Akademin för Innovation, Design och Teknik
Produktionsoptimering av
elektromagnetiska omrörare –
”ORD 43P” och ”EM Stabilizer”
Konfidentiellt
Examensarbete, Produktutveckling - konstruktion
15 högskolepoäng, Grundnivå
Produkt- och processutveckling
Innovation och produktdesign - högskoleingenjörsprogram
Carl Gustaf Kabroo och Robert Willenius
Presentationsdatum: 13 juni 2013
Uppdragsgivare: ABB, Process Automation, Metallurgy Handledare (företag): Jan-Erik A. Eriksson
Handledare (högskola): Bengt Erik Gustafsson Examinator: Marcus Bengtsson
II
Sammanfattning
Examensarbetet inom produktutveckling – konstruktion utfördes under perioden februari till juni 2013 och omfattar 15 högskolepoäng (C-nivå), och är den slutliga kursen inom
högskoleingenjörsprogrammet Innovation och produktdesign.
Examensarbetet behandlade problematiken kring produktionsanpassning och
kostnadsoptimering av två stycken elektromagnetiska omrörare vid företaget ABB, Process Automation, Metallurgy i Västerås. Efter kontakt med handledaren från ABB, Jan-Erik
Eriksson, påbörjades projektarbetet med att tillverkningsanpassa konstruktionen av produkterna ORD 43P och EM Stabilizer.
För att åstadkomma kostnadsoptimerad och produktionsanpassad konstruktion tillämpade författarna följande produktutvecklingsverktyg: Design for Cost, Design for Manufacture och Design for Assembly. För att kontrollera att konstruktionen blev optimal, men också att den inte brister under belastning använde examensarbetarna det datorbaserade hållfasthetsverktyget finita elementmetoden i CAD-programmet SolidWorks.
Val av komponenter baserades på komponenternas pris per kilo.
För att välja det optimala materialet, det vill säga högsta hållfasthet till lägsta pris använde författarna materialdatabasprogrammet CES EduPack. De utvalda materialen från programmet kunde inte författarna påfinna som standard på marknaden, varför författarna ändrade strategi till att jämföra och välja material utifrån marknadsundersökning av standardmaterial hos leverantörer.
ORD 43Ps komponenter optimerades konstruktionsmässigt gentemot befintliga komponenter
och härvstag och isolerplattor kostnadsreducerades markant. Komponenten stomme grundutförande undersöktes översiktligt.
Genom att produktutveckla komponenterna härvstag, isolerplattor och stomme grundutförande minskade kostnaderna för ORD 43P med 2,47 %.
Författarna ansåg att ORD 43Ps totala kostnader kan minska mellan 10-25 % eftersom många av dess komponenter är överdimensionerade och består av dyrare material än vad som krävs.
EM Stabilizer’s komponenter, lock och tryckluftsslang, utformades med optimal konstruktion
och kostnadsreducerades.
Genom att produktutveckla komponenterna lock och tryckluftsslang minskade kostnaderna för EM Stabilizer med 1,3 %.
Författarna förmodar att EM Stabilizer’s kostnader kan minska, eftersom den är relativt ny på marknaden. ABB vill säkerställa att produkten uppnår sin garanterade livslängd genom att överdimensionera många av produktens komponenter och använda dyrare material än vad som är nödvändigt.
III
Abstract
The thesis in product development – design was carried out between February and June 2013 and includes 15 credits (C-level), and is the final course of the Bachelor Program in
Engineering, Innovation and Product Design.
The thesis dealt with the problem of adaptation to production and cost optimization of two pieces of electromagnetic stirrers at the company ABB, Process Automation, Metallurgy in Västerås. After contact with the supervisor from ABB, Jan-Erik Eriksson, the project work commenced to adapt the manufacturing design of the product ORD 43P and EM Stabilizer. To achieve cost-optimized production and production adapted design, the authors applied the following product development tools: Design for Cost, Design for Manufacture and Design for Assembly. To verify that the design was optimal, but also that it did not break during stress, the authors used the computer based module finite element method of the CAD program
SolidWorks.
The selection of components was based on the component’s price per kilo.
To select the optimum material, that is high strength and affordable, the authors used the material database software CES EduPack. The materials selected from CES EduPack could not be found by the authors as standard material at the market. Therefore, the authors changed strategy to compare and select materials based on market research of standard materials with suppliers.
The components of ORD 43P were optimized in terms of design in comparison with existing components coil bracket and insulation boards. They were also cost reduced significantly. The component frame base was examined briefly.
Through product development the components coil bracket, insulating boards and frame base the total cost of ORD 43P was reduced by 2,47 %.
The authors found that the total cost of ORD 43P could be reduced between 10-25 % as many of its components are oversized and made of more expensive materials than needed.
The components of EM Stabilizer, cover and pneumatic hose, were designed with optimum design and was cost reduced.
Through product development the components cover and pneumatic hose the costs of EM stabilizer were reduced by 1,3 %.
The authors assume that the costs of the EM Stabilizer can be reduced, because it is relatively new at the market. ABB want to ensure that the product reach its guaranteed life by over-sizing many of the components of the product and use more expensive material than necessary.
IV
Förord
Författarna vill börja med att tacka alla personer som bidragit med kunskap och synpunkter men också stöttat författarna under examensarbetet.
Tack till Jan-Erik Eriksson, utvecklingschef vid ABB, Process Automation, Metallurgy, för korta och snabba råd och tips samt vägledning under projektets gång.
Tack till Tord Kroon, mekanikkonstruktör vid ABB, Process Automation, Metallurgy, för råd och tips och inspiration för val av förbättringar, samt hjälp med vissa krav i
kravspecifikationen.
Tack till Niklas Ericsson, mekanikkonstruktör från Teknik Konsult Gruppen AB, TKG, för lån av böcker och tilldelad information om EM Stabilizer.
Tack till Zaeim Mehraban, mekanikkonstruktör vid ABB, Process Automation, Metallurgy, för hjälp med ABBs interna datasystem, smarTeam och MX-Finder.
Tack till Anders Broström och Kjell Svensson, verkstadsmontörer vid ABB, Process Automation, Metallurgy, för information om produktens monteringsprocess.
Ett stort tack till Bengt Gustafsson, verkstadstekniker vid Mälardalens högskola, för handledning och hjälp med Finita elementmetoden i SolidWorks.
Slutligen vill författarna tacka följande personer som bidragit till examensarbetet:
Per Larsson, Conny Svahn, Mikael Brännström, Eleonor Olsson, Susanne Custovic, Anna Östholm, Peter Rybing, Boo Eriksson, Said Fjällström, Lars Rajevski, Tomas Bengtsson och Göran Svensson.
VI
Innehållsförteckning
1. INLEDNING ... 1 1.1BAKGRUND ... 1 1.2UPPGIFT ... 1 1.3RAPPORTENS UPPDELNING ... 1 2. SYFTE OCH MÅL ... 1 2.1SYFTE ... 1 2.2MÅL ... 1 3. PROJEKTDIREKTIV ... 2 3.1UPPDRAGET ... 2 3.2PRODUKTEN ... 2 3.3PRESENTATION ... 2 4. PROBLEMFORMULERING ... 2 5. PROJEKTAVGRÄNSNINGAR ... 36. TEORETISK BAKGRUND OCH LÖSNINGSMETODER ... 4
6.1TEORETISK BAKGRUND ... 4 6.1.1 Elektromagnetisk omrörare ... 4 6.2PLANERING ... 4 6.2.1 Gruppkontrakt ... 5 6.2.2 Mötesprotokoll ... 5 6.2.3 Gantt-schema ... 5 6.3FÖRUNDERSÖKNING ... 5
6.3.1 Kartläggning av marknadens krav och önskemål ... 5
6.3.2 Marknadsanalys ... 5 6.4TEKNISKA ASPEKTER ... 6 6.4.1 Krypning ... 6 6.4.2 Spänningsrelaxation ... 7 6.4.3 Glastemperatur ... 7 6.4.4 Sträckgräns och säkerhetsfaktor ... 7
6.4.5 Dimensionering av plaster och stål ... 8
6.4.6 Elektrisk resistans ... 8 6.4.7 Genomslagshållfasthet ... 8 6.5KRAVSPECIFIKATION ... 8 6.5.1 Kravspecifikation för produktutveckling ... 8 6.5.2 Utarbetande av kravspecifikation ... 9 6.5.3 Innehåll i en kravspecifikation ... 9 6.6FUNKTIONSANALYS ... 10 6.7KONCEPTGENERERING ... 11 6.7.1 Brainstorming ... 11 6.8KONCEPTUTVÄRDERING ... 11 6.8.1 Pugh´s metod ... 11 6.9PRODUKTUTVÄRDERING... 13
6.9.1 DFC – Design for Cost ... 13
6.9.2 DFM – Design for Manufacture ... 14
6.9.3 DFA – Design for Assembly ... 15
6.10KONSTRUKTION ... 17
6.10.1 CAD – Computer Aided Design ... 17
6.10.2 FEM – Finita elementmetoden ... 17
6.10.3 CES EduPack ... 19
7. TILLÄMPAD LÖSNINGSMETODIK – ORD 43P ... 20
7.1PLANERING ... 21
7.1.1 Gruppkontrakt ... 21
VII 7.1.3 Gantt-schema ... 21 7.1.4 Handledning ... 21 7.2PROBLEMFÖRSTÅELSE ... 22 7.2.1 Förundersökning ... 22 7.3VAL AV KOMPONENTER ... 23 7.4KRAVSPECIFIKATION FÖR OPTIMERING ... 25 7.5FUNKTIONSANALYS ... 28 7.5.1 Härvstag ... 29 7.5.2 Isolerplattor ... 30 7.5.3 Stomme grundutförande ... 31 7.6KONCEPTGENERERING ... 32 7.6.1 Brainstorming ... 32 7.6.2 Skisser ... 34 7.7MATERIALVAL ... 38 7.7.1 Materialundersökning ... 38 7.7.2 CES EduPack ... 38
7.7.3 Sökning efter material på marknaden ... 39
7.7.4 Val av material utifrån leverantörernas utbud ... 40
7.8KONCEPTUTVÄRDERING ... 44 7.8.1 Pugh´s matris ... 44 7.9KONSTRUKTION ... 48 7.9.1 Härvstag ... 48 7.9.2 Isolerplattor ... 51 7.9.3 Stomme grundutförande ... 53 8. RESULTAT – ORD 43P ... 57
8.1DFC–DESIGN FOR COST OCH DFM–DESIGN FOR MANUFACTURE ... 57
8.1.1 Härvstag ... 57
8.1.2 Isolerplattor ... 57
8.1.3 Stomme grundutförande ... 58
8.2DFA–DESIGN FOR ASSEMBLY ... 59
8.2.1 Härvstag ... 59 8.2.2 Isolerplattor ... 59 8.2.3 Stomme grundutförande ... 60 8.3KOSTNADSBESPARINGAR ... 60 8.3.1 Härvstag ... 60 8.3.2 Isolerplattor ... 60 8.3.3 Stomme grundutförande ... 61 8.3.4 Totala kostnadsbesparingar ... 62 9. ANALYS – ORD 43P ... 62 9.1LÖSNING AV PROBLEMFORMULERING ... 62
9.1.1 Hur kan monteringstiden reduceras? (A) ... 62
9.1.2 Hur kan konstruktionen förenklas? (B) ... 64
9.1.3 Hur kan tillverkningsprocessen effektiviseras? (C) ... 64
9.1.4 Hur erhålls optimal konstruktion? (D) ... 65
9.1.5 Hur väljs lämpligt material? (E) ... 65
9.1.6 Hur kostnadsoptimeras komponenterna? (F) ... 65
9.2UPPFYLLELSE AV KRAVSPECIFIKATION ... 66
9.2.1 Härvstag ... 66
9.2.2 Isolerplattor ... 66
9.2.3 Stomme grundutförande ... 67
10. SLUTSATSER OCH REKOMMENDATIONER – ORD 43P ... 68
10.1SLUTSATSER ... 68
10.2REKOMMENDATIONER ... 69
10.2.1 Härvstag ... 69
10.2.2 Isolerplattor ... 69
10.2.3 Härvstag och isolerplattor ... 69
10.2.4 Stomme grundutförande ... 70
VIII
11. TILLÄMPAD LÖSNINGSMETODIK – EM STABILIZER ... 71
11.1PLANERING ... 72 11.1.1 Mötesprotokoll ... 72 11.1.2 Gantt-schema ... 72 11.2PROBLEMFÖRSTÅELSE ... 72 11.2.1 Förundersökning ... 72 11.3VAL AV KOMPONENTER ... 72 11.4KRAVSPECIFIKATION FÖR OPTIMERING ... 74 11.4.1 Lock ... 75 11.4.2 Tryckluftsslang ... 76 11.5FUNKTIONSANALYS ... 77 11.5.1 Lock ... 77 11.5.2 Tryckluftsslang ... 78 11.6KONCEPTGENERERING ... 79 11.6.1 Brainstorming ... 79 11.6.2 Skisser ... 79 11.7KONCEPTUTVÄRDERING ... 85 11.7.1 Pugh´s matris ... 85 11.8MARKNADSUNDERSÖKNING ... 87 11.8.1 Materialundersökning ... 87 11.9KONSTRUKTION ... 90
11.9.1 CAD - Computer Aided Design ... 90
11.10OFFERTFÖRFRÅGNING ... 91
12. RESULTAT – EM STABILIZER ... 92
12.1DFC–DESIGN FOR COST OCH DFM–DESIGN FOR MANUFACTURE ... 92
12.1.1 Lock ... 92
12.1.2 Tryckluftsslang ... 93
12.2DFA–DESIGN FOR ASSEMBLY ... 93
12.2.1 Lock ... 93 12.2.2 Tryckluftsslang ... 94 12.3KOSTNADSBESPARINGAR ... 94 12.3.1 Lock ... 94 12.3.2 Tryckluftsslang ... 94 12.3.3 Totala kostnadsbesparingar ... 94 13. ANALYS – EM STABILIZER ... 95 13.1LÖSNING AV PROBLEMFORMULERING ... 95
13.1.1 Hur kan monteringstiden reduceras? (A) ... 95
13.1.2 Hur kan konstruktionen förenklas? (B) ... 95
13.1.3 Hur kan tillverkningsprocessen effektiviseras? (C) ... 95
13.1.4 Hur erhålls optimal konstruktion? (D) ... 96
13.1.5 Hur väljs lämpligt material? (E) ... 96
13.1.6 Hur kostnadsoptimeras komponenterna? (F) ... 96
13.2UPPFYLLELSE AV KRAVSPECIFIKATION ... 97
13.2.1 Lock ... 97
13.2.2 Tryckluftsslang ... 97
14. SLUTSATSER OCH REKOMMENDATIONER – EM STABILIZER ... 98
14.1SLUTSATSER ... 98 14.2REKOMMENDATIONER ... 99 14.2.1 Lock ... 99 14.2.2 Tryckluftsslang ... 99 15. REFERENSER ... 100 15.1MUNTLIGA KÄLLOR ... 100 15.2LITTERÄRA KÄLLOR ... 100 15.3INTERNETADRESSER ... 101 16. BILAGOR ... 1
IX
Figurförteckning
ORD 43P
Figur 1: Elektromagnetisk omrörare, ORD 43P. (Från ABBs broschyrer, 2013) ... 4
Figur 2: Elektromagnetisk omrörare, EM Stabilizer. (Från ABBs broschyrer, 2013) ... 4
Figur 3: Krypningsdiagram. (Från E. Ullman, 2003). ... 6
Figur 4: Spänningsrelaxationsdiagram. (Från E. Ullman, 2003). ... 7
Figur 5: Spänning-töjningsdiagram. (Från T. Dahlberg, 2010). ... 7
Figur 6: Stödfunktion, exempel golvbrunn ... 10
Figur 7: Huvudfunktion och delfunktioner, exempel golvbrunn ... 10
Figur 8: Pugh´s utvärderingsmatris. (Från Mälardalens högskola, 2013). ... 12
Figur 9: FEM, grovmesh ... 18
Figur 10: FEM, finmesh ... 18
Figur 11: CES EduPack, exempelbild ... 19
Figur 12: Grafiskt flödesschema, ORD 43P... 20
Figur 13: Elektromagnetisk omrörare, ORD 43P ... 22
Figur 14: Monteringsproblem, inzoomad ... 23
Figur 15: Nuvarande härvstag ... 24
Figur 16: Befintliga isolerplattor ... 24
Figur 17: Befintlig stomme grundutförande... 24
Figur 18: Kravspecifikation, härvstag ... 25
Figur 19: Kravspecifikation, isolerplattor ... 26
Figur 20: Kravspecifikation, stomme grundutförande ... 27
Figur 21: Visningsbild av härvstag, isolerplattor och stomme grundutförande ... 28
Figur 22: Huvudfunktion och delfunktioner, härvstag ... 29
Figur 23: Huvudfunktion och delfunktioner, isolerplattor ... 30
Figur 24: Huvudfunktion och delfunktioner, stomme grundutförande ... 31
Figur 25: Brainstorming, del 1 ... 32
Figur 26: Brainstorming, del 2 ... 32
Figur 27: Koncept 1, härvstag ... 34
Figur 28: Koncept 2, härvstag ... 34
Figur 29: Koncept 3, härvstag ... 35
Figur 30: Koncept 4, härvstag ... 35
Figur 31: Koncept 1, isolerplattor ... 36
Figur 32: Koncept 2, isolerplattor ... 36
Figur 33: Koncept 1, stomme grundutförande ... 37
Figur 34: Koncept 2, stomme grundutförande ... 37
Figur 35: Temperaturjämförelse 1, plaster ... 42
Figur 36: Tekniskt datablad 1, Polykarbonat ... 43
Figur 37: Tekniskt datablad 2, Polykarbonat ... 43
Figur 38: Pugh´s matris, härvstag ... 45
Figur 39: Pugh´s matris, isolerplattor ... 46
Figur 40: Pugh´s matris, stomme grundutförande ... 47
Figur 41: CAD modell, härvstag ... 48
Figur 42: Pålagd värme (+120°C), härvstag ... 48
Figur 43: Axiell kraft (73 614 N), härvstag ... 49
Figur 44: Randvillkor, härvstag ... 49
Figur 45: Begränsningar, härvstag ... 50
X
Figur 47: Maximal spänning, härvstag ... 51
Figur 48: CAD modell, isolerplatta ... 51
Figur 49: Pålagd värme, isolerplatta ... 51
Figur 50: Krafter, isolerplatta ... 51
Figur 51: Randvillkor, isolerplatta ... 52
Figur 52: Dragspänning, isolerplatta ... 52
Figur 53: Tryckspänning, isolerplatta ... 52
Figur 54: Deformation, kraftigt överdriven, isolerplatta ... 52
Figur 55: Position 1, härvstag och stomme grundutförande ... 53
Figur 56: Position 2, härvstag och stomme grundutförande ... 53
Figur 57: Kärna, stomme grundutförande ... 54
Figur 58: Värme, stomme grundutförande ... 54
Figur 59: Utbredd kraft, stomme grundutförande ... 55
Figur 60: Randvillkor, stomme grundutförande ... 55
Figur 61: Spänningsfördelning, stomme grundutförande ... 56
Figur 62: Maximal spänning, kärna ... 56
Figur 63: Maximal spänning, stomme grundutförande ... 56
EM Stabilizer
Figur 64: Grafiskt flödesschema, EM Stabilizer ... 71Figur 65: Elektromagnetisk omrörare, EM Stabilizer ... 72
Figur 66: Befintlig tryckluftsslang ... 74
Figur 67: Nuvarande lock ... 74
Figur 68: Kravspecifikation, lock ... 75
Figur 69: Kravspecifikation, tryckluftsslang ... 76
Figur 70: Huvudfunktion och delfunktion, lock... 77
Figur 71: Huvudfunktion och delfunktion, tryckluftsslang ... 78
Figur 72: Koncept 1.1, vy från sidan ... 80
Figur 73: Koncept 1.1, vy från ovansidan ... 80
Figur 74: Koncept 1.2 ... 81 Figur 75: Koncept 1.3 ... 82 Figur 76: Koncept 1.4 ... 82 Figur 77: Koncept 1.5 ... 83 Figur 78: Koncept 1.6 ... 83 Figur 79: Koncept 2.1 ... 84 Figur 80: Koncept 2.2 ... 84 Figur 81: Koncept 2.3 ... 85
Figur 82: Pugh´s matris, lock ... 86
Figur 83: Pugh´s matris, tryckluftsslang ... 87
Figur 84: Temperaturjämförelse 2, plaster ... 88
Figur 85: Lock, isometrisk vy ... 90
Figur 86: Lock, vy från sidan ... 90
XI
Tabellförteckning
ORD 43P
Tabell 1: Materialutvärdering, aluminium ... 40
Tabell 2: Materialutvärdering, rostfritt stål ... 40
Tabell 3: Materialutvärdering, plaster ... 41
Tabell 4: Materialutvärdering, Weldox ... 44
Tabell 5: Godkända scenario, aluminium ... 50
Tabell 6: Reducering av plåttjocklek, stomme grundutförande ... 54
Tabell 7: Jämförelse, härvstag ... 60
Tabell 8: Jämförelse, isolerplattor ... 61
EM Stabilizer
Tabell 9: Materialutvärdering, lock ... 89XII
Ordlista
Ord
Beskrivning
141312-00 Materialbeteckning för kolstål, obehandlat AISI American Iron and Steel Institute, amerikansk
materialstandard
Anlöpning Efterbehandling av martensit ger minskade inre spänningar i materialet och högre seghet
AW Aluminium Wrought alloys, europeiskt klassificeringssystem för aluminiumlegeringar
Brainstorming Metod för att generera idéer
Brottgräns Största spänning i material innan brott uppstår
CAD Computer Aided Design, mjukvara för 3D-modellering
CES EduPack Materialdatabasprogram
Chugairo Produkt inom produktserien EM Stabilizer, anpassad efter kundens önskemål
Design Study Applikation inom SolidWorks för att välja optimal konstruktion
Detalj Minsta enhet i en produkt
DFA Design for Assembly, stödmetod för att optimera produkten med avseende på montering
DFC Design for Cost, stödmetod för att optimera produkten med avseende på kostnad
DFM Design for Manufacture, stödmetod för att optimera
produkten med avseende på tillverkning
DFx Sammanfattande benämning av DF-verktygen
Elasticitetsmodul Mått på materialets förmåga att fjädra Elektrisk resistans Materialets strömbegränsande förmåga Element Region på en virituell kropp
EM Stabilizer Produktserie
EN Europa Norm, beteckningssystem för material
FEM Finita elementmetoden, hållfasthetsverktyg i SolidWorks
Fix En typ av randvillkor
Friformningsmaskin Maskin som används för att tillverka 3D-produkter
Funktionsanalys Dokument innehållandes samtliga funktioner produkten skall uppfylla
Förundersökning Undersökning av CAD-filer och inhämtning av information via broschyrer och ABBs hemsida
Gantt-schema Projektplaneringsverktyg
Glastemperatur Kritisk temperatur för termoplaster varvid brottgräns, hårdhet och elasticitetsmodul sjunker drastiskt
GP0-3 Glasfiberarmerad Polyester
Gruppkontrakt Dokument innehållandes gemensamma regler och bestämmelser för projektarbetet
Hirohata Produkt inom produktserien EM Stabilizer, anpassad efter kundens önskemål
XIII
Homogen Solid profil
Härvstag En komponent i produkten ORD 43P vars uppgift är att hålla fast härvorna
Höghållfast stål Stål med hög hållfasthet
Isolerplatta En komponent i produkten ORD 43P vars uppgift är att medge avskärmning och elektriskt motstånd
Komponent Två eller flera sammansatta detaljer Koncept En tänkt lösning på ett givet problem
KPP301 Examensarbetets kurskod produktutveckling - konstruktion Kravspecifikation Dokument innehållandes samtliga krav produkten skall
uppfylla
Krypning När materialet utsätts för konstant spänning varvid töjningen ökar med tiden
Lock En komponent i produkten Hirohata vars uppgift är att skydda sensorn
Materialansträngning/ Materialpåkänning
Synonym till spänning
Materialundersökning Undersökning av befintliga material på marknaden MX-finder ABBs interna datasystem för hantering av ritningar Mötesprotokoll Dokument innehållandes information om författarnas
sammanträden
Ns Beteckning för säkerhetsfaktor mot plastisk deformation
Offert Erbjudande, kostnadsförslag
ORD 43P Produktens benämning
PA Polyamid, termoplast
PAI Polyamidimid, termoplast
PBI Polybenzimidazole, termoplast
PC Polykarbonat, termoplast
PDS Product Design Specifikation, kravspecifikation
PE Polyeten, termolast
PEEK Polyetereterketon, termoplast
PET Polyetylentereftalat, termoplast
PFA Polytetraflouretenper-flouroalalkylvineyleter, termoplast
PI Polyimid, termoplast
PMMA Polymetylmetakrylat, termoplast
Polymer Kemiskt ämne som är uppbyggd av kedjeformiga molekyler
POM Polyoximetylen, termoplast
PP Polypropen, termoplast
Produktutveckla Systematisk process för att utveckla produkter Produktutvecklingsprocess Processen från idé till färdig produkt
PSU Polyfenylensulfon, termoplast
PTFE Polytetrafloureten, termoplast
Pugh´s utvärderingsmatris Systematisk konceptutvärderingsmetod
PVC Polyvinylklorid, termoplast
PVDF Polyvinylidenfluorid, termoplast
Randvillkor Fixeringspunkt vid FEM-analys
XIV
Släckning Snabbkylning vid härdning
SmarTeam ABBs interna datasystem för hantering av CAD-filer SolidWorks Program för 3D-modellering
Spänning Uppstår när en kraft fördelas över en tvärsnittsarea Spänningsrelaxation När materialet utsätts för konstant töjning, varvid
spänningen avtar med tiden
SS Svensk standard, beteckningssystem för material
Stomme grundutförande En komponent i produkten ORD 43P vars uppgift är att bära komponenter
Sträckgräns Högsta spänning i materialet innan det deformeras plastiskt Strängpressning Tillverkningsmetod, särskilt lämplig för aluminium
Säkerhetsfaktor mot plasticiering
Faktor mot plastisk deformation
T6 Upplösningsbehandlad och varmåldrad
Termoplast En grupp av plaster som är uppbyggda av linjära eller grenade polymerkedjor
Tolerans Avvikelse från basmått
Tryckluftsslang En komponent i Hirohata vars uppgift är att leda luft till locket
Volymresitivitet Mått på materialets motståndskraft mot elektriska strömmar tvärs igenom den
WELDOX Benämning av en grupp höghållfasta stål Ytfinhet Medelavvikelse av ytstrukturen
1
1. Inledning
Innovation och produktdesign är ett högskoleingenjörsprogram med huvudområdet produkt- och processutveckling som läses vid Mälardalens högskola i Eskilstuna. Inom programmet Innovation och produktdesign utförs ett examensarbete på grundnivå (C-uppsats) som omfattar 15 högskolepoäng och läses på halvfart. Examensarbetet är en kurs inom inriktningen
produktutveckling – konstruktion, med kurskoden KPP301.
1.1 Bakgrund
”ABB är en världsledande leverantör inom elektromagnetiska omrörare. Företaget vänder sig mot marknaden för billet-, bloom-, slabgjutmaskiner, skänkomrörare för stålframställning samt omrörare för aluminiumsmältugnar”.
ABB har en lång tradition av efterforskning och förbättring av metallurgiska processer med inriktning mot omrörare, samt ett nära samarbete med kund för utveckling och förbättring av omrörare.
Viktigaste delen inom verksamheten är att förbättra, produktionsanpassa och producera konkurrenskraftiga elektromagnetiska produkter med gott samarbete mellan konstruktion och montage.
1.2 Uppgift
Examensarbetet går ut på att utföra en teknisk studie för produktionsanpassning och
kostnadsoptimering av två stycken elektromagnetiska omrörare. Den tekniska studien inriktas på att finna och föreslå åtgärder, för att sänka material- och montagekostnader, för att
produkten skall bli mer konkurrenskraftig. I uppdraget ingår också att uppdatera tillverkningshandböcker med de nya rekommenderade åtgärderna (se Bilaga 16.1 – Uppdragsbeskrivning).
1.3 Rapportens uppdelning
Författarna undersökte två stycken produkter, ORD 43P och EM Stabilizer, och därför delades rapporten upp i två stycken delar, för att få en bättre och mer överskådlig disposition.
2. Syfte och mål
Rapportens syfte och mål presenteras nedanför.
2.1 Syfte
Examensarbetets syfte är att genomföra en teknisk studie för produktionsanpassning och kostnadsoptimering av två stycken elektromagnetiska omrörare, ORD 43P och EM Stabilizer.
2.2 Mål
Målet med den tekniska studien är genom ”tillverkningsanpassad konstruktion”, upptäcka och föreslå åtgärder för att reducera material- och montagekostnader, för att göra produktionen mer lönsam.
2
3. Projektdirektiv
Här presenteras ABBs projektdirektiv för examensarbetet.
3.1 Uppdraget
Detta examensarbete skall resultera i en teknisk studie för produktionsanpassning och kostnadsoptimering av två stycken elektromagnetiska omrörare. Åtgärder för att sänka material- och montagekostnader skall föreslås, och tillverkningshandböcker skall uppdateras med de nya föreslagna åtgärderna. Studien skall avslutas i en teknisk rapport där resultat och analys skall redovisas.
3.2 Produkten
Examensarbetarna skall föreslå åtgärder för att sänka material- och montagekostnader så att produkten blir mer lönsam och konkurrenskraftig. Tillverkningsunderlag med de nya föreslagna åtgärderna skall redovisas och uppdateras, samt laddas upp på ABBs interna datasystem, smarTeam och MX-finder.
3.3 Presentation
Produkten skall dokumenteras och utvecklas med hjälp av produktutvecklingsverktygen som är beskrivna i kapitel 6. Teoretisk bakgrund och lösningsmetoder.
Examensarbetet skall dokumenteras och leda till en teknisk rapport och muntligt presenteras inför handledare, examinator och opponent.
Särskilda uppgifter om produkten är sekretessbelagd, och det medför att presentationen måste ske konfidentiellt.
4. Problemformulering
Examensarbetet utreder problematiken kring produktionsanpassning och kostnadsoptimering av två stycken elektromagnetiska omrörare, via omkonstruktion och förenkling av montering samt inköpsmaterial. För att förbättra produktens konkurrenskraftighet måste material- och montagekostnader minska. Genom att tillverkningsanpassa konstruktionen kan produkten kostnadsoptimeras och produktionsanpassas. För att lösa problemet kring tillverkningsanpassad konstruktion kommer verktygen tillämpas (se kapitel 6.9 Produktutvärdering). DFx-verktygen skall ge svar på följande frågor:
A. Hur kan monteringstiden reduceras? B. Hur kan konstruktionen förenklas?
C. Hur kan tillverkningsprocessen effektiviseras? D. Hur erhålls optimal konstruktion?
E. Hur väljs lämpligt material?
F. Hur kostnadsoptimeras komponenterna?
Problemformuleringen, tillsammans med den tekniska kravspecifikationen examensarbetarna skall upprätta, kommer vara drivande vid problemlösningsprocessen.
3
5. Projektavgränsningar
”ABB genomför ett överordnat kostnadssänkingsprojekt där inköp, anläggningsutformning och projektarbete ingår”. Examensarbetet blir ett delprojekt i det överordnade
kostnadssänkningsprojektet där examensarbetarna speciellt kommer att undersöka ”tillverkningsanpassad konstruktion”.
Examensarbetet omfattar 15 högskolepoäng och kommer fortlöpa under en 20 veckors period och läses på halvfart. Vissa delar inom examensarbetet är sekretessbelagd.
ORD 43P och EM Stabilizer avgränsas till följande prioriteringsordning: 1. Produktionsanpassning och konstruktionsoptimering
2. Materialoptimering
Författarna avgränsar produkterna ORD 43P och EM Stabilizer till att inte undersöka följande aspekter:
Komponenternas ergonomi
Bygga fysiska prototyper och/eller modeller
Utföra praktiska tester
Magnetiska flöden och vibrationer
Produkten ORD 43P begränsas till att kostnadsoptimera och produktionsanpassa några av de dyraste komponenterna (se Bilaga 16.2 – Tillverkningsorder ORD 43P, inköpta komponenter). Val av komponenter för ORD 43P redovisas under kapitel 7.3 – Val av komponenter.
Produkten EM Stabilizer avgränsas till att kostnadsoptimera och produktionsanpassa några av de dyraste komponenterna (se Bilaga 16.33 – Tillverkningsorder, L002917, Hirohata, inköpta komponenter).
Val av komponenter för EM Stabilizer redovisas under kapitel 11.3 – Val av komponenter. Examensarbetets slutprodukt är konceptmodell och ritning i CAD-program.
4
6. Teoretisk bakgrund och lösningsmetoder
Under detta kapitel redovisas och beskrivs den teori examensarbetet baseras på.6.1 Teoretisk bakgrund
Nedan förklaras vad är en elektromagnetisk omrörare är och denna produkt baseras examensarbetet på.
6.1.1 Elektromagnetisk omrörare
Gemensamt för alla sorters omrörare är att generera ett elektromagnetisk fält för att röra om eller bromsa upp metalliska smältor.Omrörare används istället för ”visp” eftersom den ger bättre blandning av de tillsatta legeringsämnena och smältan blir mer homogen.
ABB är en stor tillverkare av ljusbågsugnar. Ljusbågsugnar används vid stränggjutning och vid skänkugnar i stålverk eller för smältugnar i aluminiumverk. Oftast används omrörare för skänkugnar och stränggjutning.
Omröraren monteras på skänkugnens sidovägg och omröraren består av ett stort antal lindningar som matas med ström. När strömmen aktiveras skickar omröraren ett
elektromagnetisk fält in till smältan i skänkugnen. Via omrörarens styrsystem kan smältan röra sig i bestämda riktningar och hastigheter och fungerar som en elmotor, med omröraren som en stator och smältan som en rotor.1
6.2 Planering
Planering är en viktig aspekt att ta hänsyn till för att projektarbetet skall leda till gott resultat. Vid planering används bland annat dessa verktyg:
Gruppkontrakt Mötesprotokoll Gantt-schema 1 http://www.abb.se/cawp/seabb361/a7ff5a8db33e36afc1257362004723ce.aspx
Figur 1: Elektromagnetisk omrörare, ORD 43P.
5
6.2.1 Gruppkontrakt
Syftet med upprättandet av ett gruppkontrakt är att säkerställa att samtliga gruppmedlemmar bidrar till arbetet samt är överens om hur arbetet skall fördelas och drivas. I gruppkontraktet skall det vara angivet hur ansvarsområdena är fördelade och vilka konsekvenser som utdelas om inte gruppkontraktet efterföljs. Vanligt förekommande punkter i ett gruppkontrakt: projektmål, frånvaro, rutiner, kommunikation, resurser, mötesplanering och hantering av konflikter. Gruppkontraktet innehåller även arbetsroller som exempelvis projektledare,
sekreterare, dokumentations- och kontaktansvarig. Gruppkontraktet är juridiskt bindande vilket innebär att domstol kan konsulteras om uppkomna konflikter inte kan lösas mellan de
inblandade parterna.2
6.2.2 Mötesprotokoll
Mötesprotokoll är ett dokument innehållandens information om gruppens sammanträden. I dokumentet återfinns viktiga beslut och bestämmelser och innehåller information om närvarande, vad som åstadkommits, frågor och vad som skall göras till nästa möte. För att projektarbetet skall ge goda resultat är det viktigt att gruppen kontinuerligt under arbetets gång använder mötesprotokoll. Med mötesprotokoll ges god översyn och kontroll över vad gruppen gemensamt åstadkommit men också vad varje gruppmedlem utfört.3
6.2.3 Gantt-schema
Gantt-schema är ett mål- och planeringsverktyg, och består av en flödestabell som beskriver samtliga faser och aktiviteter inom projektet. Fördelen med att tillämpa ett Gantt-schema är att få överskådlig blick över tidsfördelningen inom projektet. Flödestabellen består av horisontella stolpar och en tidslinje som anger när respektive aktivitet skall utföras, och hur tidsomfattade den är. Under projektets gång redovisas det sanna utfallet, det vill säga den disponerade tiden för aktiviteten.4
6.3 Förundersökning
Nedan beskrivs kartläggning av marknadens krav och önskemål samt marknadsanalys.
6.3.1 Kartläggning av marknadens krav och önskemål
För att produktutvecklingsarbetet skall ge goda resultat är det viktigt att undersöka marknadens krav och önskemål. Det finns flera metoder att använda för att ta reda på kundernas krav och önskemål. Utskick av frågeformulär eller grundligt intervjua ett fåtal kunder är två exempel på tillvägagångssätt. En tredje metod innebär att fortlöpande samla in och utreda klagomål. Ett annat sätt handlar om att låta kunderna prova och utvärdera olika utföranden.5
6.3.2 Marknadsanalys
2 http://www.folkuniversitetet.se/Global/BILDBANKEN/Lokala%20bilder/Helsingborg/Skolor/J_Hedberg/Studieti ps/Vad%20%C3%A4r%20POA/Konsten%20att%20skriva%20ett%20gruppkontrakt.pdf 3http://www.sturefiskarna.se/motesprotokoll.htm 4http://www.12manage.com/methods_gantt_chart_sv.html 5 http://zoomin.idt.mdh.se/course/Produktutveckling/kravspec.asp6
Syftet med genomförandet av en marknadsanalys är att undersöka om – och i så fall var – det finns en marknad för den tänkta problemlösningen. Marknadsanalysen går ut på att granska befintliga produkter på marknaden samt undersöka vilka lösningar konkurrenterna erbjuder. Genom att utföra en så kallad benchmarking kan nya idéer fås, beträffande hur konkurrenterna löst ett givet problem. I förebyggande syfte bör patentdatabasen genomsökas för att undvika intrång på någon annans idé.6
6.4 Tekniska aspekter
Under detta kapitel beskrivs viktiga aspekter att ta hänsyn till vid dimensioneringsarbetet.
6.4.1 Krypning
Krypning innebär att materialet utsätts för konstant spänning, varvid töjningen med tiden ökar (se Figur 3: Krypningsdiagram).
Figur 3: Krypningsdiagram. (Från E. Ullman, 2003).
Krypkurvan inleds med en momentan elastisk initialtöjning, som snabbt övergår till en viskoelastisk primär fas. Efterföljande fas kallas sekundär fas, varvid krypningen sker med konstant hastighet. Vid den sista fasen, tertiärfasen, accelererar krypningen och en midja bildas strax innan brott sker i materialet.7
Härd- och termoplaster, vars glastemperatur är högre än användningstemperaturen, räknas till de plaster som är minst känsliga mot krypning.8
6http://www.ne.se/lang/marknadsunders%C3%B6kning
7 Materiallära, E. Ullman, (2003), s. 400 8
7
6.4.2 Spänningsrelaxation
Spänningsrelaxation innebär att materialet utsätts för konstant töjning, varvid spänningen avtar med tiden. Till skillnad från krypkurvan är kurvan för spänningsrelaxation kontinuerligt
avtagande (se Figur 4: Spänningsrelaxationsdiagram).9
Figur 4: Spänningsrelaxationsdiagram. (Från E. Ullman, 2003).
6.4.3 Glastemperatur
Glastemperatur är en fysikalisk egenskap och är karakteristisk för varje termoplast. Glastemperaturen betecknas Tg, och vid denna temperatur sjunker materialets brottgräns, hårdhet och elasticitetsmodul drastiskt. Det är därför betydelsefullt att känna till om materialets användningstemperatur är över eller under glastemperaturen.10
6.4.4 Sträckgräns och säkerhetsfaktor
Många material uppvisar ett tydligt sträckgränsområde (se Figur 5: Spänning-töjningsdiagram) med en tydlig gräns mellan det rätlinjiga området och det område som uppvisar stora töjningar (formförändringar) vid relativt små spänningsvariationer. Brytpunkten, inom vilket det
elastiska området övergår till plastiskt, kallas sträckgräns. Vissa material uppvisar en övre och nedre sträckgräns, vilka betecknas ReH respektive ReL, och anges vanligtvis med enheten MegaPascal (MPa).
Figur 5: Spänning-töjningsdiagram. (Från T. Dahlberg, 2010).
9 E. Ullman, (2003), s. 402 10
8
Om en konstruktion belastas till en spänningsnivå under sträckgränsen och sedan avlastas, kommer all elastisk deformation att försvinna. Om materialet däremot utsätts för en spänningsnivå över sträckgränsen, och därefter avlastas, kommer konstruktionen att få permanenta deformationer (kvarstående töjningar). När materialet fått kvarstående deformationer sägs materialet vara plasticierat.
Vid dimensioneringsarbetet med konstruktioner som enbart utsätts för statiska belastningar, används dimensioneringskriteriet säkerhet mot plastisk deformation. Säkerhetsfaktorn mot plasticiering betecknas ns, och beräknas genom att dividera materialets sträckgräns med den förbestämda tillåtna spänningen. Anledningen till att konstruktionen dimensioneras med hänsyn till materialets sträckgräns, är för att undvika att konstruktionen får kvarstående formförändringar efter avlastning.11
6.4.5 Dimensionering av plaster och stål
Dimensionering av plaster är annorlunda jämfört med stål. Vid stål används
dimensioneringskriterium sträckgräns medan vid plaster används kritisk töjning, εkr. Vid dimensionering av plaster bör hänsyn tas till spänningsrelaxation och krypning.12
6.4.6 Elektrisk resistans
Elektrisk resistans är elektriskt eller ohmskt motstånd. Den elektriska resistansen är kvoten mellan potentialskillnaden mellan ändarna av ledaren och strömmens styrka genom den. Resistansens enhet är Ohm och betecknas Ω. Resistansen ger upphov till en övergång av elektrisk energi till värme.13
6.4.7 Genomslagshållfasthet
I isolationsmaterial uppstår en elektrisk urladdning när den elektriska spänningen eller fältstyrkan överstiger materialets genomslagshållfasthet. Om fältstyrkan eller den elektriska spänningen överstiger materialets genomslagshållfasthet, så kan den orsaka skada, kortslutning eller brand i det fasta materialet.14
6.5 Kravspecifikation
En kravspecifikation innehåller alla de krav en vara eller tjänst skall uppfylla när den är färdigutvecklad, och den skall fungera som ett styrande medel genom hela
produktutvecklingsprocessen.
6.5.1 Kravspecifikation för produktutveckling
PDS står för Product Design Specifikation, vilket kan översättas till kravspecifikation för produktutveckling, och den skall fungera som ett medel för att styra arbetet mot önskat resultat. Kravspecifikationen ger en överskådlig bild över de tekniska-, miljömässiga-, ergonomiska- och utseendemässiga krav den färdigutvecklade varan eller tjänsten skall uppfylla.
11 Tekniska hållfasthetslära, Tore Dahlberg, (2010), sida 46-47
12http://lotsen.ivf.se
13http://www.ne.se/lang/resistans
14
9
För att kravspecifikationen skall leda arbetet mot önskat resultat, måste den revideras allt eftersom nya krav tillkommer eller andra försvinner. Den skall i alla lägen motsvara de krav och önskemål som kunden kan tänkas besitta.15
6.5.2 Utarbetande av kravspecifikation
Första fasen i produktutvecklingsprocessen är att tydligt uttrycka de krav den färdiga produkten skall tillgodose. Kraven sammanställs i ett dokument som kallas för kravspecifikation för produktutveckling.
Kravspecifikationen skall framställas så att den blir så heltäckande och detaljerad att den kan fungera som ett verktyg för att leda arbetet mot rätt riktning genom hela processen. För att den skall kunna användas som ett styrande dokument krävs, att den uppdateras om kraven
förändras, vilket kan gälla allt från nya lagar till ny teknik.
Kravspecifikationens struktur och omfattning beror på vilken typ av produkt som skall utvecklas. Stridsflygplanet JAS39 Gripen, är ett exempel på en produkt med en omfattande kravspecifikation. Dörrgångjärnet är ett exempel på en produkt vars kravspecifikation sannolikt skulle rymmas på en A4-sida.16
6.5.3 Innehåll i en kravspecifikation
Trots att kravspecifikationen varierar i omfattning finns det en grundläggande struktur och innehåll över vilka punkter en kravspecifikation bör innehålla.
”1. Marknadsbedömning
1.1 Vilka marknader skall produkten levereras till? 1.2 Vilka volymer blir aktuella?
1.3 Vilken marknadslivslängd beräknas produkten få, det vill säga hur länge skall försäljningen pågå?
1.4 Vilken grad av standardisering blir aktuell och vilken kundanpassning? 1.5 Jämförelse med konkurrenternas motsvarande produkter
2. Produktkrav
2.1 Marknadskrav omsatta till produktkrav (exempelvis erhållna ur QFD)
Här kan ingå: prestandakrav, livslängdskrav, miljökrav (temperatur, fukt, smuts, ljud och så vidare), tillförlitlighetskrav,designkrav (form, ergonomi och liknande), ytbehandling, ytstruktur
2.2 Lagstiftningskrav som skall beaktas
2.3 Standarder och normer som skall uppfyllas
2.4 Krav på certifiering, typgodkännande, typprovning och liknande 2.5 Kostnadsramar
3. Service och reservdelar
3.1 Krav på auktoriserade serviceverkstäder 3.2 Krav på reservdelshållning
15http://zoomin.idt.mdh.se/course/Produktutveckling/kravspec.asp
16
10 Uttrycka
attraktiv design
Matcha badrum Medge
försäljning
Släppa igenom vatten
Medge öppning Tåla belastning
Medge kroppsvikt Medge rengöring Motstå slitage Tåla kemikalier Motstå korrosion 4. Dokumentation
4.1 Hur skall tillverkningsunderlag struktureras och dokumenteras; exempelvis anpassning till ett speciellt datasystem
4.2 Krav på skötsel- och serviceinstruktioner, bruksanvisning 4.3 Säkerhetsföreskrifter
4.4 Marknadsföringsdokumentation; kataloger, broschyrer och dylikt. 5. Packning och emballage
6. Återvinning”17
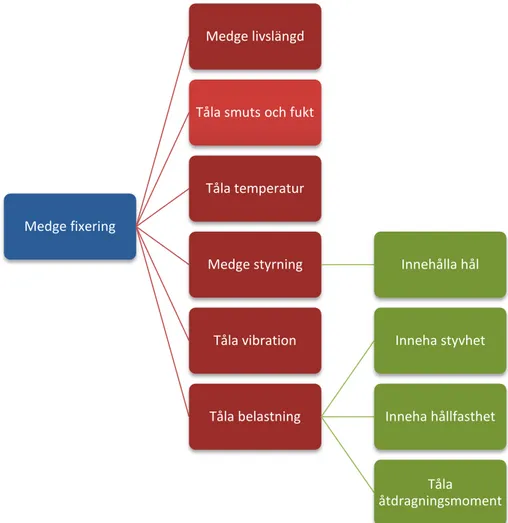
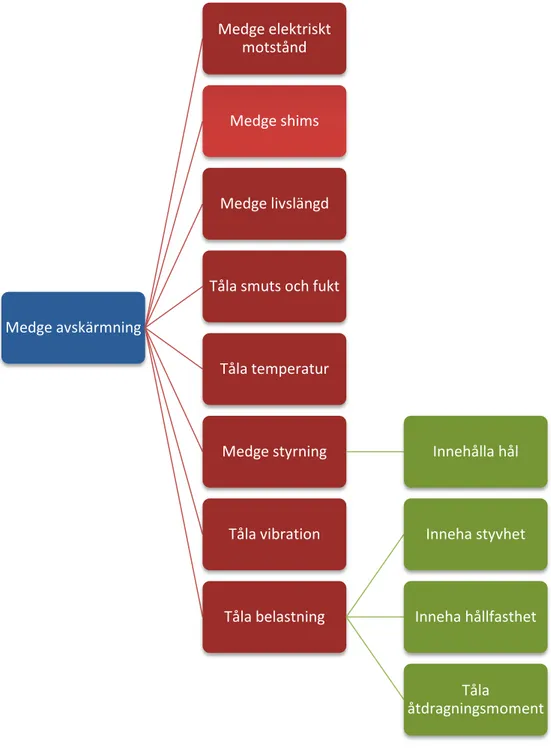
6.6 Funktionsanalys
En funktionsanalys krävs för att produktutvecklingsprocessen skall gå rätt till, och den bör användas i ett tidigt stadium. Funktionsanalysens uppgift är att sätta tydliga mål för
funktionerna och skapa en värdefull produkt. Det finns olika typer av funktioner inom funktionsanalysen: huvud-, del- och stödfunktion.
Huvudfunktionen beskriver produktens syfte, och för att den skall fungera, behövs det en eller flera delfunktioner. För att underfunktionerna skall uppfyllas krävs delfunktioner.
Huvudfunktionen är oberoende av stödfunktionen, vilket betyder att om stödfunktionen skulle upphöra så finns huvudfunktionen kvar. Stödfunktionen finns ofta till på grund av säkerhet och regler som måste efterföljas.
Funktionsanalysen skall bara beskriva vad som utförs, och får därför inte ange lösningar till problemet.
Nedan visas ett exempel av funktionsanalys för en golvbrunn.18
17http://zoomin.idt.mdh.se/course/Produktutveckling/kravspec.asp
18
http://zoomin.idt.mdh.se/course/Produktutveckling/funktionsanalys.asp
Figur 6: Stödfunktion, exempel golvbrunn
11
6.7 Konceptgenerering
Brainstorming är en vanligt förekommande metod för att konceptgenerera.
6.7.1 Brainstorming
Brainstorming är ett möte där samtliga tankar och idéer framhålls. Syftet med att ha en samlad grupp människor är att utvinna fler idéer och bättre lösningar än en enskild person. Under brainstorming finns inga korrekta svar och ställs inga höga krav på att hitta den bästa lösningen. Alla tankar, idéer och funderingar skall tas upp och diskuteras. Det övergripande målet med brainstorming är att komma ifrån den vanliga rutinen och istället börja tänka i nya banor.19
Brainstorming-metoden är ”halv-strukturerad”, och används vid speciella tillfällen för att få fram idéer som skall leda till innovation eller förbättring. För att lyckasn med brainstorming är det viktigt att problemet är tydligt definierat och kommuniceras ut bland de personer som utövar brainstorming. Alla personer som medverkar under brainstorming måste uppmuntras till att lägga fram så många idéer som möjligt hur problemet kan lösas. Flera personer uppnår högre kreativitet än vad en person gör enskilt.20
6.8 Konceptutvärdering
Pugh´s metod är en av flera metoder som används vid konceptutvärdering.
6.8.1 Pugh´s metod
Pugh´s metod används för att utvärdera vilket, eller vilka koncept, som bäst uppfyller
kravspecifikationen och därmed bör vidareutvecklas i produktutvecklingsprocessen. Metoden kallas fyr-stegs-metoden eftersom vid de tre första stegen utvärderas koncepten enskilt medan i det fjärde steget utvärderas koncepten mot varandra. De koncept som inte uppfyller kraven under varje steg sorteras bort. I det fjärde steget utvärderas de kvarvarande koncepten i Pugh´s utvärderingsmatris.21
Steg 1: Bedömning av lämplighet
Kommer kunderna acceptera annorlunda idéer? Studera noggrant att de positiva aspekterna är tillräckliga.
Det är lagligt att ”låna” idéer men var vaksam så att patentintrång inte sker.
Är företagets eller personens teknologi och kunskap nog för att kunna utveckla konceptet till en produkt?
Idéer som är känslomässigt goda bör vidare bearbetas i produktutvecklingsprocessen.22
Steg 2: Bedömning av teknikinnehåll
Är den teknik som ingår i konceptet välbeprövad, eller kräver den vidareutveckling? Om teknologin inte kan användas i nuvarande läge är det vanligtvis svårt att hålla föreskrivna tids- 19http://www.foretagande.se/brainstorming-kreativt-tankande-i-grupp/ 20http://www.12manage.com/methods_brainstorming_sv.html 21http://zoomin.idt.mdh.se/course/Produktutveckling/konceptutv.asp 22 http://zoomin.idt.mdh.se/course/Produktutveckling/konceptutv.asp
12
och kostnadsramar inom produktutvecklingsarbetet. Endast idéer som är baserad på utprovad och tillförlitlig teknologi bör ingå i urvalsprocessen.23
Steg 3: Uppfyllelse av kravspecifikation
Jämför varje koncept om det motsvarar dem flesta av kravspecifikationens krav. De idéer som inte klart uppfyller kravspecifikationen utesluts.24
Steg 4: Pugh´s utvärderingsmatris
De återstående koncepten och kraven från kravspecifikationen markeras i nedanstående utvärderingsmatris.
Figur 8: Pugh´s utvärderingsmatris. (Från Mälardalens högskola, 2013).
Längst till vänster i utvärderingsmatrisen anges jämförelsekriterierna, vilka är kraven från kravspecifikationen. Varje krav viktas med en siffra, 1-5 där 5 är ett viktigt krav medan 1 är ett mindre viktigt krav. Högst upp i matrisen anges de olika koncepten med nummer, beteckningar eller symboler. Det koncept som anses vara bäst, eller den nuvarande lösningen, väljs som referens för utvärderingen. Referensen jämförs mot de andra koncepten.
Värderingen görs enligt följande skala:
+ konceptet uppfyller kravet bättre än referensen
S eller o konceptet uppfyller kravet lika väl som referensen
– konceptet uppfyller kravet sämre än referensen Nedtill i matrisen beräknas fyra summeringar:
Antal +
Antal –
Summa = (Antal +) – (Antal –)
Viktad summa (varje + och – multipliceras med kravets viktfaktor)25
23http://zoomin.idt.mdh.se/course/Produktutveckling/konceptutv.asp
24http://zoomin.idt.mdh.se/course/Produktutveckling/konceptutv.asp
25
13
6.9 Produktutvärdering
DFC, DFM och DFA används för att utvärdera om produkten är kostnadseffektiv.
6.9.1 DFC – Design for Cost
DFC är en förkortning av Design for Cost. I produktutvecklingsprocessen är det viktigt att designingenjören i ett tidigt skede uppskattar tillverkningskostnaden för den nya produkten, och sedan jämför den mot de kostnadskrav som finns för produkten. En grov första
kostnadsuppskattning görs vid konceptfasen eller initialt vid utförandefasen. Allt eftersom produkten utvecklas under processen blir kostnadsberäkningen allt mer exakt.26
Genomföra en kostnadsuppskattning
Den första kostnadsuppskattningen bör utföras i ett tidigt stadium vid produktdesignfasen, och vara tillräckligt noggrann för att det skall vara möjligt att överväga vilka designer som skall vidareutvecklas.
Processen att genomföra en kostnadsuppskattning beror på var produktens komponenter kommer ifrån. Det finns tre olika sätt att få komponenten:
Köpa färdiga komponenter från leverantören
Leverantören tillverkar företagets designade komponenter
Komponenterna tillverkas inom företaget
Det kan vara fördelaktigt att inköpa komponenter från leverantören. Vid köp av stora volymer kan leverantören tänkas vilja jobba med produktdesignern och modifiera befintliga
komponenter så att de uppfyller kraven för den nya produkten.
Kostnaden för bearbetade komponenter
Bearbetade komponenter tillverkas genom materialavverkning från ett ämne.
Bearbetningskostnaden beror i huvudsak av kostnaden och formen på utgångsmaterialet, mängden och materialet som avlägsnas samt med vilken precision den avverkas. Ovanstående tre punkter kan brytas ner i sju faktorer som definierar kostnaden för en maskinbearbetad komponent.
1. Ur vilket material skall komponenten bearbetas?
Val av material påverkar kostnaden på tre sätt: kostnad för råmaterial, värdet av skrotet som produceras och hur lätt materialet kan bearbetas.27
2. Vilken typ av maskin skall användas vid tillverkning av komponenten?
Typ av maskin, svarv, vertikal eller horisontell svarv eller fleroperationsmaskin påverkar komponentkostnaden. Det är inte bara kostnaden för cykeltiden, utan även de kostnader som krävs för verktyg och fixturer.
3. Vilka är komponentens huvuddimensioner?
Denna aspekt underlättar val av storlek på maskinen som krävs för att tillverka komponenten. Maskinens kostnad styrs av dess initiala kostnad samt dess ålder.
26 The Mechanical Design Process, David G. Ullman, (2010), s. 315-316 27
14
4. Hur många är de bearbetade ytorna och hur mycket material skall avverkas?
Genom att veta hur många sidor som skall bearbetas och maskinens bearbetningshastighet kan goda tidsuppskattningar beräknas för den bearbetade komponenten.
5. Hur många komponenter skall tillverkas?
Kvantiteten komponenter som tillverkas i serien har en betydande inverkan på kostnaden. Vid framställning av en komponent kräver fastsättning minimal arbetsinsats, men kräver istället större tidsåtgång för inställning och justering. Vid tillverkning av ett fåtal komponenter används enklare fixturer, medan vid höga produktionsvolymer används automatiserad tillverkning.
6. Vilka toleranser och ytfinheter krävs?
Tolerans och ytfinhet är beroende av tid och utrustning. Ju högre krav på att komponenten skall ha snäva toleranser och ytfinheter desto mer tid och bättre utrustning krävs vid tillverkningen.
7. Vad är arbetskostnaden för maskinoperatören?28
6.9.2 DFM – Design for Manufacture
DFM står för Design for Manufacture och handlar om att utforma komponenterna för att möjliggöra en effektivare och mer högkvalitativ tillverkning. DFM syftar till att sänka
tillverkningskostnaden och finna komponenternas optimala tillverkningsprocess, samtidigt som de bibehåller sin funktion och kvalitet. DFM-verktyget används i början av
produktutvecklingen och fortlöper genom hela processen.
Det viktigaste med DFM är att det inte går att driva hela processen själv. Produktutvecklaren bör söka hjälp hos andra personer med större kunskap och erfarenhet inom området i fråga, för att på så sätt få bättre förståelse av produkten och processen. Med stödmetoden kan en ny design frambringas utifrån nuvarande produkt, men med bibehållen funktion. Detta gör det möjligt att beräkna produktens tillverkningskostnad.
Material
Materialvalet spelar en viktig roll för produkten. Kravspecifikationen kan påverka valet av material vid eventuella krav om att produkten skall vara billig, dyr eller miljövänlig. Val av material bör grundas på den billigaste utan att produktens funktion, kvalitet eller design påverkas negativt.
Komponenter
Det viktigaste med komponenterna är att eliminera allt onödigt material och reducera dess antal. Genom att sammanföra flera komponenter med varandra eller förminska dem så kan tillverkningskostnaden minska.
Hur skall produkten tillverkas?
Val av tillverkningsmetod och var komponenten skall tillverkas påverkar kostnaden. Tillverkningsmetoden bör vara den billigaste möjliga, men den får inte påverka produktens kvalitet negativt.
28
15
Kostnad för arbete
En av de viktigaste aspekterna handlar om att se till att tillverkningen går snabbt och smidigt, och består av så få operationer som möjligt. För att hålla arbetskostnaderna låga bör handarbete undvikas.29
6.9.3 DFA – Design for Assembly
DFA står för Design for Assembly och är ett verktyg som används för att få fram en bra monteringsstruktur för nya produkter, eller förbättra monteringsstrukturen för befintliga produkter. Verktyget används också vid beräkning av monteringskostnader. Metoden består av två delar, där varje enskild komponent i montaget undersöks. Dessa två delar är:
Tidsåtgång för hantering och inpassning
Beslut om komponenten skall elimineras eller sammanfogas med andra komponenter Inom DFA-metoden finns ett index som jämför olika konstruktionsförslag. Metoden grundas på att montören monterar varje detalj enskilt. Det är fördelaktigt med en erfaren montör som kan hantera flera detaljer samtidigt, eftersom det leder till minskad monteringstid.
Fördelen med DFA-systemet är att den ger:
Mindre administration
Lägre lagerhållningskostnader
Färre produkter i arbete
Färre snäva toleranser
Kortare led- och produktutvecklingstid
Bättre kvalitet
Bättre samband mellan konstruktions- och produktionsavdelning.30
Verktyget består av 13 tumregler som levererar tillräcklig information om varför en lösning är bättre än den andra, och dessa tumregler för utvärderingen är, enligt David G. Ullman31:
1. Minimera antalet komponenter
För att få en effektiv montering gäller det att utvärdera varje komponent separat, och teoretiskt undersöka om det är möjligt att minska kvantiteten komponenter eller sammanfoga flera av dessa till en enhet. Vid utvärdering av varje komponent är muttrar, klämmor, bultar med flera inkluderade.
Förbättringseffekten beräknas med följande formel:
29 Karl T. Ulrich & Steven D. Eppinger, (2008), s. 211-231 30 David G. Ullman, (2010), s. 329-349
31
16
2. Minimera antalet fästanordningar
Det är möjligt att reducera mängden komponenter genom att minska antalet fästanordningar. För varje fästelement används en komponent, vilket innebär att hanteringstiden ökar.
Fästelement är de punkter som är tänkbara strukturella fel i designen. Det mest gynnsamma är att utesluta så många komponenter som möjligt från konstruktionen.
3. Välj lämplig baskomponent
Denna riktlinje går ut på att använda bara en baskomponent där de andra komponenterna monteras vid. Den optimala designen fås när produkten är uppbyggd som en tårta, lager för lager, där varje lager består av komponenter som staplas i basenheten. Användning av enbart en baskomponent leder till minskad monteringstid.
4. Omplacera inte baskomponenten
Vid större produkter kan omplacering av baskomponenten vara tidskrävande och kostsamt. Vid en god konstruktion behöver inte baskomponenten omplaceras. Om produktens baskomponent behöver omförflyttas fler än två gånger behöver den omkonstrueras.
5. Välj effektiv monteringsordning
För effektiv monteringsordning måste vissa komponenter monteras före andra. Den mest effektiva monteringsordningen är den som:
Innehåller minst antal steg i processen
Undviker skador på komponenten
Undviker oergonomisk, instabil placering för produkten, personalen och maskinen under monteringsprocessen
Undviker många osammanhängande enheter som skall förbindas senare.
En mindre konstruktionsändring kan leda till att tillgängligheten vid effektiv montering försämras. Vid förändring är det viktigt att hålla ett öga på monteringens effektivitet.
6. Underlätta komponentåtkomst
Riktlinjen går ut på att komponenten skall vara lättillgänglig vid montering. Komponenterna blir svåra att hantera om de trasslar eller fastnar in i varandra. Det gäller att utforma
komponenterna så att dem inte fastnar in i varandra, och med lätthet kan staplas på varandra.
7. Anpassa komponenter till monteringsmetod (manuell, robot eller specialmaskin)
Det finns tre varianter av monteringssystem: manuell-, robot- och specialmaskins montering. Om volymen är mindre än 250 000 enheter per år är det ekonomiskt riktigt med manuell montering. För produkter med en volym av cirka 2 miljoner enheter är det lämpligt att använda robotmontering. Om volymen däremot överstiger 2 miljoner enheter är det passande att
använda specialmaskiner.
8. Bygg symmetriska komponenter
Det finns två mått på symmetri, den första är ”end-to-end” och den andra är
”axel-av-infogning”. Symmetri innebär att komponenten kan införas i anordningen från båda sidorna. Axelsymmetri betyder att komponenten är uppbyggd att införas längs sin axel. Med
17
9. Bygg komponenter symmetriska med monteringsriktningen
Det är viktigt att designern strävar efter att designa komponenterna så att de blir rotationssymmetriska. Fördelen om komponenterna kan monteras i en riktning av sin centrumlinje, är att de kan monteras från båda sidor.
10. Om osymmetriska komponenter, låt de vara tydligt osymmetriska
Målet är att komponenterna skall monteras på endast ett sätt, och de skall vara utformade så att de inte kan monteras på något annat sätt.
11. Låt monteringen ske rätlinjigt och enkelriktat
Beträffande denna riktlinje är det väsentligt att minimera rörelserna. Komponenterna skall monteras med rak rörelse och bör alltid monteras med samma rörelse och riktning. Vid rätlinjig och enkelriktad montering krävs aldrig omplacering av baskomponenten.
12. Utnyttja fasningar, styrningar och elasticitet vid inpassningar
För att erhålla så enkel och effektiv montering som möjligt är det viktigt att varje komponent kan styras till korrekt position. Det kan uppnås genom att tillämpa någon av de tre
monteringsteknikerna: fasning, styrning eller elasticitet.
13. Maximera tillgängligheten vid montering
Denna riktlinje handlar om att montören skall ha tillräckligt med utrymme när komponenten monteras. Till exempel kan åtdragning av en mutter försvåras om det inte finns tillräckligt med utrymme för att greppa verktyget. Monteringen försvåras om komponenterna placeras vid ett trångt utrymme.
6.10 Konstruktion
Produktutvecklingsverktygen CAD, Computer Aided Design och FEM, Finita elementmetoden är viktiga ingenjörsverktyg vid konstruktionsarbetet.
6.10.1 CAD – Computer Aided Design
CAD står för Computer Aided Design och är ett datorprogram för att skapa virtuella 3D-modeller. Programmet används för att skapa modeller med avancerade former, både som solid- och ytmodeller. I CAD-programmet kan även komponenter monteras till färdiga produkter, för att sedan skapa animeringar och fotorealistiska bilder före tillverkning.32
6.10.2 FEM – Finita elementmetoden
FEM är en förkortning av finita elementmetoden, och är en allmän matematisk och numerisk metod för att finna approximativa lösningar till partiella differentialekvationer. Metoden används bland annat vid hållfasthetsproblem och är speciellt fördelaktig när det handlar om kroppar med komplex geometri. FEM är idag ett av de ledande datorbaserade verktyget för analys av spänningar och deformationer i konstruktioner.
Utmärkande för finita elementmetoden är att kroppens verkliga geometri delas upp i många små regioner, så kallade finita element. Elementen är sammankopplade i särskilda punkter, noder. Noderna är placerade i hörnen samt på kanterna i elementen. För det mesta används elementtypen trianglar (tetrahedraler) eller fyrhörningar, eftersom dessa elementtyper har enkel
32
18
geometri. Resultatets noggrannhet från FEM-analysen styrs till stor del hur små element som använts vid elementindelningen. Balkberäkningar tillhör de vanligare problemen som löses med finita elementmetoden. Balkproblemen löses genom att studera förskjutningar och rotationer i balkens ändpunkter, det vill säga noderna.33
Under senare tid har FEM utvecklats till att bli ett mångsidigt beräkningsprogram. Idag används finita elementmetoden inom exempelvis följande områden:
Linjär och icke linjär elastisk analys
Temperaturberäkningar
Stabilitetsanalys
Optimering
Utmattning
Elektricitet och magnetism
Flöden34
Figur 9: FEM, grovmesh
Figur 10: FEM, finmesh
33http://dixon.hh.se/bertil/Kurser/Common/FEMgk/Notes/kompendiumA4.pdf, kompendium, s. 5
34
19
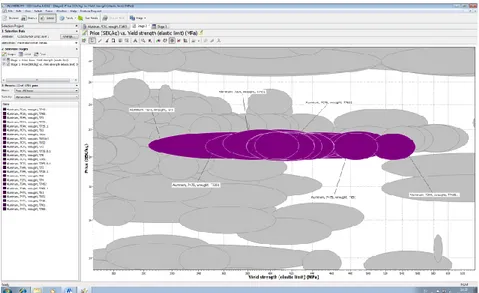
6.10.3
CES EduPack
Programvaran CES EduPack har omfattande databaser med parametrar och kvalitér som utgör en viktig aspekt för att välja optimalt material. Egenskaperna hos materialet kan avgöra produktens materialval. Det kan vara exempelvis kemisk miljö, temperatur, mekaniska laster och så vidare.35
Figur 11: CES EduPack, exempelbild
35
20
7. Tillämpad lösningsmetodik – ORD 43P
Nedan presenteras ett grafiskt flödesschema över författarnas planering och arbetsstruktur för ORD 43P. Under kapitel 11 presenteras tillämpad lösningsmetodik för EM Stabilizer.Figur 12: Grafiskt flödesschema, ORD 43P Planering • Gruppkontrakt • Mötesprotokoll • Gantt-schema • Handledning Problem-förståelse • Förundersökning • Kravspecifikation • Funktionsanalys • Val av komponenter Koncept-generering • Brainstorming • Skisser Marknads-undersökning • Materialundersökning • CES EduPack
• Sökning efter material på marknaden • Val av material utifrån leverantörens
utbud
Koncept-utvärdering
• Pugh´s matris
Konstruktion
21
7.1 Planering
För att planera examensarbetets fortskridande under 20 veckors perioden upprättades
gruppkontrakt, mötesprotokoll och Gantt-schema. Även handledningstillfällen med högskolans handledare bokades in.
7.1.1 Gruppkontrakt
Första aktiviteten under examensarbetet blev att upprätta gruppkontrakt. Gruppkontraktet upprättades i tre stycken exemplar, en till högskolans handledare (Bengt Gustafsson), en till ABBs handledare (Jan-Erik Eriksson) och slutligen en till examensarbetarna. Kontraktet skrevs för att samtliga parter skulle vara överens om vilka regler och bestämmelser som gäller under examensarbetets fortlöpningsperiod. När gruppkontraktet färdigställdes innehöll det bland annat följande punkter:
Bakgrund Allmänt Grupproller Beslut Tvister Sjukdom
Gruppkontraktet visas under bilagor (se Bilaga 16.3 – Gruppkontrakt).
7.1.2 Mötesprotokoll
Mötesprotokoll upprättades efter varje projektmöte för att examensarbetarna skulle få god översyn och kontroll över vad som uträttats under varje arbetstillfälle. Utifrån mötesprotokollen kunde författarna följa tidsplanen för varje aktivitet och se projektstatus (se Bilaga 16.4 – Mötesprotokoll, ORD 43P).
7.1.3 Gantt-schema
schemat upprättades strax efter gruppkontraktet. Under arbetets gång reviderades Gantt-schemat tre gånger. Motivet till att revidera Gantt-Gantt-schemat uppkom efter insikten att ett flertal produktutvecklingsverktyg inte bidrar till att kostnadsoptimera och produktionsanpassa produkten (se Bilaga 16.5 – Gantt-schema, ORD 43P).
7.1.4 Handledning
Handledningsmötena är till för att bekräfta att examensarbetarna är i fas med projektarbetet, och under dessa möten ges råd och tips hur uppkomna problem kan lösas.
Mötena med handledarna ägde rum vid behov. Det blev få möten med Jan-Erik Eriksson från ABB och Bengt Gustafsson från Mälardalens högskola. Författarna spekulerade om att handledarna hade gott förtroende för examensarbeternas arbetsprocess.
Det förekom korta men intensiva handledningsmöten och diskussioner under projektarbetets gång. Bland annat diskuterades vad som skulle åstadkommas och hur problemen skulle lösas. Jan-Erik Eriksson gav tips och råd, men avslöjade inga problemlösningar.
22
7.2 Problemförståelse
Nedan presenteras författarnas valda tillvägagångssätt för ökad problemförståelse.
Figur 13: Elektromagnetisk omrörare, ORD 43P
7.2.1 Förundersökning
Författarna genomförde en grundlig förundersökning för att få ökad förståelse av produktens funktioner och dess uppbyggnad. Förundersökningen inleddes med att leta efter information vid ABBs hemsida för att få mer kunskap om hur elektromagnetiska omrörare fungerar. Produkten ORD 43P diskuterades med Tord Kroon, mekanikkonstruktör vid ABB. Författarna blev djupt informerade om produktens funktioner och vilka övergripande komponenter
produkten är sammansatt av.
Intervju med montörer vid ABBs verkstad
Montörerna Anders Broström och Kjell Svensson intervjuades vid ABBs verkstad, Process Automation, Metallurgy (2013-02-11).
Utifrån den genomförda intervjun i verkstaden erhöll författarna bättre kännedom om komponenternas monteringsprocess.
Följande frågor ställdes under intervjun:
Upplever ni några svårigheter under monteringsprocessen?
Har ni några förbättringsförslag vad gäller monteringen och konstruktionen av komponenterna, samt produkten i sin helhet?
Vilka åtgärder bör vidtas för att sänka kostnaderna för komponenterna och minska monteringstiden?
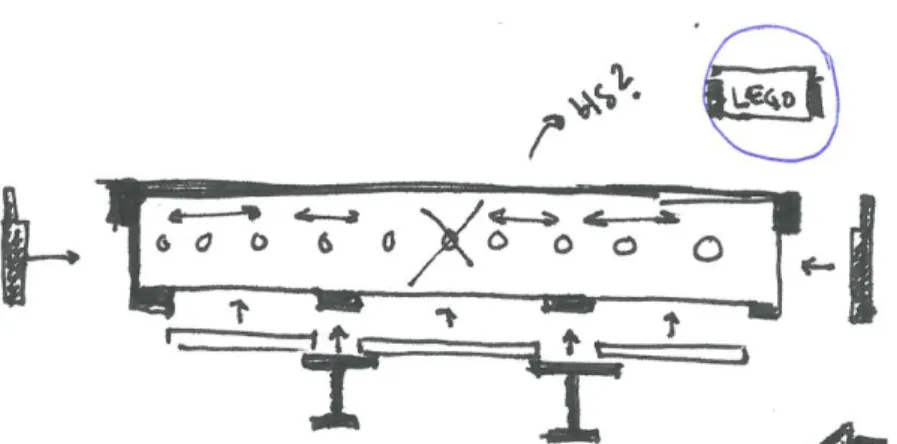
Anders och Kjell ansåg att det var ett monteringsmoment som var svårt och besvärligt att utföra. Momentet belastar kroppen på grund av den dåliga ergonomin. Problemet är den mittersta pinnskruven är i vägen när muttern skall dras åt (se Figur 14: Monteringsproblem, inzoomad). Det innebär att montören måste använda ett verktyg som är oergonomiskt. Anders hade en idé som gick ut på att förflytta eller eliminera det mittersta hålet i stomme grundutförande. Om det mittersta hålet skulle tas bort måste de övriga hålen omplaceras så att