Inventory Control in a Hybrid
Make-to-order–Make-to-stock Multiproduct
Manufacturing System
How to determine strategic inventory positions in a hybrid
make-to-order–make-to-stock manufacturing environment, its
applicability and decisional drives?
Alexander Murby
2019
Peter Berling Kristoffer Kaullinki
Abstract
This master thesis was written with purposes of finalizing the author’s degree in Mechanical Engineering at the Faculty of Engineering LTH at Lund University. A master thesis often entails formulating a research question derived from the collaboration with a company, with the purpose of further increasing the academic knowledge in the area of study as well as aiding the company.
The purpose of this thesis is to help Gränges AB to locate a suitable inventory position and what to keep as inventory in a multiproduct manufacturing environment with the research question:
How to determine strategic inventory positions in a hybrid make-to-order–make-to-stock manufacturing environment, its applicability and decisional drives?
Gränges generic process of order placement and production scheduling follows an MTO-policy due to high level of customization at an early stage of the production process. However, the reality of the production system is that it supplies more than 50 per cent of their produced volume to customers with consignment stock. This results in a complex scheduling process and uncertainty in what, and where to keep inventory in the production line.
In attempting to answer the posed question the existing literature on hybrid MTO– MTS policies were analysed. Applying a combination of the concepts of delayed differentiation and decoupling points, the identification of inventory positions could be attained. A multiple criteria ABC analysis is applied to identify suitable products that can be produced according to a make-to-stock policy. To evaluate the findings, a comparison of the current inventory carrying cost is performed applying a continuous review inventory policy on the proposed intermediate inventory position.
The findings of the analysis resulted in the identification of 42 end products suitable to keep as intermediate inventory in the production chain. These products represents approximately a production volume of 21,000 metric ton out of the product mix of 1,500 products and a total of 77,000 metric ton produced in 2015. The location coincided with the existing arbitrarily controlled intermediate position, and the 42 products were divided into 11 inventory groups. Furthermore, the evaluation of these intermediate inventory groups showed that if a stochastic inventory control method is implemented to control the intermediate inventory groups, a reduction of the inventory levels at the consignment customers of approximately 600 metric tonnes is possible. This results in a yearly estimated cost saving of 1,450,117 SEK, and the freeing of approximately 14,3 million SEK in inventory value.
Sammanfattning
Detta examensarbete skrevs i syfte att slutföra författarens examen inom maskinteknik vid Lunds Tekniska Högskola vid Lunds universitet. Ett examensarbete innebär ofta att man formulerar en forskningsfråga som härrör från samarbetet med ett företag, med syftet att utöka den akademiska kunskapen inom studieområdet samt att bistå företaget med deras förfrågan.
Syftet med denna avhandling är att hjälpa Gränges AB att lokalisera en lämplig lagerposition och vad som bör lagerföras i en produktproduktionsmiljö präglad av flertalet olika produkter med varierande efterfrågan. Följande forskningsfråga har ställts:
Hur identifierar och etablerar man strategiska lagerpositioner i en tillverkningsmiljö som kan klassas som en hybrid mellan
make-to-order–make-to-stock tillverkning, tillämpligheten och beslutsdrivande faktorer?
Gränges generiska orderingång och produktionsplaneringsprocess följer en MTO-policy på grund av den hög anpassningsnivå av produkterna vid ett tidigt skede av produktionsprocessen. Produktionen levererar dock mer än 50 procent av sin totalt producerade volym till kunder med konsignationslager, vilket indikerar en annan typ av efterfrågan. Detta resulterar i en komplicerad schemaläggningsprocess och osäkerhet i vad, och var man bör lagerföra material i produktionskedjan.
För att besvara Gränges fråga om var i produktionskedjan och vad för produkter att lagerföra, så analyserades den befintliga litteraturen rörande tillverkning klassad som hybrider mellan en MTO och MTS-policy. Genom att tillämpa en kombination av koncepten ”delayed differentiation och ”decoupling points”, kunde identifieringen av lämpliga lagerpositioner uppnås. En multipel-kriterier ABC-analys tillämpas för att identifiera lämpliga produkter som kan produceras i enlighet med en make-to-stock policy d.v.s. tillverkning baserat på en prognos. För
att utvärdera resultaten görs en jämförelse av den nuvarande
lagerhållningskostnaden genom att beräkna den teoretiska lagerhållningskostnaden vid införandet av lagerstyrningsmetoder på det föreslagna mellanlagret i produktionssystemet.
Resultatet av analysen resulterade i en identifiering utav 42 slutprodukter som är lämpliga att lagerföra som semiförädlade produkter i ett mellanlager i produktionskedjan. Dessa produkter representerar historiskt en produktionsvolym på cirka 21 000 ton utav ett produktsortiment på cirka 1 500 olika slutprodukter och den totalt produktionsvolymen på 77 000 ton, produktionsår 2015. Den strategiskt valda mellanlagerpositionen i produktionskedjan sammanföll med den befintliga godtyckligt kontrollerade mellanlagerpositionen. De 42 olika slutprodukterna delades in i 11 lagergrupper bestående utav 11 underartiklar vid det semiförädlade skedet. Vidare visade utvärderingen utav dessa 11 lagergrupper
att om en stokastisk lagerstyrningsmetodik implementerades för att styra detta
mellanlager, så är det teoretisk möjligt att sänka lagernivån hos
konsignationskunderna med cirka 600 ton med bibehållen servicenivå. Detta resulterar i en årlig beräknad kostnadsbesparing på 1 450 117 kronor och frigöringen av cirka 14,3 miljoner kronor i bundet kapital i form utav lagervärde.
Acknowledgment
I would like to start by thanking my two supervisors, Professor Peter Berling at the Faculty of Engineering LTH, department of Production Management at Lund University and Kristoffer Kallunki Production Planning Manager at Gränges AB. Without Kristoffer’s unwavering interest and encouragement in the completion of this thesis, and Peter’s continuous support, it would with high certainty have taken a longer time to complete, and would probably not have been feasible. I would be amiss in not thanking them for their outstanding patience with the work on this master thesis.
Secondly, I would like to express my gratefulness to my whole family, whom have supported me not only during this testing period of writing a thesis, but also through out my academic years. Special thanks to my parents, Olle and Carina, Olle for always staying positive and offering your help, Carina for taking care of me, and for your patience and support. To my grandparents Håkan, Kerstin and Inga, thank you for housing me, providing me with a place to work with focus and concentration, with joy and relaxation. A place that held other activities to look forward to, when not working, and for your continuous encouragement. Furthermore, I wish to thank Johan Menckel, thank you for providing me with the opportunity to work for Gränges AB.
At last I would like to take the opportunity to express a general gratitude to the Faculty of Engineering LTH at Lund University, for five amazing years and all that made it an experience to remember. For those long days at the campus and many weekends spent studying or otherwise occupied with adventures, made special by Svante, Christian, Martin, David and Jakob, among many other fellow students and faculty members.
Table of Contents
1. Research Background ... 1
1.1. Background ... 3
1.2. Purpose and Research Question ... 5
1.3. Delimitations ... 6 2. Methodology ... 7 2.1. Project Purpose ... 7 2.2. Research Philosophy ... 8 2.3. Research Methodology ... 9 Research Approach ... 9 Research Strategies ... 11 Chosen Method ... 13 Data collection ... 14 Literature Review ... 15 Reliability ... 16 Replicability ... 16 Validity ... 17 3. Theory ... 19 3.1. Literature review ... 22
Configuration of a hybrid system, the MTO or MTS decision .. 22
MTO/MTS partitioning ... 23
Delayed Differentiation and Decoupling Points ... 25
Conclusions ... 28
Summary ... 29
3.2. Inventory Modelling and Evaluation ... 31
Inventory Modelling ... 31 Evaluation of Inventory ... 35 4. Empirical Data ... 37 4.1. Company Description ... 37 Products ... 37 Manufacturing Processes ... 40
Inventory and Production-Control Policies ... 41
Market Characteristics ... 42
4.2. Product Allocation and Inventory positioning ... 43
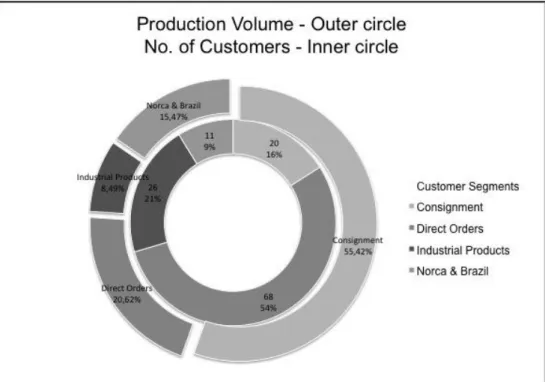
Customer Segmentation ... 43
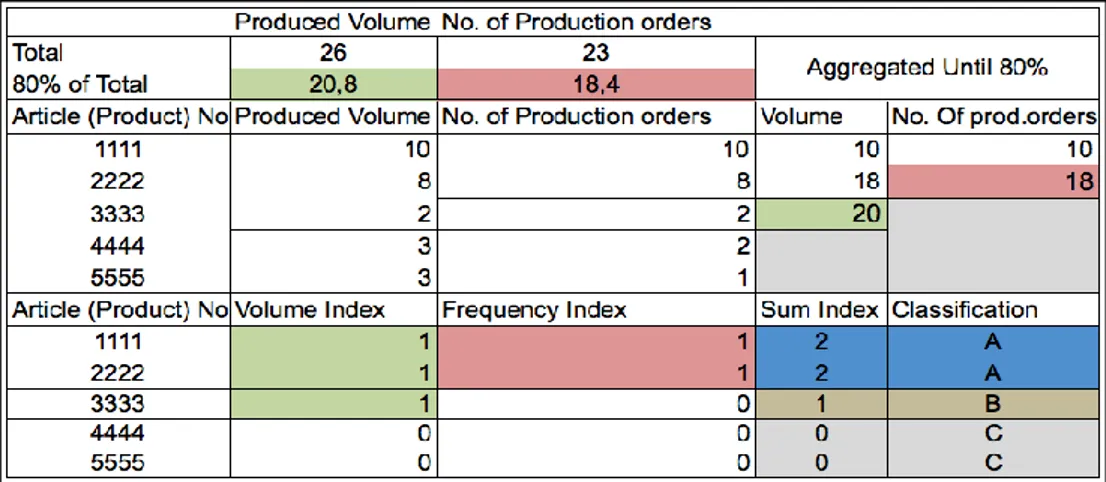
ABC Classification an MTO/MTS-Partitioning ... 44
Delayed Differentiation – Locating the Decoupling Point ... 47
4.3. Inventory Modelling and Evaluation ... 49
Cost Evaluation ... 54
5. Analysis ... 57
5.1. Product Allocation and Inventory Positioning ... 58
MTO/MTS partitioning ... 58
Delayed Differentiation ... 64
5.2. Evaluation ... 70
Modelling of the Intermediate Inventories Position ... 70
Result ... 73 Discussion ... 75 Conclusion ... 76 6. Conclusions ... 77 References ... 81 Appendices ... 84
Table of Figures
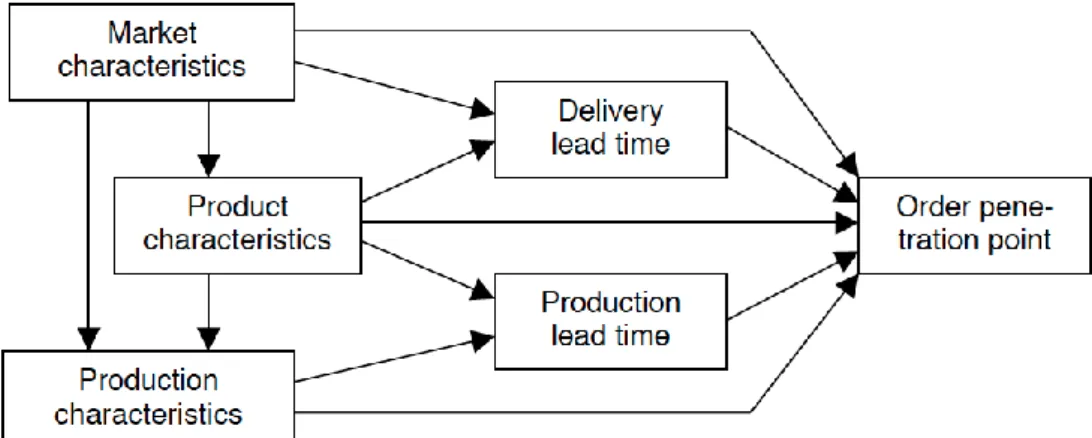
Figure 1. Basic Illustration of the manufacturing process at the Swedish and Chinese facilities ... 3 Figure 2. Illustrating the position of the decoupling point (DP, OOP) with regard to manufacturing policy and manufacturing processes. Dotted lines depict forecast-driven activities and straight lines indicate customer-order-driven activities. (Olhager 2003) ... 21 Figure 3. Factors affecting the position of the decoupling point. (Olhager
2003) 27
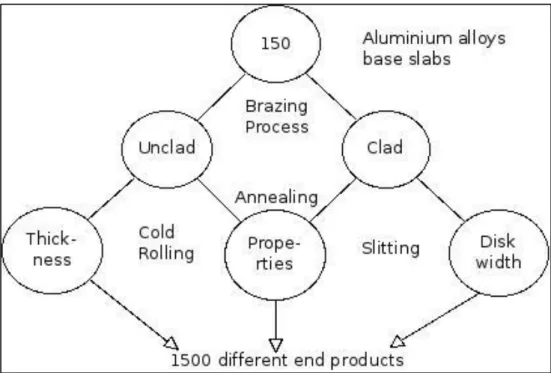
Figure 4. Depiction of different manufacturing strategies in regard to MTS vs. MTO. (Johan Hallgren and Olhager 2006) ... 27 Figure 5. An Illustration of the Continuous Review policy. ... 32 Figure 6. Depicting Gränges’ principle products.
http://www.granges.com/products--innovation/our-products/ ... 38 Figure 7. Illustrating which processes are generating differentiation in final product specification. ... 39 Figure 8. Depicting the general production flow of a product. ... 40 Figure 9. Process map of how order placement is performed. ... 41 Figure 10. Depicting the relation between production volume and
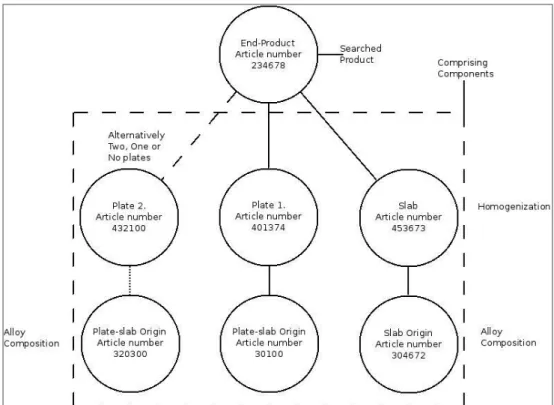
corresponding size of customer segment. E.g. the consignment customers constitute 20 customer, with 55 per cent of total produced volume. ... 44 Figure 11. Explanatory figure, illustrating how the ABC classification was performed. ... 45 Figure 12. The figure illustrates the various components that could constitute the finished product ... 48 Figure 13. Schematic view of how the Pareto rule was applied with multiple
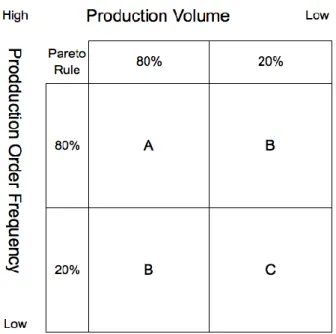
criteria 59
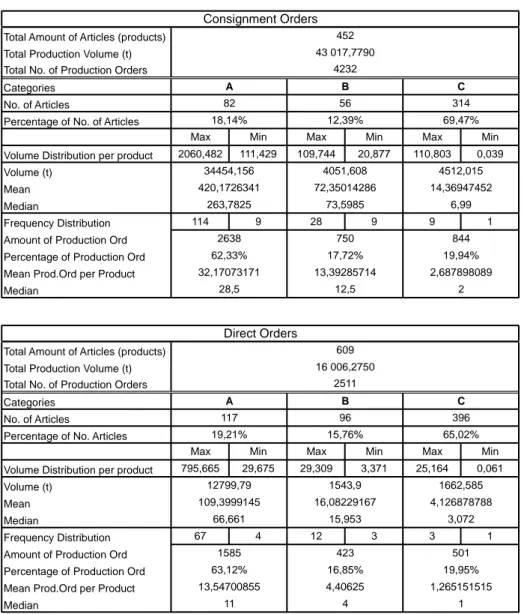
Figure 14. A graphical representation of the ABC classification, Consignment
Figure 15. A graphical representation of the ABC classification, Direct
Orders. 61
Figure 16. A complete graphical comparison of Gränges customer segments, with ABC classification. CO = Consignment Orders, DO = Direct Orders, NMB = Norca, Mexico & Brazil, IP = Industrial Products. ... 62 Figure 17. Depicts the change in safety stock (SS), expected inventory level (E(IL)) and cost (C) with varying refill quantities (Batch size). ... 73 Figure 18. Graphical results of ABC classification, excluded customer
segment NORCA & BRAZIL. ... 86 Figure 19. Graphical results of ABC classification, excluded customer
segment Industrial Products. ... 87 Figure 20. Demand analysis group 1-2, a single colour in the legend
represents a single product. ... 94 Figure 21. Demand analysis group 3-4, a single colour in the legend
represents a single product. ... 95 Figure 22. Demand analysis group 5-6, a single colour in the legend
represents a single product. ... 96 Figure 23. Demand analysis group 7-8, a single colour in the legend
represents a single product. ... 97 Figure 24. Demand analysis group 9-10, a single colour in the legend
represents a single product. ... 98 Figure 25. Demand analysis group 11, a single colour in the legend represents a single product. ... 99
Table of Tables
Table 1. Depicts a summary of identified research strategies ... 11
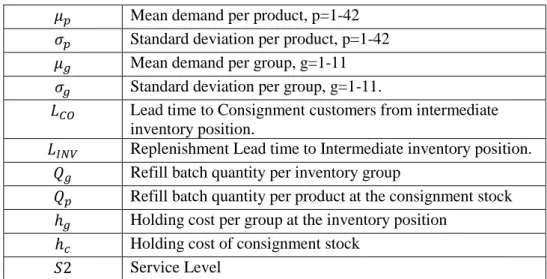
Table 2. Generic variables used for inventory modelling ... 31
Table 3. Depicts the numerical result of the ABC classification. Consignment Orders and Direct Orders customer segments. ... 46
Table 4. Variables applied in modelling and evaluating the Inventory system 49 Table 5. Input data for modelling the intermediate inventory groups. ... 53
Table 6. Depicts the resulting groups with the amount of shared products per group. Same colour and ID-number indicates shared product structure. ... 65
Table 7. Show the achieved service level (S2), reorder point (R), expected inventory level (E(IL)) and cost (C) per modelled inventory group. ... 72
Table 8. Depicts the current state of the total expected cost and inventory levels for the consignment stock and pre-existing intermediate inventories .. 74
Table 9. Illustrates the resulting total expected cost and inventory levels with the new setup with a lower lead time. ... 74
Table 10. Depicts the expected change in inventory level and costs per time period, if the proposed state is implemented. ... 75
Table 11. Numerical result of ABC classification, the excluded customer segments. 85 Table 12. Extracted file "Orderrader" 1(2). ... 88
Table 13. Extracted file "Orderrader" 2(2). ... 89
Table 14. Extracted file "Bill of Materials (BOM)" 1(2). ... 89
Table 15. Extracted file "Bill of Materials (BOM)" 2(2). ... 90
Table 17. Extract of compiled list of products with various required components. Generated by an extracting algorithm, the information was retrieved from the BOM and compiled in a list. ... 92 Table 18. Depicting the P-value, skewness and kurtosis of each 42 analysed product. 100
Table 19. The approximated demand for each 42 products and aggregated for each 11 groups. ... 101 Table 20. Approximated holding cost, provided by Gränges. ... 102 Table 21. Average demand from the consignment customers and set safety stock levels (SS). ... 103 Table 22.The table depicts the current service level (S2) and costs at the consignment stocks, per product. ... 104 Table 23. The table depicts the new service level (S2) and costs with a lower lead time at the consignment stock, per product. ... 105 Table 24. The table depicts the comparison of safety stock (SS), expected inventory (E(IL)) levels and costs at the consignment stock. The difference is a lead time reduction from 10 week to 2,7 weeks. ... 106
1. RESEARCH BACKGROUND
“A manufacturing system is an objective-oriented network of processes through which entities flow.”
A modified definition by Deuermeyer (1994) (Hopp and Spearman 2001)
Manufacturing systems, its surrounding logistical environments and analogously applied production planning and control (PPC) systems.
These have always been subjected to the need of adaptation and change to ensure the companies’ abilities to cope with, and sustain the satisfaction of the ever-changing customers’ demands. Today, perhaps at an even higher rate than before, the need for continuous development and adaptation of the companies’ PPC systems are necessary to remain competitive. Thus ensuring that capabilities such as the objective of providing low manufacturing costs, in combination with keeping and improving the capability of providing high quality products, while simultaneously offering short lead-times to its customers. These challenges have to be approached and solved, regardless of the level of customization required from the customers or other obstacles that a company may encounter. The PPC systems involve processes that are essential to production: scheduling, material resource planning and shop floor control activities. These, which once could be considered direct and relatively straightforward, have today become increasingly complex. The early models such as Ford W. Harris’ Economic Order Quantity (EOQ) a.k.a.
Wilson’s formula for production lot sizing, have today been supplemented with
several further developed and enhanced PPC systems, combined and integrated with IT-based support systems. More specifically, systems like: Material Requirements Planning (MRP), Enterprise Resource Planning (ERP), Just-In-Time (JIT) and optimized production technologies (OPT), to mention a few. Navigating in the midst of these systems, designing the correct configuration and making the correct choice of PPC system can be a challenging task, and it can often be driven by a panacea approach, executed based on the general knowledge of the involved decisions makers (Hill and Hill 2009). The intricate decisions of a PPC system, requiring among many other aspects, the factoring of the aforementioned customer demands, the need to meet internal requirements such as low cost production rates, the choice of a push or pull production planning approach, the decision on where and what to hold as inventory. These are all complex questions, which can easier be approached and dismantled by determining and identifying an appropriate manufacturing system policy.
The hybrid production system between a make to order (MTO) and a make to stock (MTS) policy will be the policy of focus in this thesis, with the belief that it will offer valuable insights and guidelines when dealing with inventory control decisions. In the literature review three different identified definitions were
derived. Below, a simplified summary of combining these three into one is introduced. A hybrid MTO/MTS policy in a multiproduct context can be expressed as follows:
A policy where the positive performance qualities of the MTO and MTS policies are combined: The MTO policy offer the ability to be responsive and flexible to
volatile demand and high product variability. Whereas the MTS policy is of interest due to properties dealing with high capacity utilization and the reduction of
lead times to customers. Intermediate and finished goods inventories are applied simultaneously, for different product groups. Decoupling points (DP) are applied to
differentiate where in the production chain the products stop being produced according to a forecast and become customer driven.
A hybrid MTO/MTS policy could be beneficial for companies facing customer demands, where the customization levels are high, and the demand patterns of the targeted markets are of varying characteristics, stretching from low volumes with high variability to large volumes with low variability. A company facing these kinds of demand patterns also face difficulties in adopting an appropriate policy from one of the traditional manufacturing policies; neither the MTO nor the MTS policy would adequately support the demand patterns. The results from the existing research on the hybrid MTO/MTS policy shows that it has had a collected focus on reduction of customer lead times and cost savings within production system related factors. Factors such as reduced setups and lost sales by introducing inventory, as well as the focus on how the production system ought to be configured to best meet the demand, discussing production configurations with regard to productivity versus flexibility at different stages within the production system. However, as expressed by the authors (Chetan Anil Soman, Van Donk, and Gaalman 2004; C. A. Soman, van Donk, and Gaalman 2007) and (Perona, Saccani, and Zanoni 2009), not enough research has been conducted about the hybrid system to clearly establish the general positive outcomes of implementing the hybrid MTO/MTS policy. As a result, no common and agreed upon definition of a hybrid MTO/MTS policy exists among scholars that is as clearly defined as for the other described manufacturing policies, making it a complex and difficult policy to adopt.
The hoped outcome of applying the hybrid MTO/MTS policy in this thesis is that it will offer applicable methods for determining what to keep as inventory and where in the production system to place it strategically.
1.1. Background
Gränges is a manufacturing company that primarily produces rolled aluminium strips. The aluminium strips constitute the central components used in the manufacturing of brazed heat exchangers for the automotive industry. The aluminium strips vary in width, thickness and alloy composition. Gränges in Finspång currently provides the market with approximately 1,500 different product specifications spread over 150 different alloy combinations. The company consists of two production facilities, located in Finspång, Sweden and in Shanghai, China. Gränges has conducted a pre-study addressing opportunities to implement a new IT-system. The IT-system is to be a platform connecting the Sweden based facility and the Shanghai based facility, a common business platform. The pre-study revealed differences in the inventory and scheduling polices at the respective facilities. However, the manufacturing processes and products at the two facilities are close to identical.
The principle difference between Shanghai and Finspång is the amount of inventory, the inventory policies and at what stages of the production system the inventory is held. The following figure 1 depicts a basic overview of the difference between the two facilities’ inventory positions. For a more comprehensive process description, view the company description section.
Figure 1. Basic Illustration of the manufacturing process at the Swedish and Chinese facilities
At the production facility in Shanghai, the intermediate inventory positions are located after the hot rolling stage and after the final cold rolling stage, before the slitting operations. A customer order is checked against the finished goods inventory and then upstream along the intermediate inventory positions. The scheduling of production orders are planned upstream from the intermediate inventory by use of a production planning system, called Quintiq Company planner. This is similar to using a pull planning system often applied in a MTS policy, where the inventories are refilled based on forecasts.
Finspång’s facility currently operates a single position of intermediate inventory located in between the first and second cold rolling process. This Intermediate inventory is not controlled by an inventory policy, but rather based on arbitrary values of high running products i.e. frequently reoccurring products. The
intermediate inventory position has not been strategically chosen based on an analysis of the production, it has rather been established out of necessity to handle capacity constraints upstream in the production chain. Customer orders are
primarily planned according to a backlog policy with an offered lead time of
approximately ten weeks from order to delivery, similar to an MTO policy. The scheduling of production orders at Finspång is performed by the same production planning system as in Shanghai, Quintiq Company planner.
The assessment by Gränges is that the varying inventory and scheduling policies between Shanghai and Finspång exist primarily due to different market characteristics, manufacturing strategies, IT-systems and cultural differences. However, it is uncertain which inventory policy strategy is the most suitable, and it is possible that Finspång could reap benefits from applying similar policies as the ones used in Shanghai.
Currently Finspång are experiencing that their scheduling and inventory policy is complex and difficult to oversee and control. With the knowledge that Shanghai’s production facility is operating under a different inventory policy and structure, and with a pending decision of implementing a new IT-system in Finspång, Gränges is interested in a study to determine what the potential opportunities are regarding a hybrid between a MTO/MTS policy, and its applications at Finspång’s production facility.
1.2. Purpose and Research Question
The complexity at Gränges is that they seem to lack a clear definition/methodology for identifying and defining what products to be made to stock or to order. They operate in an environment where the production planning process and the high level of customization suggests that they are using an MTO-policy, while the production itself often results in an MTS-policy, targeting consignment stocks. Neither do they qualify for an ATO-policy, due to the high level of customization of their products from the start of the manufacturing process. As a result, the question of what and where to place inventory is uncertain.
The primarily purpose, hence, becomes to determine the opportunity of implementing a different approach to Finspång’s current inventory policies. Specifically, by applying a hybrid make-to-order and make-to-stock policy. This with the hope to answer the following inventory control questions:
1. What positions are suitable for inventory in the production system? 2. Which products should be assigned?
3. An economical evaluation, the potential benefit of introducing intermediate inventories?
The posed question from the case company regarding inventory placement, and combined with a MTO-policy production planning and consignment stock, placing the case company in a manufacturing environment that is difficult to classify, have led to the research question presented below. The case company, which seems to operate in an environment best described by a hybrid between a make-to-order and make-to-stock policy, motivates the research area of how to determine inventory positions and how to identify them in a hybrid context. The applicability is of special interest, due to the nature of a thesis, were a limited time span and exposure to a case company are present. The decisional drives are of interest to enable further clarification of the hybrid MTO/MTS manufacturing system concept.
How to determine strategic inventory positions in a hybrid make-to-order–make-to-stock manufacturing environment, its applicability and decisional drives?
1.3. Delimitations
The focus will foremost be on how to determine and allocate products to suitable inventory positions in the production system and its benefits, deriving a concept applicable for Gränges. Optimal solutions regarding scheduling and planning will be given less focus, primarily due to that the scope of these questions falls under another sub dimension, of how to configure and implement a hybrid MTO/MTS production system. This entails, that the choice of inventory control method is not analysed from an optimal perspective in regard to the hybrid MTO/MTS policy. Furthermore, investigations on the inventory control of the raw material inventories and consignment stocks are excluded from the study.
The evaluation of the economic value of introducing intermediate inventory is solely carried out on the products delivered to the consignment stock. It being a consignment stock enables an estimation of the reduction of inventory levels, as a result of the decreased lead time. The other products identified as suitable for stock keeping at the intermediated inventories would as well benefit from the decreased lead time. However, monetarily quantifying a reduction in lead time is a more complex matter.
The two identified customer segments Industrial Products and the NORCA &
Brazil customer segments were initially included in the analysis, however later on
abandoned, due to the Industrial Products not being a principle product, and that the NORCA & Brazil segment will in the future be supplied by the USA based facility. The results of the product partitioning are however still included and presented in the appendices for comparative reasons, table 11 and figure 18-19.
2. METHODOLOGY
The methodology chapter describes the chosen research approach for this thesis and the discussion regarding methodologies. The applied practical methods are described in the theory section.
2.1. Project Purpose
Before an appropriate research methodology can be established, a discussion and clarification of the purpose of the project, as well as the philosophical stance of the researcher should be considered. The question of choosing a research methodology is not of choosing the correct or wrong one, but rather of choosing the most appropriate one (Denscombe 2014 and Saunders et al 2009). To navigate among the theories of research methodology (Saunders et al 2009) suggest that the researcher ought to reflect on his or hers philosophical stance. Höst, Regnell and Runerson, has a more direct approach that the goals and purpose of the research can help determine the choice of methodology (Höst, Regnell and Runeson 2006). A research project has in general one or a combination of the following purposes (Höst, Regnell and Runeson 2006):
Descriptive studies: (Primary focus is of describing how something is working or being performed)
Exploratory studies: (Primary purpose is to establish a comprehensive understanding of how something is working or is being performed)
Explanatory studies: (Primary purpose is of seeking the cause and explanation of how something is working or being performed)
Problem solving studies: (Primary purpose is to find a solution to a identified problem).
This research project can be defined to have a dual purpose; a) the problem solving part requested by the company of identifying what and where to keep inventory, and b) from the view of the researcher, that of the exploratory type of studies. It is exploratory in its sense how the research question is posed. Namely, is it possible to establish or develop a solution for the company by applying the existing theory on hybrid make-to-order make-to-stock manufacturing policies.
To answer the research question and to achieve the secondary exploratory purpose it is necessary to answer the posed questions by the case company on what and where to keep inventory. If the question of what and where to keep inventory can not be answered by applying the existing theory on hybrid MTO/MTS manufacturing systems, it can then be concluded that the existing theory is not yet conclusive enough to be applied in practice. However, if the case company questions can be answered, then the research question is answered, by example of this case study and thesis.
2.2. Research Philosophy
A central part and necessary in conducting and ensuring a successful research project, is to collect data and to ensure that the analysis procedure holds credibility, reliability and validity. However, before establishing data collection methods, other aspects ought to be considered (Saunders et al 2009). The research onion presented in the book, “Research methods for business students”, offers a visual aid on structuring the various research methodologies to be consider. The five-layer onion starts with the outer layer of philosophical stance, working its way in with: the research approach, choice of method, research strategy, and time horizon, arriving at the centre with techniques and procedures, the data collection and data analysis methods.
The commonly discussed areas within philosophy regarding research are: Ontology, the assumption of the nature of reality; Epistemology, the assumption about what constitutes acceptable knowledge; Axiology, the study of judgement about values. Within these areas the commonly discussed stances are positivism, realism and interpretivism related to epistemology. Objectivism, subjectivism and pragmatism relates to the area of ontology. Axiology does not directly connect to a defined philosophical stance, rather it raises the question about the values and ethics held by the researcher and how the values affects the researcher and the decisions made in connection to the research process. This becomes clear by realising that the values affect which philosophical stance the researcher is more inclined towards. Important to realise is that the question of philosophical stance, is not strictly the one or the other, but that it can shift and depend of the kind of research that is conducted. For example, if the research question should dictate the choice of philosophical stance, you could have the disposition towards the belief of the pragmatist (Saunders et al 2009).
An in-depth discussion of these philosophical stances will not be presented here, it is however concluded that this research process will have a disposition towards the stance of the positivist and objectivist. Multiple reasons can be presented, an axiological reason based on the values of the researcher and his background within engineering could make him naturally comfortable within the area of the natural scientist i.e. the positivist. Furthermore the nature of the research question, dealing with strategic positions in a production system and what inanimate objects that should be placed there, suggest that a quantifiable object exist independent of what social phenomenon acts on its surrounding. It could be argued that the stance of the pragmatist shines through in the above reasoning, with the simple reasoning that the research question was used as a guiding influence towards a suitable stance.
2.3. Research Methodology
Research Approach
The three most common research approaches are the deductive, inductive and abductive approach (Saunders et al 2009). The deductive approach is in a sense the more classical one, fitting well with the natural and physical sciences where laws present the basis of explanation, hence often applied when the researcher holds a stance of positivism (Saunders et al 2009). The deductive approach works on the premises that a theory exist and by formalising a single or multiple hypotheses, stating if proven true, so is the conclusions as well, this is then verified or falsified through the collection and analysis of data. In contrast, the inductive approach works on the basis that a theory doesn’t exist, and that a posed hypothesis with an untested conclusion is verified or falsified by the building of theory of the phenomenon. With a simplified explanation, the deductive approach move from theory to data and the induction approach from data to theory (Saunders et al 2009). In a manner the inductive approach can be seen as a reversed approach compared to the deductive approach (Bryman and Bell 2011). The third approach, abductive can be interpreted as a combination of the two, with an iterative process. For example, it can be a useful approach if at start, little or no theory exist, and a baseline of theory first has to be established. The theory with a new or altered hypothesis can then be tested through a more deductive approach (Saunders et al 2009). This approach in general requires a longer time horizon, with a continuous access to the phenomenon studied, compared to the deductive approach which often only gathers data in single time frame (Saunders et al 2009). Furthermore, the inductive approach often generates a result of conceptual frameworks in the theory building process, which is often related to a qualitative method of gathering data (Saunders et al 2009). This is further supported by (Bryman and Bell 2011), stating that the inductive approach often uses a grounded theory research strategy with qualitative methods, and that the deductive approach often applies more quantitative methods.
Which approach is the more suitable choice for this research project? Or is it even necessary to consider? (Saunders et al 2009) discuses three reasons to why it is important to consider a research approach. First is what evidence and from where it is gathered to help answer the research question. Secondly and third, by considering the purpose and constraints of the research project an appropriate approach can help with the structuring and configuration of data collection methods and research strategies. Ensuring that a sound research methodology is applied.
Considering one of the purposes of the research project stated above in the project purpose’s paragraph, the testing if exiting theory is substantial enough to apply at a company and establish what products and where to keep inventory. This purpose strongly indicates that the deductive approach would be a suitable match,
considering the constraints present in this research project, being a master thesis, the time horizon is fairly limited. This further strengthens the deductive approach, since the opportunity to gather and analyse the data will most likely only occur once. For example the time constriction and the necessity of approval from the company before a potential solution could be implemented and verified, limits the use of the abductive and inductive approach. This is also reflected in the research question, the time limitation, restricts the purpose of the research. It could be more extensive than solely finding a solution for the case company. For example, a conceptual framework could be a goal, to further increase the knowledge of hybrid MTO/MTS policies, and on how to implement such a policy.
Research Strategies
The research strategies’ purpose is not to in detail describe what should be done or not, but rather to aid in structuring suitable steps to further increase the knowledge surrounding the research question (Höst, Regnell and Runeson 2006). Furthermore, as noted earlier, there is no right or wrong strategy. The importance lies within the usefulness and suitability connected to the purpose of the research project (Denscombe 2009). Hence, it becomes important to know the purpose of the research, noted as well by (Höst, Regnell and Runeson 2006). Following table describes the purpose of identified research strategies.
Research Strategy Höst et al 2006 Denscombe 2014 Bryman and Bell
2011
Survey Compilation and
description of current phenomenon: Describe a
broad question.
Measure certain aspects of a phenomenon or trends: Gather data to test
a theory.
Gather quantifiable data often several cases: Establish cause and effect of variables in
social contexts
Case Study In-depth study of single
or multiple cases, without affecting the
object: Describing a phenomenon.
Understand the complex relations between factors acting within certain
social constructs.
Investigate specific phenomenon: purpose can be dual, both theory
generating as well as theory testing.
Experiment Comparative analysis of
two or more alternatives: Isolating a few factors
for manipulation to generate a result.
Identify the cause of a certain phenomenon and observing which factors
affects it.
Identifying what variables affect a phenomenon: Establishing the cause
and effect they have
Ethnography Describing cultural
practices and traditions and interpret social interactions within the
culture.
Phenomenology Describe the fundamental
features of certain personal experiences: Understand something through someone else’s
eyes.
Grounded theory Clarify a concept or
producing new theory: investigating new area of
knowledge and provide new insights.
Action Research Thoroughly monitored
and documentation of an activity: Purpose to solve
a problem.
Solve a practical problem: Create clear guidelines for the best approach or practice.
Chosen Strategy
Analyzing the presented research strategies, a few can directly be discarded as not suitable, based on the purpose and nature of this thesis. The obvious ones that are discarded are ethnography, phenomenology and survey having a strong focus on cultural behavior and social science of behavior or social reactions to certain contexts. Furthermore, grounded theory and the experimental research strategies are discarded as well. The basis is that neither an inductive approach of building theory nor a clear phenomenon exists where an identification of which factors affect said phenomenon is of interest for this study. This leaves the research strategies of case study and action research.
Observing the table above depicting the different research strategies, the action research can at the first glance seem more appropriate. This, with the reference to the aspect of solving a practical problem which is expressed as one of the purposes of this thesis. The action research strategy can be described as a variant of case studies, often including a preliminary case study to identify and establish the problem to be solved. However, at a closer study of this research strategy the action research often include a part of implementation of a potential solution, with the iterative process of continuously improving it (Höst, Regnell and Runeson 2006 and Denscombe 2014). This lies outside of the thesis scope, even though the problem solving part is one of the purposes of this thesis.
The case study strategy is on the other hand a very broad strategy (Bryman and Bell 2011). It is common that it is used both by the social and physical sciences, applying both deductive and inductive approaches (Bryman and Bell 2011 and Denscombe 2014). Being broadly used it naturally has become a more difficult strategy to specifically define. However as a result it also offers a larger range of research methods, enabling the application of both quantitative and qualitative methods, and it invites the use of multiple data collection methods such as observations, interviews, various forms of document analysis and the use of questionnaires (Denscombe 2014). This is useful, since it is most likely necessary to apply both quantitative and qualitative methods to achieve a result in the research project. Specifically, the qualitative methods of data collection are necessary to establish how the current situation is at the company, for example how current processes are working and being executed. Furthermore, according to (Denscombe 2014) the case study strategy is very suitable to delineate the general aspects of a theory by looking at the specifics. This corresponds and aligns very well with the second purpose of the research project. Namely, investigating the applicability of the existing theory on hybrid MTO/MTS manufacturing policies on a single case company.
Chosen Method
It is common that the quantitative and qualitative methodologies are explained and described as two methods that are in contrast to each other for explanatory reasons, and that they are applied singularly in research projects. The quantitative method e.g. often focuses on: numerical data, the researcher’s opinion, theory testing, statistical testing, structure, generalisation etc. Compared to the qualitative foci on: words, participants opinions, theory generation, process focused, unstructured, contextual understanding (Bryman and Bell 2011). However, it is recognised that in reality it is neither that elementary or even productive for the research process to view them as oppositions of each and other, and that merely one of the two should be approached when conducting research (Byrman and Bell 2011 and Denscombe 2014).
A combination of qualitative and quantitative methods applied in a research project it is called a mix method (Denscombe 2011) or multiple method research (Bryman and Bell 2011). An advantage of the mixed method approach is that it can enable a triangulation of the results from the analysis i.e. that by applying two different methods the outcome can be compared and verified. This helps building on the validity of the research. However, this was not the principle reason for why the mixed method approach was chosen, because the expected time restriction as well as the limited access to the case company would limit the opportunity to fully investigate the outcome with multiple methods. Rather, it is recognised that to fully establish a comprehensive understanding of how the case company is operating and its processes, both semi and unstructured interviews has to be performed. This is commonly associated with qualitative methods (Denscombe 2014). Furthermore, to identify applicable methods from the existing theory, an analysis of the theory and decisions on which methods to be applied becomes arguably a qualitative discussion on what methods are believed to yield a preferred outcome. This is illustrated below, where a discussion and conclusion is reached regarding suitable methods found in existing theory. Note how quantitative methods were sought, primarily due to the positivist view of the researcher.
A quantitative approach was sought for applicability reasons, and with the motive of keeping the qualitative discussion to its minimum. It did however result in a mix between quantitative and qualitative approach. The analytical models that were strictly quantitative were however disregarded, primarily due to the singular focus on finished goods inventory, and additionally because of the multiple, and restricting assumptions required for the application of the models. Furthermore, the analytical models were often highly individual and adapted to the case companies from where they were derived. This resulted in choosing an approach based on the
frameworks & case studies’ literature, which were in general qualitative.
Furthermore, the case company’s characteristics with a substantial amount of multiple products and the question of intermediate inventory positions better matched the third principal view, which was derived from the frameworks & case
views/definitions are derived from the analysis of the analytical models, frameworks and case studies, and presented in the conclusions’ paragraph of the theory section.
The primarily qualitative methods from the frameworks & case studies’ literature did however offer quantitative decision aids on the question on how to perform the partition between MTO and MTS among multiple products, as well as for the identification of the inventory positions. The applied methods for product allocation/partitioning and inventory positioning can be divided into two separate processes, the partitioning of products between a make-to-stock or make-to-order policy and the identification of intermediate inventory positions.
Data collection
Data collection methods such as questionnaires, interviews, observations, documents analysis are central within many of the different research strategies. These methods all have a deep level of complexity when applied, being applicable both in a quantitative as well as a qualitative manner, with multiple ways of being performed. Furthermore, they are often strongly associated to only a specific research strategy, however this is not necessarily true (Denscombe 2014). Furthermore, Denscombe points out that it is more important to consider the applicability of a method, as well as recognizing that using a single method does not exclude the use of another, i.e. mix method.
Specifically, case studies as a research strategy, as mentioned above, is often encouraged to use the above mentioned methods (Denscombe 2014), and (Höst, Regnell and Runeson 2006) suggest interviews, observation, and archive analysis (part of document analysis).
Interviews can be categorized into three different subcategories, structured, semi-structured and unsemi-structured. The semi-structured form of interviews are often applied quantitatively (Bryman and Bell 2011), with the goal of establishing knowledge of the relation between cause and effect of a concept, with purpose of describing or explaining it (Höst, Regnell and Runeson 2006). The semi-structured does as well have a descriptive and explanatory nature, whereas the unstructured interview, is more exploratory. The structured interviews often have pre-defined questions with dual or multiple choice answers. The other two methods of performing interviews are less structured, a semi-structured interview often have a mix of a few predefined question with a set of predefined choice answers, however, depending on the answers given, follow up questions can be freely added. When conducting unstructured interviews the questions are basically asked freely, often similar to a normal conversation. The semi-structured and unstructured interviews are useful when it is necessary to change questions during the course of the project i.e. earlier obtained information that results in new questions having to be asked, often associated with qualitative and grounded theory research (Denscombe 2014).
The semi- and un-structured interview methods are applied, with the purpose of exploring and describing how the current manufacturing processes are working, identifying how and if any manufacturing policies are applied at the case company. Using this method it allows for continuous questioning throughout the research project, allowing a certain degree of validation and check towards the case company during the second phase of data collection. Namely, the use of existing documentation at the case company.
Documentation analysis exists in varying forms, this is data that has been collected by other people with a different purpose than of the research project’s purpose (Höst, Regnell and Runeson 2006). This type of data is often referenced to as secondary data (Bryman and Bell 2011 and Denscombe 2014). (Höst, Regnell and Runeson 2006) identifies four typical types of document analysis. Processed information, often research performed in an academic manner and published in academic journals; available statistics, general data gathered and processed, however not analyzed and with no specifically made conclusions; directory data, data collected for a purpose yet not specifically analyzed e.g. a company client list; archive data, comprises of data not yet systemized e.g. meeting protocols, correspondence, project documentation.
The two primary sources of document analysis in this research project were processed information i.e. literature studies and the directory data from the case company. The use of secondary data analysis was necessary due to the limited time of the research project. This is one of the essential pros of using secondary data (Bryman and Bell 2011), the cost and time necessary to generate the same amount of data during the research period is rarely accessible for these types of research project. Furthermore, the directory data from the case company, which primarily comprised of sales and order data, are often stored and saved for longer periods. This allows for an analysis of the data over a time span that stretches longer then the research project, allowing for a higher degree of reliability in the observed data trends.
Literature Review
To maintain a scientific sound approach a literature review was performed, with the purpose of identifying suitable methods on how to locate inventory positions and the designation of which products to choose in a potential hybrid MTO/MTS environment. The literature was acquired by searching Lund Universities’
Libraries’ database, powered by UBESCO support. Typical key words were MTO/MTS Hybrid systems in combination with the words: planning, scheduling, configuration, implementation, adaptation and inventory control. Articles that
were non-peer reviewed were excluded from the review. The result of the literature review is presented in the theory section.
Reliability
The reliability of a research is often connected to how trustworthy the data and analysis can be, in regard to random variations (Höst, Regnell and Runeson 2006). Three factors can describe whether a measurement can be considered reliable (Bryman and Bell 2011). The stability; if a long enough time span exists, ensuring that no fluctuations effects the value. The internal reliability; are the indicators e.g. indexes or the scale used for measuring consistent. The internal judgement reliability; often more common in qualitative data collection and how to ensure unbiased observations.
The reliability of this study is considered good, primarily due to the substantial use of secondary data. Secondary data of this type is often of high quality (Bryman and Bell 2011) and the data has been gathered for completely other reasons than of this research project, primarily for financial reporting. This could arguable ensure that no biased method or exclusion of the data exist. Furthermore, since the data also stretched over a long time, the demand and frequency of order placements is considered to give a good statistical representation of the demand patterns.
Replicability
The purpose of replicability is to ensure that the research is performed and documented in such a manner that it can be performed again (Bryman and Bell 2011). However, (Bryman and Bell 2011) notes that this is rarely done within business research, and that it is more common for example when conducting physical and natural science experiments. Furthermore, it can be argued that when conducting a case study on a case company, it becomes practically impossible to create a completely correct replica of the study. This due the changeable nature within a company, the phenomenon studied does not necessarily change, but the criteria and attributes surrounding the company may have. For example, when time passes, new sales data will have been acquired than initially considered, potentially changing the results of an analysis performed in the exact same manner. The steps taken in this research project, to ensure a certain level of replicability, is to thoroughly present the applied methods, analysis and conclusions drawn from the study at the case company.
Validity
The validity of the research can arguable be one of the most important research criteria (Bryman and Bell 2011). In general terms the validity of a research project is about the assessment of the conclusions made from research, can they be trusted to actually prove what was intended to be proven. (Bryman and Bell 2011) continues to further develop the concept of validity arguing that the complexity requires sub categories such as: theoretical validity, common within quantitative social sciences regarding whether a concept actually characterizes the concept; internal validity, focusing on causality e.g. if x causes y, does x actually cause the variation on y; extern validity, can the result be generalised outside of specifics of the research project; and ecological validity, can the technical correct results generated from a social science research actually be applied on humans in an everyday social context. This quickly becomes a complex matter, especially compared to (Höst, Regnell and Runeson 2006) definition of validity; to measure what one intends to measure. The external validity could also be argued to be about the general concept of generalization, of how well the research’s results and conclusions can be considered to be generalizable. For example, the discussion about case studies and if that research strategy can be considered to generate a result that can be transferred to other contexts i.e. “transferability” (Bryman and Bell 2011). Researchers that apply the case study research strategy are often questioned about the results, only being specific to that single case and how representative the results actually are (Denscombe 2014). However, (Denscombe 2014) also argues that the case study approach does bring the ability of generalizable results, but rather in the context of theory generation. In conclusion, to ensure the validity of a research, many aspects has to be taken into account, varying and depending on which research strategies are chosen, social or physical sciences, quantitative or qualitative methods.
An important question in this research project is how the validity holds on the results generated from the evaluation of the suggested intermediate inventories. It is important to note that no clear causality can be drawn between the economical savings achieved from the suggested implementation of intermediate inventories and the applied theory of hybrid MTO/MTS policies. It will not unambiguously be shown that the same result could as well have been achieved from simply implementing a proper inventory control method compared to an arbitrary set up. This means that the internal validity have to be considered in this research project. However, the theory testing part, the question if the existing theory on hybrid MTO/MTS policies can be applied, will clearly be shown. Hence it could be argued that the research will hold a certain degree of validity, considering that future researchers can use the results to further generate and expand the theoretical knowledge regarding hybrid MTO/MTS manufacturing policies, which according to (Denscombe 2014) should not be disregarded, as not valid.
3. THEORY
An introduction to manufacturing system policies; a mean to simplify and clarify the production planning and control processes. Here we will define
manufacturing system policies as; a policy that offers guidelines and clear
delimitations on how the PPC system can be derived and how surrounding supply chain processes can be configured, in respect to the targeted customer segments and markets. This is the author’s interpretation on what manufacturing system policies constitute, based on the literature review. However, it can probably be discussed among scholars for a significant period of time. (Perona, Saccani, and Zanoni 2009) refers to the policies as inventory policies, while (Johan Hallgren and Olhager 2006) suggest that the policies should determine the foci of manufacturing processes, in terms of flexibility and productivity. Identifying and determining what policy from which the production system should be governed by, can be a complex matter. The following policies are often being discussed: Engineering-to-Order (ETO), Make-to-Engineering-to-Order (MTO), Assembly-to-Engineering-to-Order (ATO), Make-to-Stock (MTS), and the more recently researched and discussed hybrid between a MTO and a MTS policy.
The pure make-to-order (MTO) policy and make-to-stock (MTS) policy are well established and researched production system policies, offering advantages and disadvantages in direct contrast to each other, catering the opposite sides of the customer segments’ spectrum, in terms of the level of customization demanded. The MTS policy can be associated with the mass production industry, where products are produced based on a prognosis (demand forecast) to be held as stock at a finished goods inventory (FGI), thus enabling short lead-times to customers. The products are often characterised by lower production margins with fewer to none customization opportunities, and by high and regular demand patterns. A clear cut example of the MTS policy could be observed at the early days of the automotive manufacturing industry, offering a few to a single finished model to its customers which could be purchased directly from a retailer. For example the famous announcement that Henry Ford uttered in 1909. Proclaiming that in the future they would only manufacture a single model, Model T, and that “Any
customer can have a car painted any colour that he wants so long as it is black”
(Ford 1922). This statement and the low requirements of customization, illustrates in a perfect way in which the MTS policy at the time fitted very well for the automotive industry. In a typical operational perspective the principle challenges of an MTS policy in regard to the production planning process, is to correctly estimate the demand forecast, balancing the trade-off between the risk of stock out and the cost of keeping excessive inventory (Hill and Hill 2009). With the pure MTS policy the customer interaction with a company usually occurs after the manufacturing process is finished, where the customer has no say in the product’s features, and can only purchase what is offered. The interaction between customer
and manufacturer can be described to occur at the finished goods’ inventory (often a retailer), where customers’ orders are directly supplied from the inventory. With the customers’ increasing demand for a larger product variety with higher customization opportunities, a new manufacturing system policy emerged, assembly-to-order (ATO). The majority of the products are still manufactured on the basis of a demand forecast. However, the products are not produced to a FGI, instead the customer has the opportunity to choose from a pre-specified amount of standardized alternatives, and the final assembling is performed, completing the manufacturing process, thereby allowing the customer a certain degree of customization. The ATO policy can be accurately compared to the current automotive industry, where the choice of exterior chassis colouring, engine size and more, exists as pre-specified choices. The characteristics of the products can still be considered belonging to the mass production industry, with low margins, intermediate customization and with high and regular demand patterns. The difference is that the customer interaction with the manufacturer has been moved upstream along the production chain, where the customer impact on the company occurs within the production system. This allows the manufacturer to produce based on a prognosis to a certain point in the production system. Downstream of this point the components are assembled to the final product when an order has arrived. This point of customer interaction has become a significant indicator for defining which environment a company resides within, in regard to manufacturing policies.
The physical position where the customer interaction occurs at a manufacturing company has been a subject of academic research with the focus on what the potential impacts are, and the meaning it has for the PPC systems and the supporting supply chain processes. The concept has taken on a few different names throughout the last couple of decades of research. Early on described by (Sharman 1984) as the order penetration (OP) and by (Hoekstra and Romme 1992) as the decoupling point (DP). Followed by among others (Olhager 2003; Johan Hallgren and Olhager 2006; Olhager 2010) further clarifying the concept, naming it the order penetration point (OPP) or the customer order decoupling point (CODP). It is chosen further on in the text, to simply refer to this concept as the decoupling point (DP). A general definition of the DP can be expressed, from a planning perspective; “as representing the physical position in a production system where a product seizes to be produced according to a prognosis and instead becomes earmarked for a customer”. In other terms by (Olhager 2010), “the DP divides the material flow that is forecast-driven (upstream of the DP) from the flow that is customer order-driven (downstream the DP)”. The DP is often characterised by being located at a strategically placed inventory position. Keeping the definition of the DP in mind, the various manufacturing policies can now be clearly illustrated and explained, see figure 2 below. Depicting the various manufacturing policies in regard to the decoupling point (DP). Denoted OOP in the figure.
Figure 2. Illustrating the position of the decoupling point (DP, OOP) with regard to manufacturing policy and manufacturing processes. Dotted lines depict forecast-driven activities and straight lines indicate customer-order-driven activities. (Olhager 2003)
The make-to-order (MTO) policy can know easily be described, as illustrated in the figure above, the DP in a typical MTO manufacturing environment is located before any refinement processes has started. In its strictest terms from a planning perspective this means that nothing is produced until an orders has arrived. A typical challenge is to ensure that the right raw material is available before an order has arrived, to keep the lead times down. A company with a MTO policy is often characterised by lower volumes and a greater customization of its products. The policy is often applied when the demand of a specific product is too low and uncertain to justify producing it to stock. The products, as a consequence, often have higher margins and longer lead times than a company manufacturing according to a MTS policy.
3.1. Literature review
The aim of this literature review has been to identify methods on how to determine suitable inventory position for intermediate inventory and how to designate multiple products to potential inventory positions in a hybrid to-order make-to-stock production environment. Furthermore, a secondary objective has been explored; the identifying of which decisional drivers and factors that are pertinent to motivate a shift into a hybrid MTO/MTS production system.
Reviewing the existing literature on hybrid policies of order and make-to-stock reveals that a substantial part of the research has resulted in a broad spectrum of areas, with varying approaches to the subject. The literature dealing with hybrid MTO/MTS policies can be categorized into two groups. One group, focusing on
scheduling and planning issues in existing hybrid systems. The second group is
categorized as research focused on how to implement and configure a hybrid MTO/MTS system, and the identification of factors affecting a configuration of a hybrid system (decisional drivers). The main focus of this thesis falls under the second category; hence, research dealing directly with scheduling and planning will not be discussed.
Configuration of a hybrid system, the MTO or MTS decision
At the initial stage of considering a configuration of a hybrid MTO/MTS system, an undeniable and fundamental problem arises; which products should be manufactured to order and which should be manufactured to stock. From the gathered literature, it is clear that there is no well-established and scientifically confirmed method dealing with the questions surrounding MTO/MTS partitioning. The proposed methods and theories all have an approach that is essentially either applying quantitative analytical models or qualitative frameworks with heuristic procedures. The analytical models often require specific conditions and apply restricting assumptions, which makes them problematic to apply,(Perona, Saccani, and Zanoni 2009) and (Chetan Anil Soman, Van Donk, and Gaalman 2004). On the other hand, the frameworks are more accessible, but naturally, the results are less quantifiable. The analysis of the literature was therefore dived into analytical
models and framework & case studies.
In general a substantial part of the proposed methods in the literature are at a theoretical basis, with a few practical application. The author (Rajagopalan 2002) has developed an analytical model and demonstrates the application’s results in a case study. However, the model was specifically designed for that case company, the design of the model is consequently specific to the company making it less than generic. The authors (Van Donk 2001; Huiskonen, Niemi, and Pirttilä 2003; Chetan Anil Soman, Van Donk, and Gaalman 2004; C. A. Soman, van Donk, and Gaalman 2007; Perona, Saccani, and Zanoni 2009), proposes qualitative frameworks and methods, which have wholly or partly been applied to case companies. Aside from the articles mentioned above, only a minor part of the