Concept evaluation of a technical
solution for storing AdBlue/DEF in
cold climate areas without external
electricity
Thesis Work
Product Development - Mechanical Design Process 15 ECTS, Basic level
Product and Process Development
Bachelor of Science - Innovation and Product Design
Kajsa Berggren
Mikael Johansson
Presentation date: 15 June 2012 Employer: Volvo CE
Mentor (Volvo CE): Fredrik Grop, Lena Andersson Mentor (Mälardalen University): Jan Frohm
Examinator: Rolf Lövgren
Department of Innovation, Design and Product development
ABSTRACT
Due to the emissions from vehicles, legislative authorities have given engine producers the task to lower the nitrogen oxides (NOx) in the emissions, in order to save the environment. The NOx cannot be reduced any more from the vehicle engine and therefore an after treatment system is needed to reduce the NOx in order to fulfill the legislations. Various solutions have been tested and one of them is the Selective Catalytic Reduction (SCR) system which uses a reagent liquid solution called AdBlue/DEF. The AdBlue/DEF is fueled to a tank in the vehicle when refueling diesel. If the user would neglect refueling the AdBlue/DEF the emission legislation would not be fulfilled and in order to assure this does not happen the legislative authorities have forced the engine manufactures to take actions against this. To assure that the user always uses AdBlue/DEF an engine safety system will, if no AdBlue/DEF is detected, gradually lower the output effect until the machine finally will go to idle. Since the AdBlue/DEF has a freezing point of - 11°C the machine manufactures that is going to use the SCR system have to make sure the AdBlue/DEF in the machine would not freeze during cold periods and also that the AdBlue/DEF can be held fluid in the tanks while stored at sites.
Since machines from Volvo CE is working in different climate the supply of AdBlue/DEF can be problematic on sites where temperatures drops to below - 11°C and no electricity, that could be used to keep the AdBlue/DEF from freezing, is to be found. Due to this the thesis work was initiated to investigate and do a pre-study on how AdBlue/DEF could be stored and kept from freezing without any external electrical supply during periods of time of cold temperature.
The customers, affected by the thesis work, have one-five machines at site which results in an AdBlue/DEF consumption of 200-1000 liters/month. The customers do not have access to external electricity why they must have a way to keep the AdBlue/DEF fluid during cold periods of time. Important to understand is that Volvo CE does not want to produce an own product but want to find a solution that they can recommend their customers to buy from a third part producer.
The thesis work result is a solution that keeps AdBlue/DEF, stored in a 1000 liters IBC-tank (Intermediate Bulk Container) from freezing by keeping it in a heated insulated storage. The storage is heated by a diesel heater and, since it needs some control voltage in order to run thermostats and control panel, a battery charged by a generator is used. The solution can keep the AdBlue/DEF fluid down to – 40 °C and needs an estimated investment cost of 60 000-71 000 SEK incl. VAT excl. the IBC-tank.
ACKNOWLEDGEMENTS
We wish to thank…
Volvo CE for the opportunity to do this thesis work at them, we are most grateful. Fredrik Grop, mentor at Volvo CE, for initiating the thesis work as well as for support and for pushing us into always doing our best in every situation and for keeping our focus straight.
Lena Andersson, mentor at Volvo CE, for great support and opinions from a customer centered point of view.
Lenny Jonasson, mentor at Volvo CE, for support and help during this whole process especially with technical information and advice concerning choice of components. Jan Frohm, mentor at Mälardalen University for reading and commenting on the report along the project as well as for being a great sounding board.
Rolf Lövgren, examiner at Mälardalen University for knowledge from earlier courses. Personal at Volvo CE for receiving us with a warm welcome and for providing us with help and information throughout the project.
Roger Oldberg and Mikael Edsäter at Yara, for the opportunity to visit them and ask questions about the handling of AdBlue/DEF as well as for input on concepts on the meeting which were a great help for us.
Johan Ek and John Lennon at Kingspan, for input from meetings.
VOCABULARY
AdBlue Trade name in Europe for the liquid solution of 32,5%
urea and 67,5% deionized water
Air1 Product name on AdBlue/DEF produced by Yara
CAD Computer Aided Design, here used in order to visualize
the final concept
Concept A hypothetical solution on a given problem.
Core values Prescribes the attitude and character of an
organization
Customer Solutions Department at Volvo CE that handles soft offers
DEF Diesel Exhaust Fluid – Product name in North America
for urea solution
Deionized Water that has had its mineral ions removed
Diesel heater Heater that uses diesel as fuel when warming for
example a room Engine development and
auxiliary system
Department at Volvo CE that develops peripheral equipment connected to the engine
EPA US Environmental Protection Agency (Equivalent with
the Swedish Naturvårdsverket)
FMEA Failure Mode and Effects Analysis used in order to find
and prevent failures
Forestry business The business of harvesting forest
Generator Machine that converts mechanical energy into
electrical energy
Group contract Known tool for projects used in order to establish rules
for the project and its participants
Hose The hose that connect pump and filling nozzle
IBC-tank Intermediate Bulk Container, replaceable tank which is
standard in several countries, holds for example AdBlue/DEF or water
Kingspan Producer and manufacturer of storage solutions
for example AdBlue/DEF
Köping Town in Sweden where Yara is situated
Machine fleet A company’s total amount of machines
NOx Shortening of nitrogen oxides, produced during
combustion process in diesel engines. Is a contributing factor for atmospheric pollution
Off-road machines Construction machine that is used in terrain and other
rough places
Pugh-analysis Known tool for product development used in order to
compare concepts
Pugh-matrix Known tool for product development used in order to
choose the best of several concepts in an objective way
Pump A pump placed on the IBC-tank to ease the refueling of
AdBlue/DEF
Requirement specification Known tool for product development used in order to
specify for ex. measurements and other requirements on a product, solution or service
SCR Selective Catalytic Reduction – method for lowering NOx concentration in the exhaust emissions from diesel engines
SMHI Institute of Metrology and Hydrology in Sweden
Solid Works Program for CAD
Solution Can refer to the concept solution of the thesis work, or
to the solution of urea in water
Stage IV Emission legislation concerning Europe, equivalent with
Tier 4 Final, that comes into force 2014
Storage Equipment used to store the AdBlue/DEF tank in
Terra Environmental Technologies
Producer of AdBlue/DEF under the trade name TerraCair
TerraCair Another trade name for the urea solution of 32,5%
solution of urea and 67,5% deionized water, same as AdBlue/DEF
Tier 4 Final Emission legislation issued by EPA concerning the
North America, equivalent with Stage IV, that comes into force from January 2014
Urea Organic compound often used as fertilizer, here it
refers to the active substance in AdBlue/DEF used with the SCR-technology
Volvo CE Volvo Construction Equipment. Producer of off-road
machines, host company for this thesis work
CONTENTS
1 INTRODUCTION ... 10 2 AIMS ... 11 2.1 AIM OF COURSE ... 11 2.2 AIM OF PROJECT ... 11 3 PROJECT DIRECTIVES ... 11 4 PROBLEM STATEMENT ... 12 5 PROJECT LIMITATIONS ... 136 THEORETICAL BACKGROUND & SOLUTIONS METHODS ... 14
6.1 UNDERSTANDING THE PROJECT ... 15
6.2 UNDERSTANDING THE PROBLEM ... 15
6.3 UNDERSTANDING THE MARKET ... 15
6.4 UNDERSTANDING THE CUSTOMER ... 16
6.5 REQUIREMENT SPECIFICATION ... 16
6.6 MAPPING OF EXISTING SOLUTIONS... 16
6.6.1 Field trip ... 16 6.7 GENERATE CONCEPTS ... 16 6.8 EVALUATE CONCEPT ... 17 6.9 CHOICE OF CONCEPT ... 17 6.10 CHOICE OF COMPONENTS ... 17 6.11 VISUALIZATION ... 17 6.12 FMEA ... 18
7 APPLIED SOLUTION PROCEDURES ... 19
7.1 UNDERSTANDING THE PROJECT ... 19
7.2 UNDERSTANDING THE PROBLEM ... 21
7.3 UNDERSTANDING THE MARKET ... 24
7.4 UNDERSTANDING THE CUSTOMER ... 25
7.5 REQUIREMENT SPECIFICATION ... 26
7.6 MAPPING OF EXISTING SOLUTIONS... 27
7.6.1 Field trip ... 31
7.8 EVALUATE CONCEPT ... 33
7.9 CHOICE OF CONCEPTS ... 38
7.10 CHOICE OF COMPONENTS ... 40
7.10.1 Choice of tank ... 40
7.10.2 Choice of container and insulation ... 40
7.10.3 Choice of heater... 40
7.10.4 Choice of battery ... 42
7.10.5 Choice of generator ... 42
7.10.6 Choice of pump, hose and filling nozzle ... 42
7.10.7 Installation ... 42 7.11 FMEA ... 43 8 RESULTS ... 44 8.1 CONTAINER ... 45 8.2 IBC-TANK ... 46 8.3 DIESEL HEATER ... 46 8.4 BATTERY ... 47 8.5 GENERATOR ... 47 8.6 PUMP ... 48 8.7 HOSE ... 48 8.8 FILLING NOZZLE ... 49 9 ANALYSIS ... 50 9.1 PROBLEM STATEMENT ... 50 9.2 REQUIREMENT SPECIFICATION ... 51
10 CONCLUSIONS & RECOMMENDATIONS ... 53
10.1 SUMMARY OF THE THESIS WORK ... 53
10.2 REFLECTIONS AND CONCLUSIONS ... 53
10.3 RECOMMENDATIONS ... 54
11 REFERENCES ... 56
12 APPENDICES ... 58
12.1 MACHINES BY VOLVO CE ... 58
12.4 GROUP CONTRACT ... 58
12.5 TIER 4EMISSION STANDARDS ... 58
12.6 ACTION LIST ... 58
12.7 INFORMATION ABOUT ADBLUE/DEF ... 58
12.8 MONTHLY MEDIAN TEMPERATURE... 58
12.9 INTERVIEW DOCUMENTATION ... 58
12.10 EQUIPMENT SUMMARY ... 58
12.11 CRITERIA ... 58
12.12 INFORMATION ON DIFFERENT KINDS OF COMPONENTS ... 58
12.13 MEETING MINUTES ... 58 12.14 PUGH-ANALYSIS ... 58 12.15 TRANSMISSION LOSSES ... 58 12.16 FUNCTIONAL SKETCH ... 58 12.17 PIPS... 58 12.18 FMEA- ANALYSIS ... 58
LIST OF FIGURES
Figure 1– Flow chart showing the work process ... 14
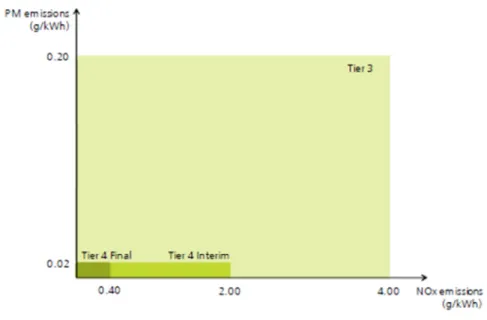
Figure 2 - The reduction of NOx and particulate matter (PM) from EPA off-road emission standards (Integer, 2011) ... 19
Figure 3– Schematic picture of the SCR-system (Volvo Penta, 2012) ... 20
Figure 4 – IBC-tank with pump, hose and special AdBlue filling nozzle (Direct Industry, 2012) ... 22
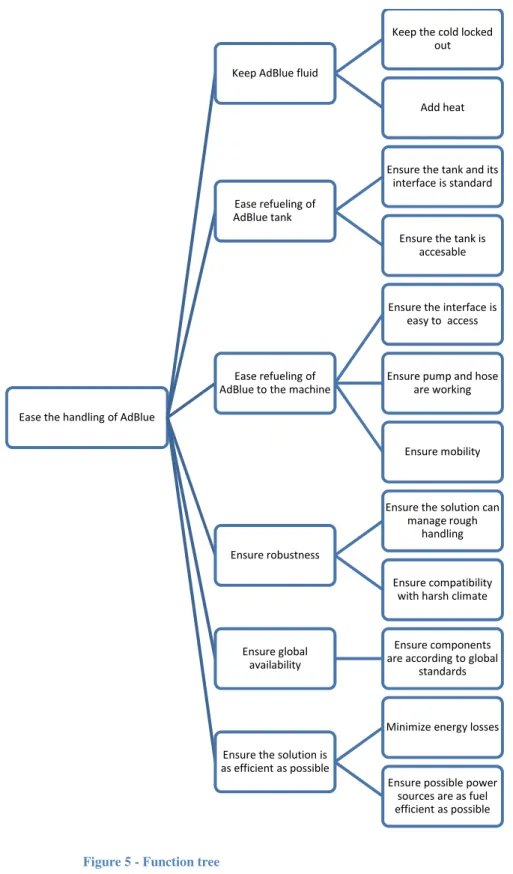
Figure 5 - Function tree ... 23
Figure 6 – Countries affected by the Tier 4 Final / Stage IV legislation (Cummins, 2012) ... 24
Figure 7 – Summary table of electrical storage solution distributors. ... 27
Figure 8 - Blue TruckMaster from Kingspan (Kingspan, 2012) ... 28
Figure 9 - BlueMaster from Kingspan (Kingspan, 2012) ... 28
Figure 10 - Metro Bulk 4000 from Identic (Identic, 2012) ... 28
Figure 11 - Insulated Tote Storage Unit from KleerBlue (KleerBlue, 2012) ... 29
Figure 12 - SB2500H Horizontal SuperBlueTM from Balmoral-Group (Balmoral-Group, 2012) ... 29
Figure 13 – Commercial Mini Bulk System from Blue1USA (Blue1USA, 2012) ... 30
Figure 14 – Outdoor version from Bott AdBlue/DEF (Bott, AdBlue, 2012)... 30
Figure 15 – Picture from field trip showing hose, and filling nozzle in BlueMaster ... 31
Figure 16 - Picture from field trip showing storage for hose, control panel and heater in BlueMaster ... 31
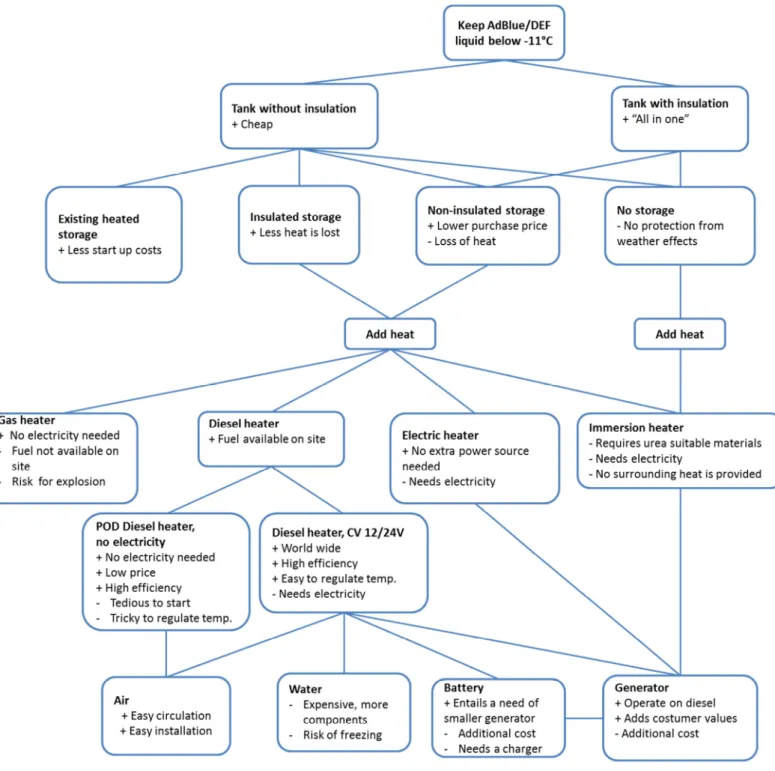
Figure 17 – Solution/Concept tree ... 36
Figure 18 – Solution/Concept tree valued the Volvo way ... 37
Figure 19 – Chosen concept ... 39
Figure 20 – Schematic picture of chosen diesel heater (Eberspächer, 2012) ... 41
Figure 21 – The concept solution ... 44
Figure 22 – Insulated storage container ... 45
Figure 23 – IBC-tank ... 46
Figure 24 – Diesel heater ... 46
Figure 25 - Battery ... 47
Figure 26 – Generator ... 47
Figure 27 - Pump ... 48
Figure 28 - Hoes... 48
1 I
NTRODUCTION
During the course KPP301 at Mälardalen University a thesis work on Volvo CE in Eskilstuna has been done. Volvo CE manufactures off-road equipment such as articulated haulers, wheel loaders, excavators and graders see pictures in appendix 12.1. The machines are sold in a global market and are known for their durability and reliability. Due to the new emission legislation that will come into force in North America and Europe from January 2014, the legislative authorities has given the engine producers the task to lower the nitrogen oxide (NOx) gases in order to meet the new coming legislation. The nitrogen oxide (NOx) gases, which are produced from all combustion processes at high temperatures, are acting acidifying on the environment. Volvo CE is at the moment investigating different solutions to lower the NOx, one of these is to use a system called SCR (Selective Catalytic Reduction). For this system to function properly a reduction agent is used. A tank inside the machine needs to be filled with this reduction agent called AdBlue/DEF, which is the product name for the solution consisting of deionized water and urea, which is injected to the machine exhaust gases in order to lower the NOx gases. In order to safeguard that emission levels are kept, the engine safety system in the machine ensures that if the machine user does not/cannot refuel the AdBlue/DEF, or uses the wrong kind of fluid, the machine will gradually lower the output effect until the machine finally will go to idle and not be able to produce.
AdBlue/DEF has the characteristic to freeze at - 11°C, which means that it can cause big problems while storing during wintertime if no external electricity is supplied. The machine producers must ensure that AdBlue/DEF does not freeze inside the machine systems. Even if not included in the machine producer’s core business it is in their interest that it is possible to pump the AdBlue/DEF from the storage tank into the machine during wintertime. To solve this, how to safeguard fluid AdBlue/DEF stored in storage tank in cold climate without access to external electrical supply, to a machine fleet of one to five machines, is the focus of this thesis work.
The thesis work was initiated to investigate and do a pre-study on how AdBlue/DEF could be stored and kept from freezing without any external electrical supply during cold periods of time. In order to get an overview of the problem and the problem areas, and also in order to find reasonable solutions, this thesis work is an important part of a project at Volvo CE with the aim to solve the storage problem.
Important to understand is that Volvo CE does not want to produce an own product but want to find a solution that they can recommend their customers to buy from a third part producer.
In this report you will be able to read about the task, the work process and the result of the thesis work. The chosen solution will be visualized through Solid Works and pictures are shown in chapter 8.
2 A
IMS
In this section aims of course and project will be presented.
2.1 A
IM OF COURSEIn the course KPP301 Thesis Work Product Development - Mechanical Design Process the general aim is to show understanding and implementation for the processes and methods learnt during the product development courses KPP015, KPP017 and KPP039. The aim is also to show the embrace and implementation of other courses taken during the education at Mälardalen University. More precise a usable working process should be described and a CAD-model be produced as a way to visualize the chosen concept solution.
The working process and the result will be described in this report according to standards (Svenske, 1990).
2.2 A
IM OF PROJECTThe aim of the project is to find a possible concept solution on how to keep AdBlue/DEF fluid in temperatures below - 11°C when access to external electricity is not possible. Volvo CE should be able to use the concept solution to build upon.
3 P
ROJECT DIRECTIVES
Volvo CE does not want to develop or manufacture a product of their own that handles AdBlue/DEF on site, they only want to find a solution that they can recommend customers to buy from a third part producer. This means that equipment for the solution must be found in affected markets such as North America and Europe and must therefore also be of a producible technique.
During the thesis work primarily three persons on Volvo CE will work as mentors, Fredrik Grop, Lena Andersson and Lenny Jonasson. They will also be the primarily contact persons for the thesis work. These persons are hereafter referred to as the reference group.
With the reference group we have agreed on that a morning meeting will take place at 7.30 am every morning during the work on Volvo CE where yesterday’s work can be discussed and todays work can be planned.
4 P
ROBLEM STATEMENT
The problem in short is to find a solution on how to storage and handle AdBlue/DEF in cold climate areas where no access to external electricity is possible.
When the temperature is below – 11°C AdBlue/DEF freezes and causes great problems to the users when wanting to refuel the AdBlue/DEF tank in the machine. In order to use AdBlue/DEF without problems both the storage container and its peripheral components, such as pump and hose, must maintain a temperature over - 11°C (Oldberg, 2012). This temperature is easy to maintain when electricity is available on site because in those situations tanks with some sort of electrical heating can be used. There are a numbers of electrical solutions on the market today that solves the freezing problem with electricity for on-road vehicles. It is when electricity is nowhere to be found on the site the problem becomes critical and therefore also urgent to solve. For further information on the problem see appendix 12.2.
Issues:
1. Who is the affected customer?
2. How much AdBlue/DEF does the customer need to have fluid?
3. How can AdBlue/DEF be kept fluid during winter when no electricity is available on site?
5 P
ROJECT LIMITATIONS
The course KPP301 is on 15 hp and stretches over approximately ten weeks, see the project plan in appendix 12.3. Due to this some limits have been established:
• The solution is to be kept on a concept level and will therefore not be
tested or calculated more than is suitable for this level of thesis work.
• The CAD model produced in Solid Works does only need to have the
most crucial measurements.
• The solution should address small to medium size customers with a fleet with one to five machines that do not have access to external electrical supply.
• We will limit the pure design tools to a group contract, see appendix 12.4, a requirement specification, a Pugh analysis, a FMEA, brainstorming and a function analysis.
• We will not focus on making the concept solution suitable for use in specifically warm climate areas.
• All costs will be based on list prices and will not be discussed with suppliers in order to get customized prices.
• The concept solution will be calculated to work down to -40°C since this is the lowest temperature machines from Volvo CE is required to work in.
6 T
HEORETICAL BACKGROUND
&
SOLUTIONS METHODS
This chapter will describe our process and how we plan to use methods and resources. The process is shown in the flow chart in Figure 1.
Understanding the project
Understanding the problem
Understanding the market
Understanding the customer
Requirement specification
Mapping of existing products
Generate concept
Evaluate concept
Choice of concept
Choice of components
Vizualization
FMEA
6.1 U
NDERSTANDING THE PROJECTIn the concept generation process it is important to develop a general understanding for the problem, in order to be able to break it down to sub problems. The problem statement and the requirement specification is two important steps to go through. It is also important not to forget these steps in the following process, as they should be refined along the way. (Karl T. Ulrich and Steven D. Eppinger, 2008)
As the first step of our thesis work we found it important to understand the project which we were going to be a part of. In order to do this we sat down with our mentors at Volvo CE who explained their parts of the project. After the meeting we gathered information about the SCR-system which states the boundary conditions for the project.
6.2 U
NDERSTANDING THE PROBLEMTo understand the main subject which was to be solved during the thesis work, information was gathered about AdBlue/DEF used in the SCR-system and the handling of AdBlue/DEF. As base we had the information given to us by the mentors during the startup meeting. As much information as possible was gathered through the internet in order to narrow the problem down to something that was easy to understand as well for us as for other people that we needed to get in touch with further on. When needed Lenny Jonasson was contacted to answer our questions and to give advice on other ways to find information.
To make sure the problem was approached correctly a function analysis was executed. A function analysis is carried out to define what functions a product should achieve without stating how they should be achieved. Often the functions are categorized in “main functions” and “sub functions” which makes it easier for the developer to concentrate on the right function at the right time in the process. The function analysis should be updated along the way as new impressions could change the way of approaching a problem. (Lövgren, 2012) A function analysis is also used as a way to make sure that the concept solution in the end would fulfill as much requirements as possible.
6.3 U
NDERSTANDING THE MARKETTo understand which machines and countries that are affected by the emission legislations that would give engine producers the task to lower the nitrogen oxide (NOx) gases, both a market research and interviews with people at the department for auxiliary system was done. Research material from Lena Andersson guided in which company’s and countries AdBlue/DEF was produced and distributed in order to quickly manage to overview the market.
6.4 U
NDERSTANDING THE CUSTOMERTo understand who the customer was and how many machines each customer had in their fleet interviews was conducted, both at Volvo CE and by telephone. The purpose with the interviews was to get information about:
• If the customer already uses AdBlue/DEF and if so, how much they consume?
• How they prevent AdBlue/DEF from freezing?
• If they have access to external electricity supply?
• How they manage without electricity if they do not have access to external electricity?
This was an important part of the work as this step formed the base of the further work.
6.5 R
EQUIREMENT SPECIFICATIONTo identify what kind of problem we should deal with and what regulations we had a requirement specification was written. The requirement specification would also give a structure in the further work in finding a solution on how to storage and handle AdBlue/DEF in cold climate without external electricity. “A product design specification (PDS) is a statement of what a not-yet-designed product is intended to do. Its aim is to ensure that the subsequent design and development of a product meets the needs of the user. Product design specification is one of the elements of product lifecycle management” (Wikipedia, 2012)
6.6 M
APPING OF EXISTING SOLUTIONSAn external search has the aim to find existing solution to both the overall problem as well as to the sub problems that might be found during the phases of understanding the project, understanding the problem, understanding the market and understanding the customer. According to Ulrich and Eppinger it is often quicker and cheaper to implement an existing solution rather than developing a new solution. (Karl T. Ulrich and Steven D. Eppinger, 2008) Market investigation material from Lena Andersson was used to help us find manufacturers and to understand what kind of solutions that already existed on the market today. Even if it was only solutions for the on-road market it could give us ideas and inspiration for finding solutions for the off-road market.
6.6.1
F
IELD TRIPWith more knowledge we made a field trip to Yara in Köping to investigate an existing tank solution for on-road vehicles and ask questions about AdBlue/DEF. We were interested in the size of the tanks and storages they had and also to see their heating solutions.
6.7 G
ENERATE CONCEPTSDuring the generation of concepts we searched for different solutions for keeping a tank of AdBlue/DEF warm enough not to freeze. We used the reference group as sounding board and with their help and also by using the brainstorming method (Mikael12) we came up with a number of concepts, some more likely than others. The fine thing about brainstorming is that all ideas, regardless if they seems trustworthy or not, is written down and used in further evaluations.
6.8 E
VALUATE CONCEPTTo be able to evaluate the concepts we wrote down criteria based on the requirement specification and conversations with the reference group. The information used to specify the criteria was taken from the equipment summary and used during the Pugh-analysis. A Pugh-analysis is made in 6 steps:
Step 1: State the issue – what is to be compared?
Step 2: Select the alternatives to be compared – state the concepts that are to be compared.
Step 3: Choose the criteria for comparison – criteria taken from for example the requirement specification.
Step 4: Develop relative importance weightings – weigh the criteria with for example 1-5 for not important to highly important.
Step 5: Evaluate alternatives – for example use -1, 0 and +1.
Step 6: Compute the satisfaction and decide what to do next – calculate the result by multiplying the criteria with the weightings.
With the Pugh-analysis we could see which component were the most suitable for the solution by analyzing the result numbers.
(Ullman, The mechanical design process, 2010)
6.9 C
HOICE OF CONCEPTWhen making the base to the evaluation we valued the criteria thoroughly. This we had a great use for when we chose the final concept solution to go through with since the type of components were selected by making sure that the most highly valued criteria was fulfilled.
6.10 C
HOICE OF COMPONENTSVolvo CE wanted us to come up with one final concept that they could look at and maybe let a third part producer develop further. Our final concept is far from finished but nominal effects and other technical choices will be estimated as accurately as possible for each component in order to make the concept trustworthy.
6.11 V
ISUALIZATIONTo be able to show our thoughts and ideas we chose to visualize them in pictures to be sure that whoever we show them to understands the idea. The pictures was made in Solid Works CAD because it is a program we have used before and therefore have some knowledge in.
6.12 FMEA
To identify and diagnose failures before and after they have occurred an FMEA is used. The FMEA (Failure Modes and Effects Analysis) is often shown through a table and consists of five steps.
Step 1: Identify the function affected Step 2: Identify failure modes Step 3: Identify the effect of failure Step 4: Identify the failure causes or errors Step 5: Identify the corrective action
By following these steps the table will be filled and can thereafter be used in order to understand which function causes the most dangerous failures and also what can be done to avoid it.
7 A
PPLIED SOLUTION PROCEDURES
In this chapter we will guide you through the process of finding a solution that could meet the requirements from the requirement specification and interest the customers. We will also explain our choices thoroughly and clarify them through appendices found in the end of the report.
7.1 U
NDERSTANDING THE PROJECTAs the first step in the process a startup meeting was held at Volvo CE, which included us, Fredrik Grop, Lena Andersson and Lenny Jonasson. This meeting gave us an understanding of the project in general and also for the background of the project which were the following; in January 2014 the emission legislation, that affects North America and Europe, Tier 4 Final/Stage IV, will come into force, see appendix 12.5. The nitrogen oxide (NOx) gases, which are produced from all combustion processes at high temperatures, are acting acidifying on the environment. Therefore legislative authorities have given engine producers the task to lower these emissions in order to meet the new coming legislation, see Figure 2 below. In order to fulfill this legislation Volvo CE is investigating different solutions to lower the NOx, one of these is the possibility to use a system called SCR. SCR, short for Selective Catalytic Reduction, is an after treatment technology used to lower the levels of NOx gases in the exhaust gases with the help of an reduction solution called AdBlue/DEF.
“The main components of the SCR system are the SCR catalyst, the AdBlue/DEF injection unit, the AdBlue/DEF tank and the AdBlue/DEF dosing control unit. AdBlue/DEF is injected into the exhaust pipe, in front of the SCR catalyst, downstream of the engine. Heated in the exhaust it decomposes into ammonia and CO2. When the
NOx reacts inside the catalyst with the ammonia, the harmful NOx molecules in the exhaust are converted to harmless nitrogen and water. For the correct functioning of your SCR system, make sure you use only high quality AdBlue/DEF such as Air1. Poor quality reagent that is contaminated with foreign matters risks damaging your catalyst.”
Figure 2 - The reduction of NOx and particulate matter (PM) from EPA off-road emission standards (Integer, 2011)
For schematic picture of SCR-system see Figure 3 below.
If choosing the SCR-system Volvo CE must, as a consequence, develop a solution for distribution and storage setup for all peripheral on-site equipment needed to supply the SCR-system. This includes evaluating the current setup of Volvo Trucks solutions and by this developing a supply system of AdBlue/DEF to ensure availability and accessibility for the off-road market. Our work was therefore a part of Volvo CE´s development of a supply system to ensure availability and accessibility for off-road machines.
Volvo CE was not interested in producing an own product but would like to find a third part producer that might could use our concept solution as a working base for further development of a solution that could handle the storage of AdBlue/DEF. However, it is extremely important that the solution stands for the company’s core values “Quality, Safety and Environmental care” in order for Volvo CE to be able to recommend it to their customers.
With the reference group we agreed that a morning meeting would take place at 7.30 am every morning where yesterday’s work could be discussed and todays work could be planned, this in order to always have a close communication that could foster the project. After each meeting all new tasks were listed in an action list, see appendix 12.6. This action list contained the activity, the responsible part, a planned ready date and a box to check in when the task had been completed. This action list was available to us and to the reference group so everyone could check in the completed box when completing a task.
7.2 U
NDERSTANDING THE PROBLEMIn order to safeguard that emission levels are kept the legislative authorities have forced the engine manufactures to make sure the machine cannot be used without AdBlue/DEF. Due to this, users of the off-road machines must make sure that AdBlue/DEF always is available in the machines. If the operator does not refuel the AdBlue/DEF, or uses the wrong kind of fluid, the machine will gradually lower the output effect until it finally will go to idle. Due to this it is very important that AdBlue/DEF is always to be found near the working place, preferably even to be kept on site and to be mobile.
AdBlue/DEF has the characteristic to freeze at - 11°C which can cause big problems when storing during wintertime if access to external electricity is not possible. If the driver needs to refill AdBlue/DEF in winter times, the AdBlue/DEF must be possible to pump from the storage container to the machine. Since the machine does not know if the user has neglected refueling the AdBlue/DEF tank in the machine because of his own will or because of that the AdBlue/DEF in the storage tank is frozen the machine will after a while go to idle anyhow. To solve this problem, how to safeguard fluid AdBlue/DEF in cold climate, is very important to Volvo CE since they do not want unhappy customers and it has also been the focus of this thesis work.
Since the AdBlue/DEF is a blend of 32,5% urea in 67,5% distilled water (Air1, Air1 Sverige, 2012) the blend will get several other draw-backs but the freezing point due to the chemical structure such as:
• Corrosive tendency in contact with non-alloyed steel, copper, copper containing
alloys and zinc coated steels
• Will precipitate manganese in contact with manganese alloyed steel
• Will expand while freezing
• Will precipitate ammonia in contact with air
• Will precipitate ammonia at an exponential rate when the temperature of the solution rises over 70°C
These draw-backs lead to the problem that is to be solved during the Volvo CE project. They also leads to difficulties in the thesis work when comes to choices of materials that is to be in contact with or nearby the AdBlue/DEF. For more information about AdBlue/DEF see appendix 12.7.
The main problem to focus on during the thesis work will, as stated before, be how to solve the problem with AdBlue/DEF freezing during wintertime in areas where
temperature drops below -11°C. The problem is easily solved with electrical heating on sites where electricity is found, but for Volvo CE and many others it will be problematic how to satisfy the customers need on sites if no external electrical supply is available.
In addition to this it is also important to keep peripheral equipment such as pump and hose and filling nozzle working. Because AdBlue/DEF can be gathered in these components the system also needs to maintain a temperature over the freezing point of the AdBlue/DEF not to break. (Oldberg, 2012)
To get an overview of what the solution must fulfill a function analysis was made. The function analysis points out the most important functions to fulfill during the thesis work and is shown in Figure 5 in the form of a function tree, to make it clearer to understand the contexts. To the left in the picture is the main function and if going to the right in the picture you will get an answer to the question “How” and if going back to the left you will get an answer to the question “Why”.
Ease the handling of AdBlue
Keep AdBlue fluid
Keep the cold locked out
Add heat
Ease refueling of AdBlue tank
Ensure the tank and its interface is standard
Ensure the tank is accesable
Ease refueling of AdBlue to the machine
Ensure the interface is easy to access
Ensure pump and hose are working
Ensure mobility
Ensure robustness
Ensure the solution can manage rough
handling
Ensure compatibility with harsh climate
Ensure global availability
Ensure components are according to global
standards
Ensure the solution is as efficient as possible
Minimize energy losses
Ensure possible power sources are as fuel efficient as possible
7.3 U
NDERSTANDING THE MARKETFrom the interviews with Lenny Jonasson and Aron Holmberg at the department of Engine development and Auxiliary Systems we understood that every diesel powered machine with an engine size above 56 kW that sells in North America and Europe from 2014 will be affected by the emission legislation. The map in Figure 6 shows the countries that are affected by the Tier 4 Final / Stage IV legislation.
Figure 6 – Countries affected by the Tier 4 Final / Stage IV legislation (Cummins, 2012)
From information given by Volvo CE it became clear that only the northern regions and/or high altitude parts of North America and Europe, in countries that have cold climate, would have problems with AdBlue/DEF that freezes in periods of cold temperatures. In order to narrow it down to something understandable we decided to focus on Sweden primarily and to always have the rest of the affected regions in mind. We therefore studied median temperature charts from SMHI, see appendix 12.8, to understand which part of Sweden we should focus on when looking for potential customers to interview. From the charts we found that north of Dalarna the median temperature was below -11°C during the winter month, therfore we focused on that part of Sweden when interviewing potential customers.
Unfortunately this was such a new problem that no specific statistic was to be found that could describe the affected market to 100%. Therefore we have been forced to estimate how big the problem is, and who the customers are.
During the market research two primarily producers of AdBlue/DEF was studied that covered the affected countries. These producers were Yara and Terra Environmental Technologies which produces AdBlue/DEF under the brand names Air1 and TerraCair. Since Lena Andersson already had made some contact with Yara’s office in Köping they became our primary contact for information about AdBlue/DEF.
7.4 U
NDERSTANDING THE CUSTOMERUnderstanding the customer was important to be able to design a solution that could attract Volvo CE’s customers. Since we had established where the market was, we decided to identify the customer and its need of AdBlue/DEF. Exactly how much AdBlue/DEF the affected customer was going to need was extremely difficult to answer. This because of that a customer could start with a few AdBlue/DEF machines and then replace old ones or buy new machines and therefore increase the AdBlue/DEF consumption. In general the AdBlue/DEF consumption is about 5% of the diesel consumption, this means that for every 100 liters use of diesel the use of AdBlue/DEF will be about 5 liters (Air1, 2012).
With the help of Lena Andersson we got three customer scenarios as follows:
Case 1
Small customer – first SCR machine
• One new machine using AdBlue/DEF (EC250D excavator)
• AdBlue/DEF consumption approximately 5% of fuel consumption,
– 1500 hours per year of usage
– Roughly 1800 liters of AdBlue/DEF per year – Roughly 150-200 liters of AdBlue/DEF per month
• Possible distribution models to the customer:
– 20 liters can ready mix – Supplied by dealer – Barrels 208 liter – Supplied by dealer
– IBC-tank 1000 liter – supplied by AdBlue/DEF distributor
Case 2
Mid-size customer – first two SCR machines
• Two new machines using AdBlue/DEF (A30F articulated hauler and L180G
wheel loader)
• AdBlue/DEF consumption approximately 5% of fuel consumption,
– 2 x 1500 hours per year of usage
– Roughly 3200 liters of AdBlue/DEF per year – Roughly 300-400 liters of AdBlue/DEF per month
• Possible distribution models to the customer:
– 20 liters can ready mix – Supplied by dealer – Barrels 208 liter – Supplied by dealer
– IBC-tank 1000 liter – supplied by AdBlue/DEF distributor
Case 3
Large customer – 10 new SCR machines
• Ten new machines using AdBlue/DEF (Construction site - project)
• AdBlue/DEF consumption approximately 5% of fuel consumption,
– 10 x 1500 hours per year of usage
– Roughly 18000 liters of AdBlue/DEF per year – Roughly 1500-2000 liters of AdBlue/DEF per month
• Possible distribution models to the customer:
– IBC-tank 1000 liter – supplied by AdBlue/DEF distributor – Bulk – Supplied by AdBlue/DEF distributor
During the interviews with potentially affected customers we could not talk to customers using machines from Volvo CE because engines that need AdBlue/DEF do not yet exists in machines from Volvo CE. Instead we searched for contractors active north of Dalarna that used products on other markets and found that the forestry and farming business uses machines that need AdBlue/DEF. After several telephone interviews we found out that on farms there is no problem with AdBlue/DEF freezing because of that they have electricity to heat the AdBlue/DEF with at site. In the forestry business they do not have electricity and therefore keeps AdBlue/DEF in cans in the trailer or in the machine cab. For interview documentation see appendix 12.9.
After these telephone interviews we manage to limit our focus on businesses with machine fleets with one up to five machines. This was based on the customer scenarios and the telephone interviews from which we could draw the conclusion that a fleet with one up to five machines needed a bigger tank, not only cans, both because of their AdBlue/DEF consumption and to avoid a more complex logistic to support all machines. With this as background the need of AdBlue/DEF was estimated to 200-1000 liters per month. Customers with more than five machines are not relevant at this point because of that they normally have electricity available on site since they must keep bigger personal facilities running. Their high numbers of machines also results in high consumption of AdBlue/DEF which is normally solved by big tanks that are heated by electricity.
7.5 R
EQUIREMENT SPECIFICATIONWith the background material from Lena Andersson, the function analysis as a starting point and after interviews with personal from Volvo CE we made a requirement specification.
It was especially important for us to make sure that the concept solution:
• Would be safe to personal and environment.
• Would be able to keep the AdBlue/DEF fluid for at least one work shift in temperatures below -11°C without the need of external electrical supply.
• Would be able to be moved with a full tank.
• Would be manufactured from material that would withstand tough usage in cold
and wet climate.
• Would be manufactured from material that would not contaminate the
AdBlue/DEF.
For the whole requirement specification, see appendix 12.2.
When we created the requirement specification we found it important to connect it to Volvo’s core values “Quality, Safety and Environmental care” and it was also important that they followed throughout the whole process. The requirement specification was later to be the foundation for the equipment summary that listed a number of different varieties of components and also for the list of criteria for the final concept evaluation.
7.6 M
APPING OF EXISTING SOLUTIONSUsing Lena Anderson’s material during the research on the Internet we found a couple of manufacturers of on-road equipment to investigate further. We wanted to find out if they had any solutions that would fulfill our requirement specification. What we found was a number of electrical storage solutions; see description in Figure 7.
Description 1
BlueMaster from Kingspan, see Figure 9, is an insulated tank with volumes of 1,2 – 9,0 m3 inside a protected enclosure that is heated by an electric heater. Connected to the tank is a separate heated compartment with the purpose to protect peripheral equipment such as pump and hose from freezing. This tank solution requires electricity from the power grid. Another tank solution from Kingspan is Blue TruckMaster, see Figure 8. This solution is a non-insulated, non-heated tank with volumes of 0,2 – 0,9 m3 designed to fit a pick up truck.
Description 2
Identic are producing tank solutions with volumes of 1 – 5 m3. For example the Metro Bulk 4000, see Figure 10, is an insulated storage for both tank and peripheral equipment that is heated with an electric heater that requires electricity from the power grid. This is a solution mostly used by big, stationary companies.
Figure 10 - Metro Bulk 4000 from Identic (Identic, 2012)
Figure 8 - Blue TruckMaster from Kingspan (Kingspan, 2012)
Figure 9 - BlueMaster from Kingspan (Kingspan, 2012)
Description 3
KleerBlue provides tank solutions for the North American market with volumes of 1–50 m3. One of their solutions is the Insulated Tote Storage Unit, see Figure 11. This is an insulated tank storage solution for the tank and peripheral equipment heated with an electric heater in need of electricity from the power grid.
Description 4
Balmoral SuperBlue, see Figure 12, is a tank solution with volumes 1 – 10 m3 that is insulated and is heated by an electric heater that requires electricity from the power grid. The unit is designed to be placed on a specific place and not to be moved after that, especially not with a full tank. Peripheral equipment is to be stored inside the heated storage.
Figure 12 - SB2500H Horizontal SuperBlueTM from Balmoral-Group (Balmoral-Group, 2012) Figure 11 - Insulated Tote Storage Unit from KleerBlue (KleerBlue, 2012)
Description 5
The tank solution from Blue1USA is a heated and insulated storage for a tank with
volumes of 3 – 7 m3, see Figure 13. The peripheral equipment is stored inside the heated
storage. This solution is sold on the North American market and requires electricity from the power grid.
Description 6
The Outdoor Version from Bott, see Figure 14, is heated with a electrical heater in need of electricity from the power grid. The storage is insulated and can store a tank with
volumes of 1 or 4 m3. The peripheral equipment is also stored inside the heated storage.
This solution is only sold on the European market.
Figure 14 – Outdoor version from Bott AdBlue/DEF (Bott, AdBlue, 2012)
Summary
During research on these existing tank solutions for on-road vehicles, it appeared that they only can be moved with an empty tank and that every one of them needs external electrical supply. The heater capacity varies between 0,25 – 5 kW but no information about material and thickness for insulation has been found.
The search gave us inspiration and material for questions to ask during contact with other manufacturers. We also realized that we had focused on the wrong kind of solutions when we searched for manufactures of tanks that could hold AdBlue/DEF. We should have
Figure 13 – Commercial Mini Bulk System from Blue1USA (Blue1USA, 2012)
started by doing a wide search of the on-road solutions and then gone directly to the phase of generating concepts instead of focusing exclusively on different kind of tanks. Therefore we decided to meet the producers of AdBlue/DEF in Köping in order to get some answers regarding AdBlue/DEF and the usage of AdBlue/DEF.
7.6.1
F
IELD TRIPA field trip to Yara in Köping was made with the goal to get some answers regarding AdBlue/DEF and the use of AdBlue/DEF. We were also interested in what kind of storage solution they recommended their customers today.
During our visit we learned about AdBlue/DEF from Roger Oldberg and we got the opportunity to study a BlueMaster solution from Kingspan. BlueMaster, see Figure 9, is a tank for the on-road or off-road market that has an electric heater that needs external electricity to prevent the AdBlue/DEF from freezing. Roger Oldberg told us about customers that had machines for farming and how much AdBlue/DEF they needed and also what sort of tanks and storages they used. Roger explained and demonstrated the 5000 liter BlueMaster tank from Kingspan, see detailed pictures in Figure 15 and Figure 16.
Kingspans different AdBlue/DEF tanks have the same solution and therefore the size of the tanks was not important during this field trip study. He also explained to us that the tank is placed inside a protective shell with insulation and an electrical heater. The storage room for hose, pump and control panel was separated from the storage room of the tank and had its own electric heater. With this sort of solution the tank must be empty before it can be moved.
During this field trip Roger also presented the IBC-tank of 1000 liter to us. He explained that it is a common size that customer usually buy and that an IBC-tank can be moved with full tank. There is no insulation present on the IBC-tank and the distributor, in this case Yara, makes sure the IBC-tank is delivered to the site.
With this information we came to the conclusion that an IBC-tank could be a possible solution for the storage of AdBlue/DEF.
Figure 16 - Picture from field trip showing storage for hose, control panel and heater in BlueMaster
Figure 15 – Picture from field trip showing hose, and filling nozzle in BlueMaster
7.7 G
ENERATE CONCEPTSIn order to keep an open mind after the field trip we decided to brainstorm with the intention to come up with as many ways as possible to store AdBlue/DEF in order to keep it from freezing. We directly decided that we should store the AdBlue/DEF in some kind of tank because it is the safest way to store AdBlue/DEF. Another issue to solve was how it could be possible to, if needed, keep or add heat to the tank and its peripheral equipment. The ideas we had are stated below:
1. Dig down a tank of AdBlue/DEF on a frost free depth and by that way make sure it does not freeze.
2. Stir the AdBlue/DEF around in a tank in order to get a circulation of the molecules that could slow down the freezing process.
3. Insulate the tank with for example polyurethane foam or cellular plastic in order to slow down the freezing process.
4. Add heat directly in to the AdBlue/DEF by for example an immersion heater. 5. Add heat to the space around the AdBlue/DEF tank if the tank is placed in a
storage in order to be able to keep the AdBlue/DEF fluid for a longer time. 6. Add an antifreeze substance to the AdBlue/DEF in order to stop it from freezing. 7. Cover a tank of AdBlue/DEF with soil with the help of an excavator.
8. Cover the AdBlue/DEF tank with a heating cap that is shaped to fit the tank and its peripheral equipment.
9. Cover the AdBlue/DEF tank with an isolating cap that is shaped to fit the tank and its peripheral equipment.
10. Place the tank on a heated base plate to use the fact that warm air rises.
11. Pump the AdBlue/DEF through a heating unit and then back into the tank to in that way continuously heat the solution.
7.8 E
VALUATE CONCEPTTo start the evaluation of the first concepts we established some criteria that we found to be specifically important:
1. Ensure that the tank is at no risk of freezing.
2. Ensure that the pump and hose are at no risk of freezing. 3. Be mobile also with a full tank.
To see if the concepts that were established through brainstorming would fulfill some or all of the criteria we executed a list of pros and cons for each concept.
1. Dig down a tank of AdBlue/DEF on a frost free depth and by that way make sure it does not freeze.
+ Minimizes the risk of hitting the tank with a machine – Hard to keep mobile
– Gives no shelter to peripheral equipment
2. Stir the AdBlue/DEF around in a tank in order to get a circulation of the molecules that could slow down the freezing process.
– The stir mechanism needs to be made of materials that manage the chemical characteristics of AdBlue/DEF
– Will only work before AdBlue/DEF starts to freeze – Gives no shelter to peripheral equipment
– Needs electricity
3. Insulate the tank with for example polyurethane foam or cellular plastic in order to slow down the freezing process.
+ Slows down the freezing process
– Will only work before AdBlue/DEF starts to freeze – Gives no shelter to peripheral equipment
4. Add heat directly into the AdBlue/DEF with for example an immersion heater. + Keeps AdBlue/DEF above freezing point
– Gives no shelter to peripheral equipment
– The immersion heater needs to be made of materials that manage the chemical characteristics of AdBlue/DEF
– Needs electricity
– Could cause spill while refueling the tank
5. Add heat to the space around the AdBlue/DEF tank if the tank is placed in a storage, in order to be able to keep the AdBlue/DEF fluid for a longer time.
+ Provides shelter to peripheral equipment + Keeps AdBlue/DEF above freezing point – The heat will easily leak out
6. Add an antifreeze substance to the AdBlue/DEF in order to stop it from freezing. – Could contaminate the AdBlue/DEF
7. Cover a tank of AdBlue/DEF with soil with the help of an excavator. – Hard to keep mobile
– Hard to give shelter to peripheral equipment – Will only work before AdBlue/DEF starts to freeze
8. Cover the AdBlue/DEF tank with a heating cap that is shaped to fit the tank and its peripheral equipment.
– Needs electricity – Hard to keep mobile
– Hard to use the peripheral equipment in an easy way – Needs to add heat continuously
9. Cover the AdBlue/DEF tank with an isolating cap that is shaped to fit the tank and its peripheral equipment.
– Will only work before AdBlue/DEF starts to freeze – Hard to keep mobile
– Hard to use the peripheral equipment in an easy way
10. Place the tank on a heated base plate to use the fact that warm air rises. – The heat will easily disappear
– Gives no shelter to peripheral equipment
11. Pump the AdBlue/DEF through a heating unit and then back into the tank in order to continuously heat the solution.
+ Keeps AdBlue/DEF above freezing point – Gives no shelter to peripheral equipment – The heat will easily leak out
12. Put the tank in an insulated storage.
+ Provides shelter to peripheral equipment + Will keep heat from leaking out
+ Do not need electricity
– Will only work before AdBlue/DEF starts to freeze
In order to ensure that the pump and hose are at no risk of freezing we could exclude the concepts number one, two, three, four, six, seven, ten and eleven because it would require another solution just to keep the pump and hose useful. To be able to keep the pump and hose from freezing in concept number eight and nine they needed to be kept under the cap too which would lead to unnecessary complications when it was to be used for refueling the machine. It would also be hard to keep the caps tight in order to minimize the loss of heat. If the caps are to be made as tight as needed it would be more useful and environmental friendly to use a real storage room for the whole system instead. These concepts will also be hard to move with a full tank why they therefore were omitted. The solutions number five and twelve we chose to have in mind during the further process because we thought that they might be able to combine in order to create a complete solution.
Through the concept generation and the market research we had come to the conclusion that our concept solution needed a tank to store the AdBlue/DEF in, a way to store the tank and something to keep the AdBlue/DEF over -11°C with. Since it was important that the pump and hose would not freeze we focused on the concepts that stored the hose and
pump near the tank and that preferably could keep them from freezing with the same solution that kept the AdBlue/DEF from freezing. After research on different types of heaters we found out that to ensure this, a solution without the need of any external electricity was nearly impossible to develop. This because most heaters needed a thermostat to be able to control the heat, in order to decrease the effort for the user and this thermostat must be regulated by electricity. Also electricity was needed to regulate the fuel supply, if there was to be any fuel used, and to have a safe and easy start mechanism which was important in order to keep the solution user friendly. We therefore met up with the reference group and we all agreed that our solution could include some components that needed electricity if it was possible to solve the electricity need in a user friendly way. After this we broadened our search to find solutions that could keep the AdBlue/DEF from freezing with as little external electrical supply as possible in order to keep the solution fuel efficient and user friendly.
When these boundaries were established for the concepts, the phase of composing the concept solution and the search for varieties of each kind of component began. We started out with the tank and whether it should be insulated or not. Then discussed how the tank could be placed and came up with the ideas to keep it outside, in a heated storage, in an insulated storage or in a non-insulated storage. This depending on whether the tank was to be insulated or not and if there already was an existing heated storage on site. To keep the AdBlue/DEF from freezing heat needed to be added either directly to the liquid or to the space surrounding the tank. In order to do this we found solutions such as immersion heater, gas heater, diesel heater and electrical heater. Almost all of these heaters needed some peripheral equipment that would result in some additional costs due to power supply solutions, fans or radiators, but that was impossible to avoid. To find electricity sources we searched for different types of equipment, such as battery, solar panel or generator. We decided that the need of electricity could be solved by using a battery and/or a generator because the use of solar panel was too risky if there was not enough sun light or if snow would block the solar panel from the sun light.
After doing the first selection we reached a number of concepts that had similar qualities but was solved with different solutions. They are shown in a “solution/concept tree” in Figure 17 on the next page and information of the varieties of components is listed in an equipment summary in appendix 12.10. The information in the equipment summary is based on the requirement specification.
The tree is supposed to be read up to down in order to show the different concepts. For example an easy concept could be a tank without insulation stored in an existing heated storage. This concept would only work if the customer already has a heated storage on site that could fit an AdBlue/DEF tank of suitable size. A more complex concept could be a tank without insulation, stored in an insulated storage, heated by a diesel heater with the need of some control voltage, which were provided through a battery which in its turn was charged by a generator.
The reference group recommended us to, with the help from the list of criteria, see appendix 12.11, and our listed pros and cons in appendix 12.12, to value the different components as “usable” or “not recommended”. This we visualized with a plus for “usable” and a minus for “not recommended” as shown in Figure 18 below.
From the tree we could see a distinct way of pluses which when was followed gave us the concept of a tank without insulation, stored in an insulated storage, heated by a diesel heater with the need of some control voltage, which were provided through a battery which in its turn was charged by a generator. This concept we presented as our key concept at the meeting with Yara, Kingspan and the reference group. The meeting was set up in order for us to establish a first contact with Yara and Kingspan and we wanted their opinions on how our solution could meet their standards and to see if this was something they thought suited their range of products. We asked the present representatives Mikael Edsäter from Yara and Johan Ek from Kingspan for their opinions on the concept and got a positive response. We also discussed if AdBlue/DEF was theft greedily and came to the conclusion that it was not as high risk for stolen AdBlue/DEF as for diesel which was in our advantage when developing the concept. If the AdBlue/DEF had been as theft greedily as diesel we would have had to put a lot of effort into making the storage extremely theft proof, which now was not needed. The meeting also gave us more input for evaluating the different concept shown in the “solution tree”, see meeting minutes in appendix 12.13. Through this meeting we also got hold of contact information to John Lennon who is the R&D Manager at Kingspan Poland and we had a telephone meeting with him where he gave us input on our concept solution. John Lennon said that our solution could work but that Kingspan did not have any insulated storages as the one we described in their product range today. He also pointed out that it was important to keep the pump and hose safe from freezing why he thought that we should insulate them. Furthermore he told us about their solution BlueMaster which were insulated with polyurethane and used an electrical heater with 250 W effects.
In order to ensure that the “green plus solution” were the best solution each component was evaluated from the criteria with a analysis. This resulted in four different Pugh-matrixes, one for each kind of component, see appendix 12.14. Since the reference group specifically pointed out the weight of security and costs, these criteria was valued with high numbers in the Pugh-analysis.
7.9 C
HOICE OF CONCEPTSSince the outcomes of the Pugh-analysis were in line with what we had reached through the “Volvo-method”, the Kingspan meeting and the telephone meeting with John Lennon, we chose to move on with the concept made up by the four Pugh-winning components. The chosen concept became a tank without insulation, preferably an IBC-tank because it is a standard tank which is used frequently by a numbers of businesses. The tank would also suit our customer as they needed 200-1000 liters of AdBlue/DEF per month. By using this standard IBC-tank the initial cost is minimized since no tools need to be made for producing a whole new designed tank. The tank is stored in an insulated storage and by this the pump and the hose can be protected from freezing or damaging. The insulation helps the heat to stay in the storage and by this the fuel consumption is minimized since minimal heat will leak out which leads to that the solution becomes more energy efficient. An important thing is to dimension the storage equipment so that the storage can be moved with a full tank since this is one of the most important criteria in designing a mobile solution.
The storage is heated by a diesel heater that gives an even heating because of the circulating air from an integrated fan. The diesel heater needs electricity to be able to control the temperature through a thermostat. Electricity is also needed in order to run the control panel, which makes it easier for the user to operate the machine, and sometimes also in order to start and stop the solution by a timer or GSM-feature. This kind of heaters comes in a large variety of sizes and fuel tank solutions and is therefore easy to adapt to chosen storage and tank size. See the equipment summary in appendix 12.10. Diesel was preferred as fuel for all components that needed some kind of fuel since it was already available on site as fuel for the machines. Diesel also provides a reduced risk for explosions, less than example gasoline, which is important to make the system safe for the user.
The need of electricity was solved with a diesel generator that charges a battery which in its turn gives electricity to the heater and its control panel. With this energy solution the generator only needs to run while charging the battery which leads to both a lower usage of the generator than if used without a battery as well as lower fuel consumption. The generator could also add customer value to the operator by giving an option to run for example pumps and other components that needed electricity. Important is to adapt both the battery and the generator to manage the rough climate.
7.10 C
HOICE OF COMPONENTSIn this section our choice of components to fulfill our requirements will be presented. We have been looking for standard components and solutions on a global market to fulfill every potential markets. All prices are collected from internet and if not said otherwise the prices are including VAT.
7.10.1
C
HOICE OF TANKAn IBC-tank is chosen because it is a suitable size for the machine fleet we have been focusing on, which uses 200-1000 liters of AdBlue/DEF per month, and it is easy to replace when empty. Connection between the IBC-tank and the pump can be done either at the top of the tank or at the orifice at the bottom of the tank. A benefit with connecting the pump at the orifice is that the risk of both contamination and spillage of AdBlue/DEF is significantly reduced. Another benefit with connecting to the orifice is that the liquid is fluid when needed since the IBC-tank is heated from underneath to ensure that.
7.10.2
C
HOICE OF CONTAINER AND INSULATIONWe have chosen a 6 feet steel container to storage all equipment in. This choice would fulfill the requirement to manage tough usage as well as cold and wet climate. The insulation consists of one 35 mm sheet of cellular plastic and two 12 mm sheets of plywood. This insulation is enough to keep the temperature inside the container above - 11°C, with the help from a heating solution, when the transmission loss is 500W, see appendix 15 for calculations. Insulation is performed from customer’s specification and is therefore easy to adjust if any other requirements regarding insulation are desired. In the container the customer can storage an IBC-tank or barrels along their own needs. The container can be moved with a wheel loader with forks or with a crane by the attachment loops on top. The load capacity of the container is 4000 kg and is enough to handle the weight from the IBC-tank, the generator and the battery. During telephone interviews with producers of containers we collected an estimated price depending of insulation and size of the container (Kniblick, 2012) (Setterblad, 2012). For this solution the approximate price is 25000 – 30000 SEK excl. VAT.
7.10.3
C
HOICE OF HEATERSome important issues to fulfill when choosing a heater was:
• To have enough power to keep the temperature in a 6 feet container above - 11°C when the outside temperature is as low as -40°C.
• Have as low nominal power as possible, to make the battery last as long as possible.
• Have as low fuel consumption as possible.
Because of that there is diesel is available on work sites a heater that runs on diesel is the best choice and therefore also the chosen solution. Eberspächer Airtronic D2 heater with a heating capacity of 0,85 – 1,8 kW will have no problem to keep a 6 feet container with either 35 mm or 70 mm cellular plastic and two 12 mm plywood insulation above -11°C, when temperature outside is as low as -40°C, and thereby prevent the AdBlue/DEF and other equipment from freezing.
Eberspächer Airtronic D2 has three steps of heating capacity 850W, 1200W and 1800W. The benefit with three steps of heating capacity is that when it is needed full power could