Materialförsörjningssystemens
inverkan på monteringens
effektivitet.
HUVUDOMRÅDE: Logistik och Ledning
FÖRFATTARE: Sofie Björklund och Emelie Tuomisto HANDLEDARE:Peter Hugoson
JÖNKÖPING 2020 Maj
En studie med fokus på huruvida utformningen av
ingående delar i kittning och line stocking kan
effektivisera monteringen
Postadress: Besöksadress: Telefon:
Box 1026 Gjuterigatan 5 036-10 10 00 (vx)
551 11 Jönköping
Förord
Vi vill börja med att rikta ett stort tack till alla involverade för detta examensarbete. Vidare tackar vi både anställda och handledare från fallföretaget som med engagemang och en positiv inställning tagit sig tid att medverka och samtidigt möjliggjort examensarbetet genomförbart. Under arbetets gång har involverade avdelningar och personer från företaget bistått med värdefull information samt expertiskunskap vilket varit avgörande för arbetets framfart. Vidare vill vi passa på att ägna ett tack till vår handledare Peter Hugoson för mycket insiktsfulla tankar och vägledning genom hela examensarbetets gång.
_____________________ _____________________ Sofie Björklund Emelie Tuomisto
Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom huvudområdet logistik och ledning. Författarna svarar själva för framförda åsikter, slutsatser och resultat. Examinator: Leif-Magnus Jensen
Handledare: Peter Hugoson Omfattning: 15 hp (grundnivå) Datum: 2020-06-05
i
Abstract
Purpose - What influences the choice of material supply systems as well as how the design of
the systems influences the efficiency of the assembly is substantially important. This because the target audience of the study; manufacturing companies whom applies any kind of material supply system, must be able to achieve and maintain a social and economic sustainability. Thus, the study aims to:
Increase knowledge of how the choice and arrangement of material supply affects the efficiency of assembly.
The purpose has been broken down into three research questions:
1. Which is the most suitable material supply system depending on various types of factors?
2. How does the material supply system affect the efficiency of the assembly process? 3. How should material supply systems be adapted for an efficient assembly process? Method - The purpose of the study and the research questions are based on the problem
description that was formulated. An abductive approach has characterized the case study work process. The literature review has formulated by a review of previous research and has together with the data collection methods: interviews, observations and document studies, formed the analysis. In order to provide answers to the study’s research questions, collected data was compared to previous research, in order to find similarities or differences.
Result - The choice of material supply system is mainly influenced by applied production
strategy, production system and the setup of the assembly. It doesn’t matter how the choice has been made unless a well-functioning information system exists, in terms of efficiency of the assembly. Walking distances as well as the location of components and how they are introduced to the assembler, should also be considered in the design of the material supply systems. That is important due to the value-adding activities performed at the assembly station. Several problems have been identified with the use of Lean tools which contributed to formulated improvement suggestions.
Implications – The theoretical contributions of the study covers the inadequate theory that
was found when connecting production strategies with the advantages and disadvanatges of material supply systems. Also, most of the theories emphasize how efficiency in assembly lines can be improved with the use of material supply systems, but there is limited information how the design of material supply systems affects the efficiency of assemblers in production cells. Empirically, the study contributes with different stages where various issues and wastes have been identified based on the presentation and the arrangement of the material supply systems. This increases the opportunity to prioritize the issues which should be based on the stages that includes most waste. Likewise, the choice of material supply system can be used as guidelines to find out when each system is most suitable.
Limitations - Since data has been collected from only one company, the study's validity can
be questioned. In addition, an abductive approach made the study complex as well as time-consuming and contributed to that the intended use of economic models was defaulted.
Keywords - Material supply system, kitting, line stocking, production strategy, production
ii
Sammanfattning
Syfte – Valet av materialförsörjningssystem påverkas i första hand av olika faktorer. Därtill är
systemens utformning av betydelse för monteringens effektivitet. Detta för att studiens målgrupp; tillverkande företag där någon form av materialförsörjningssystem tillämpas ska kunna uppnå och bibehålla en social- samt ekonomisk hållbarhet. Därmed är studiens syfte att:
Öka förståelsen för hur valet samt utformningen av materialförsörjningssystem påverkar effektiviteten i montering.
Syftet har sedan brutits ned i tre frågeställningar:
1. Vilket är det mest lämpade materialförsörjningssystemet beroende på olika påverkansfaktorer?
2. Hur påverkas materialförsörjningssystem monteringsprocessen effektivitet? 3. Hur bör materialförsörjningssystem anpassas för en effektiv monteringsprocess? Metod – Studiens syfte samt frågeställningar är baserade på den problemformulering vilken
definierades i enlighet med fallföretagets önskemål. En abduktiv ansats har präglat enfallsstudiens arbetsprocess. Litteraturöversikten har formats genom granskning av tidigare forskning och har tillsammans med datainsamlingsmetoderna: intervjuer, observationer samt dokumentstudier utgjort analysavsnittet. För att kunna ge svar på studiens frågeställningar jämfördes insamlad data med tidigare forskning, för att hitta likheter alternativt skillnader.
Resultat – Valet av materialförsörjningssystem påverkas främst av respektive
produktionsstrategi, produktionssystem samt produktionsupplägg. Det är oväsentligt sett till monteringens effektivitet, hur valet genomförts om inte ett välfungerande informationssystem existerar. Därtill bör hänsyn även tas till gångavstånd samt lokalisering av komponenter vid utformandet av materialförsörjningssystemens upplägg samt presentation. Detta då monteringens värdeskapande arbete ska kunna uppnå största möjliga effektivitet. Flertalet problem identifierades med hjälp av Lean-verktyg vilket möjliggjorde att förbättringsförslag lämnades.
Implikationer – Studiens teoretiska bidrag behandlar kopplingen mellan applicerad
produktionsstrategi samt materialförsörjningssystemens för- och nackdelar, vilket under studiens arbetsprocess visat sig vara bristfälligt. Likaså framhäver merparten av teorierna hur monteringens effektivitet påverkas i ett line-utformat produktionsupplägg, varav paralleller mellan grupporganiserat produktionsupplägg samt materialförsörjningssystem även utgör studiens teoretiska bidrag.
Empiriskt sett bidrar studien med att materialförsörjningens presentation och upplägg delats upp i olika steg där diverse problem samt slösersier identifierats, vilket ökar möjligheterna kring att prioritera bland mest väsentliga problem. Prioriteringen bör utgå från steget, där flest slöserier återfinns. Likaså bidrar valet av materialförsörjningssystem med en guidning kring när respektive system är mest lämpligt att använda.
Begränsningar – Då det insamlats data från endast ett företag kan studiens
generaliserbarhet ifrågasättas. Dessutom innebar en abduktiv ansats att studien varit komplex samt tidskrävande och bidrog till att nyttjandet av tilltänkta ekonomiska modeller uteblev.
Nyckelord – Materialförsörjning, kittning, line stocking, produktionsstrategi,
iii
Ordlista
JIS – Ordna material utefter rätt sekvens i rätt tid till rätt kvalitet och kvantitet.
PIA – Produkter-i-arbete. Lagring av material under en pågående tillverkning eller mellan flera
på varandra följande produktionsresurser.
Kittning – En typ av materialförsörjningssystem.
Line stocking – En typ av materialförsörjningssystem, vilket även benämns ”rullfack” i
rapporten.
Kanban-line stocking – Påfyllnadsbehovet baseras på antal uttag montering gör av material
och sker i takt med att material tar slut.
BOM – Begreppet står för ”Bill-of-Material”. En lista vilken avser en specifik produkts
ingående komponenter baserat på produktstrukturen.
Genomloppstid – Står för en produkts totala andel tid, när det kommer till uttag av
komponenter samt produktionstiden det tar att färdigställa produkten. Exempelvis omställnings- och produktionstider eller kötid.
iv
Innehållsförteckning
1
Introduktion ... 1
1.1 BAKGRUND ... 1
1.2 PROBLEMBESKRIVNING... 1
1.3 SYFTE OCH FRÅGESTÄLLNINGAR ... 2
1.4 OMFÅNG OCH AVGRÄNSNINGAR ... 3
1.5 DISPOSITION ... 3
2
Metod och genomförande ... 5
2.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH METOD ... 5
2.2 ARBETSPROCESSEN ... 5 2.3 DESIGN ... 6 2.4 ANSATS ... 6 2.5 DATAINSAMLING ... 7 2.5.1 Litteraturstudier ... 8 2.5.2 Intervjuer ... 8 2.5.3 Observationer... 9 2.5.4 Dokumentstudier ... 10 2.6 DATAANALYS ... 10 2.7 KVALITETSBEDÖMNING ... 11 2.7.1 Validitet ...12 2.7.2 Reliabilitet ...12
3
Litteraturöversikt ... 13
3.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH TEORI ... 13
3.2 MATERIALFÖRSÖRJNINGSSYSTEM ...14
3.2.1 Kittning...14
3.2.2 Fördelar kittning ... 15
3.2.3 Nackdelar kittning ...16
3.2.4 Line stocking ... 17
3.2.5 Fördelar Line stocking ... 17
v 3.2.7 Kombination av materialförsörjningssystem ... 18 3.3 LEAN PRODUCTION ...19 3.3.1 Standardiserat arbete ...19 3.3.2 Just-In-Sequence, JIS ... 20 3.4 INFORMATIONSSYSTEM ... 20 3.5 PRODUKTIONSSTRATEGI ... 20 3.5.1 Make- to-stock, MTS ...21
3.5.2 Assemble- to-order, ATO ...21
3.5.3 Make- to-order, MTO ...21
3.5.4 Engineer- to-order, ETO ... 22
3.6 PRODUKTIONSSYSTEM ... 22 3.6.1 Single-model ... 22 3.6.2 Mixed-model ... 23 3.6.3 Multi-model ... 23 3.7 PRODUKTIONSUPPLÄGG ... 23 3.7.1 Funktionellt ... 23 3.7.2 Line ... 24 3.7.3 Grupporganiserat ... 24 3.8 KOSTNADER ... 24
4
Empiri ... 25
4.1 VERKSAMHETSBESKRIVNING ... 25 4.1.1 Produktionssystem ... 25 4.1.2 Produktionsstrategi ... 25 4.1.3 Produktionsupplägg... 25 4.2 INFORMATIONSSYSTEM ... 26 4.3 NULÄGE KITTNING... 274.3.1 Steg 1 – Kittningens placering ... 27
4.3.2 Steg 2 – Montör hämtar det kittade materialet ... 28
4.3.3 Steg 3 – Montör identifierar det kittade materialet ... 29
vi
5
Analys ... 31
5.1 FRÅGESTÄLLNING 1 ... 31 5.1.1 Produktionsstrategi ... 31 5.1.2 Produktionssystem ... 31 5.1.3 Produktionsupplägg... 31 5.2 FRÅGESTÄLLNING 2 ... 32 5.2.1 Informationssystem ... 325.2.2 Gångavstånd till komponenter ... 32
5.2.3 Lokalisering av presenterade kittade komponenter ... 32
5.2.4 Lokalisering av presenterade komponenter i line stocking ... 33
5.3 FRÅGESTÄLLNING 3 ... 33 5.3.1 Förberedelse ... 34 5.3.2 Steg 1... 34 5.3.3 Steg 2 ... 34 5.3.4 Steg 3 ... 34 5.3.5 Steg 4 ... 35
6
Diskussion och slutsatser ... 36
6.1 RESULTAT ... 36 6.1.1 Frågeställning 1 ... 36 6.1.2 Frågeställning 2 ... 37 6.1.3 Frågeställning 3 ... 37 6.2 TEORETISKT BIDRAG ... 38 6.3 EMPIRISKT BIDRAG ... 38 6.4 METODDISKUSSION ... 39 6.5 VIDARE FORSKNING ... 39 6.6 SLUTSATSER ... 40
Litteraturförteckning ... 41
Bilagor ... 45
BILAGA 1-INTERVJUFRÅGOR (1/2) ... 45vii
Figurförteckning
FIGUR 1 - STUDIENS OMFÅNG OCH AVGRÄNSNINGAR 3
FIGUR 2 - STUDIENS DISPOSITION 3
FIGUR 3 - KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH METOD 5
FIGUR 4 - STUDIENS ARBETSPROCESS 6
FIGUR 5 - SYSTEMATIC COMBINING 7
FIGUR 6 - STUDIENS DATAANALYS 11
FIGUR 7: KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH LITTERATUR 13
FIGUR 8: STATIONÄR KITTNING 15
FIGUR 9 - TRANSPORTERANDE KIT 15
FIGUR 10 – PRODUKTIONSSTRATEGIER 21
FIGUR 11 - OLIKA PRODUKTIONSSYSTEM 22
FIGUR 12 - INFORMATIONSSYSTEMETS INTEGRERING MED FUNKTIONER 26
FIGUR 13 - LASTBÄRARE KITTNING 27
FIGUR 14 – PLACERING AV ORDERETIKETT 28
FIGUR 15 – PLACERING AV ARTIKELETIKETT 28
FIGUR 16 - LAYOUT KITTNINGSSTATION OCH MONTERINGSYTA 29
FIGUR 17 - GÅNGAVSTÅND VID HÄMTNING AV KOMPONENTER 30
Tabellförteckning
TABELL 1 - URVAL AV SÖKORDSKOMBINATIONER 8
TABELL 2 - GENOMFÖRDA INTERVJUER 9
TABELL 3 - GENOMFÖRDA OBSERVATIONER 9
TABELL 4 - GENOMFÖRDA DOKUMENTSTUDIER 10
TABELL 5 - KVALITETSBEDÖMNING 11
TABELL 6 - OLIKA TYPER AV MATERIALFÖRSÖRJNINGSSYSTEM 14
TABELL 7 - FÖRDELAR KITTNING 15
TABELL 8 - NACKDELAR KITTNING 16
TABELL 9 - FÖRDELAR LINE STOCKING 17
viii
TABELL 11 - FORMER AV SLÖSERI 19
TABELL 12 - SLUTPRODUKTERS INGÅENDE KOMPONENTER 25
TABELL 13 - IDENTIFIERADE SLÖSERIER 33
1
1
Introduktion
Kapitlet ger en bakgrund till det studerade området materialförsörjningssystem, vilket även studiens problemområde byggts upp kring. Vidare presenteras studiens syfte samt frågeställningar. Därtill beskrivs studiens omfång och avgränsningar. Avslutningsvis presenteras rapportens disposition.
1.1 Bakgrund
Den ökande och rådande globaliseringen innebär att företag konkurrerar både nationellt samt internationellt. Genom att inse att logistiken är en central del för att tillgodose kundens behov kan konkurrenskraftighet samt en hållbar framtid uppnås. Globaliseringen, ökade kundkrav samt kortare produktlivscykler, kräver även att företag på en strategisk nivå har förmågan att vara flexibla kring val av produktionsstrategi, vilket innebär att logistiksystemen därmed blir alltmer komplexa (Olhager, 2003; Wikner & Johansson, 2015). Detta ställer stora krav på utformningen av logistiksystem både internt samt externt. Extern logistik involverar direkta kunder samt leverantörer, medan intern logistik behandlar: materialförsörjning, produktion samt distribution. Genom logistiksystemens kontinuerliga utbyte med sin omgivning i syfte att tillfredsställa kundens behov möjliggörs det att slutprodukter kan levereras enligt avtalad tid. För att inneha en effektiv verksamhet bör det fokuseras på både det interna- samt externa perspektivet (Jonsson & Mattsson, 2016; Skjoett-Larsen, 2000).
När logistikens delsystem behandlas och interagerar likt en sammanhängande helhet menar Wikner och Johansson (2015) att diverse beroenden uppstår och komplexiteten kring beslut gällande bland annat materialplaneringsprocessen ökar. Det interna logistiksystemet är enligt Grosse, Glock och Neumann (2017) av betydelse för att företag ska kunna uppfylla kundernas krav och leverera produkterna i rätt tid, där servicen har en hög standard till en låg kostnad. För att uppfylla detta måste den interna logistiken inneha hög effektivitet. Gunasekaran, Subramanian och Papadopoulos (2017) menar att informationssystem utgör en viktig stödfunktion i delsystemen för att kunna möta existerande utmaningar.
Materialförsörjningen är en del av materialhanteringen och syftar till att leverera komponenter och råmaterial till produktionen (Jonsson & Mattsson, 2016). Det finns olika sätt att förse material till produktionen där materialet antingen kan levereras ut homogent i enskild lastbärare alternativt blandat med andra komponenter. Leveranserna kan även ske kontinuerligt eller inte. Om leveranserna sker kontinuerligt är materialet oftast lagerlagt hos produktionen, i form av exempelvis line stocking och fylls periodvis på när materialet tar slut. Vid en diskontinuerlig materialförsörjning, exempelvis kittning, förses produktionen med material enligt behov baserat på ett produktionsschema. Respektive materialförsörjningssystem har olika för- och nackdelar. När respektive system är mest lämpligt beror på hur produktionsrelaterade aspekter i dagsläget tillämpas likväl hur verksamheten väljer att applicera olika system (Caputo, Pelagagge & Salini, 2018; Hanson & Brolin, 2013). Green, Lee och Kozman (2010) påpekar att materialhantering är ett icke värdeskapande arbete, men ändå nödvändigt för en framgångsrik produktion. Oavsett vilket system en verksamhet applicerar påpekar Finnsgård, Wänström, Medbo och Neumann (2011) vikten av att tillgodose montörens behov när det kommer till hur material levereras och presenteras till produktionen. Detta för att göra det värdeadderande arbetet mer effektivt. Lean Production är ett koncept, vilket syftar till att öka effektiviteten vid tillverkningsprocesser samt kringliggande funktioner. Med olika Lean-verktyg kan slöserier identifieras samt elimineras i syfte att öka det värdeskapande arbetet samt uppnå en säker och ergonomisk arbetsmiljö (Green et al., 2010).
1.2 Problembeskrivning
Trots att det tillhandahålls forskning och kunskap kring hur industrier ska kunna förbättra materialförsörjningssystem för att stödja effektiviteten i montering, råder det brist på kunskap internt hos företag (Hanson & Finnsgård, 2014). Materialhanteringens kostnader är direkt kopplade till industriers driftkostnader och kan beroende på typ av industri uppgå till 30-70 % av ett företags totala tillverkningskostnader, beståendes av bland annat operativa kostnader. Med hjälp av en strukturerad materialförsörjning kan dock operativa kostnader minskas med 15–30% (Green et al., 2010; Naqvi, Fahad, Atir, Zubair & Shehzad, 2016).
Introduktion
2
Fortsättningsvis belyser Green et al. (2010) att hanteringen av material är ytterst nödvändig för att lyckas fullfölja tillverkningsprocesser och fortfarande behålla förmågan att vara konkurrenskraftig. Detta trots att materialhanteringen är en icke värdeskapande aktivitet i produktionsflödet. Materialhantering anses därför vara ett nyckelområde för implementering av Lean Production eftersom eliminering av slöseri kan ge stora effekter på ett företags prestanda.
Sahin, Sali och Patchong (2015) påpekar att det med tiden blivit en markant ökning av antalet producerande produktvarianter. Detta gör att materialförsörjning med enbart line stocking blir ohanterligt då det råder brist på utrymme vid monteringsytan, vilket öppnat upp för nya materialförsörjningssystem, exempelvis kittning. Hua och Johnson (2010) belyser att företag allt för ofta spenderar otaliga mängder tid på att byta mellan att tillämpa kittning respektive line stocking för att försöka öka effektiviteten. Denna förändringen görs då många gånger utan underlag för när respektive system egentligen passar företagets tillverkning bäst. Vidare finns det också problematik angående hur beslutet ska tas kring valet av materialförsörjningssystem. Det råder också osäkerheter kring huruvida komponenters komplexitet gällande volym och variation står i förhållande till vilket system ett företag bör implementera. För att inte riskera att tappa potentiell arbetskapacitet på företag belyser Hanson och Medbo (2012) vikten av att besitta kunskap om kittning och line stocking då systemen har en växelverkande effekt på varandra.
1.3 Syfte och frågeställningar
Problembeskrivningen belyser utmaningen med att tillhandahålla en effektiv materialhantering där det råder okunskap kring vilka samt hur olika typer av materialförsörjningssystem ska förse monteringen med ingående komponenter. Med utgångspunkt i Lean Production kan icke värdeskapande aktiviteter identifieras, vilket möjliggör att eventuella förbättringsförslag kan lämnas och där hänsyn tas till att förbättra den sociala- och ekonomiska hållbarheten. Detta med avsikt att nå en mer strukturerad presentation av materialförsörjningssystem, vilket kan gynna tillverkande företag där någon form av materialförsörjningssystem tillämpas. Syftet med studien är därför att:
Öka förståelsen för hur valet samt utformningen av materialförsörjningssystem påverkar effektiviteten i montering.
Vidare har tre frågeställningar brutits ned för att kunna besvara syftet. Den första frågeställningen ger en ökad insikt kring olika produktionsrelaterade faktorer och hur valet av materialförsörjningssystem kan utformas alternativt begrundas. Därmed är studiens första frågeställning:
1. Vilket är det mest lämpade materialförsörjningssystemet beroende på olika påverkansfaktorer?
Det är även centralt att få en förståelse kring hur materialförsörjningssystemens för- och nackdelar påverkar monteringens effektivitet. Detta sett till upplägg samt presentation, vilket leder till studiens andra frågeställning:
2. Hur påverkar materialförsörjningssystem monteringsprocessens effektivitet?
För att en högre effektivitet i monteringen ska kunna uppnås kan det med hjälp av svaren från föregående frågeställningar leda till eventuella förbättringsförslag. Studiens sista frågeställning blir därför:
3. Hur bör materialförsörjningssystem anpassas för en effektiv monteringsprocess? För att besvara frågeställningarna och därmed uppfylla syftet har en enfallsstudie genomförts på ett tillverkande företag.
3
1.4 Omfång och avgränsningar
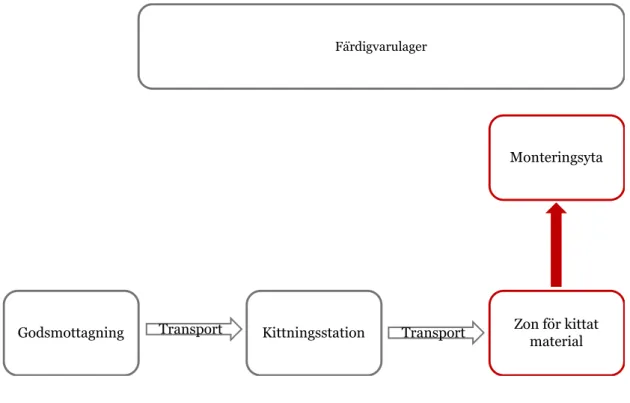
Studien har avgränsats till ett företag inom branschen för tillverkande industri, där en nulägesanalys genomförs för att studera huruvida materialförsörjningssystem kan effektivisera monteringen. På grund av den rådande tidsbegränsningen för studien har det valts att studera ett specifikt materialflöde för en produktfamilj, då materialflöden ofta är komplexa. Detta medför att studien inte omfattar en värdeflödeskarta eftersom det hade krävt analys över flera funktioner. Därtill valdes sex slutprodukter ut för vidare analys där urvalet begränsades till frekvens för tillverkning. Ytterligare en avgränsning är att studien främst kommer fokusera på kittningens innehåll och hur dess layout ska presenteras för monteringen för att kunna öka effektiviteten. Följaktligen kommer studien endast omfatta människans rörelsemönster kopplat till montörens gångavstånd för att hämta ingående komponenter. I Figur 1 går det att översiktligt urskilja avgränsningarna där rödmarkerade ytor står för studiens fokusområden.
Figur 1 - Studiens omfång och avgränsningar
1.5 Disposition
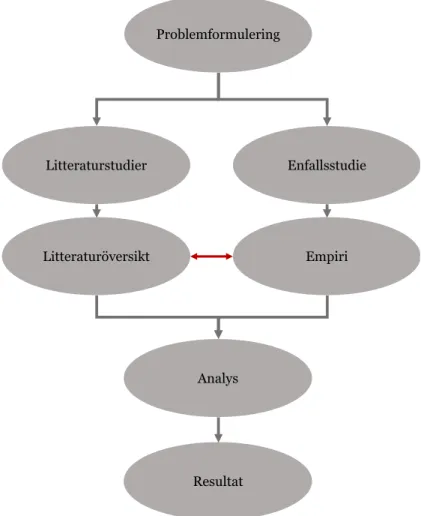
För att få en uppfattning kring hur studiens kapitel disponerats, se Figur 2.
Figur 2 - Studiens disposition
I studiens andra kapitel kommer den genomförda arbetsprocessen att presenteras mer grundligt. Därefter beskrivs studiens ansats och design, följt av en redogörelse kring datainsamling samt dataanalys. Kapitlet avslutas med en kvalitetsbedömning utifrån hur studien ska tillföra trovärdighet.
Studiens tredje kapitel avser litteraturöversikten och innehåller en teoretisk bakgrund till det introducerade problemområdet, där en koppling mellan studiens frågeställningar och litteratur inleder kapitlet.
Följaktligen presenteras studiens empiri, vilket består av insamlad data vars avsikt är att beskriva verksamheten.
Godsmottagning Zon för kittat material
Monteringsyta
Kittningsstation Transport
Transport
Färdigvarulager
Introduktion
4
Fjärde kapitlet innehåller en analys, vilket utgår från att med hjälp av mönsterpassning jämföra litteraturöversikten med insamlad empiri i syfte att ge svar på studiens frågeställningar. Studien avslutas med kapitel sex och innehåller diskussion och slutsatser. Kapitlet ger en sammanfattande beskrivning av studiens huvudsakliga resultat och baseras på frågeställningarnas struktur. Härtill diskuteras även möjliga förbättringsförslag utifrån identifierade slöseri. Vidare presenteras studiens implikationer och metoddiskussion följt av förslag på relevant vidare forskning inom området. Kapitlet avslutas med studiens slutsatser.
5
2
Metod och genomförande
Kapitlet ger en beskrivning av studiens arbetsprocess och metodval. Vidare beskrivs studiens ansats och design. Därtill framgår det hur studiens datainsamling samt dataanalys genomförts. Kapitlet avslutas med en redogörelse för studiens trovärdighet.
2.1 Koppling mellan frågeställningar och metod
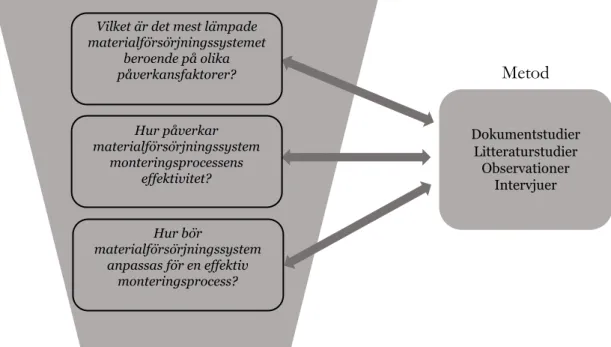
I följande kapitel redovisas metoder för datainsamling och dataanalys, vilket använts för att besvara studiens frågeställningar och därmed uppfylla syftet. Insamlad data samt litteratur har under arbetets gång jämförts med studiens frågeställningar. Detta för att bibehålla en stark överrensstämmelse för att kunna säkerställa studiens validitet. För att besvara studiens tre frågeställningar användes metoderna: litteraturstudier, dokumentstudier, observationer och intervjuer, vilket urskiljs i Figur 3.
Figur 3 - Koppling mellan frågeställningar och metod
2.2 Arbetsprocessen
Arbetsprocessen påbörjades genom att en problemformulering diskuterades tillsammans med fallföretaget där det framkom att vidare studier önskades kring kittning och line stocking. Detta mynnade ut till studiens syfte med tillhörande frågeställningar. Det studerade fallföretaget innehar ett omfattande produktionsflöde, vilket innebär en ökad komplexitet kring interna materialförsörjningssystem, varav det blir av intresse att studera samt effektivisera dessa flöden.
Inledningsvis togs det hänsyn till informationskravet då vederbörande avdelningar informerades kring studiens syfte och är enligt Patel och Davidsson (2019) centralt i forskningssyfte, med hänsyn till etiska krav.
Under arbetets gång samlades data in genom: dokumentstudier, observationer och intervjuer. Vidare skedde litteratursökningen parallellt med datainsamling, vilket Patel och Davidsson (2019) bekräftar genom att beskriva litteratursökningen likt ett växelspel där sökning och läsning pågår parallellt med studiens arbete i andra delar av rapporten. Detta eftersom en omfattande mängd av litteratur skulle samlas in, där all litteratur av naturliga skäl inte kunde bearbetas klart innan andra delar av rapporten skulle startas. Litteratururvalet vilket behandlade kostnadsmodeller kring kittning och line stocking nyttjades aldrig på grund av studiens tidsbegränsning. Hur bör materialförsörjningssystem anpassas för en effektiv monteringsprocess?
Metod
Dokumentstudier Litteraturstudier Observationer IntervjuerVilket är det mest lämpade materialförsörjningssystemet beroende på olika påverkansfaktorer? Hur påverkar materialförsörjningssystem monteringsprocessens effektivitet?
Metod och genomförande
6
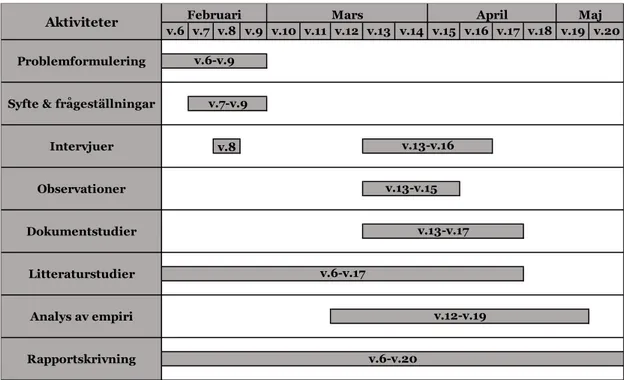
För att svara på studiens syfte och frågeställningar genomfördes en analys där insamlad empiri jämfördes med litteraturöversikten. Parallellt med alla andra delar i studien har rapportskrivningen skett kontinuerligt under processens gång, se Figur 4.
Figur 4 - Studiens arbetsprocess
2.3 Design
För att uppfylla syftet och frågeställningarna föll strategin i studien inom ramarna för vad Yin (2007) benämner fallstudie. Eftersom forskningsfrågorna i undersökningen: vilket och hur, tenderar att ge mer förklarande svar, ansågs det relevant att utföra en fallstudie.
Fallstudien omfattade insamling av data kring förändringar och processer vid ett företag, vilket i detta fallet avsåg en specifik organisation. Utifrån denna förutsättning bidrog studien till ett mindre helhetsperspektiv, där heltäckande information samlades in i den mån det gavs möjlighet till. Enligt Patel och Davidsson (2019) är även detta typiska kännetecken för en fallstudie. För att erhålla ett brett spektrum av information användes flera olika informationskällor, vilket Yin (2007) beskriver är en styrka för fallstudier när en stor mängd data behöver samlas in. Det skapade samstämmighet och bidrog till att stärka trovärdigheten. På grund av avgränsningen till endast ett fallföretag riskerade det att bidra till en försämrad generaliserbarhet (Patel & Davidsson, 2019).
2.4 Ansats
Studien inriktades mot att utföra litteratursökning parallellt med insamlad data. Arbetsprocessen fortlöpte med samma tillvägagångssätt där litteratur och empiri oavsiktligt kompletterats i takt med studiens framfart eftersom nya relevanta infallsvinklar för studien upptäcktes. Enligt Eriksson (2015) är detta en interaktiv process där observationerna av verkligheten inte kan förstås utan tillämpning av ytterligare teori och tvärtom. Denna metod kallas enligt Dubois och Gadde (2002) för systematic combining och används när studien präglas av en abduktiv ansats, se Figur 5.
v.6 v.7 v.8 v.9 v.10 v.11 v.12 v.13 v.14 v.15 v.16 v.17 v.18 v.19 v.20 v.8 Observationer v.13-v.15 Rapportskrivning v.6-v.20 Dokumentstudier v.13-v.17 Litteraturstudier v.6-v.17 Analys av empiri v.12-v.19 April Maj
Syfte & frågeställningar v.7-v.9
Intervjuer v.13-v.16
Problemformulering v.6-v.9
7
Figur 5 - Systematic combining
Valet av inriktning baserades på studiens syfte och frågeställningar, där det ansågs relevant att tillämpa både intervjuer och observationer för att lyckas samla in en större mängd data, vilket sedan kunde analyseras. Enligt Patel och Davidsson (2019) är detta typiska kännetecken på ett kvalitativt angreppssätt då studien ska ge utrymme för tolkande analyser, vilket kräver metoder där stor mängd data kan samlas in. Eftersom studien utfördes med hjälp av en fallstudie beskriver Ellram (1996) att detta är en typ av kvalitativ metod. Detta eftersom datainsamlingen utgår från en specifik organisation där händelserna studeras i realtid.
Patel och Davidsson (2019) påpekar att en kvantitativ inriktning behandlar data utifrån mängd och frekvens där det tydligt går att urskilja samband i förhållande till variabler. I studien behandlades produktionskvantiteter av mest frekventa produkter samt omställningsloggar för att kunna identifiera företagets produktionssystem, vilket gjorde att det även fanns inslag av kvantitativ datainsamling.
Att en studie innehar både en kvalitativ och kvantitativ inriktning sett till hur data samlas in, är enligt Patel och Davidsson (2019) positivt då inriktningarna kompletterar varandra. Detta eftersom en studie då kan nå en mer omfattande synvinkel av problemområdet.
2.5 Datainsamling
Datainsamlingen bestod av såväl primär- samt sekundärkällor för att kunna besvara studiens frågeställningar. Intervjuer samt observationer avsåg förstahandsrapporteringar och är därför förstahandskällor, där dokumentationen och resultatet tolkades av författarna själva i denna rapport. Därtill stod litteraturöversikten och företagets interna dokument för sekundärdata, där tolkningar och utvärderingar redan genomförts av utomstående personer i denna studie (Patel & Davidsson, 2019). För att försäkra att insamlad data var av hög trovärdighet ställdes informationskällorna i korrelation till varandra, vilket överensstämmer med hur Yin (2007) beskriver en trianguleringsprocess.
Litteraturöversikt
Fallstudie
Teori Total empiri Matcha riktning och
Metod och genomförande
8
2.5.1 Litteraturstudier
För att bygga upp studiens litteraturöversikt har litteratur samlats in från olika databaser, men även från böcker. I databaserna genomfördes sökningar med relevanta sökord baserat på utvalda ämnesord, identifierade utifrån frågeställningarna. Detta för att på ett strukturerat sätt hitta relevant litteratur för studiens huvudområde. Urvalet av artiklar baserades främst på antalet citeringar, där artiklar med fler antal citeringar ansågs inneha tillförlitligare fakta. Vidare togs det även hänsyn till att merparten av artiklarna granskats av experter innan publicering för att öka validiteten (Yin, 2007). Granskningen var viktigt för artiklar, vilka hade publicerats inom en femårs-period. Vidare har även konferensbidrag nyttjats och består av nyutgiven information. Därav är den typen av litteratur inte granskade av experter och det var därför viktigt att konferensbidragen istället var utgivna av väletablerade författare. Detta stärktes med hjälp av en genomförd undersökning kring vad författarna tidigare åstadkommit. Det anses därför att konferensbidragen genererat relevant och tillförlitlig information. Litteratur beståendes av utdrag ur böcker vilka inte granskats av experter, har endast använts till att definiera vissa faktorer, exempelvis produktionsupplägg.
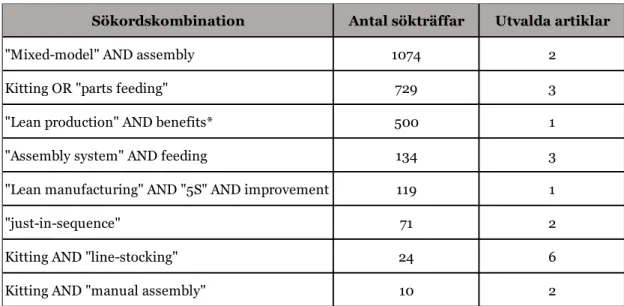
Referensers referenser användes för att hitta mer relevant information till studien och därmed tillämpades snowball sampling. Genom den typ av urval hämtades inspiration från tidigare forskning och doktorsavhandlingar (Patel & Davidsson, 2019). Nedan återfinns ett utdrag av sökordskombinationer från litteratursökningen i olika databaser med antal sökträffar samt utvalda artiklar, se Tabell 1.
Tabell 1 - Urval av sökordskombinationer
2.5.2 Intervjuer
En fallstudies process inkluderar ofta människor i flertalet steg, vilket medför att intervjuer utgör en väsentlig informationskälla (Patel & Davidsson, 2019). Intervjuerna gav studien en översikt över nuläget genom att involverade respondenter levererade information, vilket bidrog till att studien kunde fortlöpa framåt. Intervjuerna var av både fokuserad- och öppen karaktär, dels för att säkerställa att ingen relevant information utelämnades samt att öppna frågor gav en stor mängd väsentlig information, se Bilaga 1. Frågorna följde en viss ordningsföljd och därmed en högre grad av standardisering likväl bestod informationen av respondentens egna erfarenheter (Yin, 2007). Intervjuerna varade inte längre än 60 minuter och tillämpades i början av studien, vilket är egenskaper för att kunna tillhandahålla relevant grundläggande fakta. Detta är ett vanligt tillvägagångssätt för att bekräfta olika identifierade faktapåståenden (Patel & Davidsson, 2019; Yin, 2007).
Sökordskombination Antal sökträffar Utvalda artiklar
"Mixed-model" AND assembly 1074 2
Kitting OR "parts feeding" 729 3
"Lean production" AND benefits* 500 1
"Assembly system" AND feeding 134 3
"Lean manufacturing" AND "5S" AND improvement 119 1
"just-in-sequence" 71 2
Kitting AND "line-stocking" 24 6
9
Vid intervjuerna tillämpades etikreglerna: konfidentialitets- och samtyckeskravet då författarna ansåg det vara viktigt att ta hänsyn till etiska aspekter. Därav har personuppgifter på intervjuade respondenter uteslutits likaså var endast respondenternas befattning av intresse för studien. Det tillämpades även inspelning av intervjuerna för att i efterhand kunna säkerställa att informationen, vilket dokumenterades av en författare, uppfattades på ett korrekt och enhetligt sätt (Patel & Davidsson, 2019). All information förvarades på ett sätt där enbart författarna hade tillgång till det och där ljudinspelningarna kasserades efter avslutad studie.
Vidare har det även skett korta, tillfälliga samtal med nyckelkontakter då personernas åsikter och fakta varit värdefulla för studiens empiriavsnitt. Respondenternas åsikter var viktiga i den bemärkelse att personerna dagligen arbetar i verksamheten och därmed besitter värdefull information om processernas nuläge. En sammanställning av genomförda intervjuer återfinns nedan, se Tabell 2.
Tabell 2 - Genomförda intervjuer
2.5.3 Observationer
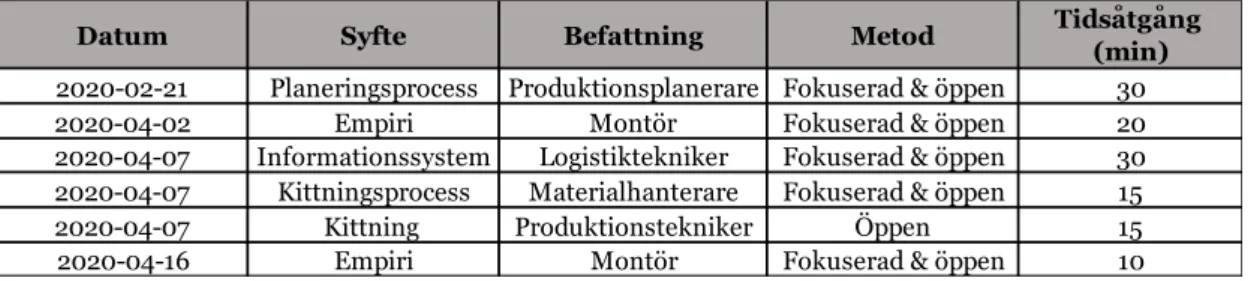
Denna metod valdes eftersom händelser studerats i nutid, där det även under observationerna togs hänsyn till främst samtyckeskravet. För att bilda en korrekt uppfattning av verkligheten utfördes observationerna dagtid. Eftersom observatörernas närvaro var accepterad och känd för omgivningen utfördes observationerna flera gånger för att kunna uppnå ett representativt utfall med spontana beteenden. Detta är enligt Patel och Davidsson (2019) till fördel när det kommer till utförandet av observationer. Genomförda observationer går att urskilja i Tabell 3. Metoden användes för att få en konkret förståelse över hur kittningsprocessen och dess layout fungerar. Vid observationerna av kittningens layout studerades även flertalet andra kittade ingående komponenter utöver de valda sex slutprodukterna. Samtliga observationer bidrog till att potentiella problem identifierades. Detta tillvägagångssätt stämmer överens med hur Patel och Davidsson (2019) beskriver en ostrukturerad observation där syftet är att inhämta heltäckande information över problemområdet. Vidare menar Patel och Davidsson (2019) att ostrukturerade observationer bygger på att inga observationsprotokoll behöver förberedas likt vid en strukturerad observation. Detta medförde att händelserna från varje observation antecknades med utförliga noteringar av två observatörer. Därtill har redogörelserna från observatörerna jämförts och sammanställts för att erhålla en rättvis bild av det studerade objektet.
Tabell 3 - Genomförda observationer
Datum Syfte Befattning Metod Tidsåtgång (min)
2020-02-21 Planeringsprocess Produktionsplanerare Fokuserad & öppen 30
2020-04-02 Empiri Montör Fokuserad & öppen 20
2020-04-07 Informationssystem Logistiktekniker Fokuserad & öppen 30 2020-04-07 Kittningsprocess Materialhanterare Fokuserad & öppen 15
2020-04-07 Kittning Produktionstekniker Öppen 15
2020-04-16 Empiri Montör Fokuserad & öppen 10
Datum Syfte Metod Tidsåtgång (min)
2020-03-25 Kittningsprocess Ostrukturerad 30 2020-03-25 Layout Ostrukturerad 20 2020-03-31 Montering Ostrukturerad 30 2020-04-01 Kittningsprocess Ostrukturerad 20 2020-04-01 Layout Ostrukturerad 15 2020-04-09 Montering Ostrukturerad 25
Metod och genomförande
10
2.5.4 Dokumentstudier
Tekniken har använts för att ta del av historisk information på årsbasis för att kunna stärka samt komplettera informationen från intervjuer och observationer. Yin (2007) bekräftar detta då dokumentstudiernas huvudsakliga uppgift är att styrka data hämtad från andra källor, vilket är en typ av triangulering.
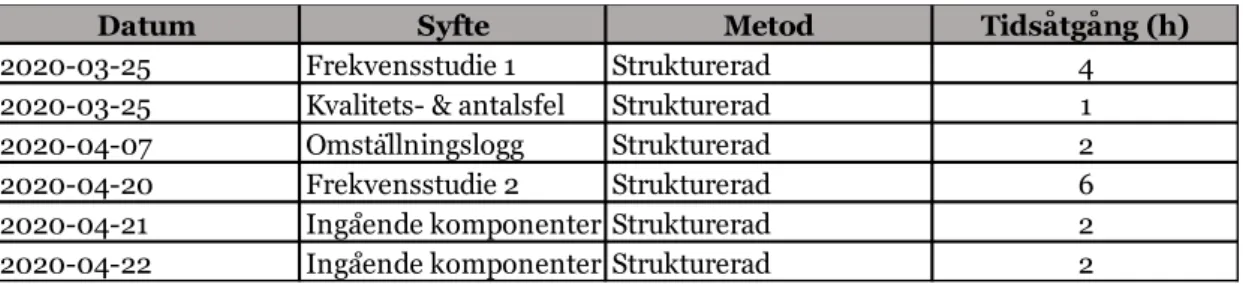
Dokumentens relevans och syfte för studien har noggrant analyserats och diskuterats för att minimera risken för vilseledning under genomförandet av dokumentationen. Yin (2007) bekräftar att detta är viktigt då dokument kan vara inkorrekta eller innehålla skevheter. Därför ska dokument hanteras varsamt och bör inte antas vara riktiga skildringar av skedda händelser. Detta uppmärksammades särskilt då dokumentstudien, vilken behandlade kvalitets- och antalsfel, exkluderades. Detta då dokumentet innehöll ett fåtal fel och endast avsåg rapportering under två veckor, vilket inte ansågs spegla verkligheten då resterande dokument baserats på årsbasis. Det erhölls även en uppdaterad version av frekvensstudien vid ett senare tillfälle, vilket ledde till att ytterligare en frekvensstudie analyserades för att studera aktuell data. Genomförda dokumentstudier framgår i Tabell 4.
Tabell 4 - Genomförda dokumentstudier
2.6 Dataanalys
Ellram (1996) menar att dataanalysen, vid utförande av fallstudier, snabbt blir komplex då oftast en stor mängd data producerats. Genom studiens tidigare beskrivna metoder för insamling av data formades den empiriska grunden och jämfördes med litteraturöversikten för att hitta likheter och skillnader. Yin (2007) påpekar ett tekniken kallas för mönsterpassning då det sker när mönster från ett empiriskt resultat identifieras utifrån teorier. Detta urskiljs i Figur 6 där den röda pilen visualiserar mönsterpassningen vilket skapat studiens analysavsnitt.
Datum Syfte Metod Tidsåtgång (h)
2020-03-25 Frekvensstudie 1 Strukturerad 4
2020-03-25 Kvalitets- & antalsfel Strukturerad 1
2020-04-07 Omställningslogg Strukturerad 2
2020-04-20 Frekvensstudie 2 Strukturerad 6
2020-04-21 Ingående komponenter Strukturerad 2
11
Figur 6 - Studiens dataanalys
2.7 Kvalitetsbedömning
För att få en trovärdig och repeterbar studie är det viktigt att kunna bevisa att kvalitetsbegrepp tagits i beaktning. Nedan går begreppen att utläsa där det framgår en beskrivning av begreppets innebörd samt hur det applicerades i studien, se Tabell 5 (Patel & Davidsson, 2019; Yin, 2007).
Tabell 5 - Kvalitetsbedömning Empiri Enfallsstudie Litteraturöversikt Resultat Analys Litteraturstudier Problemformulering
Kvalitetsbegrepp Beskrivning Applicering
Begreppsvaliditet Insamlad data representerar det
studerade fallet samt är objektiv.
Metodtriangulering.
Intern validitet Studiens förmåga att dra välgrundadesamt hållbara slutsatser. Mönsterpassning. Extern validitet I vilken utsträckning resultatet är
generaliserbart.
Tillämpning inom området materialförsörjningssystem.
Metod och genomförande
12
2.7.1 Validitet
Studiens begreppsvaliditet innebär att insamlad data bör vara objektiv samt spegla det fall vilket avsetts att studera (Yin, 2007). För att öka denna validitet har metodtriangulering använts, vilket innebär att insamlad empirisk data har skett genom flertalet metoder och därefter jämförts. Innan observationerna påbörjades skapades ett dokument kring observationernas syfte samt ingående moment för att säkerställa att erhållen information representerade det studerade fenomenet. Likaså har periodvis förekommande diskussioner med handledaren på fallföretaget genomförts för att informera kring insamlad data och därmed säkerställa att aktuellt fall studerats i enlighet med studiens syfte. Objektiviteten har uppnåtts genom att personliga åsikter och känslor utelämnats vid insamlandet av data.
Den interna validiteten avser vilken förmåga studien har att kunna dra välgrundade och hållbara slutsatser. För att öka denna användes mönsterpassning. Genom att jämföra och hitta olika mönster mellan empiri och funna teorier från litteraturöversikten bidrog det till strukturerade och hållbara slutsatser i analysavsnittet. Validiteten har även ökats genom att teoriers betydelse för studien värderats i takt med insamlad empiri, där teorier vid behov lagts till men där andra istället eliminerats för att gå i linje med studiens syfte och frågeställningar (Yin, 2007).
Den externa validiteten står enligt Yin (2007) för hur pass generaliserbart studiens resultat är sett till andra undersökningar än den aktuella. För att öka graden av extern validitet valdes litteratur ut på ett sådant sätt att litteraturen kan tillämpas på alla studier inom området materialförsörjning. Genom att litteraturen även beskrivits utifrån generella begrepp ökades möjligheten för framtida undersökningar att använda liknande litteraturöversikt för jämförelse med ny empirisk data.
2.7.2 Reliabilitet
Reliabiliteteten mäter huruvida studiens genomförande kan upprepas och samtidigt erhålla samma resultat (Patel & Davidsson, 2019). För att öka denna har arbetsgången och datainsamlingen dokumenterats under studiens gång då insamlingen skett stegvis under en längre period. Genom att separata dokumentationsblad för respektive metod i datainsamlingen har använts för studiens tillvägagångssätt, ökade det förmågan för repeterbarhet (Patel & Davidsson, 2019).
Patel & Davidsson (2019) beskriver vidare att interbedömarreliabiliteten är ett mått på hur hög reliabiliteten i en studie är och därmed hur väl den insamlade datan stämmer överens med verkliga företeelser. För att öka denna har det under intervjuerna genomförts ljudinspelningar likväl att båda författarna dokumenterade informationen under observationerna då en filminspelning inte var möjligt.
13
3
Litteraturöversikt
Kapitlet ger en teoretisk grund till studiens formulerade syfte och frågeställningar. Huvudområdet materialförsörjningssystem har applicerats i merparten av teorierna utifrån systemens för- och nackdelar, för att skapa förståelse för på vilka sätt det kan påverka.
3.1 Koppling mellan frågeställningar och teori
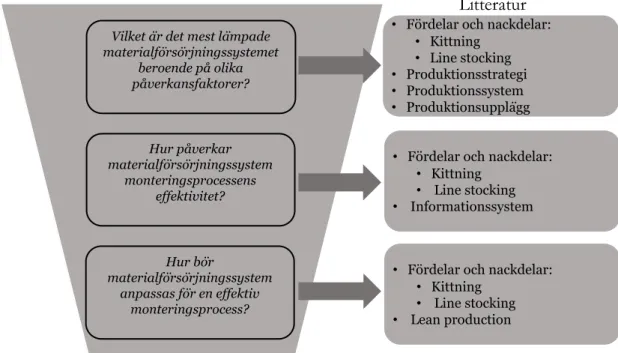
Följande avsnitt ger en introduktion till studiens insamlade litteratur. Litteraturens uppdelning samt kopplingen till respektive frågeställning urskiljs i Figur 7.
Figur 7: Koppling mellan frågeställningar och litteratur
Studiens första frågeställning kräver information om faktorerna: produktionsstrategier, produktionssystem och produktionsupplägg. Information om kittning och line stocking kommer även vara relevant för att senare kunna identifiera det bäst lämpade valet av materialförsörjningssystem.
För att ge svar på andra frågeställningen kommer litteratur om hur materialförsörjningssystemen: kittning respektive line stocking påverkar monteringens effektivitet. Vidare blir informationssystem intressant då kittning är en komplex process där flertalet informationssteg behöver tas hänsyn till.
Den sista frågeställning avser litteratur om Lean Production för att kunna identifiera slöserier och därmed även synliggöra icke värdeskapande aktiviteter. Genom att utgå från litteratur om Lean Production kan en tydlig överblick ges kring aktiviteternas påverkan på monteringens effektivitet.
Avslutningsvis är för- och nackdelar med kittning respektive line stocking centralt för att kunna svara på studiens samtliga frågeställningar.
Hur bör materialleveranser anpassas för en mer effektiv
monteringsprocess?
Litteratur
Vilket är det mest lämpade materialförsörjningssystemet beroende på typ av montering? Hur påverkar materialförsörjningssystemen monteringsprocessens effektivitet?
• Fördelar och nackdelar: • Kittning
• Line stocking • Informationssystem • Fördelar och nackdelar:
• Kittning • Line stocking • Produktionsstrategi • Produktionssystem • Produktionsupplägg
• Fördelar och nackdelar: • Kittning
• Line stocking • Lean production
Vilket är det mest lämpade materialförsörjningssystemet beroende på olika påverkansfaktorer? Hur påverkar materialförsörjningssystem monteringsprocessens effektivitet? Hur bör materialförsörjningssystem anpassas för en effektiv monteringsprocess?
Litteraturöversikt
14
3.2 Materialförsörjningssystem
Det är av yttersta vikt att anpassa materialförsörjningssystemen så att monteringsstationer kan erhålla ingående komponenter snabbt för att kunna uppnå en högre flexibilitet samt effektivitet för hela tillverkningssystemet (Battini, Faccio, Persona & Sgarbossa, 2009). Materialförsörjning kan ske på olika sätt där olika system förser diverse monteringsstationer med material. Hanson och Medbo (2012) presenterar två materialförsörjningssystem: kittning och kontinuerlig materialtillförsel. Vidare bekräftas dessa system av Johansson (1991) men där det påpekas att det finns ytterligare en kombination, vilken benämns batch kittning. Kombinationen och skillnaden mellan dessa presenteras nedan, se
Tabell 6.
Tabell 6 - Olika typer av materialförsörjningssystem
Line stocking skiljs från batch kittning och kittning genom att samtliga komponenter synliggörs vid monteringsstationen. Gällande batch kittning genomförs ett urval av ingående komponenter i syfte att tillgodose flera specifika monteringsobjekt, medan kittning avser komponenter för enbart ett monteringsobjekt och presenteras tillsammans på en lastbärare. Både batch kittning samt kittning innebär ett urval av mest nödvändiga komponenter och baseras på produktionsschemat. Komponenterna i line stocking behöver däremot inte räknas och förser en hel monteringsstation med komponenter (Johansson, 1991). Vidare fokuserar rapporten enbart på line stocking och kittning samt dess relation till varandra.
3.2.1 Kittning
Kittning är en process där olika komponenter förvaras i en lagerlokal och plockas ihop utifrån en produkts BOM-lista. Komponenterna levereras sedan ut till produktionen och monteringsoperatören enligt planerat schema i presenterade och försorterade kit, där varje enskilt kit är kopplat till en specifik produktionsorder. Kit kan utformas på olika sätt där olika typer av lastbärare, exempelvis vagn och mindre boxar är vanliga alternativ för leverans fram till den specifika monteringsstationen (Caputo, Pelagagge & Salini, 2015b; Hanson & Medbo, 2012). Hanson (2012) menar också på att presentationen av kit ska presenteras på ett sådant sätt att det i första hand underlättar montörens effektivitet.
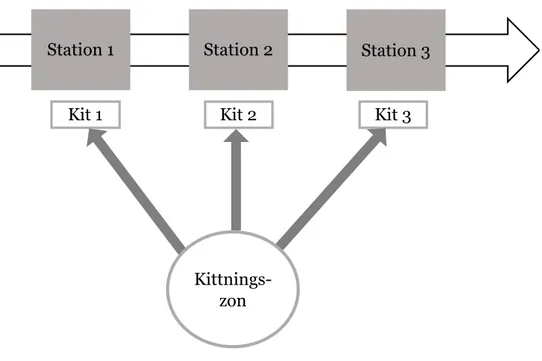
Enligt Bozer och McGinnis (1992) levereras komponenter i stationära kit till en specifik arbetsstation och stannar på samma plats tills produkterna är färdigtillverkade. Detta innebär därmed att den tillverkande produkten förflyttas från en station till en annan oberoende av det stationära kittet, se Figur 8.
Line stocking
Samtliga komponenter Urval av komponenter
Sorterade baserat på artikelnummer Sorterade baserat på monteringsobjekt
Batch kittning Kittning
15
Figur 8: Stationär kittning
Transporterande kit innehåller däremot komponenter till flera olika arbetsstationer, se Figur 9. Denna typ av kit transporteras vanligtvis hela vägen från monteringslinans start till slut, vilket underlättar mer för montören i förhållande till stationär kittning (Limère & Schmid, 2019).
Figur 9 - Transporterande kit
3.2.2 Fördelar kittning
Det går att identifiera olika fördelar kopplat till kittningens påverkan för den interna effektiviteten av materialförsörjning. I nedanstående tabell återfinns en sammanställning av kittningens fördelar, se Tabell 7 (Bozer & McGinnis, 1992; Caputo et al., 2015b; Hanson & Finnsgård, 2014).
Tabell 7 - Fördelar kittning
Station 1
Station 2
Station 3
Kit 1
Kit 2
Kit 3
Kittnings-zon
Station 1
Station 2
Station 3
Kit 1
Kit 1
Kit 1
Kittnings-zon
Litteraturöversikt
16
Caputo et al. (2015b) menar att kittning frigör mer yta för monteringen där det skapas ett förenklat materialflöde, vilket beror på att enbart kittet förflyttas istället för individuella komponentbehållare. Därtill sker en minskning av PIA då alla levererade kit till produktionen är nödvändiga. Bozer och McGinnis (1992) bekräftar detta då kittningen bidrar till att kunna kontrollera PIA genom att lagerhålla komponenter samt andra delkomponenter på en separat lageryta istället för i monteringen.
Vidare beskrivs att det skapas möjligheter för att kunna tillhandahålla förbättrad kvalitet och effektivitet i monteringen. Utförandets kvalitet blir bättre på grund av att komponenterna redan är kontrollerade, lättillgängliga och försorterade, vilket bidrar positivt till montörens arbete, sett till tidsåtgången (Caputo et al., 2015b). Effektiviteten ökar när gångavstånden blir kortare och när tiden för att söka efter rätt komponenter minskar (Caputo et al., 2015b; Hanson & Medbo, 2012). Detta bekräftas av Hanson och Medbo (2012) där det är en tydlig fördel att tillhandahålla komponenterna nära monteringsobjektet. Vidare påpekar Hanson (2012) att detta leder till reducering av den icke värdeskapande tiden då fokus ligger på att montera. Genom det kommer även genomloppstiden i monteringen minskas.
Eftersom kittning möjliggör att enbart komponenter till ett monteringsobjekt i taget presenteras bidrar detta till att öka flexibiliteten. Detta visas tydligt vid eventuella oväntade produktövergångar där ändringar i produktionsschemat uppstår. Tiden för att kunna producera en annan produkt blir kortare när komponenterna inte lagerläggs vid monteringsstationen (Hanson, 2012).
Kittning blir också mer effektivt än line stocking när komponenterna är små och kan hanteras i små till medelstora behållare (Hua & Johnson, 2010; Sahin et al., 2015). Vidare är kittning mer fördelaktigt när det totala antalet av komponenter och varianter per montering är högt men där produktvolymen är låg (Caputo et al., 2015b).
3.2.3 Nackdelar kittning
Flertalet fördelar kan kopplas till kittning där det även påpekas att dessa fördelar snabbt kan vändas till begränsningar om kittningsprocessen inte är tillräckligt effektiv. Bozer och McGinnis (1992) beskriver därför att utmaningen blir att hitta fallen där kittningen har bäst förutsättningar för att lyckas på ett effektivt sätt. Att montören exempelvis inte behöver leta efter rätt komponenter kan således resultera i en begränsning om presentation och upplägg inte genomförs med hänsyn till att den värdeskapande tiden ska vara maximal för montörerna (Hanson & Medbo, 2012).
Utöver ovanstående har även andra nackdelar identifierats från teorin. Detta går att utläsa från Tabell 8 (Bozer & McGinnis, 1992; Caputo et al., 2015; Hanson & Finnsgård, 2014; Hanson & Medbo, 2012).
Tabell 8 - Nackdelar kittning
Fördelar
1. Produktionsytan utnyttjas mer effektivt. 2. Enklare att kontrollera PIA vid arbetsstationer. 3. Passar komponenter med högt värde.
4. Förbättrad kvalitet, produktivitet och flexibilitet
5. Effektivt för små komponenter med många varianter per komponent. 6. Effektivt vid låg produktvolym och hög produktvariation.
17
Ingående komponenter, vilka planeras att kittas samt det redan färdigkittade materialet kan kräva extra utrymme i lagerlokalen och sker på bekostnad av ett bättre utnyttjande av ytan i produktionen (Caputo et al., 2015b). Kittning leder även till att enskilda kit kan bli tidskrävande att förbereda, vilket leder till en hög arbetsbelastning på grund av en hög grad förberedelser. Bozer och McGinnis (1992) belyser nackdelen att all förberedelse är icke värdeskapande för slutprodukten. Hanson (2012) fortsätter och menar att förberedelsen är sammankopplad med både tid och kostnader där antalet man-timmar står för en stor del. I fallen där felaktiga eller ofullständiga kit levereras till montering ökar materialhanteringskostnaden och kan direkt resultera i produktionsförseningar.
Det blir också viktigt att ta hänsyn till kit innehållandes en stor mängd av komponenter eftersom presentationen av dessa försvåras. Enligt Hanson och Medbo (2012) är det därför centralt att lägga tid på presentationens utformning. Vid kittning spelar det stor roll hur komponenterna är grupperade sett till tiden montören spenderar på att hämta komponenter. Därför är det effektivt att kitbehållaren har en formell struktur där varje komponent har en fast position. Genom det skapas en enkel överblick av ingående komponenter (Brynzér & Johansson, 1995). Sett till storleken på lastbäraren anser Hanson och Finnsgård (2014) att små lastbärare är det mest optimala för att öka effektiviteten vid presentation av komponenter för monteringen. Genom att presentera komponenter uppackade för montören främjas monteringsfunktioner där den icke värdeskapande tiden kan minskas (Hanson & Medbo, 2012).
3.2.4 Line stocking
Materialet i line stocking är till skillnad från kittning lagrat ute i produktionen, där varje komponent presenteras i separata behållare och fylls på i så kallade komponentrack (Caputo et al., 2018; Hanson, Medbo & Medbo, 2012). Logistikavdelningens uppgift är därför att fylla på material när behovet uppstår (Caputo et al., 2018). När behov uppstår baseras påfyllnadskvantiteten på: dagligt produktbehov, försäljningsledtiden, standardiserade paketeringsstorlekar från leverantörer, säkerhetslager och påfyllnadsfrekvens (Hua & Johnson, 2010). På senare år har även en form av kanban-baserad line stocking utformats där påfyllnaden styrs av förbrukade komponenter i monteringen (Faccio, 2014).
3.2.5 Fördelar Line stocking
I nedanstående tabell går det att utläsa några identifierade fördelar med line stocking, se Tabell 9 (Caputo et al., 2015b; Hanson & Medbo, 2012; Hua & Johnson, 2010).
Tabell 9 - Fördelar line stocking Nackdelar
1. Kräver extra utrymme i lagerlokaler. 2. Enskilda kit kan ses som tidskrävande.
3. Förberedelsen är icke-värdeskapande för produkten. 4. Ökad hantering av materialet kan skapa oönskade fenomen. 5. Kit som innehåller många komponenter försvårar presentationen.
Fördelar
1. Passar när det finns få varianter av varje komponent som produceras i höga volymer. 2. Hög tillgänglighet av komponenter.
3. Minskad hantering av material. 4. Kräver inte långa förberedelser.
Litteraturöversikt
18
En fördel med line stocking är att det passar produktionssystem där enbart en eller ett fåtal produkter med en mindre mängd varianter produceras i höga volymer (Hanson & Medbo, 2012; Hua & Johnson, 2010). Systemets funktion går också ut på att kunna garantera en kontinuerlig tillgänglighet av lager vid monteringsytan där det finns en hög tillgänglighet av komponenter hela tiden (Caputo et al., 2015b).
Vidare påpekar (Caputo et al., 2015b) att line stocking minskar hanteringen av material, där Hanson (2012) beskriver att materialet i många fall presenteras i originalförpackningen från leverantörer eller från interna leveransprocesser för att undvika ompaketering.
Limère och Schmid (2019) beskriver att ingen tid behöver läggas på förberedelse av materialet, utan det enda nödvändiga är transporten av lastbäraren till monteringen. Detta gör att line stocking inte kräver långa förberedelser till skillnad mot kittning. Därtill bidrar det därför enligt Sahin et al. (2015) till att line stocking är effektivt sett till antal man-timmar kopplat till förberedelseprocessen.
Hua och Johnson (2010) påpekar även fördelen med att komponenternas påfyllnadskvantitet baseras på lastbärarens storlek eftersom det möjliggör att varken materialhanterare samt montör behöver räkna exakt antal komponenter.
3.2.6 Nackdelar Line stocking
Line stockings fördelar kan likt kittningens snabbt vändas till nackdelar. Ett exempel vilket beskrivs av Hanson (2012) är den minskade hanteringen av material då originalförpackningen kan användas. I fallen där komponenternas förpackningar från leverantörer är större än behållaren vid monteringsstationen kommer det automatiskt att öka hanteringskostnaderna. Utöver denna går det att urskilja funna nackdelar, se Tabell 10 (Caputo et al., 2015b; Hua & Johnson 2010).
Tabell 10 - Nackdelar line stocking
Vid användning av line stocking krävs en stor produktionsyta för att lyckas lagerhålla ingående komponenter vid monteringen. Större ytor ökar också avståndet till monteringsobjektet, vilket bidrar till längre gångavstånd för montören att hämta ingående komponenter (Hanson & Medbo, 2012). Vidare påpekar Hua och Johnson (2010) utmaningen med att lagerhålla flertalet komponenter vid produktionsytan då det påverkar tiden det tar att lokalisera varje enskild komponent. Hanson och Medbo (2012) bekräftar att tiden för lokalisering är längre vid användning av line stocking än vid kittning. Därtill beskriver Hua och Johnson (2010) att lagerhållningen ökar risken för att välja fel komponenter. Följaktligen bidrar den större ytan också till en ökning av PIA vid monteringsstationen eftersom originalförpackningen kan vara större än den mest frekventa lastbäraren och därmed innehålla en större mängd komponenter. Materialhanteraren behåller ibland originalförpackningen för att minska andelen spenderad tid på ompaketering (Caputo et al., 2015b; Hua & Johnson, 2010). Kanban-baserad line stocking kan däremot minska andelen PIA då komponenterna endast fylls på i den takt uttag från montering sker (Faccio, 2014).
Nackdelar
1. Kräver större produktionsyta för att lagerhålla komponenter. 2. Längre gångavstånd för att hämta komponenter.
3. Ökar andelen PIA.
4. Tar längre tid att lokalisera varje komponent. 5. Ökar risken för att ta fel komponent.
19
3.2.7 Kombination av materialförsörjningssystem
Eftersom det skett en ökning sett till antalet produktvarianter på företag menar Sahin et al. (2015) att användandet av materialförsörjningssystemen ofta är kombinerade. Detta eftersom ett system med enbart line stocking skulle göra monteringsarbetet ineffektivt sett till gångavstånd (Hanson, 2012). Tidigare i litteraturöversikten har det framgått att kittning passar bäst vid låga produktionsvolymer samt en hög variation av komponenter, där line stocking istället ska tillämpas när det finns få variationer av komponenter, men där tillverkning sker i höga volymer (Caputo et al., 2015b). Med hänsyn tagen till dessa förhållanden menar Hua och Johnson (2010) att detta resonemang står för två extrempunkter, där fokus måste läggas på att besitta kunskap om vilka för- och nackdelar respektive materialförsörjningssystem har. Detta är framförallt viktigt när företag är i en situation där båda materialförsörjningssystemen kan appliceras i olika stor utsträckning. Hanson och Medbo (2012) påpekar att om detta inte prioriteras riskerar företag att förlora utnyttjande av arbetskapaciteten.
3.3 Lean Production
Green et al. (2010) beskriver Lean Production likt ett koncept med utgångspunkt att eliminera slöserier och kontinuerligt genomföra ständiga förbättringar i processer. Enligt Singh, Garg, Sharma och Grewal (2010) är slöserier allt annat än den minsta möjliga mängden: ansträngning, utrustning, komponenter, utrymme och tid som krävs för att addera värde till produkten. Slöserier bygger på huruvida en aktivitet genererar värde till kunden eller inte, där Singh et al. (2010) vidare påpekar att arbetet antingen består av enbart värdeskapande aktiviteter eller icke värdeskapande aktiviteter. Således finns även nödvändiga men icke värdeskapande aktiviteter och kan inte elimineras från processen.
Genom att identifiera och eliminera slöserier tillhandahålls resurser för att kunna prioritera värdeskapande arbete för att möta kundernas krav. Genom detta ökar också arbetseffektiviteten och minskar kostnader. Slöserierna illustreras nedan, se Tabell 11 (Berro & Taj, 2006; Ohno, 1988).
Tabell 11 - Former av slöseri
Vidare påpekar Green et al. (2010) att ett av nyckelområdena för implementering av Lean Production är inom materialförsörjning då det kan ha en stor påverkan på ett företags kapacitet. Detta eftersom funktionen är icke värdeskapande men fortfarande nödvändig för att på ett framgångsrikt sätt kunna driva produktionsprocessen framåt. Genom att förbättra denna funktion kan också kostnaderna för materialhanteringen minskas.
Sammanfattat beskriver Singh et al. (2010) att målet med Lean Production är att reducera andelen slöseri sett till lager och produktionsutrymme för att öka förmågan att reagera i realtid på förändrade kundkrav. Nedan följer en beskrivning av två vanligt förekommande Lean-verktyg vilka hjälper till att minimera andelen slöseri.
Slöserier Innebörd
1. Överproduktion Producera fortare eller mer än vad som krävs. 2. Väntan Outnyttjad arbetstid.
3. Transport Flytta material mer än nödvändigt. 4. Överarbete Göra mer än vad som behövs.
5. Lager Råmaterial, PIA samt lagerlagda slutprodukter. 6. Rörelser Utföra arbete som inte är värdeskapande. 7. Produktion av defekta produker Tillverkning som kräver omarbete eller kassering. 8. Kunskap Outnyttjad kompetens.