then followed by a discussion to even more analyse and discuss the similarities and differences between the theory and empirical findings, before drawing a conclusion.
2.5. Reliability and Validity
There are several techniques to be used, in order to verify the research’s quality and results, which have special aspects to take in consideration. Research methods and research tests, measurements, measurements’ tools must be valid and reliable in order to be appropriate and valuable (Ejvegård, 1996).
Reliability is focusing on the question of whether a study’s results can be repeatable. This type of research quality is usually being used in a relation to the following question: are the created measurements for concepts in the social science reliable? This question is usually being answered by the quantitative researcher (Bryman, 2012).
Validity can be seen as the most important criterion of a research, where it is related to the integrity of the conclusions of a research (Bryman, 2012). The validity of the assumption made, based on the research’s experiments, can be done through introducing a control group without manipulating the independent variables (Walliman, 2011).
The plan from the beginning was to gather information from the theory, as well as by visiting the case company in order to observe and analyse how the company work with returned
products currently as well as gathering data by interviews also. However, for the purpose of the current situation about COVID-19 (highly spread virus) all data was instead received via Email from employees (by sending questions) and saved data and information in the system (for instance prices). But the data along with analysis and findings, has been discussed with the case company and the supervisor in the university, in order to achieve the reliability and validity in this research.
3. LITTERATURE STUDY
3.1. Sustainability
Sustainability as a concept, in actual, contains various parts; Climate change, development, ethics and social justice. Sustainability is indeed an excessive concept. The United Nations defined it on March 20, 1987 as: "Sustainable development is development that meets current needs without compromising the ability of future generations to meet their own needs." Although this definition is not generally accepted, it does make the overall idea more concise (Robinson, 2012).
Sustainability includes three pillars: environment, society and economy. The ultimate goal of sustainable development can be reached by reconciliation of these three pillars. Therefore, sustainability is the development and provision of solutions to the issues that current economic and social status create. Furthermore, it is also a way of solving the environmental issues caused by the current systems (Robinson, 2012). One specific example is the automotive industry that constitutes a product system, which is directly and indirectly related to the
creation of economic wealth and the impact on the natural and human environment at all stages of the product life cycle (Warren, Rhodes & Carter, 2001).
One of the most environmentally aware manufacturing sectors is the automotive industry. The European Union ELVs directive is one of the main causes of the change from the traditional manufacturing to the eco-friendlier solutions. Furthermore, the Extended Producer
Responsibility Policy must also be fulfilled. Regulations on product take-back affect the vehicle design and the production technologies, along with the configuration of the automotive supply chains. Every year the industry comes closer to achieving the concept of a closed loop supply chain (Golinska, Fertsch, Gómes & Oleskow, 2007).
Since the concept of remanufacturing, in practice, is increasing in popularity, its environmental benefits and decreased energy use has become obvious. This resulted in an outspread interest, especially in the field of vehicle components. Automotive components remanufacturing (ACR), considered as an important part of the vehicle life-cycle development, can effectively help to reduce waste from resources and mollify the energy crisis (Tian et. al., 2017).Additionally, energy savings have been related to remanufacturing of alternators, truck injectors and gearboxes (Sundin & Lee, 2011). Benefits, such as energy and resource savings, along with their extended relationship with other fundamental performance indicators such as assembly rate, level of inventory and production closed-loop supply chain (Asif, Bianchi, Rashid & Nicolesu, 2012) have regularly been reported on (Smith & Keoleian, 2004; Suther, Adler, Haapala & Kumar, 2008). Likewise, the economical profitability of remanufacturing has been studied in industrial cases to prove its existence (Giutini & Gaudette 2003; Lebreton & Tuma 2006).
3.2. Remanufacturing
Remanufacturing is when a product that has reached its end-of-life is sent back to a company to be reprocessed (Wheelwright & Clark, 1995) to new-like conditions (Bernard, 2011). The returned products are disassembled into the desired component level and then reprocessed. The reprocessed products are then reassembled to create products that function as well as a new
product and meets the customers’ demands (Wheelwright & Clark, 1995). When the products, that have approached their end-of-life (EOL), are returned the remanufacturing processes begins. The products are returned via reverse logistics as feedstock and then reprocessed in the remanufacturing process. A closed-loop supply chain can be achieved via remanufacturing. Thus, remanufacturing can result in sustainable development. Since it will result in savings on immense amounts of raw material and energy and reduce the water used for disposal of life products. Companies can with help of remanufacturing seize the leftover value in end-of-life products in the shape of materials, energy and labour. Hence, making it more economically enticing than recycling (Wang, Wang, Mo, & Tseng, 2017). Companies are more likely to optimise their reverse logistic when the reverse flow of material is driven by remanufacturing profitability. The key driver of business development is the product quality. Remanufacturing development is still in the lower level compared to conventional vehicle manufacturing
development. However, in order to produce remanufactured products remanufacturing process technologies are essential. The main process technologies needed include disassembly,
cleaning, inspection, repair, reprocess, reassembly, and testing (Tian, Chu, Hu & Li, 2014). These main processes can be divided into three phases, namely, disassembly, reprocessing of materials and reassembly (Golinska & Kawa, 2011).
In the hierarchy of product recovery, reuse is at the top. The product, if not excessively deteriorated, can be directly reused when at its end-of-life, with savings in energy use, emissions, costs related to production assembly and the quantity of virgin material as a direct result. At the bottom of the hierarchy of production recovery is recycling. Recycling is used when the materials in the product cannot be reused but recycled via a recovery process or used in external production cycles. For instance, Xerox Corporation manage to save millions of dollars each year by recycling residual materials by disassembling, cleaning, sorting and repairing components of their EOL photocopiers (Toffel, 2004).The earlystages of product design and development can provide help when creating a strategy for recovery of products. For instance, design for reliability (DRF), design for durability and design for disassembly (DFD) is important during product recoveries (Guidice, La Rosa & Risitano, 2006).Some of the components being remanufactured and reused in the automotive industry are brake shoes, starters, clutches, engine blocks, carburettors, water pumps and alternators. These components are remanufactured and reused mainly for the purpose of part replacement (Tian et. al., 2017). More effort must be made by the automotive industries to act and consider all life cycle requirements in the product design, as well as the end-of-life cycle requirements (Amelia, Wahab, Che Haron, Muhamad & Azari, 2009).
Remanufacturing differs from repair operations, by reason of the products being completely disassembled and all parts being salvaged to new-like conditions (Guide, 2000).It is important to identify the differences between manufacturing and remanufacturing before trying to
identify the requirements needed for efficient management of materials for remanufacturing purposes. Some aspects of material management taken into consideration are inventory control and management (Golinska & Kawa, 2011), ordering policy (Toktay, Wein & Zeinis, 2000), reverse network design and collection strategies (Fleischmann, Krikke, Dekker & Flapper, 2000), matching demand and supply (Guide, Ruud & Van Wassenhove, 2003), along with material requirements planning (Ferrer & Whybark, 2001).
Methods like just-in-time, which helps keep inventory levels at the desired balance, are
remanufacturing inventory levels is the product proliferation. Hence, forecasting the reverse material flow is a big problem. It is harder to predict the required time of the material recovery rate (MRR) of the end-of-life vehicles. It leads to the kept work-in-progress inventory (WIP) being higher.Since the MRR is hard to predict and varies the returned products and
substitutional raw materials, for components not possible to remanufacture, are stored for longer than it would in traditional manufacturing. The lead times in the remanufacturing process varies a lot and is depending on the needed activities required for disassembly and recovery of the parts. The same type of product may also need different reprocessing
operations depending on its condition. Some reprocessing operations are undeniable, but the likelihood of others appearing is probable. In turn, it makes it very difficult to decide accurate remanufacturing lead times.Shortly, the main problems for managing materials for
remanufacturing is uncertainty when it comes to the recovered materials from return products, the uncertainty of timing and quantity of the returning products, configuration of the reverse logistics and the challenge of non-deterministic parameters for remanufacturing operations and unpredictable processing times (Golinska & Kawa, 2011).
Among all industries the vehicles industry has been using remanufacturing for the longest. Two thirds of the global remanufacturing activities are done by the vehicle industry. Since 10% of vehicles will require an engine replacement at some point during their life, remanufacturing is a common activity in the vehicle industry. Besides car engines the most common products
remanufactured are alternators and starters. This is because most vehicles will need two of each during their life. These three products are mass produced and remanufactured by thousands of companies with around 300 active remanufacturers worldwide (Golinska & Kawa, 2011).
3.3. Reverse logistics and closed supply chain
In recent decades product end-of-life and how to manage it have obtained further attention. This has resulted in numerous studies discussing its characteristics and issues. Characteristics included are from operations (Tang & Zhou, 2013) to integrated design (Wang, Wang, Mo, & Tseng, 2017)perspectives. Furthermore, the issues discussed include reverse logistics (Das & Chowdhury, 2012; Cannella, Bruccoleri & Framinan, 2016)and closed-loop supply chain (Kenné, Dejax & Gharbi, 2012; Lundin, 2014).The definition of reverse logistics is a process used by manufacturing companies to systematically reclaim shipped products from consumers for the possibility of recycling, remanufacturing of disposal (Dowlatshahi, 2005). From this point of view, remanufacturing is a fundamental part of reverse logistics operations (Wang, Mo, Wang & Tseng, 2019).The definition of the ideal closed loop supply chain is a zerowaste supply chain that reuses, recycles and/or composts all material completely (Golinska, Fertsch, Gómes & Oleskow, 2007). Preferably, at the end-of-life, all material used for the
manufacturing of a product should be reused in the forward supply chain, called resupply (Golinska & Kawa, 2011).The closed loop supply chain concept also referred to as CLSC (Dekker, Fleischmann, Inderfurth & Van Wassenhove, 2004) includes both forward supply chain processes as well as reverse supply chain processes. The forward processes include the acquisition and deliveries of raw materials, work-in-progress material flow at the production plant and transportation of products to customers. The reverse processes, however, is more problematic to define. Nonetheless, the main activities in the reverse processes are collection, inspection and disassembly, reprocessing, which include recycling, remanufacturing and/or rescue, and lastly resupply or redistribution to other markets. The activities in the CLSC depends usually on the returning products conditions and quality, along with the destination of collection (Golinska & Kawa, 2011).
3.4. Remanufacturing legislations
Some developed countries, such as Japan, Korea and EU countries, have regulated the directive of end-of-life vehicles. In September of 2000 the EU endorsed regulations for vehicles-,
material- and equipment manufacturers called the ELVs Directive. The objective the directive regulates include reducing the use of hazardous substances during the design phase, design and manufacture vehicles that ease the dismantling, reuse, recovery and recycling of end-of-life vehicles. Furthermore, the directive also regulates the increase of recycled materials used in manufacturing of vehicles, along with ensuring that the components placed in the vehicle market do not contain hexavalent chromium, lead, mercury or cadmium (Gerrard & Kandlikar, 2007). The directive was to meet a minimum reuse and recycling rate of 80% and a minimum reuse and recovery rate of 85% by 2006. Additionally, the reuse and recycling rate was to be at a rate of 85% along with at a rate of 95% for reuse and recovery by 2015. The result of the implementation of the ELVs directive in the EU was an increase in environmental
sustainability. In 2006 the average rate of rescue and recycling in the EU was 81.1% which is higher than the targeted rate. Furthermore, the average rate of reuse and recovery in the EU was 84.1% (Amelia, Wahab, Che Haron, Muhamad & Azari, 2009). EU directives are common goals among the countries in the European Union. However, it is up to each country to decide how to reach the goals (EU, 2019).
In January of 2005 Japan implemented the ELVs Recycling Law. 76 million vehicles are in use in Japan and 3,5 million of these are treated as ELVs each year (Sarkis & Rasheed, 1995). Between 2005 and 2009 the ELVs Recycling Law was to set the rate of automobile shredder residue (ASR) to 30%, 50% in 2010-2014 and by 2015 the rate was to be 70% (Ogushi & Kandlikar, 2005). In April of 2007 Korea publicized the Act for Resource Recycling of Electrical and Electronic Equipment and Vehicles which came into action in January of 2008. The act was inspired by the EU directive and contains five primary requirements for producers and importers. The primary requirements included restrictions on the use of hazardous
substances, material and structure improvement to facilitate recycling, separate collection of waste products and mandatory recycling rate. The Annual Recycling Rate target for vehicles manufacturers and importers in Korea was set to reach 85% and the rate of recovery to 95% by 2015 (Amelia, Wahab, Che Haron, Muhamad & Azari, 2009). 14 million vehicles are used in Korea and 0,5 million of these are treated as ELVs each year (Kim et. al., 2004).
In the USA the end-of-life vehicle recovery is different from the ELVs in the EU, Japan and Korea, it is driven by the market and not by regulations issued by the government. National legislation has primarily been managing the ELV management activities. The national
legislation addresses the disposal of solid and hazardous waste, for example by prohibiting the disposal of free liquids in landfills along with prohibiting the disposal of batteries, containing lead acid, in landfills rather than using a specific ELVs directive. Each year in the USA 12.5 million vehicles are treated like ELVs and recycled. The average rate of recycling automobiles was, between 1993 and 1999, 95% (Amelia, Wahab, Che Haron, Muhamad & Azari, 2009). The management of ELVs in Mexico and other developing countries can be likened by the ELVs in the USA. The market drives the ELVs recovery, resulting in the most valuable components and materials being recovered for profit (Cruz-Rivera & Ertel, 2009).
This shows that the management of ELVs in some countries can be driven by market or
directives seem clear. It is needed in order to create a better management of ELVs recovery, especially to decrease the environmental impact. The directives have benefited the rate of ELVs recycling and recovering in some EU countries and Japan (Amelia, Wahab, Che Haron, Muhamad & Azari, 2009).
4. RESULT (Empirics)
4.1. Case Company
XPS is a production company that is 50% owned by Scania and 50% by Cummins. XPS assembles and tests injectors and high-pressure pumps for Scania applications. The company was created in the end of 2005 and approximately 18 months later began the first XPI
production at the company’s assembly plant in Juarez, Mexico. The production process at the plant in Södertälje started in 2010 (Former CEO of XPS, 2020).
Scania started collaborating with Cummins in the late 1980s and the first jointly developed injection system was the HPI system during 2001 (Magnusson, 2020). The second jointly developed system was the XPI system and just before it would be established, Scania decided to become a 50% owner in the new production company and an active partner with the
production in Södertälje (Former CEO of XPS, 2020).
As early as the late 1980s, Scania realized that its own developed common rail injection system was needed for future development of new engine platforms. Injections systems were expected and proved to be one of Scania’s strategic products. To ensure control over the production of strategic product XPS was formed (Former CEO of XPS, 2020).
When it comes to sustainability, XPS focuses on the sustainability within two main categories: people and planet. However, they focus on the economical sustainability more than the
environmental sustainability. The company has goals to achieve during 2020, where the goals lean mostly towards so-called CO2, the planet. Having this in mind, the only thing that can been measured is CO2-emissions. However, the measurements of these emission are not exact since the company does not own the entire building, which means that the values just for XPS is not possible to get. What the company has done as a major initiative was a workshop, called The Climate Day, a year ago. The aim of this workshop was to set short term, medium term as well as long term goals in order to become more competitive regarding sustainability. All the departments of the company wrote down a list of things they can do in their own department in order to achieve sustainability. The list consists of everything from small details, such as using porcelain mugs instead of disposable ones, to larger goals such as handling chemicals and technology to reduce emissions (The workshop manager of Scania CV AB, 2020).
XPS does not follow any specific directive, such as ELVs Directive from EU since it is directed to countries. However, the company has set rules and goals to follow in order to become more and more sustainable, in order words, they follow their own policy. An example is that
company works a lot with trying not to redo the process or manufacture the product more than once, something that saves both money and is more sustainable for the environment. There are also substances the company tries to minimize, such as substances in the washing machines and
test machines, which are dangerous for the environment (The workshop manager of Scania CV AB, 2020).
XPS is interested in implementing a remanufacturing process to decrease the company's environmental impact and resource usage. Remanufacturing would result in a decrease of new manufactured products, hence reducing the usage of raw materials and energy needed to produce new products. The decision regarding the implementation of a remanufacturing process will not only be based on the economic benefits but also what environmental benefits and energy profits that can be made. It is also important that the quality of the products can be guaranteed. Another motivation, for XPS, is to implement a remanufacturing process is the possibility of not having to depend on suppliers to receive components for product assembly. Since the products will be returned by customers, with returned logistics, regardless if suppliers can deliver components or not (Engineering director & Development engineer, 2020).
4.2. Statistics of returned products
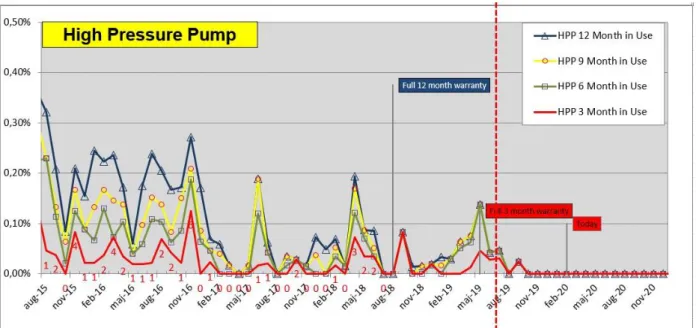
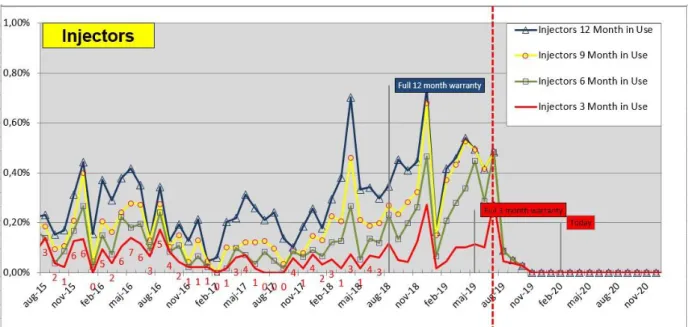
In order to decide whether to focus on reusing components of High-Pressure Pump or Injectors, a calculation has been done. This calculation has the aim of showing the average percentage of returned high pressure pumps and injectors, within the one-year warranty period, during the last three years. It is possible to remanufacture High-pressure pumps and injectors outside of the one-year warranty. However, in this case we focus only on the products within the one-year warranty as it was the easiest data for XPS to provide (Development engineer, 2020).
The product with the higher percentage will be used as an example for the case study. Pumps and injectors produced by XPS have a one-year warranty. Figure1 and 2 shows the
percentage of returned high pressure pumps and injectors within the warranty period (Product engineer, 2020).
Figure 1: diagram of the statistics of returned high pressure pumps during the warranty period (Product engineer, 2020)
Figure 2: diagram that presents the statics of returned injectors during the warranty period (Product engineer, 2020)
4.3. Calculations of returned injectors
Calculations have been done via values taken from figure 1 and 2. These calculations aim to consider whether the focus should be on remanufacturing components in high pressure pumps or injectors, that are returned from customers within the 12-month warranty period. See
appendix 1 and 2 in the appendices section for more details about the exact number of returned injectors and high-pressure pumps for each month between 2016 and 2019 (Product engineer, 2020).
Beginning with the injectors, the result of the calculations below shows the total percentage of returned injectors, out of all the ones that were sent to customer during the mentioned period (Total percentage), followed by the average of the respectively period (Average).
August 2016 – July 2017: Total percentage: 2,31% Average: 0,1925% August 2017 – July 2018: Total percentage: 3,46% Average: 0,288% August 2018 – July 2019: Total percentage: 5,28% Average: 0,44%
Moving on to the pressure pumps. Same type of calculations has been done to the high-pressure pumps, as the injectors. The results are presented below.
August 2016 – July 2017:
Total percentage: 1,14% Average: 0,1175%
August 2017 – July 2018: Total percentage: 0,66% Average: 0,055% August 2018 – July 2019: Total percentage: 0,56% Average: 0,0467%
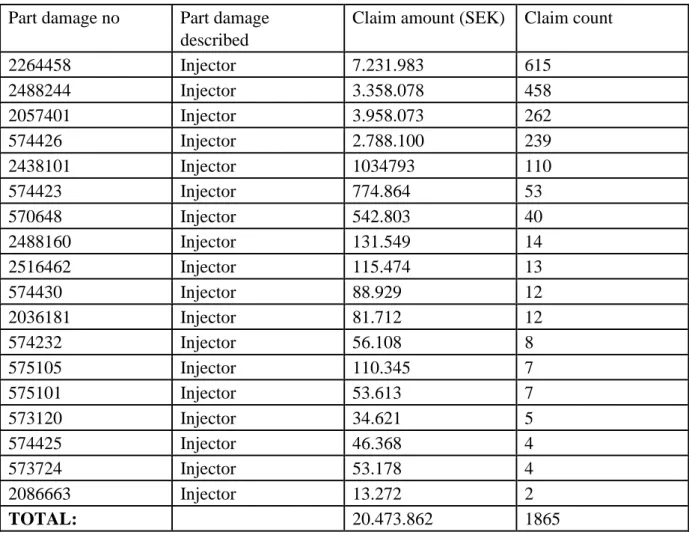
Table 1 shows the claimed injectors still within the 12-month warranty during the period 2016/09 to 2019/09. Part damage no (Part damage number) refers to the article that led to the injector failing. For example, if a breakage of an article results in the failure of the injector that first breaking article is the Part damage no. Claim amount is the cost of what has been fixed (Senior Assignment Leader, 2020).
According to table 1, the returned components of August month during 2016 is missing from the list and thereby an uncertainty in result occurs.
Part damage no Part damage described
Claim amount (SEK) Claim count
2264458 Injector 7.231.983 615 2488244 Injector 3.358.078 458 2057401 Injector 3.958.073 262 574426 Injector 2.788.100 239 2438101 Injector 1034793 110 574423 Injector 774.864 53 570648 Injector 542.803 40 2488160 Injector 131.549 14 2516462 Injector 115.474 13 574430 Injector 88.929 12 2036181 Injector 81.712 12 574232 Injector 56.108 8 575105 Injector 110.345 7 575101 Injector 53.613 7 573120 Injector 34.621 5 574425 Injector 46.368 4 573724 Injector 53.178 4 2086663 Injector 13.272 2 TOTAL: 20.473.862 1865
Table 1:number of claimed injectors within the one-year warranty period (Senior Assignment Leader, 2020)
The result above showed that XPS receives more returned injectors than high pressure pumps, among all three years, according to the average percentage of each product and year.
4.4. Description of the process – injectors
XPS assembles today eleven different types of injectors. These injectors called XPI, which stands for eXtreme Pressure Injection, and act as a two-stage rocket and consist of two valves. When the engine control unit (ECU) sends current signal to the injector, the upper valve (pilot valve) opens. When this valve opens, the lower valve opens as well with the help of hydraulics. Once the lower valve opens, the injector starts injecting fuel into the combustion chamber. The tolerances in the injector are very small and in case small particles such as a hair strand falls in the injector, the function of it can be completely lost or, in the worst case, fuel can constantly leak into the combustion chamber. Therefore, the XPS injectors must be assembled in a clean room where temperature, humidity and cleanness are being carefully controlled (Development engineer, 2020).
To begin with, operators pick the items from the warehouse where they arrive from Scania’s suppliers. These suppliers are mainly in Europe, but there are also some in Asia and the USA. The logistic staff picks up items for the different types of injector types to be built later according to the planning. Some of the items must be demagnetized. This is done by an operator in the receiving area before putting the items on the shelf in the “Kit-station”. This step helps to simplify the assembly stage as well as measurement operations. Some of the items have already high enough cleanliness and therefore go directly into the clean room. These items are being placed at the assembly line via a lock (Development engineer, 2020).
At the kit-station an identity of each injector is being created in Scania’s database, according to the recipe the operator received from planning. Different injector types consist of different components; therefore, it is important to follow the recipe and pick up the right item. Then the picked items are being placed in a basket, which has a RFID (radio frequency identification). All the picked items are being scanned and compared to the recipe and in case the item has an individual track number or batch number, it is being uploaded on the RFID. This type of traceability is very important when it comes to quality deviations and problem solving (Development engineer, 2020).
When the basket is ready, they are being washed in a washing machine which leads thereafter into the clean room. Some baskets with small items and a RFID-tag are washed in a machine called Amsonic, which has different solvent baths and ultrasonic cleaning. Larger items get washed in larger baskets, in a washing machine called Durr (Development engineer, 2020).
Inside the clean room the operator picks up the basket, with the RIFD-tag, on a palette along with items that have been washed in the other machine. The operator scans these items and the data uploads on the RFID. The palette moves on a band, to one of the six different assembly lines (Development engineer, 2020).
The assembly lines are divided into ten operations, performed by two assemblers. Four very important types of measurements are being performed during this step; first one is the
measurement of the components that influence the lower injector valve stroke. which should be 516±19μm. To control this distance several tightly specified shims are used. The other type of measurement is the control of so-called spring washer. This kind of washer is exposed to high force in the injector and is therefore subjected to a high force before assembly to make sure it has correct properties and would not break. The third type of measurement is to guarantee the
upper valve stroke distance, which should be 47±3μm. Shims is also used for this process. Lastly is the control of measurement of the upper stroke with a force cell that compresses the valve package in order to simulate how the result could look like, when everything is
assembled. The result of these measurements upload on the RIFD (Development engineer, 2020).
When the injectors have been assembled, they are transported on a conveyor to one of the two adjusting lines. There are two different stations on the adjusting lines; the first one is to adjust the stroke of the upper valve. This step is being performed with the help of a laser
measurement. The adjustment is about how hard the valve package is being pushed against the spring washer. Usually the result comes down to 47±0,5 μm. The other station on the
adjustment lines in the clean room is the adjustment of the spring force in the upper valve. When the second operation is complete, the injectors are sent out to the testing hall
(Development engineer, 2020).
In case the injectors have passed smoothly through the entire assembly lines and the adjustment lines, then they will be tested in one of four test rigs in the testing hall. In these rigs, the
injectors are pressurized at 1500, 1800 or 2400 bar depending on the injector type. Then the injectors will be evaluated based on different test points and then get a “trim code”. This trim code tells how the engine control unit (ECU) should properly use this specific injector in order to meet the requirements of emissions and efficiency. The trim code will then be saved into RFID. After the test, the injector is sent on a conveyor to the laser marking and packaging station. In this station, a computer reads out RDIF and then the information on the interest gets engraved on the stator retainer with the laser marker. This information consists of, inter alia, injector’s serial number, trim code, and the injector type.
If the injector does not pass the assembly lines, adjustment line or the final test and a problem emerge, it goes to the “Salvage”, which is a station to analyse the problem in the injector. In this station analysis staff dismantle the injector and try to find out why the process went wrong. Some of the items are too risky to reuse, therefore they are being discarded immediately. The other ones, that do not have any obvious error, are sent back to the kit area to start over the production from the beginning (Development engineer, 2020).
4.5. Current handling of returned injectors
The Q-department of XPS is responsible for the returned products, within warranty time which is one year from the date of usage of injectors. Q-department gets approximately 10 returned injectors a week. These injectors get tested in rigs in order to investigate some performance differences and compare it to the time they were new. Thereafter, the components and injectors get visually analysed and, if necessary, measured to determine why it failed. The time required for analysis of injectors with related documentation can take approximately 60 minutes. After analysis and documentation, all components are discarded (Product engineer, 2020).
The components that absolutely cannot be reused are Check Ball and Ball Retainer, which get automatically discarded in Scania’s regular Salvage-station due to difficulties in reliably inspecting and ensuring that they are good enough. Besides these components, O-rings and Spring Disc cannot be reused either. Otherwise, the degree of wear determines whether the components can be reused or not (Product engineer, 2020).
When it comes to creating a new cell especially for component reuse, Cummins XPJ in Mexico has already implemented such a process. Therefore, it is an excellent idea to try and benchmark their process and investigate how much XPS can copy from their process (Product engineer, 2020).
The Q-department does not usually repair defects. However, there may be times where the department wants to reassemble an injector by replacing one or more components, to determine if the problem does exist in the component itself or not. This process usually happens when there is a troubleshooting in the injector. When the department does such a process, the injector is being manually assembled and set according to nominal known values. Since this process is manual and not standardized or time-optimized in any way, it is difficult to estimate how long it can take (Product engineer, 2020).
Items with non-warranty are still being repurchased by Scania in order to prevent the company from creating an uncontrolled secondary market for its’ components. These injectors and pumps are collected and stored in Odberg, Belgium. Today, there are no special process for these articles, they are usually scrapped and recycled after a while (Development engineer, 2020).
4.6. The remanufacturing process of XPJ
Cummins XPJ in Mexico perform a remanufacturing process of reusing injectors since 2009. The manufacturing company has a 2-in-1 cell where they analysis both rejected components and injectors within the production, that did not pass the controlling machine, as well as returned injectors externally from customers. Table 2 shows the stator as an example of how the company figured out that this process is economically profitable. This was made through identifying: the amount of assembled injectors daily, total right first time (RFT), total injectors send to remanufacturing process and the cost per stator in dollars and the amount of money that the company can save by re-using instead of buying new stators (Employee, 2020).
Injectors Daily RFT Send to re-use Stator Stator unit
cost - Dlls
Stator save - Dlls
4000 92,00% 8,00% 320 8,25 2640
Table 2: An example of calculation of the economic profitability of Cummins XPJ (Employee, 2020)
The company reuse body injector, stator, seat, nozzle, lower plunger & sleeve, needle seal, seat retainer, stator retainer, nozzle retainer, shim spacer, spring disc as well as poppet. Pictures 1-5 show the used equipment of the station (Employee, 2020).
Picture 1&2: Stator Remover – Copper Seal Remover
Picture 3: MR Seat Retainer Socket
Picture 4: MR – HD Stator Retainer Socket
4.7. Summary of the process description at Cummins XPJ
See appendix 14 for the full description and details about the process.
Disassembly
• Disassembly of the midrange (MD) and copper seal - use key to remove the copper seal. Use the screwdriver to remove the o-ring.
• Remove the stator - use the pneumatic tool to remove the stator seal then remove the oring by using the key to remove the stator.
• Remove the seat retainer - place socket to unscrew it, then remove the o-ring.
• Remove the nozzle - use the pneumatic tool to remove the nozzle then remove o-ring (Employee, 2020).
Description of the set-up instructions
• Machine start sequence - open the compressed air shut off valve to get the machine redy to use.
• Set up to change model - place the fixture of the model with the corresponding dataset (Employee, 2020).
Component inspection
• Plunger and sleeve inspection - inspect the tip of the plunger using the screen. Visually inspect the sleeve.
• Armature inspection - check the seal area visually and identify the material correctly. • Preload screw inspection spring inspection - check that it is damage free and verify that
there is no loctite and o-ring.
• Spring inspection - verify that there is no damage or rust. • Needle seal inspection - verify that there is no damage or rust.
• Stator inspection - verify that there is no damage and that it has no loctite, o-ring and/or screw.
• Stator retainer inspection - visually check that it has no damage and make sure it is not stamped
• Seat retainer inspection - verify that it has no damage and rust. • Nozzle retainer inspection - verify that it has no damage and rust. • Seat inspection - verify that it has no damage and rust.
• Nozzle inspection - place on borescope, verify on screen that there is no damage (Employee, 2020).
Alternate disassembly and inspection process
• Heavy Duty (HD) - place the socket to unscrew the seat retainer then remove the retainer.
• Midrange (MD) - unscrew the retainer then remove the retainer and clamp. Use the pneumatic tool to remove the nozzle then use the key to remove the copper seal (Employee, 2020).
Machine start sequence
• Microscope - press the button to turn on the lamp, place the volume of the light according to the needs.
• Microscope digital - press the monitor power button, then the power button on the microscope (Employee, 2020).
Shim classification
• Alternate disassembly and inspection process. Materials to be 100% inspected. All
recovered shims must be previously washed. Verify that the fixture is seated properly at the base and that it is corresponding to the Shim model. The screen will show the group and part number corresponding to the shim, then lace it in the bin of the group indicated by the program (Employee, 2020).
Machine start sequence
• Digital display equipment - press the button to turn on the measuring equipment • Precision dispenser - turn on the equipment by pressing the green button
• Measurements equipment verification - carry out a verification. If the value from the verification showing on the screen is the expected values, the equipment is ready to use (Employee, 2020).
Lower plunger match
• Plunger and sleeve plunger match - place the kit in its respective probe then verify on the screen, that the plunger and sleeve plunger match.
• Equipment internal calibration - follow the steps in the full process description to calibrate the probes (Employee, 2020).
Machine start sequence
• GAGE-CHEK Digital measurement equipment - turn on the equipment
• Compress air supply - open the air valve to pressurize the system, make sure the pressure is within the accurate psi (Employee, 2020).
Stator rework
• Rework (bumps on surface) - use sandpaper to remove bumps
• Tooling acquisition - identify non-conforming material, meaning damaged stator thread. • Rework (loctite) - remove loctite from the preload screw area (Employee, 2020).
Machine start sequence
• Make sure the work area is free from materials then place the plate in the work area and connect it to the current source. Regulate the temperature so that the place reaches the accurate degrees C. The rework can start when it's been verified that the extractor works correctly (Employee, 2020).
Jet washer
• Component washing - load the basked with components, make sure the number of components is not exceeded. When the baskets are loaded with the components the door should be closed and secured. Check that the correct wash and rinse temperatures have been reached according to the set-up sheet before starting to wash the components (Employee, 2020).
Machine start sequence
• Starting the jet washer - use the description of the process to prepare the washer. Use the display of the microcontroller to decide the times for each phase of the washing. Load the machine with the materials then close and secure the door and start the machine.
• Oil waste container - remove the container with the oil residue captured by the oil skimmer.
• Fermont 753RP procedure - follow the process description to carry out the procedure, repeat the process to determine the concentration of the tank. Use given tables to adjust the concentration according to the required specification on the 1st pc (Employee, 2020).
4.8. Acceptable and Unacceptable Condition of components
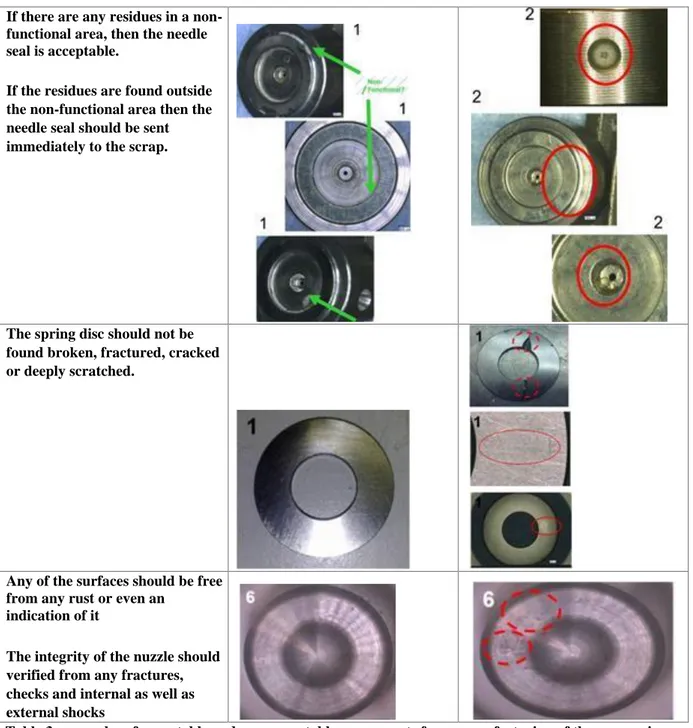
To be able to inspect and choose components with right condition to re-use, Cummins XPJ follow a manual that consists of a list with several points that describe for operators the differences between acceptable and non-acceptable condition of the inspected components. The components that are acceptable return to the kitting station. Unacceptable components send to scrap. Engineering should be notified in case of having supplier damage and abnormal kind of conditions (Employee, 2020).
Table 3 consists of a description of some components’ condition and how to decide whether the defect of different components is acceptable or non-acceptable, along with pictures of
examples of acceptable and unacceptable components. See full table in the appendix 3-12.
Description of the condition Example of an acceptable
condition
Example of an unacceptable condition
The lower plunger can be acceptable if the cone has transverse groove accompanied by artificial scratches
If there are any residues in a non-functional area, then the needle seal is acceptable.
If the residues are found outside the non-functional area then the needle seal should be sent immediately to the scrap.
The spring disc should not be found broken, fractured, cracked or deeply scratched.
Any of the surfaces should be free from any rust or even an
indication of it
The integrity of the nuzzle should verified from any fractures, checks and internal as well as
external shocks
Table 3: examples of acceptable and non-acceptable components for remanufacturing of the process in Cummins XPJ (Employee, 2020)
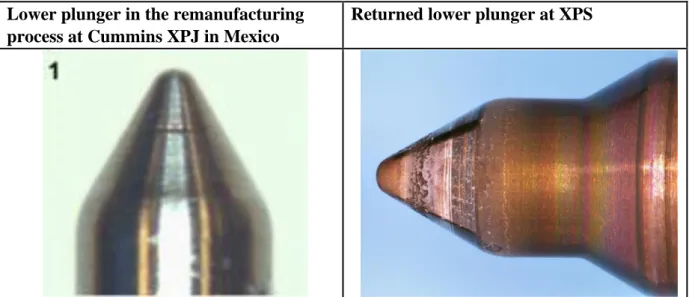
4.9. Conditions of used components at XPS
The pictures of the used components of Cummins XPJ (see table 3) look very new and nice in comparison with what they look like after being used for an amount of period. Table 4 shows some examples of components that have been used for a long amount of time, i.e. returned from the field (Development engineer, 2020).
Stator
Needle seal
Needle & sleeve
Lowe Plunger
Nozzle
Table 4: Examples of components of returned injectors of XPS (Development engineer, 2020).
4.10. The basics for cost evaluation for the remanufacturing process
Some of the components are risky to re-use in terms of the sensitivity of their performance. The risk can be high that these components can affect the quality as well as the performance of the new injector. Hence, the components can be categorized into three groups based on the level of the risk when re-using the components of the injectors that have been returned, from customers, within the one-year warranty. The three categories are low, medium and high-risk components for the re-using process. Considerations and application are the base for rating the components into these categories. These considerations include a collection of short highlights on the components’ application and potential fears. These fears have been classified as critical or noncritical functions, in order to highlight in case, the end function of the injector could be affected. Some of these classifications are based on experience from the returned injectors in nowadays, and other are completely theoretical. These classifications are guidelines on the different components and for more accurate and detailed evaluation, more voices should be included in this stage (Development engineer, 2020).
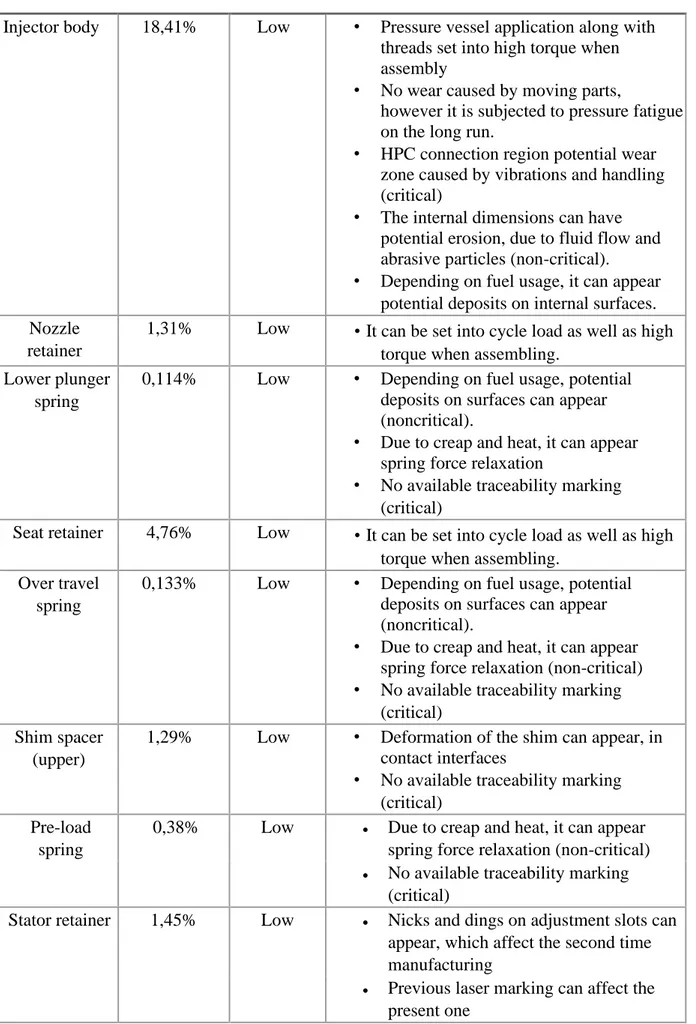
The focus will only be on the components with the low risk, since they can cause fewer negative effects on the injectors function. Table 5 presents only components with low re-use risk evaluation, along with the cost percentage of each component (out of the total material cost of the injector) and consideration from application and criticality. See the appendix 13 for the entire classification.
Part name % of the total material cost
Re-use risk evaluation
Injector body 18,41% Low • Pressure vessel application along with threads set into high torque when assembly
• No wear caused by moving parts,
however it is subjected to pressure fatigue on the long run.
• HPC connection region potential wear zone caused by vibrations and handling (critical)
• The internal dimensions can have potential erosion, due to fluid flow and abrasive particles (non-critical). • Depending on fuel usage, it can appear
potential deposits on internal surfaces. Nozzle
retainer
1,31% Low • It can be set into cycle load as well as high torque when assembling.
Lower plunger spring
0,114% Low • Depending on fuel usage, potential deposits on surfaces can appear (noncritical).
• Due to creap and heat, it can appear spring force relaxation
• No available traceability marking (critical)
Seat retainer 4,76% Low • It can be set into cycle load as well as high torque when assembling.
Over travel spring
0,133% Low • Depending on fuel usage, potential deposits on surfaces can appear (noncritical).
• Due to creap and heat, it can appear spring force relaxation (non-critical) • No available traceability marking
(critical) Shim spacer
(upper)
1,29% Low • Deformation of the shim can appear, in contact interfaces
• No available traceability marking (critical)
Pre-load spring
0,38% Low • Due to creap and heat, it can appear spring force relaxation (non-critical) • No available traceability marking
(critical)
Stator retainer 1,45% Low • Nicks and dings on adjustment slots can appear, which affect the second time manufacturing
• Previous laser marking can affect the present one