Improvement of Value Stream Mapping and
Internal Logistics through Digitalization: A
study in the context of Industry 4.0
School of Innovation, Design and Engineering, IDT
Master Thesis 30 credits, Advanced level
Product and process development – Production and Logistics
SAHIRA SULTAN and AIDA KHODABANDEHLOO
Supervisor (company): Gustav Berglund, Suhasini Chandrasekharan
Supervisor (university): Koteshwar Chirumalla
ABSTRACT
Traditional value stream mapping (VSM) is used to identify non-value-added (NVA) activities in lean production systems. However, VSM lacks flexibility and responsiveness due to its static nature, which limits its usage in complex and flexible production environments. Furthermore, in a production system, the internal logistics and production value streams are interconnected to each other. Therefore, they face the challenges of same nature such as poor material handling, lack of flexibility and lack of responsiveness. These challenges are disseminated from poor integration of internal logistics and production value streams. The lack of flexibility in VSM is discussed in previous research works to some extent but its lack of responsiveness has not received much attention. Similarly, poor material handling and lack of flexibility of internal logistics system are discussed extensively in previous research works; however, the lack of responsiveness of internal logistics has received very little attention. Furthermore, poor integration of internal logistics and production value streams has not received any attention in the previous research works. To overcome aforementioned challenges, this thesis emphasizes on combining digital technologies (e.g., RFIDs, sensors, barcodes, simulation and intelligent interfaces) with VSM and internal logistics system. However, there is very limited research that addresses improvement potentials in VSM and internal logistics system through digitalization. Therefore, this thesis aims to fill this gap by investigating the improvement potentials of digitalization for both value stream mapping and the internal logistics. In this regard, firstly the core challenges in value stream mapping and internal logistics system are identified. As a second step, possible improvement opportunities are identified in these two areas to increase the productivity of the production system through the adoption of digitalization. A qualitative research approach is performed in data collection methods such as observations and interviews. Furthermore, an empirical study is performed to provide an overview of the current production value streams and internal logistics system at a case company. The study concludes that the combination of VSM with simulation and real time data collection is vital to increase the flexibility and responsiveness of VSM. The improved flexibility and responsiveness of VSM will make it efficient to identify non-value-added activities. It is also discussed and demonstrated that the integration of internal logistics and production value streams can be improved through implementation of digital technologies such as AGVs, RFIDs/barcodes, IoT, data analytics and intelligent algorithms in the context of Industry 4.0. The improved integration of internal logistics and production value streams can improve the productivity of the production system to a large extent.
KEYWORDS: Value Stream Mapping, VSM, Internal Logistics, Digitalization, Industry 4.0, Lean Manufacturing, Production System.
ACKNOWLEDGEMENTS
This thesis has been conducted at Mälardalen University in Eskilstuna, within the area of product and process development in production and logistics.
We are tremendously thankful to Bombardier transportation for providing us this opportunity to conduct this thesis. This thesis has given us a great chance to challenge our theoretical knowledge in practical working environment. Our deepest gratitude goes to Niclas Andersson, Suhasini Chandrasekharan and Gustav Berglund who provided us opportunity to conduct this thesis and guided us through frequent meetings, discussions and feedbacks. We would like to pay thanks to all the managers, operators and workers at the company who welcomed and helped us throughout the data collection process. We would also like to thank the participants of our interviews who provided us valuable information.
We pay huge gratitude and appreciation to our supervisor Koteshwar Chirumalla, who has been guiding and encouraging us throughout our thesis and supported us with his constructive feedback to develop and improve our thesis.
Lastly, we would like to pay a huge thanks to our friends and family who have supported us during the thesis, especially in tough and stressful moments. Without their support, we would be unable to accomplish this thesis. Thank you all!
Table of Contents
1.
Background ... 1
1.1 Problem Formulation ... 2
1.2 Purpose and research questions ... 3
1.3 Limitations ... 3
2.
Methodology ... 4
2.1 Research approach ... 4
2.2 Case company ... 5
2.3 Literature review (secondary research) ... 5
2.4 Data collection (primary research) ... 6
2.5 Data Analysis ... 7
2.6 Reliability and Validity ... 8
3.
Frame of references
... 9
3.1 Lean Production ... 9
3.1.1 Lean implementation tools ... 10
3.2 Value Stream Mapping (VSM) ... 12
3.2.1 Challenges in value stream mapping ... 13
3.3 Internal logistics system ... 14
3.3.1 Challenges in internal logistics ... 15
3.4 Industry 4.0 ... 16
3.4.1 Principles of Industry 4.0 ... 18
3.4.2 Cyber physical systems (CPS) ... 19
3.4.3 Internet of things (IoT) ... 19
3.4.4 Big Data (BD) ... 20
3.4.5 Automation ... 21
3.4.6 Augmented reality (AR) ... 21
3.4.7 Virtual reality... 23
3.4.8 Benefits of Industry 4.0 implementation in VSM ... 23
3.4.9 Benefits of Industry 4.0 implementation in internal logistics ... 25
4.
Empirical Findings ... 28
4.1 Case company’s production plant description ... 28
4.1.1 The product ... 28
4.1.2 Lean implementation in the case company ... 28
4.2 Production Value Streams... 32
4.2.1 Production assembly lines ... 32
4.3 Internal logistics System ... 34
4.3.1 Incoming area ... 35
4.3.2 Transportation ... 35
4.3.3 Raw material storages ... 37
4.3.4 Refilling ... 38
4.3.5 Consolidation area... 38
4.3.6 ERP business system in the internal logistics system (BAAN) ... 38
4.3.7 Material flow ... 39
4.3.8 Information flow ... 39
4.4 Value stream mapping ... 40
4.4.1 Value stream mapping 1 (VSM1) ... 40
4.4.2 Value stream mapping 2 (VSM2) ... 43
4.4.3 Value stream mapping 3 (VSM3) ... 45
4.5 Problem I: Automation of Screw Plates Preparation ... 47
4.5.1 Summary of extracted data ... 48
4.5.2 Data processing ... 49
4.5.3 Proposed solution I ... 49
4.5.4 Cost Calculations of proposed solution I... 50
4.5.5 Optimization of Solution I ... 51
4.5.6 Benefits and challenges of proposed solution I ... 51
4.6 Problem II: Automation of Labeling and Cover Placement ... 52
4.6.1 Extraction of required data ... 54
4.6.2 Proposed solution II ... 55
4.6.3 Cost Calculations of proposed solution ... 56
4.6.4 Benefits and challenges of proposed solution II... 57
4.7 Problem III: Automation of production order system and digital flow of material ... 57
4.7.1 Current process of production order system ... 58
4.7.2 Extraction of required data ... 59
4.7.3 Flow of material ... 60
4.7.4 Conceptual proposed solution III ... 61
4.7.5 Benefits and challenges of proposed solution III... 62
4.8 Improvement of lead times for production value streams using a robot ... 63
4.9 Attitude towards digitalization and Industry 4.0 ... 64
4.9.1 Implemented digitalization projects in the case company ... 64
4.9.2 Future visions of digitalization in the case company ... 66
4.9.3 Challenges regarding digitalization... 68
4.9.4 Attitude towards Industry 4.0 ... 68
5.
Analysis ... 70
5.1 Identified challenges in VSM and internal logistics ... 70
5.2 Implementation and effectiveness of digital technologies ... 73
5.3 Industry 4.0 implementations in VSM and internal logistics ... 75
6. Discussion ... 77
6.2 Practical implications ... 78
7.
Conclusions
... 80
7.1 Answers to research questions ... 80
7.2 Delimitations ... 81
7.3 Future research work ... 82
References ... 83
LIST OF FIGURES
Figure 1: Qualitative Research Methodology (Self-drawn) ... 4
Figure 2: Analysis process steps... 8
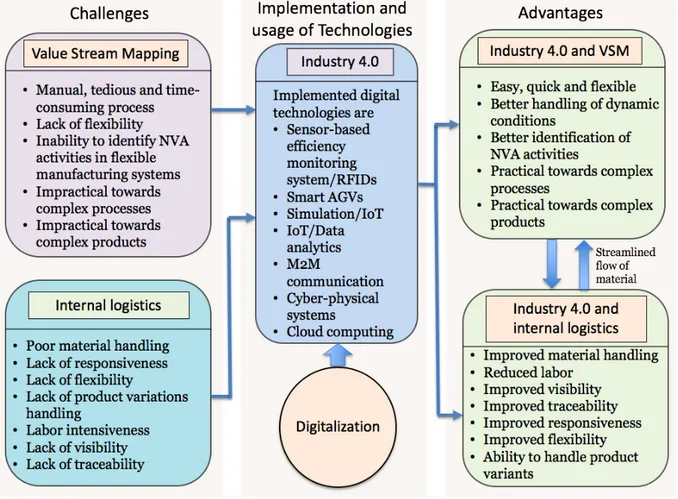
Figure 3: Summary of findings from the literature review ... 27
Figure 4: Sorting of hand tools in plant’s shop floor. ... 29
Figure 5: Trolleys with Kanban cards in plant’s shop floor ... 31
Figure 6: An example of Kanban implementation in plant’s shop floor ... 31
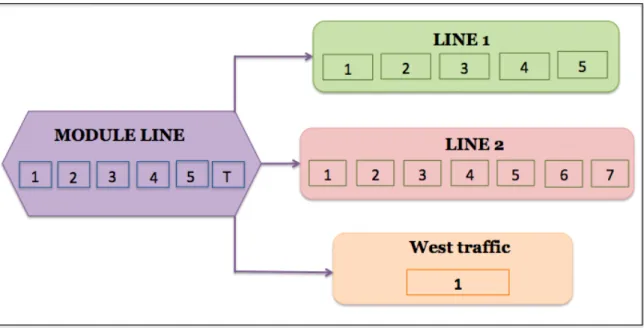
Figure 7: Overall picture of some assembly lines (module line, line 1, line 2 and west traffic) ... 33
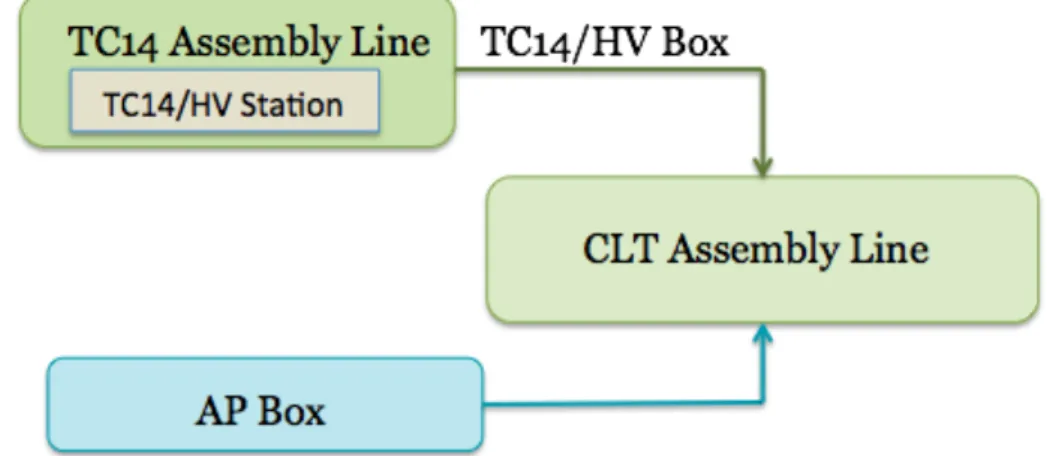
Figure 8: Simplified representation of DCHV line ... 33
Figure 9: Overall picture of CLT assembly line ... 34
Figure 10: Transportation equipment used in internal logistics system ... 36
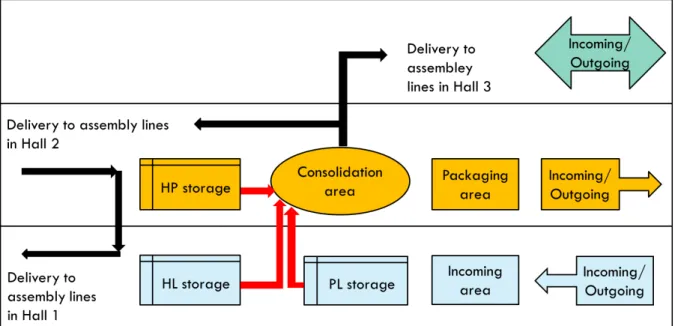
Figure 11: Overall material flow within internal logistics system ... 37
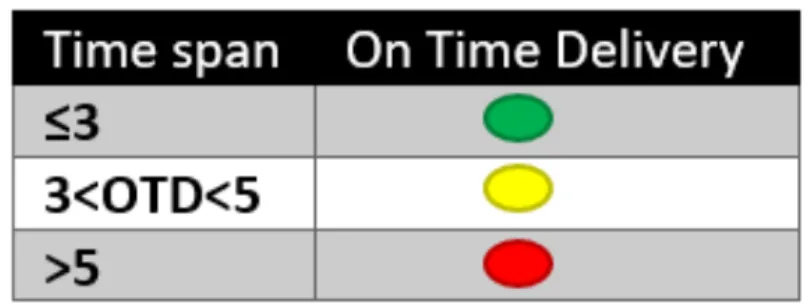
Figure 12: Status representation of on time delivery used in consolidation area... 38
Figure 13: Overall material flow between internal logistics system and production value streams.... 39
Figure 14: Overall information flow in internal logistics system ... 40
Figure 15: Value stream mapping of Module line, Line 1, Line 2 and West traffic (VSM1) ... 41
Figure 16: Value stream mapping of DCHV line (VSM2) ... 44
Figure 17: Value stream mapping of CLT line (VSM3) ... 46
Figure 18: Screw preparation plates used in plant’s shop floor ... 47
Figure 19: Robot to handle screws (Available at new.abb.com, used with permission) ... 50
Figure 20: Cover placement process is used for line 1 and line 2 in the covering area ... 53
Figure 21: Covers of the converter used in line 2 ... 53
Figure 22: Ergonomics standards ... 54
Figure 23: Summary of weights of cover plates for TALENT and AVENTRA converters ... 55
Figure 24: Recorded quality and safety issues in the covering area ... 55
Figure 25: Order placement from assembly stations and material delivery from internal logistics system ... 59
Figure 26: Number of orders placed in each hour in a month for year 2019... 60
Figure 27: Conceptual model for automation of order placement and material delivery between assembly stations and internal logistics system ... 62
Figure 28: Future visions of digitalization in the context of industry 4.0 ... 67
LIST OF TABLES
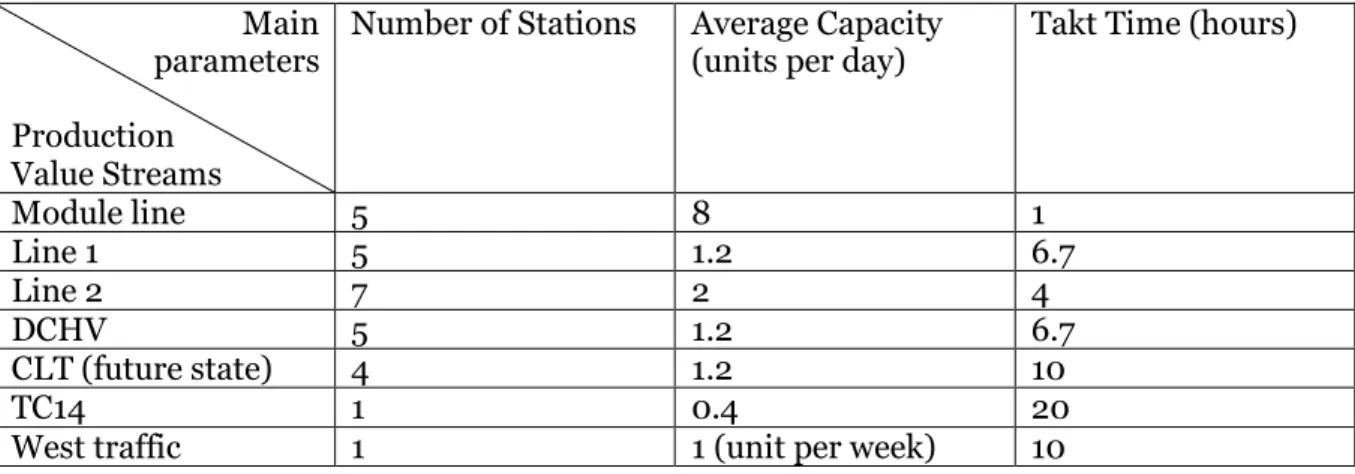
Table 1: Performed interviews ... 7Table 2: Summary of production value streams and main parameters ... 32
Table 3: Number of recorded screws for one unit of converter... 48
Table 4: Screws demand by each line in one day ... 48
Table 5: Time spent in screws preparation in each station ... 49
Table 6: Summary of assembly robot cost and return on investment ... 56
Table 7: Comparison of current and future lead times of production value streams ... 64
Abbreviations
Description
CPS
Cyber Physical Systems
IoT
Internet of things
BD
Big Data
AR
Augmented Reality
VR
Virtual Reality
LP
Lean Production
TPS
Toyota Production System
VA
Value-added activities
NVA
Non-value-added activities
JIT
Just in time
VSM
Value stream mapping
CI
Continuous Improvement
CT
Cycle time
HL
Höglager
PL
Plocklager
SK
skrymmande
HP
Hyllplock
ERP
Enterprise Resource Planning
1. Background
In recent years, the idea of digital manufacturing, smart factory and Industry 4.0 has become a focus of attention for academia and industries. The idea describes an increasing trend towards digitalization, automation and growing use of information and communication technology (ICT) in the manufacturing environment (Oesterreich & Teuteberg, 2016). The term Industry 4.0 is known as Fourth Industrial Revolution and it can be described as a shift in manufacturing environment towards an increasingly self-regulating and decentralized approaches of value creation that are enabled by concepts and technologies such as internet of things (IoT), internet of services (IoS), cyber physical systems (CPS), cloud computing and smart factories, to help industries to meet their future production requirements (Hofmann & Marco, 2017). Industry 4.0 or smart factory encompasses a variety of digital technologies that promise the development of digital and automated manufacturing equipped with digitalized value streams in the production systems (Schmidt, et al., 2015). A value stream identifies all the operations that are necessary to produce a product in a production system from the delivery of raw material from supplier to the delivery of product to the customer. It also includes the flow of material and information as well as all controlling and steering activities throughout the production process (Rother, 2010). Implementation of digital technologies in value streams and production processes are expected to improve quality of the product, increase performance and productivity of the production system and decrease the product’s time-to-market (Brettel, et al., 2014). The introduction of Industry 4.0 or smart factory concepts are pushing lean manufacturing companies to modify their traditional value streams in order to optimize their production.
Manufacturing companies have greatly accepted the benefits of lean approaches and have already transformed their production systems by implementing lean tools in their production systems (Bhamu & Sangwan, 2014; Shah & Ward, 2003). For example, systematic mapping of a value stream known as value stream mapping (VSM) is a powerful and useful tool in lean production system to progress the orientation of the stream towards an ideal waste-free value stream by introducing continuous improvement activities in the production system and add value for the customer. The VSM systematically identifies all value adding, non-value adding and supporting activities which in turn help in identifying the wastes related to production processes (Rother & Shook, 1999; Rother, 2010). The identification and elimination of wastes and non-value-added activities in the production system increase the efficiency and productivity of the production system (Bhat & Shivakumar, 2011; Bhamu, et al., 2012). Due to increasing globalization and volatility of markets, manufacturing industries are facing a higher degree of variation in customer demand. The volatility of market and varying customer demands are introducing dynamic uncertainties in the production systems. These uncertainties do not confirm with classic lean approaches that are based on consistent standardization (Christopher, 2000; Ali & Deif, 2016; ElMaraghy & ElMaraghy, 2014). As a result, an increase in the introduction of new ways of production has been caused such as flexible manufacturing systems (FMS), new approaches to inventory based on materials requirements planning (MRP), just-in-time (JIT) methods and a sustained emphasis on total quality management (TQM) (Christopher, 2005). These, modern manufacturing approaches are transforming conventional production systems towards digital production systems and the production value streams are getting more and more influenced by digital tools and modern technologies such as sensors/RFIDs (Ramadan, et al., 2012; Balaji, et al., 2020), automation (Freitas, et al., 2017; Andreasson, et al., 2015), simulation (Schmidtke, et al., 2014) and internet of things (IoT) (Balaji, et al., 2020). Digitalized value streams in production are expected to be more flexible, productive and efficient (Barreto, et al., 2017); hence increasing the performance and productivity of production systems and helping the manufacturing companies to sustain the competition in the global market.
In a production system, logistics system serves as an integral part of the system and plays a vital role in ensuring the delivery of raw material to the production operations. According to
Kovács (2016), the main goal of logistics in production is to provide material from an appropriate origin to a given destination in adequate quality and quantity, at an appropriate time, with an appropriate method and equipment at a minimal cost (Kovács, 2016). The scope of internal logistics lies within the physical boundaries of a production system (Gupta & Dutta, 1994) and it includes all the logistics activities that are necessary to ensure the delivery of raw material to the assembly stations such as internal transports, material handling and warehousing (Jonsson, 2008). Like logistics, it also establishes the flow of information along with material flow in the value streams of a production system (Liu & Sun, 2011). The responsibility of internal logistics in flexible manufacturing systems is increasing as it needs to deliver raw material of several varieties at the same time to production value steams or assembly lines in order to accommodate more variety of products (Emde & Boysen, 2012; Coelho, et al., 2018).
Management of internal logistics system becomes more and more challenging with the increasing complexity and flexibility of production systems. Internal logistics is responsible to deliver right material at the right time, to the right place, in the right quantity and right condition towards assembly lines or value streams in production (Macaulay, et al., 2015; Freitas, et al., 2017); therefore, it is more intertwined with value adding assembly tasks in the production system. The digitalized value streams in production are becoming more demanding towards the internal logistics system in the context of Industry 4.0. Therefore, internal logistics system also needs to be equipped with modern digital technologies in order to ensure a smooth and efficient flow of material towards production value streams or assembly lines. Internal logistics system not only ensures the delivery of raw material, but it also establishes the flow of information towards and from the value streams which is as important as the delivery of material in the production system. The implementation of digital technologies in internal logistics system should ensure the efficient flow of information also along the production value streams. Digitalized internal logistics system developed through the integration of logistics and digitalization (Barreto, et al., 2017) should be capable of providing an efficient delivery of raw material and information that is demanded by digitalized value streams in the context of Industry 4.0.
1.1 Problem Formulation
The efficiency of production value streams and internal logistics system affect the productivity of a production system and improvement of these areas increase the productivity of the system. In order to improve productivity of the production systems, traditional lean approaches encourage the use of VSM to identify and eliminate the wastes and non-value added (NVA) activities in the production system. But, static nature of VSM limits its application in complex production systems that are largely characterized by dynamic behavior (Balaji, et al., 2016; Lugert, et al., 2018). VSM in its static settings is unable to address dynamic behavior of a system; therefore, it cannot be used to identify wastes in complex production systems (Seth, et al., 2017; Salzman, 2002; Dal Forno, et al., 2014; Stadnicka & Litwin, 2019). Impracticality of VSM towards dynamic systems makes it inflexible and inappropriate towards flexible manufacturing systems also.
Internal logistics system and production value streams are strongly interconnected with each other and any disturbances in one process affects the other process also; therefore, an efficient synchronization of internal logistics and production value streams is necessary to improve the efficiency and productivity of the production system (Rushton, et al., 2014; Christopher, 2005; Rembold & Tanchoco, 1994). Thus, flexible production system needs an equally flexible logistics system in order to respond to dynamic customer demand and contribute to rapidly changing economics of the markets (Kovács, 2016). However, traditional internal logistics systems are facing the challenges of poor material handling, lack of flexibility and lack of responsiveness and labor intensiveness which in result affect the productivity of the whole production system (Emde & Boysen, 2012; Coelho, et al., 2018; Freitas, et al., 2017; Mandal, 2015).
With the onset of digital technologies and the concept of Industry 4.0, it is believed by many researchers (Schmidtke, et al., 2014; Ramadan, et al., 2012; Balaji, et al., 2020; Theunissen, et al., 2018) that digitalization offers the possibility to overcome the challenges in internal logistics, production value streams and value stream mapping. Through digitalization and digital technologies, VSM can be enhanced for better identification of problems (Schmidtke, et al., 2014; Uriarte, et al., 2018) and integration of production value streams and internal logistics can be improved that can result in increased efficiency and productivity of the production system (Freitas, et al., 2017; Costa, et al., 2017). However, there is very limited research that addresses improvement potentials in internal logistics flow towards production value streams in a production system in the context of industry 4.0. Also, there is a lack of research addressing improvement potentials in both value stream mapping and internal logistics system in the context of Industry 4.0. Therefore, this thesis aims to fill this gap by investigating the improvement potentials of digitalization for the value stream mapping and the internal logistics of the production system.
In order to investigate the improvement potentials of value stream mapping and internal logistics through digitalization, the following research questions with corresponding purpose of the thesis are posed.
1.2 Purpose and research questions
The purpose of this thesis is to investigate the improvement potentials of digitalization for the value stream mapping and the internal logistics of the production system. In this regard, the thesis addresses the purpose in two folds. One is identifying the core challenges in value stream mapping and internal logistics system and second is identifying possible improvement opportunities in these two areas to increase the productivity of the production system through the adoption of digitalization.
RQ1: What are the core challenges in value stream mapping and internal logistics from the perspective of productivity of production system?
RQ2: How the digital technologies can be beneficial to improve the value stream mapping and internal logistics of the production system?
RQ3: How the proposed digital solutions could be beneficial for the company in terms of cost, safety, ergonomics or quality of the system?
1.3 Limitations
This thesis considers only digitalization as a possible solution to improve VSM and internal logistics in order to reach competitiveness. Other methods of improvements such as lean approaches are not considered as options for this thesis. The case study approach is used to support the literature review. The case study is limited to one production plant only and few assembly lines of the plant are considered in this case study. The study is limited to internal logistics only and external logistics and supply chains are not considered in this case study. Some data is collected through ERP system of the production plant and other data is collected either personally or from operators of the plant. Limited number of interviews are conducted to obtain the current state of digitalization in the case company. All the business cases and proposed solutions are conceptual and limited to case company only. Physical implementations of the proposed solutions are not provided or considered in this thesis due to limited time of 20 weeks for this thesis. The mentioned costs in the empirical findings are converted into SEK. For a secondary use concept, collected data, calculations and assumptions need further validation.
2. Methodology
In this section a holistic overview on the research approach along with fulfilling the research objective is presented. In addition, the selection of case study methods, literature review approach, data collection and data analysis in the case company are explained.
2.1 Research approach
The purpose of this thesis is to investigate the improvement potentials of digitalization for the value stream mapping and the internal logistics of the production system. In this regard, the core challenges in value stream mapping and internal logistics system are first identified and secondly, possible improvement opportunities are identified in these two areas to increase the productivity of the production system through the adoption of digitalization. In addition, the proposed solutions need to be evaluated in terms of cost-effectiveness and their impacts on safety, ergonomics and quality to answer research questions mentioned earlier in section 1.2. To achieve this purpose, collecting data plays an important role in this thesis; the data can be divided into two categories 1) secondary research approach by reviewing relevant literature in the topic of interest to develop the theoretical foundation and 2) primary research approach by performing a case study using data collection methods such as interview, questionnaire and observation. In this regard, performing a case study which has a qualitative nature is essential in order to make contextual real-world knowledge about the behaviors, actions, social structures and beliefs of the specific group of people for researchers (Myers, 2019), also, to link the theories to practices. (Yin, 2014). Furthermore, the qualitative approach can provide the researchers with the details and in-depth insight into a specific concept in order to collect and analyze the data (Myers, 2019). The Figure 1 visualizes the steps which are involved in qualitative research method.
Figure 1: Qualitative Research Methodology (Self-drawn)
A case study can be defined as an effective research method that is used in different fields such as business, social sciences and education to investigate complex issues in the real world (Harrison, et al., 2017). Furthermore, the aim of conducting a case study is to improve theories, using different data collection methods in form of documents, interviews, meetings
and observations (Ridder, 2017). In this thesis, implementation of a case study plays an important role because a case study can facilitate the process of addressing the purpose of a study as well as research questions with what and how type of questions (Yin, 2009). In addition, production value streams and internal logistics system in the context of Industry 4.0 are new topics and there is limited empirical research in these areas; therefore, it is important to compare the findings of this thesis with the findings of others (Yin, 2009; Karlsson, 2010).
This case study can investigate complexity of an issue in a real setting then it can result in new development ideas and theories within the area of interest (Bell, et al., 2018). According to Yin (2009), the key advantage of a case study is to investigate research questions, using proper data collection techniques. Karlsson (2010) has stated that documents, asking detailed questions and being aware on how to analyze the data are important factors in a case study. Furthermore, Kothari (2004) has addressed that a case study can provide the research with holistic and deep insight on interactions and outcomes of specific events (Kothari, 2004).
2.2 Case company
The selected case company for this thesis is Bombardier, a global transportation company in Västerås, Sweden. It produces various types of converters depending on the type of rail and customer demand. Bombardier Transportation is a global leading organization in rail industry and sustainable mobility in more than 60 countries in the world with over 60,000 employees. It provides mobility and transport solutions to more than 500 customers all around the world. The organization covers the full spectrum of rail solutions that includes trains, monorails, sub-systems and commuter trains. It has developed the latest generation of TALENT and AVENTRA commuter trains on a modular approach.
The company has greatly accepted the benefits of lean approaches and has already transformed its production system by implementing lean tools. Due to increasing globalization and volatility of markets, global companies such as Bombardier face a higher degree of variation in customer demand which in turn need to dynamically adapt their production system to demands (Christopher, 2000; Ali & Deif, 2016; ElMaraghy & ElMaraghy, 2014). Addressing customer demands dynamically using only classic lean approaches based on consistent standardization can decrease the productivity of the production system (Christopher, 2000; Ali & Deif, 2016; ElMaraghy & ElMaraghy, 2014). Therefore, the case company in this thesis has expressed a need to find the core challenges within production value streams as well as internal logistics flow and address those challenges through digital technologies in context of industry 4.0. This stems from the fact that the case company wants to improve the productivity of the whole production system to become more competitive in the market. It is noted that in this thesis a single company has been selected to perform a case study using data collection techniques such as interviews, meetings and observations.
Bombardier was selected using three parameters:
1. The company has implemented lean approaches extensively in its production system; however, it still faces some challenges to be more flexible and competitive in the market. 2. The company is keen towards new technologies and methods to handle these challenges. 3. The case company has started to implement digitalization processes and determine some future visions for its digitalization journey.
2.3 Literature review (secondary research)
The planned literature review process in this thesis can be summarized with the following set of steps: it is started with searching articles considering research questions and appropriate key words such as “Value stream mapping 4.0”, “VSM 4.0”, “Digital Value stream mapping", “Internal logistics”, “Automation”, “Digitalization” and “Logistics 4.0” in the databases such as Scopus, ScienceDirect and Google scholar. As the second step, the abstract and conclusion
of initial collected articles are reviewed to select the relevant articles and discard irrelevant articles. Then the selected articles are read thoroughly in order to include in this thesis. These articles are further divided into four categories to streamline the comparison and analysis. These four categories are 1) Lean production 2) Value stream mapping 4.0, 3) Internal logistics system, and 4) Industry 4.0. In the meantime, important parts and points are highlighted and documented in an excel file in order to collect all similar and diverse opinions to summarize the final data. It is worth mentioning that the outcome of the literature review is a good basis to conduct the proper interview questions because the interview questions can be customized and supported based on the present literature and research requirements of the study.
2.4 Data collection (primary research)
In this study, the data was collected in the first half of the study on a daily basis from Monday to Friday between 8:00 a.m. to 16.00 p.m. The data was collected mostly by attending the production plant to have an understanding on the common issues in the production lines and logistics area. The first phase was to spend some time at the production lines and logistics area along with operators. Thus, a general view of the material flow, the production and occurred issues is established. In parallel, several interviews were conducted to investigate if the view on common issues is mutual in the organization. After understanding how the process functions, the researchers conducted value stream mapping to represent a holistic overview on the production lines, material and information flows.
During the first two weeks, the researchers spent most of their time on the production lines and logistics area to familiarize themselves with the system through talking most of the operators, some notes are collected to understand the process. The purpose was to observe the material and information flows from upstream to downstream but not in a structured order, i.e. covering from entering raw material line to the exiting finished product. At the same time, the operators’ movements are observed, to obtain a preliminary insight of the process of working to identify waste times, and in turn, discuss initial possible improvements. However, the researchers spent more time to observe and analyze the operators’ and process behavior around the possible bottlenecks to refine their initial findings, elaborate/justify the preliminary identified solutions and along with identify more possible solutions. In this regard, the supervisors were also consulted in order to take into consideration their feedback to refine the findings. This process has been iterated a few times to conclude the best output. It is worth mentioning, observations were also done with eyes to gain insight about the production value streams and internal logistics flow. In addition, various meetings and some daily discussion were performed at company with the employees and the industrial supervisors.
Interviews, meetings, observations and documents are the data collection techniques used in this case study. For instance, unstructured interviews were conducted with about 12 operators who work at the shop floor that lasted approximately 20 minutes per station and the findings were recorded by note-taking at the same day. Moreover, semi-structured interviews were conducted with managers and engineers who work in different areas such as industrialization, production, logistics, planning, quality and safety as illustrated in Table 1. The interview results on interviews are transcribed and documented for data analysis. Semi-structured interview is defined as a flexible dialog between researcher and participants using follow up questions and comments. In this study, the semi structured interview has been identified as a powerful tool to collect data on the reasoning that it provides the researchers to collect open ended data from key staff who has personal experiences in order to understand their thoughts, feelings, experiences and perspectives about the topic of interest as well as delving deeply into details and sometimes sensitive or personal issues. There are different ways to conduct semi structured interview e.g. face to face, individual, groups, telephone, email, and in-depth; each one has its own pros and cons. However, the focus of this study is using the most common interview approaches such as face to face, individual and in-depth interviews (DeJonckeere & Vaughn, 2019). In order to conduct an effective
interview, the scope of the study and research questions should be defined. Furthermore, the potential of available people for interview should be recognized to ensure that the selected informants have a good knowledge and experience in the discussed topic (Whiting, 2008). The researchers conducted several interviews until they could find the answers to the defined research questions in this study.
Current title Running time (min) Discussed topic
Industrialization
manager 40 Production system method Automation
Digitalization and Industry 4.0
Future visions Business improvements
experts 30 ERP system Production system method
Digitalization and Industry 4.0
Future visions Production and logistics
group engineers 60 Digitalization and Industry 4.0
Automation Integration
Production system method
Relation between
production and logistics system
Future visions
Planning manager 90 Current planning procedure
Digitalization Data management Integration
Future visions
Quality manager 60 Procedure of recording
quality issues Digitalization
Warehouse manager 10 Current Material flow
Production line leader 20 Potential improvements
areas
Table 1: Performed interviews
2.5 Data Analysis
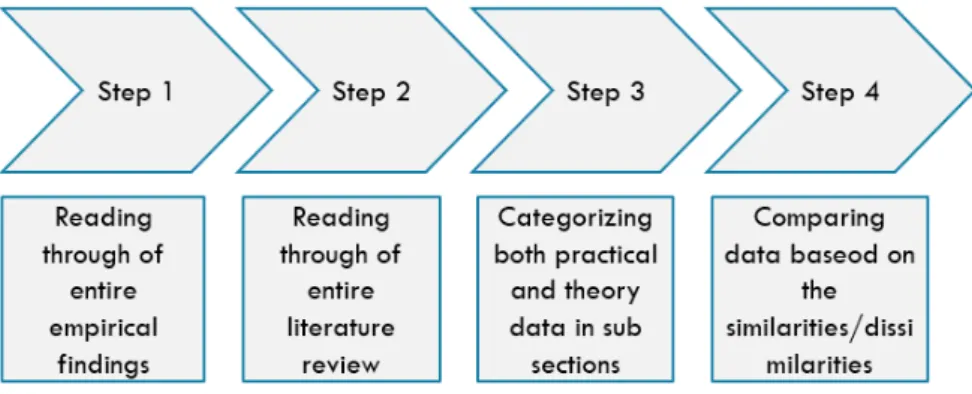
The collected data in empirical findings through observations, interviews, meetings as well as the collected data in literature review which are limited to the research scope are read and categorized in order to answer the research questions. In addition, the similar and opposite opinions in the empirical findings and condensed data in literature are compared to eventually analyze the results. It is noted that the analysis section is categorized in three sub sections namely (i) Identified challenges in VSM and internal logistics, (ii) Implementation and effectiveness of digital technologies and (iii) Industry 4.0 implementations in VSM and internal logistics. At the end, based upon theoretical implications and empirical findings, a guideline that are comprised of questions is presented in the form of table. These questions can be asked at every decision stage of a problem and solution identification to analyze the solution in a critical way. This guideline can help the company to identify a problem and solve the problem within practical industrial constraints. The analysis process steps are demonstrated in Figure 2.
Figure 2: Analysis process steps
2.6 Reliability and Validity
Reliability and Validity are two important factors to evaluate the quality of research (Thornhill, et al., 2009). Connell, et al. (2018) and Yin (2009) state that the research quality should be analyzed in terms of reliability and validity to assess the credibility of supporting claims used in the research based on convincing evidence (Connell, et al., 2018; Yin, 2009). Validity is a vital factor to ensure that the right measurements are performed, and the right tool is applied for the right task. It is worth mentioning that a high validity needs a high reliability, however a high reliability essentially does not need a high validity, therefore the reliability can be considered as prerequisites for validity (Kothari, 2004). In general, the quality of a research can be addressed and evaluated by four criteria’s namely construct validity, external validity, internal validity and reliability (Yin, 2009).
Construct validity is to assure that right tools are utilized for intended measures and it can be achieved by triangulation (Yin & Davis, 2007). Triangulation refers to the use of multiple data sources and/or methods in a qualitative research to build a comprehensive understanding of a phenomenon and along with verify the validity via the convergence of information from multiple data sources (Patton, 1999). Triangulation is used in this thesis by comparing and verifying the various data collection methods used in this research such as observations, interviews, and meetings with reviewed literature. It is noted that high construct validity can be achieved by finding convergence from different data resources (Voss, et al., 2002).
However, Voss, et al., (2002) and Yin & Davis (2007) state that external validity indicates that the result of a research can be generalized and found by other research methods or case studies (Voss, et al., 2002). The external validity in this thesis is done by performing an empirical study including data collection from multiple sources and comparing the empirical findings of this thesis with the findings of reviewed literature. It is however noted that the research in this study is based on one single case study which provides the opportunity of more detailed observations and analyses of data (Yin & Davis, 2007); however, the risk is that the outcome of the study cannot easily be generalized (Voss, et al., 2002). Nevertheless, there are similarities between the findings of this thesis and the findings in reviewed literature. Also, the current reviewed literature supports the empirical findings of this thesis, and therefore, the external validity of this case study is increased.
Furthermore, once the findings of a research correspond with the findings of a theoretical framework, the internal validity can be achieved. Gagnon (2010) state that triangulation can be used to achieve the internal validity. In this thesis, triangulation is used by interviewing different engineers and managers in the case company to compare their answers. The daily
presence of the researchers in the company provide them with the opportunity to be in contact with different employees to iteratively verify and confirm the collected data.
Reliability can be defined as the quality and accuracy of a measure which shows if a research is repeated under the same conditions, the same result is derived again (Batterham & George, 2000). In this thesis, the research methods and findings in the case study are documented to provide the possibility of conducting similar case studies which can support confirming the reliability.
3. Frame of references
The following section demonstrates the current view of the research area in lean production as well as challenges in value stream mapping and internal logistics system. Also, Industry 4.0 including its principles, technologies and benefits in value stream mapping, production value streams and internal logistics system are included in the following sections.
3.1 Lean Production
The concepts of lean production are directly descended from Japanese industries especially from Toyota motor company and the term Lean Production (LP) is frequently used as a proxy for Toyota Production System (TPS). Japanese manufacturers, after the second world war realized that they could not afford the massive investment required to rebuild devastated facilities. Therefore, they tried to develop less resource-hungry ways in production. Toyota production system is one perfect example of these developments that produced a greater and growing variety of automobiles with lesser inventory, human effort, investment, and defects. The manufacturers of Toyota gained a competitive edge by reducing cost and improving productivity and quality which led to the wide acceptance of competitiveness of TPS all over the world (Liker, 2004). Moreover, in order to cope with severe competition for TPS all around the world and improve overall productivity of manufacturing industries, ergonomics and safety play vital roles (Colim, et al., 2019). According to Elbert (2012) and Liker (2004), three important types of wastes within lean principles are non-value-added activities (muda), overburdening people or equipment (muri) and unevenness flow of work (mura) which overburdening people or equipment (muri) is related to ergonomics issues and force operators or equipment to perform beyond their limit which is resulted in quality and safety problems (Elbert, 2012; Liker, 2004).
On one hand, ergonomics criteria can be used in an efficient way by lean experts. For instance, the workplace can be redesigned with respect to capabilities of operators to reduce ergonomics risk (Jazani, et al., 2017; Colim, et al., 2019). On the other hand, ergonomics experts can use lean approaches in manufacturing industries to improve the ergonomics and productivity of operators and the system by eliminating the waste of overburdening people or equipment (muri) e.g. unnecessary motion and lifting the heavy objects (Jazani, et al., 2017; Colim, et al., 2019).
TPS is evolved from Taiichi Ohno’s experiments and initiatives over three decades at Toyota Motor Company (Ohno, 1988) and it is built on two main pillars which are largely known as Just-in-Time (JIT) and Automation (Ohno, 1988; Liker, 2004). JIT aims at producing the right quantity of the requisite product at the right time while taking the unnecessary stocks out of the production system. Whereas, the introduction of automation or Jidoka helps the production system in improving the quality of the product. With the success of TPS, manufacturing industries have widely accepted the philosophy of TPS, and it led to the foundation of an extensively recognized term Lean Production (LP).
The concept of LP formally appeared in the article ‘Triumph of the lean production system’ (Krafcik, 1988), but it got popularity through the book “The Machine That Changed the World” by Womack and Jones in the year 1990 (Womack, et al., 1990). LP can be generally
described from two points of view, i.e. either from a philosophical perspective (Liker, 2004) or a practical perspective (Womack & Jones, 1996). According to Liker (1996), LP is a philosophy, when implemented reduces the time from order placement to the delivery of the product to the customer through the elimination of sources of waste in the production flow (Liker, 2004). From a practical perspective, LP can be defined as an alternative integrated production model because it combines distinctive tools, methods, and strategies in product development, supply management, and operations management into a coherent whole (Womack & Jones, 1996).
Womack et al. (1990, p. 13) define Lean in terms of its outcomes: “it uses less of everything – half the human effort in the factory, half the manufacturing space, half the investment in tools, half the engineering hours to develop a new product in half the time” (Womack, et al., 1990). There are various definitions of LP in literature, however, it is widely accepted as a waste reduction technique to maximize the value of the product. The value of the product or a service is perceived by the customer and the flow of production is made in-line with the customer’s pull. Also, in striving towards perfection, continuous improvements are made in order to eliminate waste by sorting out the Value-added activities (VA) and non-value added (NVA) activities in the production process. According to Liker (2004), any activity that does not add value to the product is non-value-added activity and should be considered as a waste. The NVA activities stem from various sources which are transportation, inventory, unnecessary movement, waiting, overproduction, unnecessary processing, unused employee creativity and defects (Liker, 2004). The NVA activities become a crucial hurdle for VA activities in the production process and successful implementation of LP help in reducing the NVA wastes in the process.
Various quantitative and qualitative benefits of lean implementation have been documented by academics in the last three decades. Numerous quantitative benefits of lean implementation are improvement in production lead-time, processing time, cycle time, set-up time, inventory, defects and scrap, and overall equipment effectiveness whereas, several qualitative benefits include improved employee morale, effective communication, job satisfaction, standardized housekeeping, team decision-making, etc. (Bhamu & Sangwan, 2014). Shah and Ward (2003) identified 22 elements for lean implementation and classified these into four categories which are just in time (JIT), total productive maintenance (TPM), total quality management (TQM), and human resource management (HRM) (Shah & Ward, 2003). Also, the authors have studied the relation among LP and its associated terminologies in 2007. According to them, LP is not a singular concept; rather it is the combination of all waste elimination elements and continuous improvement components. The term JIT is interchangeably used with LP but practically JIT is encompassed in lean production among other principles (Shah & Ward, 2007). Therefore, this research study uses the term LP throughout the study and considers that JIT principles are already included in LP. Moreover, this study only addresses the lean implementation tools which are categorized as JIT by Shah & Ward (2003) (Shah & Ward, 2003).
3.1.1 Lean implementation tools
This section summarizes a brief description of the tools that are necessary to implement lean approaches in a production system.
3.1.1.1 Pull System with One-piece flow
Pull system in a production system is designed according to the customer demand; customer is placed at downstream and when he needs the product, he ‘pulls’ it from the production. The space created is then continuously refilled or replenished in the production system. A well-designed pull system moves the product in a very small batches; approaching towards one-piece flow wherever it is possible. The processes in the system are paced by takt time, replenishment is signaled by a Kanban signal and the quantity and mix of products are
levelled over time (Sundar, et al., 2014). One-piece flow refers to the concept of producing only one part at a time and items needed for that are moved immediately from one process step to the other without stagnation in the production system or production cell. Factors such as sequencing, setup time and make-to-order policy are considered when scheduling is planned in one-piece flow production system. This whole process creates a continuous flow in the system pulling each item from the previous process and makes the most efficient way of production (Rother & Shook, 1999).
3.1.1.2 Takt time
Takt time is calculated based on the frequency of a part or component that is required to be produced in order to meet customers’ demand. It depends on monthly production demand; if the demand increases takt time decreases, if the demand decreases then takt time increases which means that the interval between production of two items increases or decreases. Takt time is important factor in decreasing the costs and inefficiency factors in production. For example, without calculating takt time, production will be done ahead of time and it will result in increased storage and retrieval of finished goods, premature purchasing of raw materials, premature spending on wages, missed opportunities to produce other goods and causing capital costs for excess capacity (Rahani & Al-Ashraf, 2012).
3.1.1.3 Kanban
Kanban is a subsystem of the lean production system that is used to control inventory levels, the production levels and supply of components. When the produced parts are pulled by customer, a Kanban signal is sent to production to start producing new parts. In a perfect pull system, a part is not produced or conveyed until the Kanban signal is triggered; also, the quantity of the parts to be produced should be equal to the quantity on Kanban signal. Junior and Filho (2010) have analyzed the literature related to Kanban and concluded that the original Kanban system (designed and used in TPS) is not sufficient for modern production systems. Therefore, a number of modifications in Kanban system are proposed by researchers. However, most of these modifications are still concerned with signaling in the Kanban system (Junior & Filho, 2010).
3.1.1.4 Continuous improvement/Kaizen
Kaizen: a Japanese term for continuous improvement (CI) means change for better and refers to both large and small incremental changes. It is a philosophy that strives for perfection and has sustained TPS on a daily basis. It is the process of making small incremental improvements achieving towards the goal of becoming lean by eliminating all the waste that adds cost without adding value to the product. The process of kaizen focuses on improving personnel increasing their skills to work in small groups to solve problems. The self-managing capability of groups and their ability to document, collect and analyze data to improve processes is the basis of continuous improvements. Open discussions and groups consensus before implementing any decisions is encouraged which pushes the decision or proposal making down to the workers (Liker, 2004).
The success of implementation of CI tools strongly depends on the stability of the process. The process needs to be first stabilized before implementing the tools of CI. When the process becomes stable and waste and inefficiencies in the process are publicly visible, then CI element tools can be used to determine the root cause of inefficiencies and effective countermeasures can be taken to reduce those inefficiencies (Sundar, et al., 2014). One example of implementing CI tool is to establish a process with zero inventories, which will expose wastes such as the idle time, waiting time, inventory and resource problems. Now, there exists an opportunity to eliminate these wastes, make improvements in the process and also to learn with continuous improvements (Liker, 2004).
3.1.1.5 Standardized Work
To carry out a job or task in production, standard work is referred to be the safest and most effective method to utilize the resources such as people, machines, and material in a most efficient way and it is also considered to be the basic tool for continuous improvement (Berger, 1997). According to Liker (2004), it is must to standardize a process to stabilize it before making continuous improvements. It is the necessary foundation on which the improvements of tomorrow will be made. Standardized work consists of three elements; takt time, the sequence of processes (doing things), and amount of on-hand inventory or stock needed to accomplish that standardized work. Using stable and repeatable methods will serve as the foundation of flow and pull by maintaining the predictability, regular timing, and regular output of the processes (Liker, 2004).
Standardization of work utilizes various analysis tools and result in a set of Standard Operating Procedures (SOPs). SOP contains process steps of a work, sequences of the work, cycle time, work-in-process and process control etc. SOPs represent the best possible way to do a particular job within the target time. Through SOPs, it becomes easy to control and improve the design of a work with respect to demand while slowing-down or speeding-up in the work. Reorganization of work with respect to takt time fluctuation becomes more flexible with standardized work. For example, when demand increases, we can incrementally workers can be added to the assembly line and they can be removed when demand decreases (Sundar, et al., 2014).
Standardization of work is closely related to quality assurance also and serves as a key facilitator of building in quality. Best consistency in the building process can be achieved through standardized work sheets and defects in a product can be greatly avoided by using these standards. If a defect occurs in a product, it is the best practice to go through standardized work sheet step by step to see if the standardized work has been followed or not. If standardized work sheet is followed and the error still remains, then the standardized work needs to be changed (Liker, 2004).
3.2 Value Stream Mapping (VSM)
Production system of a product is comprised at least one value stream which organizes and coordinates all the activities or processes that are required to produce a product. Value stream can be defined as the set of all the specific actions that are required to bring a specific product through the three critical management tasks of any business i.e. problem solving, information management and physical transformation (Sundar, et al., 2014). Value stream mapping (VSM) is a powerful tool to implement the principles of lean production. VSM is the process of mapping all the activities that are required to produce a product from the receiving of raw material to delivering the product to customer (Rother & Shook, 1999). It visualizes all the coordinated activities among the main players of the production system such as suppliers, manufacturers and distributors which allows to see the process in a big picture (Sundar, et al., 2014). The visualization of value stream through VSM facilitates the identification of value-added (VA) and non-value added (NVA) activities in the value stream which in turn leads towards the elimination of NVA activities in order to improve the value stream. Rother and Shook (1999) suggest mapping a value stream in its current state at shop floor level to get most of the benefits of VSM. If further plan is to make improvements in the value stream, then it is important to draw the future map of the value stream before physical implementation of the improvements (Rother & Shook, 1999). VSM indicates the inventory levels, cycle time, process time, lead time, waiting time, etc. in the flow of the process from which the cycle time serving as a bottleneck against Takt time can be sorted out. The systematic process of continuous improvement starts with the bottleneck area; the elimination or improvement of which will lead towards reduced lead time of the product. In a production system, the material needed to produce a product is delivered to respective activities, processes or stations where it is needed; therefore, more apparent flow is the flow
of material through the value stream. However, another important flow is information flow that informs every process what to make or what to do next. Lean production emphasizes the importance of information flow same as the importance of material flow and addresses those as two sides of the same coin. VSM is the only qualitative tool that provides the visualization of both material and information flows in one diagram and serves as a blueprint for lean implementation (Rother & Shook, 1999).
3.2.1 Challenges in value stream mapping
Value stream mapping (VSM) is a powerful lean tool that is used to map and develop visual representation of material and information that is flowing in a value stream of a production system. The purpose of VSM is to identify value added and non-value-added activities in a system or process. The benefits of VSM are already accepted and its applications are widely extended to many fields such as finance, automotive, healthcare, product and software development and construction industry (Kuiper, et al., 2016; Xie & Peng, 2012; Rosa & Ferreira, 2017; Sampalli, et al., 2015; Doğan & Unutulmaz, 2016; Ciarapica, et al., 2016; Ali, et al., 2015; Yu, et al., 2009). It can also be used in many parts of the businesses such as production, assembly, planning, supply chain and business strategies (Seth, et al., 2017; Parihar, et al., 2012; Tapping, 2002; Locher, 2008; De Steur, et al., 2016). Despite of its numerous benefits and advantages, there are various shortcomings and challenges while developing, analyzing and applying VSM in practical environments.
It is general thinking that development of value stream mapping is a very simple task and it needs a pen and paper, a visit or two to shop floor, collecting process data and draw the mapping on a paper; however, in reality it is very hard to capture the real picture of the problem that exists in the process (Liker & Meier, 2005). If VSM is not applied correctly, identification of waste will be compromised which will lead towards misinterpretation of the problem and eventually subverting the implementations of future improvements (Dal Forno, et al., 2014). Therefore, it is very important to first understand the basic concept of the real process, links between different processes and desired purpose of mapping to get a successful implementation of VSM (Liker & Meier, 2005).
Due to increasing globalization and volatility of markets, manufacturing industries are facing a higher degree of variation in customer demand. Due to this variation, production systems of the industries are becoming more and more flexible in order to accommodate the frequent changes made by customer. The volatility of market and varying customer demand are introducing dynamic uncertainties in the production systems. These uncertainties do not confirm with classic lean approaches that are based on consistent standardization (Christopher, 2000; Ali & Deif, 2016; ElMaraghy & ElMaraghy, 2014). VSM is a paper-based manual procedure with a limited number of observations and thus a limited level of accuracy. Being a paper and pencil method, it is a static tool (Grewal, 2008) that is based on just a snapshot. The static nature of the VSM is a big disadvantage that prevents its implementation in a system that has a dynamic behavior. Because of the static nature of VSM, it is not possible to see, map and model the dynamic behavior precisely over time. Alternatively, the average values of the aggregated data are collected to create the VSM that misleads the actual situation and misdirects the decision-makers. Also, it is possible that the unconsidered information in the manufacturing environment might contain useful clues for wastage and probable improvements that might get neglected (Balaji, et al., 2020). Since the static nature of VSM is unable to handle the dynamic behavior of the system that is characterized by uncertainties, volatility and rapid fluctuations; therefore, VSM cannot be used in rapid dynamic manufacturing environment (Lian & Landeghem, 2007; Lugert, et al., 2018; Huang, et al., 2019). Impracticality of VSM towards dynamic systems makes it inflexible and unreasonable towards flexible manufacturing systems also.
Developing the VSM for a production process is a tedious and time-consuming task, where an expert should conduct several walks in the shop-floor and need to spend more time on
analysis. Through mapping, it is also hard to identify non-value added (NVA) activities in the production systems which are flexible to accommodate large variations of products. Not all the problems can be identified by VSM because the conditions in such systems are very dynamic and VSM considers only static aspect of the system. Also, the implementation process of VSM is very time-consuming. After the identification and analysis of VSM, the systems need to stay with the problem for a long time until the solution is implemented (Stadnicka & Litwin, 2019). It is possible that it might take few months of continuous monitoring to observe the effects of changes and improvements of VSM (Hines, et al., 1998). One of the main challenges for the implementation of VSM is the complexity of the production environment resulting in the development of complex processes and production of complex products. It is agreed by many authors that VSM implementation is very difficult in complex environments (Seth, et al., 2017; Dal Forno, et al., 2014) such as automobile production where raw materials processing can involve several processes and sub-processes (Salzman, 2002). Complex processes encompass large variations in assembly times and quality problems which makes it very hard and challenging to record cycle times of the processes (Dal Forno, et al., 2014; Seth, et al., 2017). The complex process will be facilitated by a complex material flow which will also make it challenging to collect and visualize material information flow in one diagram (Huang, et al., 2019). Also, in complex processes, it is common to execute the process steps with independent, intermittent or parallel working approaches, resulting in the development of multiple value streams. It is hard to record cycle times or takt times in multiple value streams. Therefore, it is hard to decide whether one VSM should be developed or more for these value streams, as it is difficult to visualize flow, value and wastes in such streams (Seth, et al., 2017).
Product complexity also limits the implementation of VSM because complex products are assembled or produced with many systems, subsystems, and components. In case of assembled products, the assembly processes are either in series or parallel or combination of both which makes it challenging to gather data for VSM. Products which are sent to multiple locations in the assembly line are also difficult to map as they will be having different lead times for different value streams. Products with many variations will also be difficult to map as they will be having different cycle times and different processes until the end of production line. Products with shorter lifecycles need a value stream that can handle frequent changes. Static nature of VSM cannot handle such frequent changes; therefore, it is not feasible to develop VSM for these products (Seth, et al., 2017; Dal Forno, et al., 2014; Lugert, et al., 2018).
Through the analysis of above research material, it can be concluded that VSM is a manual, tedious and time-consuming process in its original settings. It lacks flexibility and unable to handle dynamic processes. It is unable to identify NVA activities in flexible manufacturing systems. It is also impractical for complex processes and complex products.
3.3 Internal logistics system
Logistics is a common word and it is considered as an essential component of supply chains of manufacturing industries. The main goal of logistics in production is to provide material from an appropriate origin to a given destination in adequate quality and quantity, at an appropriate time, with an appropriate method and equipment at a minimal cost (Kovács, 2016). In the beginning, logistics has been mainly connected with only two functions which are transport and warehousing. However, Rushton et al. (2014) emphasizes that the core tasks of the modern logistics system are warehousing, inventory, packaging, information flows, transport, systematic planning and at the same time respecting constraints of appropriate costs (Rushton, et al., 2014). In a manufacturing process, the production system and logistics system are equally correlated partners; and according to Adamczak et al. (2016), logistics and production are connected through mutual supports and relations towards the market (Adamczak, et al., 2016).