._ Å. . n a ; .; q; 4 . . M .31» 3 f \ -\ r g . . . , : - _ 1 rvi 0 4 P .III-i ' u g .a 4.. -35 ' 4 7' I D V 1 0 , . O F . 'v r ' i 1 p 0 * J a g * 01 :2 .-' V ' C D A .1 Q . .. . ,. vu An . *r .l ll H» A ' a .2 . |. _ i ;i i; ; s. ' :nvut . i ' . I 1 i' :3 12 »än 4' 10 I | I.c ..I .00.
w
'):Fack43b101ml?öåing - ' ; v * 'er-10711916' *
1 s - Y \ i ' ' '4. o 'l I D ' . I . a ! . . ' ' . ...L I 4 'v \ . .mammas: av asfalhnassa
o i
:
-- vägb'eläggning .i
-
. 4
. . . . ' _ * . . . v . . V ' > 7 l 0 ' _ 1 ; I . ll^OMI v , _ __ \ ' .1-5' v ' ' J . , 3 -' , > A _ . _ _ ' w V . t_ ' H I 7 4 .I_ ,. , - v_ \ ' autw '4-' H 0 * ilvyul -' ' .o v c ' . _ 4 v , .. c o . V 0 ' . sol, . § I! ' . . . -4 . , I 7 ,Å \ _ I . ' . . . A' . .7 '1.' A. ' I_ : ' 4'- > lv - '. \ . . ,u - .4 . .' . \ b' ll; '.J . i . ' . . -I .' 57' ' lt; Ä , ' 'I v.' " 1,3.- '. '. ' »k .. - .ä ' f . \ t; 'a ' i' .»Sääêfä '(ä'áwåz'l'wtwä?iWiMMH-âmåü ?wc-a: :ss-:o :. v 2 : w: . - .: a V
i. ' , .IC "H" ;" '31.. V3* n I' * l
Försök med trumblandningsverk
1975
Kvalitetsstudier av asfaltmassa
1
och vägbeläggning
REFERAT ABSTRACT SAMMANFAT SUMMARY l. VTI RAPPORT NR 107 TNING INLEDNING SYFTE
KORT BESKRIVNING AV DET I FÖRSÖKET ANVÄNDA TRUMBLANDNINGSVERKET
FÖRSÖKETS OMFATTNING OCH UPPLÄGGNING FÖRFÖRSÖK Sthe Genomförande Sammanfattande resultat - förförsök HUVUDFÖRSÖK - UTFÖRANDE AV FÖRSÖKS-STRÄCKORNA Massatyp och mängd
.IEEE
TidEunkt Väderlek Maskiner Eaçkning Sid 1 10 12 12 13 13 14 14 1410. 10.1 10.2 10.3 10.4 10.5 10.6 10.7 10.8 11. 12. Tabeller, VTI RAPPORT NR 107 PROVTAGNING ANALYSMETODER ERHÅLLNA RESULTAT Fukthalt Tillverkningstemperatur Bindemedelshalt Kornfördelning Förändringar av bindemedel
Erhållen packning
Packbarhet VidhäftningTjocklek på uttagna borrprov
Långtidsuppföljning - slitagemätningar
SLUTSATSERBedömningsgrunder och begränsningar
Bindemedelshalt
Kornfördelning Hålrumshalt
Restfukthalt
Förändring av bindemedlet
Utläggning av asfaltmassa med låg tillverkningstemperatur
Slitage
REKOMMENDATIONER LITTERATURFÖRTECKNING
figurer och bilagor
15 15 15 15 16 16 19 19 20 22 23 24 25 26 26 27 28 28 29 30 30 30 31 32
av asfaltmassor framställda i ett trumblandningsverk enligt Shearerprincipen. Resultaten visar att trumbland-ningstekniken med vissa begränsningar lämpar sig för framställning av asfaltbetong och bitumenbundna grus-bärlager med mjuka bindemedel (A 120 och mjukare).
ABSTRACT
Investigation of a bituminous drummixing plant 1975 -Quality control of produced mixes.
A detailed investigation was carriedvout regarding the quality of bituminous mixes produced in a Shearer drum mixing plant. The results showed that the drum mixing process with some limitations can produce a hot mix of good quality.
studier mellan beläggningar tillverkade av massor från ett trumblandningsverk resp ett konventionellt sats-verk. Den av VTI utförda undersökningen ingick i ett större projekt, administrerat av SBEF, Svenska Byggnads-entreprenörföreningen, med syfte att från energisparsyn-punkt göra en genomgripande studie av trumblandningstek-nikens möjligheter att producera en från kvalitetssyn-punkt godtagbar vägbeläggning med hänsynstagande till dagens krav på låg luftemission. Speciellt intresse knöts till framställning av beläggningsmassor med lägre temperatur än de normalt använda, och sålunda användes i försöket endast en massatyp MAB 16 T, men tillverkad vid tre olika temperaturer 1400, 1150 och 95OC. Särskild uppmärksamhet ägnades åt det restvatten, som beläggningen vid de lägre temperaturerna torde ha.
Resultaten av undersökningen visar att man med trumbland-ningstekniken kan framställa en godtagbar massa under förutsättning att det går att upprätthålla kontinuerlig drift och god produktionskontroll med bl a noggrann kall-doseringsanläggning med fortlöpande registrering av sten-materialets fukthalt. Riskerna för separation vid
tran-sport och lagring av den färdiga massan bör särskilt ob-serveras. För att säkerställa en god packning bör
massa-temperaturen vara ca 1200C, om A 120 används som
binde-medel, åtminstone vad gäller täta slitlager. I föreliggande undersökning har fastslagits att - restvattenhalten i färdig beläggning som högst
uppgått till 0,20 %
- bindemedelshalt och kornkurva fått en något större
- även asfaltmassa med låg tillverkningstemperatur
gått att packa tillfredsställande vid den extremt
varma väderlek som rådde under försöksperioden. Vid normala klimatförhållanden börtillverknings-temperaturen ej understiga 1150C med det här
an-vända bindemedlet
-
någon onormal förhårdning av bindemedlet inte gått
att påvisa efter trumblandningsprocessen- avnötningsmätningarna under den gångna vintern inte
visar någon skillnad i slitage mellan
provbelägg-ningar med olika tillverkningstemperaturer och med en minsta packningsgrad av 96 % (marshallpackning). På grundval av försöksresultaten och med beaktande av de förutsättningar, som gällde vid försöket, rekommenderastills Vidare att
- trumblandningsverket må användas för tillverkning
av MAB och BG
- tillverkningstemperaturen vid användning av
binde-medlet A 120 skall vara ca 120°c
- vidhäftningsmedel används om restfukthalten i färdig beläggning förväntas överstiga 0,20 vikt-%.
VTI.
During the late summer of 1975 there was performed quality studies of bituminous mixes produced in a Shearer drum mixing plant compared with mixes from a conventional batch mixing plant. The investigation carried out by the Insti-tute was part of a large project sponsored by the Swedish Association of Building Contractors (SBEF). The examined problem was the following:
Is it possible to produce bituminous mixes with acceptable quality, using the drum mixing technique, especially ta-king the consumption of fuel and atmospheric pollution in regard. Special interest was taken in production of
mixes at lower temperatures than normally used, and thus
the investigation was limited to mixes with a comparatively soft bitumen (200 pen). Three different temperatures were
studied: 1400c, 115°c and 95°c.
The investigation showed that it may be possible to pro-duce a hot mix of good quality with the drum mixing process
provided that a continuous production is maintained, and
that a suffient control is performed. This may include a.o. equipment for accurate cold aggregate grading with continuous control of the moisture content. The risk of separation
problems of the hot mix during transportation and storage must be specially attended to. In order to obtain a
satis-fying degree of compaction, the mix should be produced at a temperature of about lZOOC considering the bitumen used and the national Swedish demands referring to the void content of surfacings.
was limited to 0,20 % by weight.
- the bitumen content as well as the aggregate grading had a somewhat greater variation in the drum mix than in the plant mix.
- there were no compaction problems with mixes produced at low temperatures (95O - llSOC)owing to the extremely warm weather when the spredmixes were rolled. For
normal weather conditions the temperature of the produced mix should not be less than llSOC when using the same
bitumen as in this trial.
- the hardening of the bitumen in the mixes was approx of the same range for mixes made in drum mixing plant or conventional plant.
- the traffic wear during the winter 1975-76 was giving no differences between test surfacings with different mix production temperatures and with a minimum degree of com-paction of 96 % (referring to the Marshall comcom-paction). Based on the test results the following preliminary recommen-dations are given
- the drum mixing plant may be used for production of hot mixes with comparatively soft binders (approx. 200 pen.) - the mixing temperature should be about lZOOC for mixes
with 200 pen. bitumen.
- anti-stripping agent should be used if the residual moisture content in the rolled asphalt is expected to
exceed 0,20 % by weight.
betsgrupp med syfte att undersöka möjligheterna till energibesparing vid tillverkning av asfaltmassa. Grup-pen avlämnade 1975-02-20 en rapport där man framhöll att produktion av asfaltmassa enligt trumblandningsme-toden förväntades ge avsevärda energibesparingar jäm-fört med traditionella tillverkningsmetoder, och man förordade därför att studier skulle ske av produktionen i trumblandningsverk.
Förutom de förväntade energibesparingarna erbjöd även trumblandningsprocessen en alternativ lösning av emis-sionsproblemen och möjlighet till förbilligad produktion. I samarbete med Statens vägverk inledde den ovan nämnda arbetsgruppen sommaren 1975 en undersökning av produkl tion av asfaltmassa i ett trumblandningsverk och kvali-teten hos den färdiga beläggningen. Trumblandningsverket
hade inköpts från USA av AB Skånska Cementgjuteriet och
ställts upp intill ett konventionellt satsverk vid Sper-1ingsholm utanför Halmstad. Vägverket uppdrog åt Statens väg- och trafikinstitut att svara för dokumentationen av den tekniska kvaliteten av asfaltmassa och färdig belägg-ning och därvid göra en jämförelse med satsverket.Genom en särskild arbetsgrupp utfördes studier av produk-tionen med avseende på oljeförbrukning, emission och
kapacitet vid tillverkningen.
2. SYFTE
Syftet med föreliggande undersökning är att söka fast-ställa om en beläggning utförd med massa tillverkad i ett trumblandningsverk uppfyller de krav, som i dag ställs på en asfaltbetong enligt BYA. En jämförelse VTI RAPPORT NR 107
Trumblandningsteknikens möjlighet att framställa as-faltmassor vid lägre temperatur än normalt skulle ingå som en betydelsefull del i undersökningen. Vid dessa lägre tillverkningstemperaturer var man framför allt intresserad av hur den förväntade högre restfukthalten i massan påverkade dess packningsegenskaper och den färdiga beläggningens kvalitet med avseende på slitage-resistens mot dubbdäckstrafik och ev uppkommande vid-häftningsproblem mellan stenmaterial och bindemedel.
3. KORT BESKRIVNING AV DET I FÖRSÖKET ANVÄNDA TRUMBLANDNINGSVERKET
Trumblandningsverket levererades av Boeing Construction
Company, USA till AB Skånska Cementgjuteriet under
vå-ren l975. Verket, som är ett kontinuerligt verk, har en
kapacitet på 120-250 ton/h och verkar enligt den s k Shearerprincipen.
I grova drag sker tillverkningen av asfaltmassan på så sätt att stenaggregatet kalldoseras till den slutliga eftersträvade sammansättningen. Kalldoseringen av sten-aggregatet skedde med hjälp av bandvågar - en för varje materialfraktion. Bindemedelspumpen styrs av bandvågen
på samlingsbandet så att eftersträvad bindemedelshalt
erhålls. Bindemedlet tillsätts i trumman.I trumman sker två processer simultant nämligen dels upp-värmning av det kalldoserade stenmaterialet och dels
blandning av detta med bindemedel till en homogen och färdig asfaltmassa.
Eftersom stenaggregatet är fuktigt, när det kommer in i trumman är finpartiklarna bundna vid de grövre
fraktio-nerna, varvid stoftemissionen minskar.
del absorberar de finpartiklar som medföljer hetgas-strömmen. Denna hypotes styrks av att man vid start av verket kan iaktta en relativt kraftig emission, som emellertid avtar efter några minuters verktid, d v 5 när trumman fyllts med massa.
Stoftavskiljningen sker med ett torrcyklonbatteri. Cyklonfillret återförs kontinuerligt till samlingsban-det för stenaggregatet. Det bör understrykas att en ytterst ringa mängd cyklonfiller erhölls.
4. FÖRSÖKETS OMFATTNING OCH UPPLÄGGNING
Fältförsöket utfördes i två steg; ett förförsök och ett
huvudförsök. Förförsöket ägde rum på väg 25 delen Brea-red-Esmared och huvudförsöket på väg 117 delen Kistinge--Fladie i Hallands län.Entreprenör var AB Skånska Cementgjuteriet (SCG) i Halmstad.
För VTI:s del omfattade huvudförsöket dokumentation och kontroll av den tekniska kvaliteten hos tillverkad as-faltmassa och färdig beläggning. Dessutom skulle
kva-liteten hos försöksbeläggningarna under några år
dokumenteras genommätningar av slitaget under
vinter-perioderna. - Förförsöket var främst ägnat åt att
be-stämma de försöksparametrar, som skulle ingå i huvud* försöket samt ge tillfälle till utformning och intrim-ning av olika provtagintrim-ningsmetoder.Vid försöksplaneringen spelade den förväntade restvat-tenhalten i asfaltmassa framställd i
utan att påverka fukthalten i dessa.
För att gardera sig mot en onormalt låg vattenhalt i sten-aggregatet under försöksperioden installerades en bevatt-ningsramp ovanför samlingsbandet strax innan torktrumman. Tre olika tillverkningstemperaturer på asfaltmassan val-des. Hänsyn togs härvid såväl till trumblandningsmetodens möjligheter till olje- och energibesparing genom till-verkning av asfaltmassa vid lägre temperatur som till
restvattnets påstådda effekt att underlätta packning vid
låga temperaturer (l).Asfaltmassan från det jämförda konventionella satsverket skulle tillverkas vid normal temperatur för en AB-massa. - Detta medförde att huvudförsöket ursprungligen plane-rades för att omfatta 4 försökssträckor om vardera en dagsproduktion på ca 700 ton massa.
5. FÖRFÖRSÖK
5.1
Syfte
Målsättningen med förförsöket var för VTI:s del att i första hand slutligt bestämma de tillverkningstemperatu-rer, som skulle komma till användning i huvudförsöket samt att med hänsyn härtill bestämma erforderlig pack-ningsinsats för att erhålla en fullgod packning. I andra hand skulle tillfälle ges att trimma in de olika prov-tagnings- och analysförfarandena.
5.2 Genomförande
Förförsöket genomfördes under en vecka i mitten av
augusti 1975. Beläggningstypen var 100 MAB 16 T till-verkad i trumblandningsverket.
Undersökningarna koncentrerades till dokumentation av fukthalt i stenaggregat och asfaltmassa vid olika steg i tillverkningsprocessen samt bestämning av hålrum i färdigvältad beläggning.
Försöket utfördes genom framställning av mindre kvanti-teter provmassor (ca 50 ton) ingående i den normala produktionen på det aktuella beläggningsföretaget. De olika provmassorna varierades med avseende på tillverk-ningstemperatur och fukthalt hos det kalla stenaggre-gatet. Vid utläggning användes två olika packningsin-satser (8 och 12 enkla vältpassager).
De provade ti1lverkningstemperaturerna var 950, 1050,
1150 och 1400c.
WFukthalten i stenaggregatet styrdes genom att den extra vattenrampen användes eller ej. Därigenom erhölls två vattenhalter: 5 respektive 2 %. Vattenrampens kapacitet var ca 70 l/min.
Det bör i detta sammanhang nämnas att man var skeptisk
till om det vatten som tillfördes på samlingsbandet
verkligen hann att fukta stenytorna ordentligt, innan agg-regatet transporterades in i trumman. Man kan i så fall be-fara att det konstbevattnade aggregatet inte skulle ge en sann bild av ett material, som på naturligt sätt erhål-lit samma fukthalt. Påståendet har dock varken kunnat bekräftas eller vederläggas.
5.3 Sammanfattande resultat - förförsök
Från de begränsade provtagningarna under förförsöket
kunde konstateras att:
- restvattenhalten i asfaltmassan efter det att den lämnat trumman var lägst 0,1 % vid tillverkningstem-peraturen 14OOC och fukthalten 2 % i stenaggregatet. Som mest erhölls en restvattenhalt av 0,7 % vid
till-\0
verkningstemperaturen 950C och 5 o fukthalt i
sten-aggregatet.
- restvattenhalten i asfaltmassan omedelbart efter läg-garen var vid tillverkningstemperaturer högre än 950C
max 0,1 %. En maximal restfukthalt på Or4-0r5 o erhölls
\Oför massor med tillverkningstemperaturen 950C och fukt-halten 5 % i stenaggregatet.
- hålrumshalten i uppborrade provkroppar visade en del skillnader till följd av olika tillverkningstempera-tur. Ingen egentlig skillnad i hålrum kunde däremot konstateras med anledning av olika packningsarbete enligt följande:
Tillverkningsç
Antal vält-
Hålrums-temperatur passager halt*0
4,0 %
95 C
12
4,5 %
o
'
%
105 C 12 , %o
8
I
%
115 C 12 I % 8 2,6 %1400c
_
_
* Hålrumshalt bestämd med hänsyn till ev restfukt
i provkroppen.
Med ledning av dessa resultat beslöts att huvudförsöket
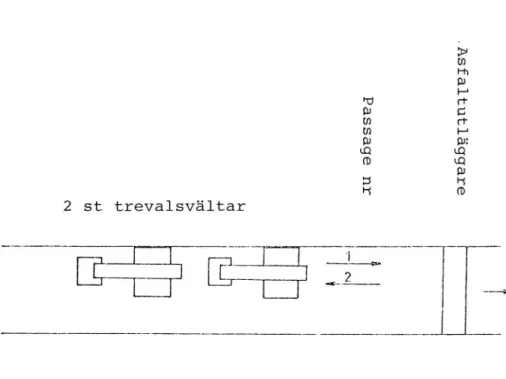
skulle genomföras med asfaltmassa tillverkad vid 950C, llSOC och l4OOC samt att packning skulle ske med åtta vältöverfarter enligt det vältschema som normalt an-vänds vid VTI:s provvägsförsök (figur 2). P g a den extremt torra väderleken beslöts vidare att extra be-vattning av stenaggregatet skulle ske för att få ett normalt fuktighetstillstånd hos detta.
6, HUVUDFÖRSÖK - UTFÖRANDE AV FÖRSÖKSSTRÃCKORNA 6.l Massatyp och mängd
Asfaltmassan utgjordes av MAB 16 T enligt BYA. Binde-medlet var A 120. Stenaggregatet bestod av ett krossat grusmaterial med sammansättning och teknisk specifika-tion enligt bilaga 1.
Kornkurva och bindemedelshalt enligt entreprenörens
recept framgår av bilaga 2.
Tillverkningstemperaturen var nominellt 950C, llSOC och 14OOC för massa producerad i trumblandningsverket och l4OOC för massa från det jämförda satsverket. - Vid den lägsta tillverkningstemperaturen tillsattes vidhäft-ningsmedel Lilamin VP-75 i en mängd av 0,4 vikt-% till bindemedlet enligt leverantörens anvisningar.
Vid tillverkning i trumblandningsverket bevattnades det tillförda stenaggregatet till en slutlig fukthalt på 3-4 vikt-%.
Enligt önskemål från Skånska Cementgjuteriet utfördes ytterligare två försökssträckor vid tillverkningstempe-raturerna 950C och 1150C utan extra bevattning av sten-aggregatet. Fukthalten blev i detta fall ca 2 %. Även
här användes bindemedel med 0,4 tillverkningstemperaturen 950C.
De slutligt utförda försökssträckorna
% vidhäftningsmedel vid
på huvudförsöket
blev följande:
Försöks- Belägg- Nominell Mängd
Asfalt-sträcka ningstyp tillverk- massa verk Anm
nr ningstemp ton * 0C
1
80 MAB 16T
115
770
trumbl
2 " 95 690 " 0,4 % amin 3 " 140 270 " 4 " 140 270 satsv 5 " 115 200 trumbl 6 " 95 180 " 0,4 % amin* Försökssträokorna 4-6 utfördes med stenaggregat utan extra bevattning.
6.2 Läge
Läget av såväl för-som huvudförsöket framgår av kartan 1 bilaga 3.
I bilaga 4 ges en detaljerad skiss över läget hos de
olika försökssträckorna i huvudförsöket på väg 117
(Kistinge-Fladje). 6.3
Huvudförsöket genomfördes 2-ll/9 1976.
VTI RAPPORT NR 107
6.4 Väderlek
Vädret var under perioden torrt och soligt, vilket
inne-bar mycket goda läggningsförhållanden speciellt med tanke på massorna med låg tillverkningstemperatur.
Försökssträckorna 1-4 utfördes under någorlunda jämför-bara klimatförhållanden med lufttemperaturer mellan 20 och 25OC och en yttemperatur i underlager varierande mellan ca
200C (fm) och 3OOC (em). Vindstyrkorna var mycket
mått-liga och uppskattas ej ha överstigit 4-5 m/s.Försökssträckorna 5 och 6 utfördes under något ogynn-sammare klimatförhållanden med vindstyrkor på uppskatt-ningsvis 10-12 m/s och temperaturer i luft och underlag
på 180-19OC resp 20-210c.
6.5 Maskiner
Utläggaren var en Blaw Knox PF 90 C. Vid packningen an-vändes två 12 tons trevalsvältar (fabrikat Hatra resp Svedala-Arbrå).
6.6
Backning
De två trevalsvältarna arbetade synkront i tandem
en-ligt den princip som framgår av fig 2. Välthastigheten
var ca 5 km/h. Detta innebar att varje punkt på belägg-ningen erhöll minst 4 bakvalspassager vid "enkel"tillämpning av vältschemat. - Provbeläggningarna packa-des med 8 bakvalspassager.
Det bör nämnas, att asfaltmassan var ytterst lättpackad, och speciellt vid de högre temperaturerna uppstod prob-lem med längsgående vältsprickor. En bidragande orsak till uppkomsten av dessa var till synes dålig vidhäft-ning mot underlaget, vilket gjorde att beläggvidhäft-ningsmassan
rörde sig relativt detta under packningsarbetets gång. Stor uppmärksamhet fick därför ägnas åt vältningen för att undvika lokal "överpackning".
7. PROVTAGNING
Den provtagning som ägde rum i samband med försöket redovisas i bilaga 5.
8. ANALYSMETODER
I bilaga 6 anges de i försöket använda analysmetoderna.
9. ERHÅLLNA RESULTAT 9.1 Fukthalt
Fukthalten i stenaggregat och asfaltmassa förändrades
på sätt som framgår av tabell 1.
Av tabell 1 framgår att restfukthalten i den färdiga beläggningen är mycket låg (<O,2 %) och inte kan jäm-föras med de höga värden (2-3 %), som tidigare rappor-terats av bl a Haas (1). Man behöver i föreliggande fall sannolikt inte befara någon negativ effekt på belägg-ningens kvalitet.
Sätter man restfukthalten i den färdiga beläggningen i relation till den uppmätta tillverkningstemperaturen för asfaltmassan (kap 9.2) finner man ett nära nog rät-linjigt samband (fig 3). Restfukthalten får därmed i hög grad anses bero på tillverkningstemperaturen och ej på trumblandningstekniken.
Frågan om vattnets eventuella positiva effekt på pack-barheten hos en beläggning är på intet sätt klarlagd, vilket påpekats av bl a Goodsall och Ferne (2), och någon märkbar effekt i packningshänseende kan heller
inte rimligen påräknas vid de i detta fall aktuella
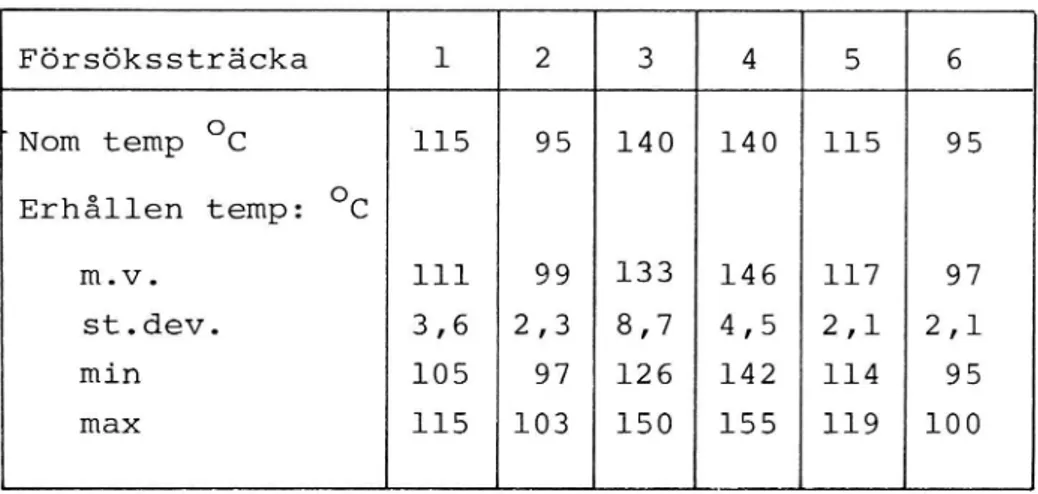
fukthalterna.9.2 Tillverkningstemperatur
Resultatet av de temperaturmätningar som gjordes vid verket i samband med lastning av massa från varmfickorna
(prov Bl:3 i bilaga 5) redovisas i tabell II.
Det erhållna resultatet tyder på att man haft svårt att
få någorlunda jämn tillverkningstemperatur på
försöks-sträcka 3 med tillverkningstemperaturen l4OOC och med hög fukthalt i ingående stenaggregat. För att söka upp-nå denna tillverkningstemperatur var man tvingad att temporärt företa sänkningar av tillverkningskapaciteten, vilket medförde variationer i inmatad materialmängd. Deerhållna temperaturvariationerna får närmast betraktas
som resultat av dessa omständigheter, och inte utan
vidare tas som intäkt för att trumblandningsmetoden är olämplig för produktion av asfaltmassa vid hög tempera-tur. - Det bör dock tilläggas att man tydligt kunde iakt-ta en kraftig utveckling av "blue smoke" vid hög till-verkningstemperatur.
9.3 Bindemedelshalt
Resultat av de bindemedelshaltsbestämningar som
ut-förts på massaprov från verket och vägen framgår av
tabell III.
Anmärkningsvärt med de erhållna resultaten är de rela-tivt stora skillnaderna i bindemedelshalt mellan prover
tagna från asfaltverket respektive vägen. Trots att spridningen i bindemedelshalt för en och samma
för-sökssträcka inte tyder på signifikanta skillnader
där-vidlag (undantag: sträcka 4), kan man dock konstatera att proverna från verket genomgående visar högrebinde-medelshalt än proverna från vägen.
Om man bildar medelvärdena för samtliga
bindemedels-halter på väg- respektive verksprover erhålls:
Provtagningsplats Bindemedelshalt
m.v. st.dev.
vägen 5,57 0,33
verket 6,00 0,20
Vid ett enkelt t-test kan man lätt konstatera att medel-värdena är signifikant skilda på risknivån 5 %. Denna skillnad måste rimligen bero på systematiska avvikelser
i mässans sammansättning på de två
provtagningsplatser-na.
För att i möjligaste mån få till stånd en rättvisande
jämförelse avseende de olika försöksmassornas binde-medelshalt, gjordes en regressionsanalys av kornkurva och bindemedelshalt för samtliga uttagna prover. Det numeriska uttrycket för kornkurvan har beräknats på sätt som framgår av bilaga 7. Observera att den här an-vända metoden för beékrivning av kornkurvan inte är ge-nerellt tillämpbar på sinsemellan helt olikakornfigu-rationer.
Resultatet av den utförda regressionsanalysen framgår av figur 4, och visar ett klart samband mellan provens
kornkurva och bindemedelshalt. Ur figuren framgår också
att analysvärdena från verket respektive
vägen är
åt-skilda, men att de väl ansluter till regressionslinjen. - Vilket av provtagningssätten som gett störst avvi-kelse från det "sanna" värdet har ej gått att avgöra. Orsaken till den konstaterade skillnaden mellan verks-och vägprover är uppenbarligen ett separationsproblem vid hanteringen av den färdigblandade massan. En jäm-förelse av försöksmassornas bindemedelshalt bör därför göras med hänsyn till de enskilda provens kornfördel-ning, d v 5 i förhållande till den framtagnaregressions-linjen, och ej okritiskt i förhållande till den binde-medelshalt, som angivits i arbetsreceptet.
I tabell IV ges medelvärdet på bindemedelshalten för de olika försökssträckorna. Dessutom anges
bindemedels-)
haltens residualspridningX och avvikelse från reg-ressionslinjen - hänsyn har då tagits till de erhållna variationerna i de enskilda provens kornfördelning. - Som jämförelse redovisas även den totala spridningen och absoluta avvikelsen från arbetsreceptets bindeme-delshalt (= m.v. för samtliga provers bindemebindeme-delshalt). AV tabell IV framgår att de olika försökssträckornas avvikelse i bindemedelshalt är ringa med avseende på det påvisade sambandet mellan faktisk bindemedelshalt och kornfördelning (max 0,1 %). Likaså får bindeme-delshaltens residualspridning betraktas som måttlig
(max 0,21 för verksprover och max 0,26 för prover tagna på vägen). Den är i varje fall inte större än de värden
X) Spridningen kring regressionslinjen.
som redovisats av Granley och Olsen (2). Jämfört med satsverket (försökssträcka 4), som har ytterst liten residualspridning i bindemedelshalt, har trumblandnings-verket större spridning. En bidragande orsak härtill är troligen det förhållandet att de producerade massakvan-titeterna var för små för att ett kontinuerligt verk av denna typ skulle kunna ernå gynnsammast möjliga produk-tionsförhållanden. - Ser man till avvikelsen från reg-ressionslinjen och den absoluta avvikelsen från
arbets-receptet är dock massorna från de två verken jämförbara.
9.4 KornfördelningKornkurvan hos ett uttaget massaprov har, som framgått av punkt 9.3, tilldelats ett numeriskt värde enligt den beräkningsmetod som redovisas i bilaga 7. Medelkornkur-O van för samtliga prover erhöll därvid värdet i = 41,5 6. Med denna kurva som utgångspunkt, beräknades K-värdet för de gränskurvor som erhålles genom användning av den
maximalt tillåtna avvikelsen från receptkurvan (=
medel-kornkurvan) enligt BYA. - Därvid erhölls för den övre gränskurvan RÖ = 46 % och för den undre Ru = 37 %.I figur 4 har det område markerats, som innehåller ana-lysvärden med såväl godkänd bindemedelshalt som korn-fördelning, den sistnämnda beräknad enligt ovan. Figuren visar att kornfördelningen för de analyserade massapro-verna varierar inom rätt vida gränser, och att vägpro-verna som regel har en öppnare kornfördelning än verks-proverna. Trots detta har endast tre vägprover och ett verksprov kornkurvor som ligger utanför de av BYA satta toleransgränserna.
9.5 Förändringar av bindemedlet
Bestämning av det använda bindemedlets mjukpunkt och penetration gav resultat enligt tabell V.
Analysresultaten påvisar inte någon onormal förhård-ning av bindemedlet vid trumblandförhård-ningsprocessen, och inte heller tycks bindemedlet blivit fluxat av ev bränn-oljeöverskott. Viss fluxning av bindemedlet vid försök med trumblandningsverk i USA har dock rapporterats av Apostolos et al (3).
9.6
Erhållen packning
Kvaliteten på den utförda beläggningen bestämdes genom bestämning av hålrumshalt och packningsgrad (% mar-shallpackning) på uppborrade provkroppar. Två serier borrprover uttogs på varje försökssträcka (se bilaga 5). Den ena serien (B) togs slumpmässigt fördelad över be-läggningsytan i samma tvärsektion som och i anslutning till massaprovet (prov B3:l, bilaga 5). Den andra se-rien borrprover (A) togs konstant i läget 1,0 m från beläggningens ytterkant och i samma tvärsektion som å-proven. - Analysresultat av de undersökta borrproverna
redovisas i tabell VI.
Ur tabellen kan utläsas att medelvärdet på kompaktden-siteten för de uttagna provkropparna ligger mellan 2,43 och 2,47 g/cm3. Precisionen i medelvärdesbestäm-ningen är till följd av spridmedelvärdesbestäm-ningen i de enskilda vär-dena inte bättre än ett eller två i andra decimalen.
Det går inte att påvisa att kompaktdensiteten för
prov-kroppar tagna ur försökssträcka 4 (satsverket) skulle vara skild från de som bestämts ur provkroppar från de övriga försökssträckorna (trumblandningsverket). Man kan med andra ord inte spåra någon skillnad mellan de två framställningsmetoderna ur dessa data.Beträffande hålrumshalten (kolumn (3) och (4) i ta-bell VI) föreligger däremot en viss skillnad såväl mellan de två borrprovserierna A och B som mellan de
olika försökssträckorna. Provserie A har, som väntat,
genomgående mindre spridning än provserie B. A-borr-proven har dessutom som regel ett lägre hålrum än B-borrproven (undantag: försökssträcka 6). Orsaken till detta är dels att vältarbetet inte kan hållas konstant över hela beläggningsytan, och dels att A-borrproven relativt B-proven kan ha erhållit en större efterpack-ning av trafiken under det dygn, som förflutit mellan utförandet av beläggningen och uppborrningen av prov-krOpparna.
Det som förorsakat det speciellt höga hålrummet för A-proven från försökssträcka 6 är troligen en
separa-tion av massan i denna tvärseksepara-tion, vilket resulterat
i en grov svårpackad massa med låg bindemedelshalt.
Separationsteorin styrks i Viss mån av den relativt höga kompaktdensiteten (2,471) för dessa provkroppar. Packningsgraden är för såväl A- som B-provkrOpparna baserad på den skrymdensitet som erhölls vid marshall-instampning av massa tagen ur utlagd beläggning i an-slutning till B-proven. Den förmodade ovannämnda se-parationen kommer därför till uttryck som låg pack-ningsgrad även om packningen här inte nödvändigtvis behöver ha varit sämre än för övriga sektioner i prov-vägen.Någon tillfredsställande förklaring till de relativt
stora spridningarna i hålrumshalt har ej gått att få. En möjlig orsak kan eventuellt vara att den, som det ansågs, mycket lättpackade massan blivit "överpackad", vilket yttrat sig i större variationer i hålrumshalt än vad som brukar anses normalt för beläggningar i allmänhet.Den skillnad som finns i hålrumshalt och packningsgrad
mellan de olika försökssträckorna kan till fullo
för-klaras med de faktiska differenser i
peratur, som rådde vid packningen av beläggningen. Fi-gur 5 visar hålrum och packningsgrad som funktion av beläggningens temperatur i det Ögonblick vältningen
påbörjas. Beläggningstemperaturen har därvid mätts på
halva höjden av det utlagda slitlagrets tjocklek.Den slutsats som kan dras av figur 5 är att Vältningsar-betet bör påbörjas innan temperaturen i den utlagda mas-san blivit lägre än 9OOC, för att en slutlig
hålrums-halt i beläggningen på minst 5 ä 6 % skall erhållas.
- Detta konstaterande begränsar givetvis möjligheten att tillverka asfaltmassa med alltför låg temperatur, om man skall kunna säkerställa en fullgod packning av beläggningen.Den något kyligare väderlek, som rådde vid utförandet
av försökssträckorna 5 och 6 resulterade, som framgår av
tabell VI, i låga temperaturer i den utlagda massan under
vältningsarbetet med höga hålrumshalter och låg
pack-ningsgrad som följd. Man måste av denna anledning av-råda från att använda tillverkningstemperaturer lägre än llSOC vid normala klimatbetingelser.9.7 Packbarhet
Packbarheten vid marshallinstampning hos försöksmassorna
kan enkelt beskrivas med en packningsfaktor (C)
defi-nierad av Heukelom (4)
H5
C = H x 100 100 där = packningsfaktorn5 = höjden hos marshallprovkroppen efter 5 slag
G
H
HlOO
= höjden hos marshallprovkroppen efter 100 slagJu svårare en massa är att packa desto högre är dess packningsfaktor. En extremt lättpackad massa kan lägst anta värdet C = 100, vilket innebär att provkroppen packats till slutlig skrymdensitet redan efter 5 slag vid instampning enligt Marshall.
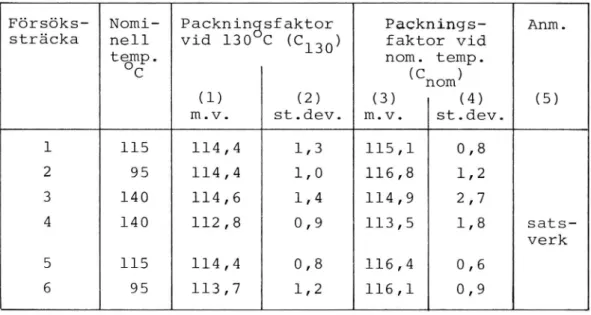
I tabell VII redovisas de olika försöksmassornas pack-barhet uttryckt i packningsfaktorn C dels vid 1300C
(normerad temperatur för bindemedlet A 120) och dels vid den nominella temperaturen för respektive
försöks-sträcka.
Instampning vid annan temperatur än 1300C gav en något minskad packbarhet jämfört med instampning vid normen-lig temperatur. Satsverket tycks dessutom ge en något mer packningsbenägen massa än trumblandningsverket. Man måste dock observera att det statistiska underlaget i
föreliggande undersökning är för litet för att man med säkerhet skall kunna dra någon sådan slutsats
(medel-värdet i tabell VII är grundat på endast 6
observatio-ner).
Eftersom det saknas erfarenhetsunderlag för att bedöma
om storleken på den erhållna packningsfaktorn tyder på
en svår- eller lättpackad massa, kan endast refereras till att omdömet vid utförandet var att massan ansågs mycket lättpackad med risk för att bli "överpackad".9.8
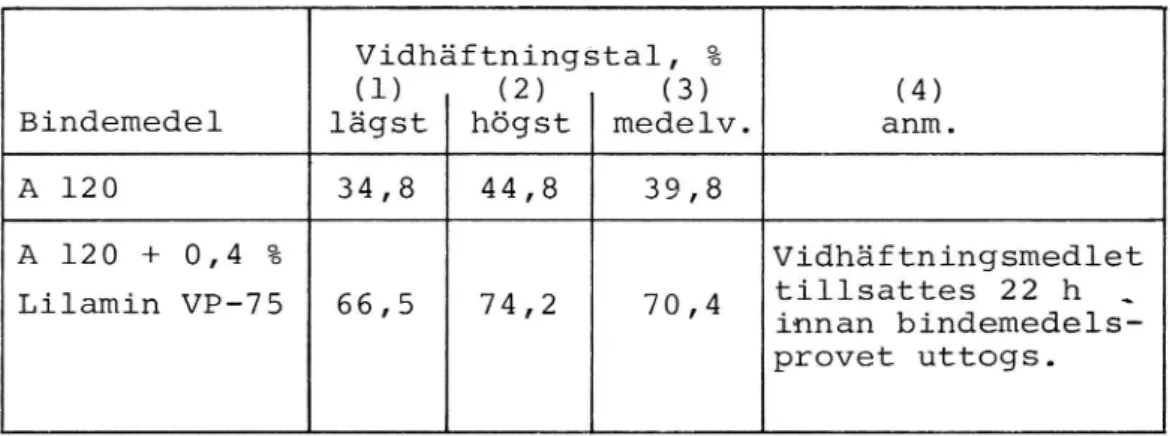
Vidhäftning
Vidhäftningstalet bestämdes hos beläggningsmassor, som laboratorietillverkats med det i försöket använda sten-aggregatet och bindemedlet. Bindemedelsproven till
detta försök utgjordes av dels ren A 120 och dels A 120 med 0,4 vikt-% vidhäftningsmedel (Lilamin VP-75).
Re-sultatet av undersökningen framgår av tabell VIII.
Vidhäftningstalet 39,8 % för beläggningsmassan med ren A 120 får betraktas som medelgott för ett normalt
svenskt stenaggregat. Man bör observera den stora ök-ningen av vidhäftningstalet (70,4 %) vid den ringa
amintillsatsen, som dessutom inblandats i det varma
bindemedlet 22 timmar innan provet togs. Resultatet visar emellertid att vidhäftningsmedlet trots det är
verksamt, och man kan således räkna med god
vidhäft-ning på de aktuella försökssträckorna (2 och 6).9.9
Tjocklek på uttagna borrprov
Tjockleken på uttagna borrprover (B-prov enligt
bila-ga 5) har beräknats teoretiskt med utgångspunkt från
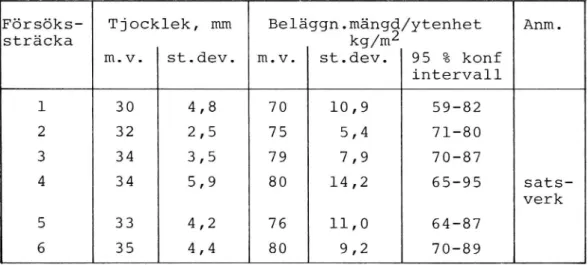
provens diameter och skrymvolym. Fördelen med denna metod är närmast att borrprovsdiametern är lätt att mäta med stor noggrannhet jämfört med tjockleken, där ändytornas struktur kan förorsaka stora variationer vid metrisk bestämning.Resultatet av tjockleksbestämningarna framgår av ta-bell IX. I tata-bellen redovisas också den beräknade ut-lagda beläggningsmängden per ytenhet (kg/m2). För att få en uppfattning om tjockleksvariationerna ges det 95 %-iga konfidensintervallet för den ur borrproven beräknade beläggningsmängden för varje försökssträcka. Av tabell IX framgår att medelvärdet för beläggnings-mängd/ytenhet för tre av försökssträckorna (3, 4 och 6)
ligger på beställda 80 kg/m2, medan övriga provsträckor indikerar ett lägre värde. Spridningen i tjockleksbe-stämningarna medför dock att ingen av försökssträck-orna har en beläggningsmängd som är signifikant skild
från 80 kg/m2.
9.10 Långtidsuppföljning - slitagemätningar Vid slitagemätningarna har använts den av VTI
ut-arbetade metoden (5).
För varje försökssträcka har medelslitagedjupet (§) beräknats på basis av sex slitageprofillinjer tvärs
körfältet. Ur de enskilda mätvärdenas avvikelse från
medelvärdet (k) har profillinjens standarddeviation(s) beräknats. Med hjälp av detta värde låter sig det
största slitaget uppskattas till i + 2s, vilket
nor-malt är lika med hjulspårsslitaget.
Resultatet av den första vintersäsongens slitagemät-ningar redovisas i tabell X. För att illustrera den uppnådda packningsgradens inverkan på slitaget ges även den i medeltal erhållna packningsgraden (% mar-shallpackning).
Av tabellen framgår att försökssträckorna 1-4 har fått
samma medelslitage, medan försökssträckorna 5 och
6 uppvisar ett ca 50 % större slitage. En trolig
för-klaring till detta är de senares relativt låga
pack-ningsgrad. Detta får tillskrivas den något svalare och blåsigare väderleken vid utförandet av dessasträckor.
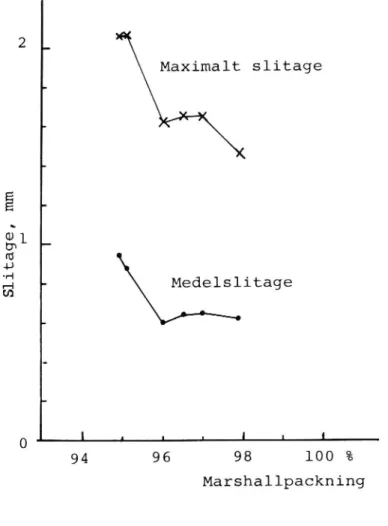
I figur 6 visas det uppmätta slitaget som funktion av erhållen packningsgrad hos uppborrade provkroppar (B-prov enligt bilaga 5). Det bör dock observeras att packningsgraden i tabell X och figur 6 refererar till tidpunkten för borrprovens upptagande, 1 dygn efter beläggningens utförande, och inte upplyser om eventuell efterpackning genom trafikens inverkan fram till vin-terperiodens början. - Bortser man från denna invänd-ning, tycks det av figur 6 framgå, att slitaget ökar väsentligt om packningsgraden är lägre än 96 % Marshall.
Sammanfattningsvis visar den första vinterns slitage-mätningar att samtliga försöksbeläggningar måste be-traktas som kvalitativt lika goda under förutsättning att vältningsarbetet sker under sådana betingelser att en packningsgrad på minst 96 % marshall (motsvarande en hålrumshalt : 5,5 %) erhålles. Detta innebär m a 0 att någon kvalitativ skillnad inte har kunnat konsta-terats mellan satsverkets och trumblandningsverkets massor, liksom ej heller någon negativ inverkan av de-små restfukthalterna i den färdigvältade belägg-ningen.
10. SLUTSATSER
10.1 Bedömningsgrunder och begränsningar
Ett av målen med föreliggande undersökning var att fastställa om asfaltmassa och beläggning framställda med trumblandningsverk uppfyller de tekniska krav som
i dag ställs på dessa. Eftersom undersökningen även omfattade försök med massa tillverkad vid olika tem-peraturer samt bestämning av hur detta påverkar den tekniska kvaliteten, måste uppföljningstekniken och provtagningsfrekvensen väsentligt utökas och intensi-fieras jämfört med vad som f n föreskrivs i BYA. - Detta innebär att man inte utan vidare kan tillämpa de i BYA fastställda kraven för att bedöma om en försöksmassa eller -beläggning är "godkänd" eller inte. Bl a för att underlätta en sådan bedömning gjordes jämförelsen med asfaltmassa tillverkad i det konventionella satsverket. De slutsatser som kan dras av en sådan jämförelse blir givetvis bundna till de i försöket använda verken och de övriga förutsättningar, som gällde vid försökets
genomförande. En viss försiktighet måste således iakttas om man av föreliggande utredning vill dra mer generella slutsatser om trumblandningsteknikens tekniska möjlig-heter att framställa kvalitativt goda asfaltmassor till Vägbeläggningar.
Vid den tekniska bedömningen av försöksbeläggningarna har dels använts BYAzs bedömningsgrunder (bindemedels-halt, kornkurva och hålrum i färdig beläggning) och dels ägnats speciellt intresse åt de problem, som fokuserats
i samband med trumblandningstekniken, d v 5 restfukthalt
i beläggningen, bindemedelsförhårdningen vid tillverk-ningen och möjligheterna till utläggning och packning vid låga tillverkningstemperaturer. Slutligen görs en bedömning på grundval av de hittills utförda slitage-mätningarna.
10.2 Bindemedelshalt
Bindemedelshalten bedöms i BYA utan hänsynstagande till provens kornkurva, och det medges en största avvikelse för enskilt prov på i0,4 % från givet arbetsrecept (gäl-ler asfaltmassa med maximal kornstorlek :18 mm). Denna gräns är vald med kännedom om att konventionella sats-verk av den typ och storlek som i dag används i Sverige
har en standardavvikelse på högst 0,2 % i
bindemedels-halt i tillverkad massa. En medgiven avvikelse på 0,4 innebär, under förutsättning att populationen är normal-fördelad, att högst 1 av 20 slumpmässigt tagna prov kommer att underkännas om massans bindemedelshalt harstandardavvikelsen 0,2 %.
Ur tabell III framgår att trumblandningsverket har standardavvikelser, som ur tillgängliga data estimeras
till mellan 0,07-0,28 (prov från verket) respektive
0,29-0,53 (prov från vägen).
Ett XZ-test av hypotesen:"Trumblandningsverket
produce-rar asfaltmassa med större spridning i bindemedelshalt än det jämförda satsverket och andra konventionellasats-verkt resulterade i att detta påstående var sant för
försökssträckorna med tillverkningstemperaturerna 950
och l4OOC, och då endast för de prover som tagits på
vägen. För övriga försökssträckor förelåg ingensigni-fikant skillnad i detta avseende (risknivå 5 %). - Den
asfaltmassa som tillverkats i trumblandningsverket vid llSOC tycks enligt dagens krav vara jämförbar med massa från ett konventionellt verk.Skulle det vid ett större statistiskt underlag Visa sig att trumblandningsverket verkligen har en större sprid-ning än 0,2 %, innebär detta med bibehållande av nuva-rande bestämmelser ett ökat risktagande för producen-ten/entreprenören. En verklig spridning av 0,3 % skulle innebära att 1 prov av 10 skulle underkännas, sprid-* ningen 0,4 % att 1 prov av 6 och spridningen 0,6 % att 1 prov av 4 inte kunde godkännas.
10.3 'Kornfördelning
Som framgår av avsnitt 9.4 är det endast 4 av totalt 74 prover, som har kornfördelningar fallande utanför BYAzs toleransgränser. Detta är vad man kan förvänta om det statistiska underlaget för fastställandet av dessa gränser har använts enligt samma principer som för bin-demedelshaltsvariationerna. - Trumblandningsverket - med den här använda kalldoseringsanläggningen - ger en as-faltmassa, som har en godtagbar spridning i kornkurvan enligt nuvarande bestämmelser.
10.4 Hålrumshalt
I avsnitt 9.6 och tabell VI har den erhållna packningen
och hålrumshalten behandlats. Enligt BYA krävs för den aktuella beläggningstypen ett hålrum mellan 3,0 och 6,0 %(medelvärde av tre prover), och samtidigt måste hål-rumshalten hos enskilt prov ha ett värde mellan 2,0 och 7,0 %. \
Samtliga försökssträckor tycks uppfylla kravet på
hål-rummets medelvärde. Någon direkt jämförelse av dessa
värden med de som angivits i BYA är dock, som nämnts inledningsvis, inte möjlig beroende på denintensifi-erade uppföljningstekniken av de relativt små
försöks-ytorna.
Ser man enbart till de enskilda hålrumsbestämningarna finner man att sju av dessa har högre värde än vad som BYA medger som övre gräns. En närmare undersökning Vi-sade dock att fem provkroppar hade en låg bindemedels-halt och/eller en öppen kornkurva, en provkropp repre-senterade en provyta, som började vältas först när temperaturen hos beläggningen sjunkit till 730C. Det
återstår därefter endast ett prov med hålrumshalten
7,4 %, som ej låter sig förklaras utan får tillskrivas andra omständigheter.Av figur 5 framgår betydelsen av att packningsarbetet påbörjas innan beläggningstemperaturen blivit för låg.
Med hänsyn till normala väderleksförhållanden kan man
inte dra någon annan slutsats än att en beläggning tillverkad av asfaltmassa från trumblandningsverket låter sig packas till föreskrivet hålrum enligt BYA under förutsättning att massatemperaturen vid pack-ningens början är minst 9OOC. Detta innebär i praktiken att tillverkningstemperaturen för den aktuella belägg-ningstypen inte bör vara lägre än llSOC.10.5 Restfukthalt
Restfukthalten i nyss färdigvältad beläggning måste anses bero på tillverkningstemperaturen (figur 3), åtminstone
för fukthalter på maximalt ca 4 vikt-% hos
stenaggre-gatet.
De i undersökningen konstaterade restfukthalterna ger ingen anledning att förvänta vare sig fördelar (bättre packningsegenskaper) eller nackdelar ( vidhäftnings-problem) hos trumblandningstillverkade massor med
nor-mala, svenska stenmaterialkvaliteter.
Denna slutsats grundar sig dock på att det använda sten-aggregatet var extremt torrt och konstbevattnades för att erhålla "normal" fukthalt. Det har inte klarlagts om detta förfaringssätt kan ha gett ett avvikande resul-tat från ett naturfukresul-tat material.
10.6 Förändring av bindemedlet
Analyserna av återvunnet bindemedelhar visat att trum» blandningsverket inte medför större förändring av bin-demedlets hårdhet än satsverket.
10.7 Utläggning av asfaltmassa med låg tillverknings-temperatur
Vid normala väderleksförhållanden och transportavstånd
bör den i försöket använda asfaltmassan ha en tillverkw ningstemperatur av ca lZOOC för att ge rimliga garan-tier avseende slutlig hålrumshalt efter packning. 10.8 SlitageHittills genomförda slitagemätningar (första vinterpe-rioden) visar ett mycket ringa slitage för samtliga försökssträckor, och det går med anledning härav ej att
dra alltför långtgående slutsatser.
I Hittills framkomna resultat visar dock att försöksbe- |
läggningarna, som tillverkats med massa från trumbland* ningsverket, inte förslitits mer än försöksbeläggningen från satsverket under förutsättning att packningsgraden
varit minst 96 % (marshallpackning). ll. REKOMMENDATIONER
Tillämpningen av nedanstående rekommendationer måste
ses mot bakgrund av de förutsättningar som gällde vid försökets genomförande och de begränsningar som blir följden härav.l. Trumblandningsverket kan användas för framställning av slitlager och bärlager av asfaltbetong med bin-demedel A 120 eller mjukare.
2. Variationer i massakvaliteten och förmodade emissions-problem vid höga tillverkningstemperaturer (l30-l4OOC), gör att användning av hårdare asfaltkvaliteter än A 120 avrådes.
3. Skulle det efter längre tids erfarenhet visa sig att spridningen i bindemedelshalt är större än vad som kunnat visas i denna rapport, och är till men för beläggningens funktion och livslängd, bör använd-ningsområdet begränsas till att omfatta tillverkning av BG eller motsvarande produkter.
4. Tillverkningstemperaturen vid framställning av den asfaltmassa som användes i försöket bör vara ca
1200c.
5. Befaras högre restfukthalter än de som redovisas i denna rapport rekommenderas användning av lämpligt aktivt vidhäftningsmedel.
12. LITTERATURFÖRTECKNING
(l) Haas S. "Drum-Dryer Mixing in North Dakota".
Pro-ceedings of the Association of Asphalt Paving
Tech-nologists 1974.(2) Granley C, Olsen R E. "Progress Report on Dryer Drum Process for Producing Bituminous Concrete Mixes", sid 205-210 Public Roads Vol. 37, No 6
1973.
(3) Apostolos et al. "Evaluation of Asphalt Concrete Produced by the Dryer Drum Mixing Process". Cali-fornia State Division of Highways, 1974.
(4) Heukelom W. "The Role of Filler in Bituminous Mixes". Proceedings of the Associations of Asphalt Paving
Technologists 1965.
(5) Andersson 0, Lilja B. "Beläggningssslitage genom dubbade radial- och diagonaldäck. En jämförelse". VTI Rapport nr 71, 1976.
V T I R A P P O R T N R 1 0 7 Försöks-sträcka *ut* Fukthalt, Vikt-%
Prover tagna på verket
Prover tagna på vägen
(1)
I stenaggr.;prov Bl:l**
(2)
I asfaltmassa;prov Blz2**
(3)
I asfaltmassa;prov B3:l** I färdig belägg
prov B3:4 ning;
(4)
*k* Anm.1
(1150c)
0,17
0,020
0,15
0,010
0,15
0,010
m.v.st.dev.2
(950C)0,24
0,075
0,18
0,014
0,18
0,015
m.v.st.dev.3
(1400c)
0,15
0,015
0,12
0,015
0,12
0,015
m.v.st.dev. 4* (1400)0,06
0,012
0,07
0,008
0,07
0,008
m.v.st.dev.5
(llSOC)
0,016
0,17
0,12
0,044
0,14
0,010
m.v.st.dev. * ** ***6
(950C)0,22
0,023
0,17
0,018
0,019
0,17
m.v.st.dev. SatsverkProvnumret hänför sig till numreringen i bilaga 5.
Försökssträcka 1-3 utfördes med extra bevattning av stenaggregat på samlingsbandet.
n i n g s p r o c e s s e n . F uk t h a l t e n s f ör än d r i n g vi d o l i k a s k e d e n i t i l l ve r k -;S á T A B E L L I
TABELL II
Temperaturvariationer Vid utlastning från
massafickorna Försökssträcka 1 2 3 4 5 6
*Nom temp Oc
115
95
140
140
115
95
Erhållen temp: OC
m.v. 111 99 133 146 117 97 st.dev. 3,6 2,3 8,7 4,5 2,1 2,1 min 105 97 126 142 114 95 max 115 103 150 155 119 100 VTI RAPPORT NR 107TABELL III
Bindemedelshalt i asfaltmassan utan hänsyn till de ut-tagna provens kornkurvor.
Försöks- (l) (2) (3) (4)
sträcka
Bindemedels-
Bindemedels-
Skillnad i
Anm,
halt vid
halt på
erhållen
verket; prov
vägen; prov
bindemedels-Bl:3**
'
B3:2**
halt (1)-(2)
1
6,0
5,6
0,4
m.v.
(115°C)
0,23
0,29
-
st.d.
2
5,9
5,6
0,3
m.v.
(9500)
0,18
0,34
-
st.d.
3
6,1
5,4
0,7
m.v.
(14000)
0,28
0,53
-
st.d.
4*
6,1
5,6
0,5
m.v.
(14000)
0,10
0,10
-
st.d.
5
6,0
5,6
0,4
m.v.
(11500)
0,26
0,29
-
st.d.
6 5,9 5,6 0,3 m.v.(95°C)
0,07
0,39
-
st.d.
* Satsverk *k* VTI RAPPORT NR 107V T I R A P P O R T N R 1 0 7
Med hänsyn till korn- Utan hänsyn till
fördelning kornfördelning
(l)
(2)
(3)
(4)
(5)
(6)
Provtagn. Binde- Bindemedels- Teoretisk Total- Absolut
plats medels- för- haltens re- avvikelse sprid- avvikelse
*
halt b
del-
sidualsprid-
från reg-
ning
från
re-vikt-% ning ning ressions- cept****
Försöks-sträcka linjen*** verk
vag
+0,1 verk väg verk väg verk väg verk väg verk väg verk väg d e ut t a g n a p r o ve n s k o r n f ör d e l n i n g . T A B E L L I V 361-6
verk+väg
5,8
41,5
0,16
0
0,35
0
*
Yid verket prov nr Blz3; på vägen prov nr B3:2, enligt bilaga 5.
** K det numeriska uttrycket för kornfördelningen, enligt bilaga 7.
***
Regressionslinjens ekv. b = 0,116 - K + 0,963, enligt figur 4.
**** Arbetsreceptets bindemedelshalt: 5,8 vikt-%.
B i n d e m e d e l s h a l t i a s f a l t m a s s a n m e d o c h ut a n h än s yn t i l l
TABELL V
Bindemedelsanalyser
(1)
(2)
(3)
Mjuk- Penetra- Anm punkt tion
K o R 1/10 mm
OC
Prov
A 120 utan vidhäftningsmedel,
taget från verkets bindeme-
37,5
233
**
delstank. Prov Bl:6
A 120 med vidhäftningsmedel*
taget från tank 22 h eftertillsats av vidhäftningsmed- 37'4 224
let. Prov Bl:6
Återvunnet bindemedel;
t
bl_
Prov 31:5. Försökssträcka
42,5
115
ru:
1 - (11500)
ver
Återvunnet bindemedel.
Prov B1:5. Försökssträcka 44 3 135
trumbl-2 - (950C). Provet innehåller
'
verk
vidhäftningsmedel*
Återvunnet bindemedel. t bl_
Prov 31:5. Försökssträcka
43,2
124
ru:
3 - (l4OOC)
Ver
Återvunnet bindemedel. t _
Prov B1:5. Försökssträcka 42,8 139 :ârä
4 - (1400c)
* 0,4 Vikt-% Lilamin VP-75
** Enligt bindemedelsleverantören hade asfalten (A 120)
mjukpunkten (K o R): 36,00C och penetrationen 237 1/10 mm.
Försöks- Borr- Kompaktdensi- Hålrumshalt Packningsgrad (7)
sträcka prov- tet, g/cm3 % % Marshall Massans temperatur
serie (l) (2) (3) (4) (5) (6) vid Vältningens
* m.v. st.dev. m.v. st.dev. m.v. st.dev. början/slut, OC
V T I R A P P O R T N R 1 0 7
(1150C)
s:
m
2,4482,434 0,012 0,0110,9
97,1 96,092/65
(95°C)
n 1 m2,465
2,453
0,017
0,019
82/62
(l4OOC)
< c n2,448
2,462
0,024
0,019
k O O m m O K O \ r -i N107/79
49:*(1400C)
2,465
2,458
0,012
0,012
k O l \ m m k a N N O r -I129/86
(115OC)
2,454
2,447
0,010
0,015
r--I KO L n L n W O x H N84/55
(959c)
2,447
2,471
0,009
0,009
o m 0 0 m77/51
*k* A B Satsverketborrprov l m från beläggningens ytterkant borrprov i slumpmässigt vald tvärsektion
K o m p a k t d e n s i t e t , b o r r a d e p r o vk r o p p a r . e f t e r r e d uk t i o n a v e v r e s t va t t e n . V är d e n a a vs e r " t o r r a " h ål r um s h a l t o c h p a c k n i n g s g r a d h o s up p -p r o ve r 38 T A B E L L V I
Packningsfaktor
TABELL VII
(C) för de olika försöksmassorna
(massa-prov från Vägen).
Försöks- Nomi- Packningsfaktor Packnings- Anm. sträcka nell vid 130 C (C130) faktor Vid
tapp. nom. temp.
C
(C
nom)
(l) (2) (3) (4) (5) m.v. st.dev. m.v. st.dev. 1 115 114,4 , 115,1 , 2 95 114,4 , 116,8 , 3 140 114,6 , 114,9 , 4 140 112,8 , 113,5 , sats-verk 5 115 114,4 , 116,4 , 95 113,7 , 116,1 I VTI RAPPORT NR 107TABELL VIII
Vidhäftningstal för försöksmassor med och utan vidhäft-ningsmedel (Lilamin-VP-75)
VidhäftningStal, %
(l) (2) (3) (4)
Bindemedel lägst högst medelv. anm.
A 120 34,8 44,8 39,8
A 120 + 0,4 % Vidhäftningsmedlet
Lilamin VP-75 66,5
74,2
70,4 ?lllsatFes 22 h *
lnnanblndemedels-provet uttogs.
TABELL IX
Tjocklek hos uttagna borrprov (B-borrprov) och därav beräknad beläggningsmängd (kg/m2).
Försöks- Tjocklek,1mn Beläggn.mängd/ytenhet Anm.
sträcka
kg/m2
m.v. st.dev. m.v. st.dev. 95 % konf intervall 1 30 4,8 70 10,9 59-82 2 32 2,5 75 5,4 71-80 3 34 3,5 79 7,9 70-87 4 34 5,9 80 14,2 65-95 sats-verk 5 33 4,2 76 11,0 64-87 35 4,4 80 9,2 70-89 VTI RAPPORT NR 107
TABELL X
Medelslitage och hjulspårsslitage efter den första Vintersäsongen (1975-1976).
(1)
(2)
(3)
(4)
Försöks-
Medel-
Standard-
Hjulspårs-
Packnings-sträcka
slita-
dev, s
slitage,
grad
ge, ä
2 + 25
mm mm mm % Marshall 1 0,60 0,51 1,62 96,0 2 0,64 0,51 1,65 96,5 3 0,65 0,50 1,65 97,0 4 0,62 0,42 1,46 97,9 5 0,87 0,60 2,07 95,1 6 0,94 0,56 2,06 94,1 VTI RAPPORT NR 10743 Dust Dust Collection Collection A A I Heat
Aggregate % and r* Screens L Store
Dry Fi' Dust Collection l Binder > Heat T L Store or Mixer __4 Transport Filler å ' 1 §0 Site
1 O ) Stages /n conventional aspha/r plant.
1 b ) Stages in drum-mixer aspha/t plant.
Aggregate 4,- Screens
A
Store
Heat or Binder VL Heat rL and t--p
AL Mix Transport
to
Site
Filler
"--Figur 1. Olika steg i framställningsprocessen av asfaltmassa i ett konventionellt asfalt-verk (la) och ett trumblandningsasfalt-verk (lb).
(Källa: Peattie Shell Bit. Review 53/1976).
J U e b e s s e d a xe b ñg t q n q t e gs v' 2 st trevalsvältar
E ___L._._J_I
[1%
Figur 2. Vältschema för erhållande av minst 4
bakvalspassager på varje punkt av beläggningen.VTI RAPPORT NR 107 R e s t f uk t h a l t i f är d i g väl t a d b e l äg g n i n g Figur 3. X
éif/;atsverk
4_-I i ' §90
110
130
150 Oc
Asfaltmassans tillverknings-temperaturSamband mellan asfaltmassans tillverkningstemperatur och restfukthalt i färdigvältad beläggning.
Godkönda onolysvörden enligt BYA
Y1
O O Ye . . . .:::::::::::::::::::::Q::":.Q
_
:z:::::::::::::::::::
626 . . . ..:: 1;TTZ.::§2:IZ:Du
':':O::::::::'
0
,
.'O'ZQIIIIZIIZI
å
..9:9:::::::::::::::::
%
Ö::z:::::::::::::::::::::::
GE) . o . . . o o . ..O o . o o . . o o . . . .. GJ'E
--
ms
.
5
-.-.- Prover tagna vid asfaltverket
Yi
O = Prover tagna på v'dgen
.
Regressionsondlys:
Yg
3:-. 5,78%,
regressionslinjens
konfidens-i: 41,5%
område (risknivå 5%)
korrelationskoefficient 0,88
begränsas av kurvbågorno y,2
4 .
regressionslinjens ekvation: y,)z=bi0,018 (T3- 82,97? +
b :0,115 17+ 0,953
1728,08)° 5
[i I I I j
30
35
1.0
_0
45
50
Korn kurva) k /0
Fl GUR 1..
RegressionsandLys dv kornkurvcl och bindemedeLshst
VTI
på uttagna mossa prov.
Hålrums- Packningsgrad, halt, % % marshall 6 1h T 100 5 ... .- 98
4 +
' 96
3 L
F
i
:
.
i
:
ä.
-L 94
70 90 110 130 C0Temperatur 1 massan vid första vältpassagen. O--Hå1rumsha1t
x__1.Marsha11packning
Figur 5. Hålrumshalt och packningsgrad som funktion av massans temperatur vid första vältpassagen.
2_
Maximalt slitage84_
m .LJ ä - Medelslitage 0 lt 1 1 l 1. 94 96 98 100 % MarshallpackningFigur 6. Slitaget hos försökssträckorna
som funktion av erhållen
packnings-grad (% marshallpackning)Specifikation av stenaggregat
Stenaggregatet utgjordes av krossat gnejsgrus
bestå-ende av: 55 36 9 o\ 0 röd, 0\ 0 0\ 0
Huvuddelen av stenaggregatet (den finkorniga finkornig gnejs
röd och grå medelkornig gnejs finkornig amfibolit
gnejsen och amfiboliten) har normalt god hållfasthet medan
resten (den medelkorniga gnejsen) kan vara mer
vari-erande i detta avseende.
Utförda laboratorieundersökningar gav följande
resul-tat: Flisighetstal Sprödhetstal Sliptal Krossytegrad Vidhäftningstal Kompaktdensitet VTI RAPPORT NR 107 1,28 (fraktion 8-1l,2 mm)
45,6 %
"
98 mg/cm2 40/10 (fraktion 12-16 mm)60/10
(
"
8-12
")
100
(
"
4-8
")
(A 120) 39,8 %
2,67 g/cm3
U.5. sicndord sikfor D nr: gm Håldiome+er för såil , mm 7 1.0 6 210 33040 6080 lOO _JJmoa)
0
510 410 3510 210 up
: bIO
'{ 4
. 114411 n
; I TFT kD 0 t i l .' T LE "' _- '_ '- 'I' " L" .. " .E : I: Ö-: t. 3'-C L C D 0 .. ... - . .. . b _ _. .. _ _ _ L _ _ b - ._ _ . _ . . .. - .. . -_ .. .. . _ P _ _ .. - - . L. ,_ ... I. ._ ._ ._ .. .. . - - t -b ._ . . _ _ .. . . _ . . . ._ h . . - -I . _ __ _ .. _ . - . _ _ - . .. . . . / \I O O O U1 0 .I. \ O å z' ' E :' / . E Z Z Z / ' 4 E : : : : I .- / 5 - :'- - - å / e : i E 5 5/ 5/ =2
_
á
_
:
Z
Å
_
-: : c / :g
2
2 / ; _'/ i
i e - i - ;/ E// _ P P /4:' E/ .I /: \ \ U 0 \ Et H I I 1 L \ I l l ' l |7 7 ;I [ 1 I I N O Pa ss er o nd e män gd _ vi ki pr oc en 'f * K n p r n vr ur |n 1 r 1 n vp r n 1 r . 1 ||n r 1 r |vp rn n n r n n n r q vn l II 'I YP II 'I 'W 1F II FI 'F . 1 öå,//â'
E
å
ä
.7? 51,/tå E E E å § § _i 5:/
E
i
E
L
E
0: I i lill!!E lllllnTTII5 5 [Ill |5 T T II"7TITTH::E I ä|IálililE _1 I Fillllll'gI 31 1 1 F 1 lflTT' T ngI|7I|
i 0.020.074 010 0,25 0.2 0,3 0,405 1,0 Ls 2 b 4 5; i IO, Ii 20 3. 40 5069 0,03: 0.062 0.125 0.25 5.6 8 H.) Ib 32 64
D Fri maskvidd för siktar, mm
Arbetsrecept'för MA'B l 6 T
Kornkurva:
Bindemedelshalt:
VTI RAPPORT NR 107
Enligt ovanstående diagram. I
dia-grammet återges även gränskurvorna enligt BYA.:. * ' i'
._
om
f . 7=' kall
/V "T
1"'. Chatt. kgvs- 77/ \, n _ 2%.
yabe-1 rnås
WSTÅf ' J.. | 5\
:>
TAD
' o ' .4. b e.kal 'Dag';n F0RFORSÖK;;
\
å-Q
\
^
t r ' Å CD *5. 2"'3 -0 m/cg
á'e
'
..
;I '. l
öhnersjö
pda-:3 I ' .Y Z . 'a.' (Jketânga'
:
g
_) ( - NTm
Vallmañ . nu.
;I
.
i
\ d nu; r .. J/ . ;Jåstar .. v'.. 'w'- m- . ?TU ' ,Tronnl . = :i:
I
g.
= ar
:_'JHUVUDFORSOK ,_
h b dä * i.
.755
' <3? 'ms V
' __é*
V_H'v/VEINGEC -
N \_ 'Påarps avs a la*
OStOrp.
/
LaXVI " 'K :N 7 0 .Gullbran '-Genevaa'sa'rå ' Tonner
UK TEN
,_'1
W
.
Ökeb J ' __/NOHC/; Viessinååg B'pll
Ä.. % I' .\ , 0 ?B i /'/l \ SwI'
IMellbystrañdj:
mA.LÄGE FÖR FÖRFÖRSÖK OCH HUVUDFÖRSÖK SAMT
ASFALTVERK
20 .". o KISTINGE L\ 9' \ 4.\ 9' l.\\\ Fågeln):
ST. FLADJE
§§' 73HUVUDFÖRSÖK
Försöksströckornos placering på väg 1177
delen Kistinge-Fladje
*
Försöksströcko
5 omfattar västra körföltet
/I 5 -N- östra
PROVTAGNING
Innan provvägens utförande
Al.
Genom SCG:s försorg insändes till VTI prov på
stenaggregatet för bestämning av dettas:- flisighet - sprödhet - sliptal - kompaktdensitet - vidhäftningstal - krossytegrad
B. I samband med provvägens utförande
Bl.
På_trumblandning§verket
Proven (:l-:6) nedan fördelades slumpmässigt på massa-produktionen för den
VTI RAPPORT NR 107
:l
aktuella försökssträckan.
Prov på det kalldoserade stenaggregatet
togs på samlingsbandet för bestämning av
fukthalt och kornkurva. Prov uttogs6 ggr/försökssträcka och bestämningen ut-fördes direkt vid verkets laboratorium som ett led i produktionskontrollen.
Prov på asfaltmassan togs vid utloppet
från släptransportören, omedelbart innan
massafickorna, för bestämning av massans restvattenhalt. Prov uttogs 6 ggr/för-sökssträcka och proven emballeradesher-metiskt i plåtburkar med tättslutande lock
:3
Prov på asfaltmassan_togs på bilflaket
i samband med utlastning från massa-fickorna. Prov uttogs med samma frek-vens som provet under :2. Proven embal-lerades för senare analys av bindeme-delshalt och kornkurva. Vid provtag-ningstillfället mättes massans
tempe-ratur med instickstermometer.
»h
a Vid varje provtagningstillfälle
regist-rerades dessutom klockslag, mängden producerad massa, verkets momentana ka-pacitet, bindemedelspumpens momentana kapacitet, massans temperatur vid
utlop-pet från trumman, levererad vattenmängdñ
från bevattningsrampen på samlingsbandet
samt temperaturen på asfalten i verketsbindemedelstank.
:5
Prov på asfaltmassan för senare
återvin-ning av bindemedlet togs vid laståtervin-ning
från massafickorna l ggr/försökssträcka.
:6
Prov på bindemedlet uttogs från
bindeme-delstanken l ggr/försökssträcka.
B2.
På_sat§verket
Provtagningen på satsverket genomfördes i görligaste
mån efter samma mönster som för trumblandningsverket. Eftersom satsverket saknade extra bevattningsanord-ning, och temperaturen på just den försöksmassa som skulle produceras var så hög som l4OOC, genomfördes enbart en översiktlig bestämning av fukthalten hos det kalla stenmaterialet. Vid bestämning avdelshalten i färdig massa registrerades dock restfukt-halten i varje extraherat prov.
B3.
På_vägen
Prov på utlagd massa och färdig beläggning (zl-:5) togs i sex slumpmässigt fördelade "provytor"/försöks-sträcka. Inom varje "provyta" togs följande serie prover:
:l
Prov på asfaltmassan uttogs omedelbart
efter läggaren - tvärsektionen valdes slumpmässigt - för bestämning av massans fukthalt. Det uttagna provet förpackadesomedelbart hermetiskt i plåtburk med
tättslutande lock för senare analys.:2
Prov på asfaltmassan för bestämning av
bindemedelshalt, kornkurva och
packbar-het vid marshallstampning uttogs i omedelbar anslutning till provet under
:1.
:3 Temperaturen i beläggningen registrera-des under packningsarbetets gång med hjälp av en kalibrerad termistor place-rad på 1/2 tjocklekshöjden av den ut-lagda beläggningen och ca 50 cm från beläggningsdragets ytterkant.
:4
Prov togs på den nyss färdigvältade
be-läggningen för fastställande av dennas fukthalt. Provet uttogs i beläggnings-dragets ytterkant omedelbart efter sista vältpassagen. Trots att beläggningensvalnat till ganska låg temperatur (ca
NR 107
50-600C) erbjöd det inga svårigheter att ta provet med vanlig skyffel. Provet
skyddades under vältningens gång mot
ned-trängande vatten från valsarna med hjälp
av en masonitskiva (bredd 50 cm), som placerades över provtagningsplatsen varje gång välten passerade denna. Liksom under :1 förpackades det uttagna provet snarasti hermetisk tillsluten plåtburk i väntan
på senare analys.
Dagen efter försökssträckans utförande uttogs två borrprover ø 100 mm inom varje provyta. Läget för ett av dessa borrprov
(B-prov) valdes slumpmässigt, i överens-stämmelse med :1 och :2b över belägg-ningsdragets bredd, medan sidoläget för det andra (A-prov) valdes konstant l m från dragets ytterkant, d v 5 i det
för-väntade läget för höger hjulspår.
Borr-proven undersöktes med avseende på
hål-rum och tjocklek.x Prov nr Blzl Bl:2 Bl:3
x)
ANALYSMETODER Bestämning av Analysmetod Flisighetstal MBB 9-74 Sprödhetstal MBB 10-74Sliptal VTI; Internrapport
nr 25
Kompaktdensitet SVI; Rapport lll Vidhäftningstal VTI; Internrapport
nr 86 Krossytegrad BYA 362:2
Petrografi Okulärbedömning Vattenhalt Torkning i ugn vid
11006
Kornfördelning SVI; Specialrapport lll
Vattenhalt (binde- MBB 4-74, modifie-medelshalt) rad för 4 kg
prov-mängd
Kornfördelning SVI; Specialrapport ll
Bindemedelshalt MBB 4-74, modifie-rad för 4 kg prov-mängd
Kornfördelning SVI; Specialrapport ll
Provnumret refererar till den numrering,
går
avbilaga 5.
VTI RAPPORT NR 107