Akademin för Innovation, Design och Teknik
Utveckling av flexibel fixtur
för innerväggar inom
byggindustrin
Examensarbete
Avancerad nivå, 30 hp
Produkt- och processutveckling VT-2021
Jonas Erkas & Gustaf Nystedt
Rapport nr:
Handledare, företag: Johan Tjernell
Handledare, Mälardalens högskola: Mikael Johnsson Examinator: Sten Grahn
ABSTRACT
There are companies in the Swedish industry that are interested in applying fixtures for the construction of house components. In the hope that the fixtures will bring the same production benefits to the construction industry as they already do in other industries today. The purpose of the fixtures is that the house components produced in the fixtures will be cheaper to
manufacture in comparison with traditional house construction. Which leads to the possibility of constructing cheaper housing. At the same time, the fixtures create a hope that they will give a chance for more people to work with housing production, by the fixtures lowering the
requirement for previous professional skills and training in order to be able to produce high-quality products. As a result, the incorporation of fixtures in the construction industry has the opportunity to make a positive contribution to societal development concerning both housing and long-term unemployment.
However, research in the field is very deficient and there is a lack of knowledge about what a possible application of fixtures in the construction industry might look like. Therefore, this project is conducting a case study in the development of a fixture. The case study consists of a pilot project between the company Husmuttern AB and one of Sweden's leading construction companies and intends to develop a fixture to produce interior walls, which will be delivered to an active housing project in Eskilstuna. The project follows a product development process developed by Ulrich & Eppinger (2019) to produce an adequate fixture design for the pilot project. In addition to the product development process, a literature study is carried out based on the method developed by Hagen-Zanker & Mallet (2013) to identify a theoretical basis for the project. The case study aims to answer the two research questions: " How can the
ergonomics look like for the work at the production fixture?" and "Which relations exist between the interior wall’s building requirements and the production fixture’s construction?". The case study resulted in the fixture being able to be constructed, which: according to the ergonomic assessment models applied, showed that the fixture helped to create a good ergonomic workplace for the employees and ensured that the wall sections produced in the fixture met the prevailing construction requirements. The fixture also showed the ability to save 70 percent for the wall sections produced during the pilot study compared to the reference cost used. The saving refers to the production cost of the inner walls with the material cost
excluded, since it is the same for both cases.
The result from the case study showed that it is possible to apply fixtures within the
construction industry in a cost-effective way when production volumes are larger, at the same time as the requirement for previous experience is reduced and the ergonomics of the
workplace improves.
The report contains recommendations for further studies in the subject.
Keywords: fixture, fixture within construction, ergonomic fixture for construction, ergonomics around fixtures
SAMMANFATTNING
Det finns företag inom den svenska industrin som är intresserade av att tillämpa fixturer för byggnation av huskomponenter. I förhoppningen av att fixturerna ska medföra samma produktionsmässiga fördelar till byggindustrin som de redan gör inom andra industrier i dagsläget. Ändamålet med fixturerna är att huskomponenterna som producerade i fixturerna ska bli billigare att tillverka i jämförelse med traditionell husbyggnation. Vilket leder till möjligheten att uppföra billigare bostäder. Samtidigt som fixturerna skapar en förhoppning av att de ska öppna upp för fler att arbeta med produktion av bostäder, genom att fixturerna sänker kravet på tidigare yrkesskicklighet och utbildning för att kunna producera högkvalitativa produkter. Därigenom har en inkorporering av fixturer inom byggindustrin möjlighet till att bidra positivt i samhällsutvecklingen rörande både bostads- och långtidsarbetslöshet. Dock är forskning på området bristfällig och det saknas kunskap om hur en eventuell
tillämpning av fixturer inom byggindustrin kan se ut. Därför utför det här projektet en fallstudie i utvecklandet av en fixtur. Fallstudien är utgörs av ett pilotprojekt mellan företaget Husmuttern AB och ett av Sveriges ledande byggföretag och ämnar utveckla en fixtur för produktion av innerväggar, vilka ska levereras till ett aktivt bostadsprojekt i Eskilstuna.
Projektet följer en produktutvecklingsprocess utvecklad av Ulrich & Eppinger (2019) för att ta fram en adekvat fixturkonstruktion till pilotprojektet. Utöver produktutvecklingsprocessen genomförs en litteraturstudie baserat på metoden framtagen av Hagen-Zanker & Mallet (2013) för att identifiera ett teoretiskt underlag för projektet. Fallstudien syftar till att besvara de två forskningsfrågorna: ”Hur kan ergonomin se ut för monteringsarbete vid innerväggsfixturer?” och ”Vilka relationer finns mellan innerväggens byggkrav och tillverkningsfixturens
konstruktion?”. Fallstudien resulterade i att en flexibel fixtur konstruerades, vilken: enligt de ergonomiska bedömningsmodeller som applicerades visade på att fixturen bidrog med att skapa en god ergonomisk arbetsplats för de anställda och säkerställde att väggsektionerna som
producerades i fixturen uppnådde de rådande byggnationskraven. Den utvecklade
konstruktionslösningen visade på förmågan att kunna medföra besparingar på 70 procent för de väggsektionerna som producerades under pilotstudien i jämförelse med den referenskostnad som användes. Besparingen avser produktionskostnaden av innerväggarna där
materialkostnaden är exkluderad då den är densamma för båda fallen.
Resultatet från fallstudien visade på att det går att tillämpa fixturer inom byggindustrin på ett kostnadseffektivt sätt vid produktion av större volymer komponenter, samtidigt som kravet på erfarenhet reduceras och ergonomin på arbetsplatsen förbättras.
Rapporten innehåller även rekommendationer om fortsatta studier inom ämnet.
Nyckelord: fixtur, fixtur inom byggnation, ergonomisk fixtur för byggnation, ergonomi kring fixtur
FÖRORD
Vi vill börja med att rikta ett stort tack till Johan Tjernell, som har givit oss möjligheten att skriva detta intressanta examensarbete hos Husmuttern AB. Den vägledning och det
engagemang som projektgruppen fått erfara under examensarbetet har betytt mycket. Ett stort tack riktas även till Love Grahn som har stöttat och funnits tillhands vid behov.
Ett tack till samarbetspartnern till examensarbetet som har visat intresse och uppskattning för projektet.
Vi vill självfallet tacka Mikael Johnsson, vår handledare från Mälardalens högskola, för ett fantastiskt arbete med vägledning och den konstanta flödeskommunikationen som har underlättat arbetet något enormt.
Slutligen vill vi tacka Sten Grahn, examinator på Mälardalens högskola, som underlättade starten för examensarbetet.
Innehållsförteckning
1 INLEDNING ... 2
1.1 Bakgrund ... 2
1.2 Problemformulering ... 3
1.3 Syfte och frågeställningar ... 4
1.4 Avgränsningar och direktiv ... 5
2 ANSATS OCH METOD ... 7
2.1 Produktutvecklingsprocess ... 7 2.2 Produktutvecklingsverktyg ... 9 2.2.1 Behovsegenskapsmatris ... 9 2.2.2 Kravspecifikationer ... 9 2.2.3 Brainstorming ... 9 2.2.4 Konceptval ... 10 2.2.5 Konceptutsållning ... 10 2.2.6 Tillverkningsanpassad konstruktion ... 11 2.2.7 Monteringsanpassad konstruktion ... 11 2.2.8 Prototypframtagning ... 11 2.3 Forskningskvalitet ... 12 2.3.1 Litteraturstudien ... 12 2.3.2 Fallstudien ... 12 2.4 Litteraturstudien ... 13
2.4.1 Sökmetod 1: akademisk litteratursökning ... 13
2.4.2 Sökmetod 2: snöbollssökning ... 13
2.4.3 Sökmetod 3: grå litteratursökning ... 14
3 TEORETISK REFERENSRAM ... 15
3.1 Ergonomi och arbetsmiljö... 15
3.1.1 Ergonomi och artbetsplatssäkerhet inom fabriksmiljö ... 15
3.1.2 Arbetsmiljöverket om ergonomi och arbetsmiljö ... 16
3.1.3 Arbetsmiljöverkets bedömningsmodell för ergonomi ... 18
3.1.4 Ergonomi och arbetsplatssäkerhet vid byggnation av väggar med stålstomme ... 19
3.2 Byggnationsnormer för innerväggar ... 19
3.3 Bakgrund om fixturer ... 21
4 GENOMFÖRANDE ... 23
4.1 Planering ... 23
4.1.1 Produktutvecklingsprocess ... 23
4.1.2 Observation av befintlig fixtur ... 23
4.1.3 3D-modellering av befintlig fixtur ... 23
4.1.5 Insamling av rådata ... 24
4.1.6 Kundbehov ... 24
4.1.7 Egenskaper ... 25
4.1.8 Kravspecifikation ... 26
4.1.9 Allokera resurser och fastställa en tidsplan ... 27
4.2 Konceptutveckling ... 27 4.2.1 Brainstorming ... 27 4.2.2 Pughs matris ... 29 4.3 Utveckling på systemnivå ... 29 4.3.1 Utveckling av produktarkitektur ... 29 4.3.2 Arkitekturens delsystem ... 30
4.3.3 Generera CAD-modell av ”vinnande koncept” ... 32
4.3.4 Fokus på industridesign... 33
4.3.5 Identifiera leverantörer till nyckelkomponenter ... 35
4.4 Detaljutveckling ... 36
4.4.1 Detaljutveckling av koncept ... 36
4.4.2 Nytt förslag från samarbetspartner ... 38
4.4.3 Anpassa koncept ... 38
4.4.4 Materialval ... 39
4.4.5 Ekonomisk analys och vidareutveckling ... 40
4.4.6 Utlyft från fixturen ... 40
4.5 Testing ... 41
4.5.1 De olika prototyperna som skapades för testning ... 41
4.5.2 3D CAD-modell för att upptäcka kollisioner ... 41
4.5.3 3D CAD-modell för att testa designen hos intressenter ... 41
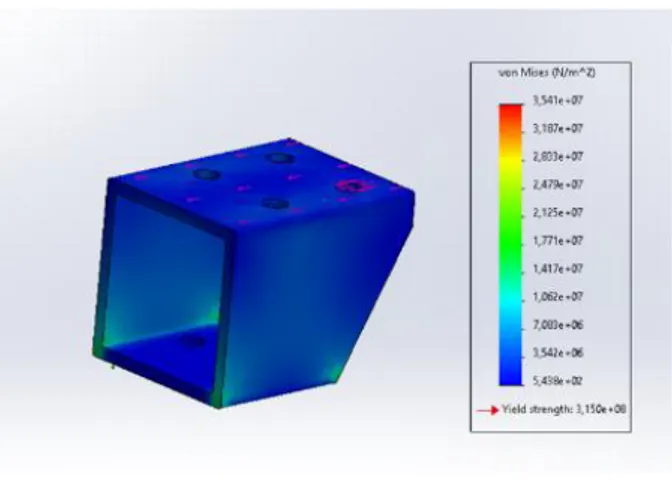
4.5.4 FEM-analys av 3D CAD-modell: Ramens bärkraft ... 41
4.5.5 FEM-analys av 3D CAD-modell: Magnetpositionerarnas bärkraft ... 42
4.5.6 Beräkning av motorns vridmoment ... 43
4.5.7 Test av inköpta komponenter ... 44
4.5.8 Produktion av väggsektioner ... 45
4.5.9 Funktionsprototyp bestående av kilarna och ramen ... 45
4.5.10 Betaprototyp av mallar ... 46
4.5.11 Bedömning av konceptets ergonomi ... 46
4.6 Produktionsupptakt ... 50 4.6.1 Färdigställda ritningar ... 50 4.6.2 Monteringsmanual – Fixtur ... 50 4.6.3 Monteringsmanual – Innervägg... 50 4.6.4 STL-filer ... 50 4.6.5 Ekonomisk analys ... 50 4.6.6 Totalkostnad ... 50 4.6.7 Uppnådda kriterier ... 51 5 RESULTAT ... 54 5.1 Mål 1 ... 54 5.2 Mål 2 ... 54 5.3 Mål 3 ... 55 5.4 Tekniska funktioner ... 55 6 ANALYS ... 58
7 SLUTSATSER OCH REKOMMENDATIONER ... 63 8 LITTERATURFÖRTECKNING ... 65 9 BILAGOR ... 70
Figurförteckning
Figur 1 - Produktutvecklingsprocessen. ... 7
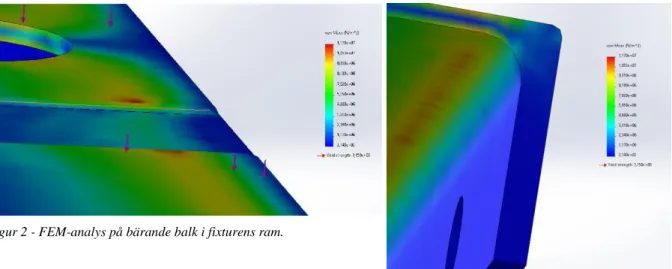
Figur 2 - FEM-analys på bärande balk i fixturens ram. ... 42
Figur 3 - FEM-analys på bärande balk i fixturens ram. ... 42
Figur 5 - FEM-analys av det första stödet. ... 43
Figur 4 - Det första stödet till magnetpositioneraren. ... 43
Figur 7 - FEM-analys av det nya stödet. ... 43
Figur 6 - Det nya stödet för magnetpositioneraren. ... 43
Figur 8 - Inköpta magneter. Bildkälla: Heinrich Kipp Werk (2021) ... 44
Figur 9 - Inköpta spännare. Bildkälla: Heinrich Kipp Werk (2021) ... 45
Figur 10 - Ny magnetpositionerare. Bildkälla: Heinrich Kipp Werk (2021) ... 45
Figur 11 - Relation mellan komponenter och byggnormer. ... 52
Figur 12 - Slutresultat på innerväggsfixturen. ... 55
Figur 13 - Relationen mellan fixturens komponenter och byggnormer. ... 61
Tabellförteckning
Tabell 1 - Inkluderings- och exkluderingskriterier för sökmetod 1. ... 13Tabell 2 - Detaljerad sökinformation från sökmetod 1. ... 13
Tabell 3 - Detaljerad information av sökmetod 2. ... 14
Tabell 4 - Inkluderings- och exkluderingskriterier för sökmetod 3. ... 14
Tabell 5 - Detaljerad sökinformation för sökmetod 3. ... 14
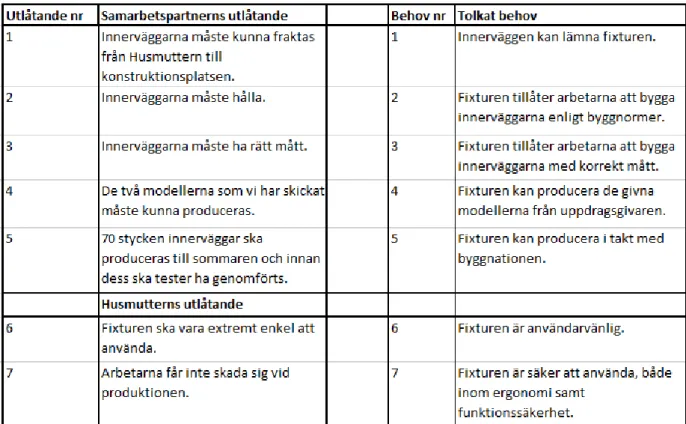
Tabell 6 - Utlåtande tolkat till behov. ... 25
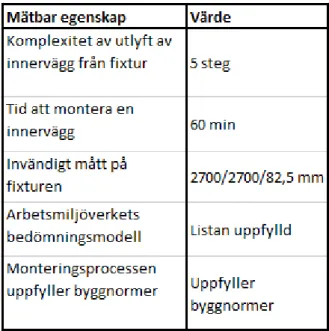
Tabell 7 - Tolkat behov till mätbar egenskap. ... 26
Tabell 8 - Kravspecifikation. ... 26
Tabell 9 - Resultatet från ergonomisk bedömningsmodell 1. ... 46
Tabell 10 - Resultatet från ergonomisk bedömningsmodell 2. ... 47
Tabell 11 - Resultatet från ergonomisk bedömningsmodell 3. ... 48
Tabell 12 - Sammanlagt resultat från de tillämpade ergonomiska bedömningsmodellerna. ... 48
Tabell 13 - Ergonomisk bedömningsmodell 1. Bildkälla: Arbetsmiljöverket (2012) ... 49
Tabell 14 - Ergonomisk bedömningsmodell 2. Bildkälla: Arbetsmiljöverket (2012) ... 49
Tabell 15 - Ergonomisk bedömningsmodell 3. Bildkälla: Arbetsmiljöverket (2012) ... 49
Tabell 16 - Totalkostnad. ... 51
Tabell 17 - Kostnadsbesparing per innervägg. ... 54
Tabell 18 - Sammanställning av de ergonomiska bedömningsmodellerna. ... 59
Bilageförteckning
Bilaga 1. 3D-modell av befintlig fixtur. ... 70Bilaga 2. Innervägg v1.1. ... 70
Bilaga 3. Innerväggens uppbyggnad. ... 70
Bilaga 4. Koncept 1. ... 71 Bilaga 5. Koncept 2. ... 71 Bilaga 6. Koncept 3. ... 72 Bilaga 7. Koncept 4. ... 72 Bilaga 8. Koncept 5. ... 73 Bilaga 9. Koncept 6. ... 73 Bilaga 10. Koncept 7. ... 74 Bilaga 11. Koncept A. ... 74
Bilaga 12. Koncept B. ... 75
Bilaga 13. Pughs matris. ... 75
Bilaga 14. Delsystemsdiagram. ... 76
Bilaga 15. Produktarkitektur, 3D-modell. ... 76
Bilaga 16. Under vy på bottenplatta samt vinkelkonsol. ... 77
Bilaga 17. Magneter i ram. ... 77
Bilaga 18. Magnetpositionerare. ... 78
Bilaga 19. Sprint till innerväggen. ... 78
Bilaga 20. Gångjärn kopplat mellan bottenplatta och fixtur. ... 79
Bilaga 21. Lås till ram. ... 80
Bilaga 22. Kil. ... 80
Bilaga 23. Kilar positionerar reglar. ... 81
Bilaga 24. Skruvmall lager 1, bredd: 2700 mm. ... 81
Bilaga 25. Skruvmall lager 2, bredd: 2700 mm. ... 82
Bilaga 26. Skruvmall lager 3, bredd: 2700 mm. ... 83
Bilaga 27. Nitningsmall, bredd: 2700 mm. ... 84
Bilaga 28. Ny variant på innervägg. ... 85
Bilaga 29. Kloss till kil. ... 85
Bilaga 30. Kilens huvudkropp. ... 86
Bilaga 31. Vy för fixturens utsträckning utanför befintlig fixtur. ... 86
Bilaga 32. Lås för justerbar ram. ... 87
Bilaga 33. Skruvmall lager 1, bredd: 1800 mm. ... 88
Bilaga 34. Skruvmall lager 2, bredd: 1800 mm. ... 89
Bilaga 35. Skruvmall lager 3, bredd: 1800 mm. ... 90
Bilaga 36. Skruvmall lager 1, bredd: 3600 mm. ... 91
Bilaga 37. Skruvmall lager 2, bredd: 3600 mm. ... 92
Bilaga 38. Skruvmall lager 3, bredd: 3600 mm. ... 93
Bilaga 39. Nitningsmall, bredd: 1800 mm. ... 94
Bilaga 40. Nitningsmall, bredd: 3600 mm. ... 94
Bilaga 41. Bottenplatta av c-balk, plywood och vinkelkonsol. ... 95
Bilaga 42. Position för vinkelkonsol samt C-balk. ... 95
Bilaga 43. Närbild på fräst plywood samt hål i balken för remmen. ... 96
Bilaga 44. Spår där remmarna placeras. ... 96
Bilaga 45. Ekonomisk analys, del 1. ... 97
Bilaga 46. Ekonomisk analys, del 2. ... 97
Bilaga 47. Ekonomisk analys, del 3. ... 98
Bilaga 48. Ekonomisk analys, del 4 ... 98
Bilaga 49. Beräkning av vridmoment. ... 99
Bilaga 50. Ritning för svets av spärr. ... 100
Bilaga 51. Ritning för svets av sprintsupport. ... 101
Bilaga 52. Ritning av svets för support till ram. ... 102
Bilaga 53. Ritning till svets för balk 1. ... 103
Bilaga 54. Ritning till svets för balk 2. ... 104
Bilaga 55. Ritning till svets för balk 3. ... 105
Bilaga 56. Ritning till svets av ram. ... 106
Bilaga 57. Ritning av stöd för befintlig fixtur. ... 107
Bilaga 58. Ritning av stöd för befintlig fixtur 2. ... 108
Bilaga 59. Ritning av balk för tillverkning av ram. ... 109
Bilaga 60. Ritning av balk för tillverkning av ram. ... 110
Bilaga 62. Ritning av balk för tillverkning av ram. ... 112
Bilaga 63. Ritning av balk för tillverkning av ram. ... 113
Bilaga 64. Ritning av balk för tillverkning av ram. ... 114
Bilaga 65. Ritning av balk för tillverkning av ram. ... 115
Bilaga 66. Ritning av 300 mm balk för bottenförstärkning. ... 116
Bilaga 67. Ritning av 300 mm balk för bottenförstärkning. ... 117
Bilaga 68. Ritning av 300 mm balk för bottenförstärkning. ... 118
Bilaga 69. Ritning av 300 mm balk för bottenförstärkning. ... 119
Bilaga 70. Ritning av 300 mm balk för bottenförstärkning. ... 120
Bilaga 71. Ritning av balk för tillverkning av ram. ... 121
Bilaga 72. Ritning av balk för tillverkning av ram. ... 122
Bilaga 73. Ritning av balk för tillverkning av ram. ... 123
Bilaga 74. Ritning av balk för tillverkning av ram. ... 124
Bilaga 75. Ritning av vinkelstöd del 1. ... 125
Bilaga 76. Ritning av vinkelstöd del 2. ... 126
Bilaga 77. Ritning av vinkelstöd del 3. ... 127
Bilaga 78. Ritning av svets för vinkelstöd. ... 128
Bilaga 79. Ritning för plywoodskiva. ... 129
Bilaga 80. Ritning för platta till gångjärn del 1... 130
Bilaga 81. Ritning för platta till gångjärn del 2... 131
Bilaga 82. Ritning för platta till magnetpositionerare. ... 132
Bilaga 83. Ritning till magnetpositionerare. ... 133
Bilaga 84. Ritning till säkerhetsspärr. ... 134
Bilaga 85. Ritning till svets för säkerhetsspärr. ... 135
Bilaga 86. Ritning till platta för gipssprint. ... 136
Bilaga 87. Ritning till supportplatta. ... 137
Bilaga 88. Montering av fixtur - steg 1. ... 137
Bilaga 89. Montering av fixtur - steg 2. ... 138
Bilaga 90. Montering av fixtur - steg 3. ... 138
Bilaga 91. Montering av fixtur - steg 4. ... 139
Bilaga 92. Montering av fixtur - steg 5.’ ... 139
Bilaga 93. Montering av fixtur - steg 6. ... 139
Bilaga 94. Montering av fixtur - steg 7. ... 140
Bilaga 95. Montering av fixtur - steg 8. ... 140
Bilaga 96. Montering av fixtur - steg 9. ... 140
Bilaga 97. Montering av fixtur - steg 10. ... 141
Bilaga 98. Montering av fixtur - steg 10 fortsättning. ... 141
Bilaga 99. Montering av fixtur - steg 11. ... 141
Bilaga 100. Montering av fixtur - steg 12. ... 142
Bilaga 101. Montering av fixtur - steg 13. ... 142
Bilaga 102. Montering av fixtur - steg 14. ... 142
Bilaga 103. Montering av fixtur - steg 15. ... 143
Bilaga 104. Montering av fixtur - steg 16. ... 143
Bilaga 105. Montering av fixtur - steg 17. ... 143
Bilaga 106. Montering av fixtur - steg 18 ... 144
Bilaga 107. Montering av fixtur - steg 18 fortsättning. ... 144
Bilaga 108. Montering av fixtur - steg 19. ... 145
Bilaga 109. Montering av fixtur – Skruvstorlek del 1. ... 145
Bilaga 110. Montering av fixtur - skruvstorlek del 2. ... 146
Bilaga 112. Montering av fixtur - skruvstorlek del 4. ... 147
Bilaga 113. Montering av fixtur - skruvstorlek del 5. ... 147
Bilaga 114. Montering av fixtur - skruvstorlek del 6. ... 148
Bilaga 115. Montering av fixtur - skruvstorlek del 7. ... 148
Bilaga 116. Montering av fixtur - skruvstorlek del 8. ... 149
Bilaga 117. Montering av fixtur - skruvstorlek del 9. ... 150
Bilaga 118. Montering av fixtur - skruvstorlek del 10. ... 150
Bilaga 119. Montering av fixtur - skruvstorlek del 11. ... 151
Bilaga 120. Montering av fixtur - skruvstorlek del 12. ... 151
FÖRKORTNINGAR
Här anges förkortningarnas fullständiga begrepp/namn.
DFA Design for Assembly
DFM Design for Manufacturing
Husmuttern Husmuttern AB
CAD Computer-aided design
FEM Finita elementmetoden
KIPP Heinrich Kipp Werk
1 Förklaringar av centrala begrepp
Fixtur
En fixtur är ett produktionsverktyg som är avsett för att fastställa platsen för olika delar, bevara och stödja arbetsstycket så att maskinbearbetningarna kan utföras på ett korrekt sätt. Vid massproduktion där exakta relationer och placeringar mellan arbetsstycket och
maskinbearbetningen måste upprätthållas, kan användandet av en fixtur underlätta processen. Fixturen kan säkra de relationer som måste upprätthållas mellan arbetsstycket och
maskinbearbetningen genom att hålla fast arbetsstycket under bearbetningen. För att detta ska fungera krävs det att fixturen är ordentligt fäst i en fixerad arbetsyta. En fixtur kan även vara skapt för att endast fungera som en belastningsanordning där korrekt relationer och placeringar är essentiellt, utan maskinbearbetning. Fixturer kan variera från enkla och förmånliga lösningar till komplicerade och kostsamma lösningar. Alla dessa lösningar till fixturer klassificeras olika. Ofta klassificeras dem till den typ av bearbetning som är tänkt att utföras i samband med fixturen. Exempelvis kan en fixtur som är skapt för fräsning kallas fräsningsfixtur. Fixturer kan även identifieras utifrån en subkategori. Exempelvis om fixturen är specifikt ämnad för
tvärfräsning, som är en subkategori till fräsning, kan fixturen kallas tvärfräsningsfixtur. (Hoffman, 2012)
Traditionell byggnation av innerväggar
Traditionell byggnation brukar ofta jämföras med modulär byggnation och menas att byggnationen utförs på konstruktionsplatsen, vilket även kallas on-site. Detta innebär att konstruktionsarbetarna behöver befinna sig på konstruktionsplatsen och utföra det arbete som krävs för att uppnå det önskade resultatet. Detta skiljer sig från den modulära
byggnationsmetoden där delar av konstruktionen monteras på annan plats, även kallad off-site, för att sedan transporteras till konstruktionsplatsen och monteras av arbetarna. (A.W.A & A, 2017)
Den traditionella byggnationen av en innervägg som består av flera komponenter skulle således genomföras genom att alla komponenter transporterades till byggnationen för att sedan
2 1 INLEDNING
Följande kapitel i rapporten presenteras bakgrunden, problemformuleringen, syftet, forskningsfrågorna, och avgränsningarna för projektet. Kapitlet syftar till att skapa en förståelse för vad projektet ämnar genomföra och på vilket sätt det kommer bidra till det rådande kunskapsläget i ämnet.
1.1 Bakgrund
I följande avsnitt kommer bakgrunden till projektet presenteras utifrån perspektiven bostadsbrist, arbetslöshet, och Husmuttern AB:s vision för att bistå de båda
problemen.
Bostadsbrist
I Sverige finns det ett behov av fler billiga bostäder vilket tydliggörs via en rad olika faktorer relaterade till bostadsbrist, vilka varierar i betydelse beroende på den kontext som beskrivs, exempelvis kan hemlöshet, trångboddhet, långa bostadsköer, vuxna barn som bor hos sina föräldrar, och äldre som inte får möjlighet till särskilt boende vara mått på bostadsbrist (Boverket, 2020a).
Enligt Socialstyrelsens undersökning om hemlöshet i Sverige lever över 33 000 personer i hemlöshet, vilket inkluderar personer som har ett tillfälligt boende men saknar egen bostad (Socialstyrelsen, 2017).
Det finns 462 000 hushåll i Sverige som är trångbodda och 56 000 av de hushållen har en ansträngd boendeekonomi. Samtliga hushåll som hade en ansträngd boendeekonomi tillhörde de 20% lägsta hushållsinkomsterna, vilket även inkluderar hushåll som inte är trångbodda (Boverket, 2020a).
Bostadsköerna varierar kraftigt men enligt (Stockholms Stads Bostadsförmedling AB, 2020) var den genomsnittliga väntetiden för en förmedlad hyresrätt i Stockholm under år 2019 10 år. Enligt (Boverket, 2020a) bor 510 000 vuxna barn hemma hos sina föräldrar år 2018.
Nästan samtliga av landets kommuner uppger att de inte har några lediga seniorbostäder eller trygghetsboenden, och 125 kommuner uppger att de har ett underskott på boenden för seniorer varav 89 kommuner bedömer att de fortsatt kommer ha ett underskott om fem år (Boverket , 2018). Gruppen äldre är extra utsatt på bostadsmarknaden då 48% av äldres hushåll har en ansträngd ekonomi, vilket försvårar deras möjlighet till att flytta till en ny bostad som är bättre anpassad efter sina behov (Boverket , 2018).
212 kommuner har ett underskott på bostäder, men för vissa grupper på bostadsmarknaden är underskottet ännu mer beklämmande. Grupperna som är extra utsatta inkluderar unga,
studenter, nyanlända, funktionshindrade, och äldre (Boverket, 2020b). Arbetslöshet
Under december månad år 2020 i Sverige var arbetslösheten 8,6%, varav 32% var långtidsarbetslösa (Statistikmyndigheten SCB, 2021).
3
Gruppen långtidsarbetslösa som har varit inskrivna som arbetslösa i tolv månader eller längre hos arbetsförmedlingen utgörs till över 50% av personer födda utanför Europa
(Arbetsförmedlingen: Enheten Arbetsmarknad, 2020). Personerna i den här gruppen är extra utsatta på arbetsmarknaden då de saknar adekvata språkkunskaper och den utbildning som krävs för att finna en anställning i Sverige då arbetsmarknaden består till en stor grad av tjänste- och serviceorienterade arbeten (Aldén & Hammarstedt, 2014).
En annan grupp som är överrepresenterade bland långtidsarbetslösa är personer med någon form av funktionsvariation som påverkar personens förmåga att kunna utföra vissa typer av arbetsuppgifter. Ungefär 806 000 personer i Sverige uppger att de har någon form av
funktionsvariation och 68% av dessa anser själva att det medför en negativ påverkan på deras möjlighet att utföra arbetsuppgifter. Den vanligaste formen av funktionsvariation är nedsatt rörelseförmåga, inom den här gruppen uppger över 90% att det medför en försämrad arbetsförmåga. Andelen personer med funktionsvariation och nedsatt arbetsförmåga som är sysselsatta är lägre i jämförelse med befolkningen i stort: 69% jämfört med 79% för åldrarna 16 till 64 år. Bland personer med funktionsvariation som inte är sysselsatta uppger 58% att de skulle kunna arbeta ifall de fick sina behov tillgodosedda genom anpassningar av arbetsmiljön eller stöd på arbetsplatsen för sina behov (Statistikmyndigheten SCB, 2020).
Husmuttern AB
Husmuttern har en vision av att kunna inverka positivt på problemen bostadsbrist och arbetslöshet. Det här sker genom att Husmuttern håller på att utveckla ett koncept för
produktion av modulhus som kan flexibelt anpassas efter kundens behov och därmed fungera till en rad olika ändamål, som: bostäder, anpassningsbara för alla målgrupper; skolfastighet med lokaler lämpliga för undervisning; vandrarhem; etcetera (Husmuttern AB, 2020a). Modulerna ska produceras i fabriker anpassade för att personer som står långt ifrån
arbetsmarknaden ska kunna anställas. Fabrikens miljö och arbetsuppgifterna är anpassade för att personer som saknar utbildning, språkkunskaper, eller tidigare arbetserfarenhet ska kunna producera modulerna (Husmuttern AB, 2020b). Produktionen av modulerna sker i fixturer där den anställde sedan följer instruktioner, bestående av bilder och figurer, för monteringen av modulens olika komponenter (Tjernell, 2020).
Husmuttern har en framtagen fixtur för produktion av väggsektioner avsedda för det modulhus som befinner sig under utveckling. Fixturen är utvecklad med en avsikt att den ska kunna tillhandahålla en god ergonomi för montören av väggen genom att erbjuda möjligheten till att utföra samtligt arbete inom de av Arbetsmiljöverket (1998) rekommenderade avstånden för en lämplig arbetsyta. Sanjog et al (2019) visar på att fixturer kan användas för att förbättra arbetsplatsen ergonomi genom att reducera obekväma arbetspositioner. Den förbättrade ergonomin ämnar reducera risken för att ohälsa, till följd av belastningsskador, drabbar arbetstagaren vid väggproduktion (Tjernell, 2020). Den sortens belastningsskador är idag vanligt förekommande vid traditionell on-site byggnation av väggsektioner samt övrig husbyggnation (Arbetsmiljöverket, 2021; Broberg, 2012).
1.2 Problemformulering
I Sverige råder det bostadsbrist, i synnerhet finns det en brist på bostäder i en prisklass lämpad för personer inom grupperna: unga, studenter, nyanlända, funktionshindrade, och äldre
4
konstruktionskostnaden för bostaden (Hort, 1998). Konstruktionskostnaden för byggnation drivs upp av ett stort resursslöseri i form av kompetensbrist, stillastående vid byggplatsen, och felaktiga byggnationer till följd av osäkerhet och för stora toleranser (Josephson & Saukkoriipi, 2009).
Inom andra industrier används fixturer till produktion av komponenter för att säkerställa väldigt precisa toleranser samtidigt som fixturerna kraftigt reducerar kravet på erfarenhet och
yrkesskicklighet hos montören (Fan, et al., 2018). Fixturer används inom bilindustrin för att undvika kostsamma defekter under produktionen (Rezaei Aderiani, et al., 2020).
Fixturer är idag sparsamt förekommande inom byggindustrin och det finns företag på den svenska marknaden som har till avsikt att expandera förekomsten av fixturer för att försöka reducera kostnaderna associerade med byggnation och därmed långsiktigt bistå samhället med en del av lösningen på bostadsbristen. Efter granskning av litteraturen återfanns det att
forskningen på området är bristfällig med existerande kunskapsluckor kring hur en eventuell fixtur för husbyggnation kan konstrueras och används för att kunna erbjuda motsvarande fördelar som fixturer idag för med sig inom andra industrier. Fördelarna avser förbättrad ergonomi, snävare toleranser och färre defekter, lägre krav på erfarenhet och utbildning, samt reducerade tillverkningskostnader.
1.3 Syfte och frågeställningar
Projektarbetet syftar att bidra med en ökad kunskap om hur en tillverkningsfixtur kan utvecklas för att möjliggöra för personer som saknar utbildning, språkkunskaper, och tidigare
erfarenheter av husbyggnation ska kunna producera huskomponenter som är
konkurrenskraftiga och följer rådande byggstandard för svensk byggindustri. Även fixturers inverkan på montörens arbetsergonomi avses att undersökas.
Följande forskningsfrågor kommer att besvaras för att stödja arbetet mot projektets syfte:
Forskningsfråga 1: Hur kan ergonomin se ut för monteringsarbete vid innerväggsfixturer? Forskningsfråga 2: Vilka relationer finns mellan innerväggens byggkrav och
tillverkningsfixturens konstruktion?
En fallstudie kommer att utföras hos företaget Husmuttern AB, där ett pilotprojekt genomförs mellan företaget och en av Sveriges största aktörer inom byggindustrin. Pilotprojektet avser att konstruera och producera en fixtur för byggnation av innerväggar som ska levereras till
Husmutterns samarbetspartner i pilotprojektet. Fallstudien baserar arbetet på Husmutterns vision om att möjliggöra för personer som befinner sig långt ifrån arbetsmarknaden att kunna inkluderas i husbyggnationsprocessen.
Målen som listas nedanför är ämnade att ge ett ramverk för att uppnå ett adekvat resultat:
• Tid att montera en innervägg
Målet för monteringstiden av en vägg sattes till 60 minuter, vilket ansågs som ett lämpligt värde för att det skulle vara möjligt att fullfölja pilotprojektets leveranstid. Målet sattes för att säkerställa att väggproduktionen utvecklades för att genomföras på ett tidseffektivt sätt.
5
• Kostnadsbesparing vid byggnation av innervägg
Målet syftar till att skapa en konstruktionslösning som genererar en ekonomiskt fördelaktig innerväggskonstruktion. För att mäta kostnadsbesparingen vid byggnation av innerväggssektionerna kommer en jämförelse ske mellan samarbetspartnerns kostnad för traditionell byggnation av innerväggar och projektets ekonomiska analys. Målet är att väggsektionerna tillverkade med fixturen ska uppgå till 20–100 % av den kostnad som projektets samarbetspartner betalar för en väggsektion av samma utförande byggd på plats av hantverkare. Det nedre numeriska värdet sattes till 20 % då det var det lägsta som ansågs rimligt att potentiellt kunna uppnås och det övre värdet sattes till 100 % för att undvika att kostnaden överskrider kostnaden vid traditionell byggnation.
• Konstruktionslösningens kostnad
Målet syftar till att skapa en ekonomiskt godkänd konstruktionslösning enligt
Husmuttern. För att mäta konstruktionslösningens kostnad kommer lösningen jämföras med en budget presenterad av Husmuttern. Den budget som presenteras handlar endast om materialkostnad, vilket är det enda som projektet helt kan påverka. Målet är att konstruktionslösningen ska hamna mellan 50–100% av budgetens ramar. Det numeriska värdet sattes till 50–100% då det var värden som ansågs rimliga att uppnå för att ändå vara inom budgetens ramar. Målet sattes för att säkerställa en realistiskt produktionsklar innerväggsfixtur från en ekonomisk aspekt för Husmuttern.
En litteraturstudie kommer genomföras för att tillsammans med fallstudien svara på projektets forskningsfrågor.
1.4 Avgränsningar och direktiv
För att uppnå ett kvalitativt resultat har vissa avgränsningar samt direktiv utformats, dessa är uppdelade och listade nedan.
Projektet avser behandla: Direktiv
• Utveckling av koncept på innerväggsfixtur
Projektet kommer framställa ett slutgiltigt koncept som är baserat på DFA, DFM, ergonomi, och de funktionskrav som Husmuttern fastlagt.
Avgränsningar
• Hållfasthetsberäkningar på det utvalda konceptet
Det slutgiltiga konceptet kommer genomgå beräkningar på dess hållfasthet för att säkerställa konstruktionens bärkraft och stabilitet.
• Materialval på det utvalt koncept
6
som fungerar i praktiken krävs det att det slutgiltiga konceptet använder sig av ett material som möter dessa krav. I materialvalsprocessen kommer en analys genomföras där egenskaperna viktas med materialets kostnad.
• Framtagning av prototyp genom computer-aided design (CAD) på utvalt koncept En prototyp kommer skapas i SolidWorks för att presentera konceptet samt kunna genomföra de FEM-analyser som krävs.
• Produktionsfärdig konstruktion
Det slutgiltiga koncept som utvecklas under projektet kommer att vidareutvecklats till ett sådant stadium att det finns ett adekvat underlag för att kunna tillverka
konstruktionen samt inleda produktion av innerväggar. Konstruktionen kommer även att testas för att verifiera att den medför ett tillfredställande resultat.
7
2 ANSATS OCH METOD
I detta avsnitt framgår det vilka metoder som använts för att kunna besvara de ställa forskningsfrågorna samt de utsatta målen för projektet.
2.1 Produktutvecklingsprocess
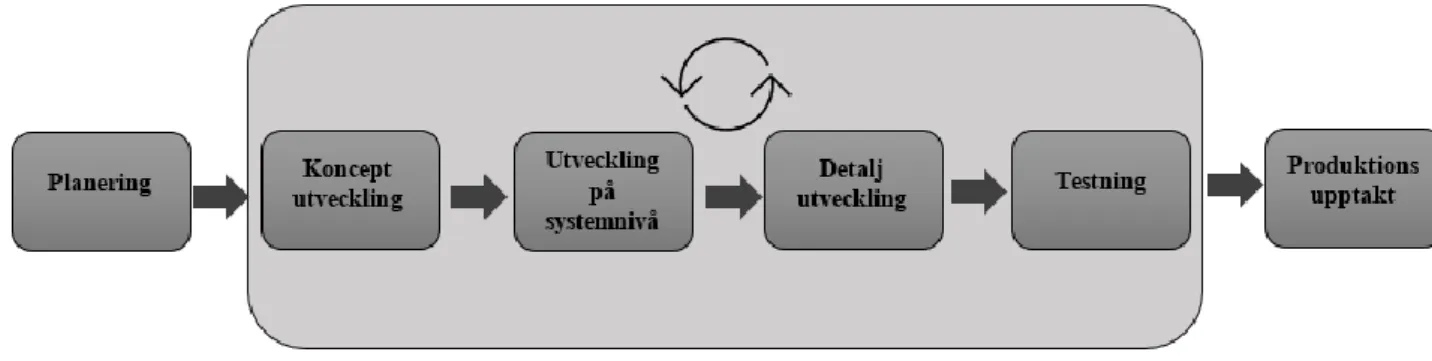
Eftersom syftet med projektet var att skapa ett koncept på en innerväggsfixtur som därefter skulle produceras och användas för produktion av innerväggar krävdes det att projektet genomförs på ett systematiskt och analytiskt vis. För att uppnå detta användes en framtagen produktutvecklingsprocess med specifika faser som följdes under projektets gång. Den framtagna produktutvecklingsprocessen, se: Figur 1, bestod av samma sex faser som den generiska produktutvecklingsprocessen men hade ett speciellt utförande inom dessa faser format för projektet.
Figur 1 - Produktutvecklingsprocessen.
Enligt Ulrich (2019) finns flera ansvarsområden inom varje fas, som: marknad, design, tillverkning, och övriga funktioner. Alla dessa områden innehåller därefter olika aktiviteter. Med hänsyn till tidsaspekten och ändamål för projektet skapades en individuell utformning för de olika faserna, där de mest väsentliga aktiviteterna från de olika ansvarsområden valdes ut. Fyra av faserna är omslutna av ett grått område med en symbol. Detta betyder att man kan iterera faserna för att uppnå önskat resultat. Exempelvis då man är i testningsfasen och utifrån testerna inser att grundläggande koncept behöver skapas. Möjligheten att börja om på
konceptutvecklingsfasen finns eftersom de båda faserna är inom det gråa området. Att utforma en individuell process skapt för projektet och dess ändamål med faser och kontrollpunkter som är valda på ett förnuftsenligt sätt kan leda till en kvalitetssäkring av slutprodukten (Ulrich & Eppinger, 2014).
Nedanför presenteras de sex faserna i den framtagna produktutvecklingsprocessen samt vad projektet genomför i dessa faser:
Planering: Planeringsfasen var ämnad för att skapa en förståelse för det underliggande
problemet och frambringa en överblick för projektet och dess struktur. Fasen började med att identifiera kundens behov och de möjligheter som uppdraget och produkten utgav. Sedan betraktades produktplattformen och arkitekturen på tidigare produkter som kunde vara till grund för denna produkt. Ett tillvägagångssätt i form av en produktutvecklingsprocess upprättades för att skapa en struktur i projektet. För att kommande fas, konceptutveckling, skulle kunna påbörjas krävdes det att en god förståelse kring kundens behov existerade. Output från planeringsfasen var en identifiering av kundens behov, identifiering av möjligheter, och en
8
struktur av projektets tillvägagångssätt i form av en produktutvecklingsprocess. (Ulrich & Eppinger, 2014)
Konceptutveckling: Denna fas hade ett högt fokus på att generera koncept utifrån kundens
behov som identifierades i planeringsfasen (Ulrich & Eppinger, 2014).
Konceptgenereringsfasen var uppdelad i två skeden som kallades divergent och konvergent (Brown, 2009).
I det divergenta skedet användes en metod som breddar kreativiteten för att skapa nya
möjligheter. Därefter användes det konvergenta skedet för att utifrån de skapta idéerna välja de mest intressanta och lämpliga lösningarna för problemet. Detta utfördes med en utvald metod som uppfyllde syftet med en form av utsållningsteknik. Det divergenta skedet var därför till för att multiplicera alternativen för att skapa val. (Brown, 2009)
Output från konceptutvecklingen var ett utvalt koncept som genomgått en utsållningsprocess.
Utveckling på systemnivå: Fasen inkluderade utvecklandet av produktarkitekturen och
vidareutvecklingen av industridesignen. Leverantörer för nyckelkomponenter identifierades. Output från fasen var identifierade leverantörer till nyckelkomponenter och vidareutveckling av det valda konceptet med fokus på industridesign. (Ulrich & Eppinger, 2014)
Detaljutveckling: I detaljutvecklingsfasen undersöktes det utvalda konceptets delar på djupet.
Detaljgeometrin definierades för att säkerställa att alla delar fungerade med varandra och att inga problem uppstod. En ekonomisk analys på fixturens komponenter upprättades. I fasen definierades även materialvalet på de olika delarna. Output från denna fas var ett koncept med bestämd geometri och material som sedan kan användas för nästa fas samt en utvecklad ekonomisk analys för fixturens komponenter. (Ulrich & Eppinger, 2014)
Testning: I denna fas testades prototypen för att säkerställa konceptets bärkraft och stabilitet.
Prototyper i form av 3D-modeller konstruerades och därefter testades. Testet genomfördes med den geometri samt material som bestämdes i detaljutvecklingsfasen. De tester som
genomfördes utvärderades. Om resultatet från testerna inte uppnådde önskade förväntningar fanns möjlighet att iterera tidigare faser för att omkonstruera tills önskat resultat var uppnått, detta demonstrerades med pilen från testfasen till detaljutvecklingsfasen samt
konceptutvecklingsfasen i Figur 1. Output från testningsfasen var ett koncept som genomfört tester och uppnått önskat resultat som säkerställer konceptets bärkraft, säkerhet och stabilitet. (Ulrich & Eppinger, 2014)
Produktionsupptakt: När önskat resultat i testningsfasen var uppnått inleddes den sista fasen,
produktionsupptakt. Syftet med fasen för detta projekt var att presentera en fullständig lösning
på problemet där viktiga data presenterades som kunde kopplas till syftet med projektet. (Ulrich & Eppinger, 2014). En utseendeprototyp i form av en 3D-modell användes för att komplettera den verbala beskrivningen vid presentationen, då det kan förstärka
kommunikationen (Ulrich & Eppinger, 2014). Output från produktionsupptakt, vilket var den sista fasen, var en 3D-modell av fixturen för presentation samt en presentation av viktiga data som kunde kopplas till syftet med projektet.
9 2.2 Produktutvecklingsverktyg
I följande avsnitt presenteras de olika produktutvecklingsverktygen som användes under projektets gång.
2.2.1 Behovsegenskapsmatris
En behovs-egenskapsmatris är ett verktyg för att framföra förhållandet mellan behov och egenskaper. Raderna i matrisen visar kundens behov medan kolumnerna visar de egenskaper som behövs från produkten. För att demonstrera sambandet mellan behoven och egenskaperna skapas en punkt där behovet (raden) och egenskapen (kolumnen) skär varandra. (Ulrich, 2019) Under upprättandet av egenskaper finns vissa riktlinjer som bör tas i beaktande:
• Egenskaper ska vara fullständiga. Idealet är att varje kundbehov motsvarar en enda egenskap och att värdet på egenskapen stämmer korrekt överens med tillfredsställandet av behovet. I praktiken kan det behövas flera egenskaper för att uppfylla behovet. • Egenskaper ska vara beroende variabler. Egenskaper specificerar en produkts
överskådliga prestanda och ska därför utgöras av beroende variabler. De beroende variablerna i specifikationerna ger produktutvecklare frihet att uppnå specifikationerna genom att använda bästa tillvägagångssätt.
• Egenskaper ska vara praktiska. Egenskaperna som specificeras ska vara möjliga att uppnå, och inte endast under idealiska förutsättningar.
Vissa behov kan vara svåra att mäta, exempelvis behovet av att en bil ska inge stolthet när man kör runt i den. I dessa fall uppges behovet som en specifikation med en notifikation att
bedömningen är subjektiv. (Ulrich, 2019) 2.2.2 Kravspecifikationer
En kravspecifikation beskriver tydligt de mått och krav som ställs på produkten och därmed en beskrivning på vad produkten ska göra. Kravspecifikationen består av en lista med diverse mätbara egenskaper och ett värde som är kopplat till den egenskapen. Värden ska alltid anges med lämpliga enheter. Tillsammans utgör de mätbara egenskaperna och värdet en
kravspecifikation. (Ulrich, 2019) 2.2.3 Brainstorming
Brainstorming är en metod som används för att snabbt generera ett stort antal idéer. Metoden består av att hela projektgruppen bidrar med sin kunskap genom att dela de idéer och tankar de har kring projektet som stort eller ett specifikt problem. Brainstorming kan med fördel
användas under flera tillfällen under ett projekt för att bidra till en ökad kreativitet och för tillåta att alla projektmedlemmars idéer och tankar kommer till kännedom (Lewrick, et al., 2020)
Det finns ett antal grundläggande principer för att lyckas väl med implementeringen av brainstorming i ett projekt. Att ju fler idéer genererade desto bättre, därav förordas kvantitet före kvalitét för idéerna presenterade. Då flertalet av idéerna sannolikt inte kommer vara helt igenomtänkta eller givande är det vitalt att ingen presenterad idé kritiseras eller beröms under
10
tiden en projektmedlem framför idéen. För att lyckats identifiera adekvata idéer är det fördelaktigt att man bygger vidare på varandras idéer för att fortsätta brainstormingen i flera steg (Lewrick, et al., 2020).
2.2.4 Konceptval
Konceptval är en selektionsprocess som består av att de olika koncepten som har genereras utvärderas gentemot olika kriterier, exempelvis mot kundbehoven. Konceptens olika styrkor och svagheter viktas emot varandra i syfte att välja ut ett koncept för fortsatt utvecklingsarbete, undersökning, eller testning. Konceptvalet kan genomföras antingen för hela konstruktionen eller enbart för delsystem och enskilda komponenter. Ibland behöver konceptvalsprocessen genomföras iterativt för att först sålla antalet koncept, vilka sedan vidareutvecklas och genomgår sedan konceptvalsprocessen igen (Ulrich & Eppinger, 2014).
Det finns flera olika metoder för att genomföra konceptval. En vanligt förekommande metod för konceptval är beslutsmatriser, där koncepten utvärderas enligt tidigare specificerade kriterier vilket sedan viktas mot varandra genom poängsättning. Beslutsmatriser är en strukturerad metod som bidrar till dokumentation av processen samt att projektgruppen förhåller sig objektiva i en större grad i jämförelse med mer godtyckliga metoder för konceptval (Ulrich & Eppinger, 2014).
2.2.5 Konceptutsållning
Pughs matris är ett verktyg som används efter konceptgenereringen. Syftet med verktyget är att sålla bort koncept och förbättra de koncept som verkar mest lovande. Sex steg genomförs för att genomgå urvalsverktyget på ett korrekt sätt. (Ulrich & Eppinger, 2014)
Steg 1: Det första steget handlar om att förbereda konceptvalsmatrisen. Ett fysiskt medium som
är lämpligt väljs utifrån storlek på projektgrupp. Därefter placeras alla koncept och kriterier i matrisen. Kriterierna listas i den vänstra kolumnen och är grundade i de kundbehov som identifierats sedan tidigare. Kriterierna kan även baseras på behov från företaget. Då varje kriterium anges med lika stor vikt är det essentiellt att endast lista viktiga kriterier. Annars finns det risk att resultatet inte återspeglar skillnaderna mellan koncept baserat på viktiga kriterier. Ett referenskoncept väljs ut som de andra koncepten ska jämföras med. (Ulrich & Eppinger, 2014)
Steg 2: Steg två handlar om att betygsätta koncepten. Koncepten som jämförs med
referenskonceptet betygssätts med betyget ”bättre än” (+), ”likvärdigt med” (0), eller ”sämre än” (-) för det särskilda kriteriet. (Ulrich & Eppinger, 2014)
Steg 3: I steg tre summeras antalet +, 0 och – för varje koncept i matrisens nedre rad. Ett
slutbetyg kan räknas ut genom att subtrahera alla ”sämre än” från alla ”bättre än”. Efter
summeringen rangordnas koncepten. I detta skede kan möjligheten att identifiera kriterier som särskiljer koncepten bli tydlig. (Ulrich & Eppinger, 2014)
Steg 4: I steg fyra kontrolleras rimligheten i resultatet och därefter övervägs möjligheter att
kombinera och förbättra vissa koncept. Om möjligheten finns läggs de kombinerade koncepten in i matrisen och betygsätts samt summeras som de andra koncepten. (Ulrich & Eppinger, 2014)
11
Steg 5: Det femte steget handlar om att utifrån resultatet av Pughs matris välja en eller flera
lovande koncept att fortsätta vidareutveckla. (Ulrich & Eppinger, 2014)
Steg 6: I det sjätte och sista steget reflekterar man över processen för konceptutsållning. Enligt
Ulrich & Eppinger (2014) kan risken för fel minska om hela teamet anser att resultaten verkar stämma. Att låta teamet få reflektera och uttala sin uppfattning kan även bidra till ett ökat engagemang i de följande stegen i produktutvecklingen. (Ulrich & Eppinger, 2014) 2.2.6 Tillverkningsanpassad konstruktion
Tillverkningsanpassad konstruktion, design for manufacturing (DFM), är en väsentlig del vid skapandet av en produkt då den direkt handlar om tillverkningskostnader.
Tillverkningskostnader är en avgörande faktor för produktens ekonomiska framgång. Den ekonomiska framgången från en produkt skapas av marginalen, vilket är mellanskillnaden mellan produktens totala kostnad och försäljningspriset. För att uppnå en produkt med hög produktkvalitet och samtidigt minimera tillverkningskostnaderna kan man använda sig av DFM. DFM används under hela utvecklingsprocessen men i olika grader. Vid
konceptutvecklingsfasen involveras kostnaden vid både konceptgenerering och
konceptutsållning, trots att bedömningen på kostnaden är väldigt subjektiv i detta stadie. Därefter involveras kostnadsaspekten alltmer och vanligtvis upprättas trade-offs mellan de önskade prestandaegenskaperna för att minimera kostnaderna. (Ulrich & Eppinger, 2014) DFM-processen består av följande fem steg som man itererar vid behov:
1. Uppskatta tillverkningskostnaderna 2. Reducera komponentkostnaderna 3. Reducera monteringskostnaderna
4. Reducera produktionssupportkostnaderna
5. Beakta effekterna av DFM-beslut på andra faktorer 2.2.7 Monteringsanpassad konstruktion
Monteringsanpassad konstruktion – design for assembly (DFA), är en betydande del som ingår i DFM och som omfattar minimering av monteringskostnader. Trots de relativt små
skillnaderna monteringskostnaderna utgör av den totala kostnaden finns det stora fördelar med att optimera monteringen av en produkt. Exempelvis kan användandet av DFA resultera i att antalet komponenter reduceras, att supportkostnaderna minskar, eller att monteringsvänligheten ökar. (Ulrich & Eppinger, 2014)
2.2.8 Prototypframtagning
3D modeller har sedan 1990-talet varit det dominerande sättet att demonstrera och testa designlösningar. Fördelarna med att skapa prototyper i form av 3D-modeller är att det lätt går att visualisera den tredimensionella formen hos prototypen och att skapa förändringar på geometrin för en låg kostnad. Förutom att skapa en visuell bild av produktlösningen finns även möjlighet att generera beräkningar utifrån de egenskaper som tilldelats 3D-modellen. Används 3D-prototyper på korrekt sätt finns möjlighet att minska produktutvecklingstiden och förbättra kvaliteten hos den resulterande produkten. (Ulrich & Eppinger, 2014)
12 2.3 Forskningskvalitet
Denna studie genomfördes genom att koppla samman en bred bas av relevant information från tidigare forskning för att utveckla en innerväggsfixtur i fallstudien. En kombination av validitet och reliabilitet skapar kvalitet (Blomkvist & Hallin, 2014).
2.3.1 Litteraturstudien
Litteraturstudien använde sig av tre sökmetoder som ingår i en metod utvecklad av Hagen-Zanker & Mallet, (2013) för att besvara forskningsfrågorna och för att använda som ett underlag till fallstudien. Genom att följa metoden skapas en hög validitet för den funna informationen eftersom en variant av triangulering utförst då flera olika sökmetoder används för att bemöta forskningsfrågorna. Att bekräfta forskningen med fler än en metod ökar validiteten (Thurmond, 2001). En hög reliabilitet skapades då litteraturstudien hade en tydlig metod som följdes och där man smidigt kunde tyda resultatet.
2.3.2 Fallstudien
För fallstudien har teoretiska data, hämtat från litteraturstudien, använts för att stödja den information som Husmuttern samt samarbetspartnern presenterat, vilket skapade en validering på den givna informationen då man använt sig av olika metoder och källor för att säkerställa informationen. För att uppnå en hög grad av reliabilitet har fallstudien använt sig av den generiska produktutvecklingsprocessen där varje fas tydligt beskrivs för att främja möjligheten att iterera fallstudien med samma resultat.
13 2.4 Litteraturstudien
I följande kapitel av rapporten presenteras den metod som har använts för litteraturstudien, samt dess genomförande. Litteraturen som identifieras under studien presenteras sedan under kapitlet: Teoretiskt referensram. Litteraturstudiens metod baseras på metoden utvecklad av Hagen-Zanker & Mallet (2013). Övergripande utgörs metoden av de tre sökmetoderna: akademisk litteratursökning, snöbollssökning, och grå litteratursökning.
2.4.1 Sökmetod 1: akademisk litteratursökning
Litteraturstudien inledes med den första sökmetod vilken bestod av en akademisk litteratursökning. Syftet med den akademiska litteratursökningen är att identifiera och
undersöka ”state of the art” forskningslitteratur tillhörande första och tredje forskningsfrågan. De områdena som undersökts med den akademiska litteratursökningen är: ”bakgrund om en ergonomisk arbetsplats inom industrin” och ”bakgrund om hur fixturer ”används för
tillverkning inom industrin”.
Sökmetoden har följt metoden för akademisk litteratursökning beskriven av Hagen-Zanker & Mallet (2013). Sökmetoden bestod av två rundor av sökningar per ämnesområde, se Tabell 1 nedan för de kriterier som gällde för inkludering och exkludering av sökresultat samt se Tabell
2 för detaljerad sökinformation ifrån samtliga sökrundor. Söksträngarna togs fram genom
iterativ testning av olika kombinationer av söktermer tills antalet sökträffar och dess innehåll var av en adekvat karaktär i förhållande till ämnesområdet. Sållningen av sökträffarna skedde genom att artiklarnas titlar samt abstrakter manuellt granskades för att avgöra ifall
artikelinnehållet överensstämde med det aktuella ämnesområdet.
Tabell 1 - Inkluderings- och exkluderingskriterier för sökmetod 1.
Databas: Årtal: Språk: Tillgång: Status: Typ av litteratur:
Scopus 2015–2021 Engelska Fri tillgång Fullt publicerad Artikel
Tabell 2 - Detaljerad sökinformation från sökmetod 1.
Ämnesområde: Sökrunda: Söksträng: Nyckelord: Antal
sökträffar:
Selekterat antal: Forskningsfråga 1 Sökrunda 1 ”Ergonomic”,
”Manufacturing”, ”Industry”
N/A 39 2
Forskningsfråga 1 Sökrunda 2 ”Safety”, ”Occupational”, ”Injury”
”Manufacturing”, ”Industry”
18 5
Forskningsfråga 3 Sökrunda 1 ”Fixture”, Industry” ”Fixture Layout Optimization”
5 4
Forskningsfråga 3 Sökrunda 2 ”Flexible”, ”Fixture” ”Flexible Fixture” 13 2
2.4.2 Sökmetod 2: snöbollssökning
Snöbollssökning åsyftar att samla in referenser från experter. Genom att experter inom ett ämnesområde rekommenderar litteratur, sedan används referenserna till den litteraturen som underlag till litteraturstudien (Hagen-Zanker & Mallet, 2013).
14
För den här litteraturstudien har material samlats in från experter för att besvara projektets andra forskningsfråga. Den litteratur som erhölls var grå litteratur och innehöll därav inga referenser, dock bedömde projektgruppen att det erhållna materialet var av sådant värde att det användes som referens för att besvara forskningsfrågan. Experterna som tillhandahöll
materialet var ett av Sveriges största byggbolag. Se: Tabell 3, för detaljerad information av referensen.
Tabell 3 - Detaljerad information av sökmetod 2.
Källa: Årtal: Språk: Status: Typ av litteratur:
Gyproc 2020 Svenska Publicerad Dokument
2.4.3 Sökmetod 3: grå litteratursökning
Den gråa litteraturstudien är inte lika strikt och ämnar identifiera icke akademisk litteratur. Det här sker i syfte att kunna identifiera och analysera ett bredare teoretisktunderlag för att kunna besvara projektets forskningsfrågor. De områdena som undersökts med sökmetoden är: ”arbetsmiljöverkets syn och föreskrifter om ergonomi” och ”arbetet rörande byggnation av innerväggar”.
Den tredje sökmetoden följer den metod för grå litteratursökning som beskrivs av Hagen-Zanker & Mallet (2013). Varje söksträng har blivit framtagen genom iterativ testning där kombinationer av olika söktermer har undersökts för att finna en söksträng som resulterar i ett lämpligt antal sökträffar med adekvat innehåll i relation till den specifika forskningsfrågan. Till följd av valet av sökmotor inte tillåter en lika kraftig filtrering av sökresultaten som den som användes under den akademiska litteratursökningen begränsas antalet träffar till de som sökmotorn anser som de mest 20 relevanta per sökterm. Nedan i Tabell 5 redovisas de söksträngar som användes för den gråa litteratursökningen, samt hur stort antal sökträffar respektive sökning resulterade i. De resulterade sökträffarna sållades i enlighet med de förbestämda inkluderings- och exkluderingskriterier som redovisas i Tabell 4 nedan.
Tabell 4 - Inkluderings- och exkluderingskriterier för sökmetod 3.
Sökmotor: Årtal: Språk: Tillgång: Status: Typ av litteratur:
Google 1980–2021 Svenska Fri tillgång Publicerad Artikel, rapport,
bok, dokument
Tabell 5 - Detaljerad sökinformation för sökmetod 3.
Ämnesområde: Sökrunda: Söksträng: Nyckelord: Träffar
begränsat till antal: Antal sökträffar: Selekterat antal: Forskningsfråga 1 Sökrunda 1 ”Belastningsergonomi
Arbetsmiljöverket” ”1998”, ”2012”, ”2019” 20 20 4 Forskningsfråga 1 & 2
Sökrunda 2 ”Ergonomi stålreglar gipsvägg”
15
3 TEORETISK REFERENSRAM
I följande kapitel av rapporten presenteras den litteratur som samlades in under
litteraturstudien. Kapitlet är uppdelat i de tre avsnitten: ergonomi, byggnadsnormer, och fixturer. Varje avsnitt består av det kunskapsunderlag som sedan ligger tillgrund för genomförandet av projektet inom respektive område.
3.1 Ergonomi och arbetsmiljö
I följande avsnitt presenteras den kunskapsbakgrund som har identifierats under
litteraturstudien rörande ergonomi och en säker arbetsmiljö. Avsnittet behandlar först aktuell forskning kring ergonomi och arbetsplatssäkerhet inom fabriksmiljö för att skapa en översiktlig grund till förståelse för hur ergonomi och säkerhetsarbetet påverkar arbetstagaren samt
arbetsgivaren. Sedan leder avsnittet vidare till Arbetsmiljöverkets syn på ergonomi och lämpliga belastningar, samt presenteras arbetsmiljöverkets modell för bedömning av arbetsuppgifters ergonomi. Slutligen innehåller avsnittet en sektion om specifika
ergonomiproblem vid produktion av väggar med stålstomme. Det material som har identifierats ligger till grund för projektets arbete gällande fixturens utveckling gällande ergonomi och säkerhet, samt används Arbetsmiljöverkets bedömningsmall för verifiering av slutkonceptets ergonomi.
3.1.1 Ergonomi och artbetsplatssäkerhet inom fabriksmiljö
I följande del av avsnittet kommer aktuell forskning kring ergonomi och arbetsplatssäkerhet inom fabriksmiljöpresenteras. Forskningen tar upp samband mellan: ohälsa på arbetsplatsen och uppsägning; säkerhetsarbete och frekvensen av olyckor; arbetspositioner och ergonomiska problem. Sedan lyfts problematiken upp rörande varför anställda bortser från arbetsplatsens säkerhetsarbete och hur det går att motarbeta.
En minskning i antalet arbetsplatsrelaterade olyckor kan leda till att nyanställd personal arbetar kvar på arbetsplatsen långsiktigt. Enligt Huizinga et al (2019) ökar sannolikheten för både frivillig och ofrivillig uppsägning av nyanställd personal ifall den anställde behöver uppsöka sjukvård för en arbetsplatsrelaterad skada inom 60 dagar av anställning. Sannolikheten för uppsägning ökar till den dubbla i jämförelse med en anställd som inte behöver uppsöka sjukvård. Ytterligare visar studien att arbetsplatsolyckor är betydligt mer förekommande för nyanställda inom 60 dagar av anställning i jämförelse med personer som har arbetat längre än 60 dagar (Huizinga, et al., 2019).
Det säkerhetsarbete som genomförs på företag för att minska olyckor inom industrin ger effekt, Jahngiri (2019) visar på att olyckor med farliga ämnen är mer frekventa på små företag jämfört med medelstora företag. Det sker trots att hanteringen av farliga ämnen är betydligt mer
förekommande inom medelstora företag. Enligt Jahngiri (2019) har de medelstora företagen ett mer rigoröst och omfattande arbete med säkerhetsutbildning och föreskrifter i jämförelse med de mindre företagen, vilket bidrar till att frekvensen av olyckor minskar. Park (2018) visar också på att ett företags storlek påverkar hur ofta de anställda genomgår säkerhetsutbildningar. Andra faktorer som påverkar förekomsten av säkerhetsutbildningar för de anställda är
tillgängligheten på förmän och handledare för de anställda som arbetar inom produktionen (Park, 2018).
16
Bedömningen av hur ergonomisk en arbetsuppgift är sker ofta med den traditionella
riskbedömningsanalysmetoden The Ergonomic Standard Method, men Zare et al (2018) har funnit att metoden är bristfällig då den enbart bedömer hur arbetsuppgiften utförs av en person vid ett enstaka tillfälle. Det är ett problem då olika personer påverkas ytterst individuellt av samma arbetsställning, samt att samma person upplever samma arbetsställning och
arbetsuppgift olika vid olika tillfällen. En och samma person kan vid ett specifikt tillfälle uppleva att en arbetsställning orsakar smärta och obehag under arbetet och efter, för att vid en annan tidpunkt uppge att arbetet kan fortlöpa smärtfritt och utan obehag. Följaktligen behöver en arbetsuppgifts ergonomiska riskbedömning ske på ett sätt som tar hänsyn till olika
individers förutsättningar och deras egna varierande förutsättningar (Zare, et al., 2018). Det här stämmer överens med Zare et al (2020) om att de inte kunde finna någon signifikant korrelation mellan icke ergonomiska arbetspositioner och muskulära sjukdomssymptom. Trots att det inte återfanns någon korrelation mellan arbetsposition och muskulära sjukdomssymptom fann dock studien att ett ergonomiprogram bör införas på arbetsplatser för att förbättra de anställdas arbetspositioner, för att uppnå ett mindre påfrestande arbete. Det gick även att finna att det redan på designstadiet går att förbättra ergonomin för de anställda som arbetar inom produktion genom välplanerad design undvika icke ergonomiska arbetspositioner (Zare, et al., 2020). Det finns dock andra studier som lyfter fram att icke ergonomiska arbetspositioner som en riskfaktor för att drabbas av kroniska ledskador. Sannolikheten att drabbas av ledskador ökar med den anställdes ålder samt efter den belastning som den anställde utsätts för under arbetet. För att förebygga skaderisken i leder rekommenderas en begränsad exponeringstid av icke ergonomiska verktyg och positioner, samt rekommenderas ett skifte till verktyg som möjliggör ett mer ergonomiskt arbete (Rodriguez Diez Caballero, et al., 2020).
Det räcker inte med att en arbetsplats implementerar säkerhetsprocesser avsedda att skydda personalen. Anställda har en tendens att bortse ifrån olika typer av säkerhetsprocesser till följd av att den anställdas personliga motivation och arbetsmål är ”överjusterade” mot företagets mål. Det leder till att den anställda vill genomföra sina arbetsuppgifter på ett effektivt sätt och det leder till en missriktad kreativitet som kan medföra en stor fara för den anställda då problemen som den försöker lösa är nya och okända. Orsaken till att det här sker är för att det är svårt att förutse orsak och verkan, att skadan som uppstår till följd av det onödiga
risktagandet gör sig tillkänna först längre fram i tiden, eller för att den anställda inte har fått tillräckligt med utbildning för att lära sig hur man genomför aktiviteten med ett högt
säkerhetstänk. Sättet att bryta det negativa och skadliga beteendet med att bortse från att arbeta på ett säkert sätt är att tillgodose den anställda med tillräcklig träning och instruktioner kring aktiviteten, annars kommer den anställda sannolikt fortsätta med det onödiga risktagandet framtill personen skadar sig själv (Ji, et al., 2018).
3.1.2 Arbetsmiljöverket om ergonomi och arbetsmiljö
I följande del av avsnittet kommer arbetsmiljöverkets rekommendationer rörande ergonomi och en god arbetsmiljö presenteras. Sedan kommer även arbetsmiljöverkets modell för att bedöma ergonomi redogöras.
Arbetsmiljöverket definierar ergonomi som anpassningen av arbetet efter människan i syftet att förebygga risker för ohälsa och olycksfall. Arbetsmiljöverket följer sedan upp med att det i hög grad handlar om planeringen och organiseringen av arbetet, att det krävs ett helhetsperspektiv på arbetet för att undvika ergonomiska fallgropar (Arbetsmiljöverket, 2021).
17
Arbetsmiljöverket uppger att det är arbetsgivaren som har ansvaret att undersöka ifall arbetstagaren utför arbetsuppgifter som kan medföra fara för arbetstagarens hälsa eller vara onödigt tröttande till följd av arbetsställning, rörelse, manuell hantering av föremål, repetitiva rörelser, eller handintensivt arbete. Bedömningen ska utgå ifrån ifall belastningarna som arbetstagaren utsätts för enskilt eller i kombination med varandra kan leda till skador på muskler, skelett, nerver, ledband etcetera. Vilket grundas efter hur ofta, hur länge, och i vilken grad arbetstagaren utsätts för belastningarna (Arbetsmiljöverket, 2019).
Det finns en rad olika belastningsfall som arbetsgivaren behöver undersöka. De olika belastningsfall som Arbetsmiljöverket lyfter fram presenteras nedan:
• Enstaka höga belastningar
Är belastningar som kan innebära risk för akut överbelastning, exempelvis tunga lyft (Arbetsmiljöverket, 2019).
• Upprepade måttliga belastningar
Är belastningar som inte innebär en akut risk för överbelastning, men som kan medföra besvär om arbetstagaren utsätts för belastningar under en längre tidsperiod
(Arbetsmiljöverket, 2019). • Statiskt muskelarbete
Vid statiskt muskelarbete behöver musklerna över en led spännas utan att det sker någon rörelse över leden. Sker den statiska spänningen över en längre tid utan möjlighet för avslappning inträffar symptom på överbelastning i musklerna. Symptomen syns i form av trötthet, smärta, och nedsatt funktion i de berörda musklerna. Uppnås
överbelastningen återkommande över tid kan det leda till skador (Arbetsmiljöverket, 2019).
• Ensidig belastning
När arbetstagaren har för lite variation i arbetsuppgifterna över långtid och behöver utföra samma rörelser med samma muskler leder det till ensidig belastning i de berörda musklerna och lederna (Arbetsmiljöverket, 2019).
• Mycket låg belastning
En för låg nivå av belastning på kroppen, till följd av ett mycket stillasittande arbete, kan leda till besvär. Utsätts kroppen för en för låg nivå av belastning uppstår en risk för reducerad styrka, rörelseomfång, och rörlighet för arbetstagaren (Arbetsmiljöverket, 2019).
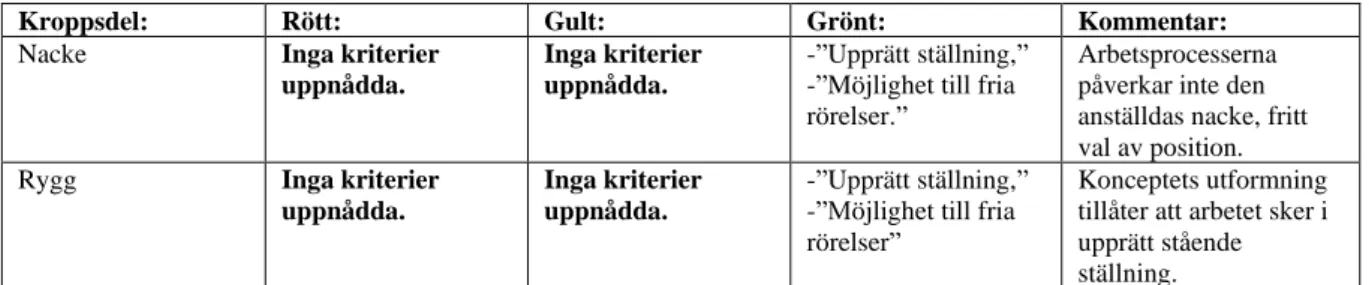
Hela kroppen kan drabbas av belastningsrelaterade besvär och skador, men kroppsdelar som ryggen, nacken, och skuldrorna är vanligt utsatta för ohälsa och trötthet (Arbetsmiljöverket, 2019).
Arbetsmiljöverket identifierar att en lämplig belastning kännetecknas av regelbunden variation, en adekvat balans mellan belastning och vila, och att finns en tidsbegränsning för durationen av belastning. Det förekommer dock en stor variation av vad som är en lämplig belastning, till följd av individuella förutsättningar. När en bedömning av ergonomin på arbetsplatsen sker är det viktig att inte enbart negativ belastning undersökt, utan även de perioderna av lämplig och positiv belastning för att skapa en helhetsbild över situationen (Arbetsmiljöverket, 2019). Utöver de ovanför nämnda aspekterna kring olika belastningsfall spelar även det specifika arbetsområdet en stor roll för hur hälsosam en arbetsposition är. Arbetsområdet inkluderar både på vilken höjd arbetaren bör arbeta på vid stående arbete, samt hur långt ifrån kroppen i det horisontella planet. Arbetsmiljöverket klassificerar olika områden som mer och mindre