A FIRST SLURRY PUMP STANDARD AND SOME
IMPLICATIONS FOR PASTE APPLICATIONS
G. R. Addie, GIW Industries, USA
A. Sellgren, Lulea University of Technology, Sweden
ABSTRACT
The Hydraulic Institute has just completed the task of developing a new ANSI/HI standard on Rotodynamic (Centrifugal) Slurry Pumps covering nomenclature, definitions, applications, and operation. The standard provides examples of all the different types of pumps available and has an extensive section on definitions. Slurries and their effect on performance and wear are covered. A slurry service class is established which then is used to limit velocities and head produced per pump to give acceptable wear. A special section deals with mechanical seals and a new method for determining flange loads is presented and guidelines are given for commissioning, start-up etc.
The head limits and the performance derating are of special interest when centrifugal slurry pumps are applied to thickened tailings and paste-like slurries. For Newtonian liquids, the Hydraulic Institute’s Viscosity Correction Method (ANSI/HI 2004) provides a procedure widely used for viscous effects on the performance. For the homogeneous flow of viscous slurries, the new slurry standard refers to an applicable viscosity to use with the method and to “consult the pump manufacturer for guidance regarding non-Newtonian slurry pump performance.”
Experimental performance results are presented here and applied to the viscosity correction method for a simulated tailings product slurry characterized by a fully sheared yield stress of about 100 Pa, evaluated from pipeline data. The pump was a GIW-LCC type three-vane all metal unit with a 0.3m-diameter impeller having an open shroud with a simple auger-like inducer. Results are also given for an underground hydraulic fill product characterized by a Newtonian kinematic viscosity which is 1300 times that for water. The different results obtained here point out the strong influence the rheological behavior has on the choice of pump size and the power requirement.
1 INTRODUCTION
The Hydraulic Institute has just completed the task of developing a new ANSI/HI standard on Rotodynamic (Centrifugal) Slurry Pumps covering nomenclature, definitions, applications, and operation, ANSI/HI (2005). The standard provides examples of all the different types of pumps available and has an extensive section on definitions.
2 DEVELOPMENT
AND
FORMAT OF THE STANDARD
The Standard was developed by Senior Engineering personnel from most all of the slurry pump manufacturers. The work was carried out by the Hydraulic Institute and took over five years. Over ten pump manufacturers participated along with about twenty user companies and industrial and academic experts. The first author chaired the committee while the second was a major academic contributor.
2.1
FORMAT OF THE STANDARD
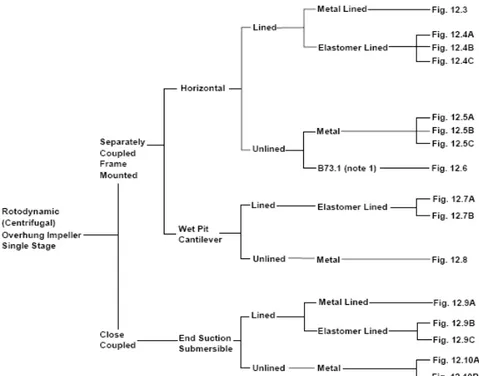
The standard follows the typical hydraulic institute format that starts with a scope, types, and nomenclature. Figure 1 shows the types covered.
Figure 1 Rotodynamic (centrifugal) slurry pump types
Examples of all of the different types of slurry pumps available are provided along with parts lists, definitions, and a chart for what pressure and particle size these are appropriate for, see Figure 2.
2.2
TERMS AND DEFINITIONS
As in most HI Standards, the terms and definitions section is extensive. Charts are provided for transport rate conversion into different pipeline velocities, weight to volume conversions, and for flow regions as a guide to if a slurry is settling or non-settling. All charts are provided in dual units. Settling (heterogeneous) and non settling (homogeneous) pipeline pumping characteristics are described schematically. A rough basis for classification is given in Figure 3.
Figure 3 Schematic classification of slurry flows for various solid density ratios. After Aude et al. (1971)
It follows from Figure 3, that a highly concentrated tailings slurry or paste may not be considered to be completely homogeneous with maximum particles typical for tailings. Therefore, rheology-oriented pipeline friction loss analysis and scaling are approximate, slurries of the type considered here may not behave in a completely non-settling way, see for example Pullum (2003). The pipeline flow of paste-like tailings slurries is likely to be laminar. In order to avoid laminar flow particle deposition in the pipeline, the minimum pressure gradient must be in the range of 1 and 2 kPa/m, Cooke (2002).
3
PUMP WEAR CONSIDERATIONS
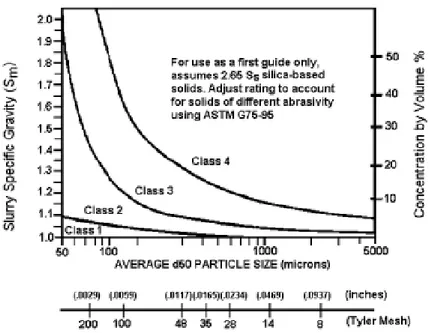
Information is provided in the standard on wear mechanisms, wear coefficients, and the response of different materials. The standard refers to numerical methods of calculating wear, but stops short of proposing any method. Rather the standard provides a service class chart Figure 4 and Table 1 for identifying different wear severity and tables of permissible maximum head per stage and velocity limits and percentage operating ranges for different designs of collector. It is at present not clear to what extent wear in centrifugal pumps is a major cost factor in paste applications, for example in thickener underflow or circulation applications. Paterson (2003) used an additional correction factor for the effect on successive wear for centrifugal pumps for highly concentrated tailings slurries. Sellgren et al. (2005) used the correction factor 0.95 based on general slurry experience, Addie and Sellgren (1998).
Figure 4 Service Class Chart for Slurry Pump Erosive Wear
Table 1 Suggested Maximum Operating Values for Acceptable Wear
Service Class
1 2 3 4
Maximum head per stage: meter feet 123 400 66 225 52 168 40 130 Maximum Impeller peripheral speed:
All-metal pump (m/s) (ft/min) 43 8500 38 7500 33 6500 28 5500 Rubber lined pump
(m/s) (ft/min) 31 6000 28 5500 26 5000 23 4500
4 CONSTRUCTION
DETAILS
Wetted materials of construction are described and recommendations made for those along with the arrangement details. Recommended bearing housing and rotating shaft seals are described in some detail with a special section on mechanical seals and where they may be used. The standard lays out shaft alignment limits and recommends minimum bearing lives as shown in Table 4.
Table 2 Calculated fatigue life of bearings by slurry service class
Slurry service class Minimum calculated bearing fatigue life (L10 life in hours)
1 17,500 2 35,000 3 50,000 4 50,000
5
INSTALLATION AND OTHER CONSIDERATIONS
The standard provides for a new method of determining maximum permissible flange loads based on the pump hold down bolts as the limiting criteria.
Guideline sections are provided on commissioning, start up, adjustment, storage, and disassembly. A special section is provided on possible operating problems and maintenance procedures for maximum part life. Acceptance and other tests are covered along with a brief section on what measurements should be taken and the types of instruments that need to be employed. The standard includes an equipment data sheet that can be used and an extensive source material and reference section along with appendices containing unit conversions, material conversions, and an index.
6 PUMP
PERFORMANCE
DERATING
6.1
Viscous Newtonian Fluids
The Hydraulic Institute has presented correction factors for head, CH, flow rate, CQ, and efficiency, Cη , when pumping viscous Newtonian liquids for given water curves and rotary speed. Input has been given in the lower panel of a chart: flow rate, pumping head per stage and kinematic viscosity, ν, which is the ratio of the dynamic viscosity to the density of the liquid. The correction factors have then been obtained in the upper panel of the chart. In an alternative adoption of the nomographic representation of input parameters, Cooper (2001) linked the correction factors to a leading parameter, the head-flow Reynolds number, Re:
25 . 0 5 . 0 ( ) Re v gH Q = (1) where Q is the flow rate, H is the pumping head and g is the acceleration due to gravity. Davidson and Betele
(2000) extended the chart procedure to cover peak efficiencies from 20 to 90%. An alternative graphical representation also including the pump specific speed was given in a KSB Pump Company Booklet (1990). Following the Standard, the specific speed, ns, can be expressed as:
0.75 5 . 0
H
N
Q
n
s=
(2) where Q is given in m3/s, N in rpm and H in m.In an extension of previous HI Standards for viscosity corrections, a generalized method has recently been developed where the parameters in Equations 1 and 2 are empirically linked to a large body of available experimental data, ANSI/HI (2004).The leading parameter, B, in the method is coupled to various empirical relationships for the correction factors which also are represented graphically, see Equation 3 and Figure 5 where the correction factors also are defined. CH and CQ expresses the viscous fluid head over the water head and the viscous fluid flow rate over the water flow rate, respectively. Cη expresses the efficiency in slurry service at the reduced flow rate over the efficiency for the unaffected flow rate in water service. B is expressed as follows: 0.25 0..375 0625 . 0 5 . 0
5
.
16
Q
N
H
v
B
=
(3) where ν is in cSt , Q in m3/h,H in m and N in rpm.It follows from Equation 3 that large flow rates, i.e. large pumps, are affected less than smaller pumps and that higher rotary speeds reduce the effect for a given head and viscosity. For example, the correction factors CH, CQ, and Cη were estimated to about 0.8, 0.8, and 0.5, respectively, with a typical slurry pump with an impeller diameter of 0.3 m operating for water at 1000 rpm giving a BEP- flow rate of 72 m3/h and 12 m head, and a liquid with kinematic viscosity 0.3 10-3 m2/s, or 300 times that for water (300 cSt).The method described here gives correction factors similar to previous HI viscosity correction procedures.In a pump selection situation with given pumping head, flow rate and viscous properties the water performance is normally to be determined. The HI method is then in principle an iterative procedure.
Figure 5 Schematic representation of the charts coupled to the parameter B in Equation 3, when pumping a viscous Newtonian liquid, ANSI/HI (2004). The corresponding correction factors are defined and related to water pumping in the sketch to the right
The HI method is an approximate, but reasonable representation of the effect of Newtonian liquids on the performance for most practical purposes for kinematic Newtonian viscosities less than about 4000 times that for water, ANSI/HI (2004). It is also stated that effects related to non-Newtonian liquids and particle-liquid mixtures, i.e. slurries, are beyond the scope of the method. Performance tests should be carried out with the particular viscous medium to be handled, when accurate information is essential.
6.2
Non-Newtonian fluids and non-settling slurries
For the laminar flow of a Newtonian fluid in a pipeline, the required pressure gradient increases in direct proportion to the flow rate for a given pipe diameter. Laminar fluid flow that deviates from this behaviour is non-Newtonian. With non-Newtonian fluids and slurries, pump performance effects can vary widely. High-density tailing slurries and pastes of very fine particles are, for practical pumping purposes, non-settling and behave in a highly non-Newtonian way and often exhibit a yield stress. The yield stress is defined as the minimum stress required causing the slurry to flow.
Pumping highly non-Newtonian slurries at flow rates much lower than in the BEP region may cause a dramatic drop in head, which creates an unstable head curve, see for example Wilson et al. (2006) or Sellgren et al. (1999). The derating of the performance of a centrifugal pump pumping a viscous Newtonian liquid instead of water means that the pump behaves as a smaller pump with the BEP-region appearing for smaller flow rates; see the right side of Figure 5. Using the HI method, developed for Newtonian liquids only, means therefore that a larger pump should be chosen to pump the required flow rate with operation within the BEP- region. Using these corrections resulting in a larger pump for a non-Newtonian slurry might introduce a risk of operation at low flow rates where an unstable head curve can occur compared to BEP.
The complex influence of highly concentrated slurries on the performance and coupling to the design and operation of the pump is expressed in the Standard as “pump manufacturer shall be consulted for guidance regarding non-Newtonian slurry pump performance.”
In order to apply the HI method to estimate the derating when pumping non-settling non-Newtonian slurries, a characteristic viscosity value is required in Figure 5 and Equation 3. For flow in a pipeline, rheological procedures are established to relate pipe wall shear stress and shear strain in a rheogram, see for example Wilson et al. (2006). For the flow within a pump the rheogram parameters cannot, at present, be fully defined and characterised.
Highly concentrated industrial slurries of the type considered here, can often be approximately represented by a yield stress and a straight line for larger shear strains in a rheogram. The slope of the line is often denoted “tangent viscosity”. If the linear relationship prevails to zero shear strain then the slurry is a Bingham type of medium, where the slope (tangent viscosity) is termed “plastic viscosity” or “coefficient of rigidity”. These and other viscosity concepts have been used to characterize a slurry viscosity in the HI method to obtain the correction coefficients from Figure 5 for non-settling non-Newtonian slurries, Walker and Goulas (1984), Xu et al.(2002), Sery and Slatter (2002) and others. Sery et al. (2006) adopted an approach related to equipment for agitation. In order to simulate the BEP-performance derating and observed progressively increasing derating with decreasing flow rates for an ash sludge slurry, Sellgren and Addie (1994) characterized viscosities for head and efficiency reductions to the pump discharge and suction side diameters, respectively, through the rheological parameter,8V/D,where V is the velocity. The agreement was good; however the approach could not be validated when compared to other data, for example Walker and Goulas (1984).
Most reported experimental pump performance results for highly non-Newtonian slurries are for kaolin where most particles are smaller than about 2 µm or for slurries much less viscous than pastes. Few centrifugal pump derating results with highly concentrated tailing slurries have been reported and are available in the literature.
7
EXPERIMENTAL TAILINGS PASTE RESULTS
Pump derating experiments with simulated tailings have been carried out in loop systems with 0.075 m and 0.152 m diameter pipelines at the GIW Hydraulic Laboratory, U.S.A. The pump was a modified GIW-LCC type 3-vane all metal unit with an open shroud 0.3m-diameter impeller having a simple auger-like inducer. The performance of the same pump was also investigated with a hydraulic fill paste-product at a mine, Swan & Currie (2002).
7.1
Simulated tailings for surface disposal
A clay-fine sand mixture was used together with some available silt-fine sand slurry results to simulate a tailings product characterized by a fully sheared yield stress of about 100 Pa. The rheology was evaluated from the pipeline loop results and expressed in terms of the yield stress and a tangent viscosity. The corresponding kinematic tangent viscosity was estimated to 0.03 10-3 m2/s. Resulting pump deratings are given in Figure 6.
It follows from Figure 6 that the estimated head curve was stable and that the correction coefficient CQ was approximately 1. CH and Cη were found to be 0.95 and 0.86, respectively. These values are compared to estimated factors with the HI method, Table 3.
It follows from Table 3 that the reduction in head was slightly underestimated and that the derating in efficiency agreed reasonably well for the tangent viscosity 0.03 10-3 m2/s evaluated from the pipeline loop experiment.
0 2 4 6 8 10 12 14 16 30 40 50 60 70 80 Flowrate (m3/hr) He ad ( m ) 0 10 20 30 40 50 60 70 80 E ffici ency (%)
Head, Water Head, Slurry Efficiency, Water Efficiency, Slurry
Figure 6 Pump performance derating for a simulated tailings product characterized by a yield stress of about 100 Pa.
Table 3 Comparison of measured deratings with the HI method for the simulated tailings product in Figure 6 based on
ν
=0.03 10-3 m2/s.Correction factors, see Figure 5 CQ CH
C
ηMeasured deratings 1 0.95 0.86
Estimated HI-deratings 0.98 0.98 0.84
7.2
Hydraulic fill product with chemical additives
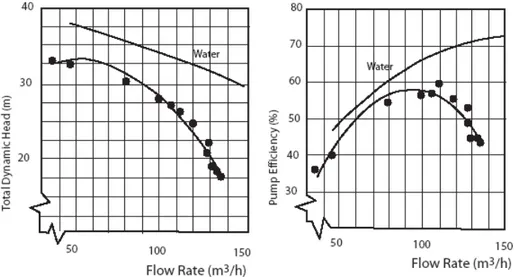
A tailings paste product with chemical additives for better strength in underground hydraulic fill was tested in a loop at a mine with the modified pump used in the previous experiment. Pipeline loop and pump performance results in 0.125 and 0.15 m diameter pipelines were evaluated in terms of viscous behaviour. It was found that the product can be characterised as a highly viscous Newtonian slurry with a kinematic viscosity of about 1.3 10-3 m2/s. The pump was operating at 1600 rpm corresponding to 30 m head at 150 m3/h with water. Pump performance results are given in Figure 7.
Figure 7 Head (left) and efficiency (right) deratings for a hydraulic fill product with chemical additives pumped at Cw =74% (Swan & Currie 2002).
It follows from Figure 7 that the derating effects were large for this highly viscous slurry. The same comparisons as in Table 3 are given in Table 4.
Table 4 Comparison of measured deratings with the HI method for the hydraulic fill paste product at Cw=74% and ν =1.3 10-3 m2/s.
Correction factors CQ CH
C
ηMeasured deratings 0.61 0.93 0.75
Estimated HI-deratings 0.71 0.71 0.30
It follows from the results in Table 4 that the estimated and observed derating for the BEP-flow rate agreed to some extent, while the reductions in head and efficiency were overestimated. The estimated derating in efficiency of about 0.3 compared to the observed 0.75 means that the corresponding power consumption was overestimated by a factor of 2.5. The result for this very viscous and Newtonian tailings product showed the strong effect on the BEP-region which dramatically influences the choice of pump size.
CONCLUSION
A new first Slurry Pump Standard has been produced by the Hydraulic Institute. It contains a wide range of definitions, application, and limit information. The Standard provides a service class chart for identifying wear severity and related head per stage limitations. A special section deals with mechanical seals and a new method for determining flange loads is presented and guidelines are given for commissioning, start-up etc. The head limits and the pump performance derating are of special interest when centrifugal slurry pumps are applied to thickened tailings and paste-like slurries, for which the performance derating can vary widely. Experimental pump performance derating results were obtained for a simulated tailings product characterized by a yield stress of about 100 Pa. For the typical non-Newtonian behavior seen here the tangent viscosity applied to the HI method seemed to estimate the derations in efficiency in a reasonable way, while the reduction in head was slightly underestimated.
The results for the underground hydraulic fill product, characterized by a (Newtonian) kinematic viscosity of 1300 times that for water, showed a strong effect on the BEP-flow rate, which was reasonably well estimated with the method. The head and efficiency deratings were, however, overestimated.
ACKNOWLEDGMENTS
The writers wish to acknowledge Xstrata Nickel Canada mine for the non-settling slurry data evaluated in the comparisons in Figure 7.
REFERENCES
Addie, G.R., and Sellgren A. (1998) The effect of wear on the performance of centrifugal slurry pumps. Proceedings of FEDSM 98, ASME Fluids Engineering Division Summer Meeting, June 21-25, Washington, DC, U.S.A. ANSI/HI (2004) Effects of liquid viscosity on rotodynamic (Centrifugal and vertical) pump performance. 9.6.7. ANSI/HI (2005) Standard for rotodynamic (centrifugal) slurry pumps.12.1-12.6.
Aude, T.C., Cowper, N.T., Thompson, T.L., and Wasp, E.J. (1971) Slurry piping systems: Trends, Chemical Engineering, June.
Cooke R. (2002). Laminar flow settling: the potential for unexpected problems, Proceedings, 15th Int. conference on
Hydrotransport, Bannf, Canada, June 3-5.
Cooper P. (2001) Centrifugal pump theory. 2.1 in Pump Handbook, 3rd edition (MacGraw Hill).
Davidson J and Bertele O. (2000) Process pumps selection, a systems approach. Professional Engineering Publishing Ltd, UK
KSB Pump Company Booklet (1990) Centrifugal pump design.
Paterson A. (2003) The hydraulic design of paste transport systems. Proceedings, Int. seminar on paste and thickened tailings, Australian centre for Geomechanics, Melbourne, May, 2003.
Pullum, L. (2003) Pipeline performance. Proceedings, Int. seminar on paste and thickened tailings, Australian centre for Geomechanics, Melbourne, May, 2003.
Sellgren A., Addie G.R. (1994) Pump solids effect when handling non-settling slurries. Proceedings, Hydromechanisation 8, Miskolc, Hungary 1994.
Sellgren, A., Addie, G.R., and Yu W.C. (1999) Effects of non-Newtonian mineral suspensions on the performance of centrifugal pumps. Journal of Mineral Processing and Extraction Metallurgy Review (20), pp 239-249.
Sellgren A., Addie G.R., Whitlock L., (2005) Technical-economical feasibility of using centrifugal pumps in high-density thickened tailings slurry systems. Paste 2005 Int’l seminar on Paste and Thickened Tailings, Santiago, Chile, April, 2005 pp195-206.
Sery G., Slatter P.T. (2002) Centrifugal pump derating for non-Newtonian slurries. Proc.15th Int. Conference on
Hydrotranport ,Banff, Canada, BHR Group, UK, pp 679-692.
Sery G. Kabamba B, Slatter P. (2006) Paste pumping with centrifugal pumps: Evaluation of the Hydraulic Institute chart derating procedures. Proceedings, Paste 2006, Int’l seminar on Paste and Thickened Tailings, Limerick Ireland, April, 2006 pp 403-412.
Swan G. and Currie R (2002) Pumping tests with a hydraulic fill product. In-house report, Falconbridge Ltd.
Walker, C.I. and Goulas A. (1984) Performance characteristics of centrifugal pumps when handling homogeneous slurries. Proc .Instn. Mech. Engrs. (198A, No. 1), pp. 41-49.
Wilson, K. C., Addie, G.R., Sellgren, A. & Clift, R (2006) Slurry Transport Using Centrifugal Pumps, 3rd Ed., Springer,
New York, U.S.A, 435 p.
Xu, J., Tipman, R.,Gillies, R., and Shook, C. (2002) Centrifugal pump performance with Newtonian and non-Newtonian slurries. Proc.15th Int. Conference on Hydrotranport, Banff, Canada, BHR Group, UK, pp 693-710.