Akademin för Innovation, Design och Teknik
LäppeStällaren AB
Avbarkningsmaskin för småskalig
sågverksamhet
Examensarbete, Produktutveckling - konstruktion
15 högskolepoäng, C-nivå
Produkt- och Processutveckling
Högskoleingenjörsprogrammet Innovation & Produktdesign
Niklas Wall
Uppdragsgivare: LäppeStällaren AB Handledare (företag): Fredrik Malmberg Handledare (högskola): Ragnar Tengstrand Examinator: Rolf Lövgren
Sammanfattning
LäppeStällaren AB är ett företag som tillverkar och säljer produkter inom sågverksamheten. När jag kontaktade Fredrik Malmberg på företaget, angående att göra examensarbetet hos dem, så hade han en projektuppgift som jag kunde få ta mig an. Det var idén till en maskin som skulle kunna barka av stockar innan de går vidare till sågning. Den skulle vara anpassad för den småskaliga sågverksamheten, då denna typ av utrustning inte varit ett alternativ för dessa, på grund av för höga priser.
Huvudproblemet som jag behandlat i denna rapport är att utifrån LäppeStällaren AB:s utgångsmaterial, ta fram ett koncept för hur en avbarkningsmaskin för småskalig
sågverksamhet, ska se och fungera. Till min hjälp har jag under arbetets gång använt mig av flera olika produktutvecklingsverktyg. Dessa har hjälpt mig att strukturera upp mitt arbete och föra det framåt på ett sådant sätt att kvaliteten fastställts. Flera olika konceptförslag visas upp. Slutresultatet redovisas i form av den här rapporten och en CAD-modell.
Innehåll
SAMMANFATTNING ... 2 INNEHÅLL ... 3 1. INLEDNING ... 5 2. SYFTE OCH MÅL ... 5 3. PROJEKTDIREKTIV ... 6 4. PROBLEMFORMULERING ... 7 5. PROJEKTAVGRÄNSNINGAR ... 86. TEORETISK BAKGRUND OCH LÖSNINGSMETODER ... 9
6.1PROJEKTSTART ... 9 6.2FUNKTIONSANALYS ... 9 6.3KRAVSPECIFIKATION ... 10 6.4QFD ... 10 6.5KONCEPTGENERERING ... 12 6.5.1 Processflöde ... 12 6.5.2 Brainstorming ... 12 6.6KONCEPTUTVÄRDERING ... 12 6.7FMEA ... 13 6.8CAD-MODELLERING ... 14 7. TILLÄMPAD LÖSNINGSMETODIK ... 15 7.1FUNKTIONSANALYS ... 15 7.2KRAVSPECIFIKATION ... 16 7.3QFD ... 16 7.4KONCEPTGENERERING ... 18 7.4.1 Processflöde ... 18
7.4.2 Konceptgenerering och brainstorming ... 21
7.4.3 Koncepten ... 22 7.5KONCEPTUTVÄRDERING ... 28 7.6KONCEPTVAL ... 28 7.6.1 Slutligt koncept ... 29 7.7FMEA ... 29 7.7.1 Slutsats av FMEA ... 30 7.8CAD-MODELLERING ... 30 8. RESULTAT ... 31 9. ANALYS ... 36
10. SLUTSATSER OCH REKOMMENDATIONER ... 38
10.1SLUTSATSER AV KONCEPTET ... 38 10.1.1SLUTSATSER AV PROJEKTET ... 38 10.2REKOMMENDATIONER ... 38 11. REFERENSER ... 39 11.1LITTERATURKÄLLOR ... 39 11.2ELEKTRONISKA KÄLLOR... 39 11.3PERSONER ... 39 12. BILAGOR ... 40
Figurförteckning
Figur Sida Källa
1. Utgångskoncept 6 Niklas Wall/Fredrik Malmberg
2. Utgångskoncept 6 Niklas Wall/Fredrik Malmberg
3. Funktionsanalys 10 Niklas Wall
4. QFD-analys 11 Niklas Wall
5. Pughs matris 13 Niklas Wall
6. Processflöde steg 1 18 Niklas Wall
7. Processflöde steg 2 19 Niklas Wall
8. Processflöde steg 3 19 Niklas Wall
9. Processflöde steg 4 20 Niklas Wall
10. Processflöde steg 5 20 Niklas Wall
11. Processflöde steg 6 21 Niklas Wall
12. Koncept 1 22 Niklas Wall
13. Koncept 2 23 Niklas Wall
14. Koncept 3 23 Niklas Wall
15. Koncept 4 24 Niklas Wall
16. Koncept 5 25 Niklas Wall
17. Koncept 6 25 Niklas Wall
18. Koncept 7 26 Niklas Wall
19. Koncept 8 26 Niklas Wall
20. Koncept 9 27 Niklas Wall
21. Koncept 10 27 Niklas Wall
Bilder på färdig konceptmodell 31-35 Niklas Wall
Bra att veta
Förklaringar
När jag refererar till Fredrik, så menas Fredrik Malmberg, min handledare och uppdragsgivare på LäppeStällaren AB.
1. Inledning
Den här rapporten beskriver mitt examensarbete på C-nivå, högskoleingenjör. Inriktningen är industriell design. Arbetet har jag gjort tillsammans med LäppeStällaren AB.
LäppeStällaren är ett företag som är beläget i en liten ort i Södermanland som heter Läppe. De utvecklar, tillverkar och säljer maskiner och utrustning, för den småskaliga och mellanstora sågverksamheten.
Bakgrunden till företagets namn är en produkt som de rönte stora framgångar med. Den heter just LäppeStällaren och är en måttställare för sågbänkar.
Konceptet till den produkt som jag ska ta fram är unik, eftersom det inte finns något liknande på den europeiska marknaden idag. Avbarkningsmaskiner finns inom storskaliga sågverk, men det unika är att denna är tänkt att säljas till småskaliga sågverk. Detta ställer speciella krav på produkten. De existerande maskinerna är mycket dyra, varför de inte är ett alternativ i den lilla skalan.
Rapporten kommer avhandla mitt arbete med att ta fram ett koncept som ska kunna lösa uppgiften, och även uppfylla de krav som finns.
2. Syfte och mål
Syftet med mitt arbete i det här projektet, är att utifrån LäppeStällaren AB:s befintliga idé, ta fram ett koncept för hur en avbarkningsmaskin, för småskalig sågverksamhet skulle kunna fungera och vara utformad.
Eftersom produkten är tänkt att säljas till småskaliga sågverk, så finns vissa krav som måste uppfyllas. Bland annat så ska priset för slutprodukten ligga på en sådan nivå, att det
småskaliga sågverket ska ha råd med den. Detta uppnås genom att konstruktionen görs så enkel som möjligt. Den ska heller inte kräva så mycket underhåll. Design/färgsättning ska passa in med LäppeStällaren AB:s övriga produkter.
3. Projektdirektiv
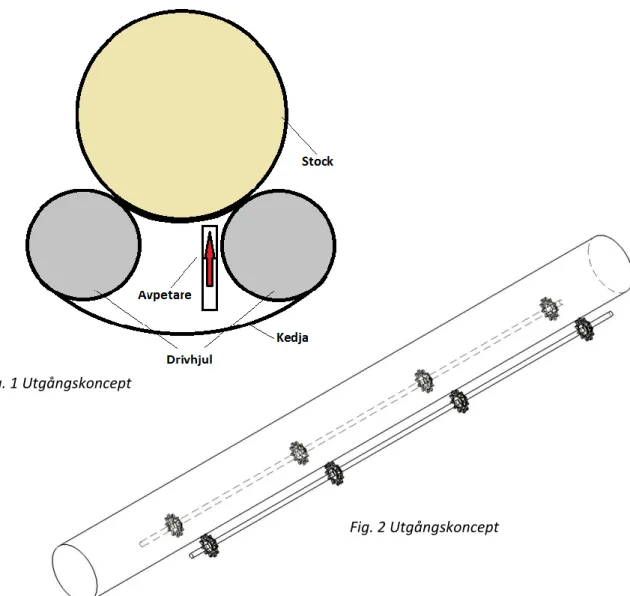
När jag fick det här projektet av Fredrik Malmberg på LäppeStällaren AB, så hade han redan en grundidé om hur en sådan avbarkningsmaskin skulle kunna se ut. Det är utifrån den idén som jag utvecklar vidare.
LäppeStällaren AB har som idé att aldrig använda sig av hydraulik (oljetryck) eller pneumatik (lufttryck), då dessa system lätt krånglar, och även kräver visst underhåll. Maskinen ska kunna stå i ett helt ouppvärmt utrymme. Detta skulle innebära att den fukt som bildas i pneumatiska system, skulle frysa och troligtvis förstöra vissa komponenter. Hydraulikens olja kräver byte i jämna intervaller.
Istället satsar LäppeStällaren enbart på elektriska lösningar. Samma sak gäller då för mitt koncept. Så detta får jag anpassa mig efter i mitt arbete.
Innan projektets start bestämdes även att någon form av vinkelslip ska användas som fräsverktyg. På denna monteras en hovfräs, ett mycket grovt skärande frässtål. Maskinens sammanhållande struktur ska bestå av standardbalkar. Dessa ska svetsas, alternativt skruvas ihop.
Fig. 1 Utgångskoncept
4. Problemformulering
Problemformuleringen väljer jag att beskriva i form av den kravspecifikation som jag fått av LäppeStällaren AB. Fullständig kravspecifikation finns som bilaga 3.
Det här projektet går ut på att ta fram en avbarkningsmaskin som: Är användarvänlig
Är säker för brukaren
Kan placeras in som en modul, i ett redan befintligt sågverk utan större modifieringar. Har en lagom avancerad funktion, så att kunden själv kan reparera och serva.
Kräver ingen, eller väldigt lite service.
Har komponenter som tillåter att maskinen kan förvaras i utrymme där yttertemperatur råder.
Syns att den kommer från LäppeStällaren AB, genom färgsättning och dekaler. Känns modern
Är attraktiv prismässigt för den småskaliga sågverksamheten, genom att jag väljer de lösningar och tillverkningsmetoder som är mest prisvärda.
Kan tillverkas, till större delen av LäppeStällaren AB, vilket innebär att:
o Produkten varken får innehålla hydrauliska eller pneumatiska lösningar. o All motorkraft ska vara elektrisk.
För att belysa vilka delar av maskinen jag bör inrikta mig på under mitt arbete, så kan man ställa sig följande frågor som beskriver problematiken:
Hur ska drivningen av rotationen fungera? Hur ska kedjan spännas?
Hur ska fräsens längsgående rörelse fungera? Hur ska fräsen läggas an mot/lyftas från stocken? Dessa frågeställningar förklaras närmare under kapitel 7.4.
5. Projektavgränsningar
Examensarbetet är på 15 högskolepoäng, vilket motsvarar 10 veckors arbete. Därför kommer avgränsningar göras för att passa in i den tidsramen. Dessa avgränsningar beskrivs i detta kapitel.
Slutprodukten kommer bli en 3D-modell i CAD. För en så pass avancerad produkt så är det inte aktuellt med en fysisk modell. CAD-modellen beskriver funktionen fullgott. Ingen kalkyl över kostnader kommer att göras, trots kravet att maskinen ska ha en
prisbild som passar den småskaliga sågverksamheten. Istället kommer Fredrik Malmberg att göra bedömningen om detta är uppfyllt.
Jag kommer inte att gå djupare in på vilka motorer, styrsystem eller liknande som ska användas. Dessa kommer dock ingå i min CAD-modell, fast bara i demonstrativt syfte. Maskinen kommer formges ganska sparsamt, då det kan anses som överflödigt för en
sådan här produkt. Istället kommer vikten ligga på färgsättningen, och att den ska passa in i LäppeStällaren AB:s profil.
6. Teoretisk bakgrund och lösningsmetoder
Här beskrivs i teorin hur problemet kommer att lösas, samt vilka processteg och verktyg som jag kommer använda mig av.
6.1 Projektstart
För att i initialskedet snabbt och effektivt kunna få en uppfattning om vad projektet går ut på, och vilka problem man ställs inför, så är det klokt att hålla ett möte med uppdragsgivaren. Det handlar om att man skapar en överblick över de förutsättningar och målsättningar som finns med projektet. På ett sådant möte går man igenom och radar upp de krav som
uppdragsgivaren har på slutprodukten. Detta görs även för att arbetet sedan ska kunna bedrivas så effektivt som möjligt, utan missförstånd som kan leda till att saker måste omarbetas i efterhand, med tidsförlust som följd.
I mitt fall var detta steg av extra vikt, då jag hade relativt långt till företaget, så jag kunde inte sitta och pendla emellan. Så det var viktigt att räta ut alla frågetecken på en gång.
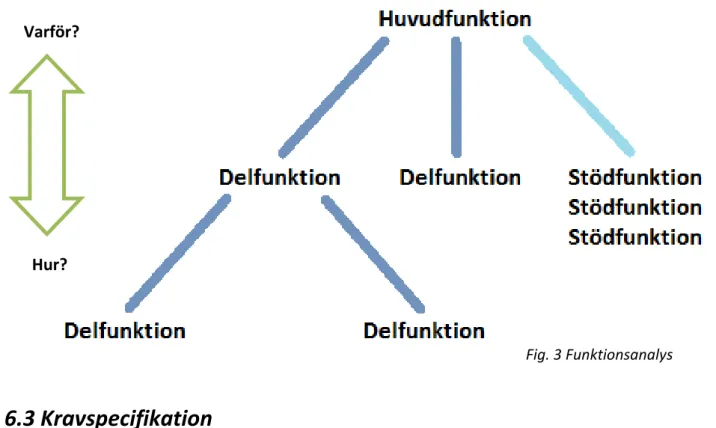
6.2 Funktionsanalys
När man ska ta fram en ny produkt, så vill man verkligen klargöra vilka dess funktioner ska vara. Detta för att det inte ska vara några tvivel om vad det är man vill uppnå med produkten. Ett mycket användbart verktyg för detta är funktionsanalysen. Då delar man upp funktionerna i olika nivåer. Man utgår från produktens huvudfunktion, för att sedan i nivån under fråga sig hur denna ska uppnås. Det leder till ett antal delfunktioner, och under dessa tillkommer i sin tur sedan flera delfunktioner, när man frågar sig hur de ska uppnås. Stödfunktionerna påverkar inte huvudfunktionen, men de kan klassas som önskvärda för att produkten ska kunna uppnå de ställda kraven.1
6.3 Kravspecifikation
För att skapa sig en grundläggande överblick över problemet som ska lösas, så är en kravspecifikation ett värdefullt verktyg. Här radar man upp de krav som marknaden kan tänkas ha på en tänkt produkt. Detta gör att man får en vid uppfattning om förutsättningarna och målsättningarna för produkten. Man utgår från vilka möjligheter som marknaden
erbjuder, och definierar kraven på ett sådant sätt att dessa uppfylls. Man tar även hänsyn till konkurrerande produkter, och ställer kraven på sin egen så att den särskiljer sig från dessa, vad gäller funktioner, formspråk och ergonomi med mera. Men man får ofta tänka större än att marknadens krav ska uppfyllas. Det kan till exempel vara så att vissa krav ställs för att logistiken ska kunna skötas på ett smidigt sätt, och då blir det en helt annan typ av krav. Det är dock viktigt att man inte preciserar kraven för snävt, vilket kan leda till mindre frihet vid konceptgenereringen.
Antingen kan man som produktutvecklare få dessa krav genom att man gör
marknadsundersökningar, som beskrivits, eller så får man kraven "serverade" direkt från uppdragsgivaren. I mitt fall så kommer kraven från min uppdragsgivare, LäppeStällaren. Kravspecifikationen kan sedan användas som mål för designarbetet.2
6.4 QFD
QFD är en förkortning av Quality Function Deployment. Det är ett verktyg som hjälper en att göra om marknadskrav eller krav från uppdragsgivaren, som ofta är ganska ogreppbara, till mer konkreta och mätbara produktegenskaper. Målvärden sätts för produktegenskaperna, för att de så bra som möjligt ska tillfredsställa kraven. Mellan kraven och egenskaperna får man sedan fram ett samband, som visar på vilka egenskaper man bör lägga störst vikt vid, för att tillfredsställa kundens eller uppdragsgivarens behov på bästa sätt. Verktyget används även för
2 Österlin, K. (2003) Design i fokus för produktutveckling. Liber AB. Varför?
Hur?
att jämföra den egna produkten mot konkurrenter eller sina gamla produkter.3 Jag kommer dock inte att ta med just den delen av QFD-analysen, då inga konkurrerande produkter existerar på den tänkta marknaden.
Det är inte ovanligt att företag lägger ner upp till en tredjedel av den totala projekttiden på QFD. Anledningen till det är, att all tid som spenderas med QFD sparar tid senare i projektet. Det ger inte bara en ökad förståelse för problemet, utan lägger också en värdefull grund för konceptgenereringen senare.4
Kraven i min QFD-analys kommer från min handledare, Fredrik Malmberg. Det är krav som han vet att vi måste ta hänsyn till för att kunna sälja till det aktuella marknadssegmentet.
3
Andersson, R. (1991) QFD- Ett system för effektivare produktframtagning. Studentlitteratur 4 Ullman, D.G. (2010) The mechanical design process. McGraw-Hill Book Co.
6.5 Konceptgenerering
Under konceptgenereringen kommer de olika koncepten att tas fram.
6.5.1 Processflöde
Här kommer jag förklara vilka olika grundläggande moment som maskinen ska utföra, i kronologisk ordning. Dessa ska inte påverkas av mina koncept. Problemet blir att ta fram en modell för hur dessa processteg ska kunna genomföras på bästa sätt.
6.5.2 Brainstorming
För att så många idéer som möjligt ska komma fram i ljuset, så kan man göra något som kallas brainstorming. Det innebär att man verkligen tömmer sitt huvud på idéer, vilket också hörs på namnet. Ett sätt att göra detta, är att inrikta sig på olika delar och funktioner av produkten, som man vill söka lösningar för. Sedan skriver man ner precis allt som man kommer på, utan att först censurera det i huvudet. Alla idéer, både bra och dåliga ska skrivas med. Ju fler idéer som man har att välja bland, desto större chans att man kan skrapa ihop en bra lösning från alla dessa. Jag kommer jobba på så sätt, att jag istället för att skriva ner mina idéer, istället skissar på olika lösningar.
För att belysa vilka delar av maskinen jag bör inrikta mig på under brainstormingen, så kan man ställa sig följande frågor som beskriver problematiken:
Hur ska drivningen av rotationen fungera? Hur ska kedjan spännas?
Hur ska fräsens längsgående rörelse fungera? Hur ska fräsen läggas an mot/lyftas från stocken?
6.6 Konceptutvärdering
För att ta reda på vilka koncept som är bäst, så använder jag ett verktyg som kallas Pughs värderingsmatris. Med hjälp av den, så jämför man de framtagna koncepten mot varandra. Ett koncept får tjäna som referens. Ofta är denna referens det koncept som antas vara den bästa. Sedan utvärderas hur de andra koncepten uppfyller kraven i jämförelse med referensen. Detta görs genom referenstalen +1, 0 och -1. Uppfyller ett koncept kravet bättre än referensen, så sätter man +1. Är det ungefär samma uppfyllnadsgrad, så sätts 0. Uppfylls kravet sämre så sätter man -1. Allt detta summeras sedan, och om ett koncepts slutsumma hamnar på plus, så innebär det att konceptet är bättre än referensen. Hamnar summan på minus, så är konceptet sämre än referensen. På så sätt så kan man fastställa vilket koncept som är det bästa.5
6.7 FMEA
FMEA är en förkortning, och står för Failure Modes and Effect Analysis. Det är ett
produktutvecklingsverktyg, som kan beskrivas som en systematisk metod för att identifiera och förebygga problem, med en produkt eller en process, innan de hinner uppstå. Detta är ett mycket viktigt steg att gå igenom noggrant. Här finns mycket pengar att spara i ett projekt, eftersom man löser problemen i teorin, och inte när de uppstår i ett skarpt läge. Följden av det är att man slipper reparationer eller att designa om produkten.6
Man identifierar möjliga feltyper, dess effekter och orsaker. Dessa värderas utifrån deras felintensitet (Po), allvarlighetsgrad (S) och upptäcktssannolikhet (Pd). Utifrån dessa tre räknar man ut ett risktal (RPN). Överstiger risktalet 150, så bör man vidta åtgärder. FMEA-analysen finns i sin helhet som bilaga 6.7
6
McDermott R.E. (1996) The Basics of FMEA. Productivity Inc. 7 Britsman C. (1993) Handbok i FMEA. Förlags AB Industrilitteratur
6.8 CAD-modellering
CAD är en förkortning av Computer Aided Design. CAD-modellering innebär att man ritar upp sin produkt tredimensionellt. Denna kan man sedan färgsätta så att den ser ut exakt som den tänkta produkten. Man kan vrida runt den i datorn och animera den om man önskar. Den stora vinsten med detta, är att man slipper tillverka prototyper i ett första stadium, och modifiera dem. Med CAD så är det bara att ändra direkt i programmet tills man är helt nöjd. Det finns ett antal olika programvaror för CAD. Programmet som jag jobbar i heter
SolidWorks.
Resultatet av mitt examensarbete kommer bland annat att bestå av en CAD-modell av avbarkningsmaskinen. Denna kommer att redovisas under Resultat i kapitel 8.
7. Tillämpad lösningsmetodik
I detta kapitel löser jag de problem som krävs för att komma fram till resultatet. Det sker med hjälp av den teori och de lösningsmetoder som finns beskrivna i kapitel 6.
7.1 Funktionsanalys
Här presenteras och förklaras avbarkningsmaskinens funktionsanalys. Med hjälp av denna så kan jag under mitt arbete, alltid gå tillbaka och se vad maskinens grundläggande funktion är. Detta kan vara till stort stöd under konceptgenereringen.
Funktionsanalysen finns i sin helhet som bilaga 2. Huvudfunktion
Det är maskinens huvudsakliga funktion. Det är för denna funktion som maskinen över huvud taget finns till.
Barka av stock
Delfunktioner
Dessa funktioner gör att huvudfunktionen uppfylls. Äga fräsfunktion
Medge förflyttning av avbarkningsverktyg längs stocken Medge rotation av stock
Stödfunktioner
Man skulle kunna påstå att många av dessa stödfunktioner är av vikt för att maskinen ska kunna fungera, men dock så bidrar de inte till att huvudfunktionen uppfylls. Därför ligger de som stödfunktioner, även kallade önskvärda funktioner.
Kunna transportera av bearbetad stock Äga väl tilltagen konstruktion, för hållbarhet Underlätta sågverksprocessen
Kräva lite/inget underhåll Vara säker för brukaren Inneha attraktiv färgsättning
7.2 Kravspecifikation
För att få en grundläggande bild av vad jag vill med projektet, så upprättades en
kravspecifikation. Denna kan jag alltid blicka tillbaka på, för att påminna mig om vad som ska uppnås. Kraven kommer direkt från Fredrik på LäppeStällaren. Kravspecifikationen finns i sin helhet som bilaga 3.
Kraven utan inbördes ordning följer nedan. Ska vara användarvänlig
Ska vara säker för brukaren
Ska kunna placeras in som en modul, i ett redan befintligt sågverk utan större modifieringar.
Ska ha en lagom avancerad konstruktion, så att kunden själv kan reparera och serva. Ska kräva ingen, eller väldigt lite service.
Komponenter ska väljas, så att maskinen kan förvaras i utrymme där yttertemperatur råder.
Ska synas att den kommer från LäppeStällaren AB, genom färgsättning och dekaler. Ska kännas modern
Lösningar och tillverkningsmetoder ska väljas på ett sådant sätt att produkten kan tillverkas, och fortfarande vara attraktiv prismässigt för den småskaliga
sågverksamheten.
Ska kunna tillverkas, till större delen av LäppeStällaren AB.
o Produkten får varken innehålla hydrauliska eller pneumatiska lösningar. o All motorkraft ska vara elektrisk.
7.3 QFD
För att kunna göra om produktkraven till mer greppbara produktegenskaper, och för att utvärdera vilka egenskaper som är de viktigaste för att tillfredsställa kraven, så gjordes en QFD-analys. Där listade jag upp alla relevanta krav, samt produktegenskaper.
Produktegenskapen "elektronisk styrning" är inget jag kommer ta någon vidare hänsyn till, då jag inte behandlar detta i mitt arbete. Dock så lägger jag med den ändå, som underlag för vidare arbete. De krav och produktegenskaper som ingår listas här under. Den kompletta QFD-analysen hittas som bilaga 4.
Krav
Vara användarvänlig Vara säker för brukaren Passa i befintligt sågverk Inte så avancerad konstruktion Kräva lite/ingen service
Klara att stå i utetemperatur Synas att den kommer från LS Kännas modern Ha ett lågt pris Kunna tillverkas av LS Produktegenskaper Materialval Lågt antal komponenter Elektronisk styrning Elektriskt driven Modulkonstruktion Väl tilltagen konstruktion Säkerhetsanordningar Färgsättning och dekaler
Som resultat av QFD-analysen fick jag fram vad jag borde ta mest hänsyn till vid mitt fortsatta designarbete, för att tillfredsställa kraven på bästa sätt. Och det rangordnades som följer:
1. Elektriskt driven 2. Elektronisk styrning 3. Lågt antal komponenter 4. Säkerhetsanordningar 5. Väl tilltagen konstruktion 6. Modulkonstruktion 7. Materialval
8. Färgsättning och dekaler
Jag fick även fram vissa målvärden för produktegenskaperna. Dessa kommer jag att ha i åtanke när jag konceptgenererar. Den kompletta QFD:n ligger som bilaga 4.
7.4 Konceptgenerering
I detta avsnitt beskriver jag min väg fram till de olika koncepten.
7.4.1 Processflöde
Här beskriver jag vilket processflöde som jag har tänkt att maskinen ska ha. Denna idé har jag kommit fram till, i samråd med Fredrik på LäppeStällaren.
Varje steg i processen beskrivs. Att jag redan har valt just detta flöde, kommer inte påverka konceptgenereringen, då detta bara är grundidén som varje koncept kommer utgå ifrån. Det finns fortfarande många praktiska problem som måste tas hänsyn till.
Vi kom fram till att den ursprungliga idén med en "avpetare", inte var den bästa utan att följande är en bättre och mer driftsäker lösning.
Steg 1
Här transporteras stocken på maskinen. Den rullas på av föregående maskin, då avbarkningsmaskinen bara är en modul i ett befintligt maskinflöde.
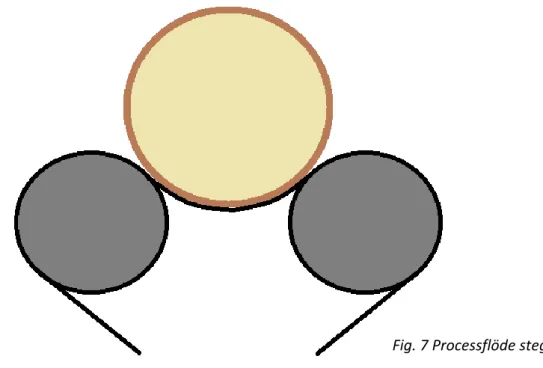
Steg 2
Kedjan har ingen spännbelastning på sig, vilket gör att den slackar och stocken lägger sig stadigt vilande, mellan drivhjulen.
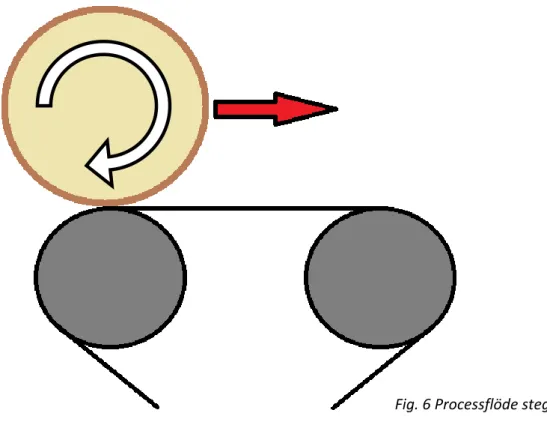
Steg 3
Drivhjulen börjar rotera sakta, vilket leder till att även stocken gör det. Detta för att fräsen ska kunna få tillgång till hela stockens yta.
Fig. 7 Processflöde steg 2
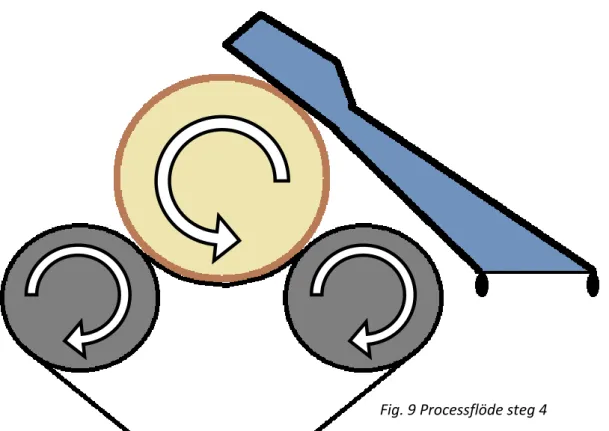
Steg 4
Fräsen, som hittills varit i sitt ändläge bortom stocken, färdas fram till arbetsytan. Den läggs sedan an och går i en axiell rörelse, fram och tillbaka, längs hela stocken. Detta sker samtidigt som stocken roterar. När fräsningen är utförd, så lyfts fräsen från arbetsytan och återgår till ändläget.
Steg 5
Kedjan spänns för att göra stocken redo för avtransport.
Fig. 10 Processflöde steg 5 Fig. 9 Processflöde steg 4
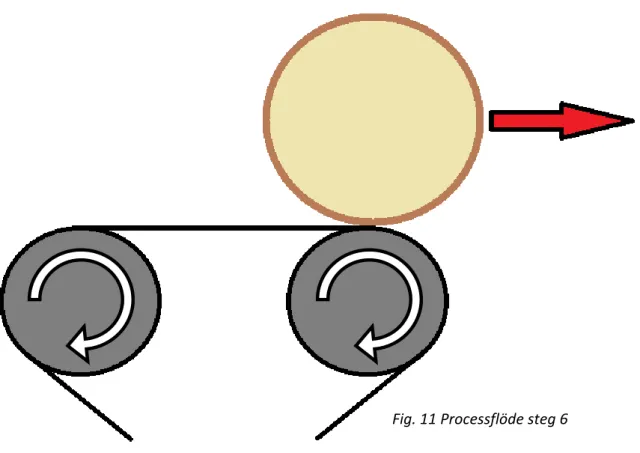
Steg 6
Drivhjulen börjar rotera så att stocken transporteras av från maskinen, och till nästa maskin i flödet.
7.4.2 Konceptgenerering och brainstorming
I den här fasen kommer jag genom brainstorming, att försöka få ner på papper, alla möjliga lösningar jag kommer på. Jag kommer att göra beskrivande bilder av de koncept som jag kommer fram till. Dessa kommer att visas i detta kapitel.
Här utgår jag från samma frågeställningar som i kapitel 6.5.2, det vill säga: Hur ska drivningen av rotationen fungera?
Hur ska kedjan spännas?
Hur ska fräsens längsgående rörelse fungera? Hur ska fräsen läggas an mot/lyftas från stocken?
7.4.3 Koncepten
Här redovisar jag de olika koncepten och lösningarna, som jag kommit fram till genom
konceptgenereringen. Jag använder mig av frågeställningarna i kapitel 7.4.2 som rubriker, för att bryta ned i mindre delar.
- Hur ska drivningen av rotationen fungera?
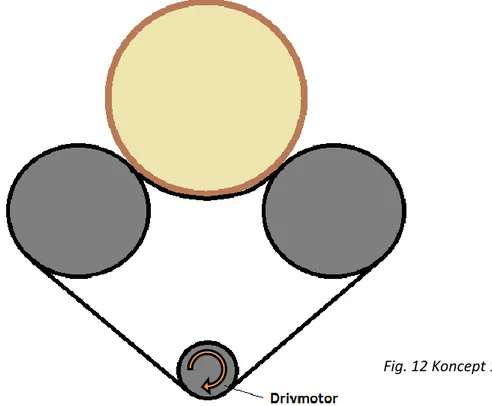
Koncept 1- Motor placerad under
En elmotor är placerad under konstruktionen. Den är kopplad på samma kedja som
drivhjulen. Lösningen bör fungera väl, men är lite utrymmeskrävande. Nackdelen är att någon form av sammanlänkning med de övriga kedjorna skulle vara nödvändig, så att de också drivs.
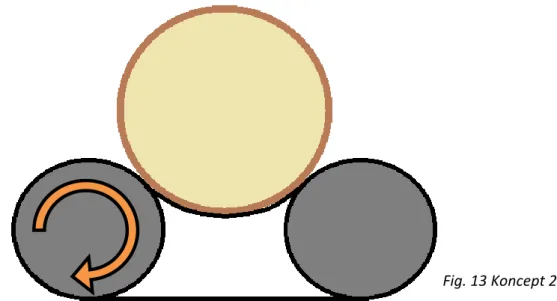
Koncept 2- Motor placerad på drivaxeln
Här är drivningen placerad direkt på drivaxeln. Detta bör fungera väl, och man spar utrymmet under maskinen.
- Hur ska kedjan spännas?
Koncept 3- Motorn under förskjuts i höjdled
Fig. 13 Koncept 2
Här förskjuts motorn nedåt, och därmed spänns kedjan. Lösningen bör fungera väl, men den kräver utrymme nedåt. Det skulle även krävas någon form av sammanlänkning med de andra kedjorna, så att de också spänns.
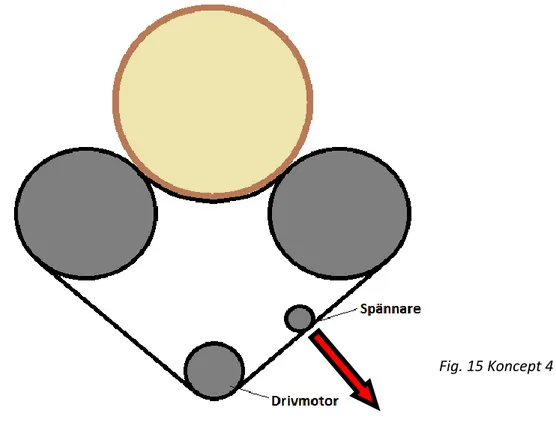
Koncept 4- Separat kedjespännare
Här är en separat spännanordning monterad. Detta gör att man slipper förflytta hela motorn. Lösningen är även mindre utrymmeskrävande. Det skulle dock krävas att man placerar en spännare på varje drivkedja, vilket skulle blir dyrt.
Koncept 5- Drivaxeln förskjuts i sidled
Här är det istället den ena drivaxeln som förskjuts i sidled, och därmed spänns kedjan. Detta är en lösning som spar utrymme. Det räcker även med att spänningen är placerad på en enda punkt, för att hela drivaxeln ska förskjutas i sidled, och därmed spänna kedjan.
- Hur ska fräsens längsgående rörelse fungera?
I samtliga koncept, så utgår jag ifrån att fräsen är monterad på en "fräsvagn". Denna vagn är monterad på en rullskena längs hela sidan av maskinen. I samtliga koncept så är sker
motorstyrningen elektroniskt i ett förprogrammerat mönster. Koncept 6- Kuggstång med motor på fräsvagn
I första konceptet så sitter en kuggstång fast monterad i maskinens ram. Motorn som ska driva dess rörelse fram och tillbaka, sitter monterad på fräsvagnen. Detta är en mycket robust och hållbar konstruktion. Dock så är kuggstång en rätt dyr lösning, speciellt då denna skulle bli väldigt lång.
Fig. 16 Koncept 5
Koncept 7- Fast monterad kedja med motor på fräsvagn
Detta koncept är ganska likt Koncept 6. Den enda skillnaden är att istället för en kuggstång, så monterar man fast en lång bit kedja. Fördelen är att både kedja, och passande kugghjul, är förhållandevis billiga.
Koncept 8- Kedja mellan fräsvagn, motor och spännhjul
I detta koncept så är tanken att en drivmotor samt ett drivhjul, är monterade på vardera sida om fräsvagnen. Runt dessa sitter en kedja som även är fäst i fräsvagnen. Fördelen med detta koncept är att man slipper fler kablar till fräsvagnen, eftersom motorn sitter monterad i ramen. Kedjor och passande kugghjul är även billiga.
Fig. 18 Koncept 7
- Hur ska fräsen läggas an mot/lyftas från stocken?
Koncept 9- Dragfjäder och tryckande kolv
Det här konceptet har en dragande fjäder, som håller ner fräsarmen mot stocken. När fräsningen är utförd, så trycks fräsarmen upp av en motor med utväxling, fungerande precis som en hydraulkolv. Lösningen bör vara väldigt driftsäker, samtidigt som den inte heller är speciellt kostsam. Nackdelen är fler kablar till fräsvagnen.
Koncept 10- Lyftskena
Det här konceptet har en skena som lyfter upp fräsen, vid stockens ända. Fräsarmen glider upp på skenen, för att åt andra håller glida ner längs skenan, och läggas an mot stocken. Fördelen är att ingen drift av själva lyftet är nödvändig, utan man utnyttjar fräsens längsgående rörelse. Nackdelen är att alla stockar inte är lika långa, och att det inte kan garanteras att de hamnar i precis samma position, i axiell led. Det skulle kunna leda till ett glapp mellan stock och skena. En fjäder håller ner fräsarmen mot stocken, som i Koncept 9.
Fig. 20 Koncept 9
7.5 Konceptutvärdering
Här värderar jag de koncept som jag har tagit fram i föregående kapitel. Detta gör jag med hjälp av Pughs värderingsmatris. Istället för att göra en matris för var och en av de fyra frågeställningarna i 7.4.2, så delade jag upp matrisen i olika färger, som då representerar de olika frågeställningarna. Var och en av frågeställningarna har ett koncept som tjänar som referens, det vill säga fyra olika. Referenserna är de koncept som jag anser bäst motsvarar kravspecifikationen. Som referens för vad koncepten ska uppnå, så använde jag mig av kraven från QFD-analysen. Då alla dessa koncept är tekniska lösningar, så valde jag att inte ta med kravet "synas att den kommer från LäppeStällaren". Jag tar heller inte med kravet "passa i befintligt sågverk", då detta krav syftar till maskinen som helhet, och inte till någon av dessa dellösningar. Pughs värderingsmatris finns i sin helhet som Bilaga 5.
7.6 Konceptval
Utifrån resultaten av Pughs värderingsmatris gallrar jag bland koncepten, för att hitta de koncept som är bäst. Så här placerade sig koncepten enligt Pughs värderingsmatris: Hur ska drivningen av rotationen fungera?
1. Koncept 2- Motor placerad på drivaxeln 2. Koncept 1- Motor placerad under Hur ska kedjan spännas?
1. Koncept 5- Drivaxeln förskjuts i sidled 2. Koncept 3- Motorn under förskjuts i höjdled 2. Koncept 4- Separat kedjespännare
Hur ska fräsens längsgående rörelse fungera?
1. Koncept 7- Fast monterad kedja med motor på fräsvagn 2. Koncept 6- Kuggstång med motor på fräsvagn
2. Koncept 8- Kedja mellan fräsvagn, motor och spännhjul Hur ska fräsen läggas an mot/lyftas från stocken?
1. Koncept 9- Dragfjäder och tryckande kolv 1. Koncept 10- Lyftskena
Koncept 9 och 10 placerade sig lika. Det som talar för koncept 9 är att lösningen är driftsäker, och styrd elektroniskt. Koncept 10 kan inte säkerställas att den kommer fungera i alla lägen, då man inte vet exakt hur stocken ligger i axiell led. Skulle ett glapp uppstå mellan stock och lyftskena, så fungerar inte lösningen. Det koncept som jag valt i samråd med Fredrik
7.6.1 Slutligt koncept
Genom Pughs matris och diskussionen i kapitel 7.6, så har jag nu kommit fram till vilka delkoncept som ska användas till den slutliga konceptet.
Drivningen av stockens rotation ska alltså vara direkt kopplad till axeln, som drivhjulen är placerade på. Den andra parallella axeln ska fungera som kedjespännare, genom att denna förflyttas utåt i sidled. Fräsen ska föras framåt längs hela stockens sida, genom att en motor sitter placerad på fräsvagnen. Denna ligger an mot en kedja som sitter fast monterad i maskinens ram. När fräsen ska läggas an och lyftas från stocken, så sköts det av en motor kopplad till en kolv, som ger en tryckande rörelse. Fräsen hålls ned mot stocken av en dragande fjäder.
7.7 FMEA
När jag gjorde FMEA-analysen (Failure modes and effect analysis) så radade jag upp de tänkbara felscenariona för den här maskinen. FMEA-analysen finns i sin helhet som bilaga 6. De fel som jag kom fram till kunde inträffa, är följande:
Drivkedja hoppar av
Effekten av detta fel är att kedjan antingen bara slutar driva, eller så kan den också låsa upp hela drivningen om den lägger sig fel. Felorsak 1 kan vara att drivhjulen inte är monterade exakt i linje med varandra. Eller så har de vridit sig efter monteringen. Åtgärd för detta är justera in hjulen noggrant vin montering, samt att sätta fast dem ordentligt. Felorsak 2 kan vara att kedjan är för slack. Åtgärd för detta är att se till att säkerställa god spänning i kedjan. Motorer slutar fungera
Effekten av detta kan vara att maskinen stannar, eller att vissa delmoment inte utförs korrekt. Felorsak 1 kan vara att den blivit utsliten på grund av för hög belastning. Åtgärd för detta är att välja motorer som med god marginal klarar belastningen. Felorsak 2 kan vara att spån kommer in i motorn och orsakar fel. Åtgärd för detta är att välja slutna motorer, eller att montera skräpskydd för motorns öppningar.
Elektroniska styrsystemet fungerar felaktigt
Effekten av detta blir att maskinen utför arbetet felaktigt. Felorsaken kan vara ett
programvarufel. Åtgärden är att utveckla och testa programvaran noggrant för ändamålet. Felets risktal blev 240, vilket betyder att detta är något som bör uppmärksammas. Det innebär att man vid utvecklingen och vid testerna av maskinen, får lägga vikt vid kontrollera att alla moment i processen utförs som de ska.
Frässtål går sönder/slits ut
Effekten av detta kan bli att fräsen utför ett dåligt, eller inget fräsjobb alls. Felorsak 1 kan vara att frässtålet har använts för länge. Åtgärd för detta är att kontrollera slitaget ofta. Felorsak 2 kan vara att frässtålet har dålig materialkvalitet. Åtgärd för detta är att välja bra frässtål för ändamålet. Detta fel fick ett risktal på 294, vilket innebär att det bör ses över. Men de föreslagna åtgärderna bör förebygga detta.
Fräsvagnen rullar tungt/ojämnt
Effekten av detta är att fräsjobbets kvalitet försämras, samt att fräsvagnens drivmotor blir högre belastad. Felorsaken kan vara att spån och barkrester ligger på fräsvagnens rullytor. Åtgärd för detta är att man monterar borstar på fräsvagnen, som sopar bort skräpet. En annan åtgärd är att man rengör maskinen med jämna mellanrum, för att förhindra att spån och bark bygger upp. Detta fel fick ett risktal på 200, vilket gör att det bör ses över. Men med de föreslagna åtgärderna så bör inte detta vara ett problem längre.
Kedjespänningen fungerar ej
Effekten av detta är att stocken ej kan lyftas upp för avtransport. Felorsak 1 kan vara att motorn är utsliten eller ej fungerande. Åtgärd för detta är samma som under "Motorer slutar fungera". Felorsak 2 kan vara att spån eller barkrester hindrar funktionen. Åtgärd för detta är att montera borstar som sopar rent vid rörelse. Risktalet för detta fel blev 192, vilket gör att det bör uppmärksammas. Men de föreslagna åtgärderna bör lösa problemen.
Person blir skadad av maskinen
Effekten av detta är personskada, och är helt oacceptabelt. Felorsak 1 kan vara dåliga rutiner för hur maskinen ska handhavas på ett säkert sätt. Åtgärd för detta är att upprätta tydliga rutiner, som personalen också blir utbildade i. Felorsak 2 kan vara att ingen säkerhetszon finns runt maskinen. Åtgärd för detta är att skapa en sådan, som gäller då maskinen är i drift. Felorsak 3 kan vara att personen som arbetar med maskinen inte bär skyddsglasögon. Åtgärd för detta är att man kräver att de som arbetar med maskinen, bär skyddsglasögon för att förhindra att spån kommer in i ögonen. Dessa åtgärder bör göra maskinen helt säker för brukaren.
7.7.1 Slutsats av FMEA
Eftersom fel upptäckes, vilket ledde till förslag på åtgärder, så måste man säga att analysen var lyckad och att den verkligen fyllde sin funktion.
7.8 CAD-modellering
Det slutliga konceptet modellerades sedan i CAD-programmet SolidWorks. Modelleringen innebär även att nya lösningar kommer till, just eftersom att man ser allt ur ett mycket mer konkret perspektiv än tidigare. Bilder på denna modell och beskrivningar av dess funktioner och lösningar, presenteras under Resultat i kapitel 8.
8. Resultat
Här lägger jag fram slutresultatet av mitt arbete. Det visas genom renderade bilder av den CAD-modell som jag har gjort. Jag beskriver lösningarna i detalj, även de som tillkommit under modelleringsprocessen. De tänkta logotyperna med företagsnamn kunde tyvärr inte
appliceras i den programvara som användes, men de ska finnas på den färdiga produkten.
En överblicksbild över den färdiga avbarkningsmaskinen. Ett skydd i plåt monterades längs hela sidorna, dels för designen men även som säkerhet.
Här ser man fräsen och skenorna som den drivs fram längs. Fräsen rör sig fram och tillbaka längs dessa skenor, samtidigt som stocken roteras.
Här ligger stocken och vilar, precis i skedet när fräsningen ska påbörjas. Kedjans slack gör att stocken ligger stadigt mellan de fyra hjulparen. Kedjan är en typ av sågverkskedja som är ganska vanlig. Dess utformning gör att stocken hindras att slira på kedjan. Både kedja och kugghjul tillverkas av FB Kedjor AB i Eskilstuna.
Här är fräsarmen, vilken består av en stålkonstruktion där jag monterat en
högvarvig motor av samma typ som används till vinkelslipar. Denna har två stycken fräsverktyg monterade, för att snabbt och effektivt kunna utföra jobbet. Högst upp sitter ett skydd, som ska samla ihop strömmen av spån. Fräsarmen sitter monterad i en led, ihop med fräsvagnen.
Fräsverktygen är så kallade hovfräsar. Det är runda metallskivor, i formen liknande vanliga kapskivor som man använder till vinkelslip. På dessa metallskivor sitter löstagbara frässtål monterade. När dessa börjar slitas ut, så kan de lätt bytas mot nya stål.
För att fräsarmen ska kunna hållas mot stocken med en viss kraft under fräsning, så sitter en fjäder monterad för att hålla den nere. När sedan stocken är färdig, så lyfts armen upp av en elektrisk motor.
Denna bild visar hur fräsens längsgående rörelse fungerar. Fräsvagnen sitter monterad på två skenor, som den kan rulla på. En motor med kugghjul sitter monterad under fräsvagnen. Denna ligger an mot en kedja som är fast monterad i maskinens ram.
Drivaxlarnas rotation fungerar genom att en elektrisk motor är sammankopplad till drivaxeln genom två kugghjul. Drivaxlarna sitter monterade i lagerblock från SKF.
När den avbarkade stocken ska transporteras av, så spänns kedjan så att den inte längre har något slack, vilket gör att stocken lyfts upp. Sedan börjar drivaxlarna att rotera, och stocken transporteras av.
När kedjan ska spännas så förflyttas den ena drivaxeln i sidled. Detta fungerar så att varje lagerblock, för denna drivaxel sitter monterat på en vagn som tillåts rulla på skenor. Drivningen av detta sker genom en elektrisk motor som sitter monterad i ramen.
När stocken är avbarkad och klar så faller den ner på dessa skenor. Dessa har en lutning som gör att stocken rullar mot nästa maskin i sågverket.
9. Analys
Genom att gå igenom kravspecifikationen som ställdes upp i början av projektet, så ska jag nu granska och kontrollera att alla delar av den har uppfyllts. Här följer kravspecifikationen med diskussion och analys av varje kravs problematik och lösning.
Ska vara användarvänlig
Så som maskinen är konstruerad, och så som maskinen är tänkt att utföra arbetet med hjälp av det elektroniska styrsystemet, så tycker jag att detta krav är uppfyllt. När maskinen är fullt utvecklad och alla tester av det elektroniska styrsystemet och gjorda, så ska den klara arbetet själv utan mänsklig assistans.
Ska vara säker för brukaren
Med de föreslagna säkerhetsåtgärderna, till följd av FMEA-analysen, så anser jag att maskinen är helt säker för brukaren, så länge dessa rutiner och regler följs.
Ska kunna placeras in som en modul, i ett redan befintligt sågverk utan större modifieringar Flödet sker genom att en oavbarkad stock kommer in från ena sidan, och lämnar maskinen på andra sidan, då avbarkad. Detta gör att den kan placeras in mellan två maskiner, med fördel mellan intaget av stockar och sågmaskinen. Detta gör att kravet är uppfyllt.
Konstruktionen ska inte vara för avancerad
Både jag och Fredrik anser att den slutliga konstruktionen ligger på en lagom avancerad nivå. Den är tillräckligt enkel, för att kunden själv ska kunna reparera och serva maskinen vid behov.
Ska kräva ingen, eller väldigt lite service.
Jag och Fredrik anser att konstruktionen är väl tilltagen. För arbetet som ska utföras, så löper den ingen risk att bli utsliten inom en orimligt kort tidsperiod.
Komponenter ska väljas, så att maskinen kan förvaras i utrymme där yttertemperatur råder Jag har uteslutit alla lösningar som bygger på hydraulik och pneumatik, då dessa system är känsliga för kyla. Istället har jag bara använt mig av elektriska lösningar, och dessa kan förvaras i yttertemperatur utan problem. Just de elektriska lösningarna är också lite av ett kännetecken för LäppeStällaren AB.
Lösningar och tillverkningsmetoder ska väljas på ett sådant sätt att produkten kan
tillverkas, och fortfarande vara attraktiv prismässigt för den småskaliga sågverksamheten. Tillverkningsmetoder, materialval och lösningar har valts ut i samråd med Fredrik. Och vi gör bedömningen att alla lösningar är de mest prisvärda. Kostnadsaspekten togs även i beaktande under konceptutvärderingen. Vilket det faktiska priset för utveckling och tillverkning kommer att bli, är dock svårt att i redan i detta skede spekulera i. Kravet får ses som uppfyllt.
Ska kunna tillverkas, till större delen av LäppeStällaren AB.
Konstruktionen kommer endast kräva svetsning och ihopmontering av LäppeStällaren. Alla delar kommer köpas färdiga från underleverantörer. LäppeStällaren har ett brett nät av leverantörer som de jobbat med tidigare, som man vet tillverkar kvalitetsprodukter. Produkten får varken innehålla hydrauliska eller pneumatiska lösningar.
Detta är uppfyllt.
All motorkraft ska vara elektrisk Detta är uppfyllt.
Ska kännas modern
Genom färgsättning och ett sätt att lösa problemet som inte finns sedan tidigare, så anser jag att denna maskin uppfattas som modern. Det elektroniska styrsystemet gör att den utför arbetet själv, vilket får anses som modernt i just de småskaliga sågverksamheterna. Ska synas att den kommer från LäppeStällaren AB, genom färgsättning och dekaler. Färgsättning typisk för LäppeStällaren, och dekaler med företagets namn, gör att igenkänningsfaktorn god.
Fredrik Malmberg på LäppeStällaren anser att kraven är uppfyllda. Han kommer troligtvis redan 2011 att börja arbeta vidare med avbarkningsmaskinen, med mina lösningar som grund. Detta styrker vidare att mitt koncept är en lösning till de problem som fanns i projektets initialskede.
10. Slutsatser och rekommendationer
Här för jag en diskussion kring slutsatserna av resultatet, både på projektnivå men även på en personlig nivå. Sedan görs rekommendationer inför LäppeStällarens fortsatta arbete, med att slutföra detta projekt.
10.1 Slutsatser av konceptet
Jag tycker att det slutliga konceptet är en lösning som absolut motsvarar de krav som ställs på det. Lösningen är inte helt komplett, då arbete fortfarande krävs med att välja motorer samt bygga ett styrsystem. Men med de åtgärderna gjorda, så anser jag detta kommer vara en mycket väl fungerande lösning i praktiken.
Fredrik Malmberg har också uttryckt att han tycker att konceptet är mycket bra. Han kommer troligtvis att börja arbeta vidare med detta 2011, och även tillverka maskinen med mina lösningar som grund.
10.1.1 Slutsatser av projektet
Genom hela arbetets gång har jag använt mig av flera olika produktutvecklingsverktyg. Dessa har hjälpt mig att strukturera upp mitt arbete och föra det framåt på ett sådant sätt att
kvaliteten fastställts. Alla de idéer och koncept som tagits fram, är ställda mot varandra för att i slutändan få fram den bästa lösningen. Detta gör att jag känner mig mycket nöjd med
resultatet, och jag tycker att detta är en lösning som skulle kunna fungera väl i praktiken. Att jobba med det här projektet har gett mig mycket bättre insikt i hela
produktutvecklingsprocessen. Jag tror det beror mycket på att jag har jobbat med detta själv. Det betyder att jag själv har fått komma fram till lösningar på problem, men även att jag fått bolla idéer med Fredrik på LäppeStällaren. Detta projekt har därför känts mer skarpt än något som jag tidigare gjort under utbildningen.
10.2 Rekommendationer
Vid en vidare utveckling så har jag några rekommendationer till LäppeStällaren.
Att mycket noggrant utföra utveckling och tester, för att säkerställa att maskinen fungerar ihop med styrsystemet på ett tillfredsställande sätt.
Att montera borstar längs rullskenorna, för att förhindra att spån lägger sig och förhindrar funktionen.
Att under vidare arbete med produkten, se till att få feedback från kunder, så att deras synpunkter får framföras. Det bidrar till att maskinen bättre tillfredsställer marknadens behov.
Att utbilda kunder i handhavande och säkerhetsrutiner, för att säkerställa att inga personskador inträffar.
11. Referenser
11.1 Litteraturkällor
Andersson, R. (1991) QFD- Ett system för effektivare produktframtagning. Studentlitteratur
Britsman, C. (1993) Handbok i FMEA. Förlags AB Industrilitteratur McDermott, R.E. (1996) The Basics of FMEA. Productivity Inc.
Ullman, D.G. (1997) The mechanical design process. McGraw-Hill Book Co Österlin, K. (2003) Design i fokus för produktutveckling. Liber AB
11.2 Elektroniska källor
Kara Saw, http://www.karasaw.com (2009-11-01)
LäppeStällaren AB, http://lappestallaren.se.loopiadns.com/default.asp?contentID=1 (2009-11-01)
Olsson, E. (1997) Industriell produktutveckling. Mälardalens Högskola.
Hämtat från: http://www.idp.mdh.se/personal/lbk01/kurser/kk0180/index.htm (2010-01-28)
11.3 Personer
12. Bilagor
Bilageförteckning
Bilaga Sida Bilaga 1: Gantt-schema 41 Bilaga 2: Funktionsanalys 42 Bilaga 3: Kravspecifikation 43 Bilaga 4: QFD 44Bilaga 5: Pughs värderingsmatris 45
Bilaga 3: Kravspecifikation
Produktkrav
Ska vara användarvänlig Ska vara säker för brukaren
Ska kunna placeras in som en modul, i ett redan befintligt sågverk utan större modifieringar.
Ska ha en lagom avancerad konstruktion, så att kunden själv kan reparera och serva. Ska kräva ingen, eller väldigt lite service.
Komponenter ska väljas, så att maskinen kan förvaras i utrymme där yttertemperatur råder.
Ska synas att den kommer från LäppeStällaren AB, genom färgsättning och dekaler. Ska kännas modern
Kostnadskrav
Lösningar och tillverkningsmetoder ska väljas på ett sådant sätt att produkten kan tillverkas, och fortfarande vara attraktiv prismässigt för den småskaliga
sågverksamheten.
Tillverkningskrav
Ska kunna tillverkas, till större delen av LäppeStällaren AB.
o Produkten får varken innehålla hydrauliska eller pneumatiska lösningar. o All motorkraft ska vara elektrisk.