F
F
L
L
Ö
Ö
D
D
E
E
S
S
A
A
N
N
A
A
L
L
Y
Y
S
S
E
XAMENSARBETE
,
A
VANCERAD NIVÅ
H
Ö S T T E R M I N E N2 0 0 8
BRISTIDENTIFIERING & EFFEKTIVISERING AV
MATERIALFÖRSÖRJNINGEN PÅ
SAAB MICROWAVE SYSTEMS
HANDLEDARE SAAB: JONAS WIEBE, LOGISTICS MANAGER
HANDLEDARE MDH: MATS JACKSON, PROFESSOR -
INNOVATIV PRODUKTION
UTFÖRT AV: DANIEL GÅSVAER & PATRICK PHUA
SAMMANFATTNING
Saab Microwave Systems (SMW) är en affärsenhet inom Saab AB och de tillverkar och utvecklar idag olika typer av radarsystem för luftfart, markbaserade enheter samt inom det marina. Företaget tillverkar och utvecklar även radarsystem inom marknaden för civil säkerhet. Vid sidan av tillverkningen av radar- och sensorsystem erbjuder företaget även intilliggande servicekoncept och eftermarknadsservice. Enheten har 50 års gedigen erfarenhet inom området radarutveckling och är ett ledande företag på marknaden. Med en kundorderstyrd produktion av produkter i denna höga prisklass blir ledtid en viktig del av marknadsföring och försäljningsargumentation vilket innebär att materialförsörjningen är vital för framgång.
Inom SMW finns idag en nybildad enhet, Supply Management (SM), som ombesörjer materialförsörjningen av gods till och från SMW. Inom denna enhet finns fyra undergrupperingar; planering, operativt inköp, ankomstkontroll och förråd samt godsmottagning och spedition. I dagsläget fungerar inte materialförsörjningen som önskat utan det uppstår ofta brister och förseningar i flödet, något som skapar stora problem då SMW i så hög utsträckning som möjligt försöker tillämpa inköpsstrategin just-in-time. Med hänsyn till detta är examensarbetets främsta uppgift att göra en flödesanalys i syfte att identifiera brister och effektivisera materialförsörjningen.
Efter att ha presenterat en bristidentifiering, baserad på en flödeskartläggning, har författarna i samråd med ledningsgruppen för enheten Supply Management valt att prioritera en brist för att ha ett konkret fokusområde för arbetet med analys och förbättringsförslag. Den allvarligaste bristen som prioriteras för vidare arbete är en ineffektiv ankomstkontroll där det saknas vettiga nyckeltal och verksamhetsmätning, där planering och resurssättning sker utifrån osäkra data, kontrollomfattningen är hög och okontrollerad, kontrollerna baseras på subjektiva bedömningar samtidigt som det råder utrymmesbrist i lager och förråd. Inom denna brist läggs extra fokus på kontrollomfattningen även om övriga problemområden också tas i beaktning i ett vidare arbete. När fokusområde valdes togs hänsyn till vad som framkom i bristidentifieringen, vad som var viktigast och mest kritiskt för SMW samt vad författarna ansåg sig kunna prestera utifrån gällande förutsättningar.
Författarnas förbättringsförslag består främst av två huvudområden kopplade till kontrollomfattningen. För det första presenteras en filtreringsmodell som genom ett antal parametrar sorterar artiklar efter huruvida de bedöms kunna genomgå en lättare (billigare och mindre resurskrävande) kontroll eller inte. Det andra förslaget är en modell för hur företaget kan arbeta när de fasar in nya och/eller utvecklar utvalda leverantörer med hög inverkan i syfte att skapa ett nära samarbete där högre kvalitet kan uppnås. Syftet med framtagning av modellen samt dess utformning grundar sig i att kontrollomfattningen som utförs på SMW är kopplad till inkommande kvalitet. Utifrån detta perspektiv vill författarna genom denna modell reducera riskerna för dålig inkommande kvalitet tidigare i materialflödet genom ett organiserat samarbete. I tillägg till dessa förslag presenteras även idéer och tankar på vad som bör tas i beaktning för att kunna uppnå en bättre och mer sanningsenlig planering samt hur arbetseffektiviteten kan höjas genom att tillsätta en administrativ- och teknisk roll på ankomstkontrollen.
ABSTRACT
Saab Microwave Systems (SMW) is a business unit within Saab AB that manufactures and develops different types of radar- and sensor systems for naval, airborne and ground based forces as well as within the market for civil security. In addition to the manufacturing of radar and sensor systems they also provide different types of service concepts. The business unit has 50 years of experience within the area of developing radar systems and is considered to be one of the market leaders. When applying an assemble-to-order production strategy with products at this level of cost price the product lead-time is vital and becomes an important part of the strategy within marketing and sales.
Within SMW there is a new department called Supply Management (SM) that provides the
hen the problems were identified the authors in consultation with the management choose
t of two areas regarding e level of inspection. The first suggestion consists of a filtering model that through a set of supply of incoming and outgoing material. Within SM there are four sub-departments working with activities such as planning, purchasing, receiving inspection, storage and distribution. Today, the supply process is relatively inefficient and there are delays in the flow due to suddenly arising problems. These delays generate big problems since SMW applies a just-in-time purchasing strategy. Based upon this problem the major purpose of this thesis work is to perform an analysis of the material flow in order to identify problems and contribute to a more efficient supply process.
W
to give priority to one problem in order to have a more finite focus regarding the analysis. The most serious problem that are given priority to is the receiving inspection since there is a lack of proper measurements, the planning is inadequate, the level of inspection is to high as well as uncontrolled, the inspections are based upon subjective appraisals and there is a lack of storage space. Within this problem there will be an extra focus upon the level of inspection even though the other problems will be given thought as well. When this problem was chosen as the main area of focus the authors took the level of importance and usefulness for the company into consideration, what came up during the analysis of the material flow as well as what the authors considered to be the best area of focus given existing conditions. The suggested improvements presented by the authors mainly consis
th
parameters are able to decide whether a specific article should be going through a reduced level of inspection or not. The second suggestion consists of a model that the company could use when they are phasing in new suppliers or improving existing ones. The purpose of this model is to create a close collaboration between important suppliers and SMW in order to reach a higher level of quality on the incoming material. The reason to why this model is created is due to the fact that the company has a very high level of inspection regarding incoming material today since the quality in many cases is faulty. By using this model the authors’ ambition is to reduce the risk of defectives reaching SMW by supplier collaboration and this way oppose defectives earlier in the material flow. In addition to these suggested improvements the authors also suggest some thoughts and ideas regarding what is needed to be taken into consideration in order to reach a better planning and how the work efficiency within the receiving inspection department can be improved.
FÖRORD
Detta examensarbete utgör det sista steget inom vår civilingenjörsutbildning – Innovation, Produktion & Logistik på Mälardalens högskola. Vi vill härmed passa på att tacka alla som bidragit till möjligheten att genomföra detta projekt.
Till att börja med vill vi rikta ett stort och varmt tack till Jonas Wiebe, vår handledare på Saab Microwave Systems som varit ett ovärderligt stöd genom hela examensarbetet. Vidare vill vi även rikta ett tack till alla personer inom Sourcing & Supply och där huvudsakligen inom Supply Management, som vi har varit i kontakt med genom intervjuer och möten. etta har varit en viktig förutsättning för att lyckas utföra projektet och vi uppskattar alla D
positiva bemötanden som vi har fått längs vägen.
Vi vill slutligen även passa på att tacka vår handledare, professor Mats Jackson på Mälardalens högskola som bidragit till viktiga tankeställare under de handledningsträffar som varit.
Eskilstuna, 2009-02-27
INNEHÅLL
SAMMANFATTNING ... II ABSTRACT ... III FÖRORD ... IV INNEHÅLL ... V 1 INLEDNING ... 1 VGRÄNSNING ... 2 1.5 LÄSANVISNING ... 2 TOD ... 3 2.1 ARBETSMETODIK ... 32.2 ANGREPPSSÄTT OCH METODVAL ... 4
2.3 DATAINSAMLING ... 5 TEORETISK REFERENSRAM ... 8 3.1 KVALITET ... 8 3.1.1 Historia ... 10 3.1.2 Offensiv kvalitetsutveckling ... 11 3.1.3 Kvalitetskontroll ... 15
3.1.4 Kvalitet och lönsamhet ... 16
3.1.5 Kvalitetsbristkostnader ... 17
3.2 LEVERANTÖRSRELATIONER ... 18
3.2.1 Leverantörsnätverk ... 20
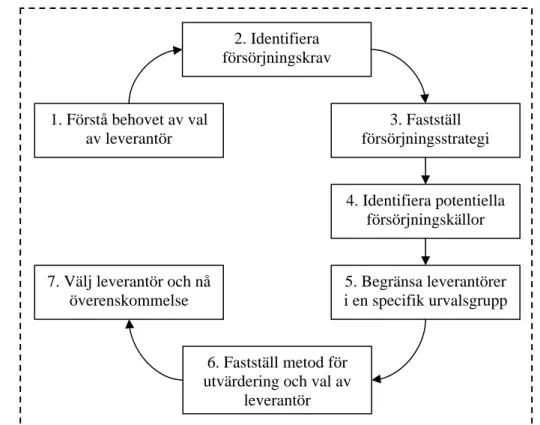
3.2.2 Bedömning och val av leverantör ... 23
3.2.3 Säkring av leverantörens kvalitet ... 27
INM A . .... ... .... ... .... ... 28
re sk fti a .... ... .... ... .... ... 30
FÖRETAGSPRESENTATION ... 35
4.1 SAAB-KONCERNEN ... 35
4.2 SAAB MICROWAVE SYSTEMS ... 36
4.2.1 Produkter ... 37
4.2.2 Kunder & Marknad ... 37
5 NULÄGESBESKRIVNING ... 39
5.1 ENHETEN SUPPLY MANAGEMENT ... 39
5.1.1 Organisation & Gränssnitt ... 39
5.1.2 Materialförsörjning ... 41 5.1.3 Mål & Visioner ... 44 5.2 ENHETSKARTLÄGGNING ... 44 1.1 BAKGRUND ... 1 1.2 PROBLEMFORMULERING ... 1 1.3 SYFTE &MÅL ... 1 1.4 A 2 ANSATS OCH ME 3 3.3 SUPPLY CHA AN GEMENT .... ... ... ... ... ... ... 3.3.1 Konkur n ra g värdekedj . ... ... ... ... ... 4
5.2.1 Planering - SM/ ... 44
5.2.2 Operativt Inköp ... 45
5.2.3 Godsmottagning och spedi 46 5.2.4 Ankomstkontroll & Förråd – SM/M ... 46
5.2.5 Strategiskt Inköp - SI ... 47
5.3.1 Flödesbeskrivning ... 48
5.3.3 Reklamationsprocessen ... 62
6.1.1 Gränssnitt & Kommunikation ... 65
1.3 1.4 1.5 1.6 1.7 .1.8 6. 7 .1.1 1.3 7. 8 ÄT 1.4 P ... - SM/I ... tion – SM/F ... 5.3 PROCESSKARTLÄGGNING ... 48 5.3.2 Rollbeskrivningar ... 56 6 BRISTIDENTIFIERING ... 64 6.1 BRISTER ... 64
6.1.2 Kompetens- & Resursbrist ... 66
6. Riktlinjer & Regelverk ... 67
6. Ineffektiv Godsmottagning ... 67
6. Ineffektiv ankomstkontroll ... 69
6. Reklamationsprocessen ... 71
6. Supply Chain Management ... 71
6 Övriga brister ... 72
2 PRIORITERING AV BRIST ... 73
ANALYS AV PRIORITERAD BRIST ... 75
7.1 ANKOMSTKONTROLLEN IDAG ... 75
7 Arbetseffektivitet... 76
7.1.2 Kontrollinstruktioner ... 77
7. Verksamhetsmätning & Nyckeltal ... 78
7.1.4 Planering & Resurssättning ... 79
2 KONTROLLOMFATTNING ... 80
7.2.1 Olika typer av kontroll ... 80
7.2.2 Uppdatering av kontrollomfattning... 82
7.2.3 Leverantörsrelationer ... 86
2.4 7. mätprotokoll & certifikat ... 86
7.3 GAPANALYS ... 87
FÖRB TRINGSFÖRSLAG & REKOMMENDATIONER ... 89
8.1 UPPDATERING AV KONTROLLOMFATTNING ... 89 8.1.1 Modell för filtrering ... 90 8.1.2 Verktyg ... 91 8.1.3 Effekter ... 92 8. Rekommendationer... 93 8.2 UTVECKLING AV LEVERANTÖRSARBETE ... 93
8.2.1 Syfte & Behov ... 93
8.2.2 Processen ... 93 8.2.3 Effekter ... 96 8.2.4 Rekommendationer... 97 8.3 ÖVRIGA FÖRBÄTTRINGSFÖRSLAG ... 98 8.3.1 Planering av kontroller ... 99 8.3.2 Arbetseffektivitet i ankomstkontrollen ... 101 8.3.3 Reklamationsprocessen ... 103 3.4 8. Supply Chain Management ... 104
9 10 10 KRI B OR 1 2 D DISKUSSION ... 105 REFERENSER ... 108 .1 FTLIGA REFERENSER ... 108 TLIGA REFERENSER . S 10.2 MUN ... 109 10.3 INTERNET ... 110 ILAG :
. Begrepp & Definitioner . Det fysiska flödet
3. atainsamlingsblad – Godsmottagning 4. Datainsamlingsblad – Ankomstkontroll
IGU ... 4
3 ... 9
3 ... 11
3 ... 12
F UR 3.4-ILLUSTRATION AV EN PROCESS BESTÅENDE AV EN UPPSÄTTNING SAMMANHÄNGANDE A ... 13 ESSER ... 14 KLASSIFICERING AV FEL ... 16 CH FÖRBÄTTRAD LÖNSAMHET. ... 17 KUND-/LEVERANTÖRSFÖRHÅLLANDE ... 19 TÖRSFÖRHÅLLANDE AV PARTNERSKAPSKARAKTÄR ... 19
FIGUR 3.10-OLIKA TYPER AV PARTNERSKAP ... 20
FIGUR 3.11-SYSTEMLEVERANTÖRSSTRATEGI ... 21
FIGUR 3.12- KOMPONENTLEVERANTÖRSSTRATEGI ... 21
FIGUR 3.13-LEVERANTÖRERS PRESTATIONSFÖRMÅGA SORTERAT EFTER VARUGRUPPSOMRÅDEN ... 23
FIGUR 3.14-PROCESS FÖR UTVÄRDERING OCH VAL AV LEVERANTÖR... 24
FIGUR 3.15-MATRIS FÖR BEDÖMNING AV LEVERANTÖRER ... 27
FIGUR 3.16-EN ENKLARE VÄRDEKEDJA ... .28
FIGUR 3.17-KONKURRENSFÖRDEL. ... 31
FIGUR 3.18-LOGISTIK OCH KONKURRENSKRAFT ... .31
FIGUR 3.19-STEGMODELL FÖR ATT UPPNÅ EN INTEGRERAD VÄRDEKEDJA ... 33
FIGUR 4.1-DE OLIKA AFFÄRSENHETERNA INOM SAABAB ... 35
FIGUR 4.2-VISUALISERING AV SAAB’S VERKSAMHET I VÄRLDEN. ... 36
FIGUR 4.3-ORGANISATIONSSCHEMA FÖR SAAB MICROWAVE SYSTEMS VERKSAMHET ... 37
FIGUR 4.4-BILDSERIE PÅ NÅGRA AV SMW’S PRODUKTER ... 37
FIGUR 5.1-ORGANISATIONSSCHEMA FÖR ENHETEN SUPPLY MANAGEMENT. ... 40
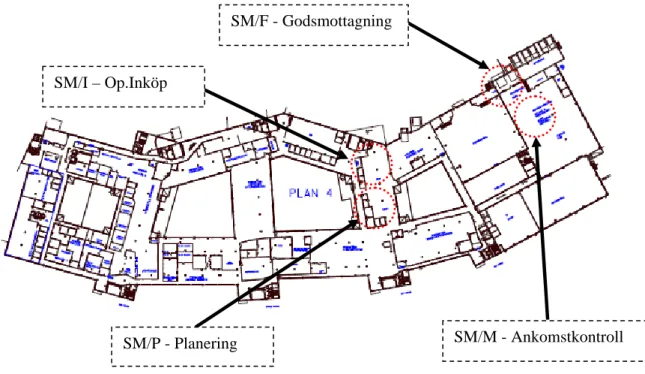
FIGUR 5.2-LAYOUTÖVERSIKT FÖR VÅNING 4 PÅ SMW. ... 40
FIGUR 5.3-ILLUSTRATION ÖVER GRÄNSSNITT. ... 41
FIGUR 5.4-SMW’S AFFÄRSPROCESS SAMT MATERIALFÖRSÖRJNINGSPROCESSEN. ... 42
FIGUR 5.5-ÖVERSIKT ÖVER FLÖDET PÅ SUPPLY MANAGEMENT. ... 43
FIGUR 5.6-TIDSPLAN. ... 49
FIGUR 5.7-EXEMPEL PÅ STRUKTUR ... 50
FIGUR 5.8-TIDSPLAN MED PDL-KRAVTIDER. ... 57
FIGUR 5.9-REKLAMATIONSPROCESSEN ... 63
FIGUR 6.1-SAMMANFATTNING AV BRISTER. ... 64
FIGUR 6.2-FÖRDELNING MELLAN EFFEKTIV OCH INEFFEKTIV ARBETSTID ... 68
FIGUR 6.3-FÖRDELNING MELLAN PROBLEMOMRÅDEN ... 69
FIGUR 6.4-INFORMATIONSFLÖDET MELLAN ANKOMSTKONTROLL OCH LEVERANTÖRER VIA INKÖP VID REKLAMATIONER ... 71
FIGUR 7.1-RESULTAT AV ARBETSEFFEKTIVITETSMÄTNING. ... 76
FIGUR 7.2-ANTAL LEVERERADE PARTIER SAMT ANDELEN REDUCERADE PARTIER ... 81
FIGUR 7.3-ANDEL REDUCERADE PARTIER PER LEVERANTÖR ... 83
FIGUR 7.4-ARTIKLAR FÖR EN SPECIFIK LEVERANTÖR ... 84
FIGUR 7.5-TESTMÖNSTER FÖR EN ARTIKEL ELLER ARTIKELFAMILJ ... 84
FIGUR 7.6-SWOT ANALYS ... 85
FIGUR 7.7-GAP ANALYS ... 87
FIGUR 8.1-FILTRERINGSMODELL ... 90
FIGURFÖRTECKNING
F R 2.1-ILLUSTRATION ÖVERARBETSMETODIK FÖR EXAMENSARBETET ... FIGUR .1 -FUNKTIONER INOM EN VERKSAMHET SOM PÅVERKAR KVALITET.. ...
FIGUR .2-DEMINGS 14-PUNKTSLISTA ... FIGUR .3-HELHETSBILD ÖVER OFFENSIV KVALITETSUTVECKLING ...
IG
KTIVITETER. ...
FIGUR 3.5-OLIKA TYPER AV PROC
FIGUR 3.6-RIKTLINJER FÖR
FIGUR 3.7-SAMBAND MELLAN HÖGRE KVALITET O
FIGUR 3.8-PARTSTRATEGIER I ETT TRADITIONELLT
... 91 FIGUR 8.3-ALTERNATIV 2 ... 92
IGUR 8.5-EXEMPEL PÅ PARAMETRAR SOM KAN TAS I BEAKTNING VID UTVÄRDERING AV
... 99 FIGUR 8.2-ALTERNATIV 1 ..
FIGUR 8.4-MODELL FÖR ARBETE MED LEVERANTÖRER ... 94
F
LEVERANTÖR ... 95 FIGUR 8.6-EXEMPEL PÅ EN KRITERIEVIKTSMETOD ... 95 FIGUR 8.7-FÖR- OCH NACKDELAR MED ATT ARBETA MED FÖRFATTARNAS LEVERANTÖRSMODELL ... 97
FIGUR 8.8-LEDTID I MATERIALPLANERINGSSYSTEMET C:M ...
FIGUR 8.9-EXEMPEL PÅ EN MER SANNINGSENLIG BILD ÖVER LEDTIDEN ... 100 FIGUR 8.10-ARBETSEFFEKTIVITET PÅ ANKOMSTKONTROLLEN ... 101 FIGUR 8.11-ETT UTDRAG UR IFS SOM PÅVISAR RITNINGEN FÖR EN ANTENN... 102
FIGUR 8.12-VISAR HUR KONTROLLANTER SKULLE KUNNA LÄMNA ÖVER DET
ADMINISTRATIVA/TEKNISKA ARBETET TILL EN UTPEKAD PERSON ... 102 FIGUR 9.1–FÖRKLARING AV PROJEKTUTFORMNING ... 105
1 INLEDNING
Upr av
1.
D etag i allt större
ut
gällande kva tider och kostnader etc. Effektivis blir därför ett centr
materialförsörjning innebär att ledtider kan kortas, högre leveransprecision och sänkta kostnader kan uppnås samtidigt som en bättre övergripande förståelse för den egna verksamheten kan erhållas.
är materialförsörjningen ses över och analyseras bör en bakomliggande förståelse även finnas för att områden såsom kommunikation, standarder och effektiva gränssnitt är viktiga för att bygga upp ett helhetsflöde baserat på ett effektivt Supply Chain tänk. Idag tillämpas just-in-time filosofin i allt högre utsträckning bland företagen i västvärlden varför det samtidigt inom denna utveckling börjar ställas högre krav på samtliga parter i materialförsörjningen. Detta innebär vidare att även leverantörsfrågor samt externa kundrelationer måste tas i större beaktning idag för att uppnå framgång på en hårt konkurrenssatt marknad.
1.2 PROBLEMFORMULERING
Enheten Supply Management handhar idag ansvaret för materialförsörjningen på Saab Microwave Systems i Göteborg och ställs dagligen inför en rad frågeställningar och utmaningar. Denna enhet är nybildad då företaget valt att omorganisera delar av verksamheten och konsekvenser av detta är att det har uppkommit nya problem gällande bland annat struktur och gränssnitt. Detta tillsammans med att det idag egentligen inte finns någon klar bild över nuläget inom denna del av verksamheten har därför skapat ett behov av att se över dessa problemområden.
Idag är frågeställningarna många kring exempelvis hur intern såväl som extern kundnöjdhet kan uppnås, hur ledtider kan kortas, hur planering kan skötas effektivare samt hur ett totalflöde kan bildas, allt i syfte att förbättra materialförsörjningen. Problemformuleringen för detta examensarbete är således – vilka är de mest kritiska problemområdena och vad kan göras gällande detta för att effektivisera materialförsörjningen?
1.3 SYFTE & MÅL
Syftet med detta examensarbete är att dels kartlägga verksamheten för att på så vis lyfta fram en nulägesbeskrivning över företaget samt att identifiera relevanta problemområden som finns. Detta innebär vidare att presentera ett nuläge samt bidra
nder detta kapitel kommer examensarbetets bakgrund presenteras tillsammans med oblemformulering, vilket syfte & mål som finns med studien samt de
gränsningar som gjorts.
1 BAKGRUND
agens konkurrenssituation på marknaden leder till att för
sträckning är i behov av att effektivisera verksamheten där kraven blir allt hårdare
litet, led ering av materialförsörjningen
alt och högprioriterat område hos många företag. En effektiv
till effektivisering av m Microwave Systems genom att
lyfta problem til de problem. Målet med denna
studie är att tillsammans med detta presentera förslag på hur verksamheten kan
examensarbete är enheten Supply Management på Saab för studien också avgränsats till de delar av verksamheten
ats till vad författarna tillsammans med företaget
å för personer utanför SMW a finns i bilaga 1 där dessa är sorterade
symbolen * återfinns i denna bilaga. aterialförsörjningen på Saab
l ytan samt gå vidare med prioritera
effektiviseras för enheten Supply Management på Saab Microwave Systems.
1.4 AVGRÄNSNING
Uppdragsgivare för detta Microwave Systems, var
som tillhör just Supply Management enheten. Tillsammans med företaget har riktlinjer satts för vilka delar som berörs samt vad som ligger utanför relevant arbetsområde. Detta innebär att studerade områden alltså ligger inom de fyra underenheterna som finns på denna enhet med undantag för instanser som ligger utom Supply Management, men som är en förutsättning för arbetet inom enheten. De gällande tidsramar som finns för studien har format projektet gällande omfattning
ch innebär att arbetet har begräns o
anser vara en rimlig nivå. Dessa riktlinjer för tid som finns för projektet tillsammans med vem som står som mottagare av denna studie har därför format studien och exkluderat en del områden som tillhör totalflödet av materialförsörjningen men ej ryms inom berörd del av verksamheten.
1.5 LÄSANVISNING
För att läsaren lättare ska kunna förstå textinnehållet så har författarna tagit fram en ordlista för några av de ord som kan vara svåra att först
och/eller utanför ämnesområdet. Denna ordlist i bokstavsordning. De ord som i texten följs av
2 ANSATS OCH METOD
I detta kapitel kommer examensarbetets angreppssätt och arbetsmetodik att beskrivas e olika typerna av datainsamling som använts kommer
v
n introduktionsfas samt framtagande av en nnebar att lära känna verksamheten och bilda sig en tet skulle komma att utformas. Inom denna
lyfta fram de brister som av författarna identifierats i verksamheten. Dessa analyserades sedan för att bidra till slutsatser kring vilken av dessa presenterade brister som ansågs vara mest kritiskt och väsentlig att fokusera en djupare studie kring. Efter att bristerna analyserats och prioriterats analyserades den prioriterade bristen djupare för att finna rotorsaker till de studerade problemen inom området. Nästa fas av projektet innebar en sektion tilldelad förbättringsförslag. Dessa har tagits fram baserat på slutsatser författarna har dragit av studiebesök, omfattande intervjuer, workshops samt djupare analys med hänsyn tagen till de behov som finns inom verksamheten. Den teoretiska referensramen utgjorde stödet till resultatet av dessa senare faser och formades genom litteraturstudier.
Arbetsmetodiken för projektet presenteras enligt följande illustrering: och illustreras samtidigt som d
att redogöras för.
2.1 ARBETSMETODIK
Arbetsmetodiken och studien grundar sig på en disposition som utförts i ett tidigt skede av projektet, detta för att skapa en överblick samt möjliggöra för en bättre planering och tidsplan. Det skapades därför en grov planering som utgjorde en basen för kommande studie. Denna planering har modifierats under resans gång på grund av nya uppkommande behov samt andra omständigheter som krävt någon form a omplanering, exempelvis informationstillgänglighet. Dessa ändringar under resans gång är enligt Ejvegård (2003) mer eller mindre ofrånkomliga och bör därför vara att räkna med. Författarna av detta examensarbete har därför haft stor nytta av kombinationen av att ha en grov utgångsplanering samt att med flexibilitet kunna anpassa den till rådande omständigheter.
Under studien innebar det första stadiet e planering. Introduktionsfasen i
uppfattning om hur projek
introduktionsfas togs även de första kontakterna med människor som skulle komma att involveras i den kommande studien. Nästa fas blev kartläggningsfasen där information och data samlades in genom olika typer av metoder och tillvägagångssätt (se kapitel 2.3) för att dels skapa en bra förståelse för verksamheten samt ligga som underlag för nästa fas. Bristidentifiering följde efter kartläggningen med syftet att
Introduktion Kartläggning Bristidentifiering & Prioritering Analys av prioriterad brist Förbättringsförslag vara lämpligt då Författarna av förhållanden baserat på en fallstudiemetodik där det fortsatta arbetet efter projektets avslut förhoppningsvis drivs vidare av företaget i fråga. En fördel med att används fallstudiemetodik är att läsaren på ett effektivt sätt får en bra bild över rådande situation samt att studien är så pass fokuserad på ett område som då erbjuder ett djup samt kan ta fram information om de verkliga faktorer som påverkar situationen.
Figur 2.1: Illustration över arbetsmetodik för examensarbetet.
2.2 ANGREPPSSÄTT OCH METODVAL
Då ett medvetet metodval enligt Ejvegård (2003), i sin litteratur vetenskaplig metod, är viktigt för att sträva efter vetenskap har detta tagits i beaktning för examensarbetet. Det finns olika metoder att tillgå med vissa former av riktlinjer men det går samtidigt att modifiera varje metod något för att anpassa det till de behov som finns. Deskription kallas metoden som går ut på att beskriva någonting, till synes på ett relativt enkelt sätt. Detta blir dock en aning mer komplext då hänsyn måste tas till att kategorisera och sortera insamlad fakta/data samt att det enligt Ejvegård (2003) måste finnas en tydlig systematik i metoden. Deskription bygger på empiri där det dock, som i fallet för detta examensarbete, bygger på en undersökning som initierats av ett värderande skäl för att lyfta upp underlag i syfte att förbättra verksamheten.
etta examensarbete är uppbyggt på en fallstudie vilket anses D
specifika problemområden studeras under en begränsad tidsaspekt.
detta examensarbete har alltså studerat en verksamhet under rådande och verkliga
Teoretisk referensram
Utvärdering & Avslutande av projekt
Kvalitativ och kvantitativ metod
Det finns två o av forskningsansatser inom metodteorin, kvalitativ respektive kvantitativ ansats. Enligt Hartman (2004) måste en distinktion göras mellan dessa två ansatser då de metodteoretiska principer som bestämmer över metoderna skiljer sig åt. Den kvantitativa ansatsen grundar sig i den positivistiska vetenskapsteorin och betonar att de företeelser som studeras är något som kan observeras medan den kvalitativa ansatsen karakteriseras av att försöka förstå hur människan upplever sig själv samt sin omgivning.
Kvantiteter är något som har att göra med mängder varför kvantitativa undersökningar undersöker ”hur mycket” eller ”hur många”. Hartman (2004) menar att det är viktigt här att göra en klassificering då vi inte kan fråga ”hur mycket” eller ”hur många” det finns, utan istället måste fråga ”hur mycket eller hur många finns det av den eller det”? Då de kvantitativa undersökningarna är numeriska krävs det att de egenskaper som undersöks är mätbara. Genomförande av en kvantitativ metod (ofta kallad forskningsprocessen) innebär genomgång av en process bestående av en planeringsfas, en insamlingsfas samt en analysfas.
Kvalitativ innebär enligt Hartman (2004) vilken natur eller vika egenskaper något har. Således kan definitionen för kvalitativa undersökningar karakteriseras av att undersökaren försöker förstå livsvärlden hos en individ eller en grupp individer. Skillnaden mellan dessa två ansatser blir därför tydlig då kvantitativa undersökningar innebär att försöka finna en numerisk relation mellan mätbara egenskaper medan den
kvalitativa un en livsvärld
människor har, hur de ser på sig själva och sin omvärld.
och orikapitel som i sin tur sedan legat till grund för rapportens analyskapitel.
lika typer
dersökningen istället syftar till att ge en förståelse för d
Inom ramen för detta examensarbete har främst kvalitativa undersökningar genomförts i form av bland annat intervjuer och observationer då dessa anses ha passat bäst in på denna typ av projektarbete. Kvantitativa metoder har dock vid ett fåtal tillfällen använts för att undersöka mängden tid lagd på olika moment.
2.3 DATAINSAMLING
Datainsamlingen kan fördelas på två olika typer av källdata, primär- och sekundärdata. Primärdata är data som forskaren kan samla in själv genom bland annat intervjuer och observationer medan sekundärdata är data som redan finns dokumenterad om ett visst fall (Lundahl & Skärvad, 1999).
Inom ramarna för detta examensarbete har både primärdata och sekundärdata använts av författarna. Primärdata har erhållits genom intervjuer med personal, närvaro vid olika typer av möten samt genom olika observationer på företaget. Primärdata har insamlats till olika delar av rapporten även om den först och främst använts under kartläggningsfasen där dessa data insamlats i syfte att kunna ta fram en korrekt nulägesbeskrivning och bristidentifiering. Den typ av sekundärdata som författarna använt sig av är hämtad från litteratur, internet, företagets intranät samt företagsdokument. Sekundärdata har mestadels använts vid skapande av metod-te
pp som är de mest frekventa remålen för observation. Syftet med observationen är att registrera allt som sker
(2003) är faktauppgifter lättast att fram. I de mer strukturerade intervjuerna utgår intervjuaren från färdiga frågor och
itteraturstudie
kes, (3) associativ läsning, där syftet är att få uppslag, idéer och nya infallsvinklar, (4) kritisk
xten granskas samt (5) intensivläsning, något som De tekniker som författarna använt sig av vid datainsamling redovisas nedan:
Observation
Enligt Burell & Kylén (2003) kan observation betraktas som den mest primära metoden för datainsamling då all annan datainsamling bygger på att någon annan utfört själva observationen. Då personer och platser är de vanligaste källorna vid observation är det beteenden och händelseförlo
fö
inom ett i förväg bestämt tidsintervall för det utvalda observationsföremålet. Under examensarbetet har flertalet observationer gjorts där olika händelseförlopp följts och registrerats i syfte att ge författarna en grundlig förståelse för vad som händer.
Intervjuer
Intervjuer kan variera i omfattning från korta strukturerade till långa och istället mer öppna och flexibla. Genom intervjuer framkommer fakta, erfarenheter, åsikter, önskemål eller känslor och enligt Burell & Kylén
få
fördelen med detta är att alla intervjuobjekt får samma frågor samtidigt som det dock inte ges så mycket utrymme för följdfrågor och flexibilitet. I de mer öppna intervjuerna som liknar samtal utgår intervjuaren från ett antal frågeområden där samtalet ges större möjlighet för flexibilitet beroende på karaktären på svaren. Inom examensarbetet har båda dessa typer av intervjuer använts även om de mer öppna samtalen grundade på ett antal frågeområden tillämpats i störst utsträckning.
L
Burell & Kylén (2003) menar att personer, vid litteraturstudier, ska tänka på avsikten med läsningen och fråga sig vad de vill få ut av den. Olika former av läsning som presenteras är (1) skumläsning, något som görs i syfte att orientera sig och skaffa en översikt, (2) lokaliseringsläsning, där något speciellt i texten eftersö
läsning, där tillförlitligheten i te
görs i syfte att få fram uppgifter som ska återges i detalj.
Litteraturstudien som utförts har innefattat flertalet av dessa läsmetoder under olika faser av teoristudierna även om intensivläsning är det som inom ramarna för examensarbetet tagit mest tid i anspråk.
Möten
Burell & Kylén (2003) förespråkar att genomtänkta möten ger projekt mer ryggrad och är bra forum för beslutsfattande, diskussioner, avstämningar och problemlösning. Under examensarbetet har möten förekommit väldigt ofta där författarna antingen haft en observerande roll för att få information alternativt en aktiv roll där information både tilldelats och utdelats.
enchmarking
ricsson ini-Link i Borås där syftet var att undersöka hur de arbetade med sina leverantörer. från denna benchmarking användes sedan som input till författarnas
orkshop är ett utbildningsområde som kan pågå under flera dagar med inriktning något som kräver deltagares engagemang B
Under examensarbetets analysfas utförde författarna en benchmarking mot E M
Informationen förbättringsförslag. Databladsinsamling
Författarna har vid några tillfällen utfört databladsinsamlingar där syftet varit att mäta effektivitet på olika områden. De datainsamlingsblad som använts återfinns i sektionen för bilagor i slutet av rapporten.
Workshop W
på problemlösning och praktisk övning,
och involvering, (Wikipedia, 2009-02-20). Under examensarbetet har författarna deltagit i två workshops som varit givande inom de områden som berörts i rapporten. Syftet med dessa tillfällen har dels varit att bidra med nyvunnen kunskap utifrån examensarbetet men även för att få ny information.
3 TEORETISK REFERENSRAM
Den teoretiska referensramen behandlar i huvudsak områdena kvalitet och leverantörsrelationer då de är utgångspunkten för fokusområdet inom
g till dessa områden så beskrivs Supply Chain Management
Kapitlet om kvalitet behandlar historia och definitioner för att ge en inblick i vad kvalitet är, hur ett företag ska arbeta med kvalitetsutveckling och kontroll samt lönsamhet och kvalitetsbristkostnader. Delen om leverantörsrelationer handlar om försörjningsstrategier kopplade till leverantörer, hur leverantörsnätverket ser ut samt hur ett företag kan bedöma och utvärdera befintliga och nya leverantörer. Inom kapitlet för Supply Chain Management återges definitioner och förklaringar samt information om vad som krävs för att uppnå konkurrenskraft.
3.1 KVALITET
Det finns idag många olika typer av definitioner och tolkningar för vad begreppet kvalitet egentligen innebär. Det grundläggande är att produkterna ska vara lämpade för avsedd användning. Det mest kända begreppet myntades av Joseph Juran och lyder kort och koncist ”Fitness for use” vilken i svensk översättning blir ”lämplighet för sitt syfte”. I Japan där kvalitetsarbetet ligger långt fram och fungerar som en värdemätare för andra länder har Genichi Taguchi beskrivit kvalitet som ”samhällets totala förluster orsakade av produkten efter dess leverans”. Enligt den internationella standarden för kvalitetssystem ISO 9000:2000 definieras kvalitet som ”den grad till vilken inneboende egenskaper uppfyller krav, det vill säga behov eller förväntning som är angiven, i allmänhet underförstådd eller obligatorisk. Enligt Bergman och Klefsjö (2001) är kvalitet på en produkt dess förmåga att tillfredsställa och helst överträffa kundernas behov och förväntningar.
Inom ramarna för kvalitet så handlar det ofta specifikt om produkter varför benämningen ofta blir produktkvalitet, vid sidan av detta används även examensarbetet. I tilläg
då examensarbetet grundar sig i en komplex värdekedja bestående av flertalet, av varandra, beroende enheter och funktioner.
Kapitelindelning Innehåll
Information om kvalitet, dess historia samt vad som ligger till grund för framgångsrikt
kvalitetsarbete
Redogörelse för varför leverantörsarbete är viktigt samt hur leverantörer bör väljas och Kvalitet
Leverantörsrelationer
Supply Chain Management
bedömas
Definition på Supply Chain Management samt vad som krävs för konkurrenskraft
Marknad
Distribution
Inköp Utveckling
Kontroll och provning
Kundservice Tillverkning
Processutveckling/Produktionsteknik
k i diffust varför
d syfte att göra
begreppet mer överskådligt i form av att definiera olika typer av
Idag betraktas kvalitet i ett vidare perspektiv och det ör om totalkvalitet, där
innefattas m räglat engagemang av
samtliga i organisationen. Sandholm (2001) menar att kvalitet och totalkvalitet alltså
är två skilda begrepp där kvalitet avs ukternas
utförandeproce t det engagerar och att
utbildning inriktas mot kvalitetsspecialister. Då det talas om totalkvalitet menar Lennart att det avser produkterna samt allt medföljande, att det omfattar
produkte sser samt samtliga
människor i organisa tt utbi sationen.
Genom att införa totalkvalitet i organisationer menar Cullen och Hollingum (1987) att slöserier elimineras, behovet av förråd och lager blir mindre, kundtillfredsställelsen förbättras och lön örfattarna
att syftet me et helt enkelt ä verka för
ständig förbättring.
– Köper material och komponenter av god kvalitet.
• Processutveckling/Produktionsteknik – Utvecklar kvalitetsinriktade processer och instruktioner.
valitetsbegreppet relaterat till tjänster. Kvalitetsbegreppet kan lätt bl et är viktigt att bryta ner det och förstå hur kvalitet kan mätas i
kvalitetsdimensioner. Då det handlar om produktkvalitet handlar dimensionerna om: miljövänlighet, utseende, säkerhet, hållbarhet, prestanda, driftsäkerhet med mera. Beträffande tjänstekvalitet så är detta ofta svårare att specificera och mäta, men för att exemplifiera olika typer av dimensioner inom tjänstekvalitet så kan det handla om: pålitlighet, trovärdighet, tillgänglighet och kommunikationsförmåga med mera.
talas därf t ett utp alla interna processer och funktioner, sa
er produkter, att det omfattar prod en del människor i organisationen sser, at
rnas utförandeproce tionen och a
alla stödprocesser, att det engagerar ldningen riktas mot samtliga i organi
samheten förstärks. Vidare menar f r att göra rätt från början samt att d totalkvalit
Centralpunkten i detta synsätt menar författarna är att det kretsar kring att få bort slöserier för ökad konkurrenskraft. Detta handlar alltså om att reducera variationer, inte bara i tillverkning utan i alla led då de menar att variation kan ha sitt ursprung i vilken del av verksamheten som helst. Bilden nedan visar de olika funktionerna inom verksamheter som påverkar kvalitet.
Figur 3.1: Funktioner inom en verksamhet som påverkar kvalitet.
• Marknad – Identifierar kundens och marknadens krav på kvalitet och tillförlitlighet. I de fall fel produkt sålts till en kund är misslyckandet ett faktum redan från början.
• Utveckling – Översätter kravspecifikation till konstruktion med inbyggd kvalitet.
.1.1
tt identifiera kvalitetsrelaterade problem. Idag används dock rtfarande acceptanskontroll på en del företag runt om i landet, exempelvis i form
rier och filosofier om hur kvalitetsarbetet bör vara utformat. De menar bland annat att företagsledningen har den viktigaste rollen i kvalitetsutveckling och syftar då på att ledningens engagemang för kvalitetsarbetet är en förutsättning för ett framgångsrikt förbättringsarbete. Deming har i sin idag klassiska ”14-punktslista” (se nedan) kortfattat presenterat sin filosofi för företagsledning att utgå ifrån i kvalitetsarbete.
• Tillverkning – Överför konstruktioner och material till kvalitetsprodukter • Kontroll och provning – Verifierar utförandekvalitet.
• Distribution – Vidmakthåller och skyddar produktens kvalitet. • Kundservice – Rapporterar kvalitetsdata från fältet.
Den som i slutändan bedömer kvaliteten är kunden, varför det givetvis är ovärderligt att ha en förståelse för kundens behov och förväntningar. Detta gäller inte bara slutanvändaren, den externa kunden utan även de interna kunderna inom organisationen.
3
HISTORIAKvalitetstänk och en vilja om att ha nöjda kunder har funnits långt tillbaka i historien och är egentligen inte något nytt. I och med industrialismen och massfabrikationen skapades behov och utrymme för mer statistiska metoder i kvalitets- och kontrollarbete. Behovet av att kontrollera produkter mellan olika arbetsmoment födde sedan det som idag benämns acceptanskontroll. Det var på 1920-talet som ett antal tyskar insåg att uppkommande variationer i produktionsprocesser kan beskrivas genom olika typer av statistiska metoder. Detta kallas för statistisk acceptanskontroll och handlar om hur företaget genom resultat från ett antal provgrupper kan dra slutsatser om egenskaperna för ett helt parti. Kontrollarbete har varit ett dominerande inslag i kvalitetsarbete i Sverige och många andra länder under en lång tidsperiod och även en bra bit in på 80-talet. På senare tid har arbetet med kvalitetskontroller dock blivit relativt omodernt och insatser görs istället i större utsträckning i tidigare led i kedjan för a
fo
av mottagningskontroll från leverantörer.
Två historiskt sett stora namn inom kvalitet är Joseph Moses Juran och William Edwards Deming. Dessa båda personer anses vara de mest framträdande inom kvalitetsarbete och har presenterat teo
1. Skapa ett klimat för långsiktiga beslut och ständig förbättring. 2. Övergå till det nya kvalitetstänkandet.
3. Sluta försöka kontrollera inkvalitet.
4. Minska antalet leverantörer och värdera dem inte enbart efter pris. 5. Förbättra ständigt varje process.
6. Ge alla möjlighet att utvecklas i sitt arbete. 7. Betona ledarskap.
8. Fördriv rädslan.
9. Riv ner barriärerna mellan avdelningarna. 10. Sluta med slogans. Vidta åtgärder istället. 11. Avskaffa ackord.
12. Ta bort hindren för yrkesstolthet.
13. Uppmuntra till utbildning och vidareutveckling. 14. Vidta åtgärder för att få igång förändringsprocessen.
Figur 3.2: Demings 14-punktslista. (Bergman och Klefsjö, 2001, s.81)
Juran och Deming gjorde under åren ett antal besök till bland annat Japan där de föreläste och hade seminarium kring kvalitetsarbete. Japan hade efter andra världskriget ett mycket stort behov av att utveckla det hårt kritiserade kvalitetsarbetet då de hade erkänt dålig kvalitet. Detta skulle vara ett krav för att få upp Japan på fötter igen. JUSE (Union of Japanese Scientists and Engineers) var en grupp bestående av japanska tekniker och ingenjörer som bildades under kriget, med Ichiro Ishikawa som ordförande. Denna gruppering började bland annat att studera den amerikanska, samt andra länders, teknikutveckling. De tog till sig de teorier som Juran hade presenterat för dem och förde de vidare genom kurser och föreläsningar för olika företagsledare och chefer, samt att de startade en utbildning via radio och TV för att nå ut till en större publik. Kvalitetsarbetet utvecklades markant och blev startskottet för ett Japan som idag ligger väldigt långt fram i teknikutvecklingen. Många anser att Deming och Juran har äran av Japans idag så framgångsrika
valitetsarbete, där Juran dock påpekar att de som haft stor betydelse är de japanska
rella översättningen är offensiv valitetsutveckling och handlar enligt Bergman och Klefsjö (2001) om att ”man tändigt strävar efter att uppfylla, och helst överträffa, kundernas behov och
rväntningar till lägsta kostnad genom ett kontinuerligt förbättringsarbete där alla är ngagerade och som har fokus på organisationens processer”. Med offensiv valitetsutveckling läggs betoning på orden ”offensiv” och ”utveckling”, där det
rstnämnda syftar till att markera att det hela handlar om att förebygga, förändra och rbättra snarare än att reparera och kontrollera. Vidare handlar ”utveckling” om att k
företagsledarna som lyssnade på dem under deras seminarier och anammade teorierna och tänkandet i praktiken, något som inte var fallet med företagsledare från andra länder.
3.1.2 OFFENSIV KVALITETSUTVECKLING
Företagen ser i allt större utsträckning kvalitetsfrågor som en integrerad del av verksamheten, vilket också är grunden i det som kallas för Total Quality
anagement (TQM). Den svenska gene M k s fö e k fö fö
valitetsarbete inte ska ses som en speciell typ av projekt, utan att det är ett ständigt ågående arbete.
tt helhjärtat engagemang från ledarskapet tillsammans
tar ed att ta reda på vad kunden vill ha och sedan systematiskt arbetar med att uppfylla
r endast ca 25 % framgångsrika på marknaden, där en av ligt mycket information att betala för. Detta säger att k
p
Detta arbetssätt som i grunden bygger på e
gällande kvalitetsarbetet är uppbyggd utifrån olika hörnstenar som presenterar en tydlig helhetsbild.
Arbeta ständigt med förbättringar Arbeta med processer
Figur 3.3: Helhetsbild över offensiv kvalitetsutveckling. (Bergman och Klefsjö, 2001, s.36) Det centrala i denna illustration, över hur syn på kvalitet bör vara utformad, handlar om att alltid ha ett utpräglat kundfokus och sätta dessa i centrum, detta då kvaliteten alltid måste värderas av kunden och ställas mot de förväntningar och behov som kunden har. Mer specificerat handlar detta kundfokus om att företaget aktivt arbe m
de behov och förväntningar som finns. Detta gäller såväl externa som interna kunder. En av de så kallade hörnstenarna i detta kvalitetsarbete är ”basera beslut på fakta” och då inte låta slumpfaktorer ha någon avgörande betydelse. Av de produkter som kommer ut bli
förklaringarna är att företaget inte har tagit reda på tillräck om vad kunden vill ha och vad de är beredda
produktutvecklingen inte har varit baserad på tillräckligt stark och betydande fakta. En annan orsak till ovannämnda misslyckande är att företaget inte haft tillräcklig kunskap om produkten som släppts ut på marknaden och kan därmed ha missat väsentlig och betydande fakta. Denna hörnsten som alltså menar att beslut ska baseras på fakta påvisar att företaget aktivt ska söka efter lämplig och betydande information och därefter värdera och analysera inhämtad information. Användbara och effektiva verktyg som finns att tillgå inom detta område är de sju förbättringsverktygen. Dessa verktyg presenteras nedan:
Basera beslut på fakta Skapa förutsättningar
för delaktighet Sätt kunderna i
centrum
ram • Datainsamling
• Ishikawadiagram
En annan av dessa hörnstenar inom den offensiva kvalitetsutvecklingen bygger på att organisationer ska ”Arbeta med processer”. En process beskrivs av Bergman och Klefsjö (2001) som ”en uppsättning sammanhängande aktiviteter som upprepas i tiden”. Målet för processen bör vara att tillfredsställa sina kunder och samtidigt använda så lite resurser som möjligt. Det är här viktigt att identifiera leverantörerna till processen samt att tydliggöra för dessa om vad processen kräver för att minimera antalet resurser samt att tillfredsställa de kunder som finns för processen.
Figur 3.4: Illustration av en process bestående av en uppsättning sammanhängande • Styrdiagram
• Paretodiag • Histogram
• Sambandsdiagram • Uppdelning
aktiviteter. (Bergman och Klefsjö, 2001, s.40)
Det finns tre olika typer av processer att skilja på. Den första kategorin processer är huvudprocesser vars syfte är att uppfylla de externa kundernas behov samt förädla organisationens produkter. Huvudprocesser är exempelvis produktionsprocesser och produktutvecklingsprocesser. Nästa processtyp är stödprocesser vars syfte är att
llhandahålla nödvändiga resurser till huvudprocessen. Processen har interna kunder ti
och processtypen kan exemplifieras genom informationsprocesser eller rekryteringsprocesser. Den sista processtypen benämns som ledningsprocesser och har till uppgift att ta beslut kring verksamhetsstrategier och mål samt förbättra existerande övriga processer inom verksamheten. Denna process har alltså interna kunder och kan exempelvis vara en process för strategisk planering. Nedan presenteras en modell av detta.
Resurser Resultat
Utrustning Information
Leverantör Arbetskraft Varor Kund
41)
Nästa hörnsten inom den offensiva kvalitetsutvecklingen är att arbeta med ständiga förbättringar. Detta är en väldigt viktig del av kvalitetsarbetet då den tekniska utvecklingen går framåt på marknaden och externa kundkrav blir allt hårdare gälland leder till att företagen ständigt måste förbättra den egna verks ör att upprätthålla konkurrenskraft. Ett arbete med ständiga förbättringar kretsar ofta kring den så kallade förbättringscykeln – PDSA. Det handlar här om att systematiskt identifiera och angripa problemen noggrant och börja
där om
flitig tt
arbeta med ständiga förbättringar, där ”Kai” betyder ”att förändra” och ”zen” betyder
och handlar om att företaget skapar förutsättningar för delaktighet. Detta handlar om att underlätta för alla medarbetare att vara delaktiga och få möjlighet att påverka beslut och därigenom delta i förbättringsarbetet. Denna hörnsten strävar efter att påvisa en positiv människosyn och menar att en anställd måste kunna känna delaktighet och ansvar för att kunna utföra ett bra arbete. Hörnstenen menar på att detta sätt att skapa delaktighet innebär att företaget aktivt arbetar för att riva ner de murar som idag byggts upp i våra organisationer. Det bör därför ligga i ledningens ansvar och även intresse att stimulera till utveckling av personal genom skapande av delaktighet, engagemang och ansvar för att höja arbetskvaliteten. Detta arbete handlar om att utveckla arbetssätt och skapa en god
Figur 3.5: Olika typer av processer. (Bergman och Klefsjö, 2001, s. Ledningsprocesser
e kvalitet. Detta amheten f
lönsamheten anses störst. Ett komplement till detta är ett japanskt begrepp s t används idag - ”Kaizen”, vars innebörd handlar om ett systematiskt sätt a ”bra”.
Att arbeta med ständiga förbättringar relaterat till kvalitet är väldigt lätt att motivera ur en ren kostnadssynpunkt då det i många fall kan handla om en siffra mellan 10 % -30 % av omsättningen som förläggs på dessa kostnader. Denna hörnsten som handlar om ständiga förbättringar handlar alltså om att etablera en bild som påvisar att allt som görs kan göras bättre, att utveckla en så kallad win-win-situation som gynnar både kunden och företaget.
Den sista hörnstenen inom den offensiva kvalitetsutvecklingen är en förutsättning för ett framgångsrikt kvalitetsarbete
Huvudprocesser Externa kunder
Kundbehov
cirkel där företagsledningen har förtroende och ansvar samtidigt som befogenheter delas aktivt ut för att hålla de anställda motiverade varav förbättrade resultat uppnås.
3.1.3 KVALITETSKONTROLL
Kvalitetskontroll som idag anses vara något omodernt innebär att företaget undersöker en produkt gällande kvalitetsspecifikationer för att därefter fatta ett beslut kring huruvida produkter ska godkännas eller avvisas. En kvalitetskontroll består av olika moment såsom tolkning av underlag, provtagning, undersökning, beslut och åtgärd. Det finns olika typer av kvalitetskontroll beroende på vart i flödet det äger rum. Mottagningskontrollen (alt. ankomstkontroll) handlar om en kvalitetskontroll av varor från leverantör där själva syftet ligger i att förhindra varor som inte motsvarar de satta kvalitetsspecifikationerna från att komma in i verksamheten. Tillverkningskontroll är en annan typ av kvalitetskontroll som syftar till att förhindra produkter som inte har acceptabel kvalitet från att tillverkas och föras vidare.
Ytterlig rs när
produkten är klar och har till avsikt at inte
ntroll bedöms huruvida exempelvis färgen eller en ytfinish kan accepteras ller inte.
entuell kontroll och statistisk kontroll kan vissa delar av tt parti kontrolleras i olika avseenden. Under en stickprovskontroll kontrolleras, som
are en typ av kontroll är det som kallas för slutkontroll, vilken utfö t förhindra att färdiga produkter som uppfyller satta kravspecifikationer levereras till kund eller flyttas till ett färdigvarulager.
Hur en kvalitetskontroll utförs kan variera beroende på hur kontrollen ska gå till. Kontrollen kan då delas upp i olika kategorier såsom mätning, tolkning, funktionskontroll samt okulärkontroll. Vid mätning bestäms en egenskaps numeriska värde med hjälp av olika typer av mätutrustning. Detta resulterar sedan i ett mätvärde på produktegenskapen. Vid tolkning används olika mätdon för att avgörs huruvida en egenskap ligger inom eller utanför ett bestämt värde. Vid funktionskontrollen undersöks helt enkelt om produkten i fråga avger den avsedda funktionen. Vid en okulärko
e
En kvalitetskontroll kan se olika ut beroende på vilken typ av omfattning det handlar om. När det handlar om omfattning av en kontroll skiljer det på en ankomstkontroll och delkontroll. Vid en ankomstkontroll skall samtliga enheter i ett parti kontrolleras med avseende på antingen en eller flera egenskaper. Vid delkontroll som kan delas upp i stickprovskontroll, proc
e
benämningen avslöjar, ett fåtal enheter i partiet. En procentuell kontroll handlar om att kontrollera en specifikt angiven procentsats av det behandlade partiet, exempelvis 5 %. Statistisk kontroll handlar om att använda sig av statistisk teori med angivna regler som ger information om kontrollomfattning samt vilka villkor som finns för avvisning respektive acceptans.
För att avgöra om ett parti ska avvisas eller ej så kan samtliga enheter i ett parti kontrolleras, dock är detta allt som oftast oekonomiskt varför företaget ofta nöjer sig med att kontrollera ett mindre antal enheter i partiet. Det finns givetvis en risk för felaktiga beslut gällande partiet i de fall företaget använder sig av delkontroll då ett resultat av en delkontroll som påvisar ett godartat resultat i verkligheten handlar om
ördelar som erhålls genom att använda sig av
se. Ett användbart arbetssätt inom detta område är enligt Sandholm 001) att klassificera felen i en tabell. Detta exemplifieras nedan:
ett parti av sådan kvalitet att detta borde avvisas. Dessa risker kan reduceras genom olika typer av sannolikhetsberäkning och liknande metoder.
Sandholm (2001) menar att de f
delkontroll snarare än en ankomstkontroll lyder enligt följande: • Lägre kostnader
• Mindre antal kontrollanter • Mindre risk för hanteringsskador • Kortare genomloppstid
• Mindre risk för att kontrollanten gör felbedömningar
• Införande av delkontroll medför en bättre övergripande planering av kvalitetsverksamheten
Ett förhållande som bör beaktas och tas hänsyn till vid val av kontrollomfattning handlar om följder av avvikelser från kvalitetsfordringar. Givetvis bör det i fall då avvikelser har svåra följder fordras en större kontrollomfattning än när följderna är av mindre betydel (2 Felklass Inverkan på utförandet av efterföljande operationer Inverkan på slutproduktens funktion Inverkan på produktsäkerheten Inverkan på slutproduktens utseende Kritiska fel Kommer med
stor sannolikhet att orsaka stora störningar
Kommer med stor sannolikhet att ha stor inverkan
Kan direkt ha inverkan
Kommer med stor sannolikhet att observeras av kunden och leder då till reklamation Väsentliga fel störningar. Kommer med stor sannolikhet att orsaka mindre störningar inverkan.
Kommer med stor sannolikhet att ha någon inverkan
inverkan att observeras av kunden och kan då leda till reklamation Kan orsaka stora Kan ha stor Kan indirekt ha Kommer troligen
Mindre väsentliga fel Kan orsaka mindre störningar Kan ha någon inverkan - Kommer kanske att observeras av kunden men leder då förmodligen inte till reklamation
Figur 3.6: Riktlinjer för klassificering av fel. (Bergman och Klefsjö, 2001, s.41)
3.1.4 KVALITET OCH LÖNSAMHET
Det finns många olika samband mellan faktorer som påverkar kvaliteten och lönsamheten, dessa olika samband påvisar tydligt att en förbättrad kvalitet kan ge en ökad lönsamhet. Exempelvis kan det handla om att ökad intern kvalitet leder till att behovet av mellanlager kan reduceras avsevärt. Resultatet av detta, att buffertlager
ter det japanska just-in-me konceptet, varför förståelsen för hur kvalitet och lönsamhet hänger ihop blir
sering, vidare måste ven leverantörens kvalitet vara av hög klass för att utveckla en fungerande kedja.
itet ger en bättre lönsamhet presenterar Bergman hur förbättrad kvalitet, såväl externt som a illustration förklarar tydligt de olika samband och
Figur fsjö,
2001, s.53)
reduceras, är då att kvalitetsproblem kan föras upp till ytan och elimineras vilket ger fortsatta kvalitetsförbättringar. Idag arbetar många företag ef
ti
ännu viktigare. För att kunna arbeta utefter detta koncept krävs att den interna kvaliteten är hög för att på så vis kunna nå en kapitalrationali
ä
För att visa hur en förbättrad kval och Klefsjö (2001) en bild som påvisar internt, ökar lönsamheten. Denn
faktorer som finns mellan kvalitet och lönsamhet.
Högre
Färre eklamationer
3.7: Samband mellan högre kvalitet och förbättrad lönsamhet. (Bergman och Kle
3.1.5 KVALITETSBRISTKOSTNADER
Kvalitetskostnader kan delas upp i två olika områden. Det första handlar om kostnader för att uppnå en viss kvalitetsgrad, den andra handlar om kostnader som följd av en dålig kvalitet. Det sistnämna kallas i regel för kvalitetsbristkostnader och
r Högre pris Kortare ledtider Större
marknads-andelar Mindre bundet
kapital Mindre buffertlager och andra reserver Lägre kostnader Färre omarbeten, justeringar & kassationer Färre störningar Lägre pris Större vinstmarginal Förbättrad lönsamhet kvalitet Förbättrad extern kvalitet Förbättrad intern kvalitet
m upptäckts innan leverans till den externa kunden har skett. Exempel på
på områden inom kategorin för externa felkostnader är reklamationer, garantier, rabatter, återkallande och förlorad goodwill.
Det bör även tänkas på att en stor del av kvalitetsbristkostnaderna som finns ofta är väl dolda i verksamheten då det kan handla om tid som personal med hög befattning får lägga ner på kvalitetsproblem, olika typer av omplaneringar, väntetider etc. Det finns idag studier som påvisar att de verkliga kvalitetsbristkostnaderna ofta uppgår till mellan 20 % och 40 % av verksamhetens totala kostnader, något som påvisar vikten av att komma tillrätta med kvalitetsbristrelaterade kostnader.
3.2 LEVERANTÖRS
ONER
Dagens ständigt hårdnande marknadssituation med ökad konkurrens har inneburit att företag idag har ökat ansträngningen i att försöka effektivisera sina materialflöden. Som ett led i detta effektiviseringsarbete ingår att se över sina leverantörsrelationer där företag idag strävar efter att i större utsträckning än tidigare samverka för en gemensam starkare konkurrenskraft.
Samverkan innebär att kund och leverantör intensivt arbetar tillsammans för att lösa problem som uppstår, tillsammans genomför förbättringar och stärker den gemensamma konkurrenssituationen. Själva leverantörssamverkan är sedan ett arbetssätt för de leverantörer som företaget finner strategiska. Strategisk kan för ett företag betyda att leverantören innehar egenskaper såsom unika processkunskaper, volym, kvalitet etc. De grundläggande värderingarna för en framgångsrik leverantörssamverkan är en gemensam målsättning där kunder och leverantörer ser sina processer som bidrag till en gemensam process. För att lyckas med leverantörssamverkan bör även långsiktighet vara viktigt för att inte riskera suboptimering. Dessutom behövs en ömsesidig kreativitet där kunder och
minska kostnaderna (Bergdahl, 1996)
n som under en lång tid handlar alltså om kostnader som uppstår på grund av bristande kvalitet. Kvalitetsbristkostnader innefattar:
• Kontrollkostnader: Exempel på områden som tillhör dessa kostnader är mottagningskontroll, tillverkningskontroll och slutkontroll.
• Interna felkostnader: Kostnader för olika typer av kvalitetsbrister so områden inom denna kategori är kassationer, omarbeten och analysering av fel.
• Externa felkostnader: Detta innebär kostnader för kvalitetsbrister efter leverans till den externa kunden. Exempel
RELATI
leverantörer båda bidrar med idéer och förbättringar och i tillägg till detta måste fokus finnas på totalkostnaden vilket innebär att båda parter måste bidra till att aktivt
.
Mattsson (2002) menar att det kund-/leverantörsförhållande
tillämpats och i stor utsträckning fortfarande används kan liknas vid ett partsförhållande präglat av ett vinna/förlora spel för båda parter där både kund och leverantör kontinuerligt försöker reducera motpartens styrkeposition i ett pågående
verskott uppstår då alla kostnader är täckta. Detta lassiska förhållningssätt mellan kunder och leverantörer bygger på ett
rhandlingsstyrka,
akten hos sina motparter. Strategierna som konkurrensförhållande. Konkurrensen parterna emellan gäller den vinstmarginal som finns i försörjningskedjan efter att ö
k
lönsamhetsperspektiv, något som i Porters konkurrenskraftsmodell (12Manage.com) benämns som nya konkurrenter, substitutprodukter, leverantörens fö
köparens förhandlingsstyrka samt intensifierad konkurrens från redan existerande konkurrenter. Mattsson (2002) menar att företag, genom att tillämpa detta förhållningssätt, präglas av ett beteende där de försöker undvika beroendeförhållanden och reducera m
kunder och leverantörer präglas av genom detta synsätt presenteras i figur 3.8 nedan.
Kund Leverantör
• Många leverantörer • Ingen dominerande kund
• Låga utvecklingskostnader för kund • Höga utvecklingskostnader för kund • Bakåtintegration ett hot • Framåtintegration ett hot
Figur 3.8 – Partstrategier i ett traditionellt kund-/leverantörsförhållande (Mattsson, 2002, s.106)
Genom det nya synsättet, influerat från just-in-time och den japanska produktionsfilosofin, är det viktigt med ett förhållningssätt som präglas av utveckling av intima samarbetsrelationer parter emellan. I en sådan relation innehar kund och leverantör ett partnerskapsförhållande där vinster och kostnader delas i ett vinna/vinna-spel med syftet att öka försörjningskedjans samlade konkurrenskraft och därigenom öka vinstmarginalen för båda parter. I figur 3.9 presenteras strategierna i
tt partnerskapsförhållande. e
Kund Leverantör
• Få leverantörer • Maximera samarbete
• Involvera leverantörer i sin strategi • Sträva efter att förbättra kundens konkurrenskraft
• Maximera samarbete • Dra nytta av beroende
Figur 3.9 – Partstrategier i ett kund-/leverantörsförhållande av partnerskapskaraktär (Mattsson, 2002, s.108)
Enligt Lambert, Stock & Ellram (1998) kan relationen mellan organisationer variera rån handskakning (bestående av antin
f gen en eller flera transaktioner) till vertikal
integration*. De flesta relationer mellan organisationer har bestått av handskakning där de två organisationerna gör affärer, ofta över längre perioder, även om det inte finns något uttalat samarbete mellan företagen. Inom dessa handskakningsrelationer erbjuder oftast säljaren standardprodukter till standardpriser där relationen slutar när
ivå som koordinerar lite aktiviteter och planering. Detta partnerskap präglas oftast av fokus på korta perioder där endast en enhet eller funktion från varje företag är inblandat. Typ 2 partnerskap innebär att organisationerna har kommit längre än att
ven aktivit betet inte
rna ser d sig själva
t uttalat s
s det vissa saker ett företag bör tänka på vid strategisk verantörssamverkan. Först och främst krävs noggranna förberedelser och en förankring i kundföretaget så att en stabil bas finns att till belyses vikten av ett omsorgsfullt partnerval där parametrar såsom värderingar och attityder är
med genomförandet
och följer upp arbetet genom gemensamma mål och mätetal. Som ett resultat av detta
3.2.1 LEVERANTÖRSNÄTVERK
En viktig aspekt i arbetet med leverantörer är själva leverantörsnätverket, vilken
för att
optimera leverantörsbasen.
affärsutbytet slutar. I många fall skulle det vara önskvärt och lönsamt för båda parter att dock ha tätare samarbete präglat av ett mer integrerat partnerskap. Partnerskap är inte detsamma som ”joint venture*” eller strategiska allianser* där delat ägarskap företag emellan är normalt. Inte heller är det detsamma som vertikal integration där företaget äger sina leverantörer och distributionskanaler. De flesta typer av partnerskap delar någon typ av information eller operation även om det inte finns någon ideal relation som är bäst i alla situationer.
Lambert et al. (1998) påpekar även att det finns tre typer av partnerskap. Typ 1 partnerskap innebär att organisationerna ser varandra som partners på en begränsad n
bara planera och utför ä eter tillsammans även om samar förväntas vara förevigt. Denna typ av p
avdelningar från varje organisation är invol
artnerskap kräver att flera funktioner eller verade i samarbetet. Partnerskap av typ 3 innebär att båda organisatione
där en betydande del av integration finns.
en andra parten som en utökning av Dessa partnerskap har oftast inge lutdatum.
Figur 3.10 – Olika typer av partnerskap (Lambert, Stock & Ellram, 1998, s.373) Enligt Bergdahl (1996) finn
le
gå. Därefter
viktiga. För att lyckas måste sedan en styrgrupp finnas som styr bör kommunikationen gå smidigt samtidigt som problem löses smidigt och smärtfritt.
sörjningsstrategi som ligger till grund för detta samt hur företaget arbetar med
Försörjningsstrategi
Vilket leverantörsnätverk ett företag har beror på vilken försörjningsstrategi som tillämpas. Enligt Mattsson (2002) är en central frågeställning vid utformning av försörjningsstrategier huruvida företaget vill använda sig av single sourcing eller multiple sourcing. Single sourcing innebär att endast en leverantör används vid anskaffning av en specifik artikel medan multiple sourcing innebär att företaget
Hand-skakning Vertikal integration Joint Venture Typ 3 Typ 2 Typ 1 Partnerskap
kostnaden för anskaffning och på rund av detta finns andra sätt att kontrollera priser och kostnader. Vid single
attsson (2002) menar att leverantörer ofta svarar för mer än 50 % av ett tillverkande företags värdeförädling, uttryckt i inköpskostnader i förhållande till produkternas tillverkningskostnad. Ofta har företagets leverantörer i sin tur liknande relationer med sina leverantörer. Med avseende på kostnader och kvalitet blir även leverantörens leverantörer av intresse då både materialval och tillverkningssätt kan påverka kvaliteten hos företagets produkter. Detta gäller speciellt om företaget är ett
OEM nli
attsson (2002) är det i två olika sammanhang det är viktigt att beakta leverantörer
systemleverantörsstrategi där komponentleverantörerna levererar till erar delsystem till produktföretaget. Figur 3.12 använder sig av flera källor för samma artikel. Förutom dessa sourcingvarianter så finns det några andra metoder som bygger på dessa två. Mattsson (2002) menar att det enligt många anses som en tillbakagång att använda sig av multiple sourcing. En av de största anledningarna till detta är att fördelarna i form av pris och risktagande inte längre väger upp de svårigheter som uppkommer vid partnerskapsetablering. Priskonkurrensen som uppkommer vid muliple sourcing gäller oftast bara själva inköpspriset, något som bara utgör en del i total
g
sourcing är det betydligt lättare att bygga upp relationer och nätverk med leverantörer där de gemensamt kan stärka sin konkurrenskraft på marknaden. Detta är dessutom att föredra ur kvalitetssynpunkt då företaget dels kan samarbeta med leverantören vid produktutveckling men även lättare styra kvaliteten genom tätt samarbete. Genom att hålla sig till single sourcing blir det även lättare för företaget att få leveranser i tid och leveransvariationen kommer att minska. Fördelarna som multiple sourcing medför innebär oftast prisfördelar och då i första hand på standardsortiment som köps på en välutvecklad marknad där det finns många konkurrenter.
Nätverk M
-företag* som tillverkar produkter som säljs på slutkundsmarknaden. E gt M
på nivå två och lägre i leverantörsnätverket. Ett av dessa sammanhang gäller företag som tillverkar komplexa produkter vars ingående komponenter behöver reservdelar. En reservdel kan ofta vara tillverkad av en leverantörs leverantör och för att kunna ha ett långsiktigt ansvar för reservdelsförsäljningen måste företaget ha kontroll över hur dessa reservdelar tillverkas och av vem de tillverkas. Det andra sammanhanget gäller systemleverantörer där systemleveranser sker på olika delsystem, delmontage eller annan form av halvfabrikat högt upp i produktstrukturen. Figur 3.11 visar systemleverantörer som i sin tur lever
visar komponentleverantörsstrategi där komponentleverantörerna levererar komponenter direkt till produktföretaget.
Figur 3.11 & 3.12 – Systemleverantörsstrategi respektive komponentleverantörsstrategi (Mattsson, 2002, s.210)