Upprättande av
artikelklassificeringar
och val av
lagerstyrningsmetoder
En fallstudie för lagerstyrning av SSAB:s generella
Postadress: Besöksadress: Telefon:
Box 1026 Gjuterigatan 5 036-10 10 00 (vx) 551 11 Jönköping
för framförda åsikter, slutsatser och resultat. Examinator: Jonas Bjarnehäll
Handledare: Tomas Wigerfelt Omfattning: 15 hp
Abstract
This thesis intends to study a part of SSAB EMEA AB's finished goods inventory, called General inventories, for inventory management of included items. The company has the opportunity to control the contents of these warehouses and therefore wants to optimize its warehousing of items.
The purpose is to find relevant ways to classify the items and then establish inventory management method (s). The proposals shall be evaluated specifically with regard to inventory turnover rate and level of service.
To achieve the purpose of the study, literature studies were conducted to find appropriate methods and approaches. Many interviews have been conducted to understand the conditions and the current situation, and a large amount of data has been analyzed.
Analyze indicates that it is possible to classify the articles in several different ways, but why a method should be chosen for a specific purpose is not clear. After the implementation of several classifications, this resulted in the variation
classification (also known as XYZ-classification) giving the best differentiation to SSAB's articles.
Inventory management is a well-documented area where many studies have been conducted. The seven main methods of inventory management were presented but analyzes suggest that only one method is more suitable to use than the others. Coverage time planning is the inventory management method that is considered to work best for SSAB's general inventories.
Due to SSAB's production system and the fact that other types of finished goods inventories affect the coverage period planning, simulations of service level were not possible to carry out. It is further discussed whether SSAB misses the true demand but has a good opportunity to start documenting it.
The results of the item classifications indicate that a large quantity of the items in stock does not reach the "stock holding policy" that exists. It is also these items that are most important to work on according to stock turnover rate simulations. The conclusion of the study is that SSAB must define what a general stock is, and which articles are to be included in these. The company also need to clarify who will control these inventories.
Sammanfattning
Detta examensarbete avser att studera en del av SSAB EMEA AB:s
färdigvarulager, kallade Generella lager, för lagerstyrning av ingående artiklar. Dessa lager har företaget möjlighet att styra innehållet i och vill därför optimera sin lagerhållning av artiklar.
Syftet är att finna relevanta sätt att klassificera artiklarna för att därefter upprätta lagerstyrningsmetod/-er. Förslagen skall utvärderas specifikt med avseende på lageromsättningshastighet och servicegrad.
För att uppnå studiens syfte genomfördes litteraturstudier för att finna lämpliga metoder och tillvägagångssätt. Flertalet intervjuer har genomförts för att förstå förutsättningarna och nuläget, samt en stor mängd data har analyserats.
Analysen tyder på att det är möjligt att klassificera artiklarna på flera olika sätt men varför en metod ska väljas i ett specifikt syfte framgår inte. Efter genomförandet av flera klassificeringar resulterade detta i att variationsklassificeringen, XYZ-klassificering, gav den bästa differentieringen att SSAB:s artiklar.
Lagerstyrning är ett väldokumenterat område där många studier har genomförts. De sju huvudmetoderna för lagerstyrning presenterades men analysen tyder på att en metod är mer lämplig att använda än de andra.
Täcktidsplanering är den lagerstyrningsmetod som anses kunna fungera bäst för SSAB:s generella lager.
På grund av SSAB:s produktionssystem och att andra typer av färdigvarulager påverkar täcktidsplaneringen var simuleringar av servicegrad inte möjliga att genomföra. Dessutom diskuteras om SSAB missar den sanna efterfrågan men har en god möjlighet att börja dokumentera den.
Resultatet av artikelklassificeringarna tyder på att en stor mängd av artiklarna på lagret inte når den ”stock holding policy” som existerar. Det är också dessa artiklar som är viktigast att arbeta på enligt simuleringar för lageromsättningshastighet. Slutsatsen för studien är att SSAB måste definiera vad ett generellt lager är och vilka artiklar som skall ingå i dessa. Företaget behöver även klargöra vem som skall styra dessa lager.
Innehållsförteckning
1 Introduktion 1
1.1 BAKGRUND 1
1.2 PROBLEMBESKRIVNING 3
1.3 SYFTE OCH FRÅGESTÄLLNINGAR 4
1.4 AVGRÄNSNINGAR 4
1.5 COVID-19 4
1.6 DISPOSITION 5
2 Teoretiskt ramverk 6
2.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH TEORI 6
2.2 HUR KAN FÖRETAG KLASSIFICERA ARTIKLAR I ETT FÄRDIGVARULAGER? 7
2.2.1 ABC-klassificering 7
2.2.2 Dubbel ABC-klassificering 8
2.2.3 Trippel ABC-klassificering 9
2.2.4 Variationsklassificering 9
2.2.5 Rörlighetsklassificering 10
2.2.6 Analytic Hierarchy Process 12
2.2.7 Behovsfrekvens 14
2.3 VILKEN LAGERSTYRNINGSMETOD KAN TILLÄMPAS? 15
2.3.1 Kapitalbindning 15
2.3.2 Lageromsättningshastighet 16
2.3.3 Servicegrad 16
2.3.4 Lagerstyrning 17
2.3.5 Oberoende och härledd efterfrågan 23
3 Metod 24
3.1 KVALITATIV &KVANTITATIV METOD 24
3.2 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH METOD 25
3.3 LITTERATURSTUDIE 25 3.4 INTERVJUER 26 3.5 DATAINSAMLING 27 3.6 ANALYSMETODER FÖR RESULTAT 28 3.6.1 Dataanalys 28 3.6.2 Triangulering 28 3.6.3 Simuleringar 29 4 Nulägesbeskrivning 30 4.1 PRODUKTION 30
4.2 ARTIKLAR OCH KLASSIFICERINGAR 31
5.1.3 Dubbel ABC-klassificering med variationskoefficienter 41
5.1.4 Rörlighetsklassificering 42
5.1.5 AHP 44
5.1.6 Behovsfrekvens 44
5.1.7 Trippel ABC-klassificering 47
5.2 VILKEN LAGERSTYRNINGSMETOD KAN TILLÄMPAS? 47
5.2.1 Oberoende/Härledd efterfrågan 47
5.2.2 Val av lagerstyrningsmetod 49
6 Åtgärdsförslag och diskussion 51
6.1 HUR KAN FÖRETAG KLASSIFICERA ARTIKLAR I ETT FÄRDIGVARULAGER? 51
6.1.1 Efterfrågan 51
6.1.2 Syftet med klassificeringar och lageromsättningshastighet 51 6.1.3 Val av klassificeringsmetod för SSAB:s artiklar i generella lager 53
6.1.4 Artiklar 54
6.2 VILKEN LAGERSTYRNINGSMETOD KAN TILLÄMPAS? 55
6.2.1 Val av lagerstyrning 55
6.2.2 Servicegrad och säkerhetslager 55
6.3 DISKUSSION KRING VALIDITET OCH RELIABILITET I UNDERSÖKNINGEN 56
7 Slutsatser 57
7.1 IMPLIKATIONER 57
7.2 SLUTSATSER OCH REKOMMENDATIONER 57
7.3 VIDARE ARBETE ELLER FORSKNING 57
8 Referenser 58
1 Introduktion
I introduktionen presenteras en bakgrund till det valda ämnet.
Därefter följer en problembeskrivning som syftar till att ge en mer utförlig redogörelse av de delar som ingår i problembilden. Problembeskrivningen leder fram till studiens syfte och vilka frågeställningar som skall besvaras för att uppnå målet. Kapitlet avslutas med att presentera vilka avgränsningar som vidtagits samt en disposition av rapporten.
1.1 Bakgrund
Marknaden för stål förändras ständigt och därmed ställs stora krav på
leverantörerna. Efterfrågan finns i hela världen vilket innebär en global marknad som förändrar stålindustriernas dynamik. Förutom variation i efterfrågan så påverkas dynamiken av produktions- och leveranskapacitet, handelsflöden samt tillgången på råvarumaterial. Dessa faktorer påverkas i sin tur av globala
megatrender såsom klimatförändringar och resursbrist, befolkningsökning, urbanisering och digitalisering.
Dessa trender påverkar även företagen som köper stål, de försöker förbättra sina produkter för att möta kundernas nuvarande och framtida behov. Exempelvis har stålanvändare i bygg- och bilindustrin arbetat hårt för att sänka sina kostnader, öka säkerheten och minska vikten i sina produkter för att minska deras miljöpåverkan. Inom gruvindustrin, där man använder utrustning som är tillverkad i stål, vill man öka hållbarheten och minimera produktionsstoppen. Dessa trender har lett till en växande användning av höghållfasta stål, vilket ger fördelar i form av starkare, lättare och mer hållbara lösningar för stål [1].
Konkurrensen på marknaden för höghållfasta stål är hård, det finns många verksamma aktörer [2]. En global marknad ställer höga krav på logistiksystemet och ett företags leveransförmåga. För vissa produkter är marknadens
förväntningar att direkta leveranser skall kunna ske och produkten bör finnas tillgänglig på hyllan i ett lager nära kunden. Andra produkter, till exempel de med ett visst specifikt kundinnehåll har inga krav på direktleverans. Istället blir
leveranstiden från beställning viktig.
Förmågan att leverera produkter till sina kunder blir således ett direkt konkurrensmedel.
För att nå det övergripande målet om en god lönsamhet i företaget måste
ekonomiska och tekniska avvägningar genomföras. Detta mål resulterar ofta i en uppdelning bestående av tre stycken poster. Leveransförmåga,
tillverkningskostnad och kapitalbindning i material. Dessa tre poster utgör en målkonflikt som uppstår i ett tillverkande företag. Vill företaget exempelvis uppnå en hög leveransförmåga genom att ha hög lagertillgänglighet så binder man också mycket kapital.
Stålföretaget SSAB EMEA AB, hädanefter kallat ”SSAB”, är en högspecialiserad global aktör på marknaden för höghållfasta stål och tillhandahåller tjänster för bättre prestanda och hållbarhetsegenskaper. SSAB:s affärsmodell bygger på att utveckla nära och långsiktiga kundrelationer. Genom samarbete utvecklar SSAB nya produkter, tillämpningar, tjänster och processer för att förbättra kundernas hållbarhetsprestationer och effektivitet. SSAB strävar samtidigt efter att uppnå en överlägsen kundupplevelse vilket innebär högsta produktkvalitet, korta ledtider och hög servicegrad.
SSAB har idag färdigvarulager utspridda i hela världen för att erbjuda försäljning till alla marknader. Lagren kan delas upp i kundspecifika lager och generella lager. De generella lagren innehåller en mix av relativt specifika artiklar till allmänna artiklar som kan passa många köpare på marknaden. Innehållet i dessa lager har SSAB möjlighet att styra i högre utsträckning än de kundspecifika lagren där avtal till stor del bestämmer. Möjligheten att styra innehållet innebär en chans att optimera lagerhållningen.
1.2 Problembeskrivning
Ett lagers fundamentala uppgift är att skapa en frikoppling – att frikoppla den egna produktionen från den externa förfrågan eller att frikoppla den egna produktionen från leverantörers leveranser. Frikopplingen gör det möjligt att optimera produktionen baserat på dess egna förutsättningar, men med bibehållen leveransservice mot kund.
Vid upprättandet av lager ställs företagen inför utmaningen att styra dessa. I ett färdigvarulager är det oerhört viktigt att rätt produktmix samt mängd av artiklar finns. För låga nivåer leder till utebliven försäljning, medan för höga nivåer leder till onödig kapitalbindning. Lagerstyrning används därför för att se till att den optimala nivån och mixen av artiklar finns i lager.
Lagerstyrning av artiklar baseras ofta på en analys. Analysen kan avse någon faktor som bedöms kritisk så som volym, volymvärde eller täcktid till exempel.
Analysen leder till en klassificering som särskiljer och grupperar produkter genom att identifiera likheter, vilket gör det möjligt att behandla artiklarna effektivt i olika avseenden och därmed öka företagets lönsamhet [4]. SSAB upplever idag en hög efterfrågan på sina artiklar, men företaget är också medvetna om att det finns artiklar som inte säljer lika bra. Dessa artiklar blir liggande i färdigvarulager en längre tid och innebär därför högre kapitalbindning än nödvändigt. Målet för SSAB:s generella lager är en omsättningshastighet på 5,5 gånger per år beräknat på totalen för lagertypen. Idag särskiljer SSAB inte artiklarna med hjälp av
klassificeringar.
Påfyllnaden av befintliga produkter i de generella lagren sker av en funktion i företaget, men indirekt kan även säljkontoren påverka påfyllnaden genom att placera produktionsorder för nya artiklar för inleverans till lager. Detta har lett till att det finns en stor mängd artiklar placerade på lager. Många med
otillfredsställande lageromsättningshastighet. De olika säljkontoren uttrycker dessutom att det finns en utveckling där de generella lagren går mot att vara så kallade ”one stop shops”. Kunderna vill kunna köpa allt stål de behöver på en plats och kan inte lagret leverera alla produkterna på en order uteblir försäljningen. Företaget gör sitt bästa för att kontrollera och styra alla artiklar i lager på ett
strukturerat arbetssätt men arbetet bygger till stor del på känsla.
Genom att upprättande av klassificeringar för sina artiklar hoppas SSAB kunna skapa riktlinjer för styrning och lagerhållning.
1.3 Syfte och frågeställningar
Syftet med denna rapport är att hitta och ta fram relevant sätt att klassificera artiklar i de generella lagren för att styra dessa. Föreslå och applicera en lämplig klassificering av SSAB:s artiklar för att därefter välja lagerstyrningsmetod och utvärdera förslaget genom analys och simulering av historiska försäljningsmönster. Utvärderingen skall specifikt svara på hur omsättningshastighet samt servicegrad på lager och artiklar påverkas.
Därmed är studiens frågeställningar:
[1] Hur kan företag klassificera artiklar i ett färdigvarulager? [2] Vilken lagerstyrningsmetod kan tillämpas?
1.4 Avgränsningar
De artiklar som ingår i rapporten är de SSAB tillhandahåller i generella lager. Rapporten fokuserar på färdigvarulager och därmed slutprodukter som är redo för leverans till kund.
Nuvarande produktportfölj är under genomarbetning men används som grund i rapporten. Vilka produkter som skall finnas i lager behandlas av ett annat uppdrag i företaget.
1.5 Covid-19
Denna studie genomfördes under pandemin Covid-19 som drabbade hela världen. Under hela arbetets gång har de för tiden gällande nationella allmänna råden och rekommendationerna följts för att minska spridningen av Covid-19.
Rapportens syfte är utformat i samarbete med SSAB för att det skall vara möjligt att genomföra studien på distans. Övrig påverkan och vidtagande är minimalt antal fysiska möten och besök.
1.6 Disposition
Rapporten är vidare uppbyggd av ett teoretiskt ramverk där relevant teori för syftet och frågeställningarna presenteras. Denna teori har valts ut för att skapa en förståelse för problemet och forskningsområdet. I kapitel tre introduceras läsaren till studiens metoder och hur dessa kan kopplas till frågeställningarna. Där
presenteras även tillvägagångsättet för studien samt hur insamlade data skall analyseras.
Efterföljande kapitel, Nulägesbeskrivning, ger en grund till analys av
frågeställningarna. Analysen bygger även på resultatet från metoderna samt det teoretiska ramverket och redovisas i kapitel fem.
Analysen leder fram till åtgärdsförslag och en diskussion kring dessa. Här diskuteras även giltigheten och trovärdigheten i arbetet.
I det sjunde och avslutande kapitlet på rapporten introducerar författarna sina slutsatser. Även implikationer, relevanta konsekvenser för studien, förs fram. Till sist lyfts vad som skulle kunna vara nästa steg att undersöka, dels akademiskt men också för företaget.
2 Teoretiskt ramverk
I det teoretiska ramverket presenteras, för frågeställningarna, relevant teori. Kapitlet inleds med en tabell där de övergripande namnen för teorierna kopplas samman med frågeställningarna. Frågeställningarna skrivs sedan som rubriker för att presentera teorin under respektive fråga.
Teorin är det som ligger till grund för arbetet och är en bas för att analysera resultatet.
2.1 Koppling mellan frågeställningar och teori
Tabell 1. Kopplingar mellan frågeställningar och teori (egen tabell).
Frågeställning Teorier Koppling
1. Hur kan företag klassificera artiklar i ett färdigvarulager? ABC-klassificering Dubbel ABC-analys. ABC-XYZ-VED Variationsklassificering Rörlighetsklassificering AHP Olika klassificeringsmodeller och varianter baserade på dessa. Klassisk ABC-analys men även
vidareutvecklade metoder och mer modern teori. 2. Vilken lagerstyrningsmetod kan tillämpas? Kapitalbindning, lageromsättningshastighet, lagerstyrning, olika lagerstyrningsmetoder, beroende/oberoende artiklar. Klassificeringar differentierar produkterna, därefter används klasserna för att upprätta
lagerstyrningsmetoder för de olika artiklarna.
2.2 Hur kan företag klassificera artiklar i ett färdigvarulager? 2.2.1 ABC-klassificering
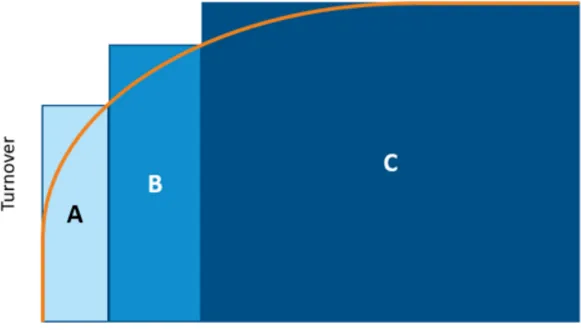
En ABC-klassificering är metod som stödjer sig på volymvärdet. Användandet av volymvärde som underlag för klassificering är ett av de äldsta hjälpmedlen inom logistikområdet [5]. Volymvärdet kan definieras som en artikels årliga förbrukning multiplicerad med dess artikelvärde [6]. Analyserar ett företag alla sina artiklar visar det sig ofta att ett litet antal artiklar svarar för en stor andel av omsättningen. Det betyder också att en stor andel av produkterna står för en liten del av
omsättningen. Detta förhållande brukar benämnas 80/20-regeln där 20% av artiklarna svarar för cirka 80% av volymvärdet. 80/20-regeln kan även kallas ”Paretoprincipen” uppkallat efter den Schweiziske nationalekonomen Vilfredo Pareto på 1890-talet [7]. Efter beräknandet av volymvärde delas artiklarna in i ett antal klasser. Detta förfarande benämns vanligen ABC-analys då metoden brukar använda sig av tre klasser vid namn A,B och C. För var och en av de skapade grupperna kan företaget sedan tillämpa olika strategier. Till exempel, produkter i klass A har en hög volym vilket gör det lämpligt att producera artiklarna mot lager. Artiklar med lägre volym, klass C, kan däremot vara mer lämpade att producera mot kundorder [8].
Figur 1. Exempel av 80/20-reglen vid volymvärdesanalys. Procentandel av artiklarna på x-axeln och procentandel av omsättningen på y-x-axeln.
Att enbart använda volymvärden som grund för klassificeringar kan i många fall framstå som tveksamt eller till och med direkt felaktigt [5]. Det principen handlar om är att sortera ut det viktiga artiklarna från de i jämförelse mindre viktiga och därmed fokusera sina resurser på dessa. Att en artikel har högt volymvärde innebär inte per definition att artikeln har stor betydelse för utnyttjandet av företagets resurser.
ABC-klassificeringen tar heller inte hänsyn till lönsamheten vilket leder till att produkter som företaget faktiskt tjänar mycket pengar på blir klassade som C-produkter. Följden av detta kan bli att produkten inte anses vara viktig att lagerföra och servicegraden därför blir låg. ABC-klassificeringen kan också kritiseras för att enbart ge en översiktsbild av en given situation. Vid genomförd analys kan en artikel klassificeras i klass C, men produkten är just nu under tillväxt och har potential att bli en A-grupperad artikel med högt volymvärde. Genom att klassificera denna artikel som C-grupperad kan resultatet bli en suboptimering, där en styrning som bromsar tillväxten tillämpas och därmed blir artikeln aldrig A-klassificerad. Finns det ett beroende mellan artiklarna finns det också en risk att företaget tappar försäljning, då en kompletterande produkt till A-grupperade artiklar klassificeras som en C-artikel och därmed inte lagerförs.
Storhagen [9] menar därför på att ABC-klassificering kan ha en konserverande effekt.
2.2.2 Dubbel ABC-klassificering
Dubbel ABC-klassificering, även känt som ”Flerkriterieanalys”, härstammar från Flores & Whybark 1986 [10]. De ansåg att basera klassificeringen på ett kriterium inte var tillräckligt och skapade därför en matris där det var möjligt att analysera två kriterier.
Flores och Whybark ansåg även att båda kriterierna i denna matris bör anpassas efter vilken del av företaget som berörs.
Idealt enligt författarna var om artiklarna föll in i samma klass på de båda axlarna och därmed bildade diagonalen; AA, BB och CC. Det innebär i sådana fall att företaget bara har tre klasser att styra. Om så inte var fallet så menar författarna på att artiklar klassificerade som AB eller BA skall tillhöra AA. Liknande kan göras med AC & CA till BB samt CB & BC till CC. Detta för att minimera antalet möjliga klasser och behålla enkelheten. Här påpekas däremot att hänsyn till vilket av de två kriterierna som är mest betydelsefullt ignoreras.
2.2.3 Trippel ABC-klassificering
En metod som testats hos tyska biltillverkare med inriktning att skapa en artikelklassificering baserat på tre kriterier. I denna metod valde biltillverkarna volymvärde, förutsägbarhet i efterfrågan samt hur kritiska artiklarna var för produktionen. Denna metod genomfördes på ett internt lager i produktionen och ej på färdigvarulager, men författarna menar att klassificeringen är applicerbar på lager i industriella sammanhang [11]. Metoden har fått omnämnandet ABC-XYZ-VED där ABC-XYZ-VED syftar på ”vital”, ”essential” och ”desirable”. På svenska skulle termerna kunna motsvara ”avgörande”, ”grundläggande” och ”önskvärd”. VED-klassificeringen innebär att företaget kopplar en av dessa termer till artikeln för att beskriva betydelsen av att den lagerförs.
Författarna pekar på fördelarna med att använda flera kriterier i ett komplext system av artiklar [11]. Nackdelarna är utvecklingen av systemet samt problemet att prioritera kriterierna, likt dubbel ABC-klassificering, samt antalet möjliga kombinationer av klasser.
2.2.4 Variationsklassificering
Variationsklassificering, även kallat XYZ-klassificering, fokuserar på variation i efterfrågan av artiklar [12]. Med variation menas i vilken utsträckning efterfrågan varierar från period till period men också hur oregelbundna dessa variationer är. Vanligtvis kallas klasserna för X,Y och Z, där X avser den variationsklass med mest jämn efterfrågan.
Klassificeringen används sedan för att prognostisera och styra lager så optimalt som möjligt. Mattson [12] presenterar ett tillvägagångssätt att fastställa
variationsklasser genom manuell bedömning. Detta förutsätter att
efterfrågevariationernas karaktär för de olika klasserna kan definieras och beskrivas i ord. Exempelvis kan klasserna definieras enligt följande:
X Små eller måttliga efterfrågevariationer från månad till månad. Efterfrågan förekommer varje månad. Lätt att prognostisera.
Därefter bedöms varje artikel och efterfrågan för att tilldelas en av variationsklasserna.
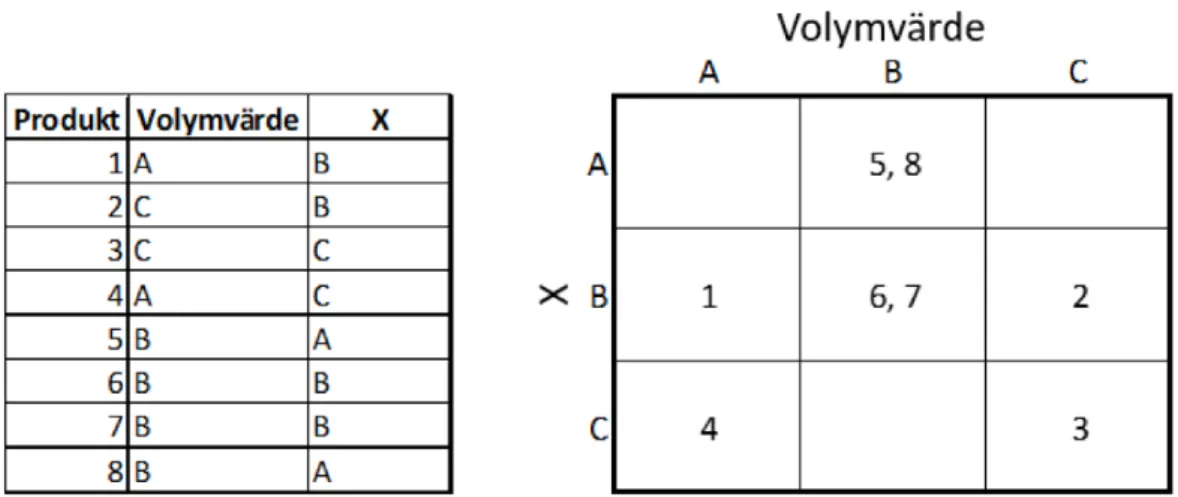
Mattson [12] menar på att det med fördel går att använda XYZ-klassificeringen tillsammans en ABC-klassificeringen. Då erhålls en tvådimensionell matris som klassificerar artiklar med hänsyn till både volymvärde och efterfrågan.
Tabell 2. ABC-XYZ-klassificering.
Matrisen kan sedan användas för val och utformning av prognosmetoder och lagerstyrningsmetoder. Nedan följer ett föreslaget regelverk för val av
lagerstyrningsmetod från Mattson [12].
Materialbehovsplanering: XA,YA,XB,YB,YC-atiklar
Beställningspunktsystem: YB,YC,ZC-artiklar
Kanban: XC-artiklar
Kundorderstyrt: ZA,ZB-artiklar
Dessa lagerstyrningsmetoder behandlas i det teoretiska ramverket under frågeställning 2.
Variationsklassificering kan också upprättas med hjälp av variationskoefficienter och är ett alternativ till den manuella bedömningen. En variationskoefficient är ett spridningsmått för variationer i en talserie. Koefficienten beräknas som
förhållandet mellan standardavvikelsen per period och medelvärdet över ett antal perioder. Ett lägre värde på koefficienten innebär en mindre spridning i
efterfrågan under perioden.
Exempelvis kan klasserna definieras enligt följande:
X Variationskoefficienten är mindre än eller lika med 0,5.
Y Variationskoefficienten är större än 0,5 men mindre än eller lika med 1,0. Z Variationskoefficienten är större än 1,0.
2.2.5 Rörlighetsklassificering
Med en artikels rörlighet menas hur många lagerrörelser den utsätts för per
tidsenhet. Det kan också avse antal kundorder per tidsenhet. De lagerrörelser som avses är främst inleveranser respektive uttag från lager [13].
Rörlighetsklassificering använder vanligtvis tre klasser för att differentiera
artiklarna. De brukar kallas för 1,2 eller 3 där klass 1 är den rörlighetsklass som har flest lagerrörelser/kundorder per tidsenhet. Mattson [13] påpekar att även
klassnamn som X/Y/Z förekommit vilket har lett till att rörlighetsklassificering ibland kallats för XYZ-klassificering.
Författarna till denna rapport väljer hädanefter att kalla metoden för rörlighetsklassificering med klasserna 1,2 och 3.
Mattson [13] förklarar att artiklar med hög rörlighet och därmed många
förbrukningstillfällen är lättare att prognostisera och lagerstyra än artiklar med få lagerförbrukningstillfällen. Rörlighetsklassificering kan också användas till att utforma lagerlokaler och lagerplaceringar utifrån en plocksynvinkel. Även inventeringsrutiner kan baseras på denna typ av klassificering.
Mattson beskriver följande arbetsgång för att bestämma artiklars rörlighet och fastställa rörlighetsklasser;
1. Hämta information om antal lagerrörelser per år från affärssystemet. 2. Upprätta ett frekvensdiagram över antalet lagerrörelser. Syftet är att få en
översikt av läget för att lättare kunna göra intervallindelning.
3. Fastställ med hjälp av frekvensdiagrammet lämpliga gränsvärden för ett antal lagerrörelseintervall.
4. Tilldela varje artikel en rörlighetsklass med hjälp av fastställda intervall. Mattson [13] tillägger avslutningsvis att om klassificeringen används för
prognostiserings- och lagerstyrningsändamål bör endast lageruttag ingå som underlag vid klassificeringen.
2.2.6 Analytic Hierarchy Process
Analytic hierarchy process, hädanefter förkortat AHP, är en teknik för att
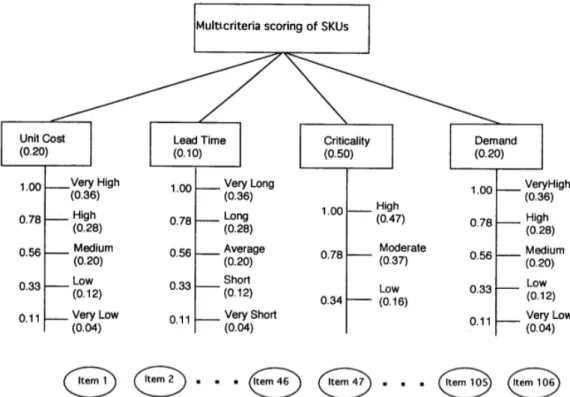
integrera kvalitativa och kvantitativa kriterier vid beslut rörande lagerstyrning [14]. AHP har som namnet antyder en hierarkisk struktur där företaget försöker bryta ner komplexa problem med hjälp av flera kriterier. Det finns tre steg i metoden enligt teorin [14]. I det första steget upprättar företaget sin hierarki. Överst placeras ”poängsättning av stock keeping units”, förkortat SKU nedan.
Figur 3. AHP-hierarki för stockkeeping units med kriterierna unit cost, lead time, criticality och demand.
I det andra steget upprättas prioriteringar av kriterierna. I figur 3 kan fyra
huvudkriterier, unit cost, lead time, criticality och demand noteras. Dessa kriterier viktas efter betydelse, sammanlagt skall de ge värdet 1,0. I exemplet ovan ger 0,20 + 0,10 + 0,50 + 0,20 = 1,0.
Därefter skapas subkriterier under dessa, till exempel ”very high” eller ”very long”. Även dessa fördelas över summavärdet 1,0 där siffran inom parentes är dess viktade värde och siffran till vänster om förgreningen motsvarar procentandel av högsta värde. Exempelvis utgör ”very low (0,04)” längst ner till vänster 11% av ”very high (0,36)” under unit cost. Dessa 11%, 0,11 i decimalform är talen som används för beräkning nedan.
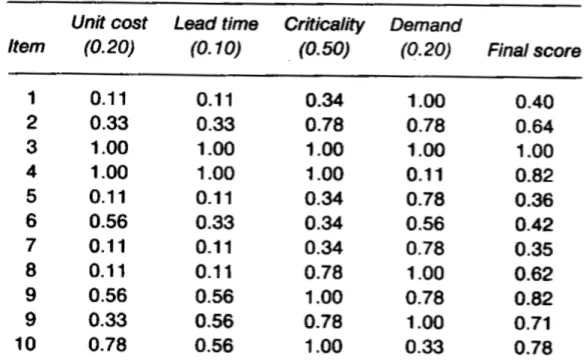
Det tredje och avlutande steget i AHP innebär att företaget räknar ut alla artiklars ”final score”.
Tabell 3. Tabell för uträkning av final score med metodiken AHP.
I tabell 3 ovan förs artiklarna in på vänstersidan under ”Item”. Därefter fylls dess värden baserat på kriterierna i. För att sedan beräkna final score gör man enligt följande exempel som beräknar poängen för ”Item 1”;
Figur 4. Beräkning av final score baserat på tabell för uträkning (tabell 3).
”Unit cost” skattning på 0,20 multipliceras med erhållet värdet 0,11 för ”Item 1”. Detta adderas sedan med ”Lead time” skattningen 0,10 multiplicerat med erhållet värdet 0,11 för ”Item 1” och så vidare för de övriga kriterierna.
F.Partovi och W.Hopton [14] menar på att AHP systematiserar en process som vanligtvis är subjektiv.
Nackdelarna med AHP är att beslutsfattaren måste ha expertkompetens om företaget och processen för att rangordna subkriterier. Ytterligare en nackdel är att det är ett relativt komplicerat system, författarna [14] påpekar att metoden med fördel kan programmeras i en dator/handdator för att snabbare kunna beräkna artiklars final score.
2.2.7 Behovsfrekvens
Kritik kan riktas mot de klassiska ABC-/Dubbel-ABC-metoderna då de menar på att artiklar i samma volymvärdesklass skall styras på samma sätt. Olhager [15] påpekar att det inte alltid är tillräckligt att styra artiklarna på detta sätt. Två artiklar med samma volymvärde, till exempel med samma försäljningsvolym och samma artikelvärde, kan ha helt olika förbruknings- eller leveransfrekvens. Den ena artikeln kan exempelvis ha många, små och jämna uttagsintervall och kvantiteter, medan den andra artikeln uppvisar stora efterfrågevariationer i tid och kvantitet. Det är då lämpligt att differentiera styrningen av med hänsyn till behovsfrekvens.
Figur 5. Artikelklassificering med avseende på volymvärde och uttagsfrekvens. Enligt Olhager 2013.
Olhager beskriver vidare att det är lättare att ge prognoser på artiklar med hög uttagsfrekvens än på dem med låg uttagsfrekvens. Vidare bör företag satsa mer resurser på styrning av artiklar med högt volymvärde. En effektiv styrning av dessa kan betyda mycket ur kapitalbindningssynpunkt. Billiga artiklar kan behandlas i enkla styrsystem, detta gäller speciellt ”C-artiklar” i figur 5 ovan. De två
kategorierna B och D ovan är svårare att skapa efterfrågeprognoser för, detta beror på deras oregelbundna uttag. Av dessa två är B den viktigaste kategorin av artiklar att fokusera på, då dessa har ett högt volymvärde.
Olhager [15] sammanfattar behovsfrekvensen att företag inte enbart bör nöja sig med dessa klassificeringar. De bör också sträva efter att få förståelse för varför enskilda artiklar har ett visst volymvärde och en viss uttagsfrekvens.
Skilda artiklar bör hanteras olika med tanke på val av planeringssystem och prognosmetoder.
Volymvärde
Uttagningsfrekvens
HÖG LÅG HÖGT LÅGT2.3 Vilken lagerstyrningsmetod kan tillämpas? 2.3.1 Kapitalbindning
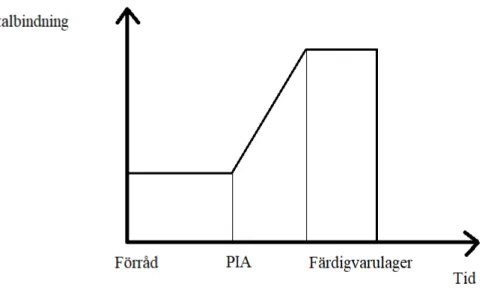
Det material som lagerhålls i förråd samt de produkter som finns i arbete eller färdigvarulager binder kapital. Kostnaden för denna kapitalbindning beror först och främst av kapitalkostnaden, dvs. finansieringen av inköp av insatsvaror [16]. Det finns dessutom kostnader för lageryta, materialhanteringsutrustning och personal, försäkring av lagerförda varor, inkurans med mera.
Genom den successiva produktförädlingen ökar kapitalbindningen genom
produktionsledtiden, i och med att olika resurser används, vars utnyttjande kostar pengar. Produkten binder mer och mer kapital och anses nås sin maximala
kapitalbindning som slutprodukt i färdigvarulager.
Kapitalbindningen över tid kan visualiseras i en kurva. Denna kurva kan avse företaget som helhet, en produktgrupp eller en enskild artikel.
2.3.2 Lageromsättningshastighet
Begreppet lageromsättningshastighet anger hur många gånger ett lager omsätts per år. Lageromsättningshastighet förkortas vanligen LOH vilket också gäller i denna rapport.
Enligt Olhager [17] definieras begreppet som:
𝐿𝑂𝐻 = 𝑂𝑚𝑠ä𝑡𝑡𝑛𝑖𝑛𝑔 (𝑘𝑣𝑎𝑛𝑡𝑖𝑡𝑒𝑡 𝑒𝑙𝑙𝑒𝑟 𝑣ä𝑟𝑑𝑒)
𝐿𝑎𝑔𝑒𝑟 (𝑘𝑣𝑎𝑛𝑡𝑖𝑡𝑒𝑡 𝑒𝑙𝑙𝑒𝑟 𝑣ä𝑟𝑑𝑒)
Som framgår i formeln kan LOH beräknas på antingen kvantitet eller värde. Kvantitet är tydligast att använda men funkar bara om företag endast beaktar en artikel. Om flera artiklar skall behandlas samtidigt vid beräkning så måste dessa viktas med avseende på värde. Olhager [17] påpekar att det är viktigt att samma värderingsgrund används i täljare och nämnare. Kvantitet eller värde kan avse ett genomsnitt över den period som omsättningen gäller för att ange den
genomsnittliga lageromsättningshastigheten över perioden.
Företag kan också välja att kvantitet eller värde för den aktuella situationen för att bedöma den aktuella lageromsättningshastigheten. De antar då att den omsättning som används är representativ för kommande försäljning per period.
LOH går att beräkna för varje lagertyp för sig, dvs. för förråd, produkter i arbete, färdigvarulager, samt för den totala kapitalbindningen i material.
2.3.3 Servicegrad
Servicegrad används som ett mått för förmågan att leverera artiklar eller tjänster till sina kunder [18]. Servicegrad kan även kallas lagertillgänglighet eller
lagerservicenivå alternativt bara servicenivå och definieras som ett företags förmåga att leverera direkt från färdigvarulager till kund enligt Jonsson och Mattson [19]. Eftersom servicegrad avser färdigvarulager finns det en stark koppling till säkerhetslager [18].
Mattson [20] drar slutsatsen att val av mått på servicegrad och
dimensioneringsmetod för säkerhetslager är avgörande för vilken servicenivå som uppnås och vilken kapitalbindning som skapas.
Det finns olika sätt att beräkna servicegrad. Orderradservice är ett av de enklaste sätten och baseras på orderrader. Om kunden accepterar delleveranser av sin order men endast fulla orderrader och inte delkvantiteter är denna metod lämplig. Orderradservice beräknas enligt följande:
𝑂𝑟𝑑𝑒𝑟𝑟𝑎𝑑𝑠𝑒𝑟𝑣𝑖𝑐𝑒
=𝐴𝑛𝑡𝑎𝑙 𝑘𝑜𝑚𝑝𝑙𝑒𝑡𝑡𝑎 𝑜𝑟𝑑𝑒𝑟𝑟𝑎𝑑𝑒𝑟 𝑙𝑒𝑣𝑒𝑟𝑒𝑟𝑎𝑑𝑒 𝑑𝑖𝑟𝑒𝑘𝑡 𝑓𝑟å𝑛 𝑙𝑎𝑔𝑒𝑟
𝑇𝑜𝑡𝑎𝑙𝑡 𝑎𝑛𝑡𝑎𝑙 𝑜𝑟𝑑𝑒𝑟𝑟𝑎𝑑𝑒𝑟
En annan metod för att beräkna servicegrad är efterfrågeservice. Metoden liknar orderradservice men skiljer sig på en betydande punkt. Metoden är användbar vid leveranser där det inte förekommer order som är kopplade till leveranser.
Efterfrågeservice fokuserar alltså uteslutande på levererad kvantitet och beräknas enligt följande:
𝐸𝑓𝑡𝑒𝑟𝑓𝑟å𝑔𝑒𝑠𝑒𝑟𝑣𝑖𝑐𝑒 = 𝐴𝑛𝑡𝑎𝑙 𝑒𝑛ℎ𝑒𝑡𝑒𝑟 𝑙𝑒𝑣𝑒𝑟𝑒𝑟𝑎𝑑𝑒 𝑑𝑖𝑟𝑒𝑘𝑡 𝑓𝑟å𝑛 𝑙𝑎𝑔𝑒𝑟
2.3.4 Lagerstyrning
Syftet med en artikelklassificering är att differentiera artiklar på någon eller några kritiska punkter. Klassificeringen kan sedan användas för att tillämpa olika lagerstyrningsmetoder på de olika artiklarna.
Ett lagerstyrningssystem skall ge svar på tre grundläggande frågor [21]: 1. Hur mycket skall beställas (orderkvantitet)?
2. Hur skall osäkerhet behandlas (säkerhetslager)?
3. Hur skall beställning initieras (beställningsmekanism)?
I praktiken vill man som företag att någon av dessa hålls fast för att skapa struktur i lagerstyrningen.
2.3.4.1 Ekonomisk orderkvantitet
Problemet om vilken orderkvantitet som skall beställas benämns ofta
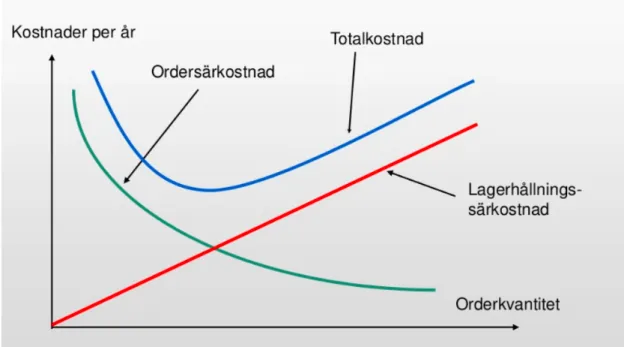
partiformning. Syftet med partiformning är att åstadkomma en avvägning mellan ordersärkostnad och lagerhållningskostnad. En liten partistorlek leder till låg lagerhållningskostnad men höga ordersärkostnader eftersom företaget behöver beställa ofta. Den enklaste modellen för optimering av partistorleken är formeln för ekonomisk order kvantitet, ofta förkortad EOQ (eng.) eller EOK. Denna formel kallas även för Wilsonformeln [22].
Den ekonomiska orderkvantiteten beräknas enligt följande: Lagerföringskostnaden Cr kan beräknas genom formeln:
𝐶! =𝑄
2 × 𝑟 × 𝑝
där r=lagerräntan, p=genomsnittligt produktvärde av lagret och Q= beställningskvantitet.
Beställningskostnaden för en viss tidsperiod, CK kan beräknas genom formeln:
𝐶" = 𝐾 ×𝐷 𝑄
där K=ordersärkostnaden, D=efterfrågan under tidsperiod och Q= beställningskvantitet.
Summan av lagerföringskostnaden och beställningskostnaden beskrivs av formeln: 𝐶#$# = 𝐶! + 𝐶" =
𝑄
2 × 𝑟 × 𝑝 + 𝐾 × 𝐷 𝑄
Den ekonomiska orderkvantiteten, EOK, minimerar kostnaden ovan. Genom att derivera uttrycket med avseende på Q lika med noll erhåller man formeln:
Figur 7. Kostnadselementen som funktioner av orderkvantiteten, fritt efter Olhager 2013. EOK är den lägsta möjliga totalkostnaden vilket motsvarar den lägsta punkten på den blåa linjen.
2.3.4.2 Säkerhetslager
Syftet med säkerhetslager är att kompensera för osäkerhet i prognoser. Om till exempel efterfrågan blir större än beräknat uppstår risk för brist av artiklar. Säkerhetslager skall täcka de slumpmässiga variationerna i efterfrågan under ledtiden, det vill säga från det att beordring sker till dess att produkterna är tillgängliga i lager eller för leverans till kund igen.
Säkerhetslager kan bestämmas på flera olika sätt. En del företag väljer en kvantitet för att täcka upp för efterfrågan under ledtiden, medan andra väljer att beräkna efterfrågan som ett tidsmått. Säkerhetslager innebär hur man hanterar osäkerhet i prognoser, det behöver inte betyda en ”extra” kvantitet i lager.
I boken ”Modern Logistik” beskriver Oskarsson [23] ett enkelt sätt att beräkna säkerhetslager:
𝑆𝐿 = 𝐾 × 𝜎
där K är säkerhetsfaktorn som bestäms beroende på vilken servicegrad företaget vill ha och erhålls ur tabell. 𝜎 är efterfrågans standardavvikelse under ledtiden. Formeln bygger på antagandet att efterfrågan och ledtiden är normalfördelade.
2.3.4.3 Beställningspunktsystem
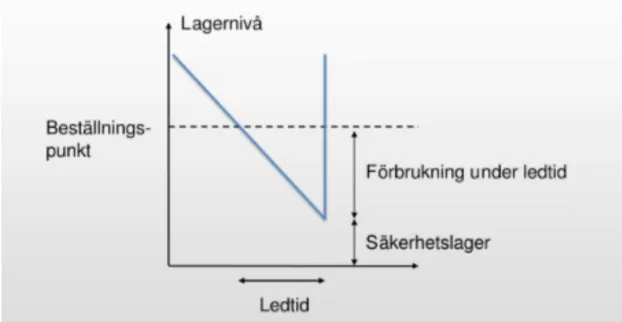
Den vanligaste metoden för lagerstyrning av artiklar med oberoende behov är beställningspunktsystem [24]. En produktionsorder initieras då lagernivån når en beställningspunkt. Beställningspunkten bestäms som summan av säkerhetslager och förväntad efterfrågan under ledtiden. Punkten kan beräknas enligt följande:
𝐵𝑃 = 𝑆𝑆 + 𝐷 × 𝐿
där BP=beställningspunkt, SS=säkerhetslager, D=efterfrågan per period L=ledtiden i antal perioder.
Beställning görs i fast orderkvantitet, till exempel enligt EOK-formeln. Ledtiden motsvarar tiden från det att beställningspunkten nås till dess att artiklar inkommer till färdigvarulager.
Figur 8. Beställningspunktsystem, fritt efter Olhager 2013.
Egenskaperna ur användningssynpunkt hos ett beställningspunktsystem kan beskrivas enligt följande [25]:
Efterfrågetyp: Prognoser och förbrukningshistorik Efterfrågans tidsfördelning: Totalsummerad efterfrågan Efterfrågekaraktär: Oberoende efterfrågan
Initieringsprincip: Förbrukningsinitierade alternativt bevaknings- och förbruksinitierade
Planeringsframförhållning: Begränsat möjlig Prioritetsgrundande: Nej
Typ av materialplan: Enstaka order/avrop Intervall mellan beställningar: Varierande
2.3.4.4 Täcktidsplanering
Beställningspunkten uttrycks normalt i kvantitet, dvs. antal enheter, men kan också tolkas i tid [26]. Detta kallas täcktidsplanering.
Y-axeln i figur 8 ovan anger då täcktid istället för kvantitet i lager. Täcktid definieras som den tid aktuell lagernivå förväntas räcka för att täcka den externa efterfrågan. Täcktid kan beräknas enligt följande:
𝑇ä𝑐𝑘𝑡𝑖𝑑 =3ö!5ä*.02 ,7.,!7!å10* (,! (,!&)2%&'()*&+,-. -01,!'0-2)
Beställningspunktsystem lämpar sig bäst för artiklar med oberoende och jämna behov. Artiklar med härledda behov, men med så många behovskällor att den totala behovsbilden blir jämn över tiden, kan styras med hjälp av täcktidsplanering. Denna beställningsmekanism betraktar då varje artikel isolerad och tar inte hänsyn till strukturkopplingar och härledda behov mellan artiklar.
Egenskaperna ur användningssynpunkt hos täcktidsplanering kan beskrivas enligt följande [25]:
Efterfrågetyp: Prognoser, förbrukningshistorik
Efterfrågans tidsfördelning: Totalsummerad efterfrågan Efterfrågekaraktär: Oberoende efterfrågan
Initieringsprincip: Förbrukningsinitierade alternativt bevaknings- och förbruksinitierade
Planeringsframförhållning: Möjlig Prioritetsgrundande: Ja
Typ av materialplan: Enstaka order/avrop Intervall mellan beställningar: Varierande
2.3.4.5 Periodbeställningssystem
Om beställning sker i varje period vid periodisk inspektion av lagernivån benämns detta periodbeställningssystem [21]. Material beställs upp till en återfyllnadsnivå. Denna nivå bestäms som summan av säkerhetslager, efterfrågan under ledtid samt efterfrågan under ett inspektionsintervall.
Periodbeställningssystem påminner om beställningspunktsystem men systemen arbetar olika gällande tid och kvantitet. Beställningspunktsystem arbetar med en fast orderkvantitet medan periodbeställningssystemet håller en fast tid mellan order. Den andra faktorn tillåts variera om inte efterfrågan är konstant.
2.3.4.6 Materialbehovsplanering
Materialbehovsplanering är en metod som bygger på inplanering av inleveranser baserat på beräkningar av behov. Planeringen är en utbredd metod för
flerstegsproduktion och för artiklar med beroende behov är det en attraktiv lösning. Vid användning av metoden för beroende artiklar sker en
behovsnedbrytning med hjälp av produktstrukturen. Företaget utgår då från produktionsplanen som anger i vilka kvantiteter och när slutprodukter skall levereras till kund.
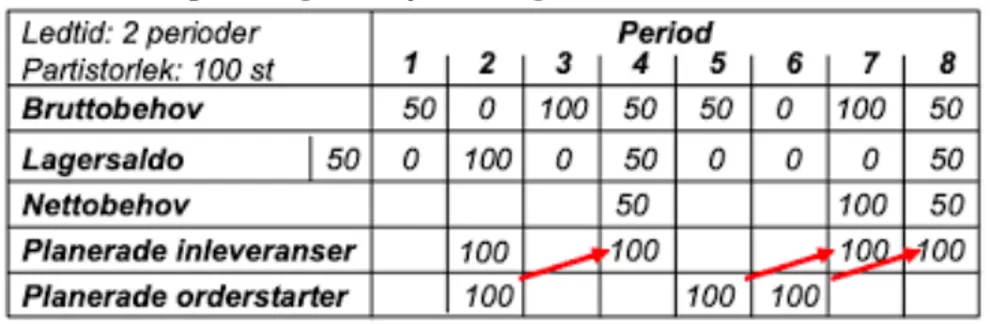
Beslutsregeln som används är att planera in en ny order för inleverans vid första erhållna nettobehov.
Materialbehovsplanering kan också användas för artiklar med oberoende behov. Då beräknas behoven, baserat på prognoser och reservationer, av mot lagersaldo och ny order planeras så att inleverans sker innan nettobehov uppstår. Metoden kan även kallas tidsfasad beställningspunkt [27].
Tabell 4. Materialbehovsplanering. Fritt efter Olhager 2013.
Fördelarna med tidsfasad beställningspunkt är att det ger en tydlig överblick av den förväntade lagerutvecklingen utifrån produktion och leverans vilket gör att företaget ser när nästa order är aktuell. Om efterfrågetakten förväntas öka ser man konsekvenserna av detta och kan studera eventuella åtgärder för att hantera detta. Tidsfördelad efterfrågan innebär att det finns en tidsuppgift som anger när en kvantitet behövs. Reservationer kan anses vara tidsfördelade, de anger vilken kvantitet som önskas och när den reserverade kvantiteten skall vara levererad [28]. Egenskaperna ur användningssynpunkt hos materialbehovsplanering kan
beskrivas enligt följande [25]:
Efterfrågetyp: Prognoser, förbrukningshistorik, reservationer, nedbrutna behov Efterfrågans tidsfördelning: Tidsfördelad efterfrågan
Efterfrågekaraktär: Oberoende efterfrågan Initieringsprincip: Behovsinitierade
Planeringsframförhållning: Möjlig Prioritetsgrundande: Ja
Typ av materialplan: Plan över framtida order Intervall mellan beställningar: Varierande
2.3.4.7 Direktavropsmetoder
En kategori materialstyrningsmetoder som karaktäriseras av att beordring sker direkt från förbrukande till försörjande enhet. Detta kallas direktavrop, med anledning av att order inte planeras och registreras i ett administrativt system likt de andra metoderna. Kanban tillhör direktavrop och är den mest kända metoden. För Kanban används följande beslutsregel: när en lastbärare blir tom på en
förbrukande enhet frigörs ett kanbankort. Detta kort representerar en order som skickas till den försörjande enheten som därmed börjar producera den kvantitet som ryms i en lastbärare och/eller auktoriserar att transportera en full lastbärare till den förbrukande enheten [29].
Egenskaperna ur användningssynpunkt hos direktavropsmetoder kan beskrivas enligt följande [25]:
Typ av materialplan: Ej aktuell
Intervall mellan beställningar: Varierande
2.3.4.8 Orderbunden materialförsörjning
Orderbunden materialförsörjning innebär att materialflöden initieras i form av nya order som en direkt konsekvens av en kundorder eller en tillverkningsorder. När en ny kundorder registreras i affärssystemet skapas automatiskt en
tillverkningsorder för motsvarande tillverkningsartikel. Kvantiteten sätts lika med kundorderkvantiteten och leveranstidpunkten sätts lika med leveranstidpunkten för kundordern. Tillverkning sker därmed direkt mot tillverkningsorder med helt behovsanpassade kvantiteter [30].
Egenskaperna ur användningssynpunkt hos orderbunden materialförsörjning kan beskrivas enligt följande [25]:
Efterfrågetyp: Nedbrutna behov
Efterfrågans tidsfördelning: Ej tillämplig Efterfrågekaraktär: Härledd efterfrågan Initieringsprincip: Behovsinitierade Planeringsframförhållning: Möjlig Prioritetsgrundande: Ja
Typ av materialplan: Ej tillämplig
Intervall mellan beställningar: Varierande
2.3.4.9 Cyklisk produktion
Order planeras in och genomförs med ett cykliskt återkommande mönster med givna ordningsföljder mellan olika artiklar. Planeringsperiodens längd är fast, exempelvis en vecka. Hela den förutbestämda ordningsföljden återkommer intakt varje period men det är inte givet att alla artiklar produceras [31]. Nedan i figur 9 visualiseras ett exempel, artikel 2 produceras i planeringsperiod 1. Den
återkommer i planeringen för period 2 men behöver inte produceras.
Figur 9. Cyklisk produktion, fritt efter Olhager 2013.
Egenskaperna ur användningssynpunkt hos cyklisk produktion kan beskrivas enligt följande [25]:
Efterfrågetyp: Kundorder, lagerorder Efterfrågans tidsfördelning: Ej tillämplig Efterfrågekaraktär: Härledd efterfrågan Initieringsprincip: Behovs- och planinitierade Planeringsframförhållning: Möjlig
Prioritetsgrundande: Ja
Typ av materialplan: Ej tillämplig
2.3.5 Oberoende och härledd efterfrågan
Av grundläggande betydelse för styrningsmetod är uppdelningen i oberoende och härledd efterfrågan [32]. Med oberoende efterfrågan på en artikel menas sådan efterfrågan som inte har något direkt samband med efterfrågan på andra artiklar. Artiklar som lagerhålls för leverans till kund har i regel oberoende efterfrågan. Motsatsen till oberoende efterfrågan kallas härledd efterfrågan, vilket innebär att en artikels efterfrågan kan härledas från efterfrågan på en annan artikel.
I det teoretiska ramverket för ABC-analys, del 2.2.1 i denna rapport, påpekar Storhagen [9] att klassificeringen kan ha en konserverande effekt. Finns det ett beroende mellan artiklarna finns det också en risk att företag tappar försäljning då en kompletterande produkt till A-grupperade artiklar klassificeras som en C-artikel och därmed kanske inte lagerförs.
Likt klassificeringar i färdigvarulager kan inköpsartiklar klassificeras beroende på betydelse för det köpande företaget.
Inköp avser anskaffningen av material till produktion. Beroende på vad som skall köpas in kan företag ha olika anskaffningsprocesser [33]. Inköp av artiklar har dessutom förändrats med tiden, från att tidigare enbart arbetat mot lägsta pris på marknaden till en förändring i spåren av Just in time-principen på 1970-talet. Just in time är en princip som innebär att företag strävar efter att producera och leverera produkter i rätt mängd och vid rätt tidpunkt.
Mått som kvalité, leveranstid, flexibilitet och hållbarhet är nu mer betydelsefulla [34].
3 Metod
Kapitlet ger en översiktlig beskrivning av använda angreppssätt i studien med referenser. Kapitlet inleds med att beskriva vald ansats samt att koppla
frågeställningarna till olika metoder. Därefter presenteras tillvägagångssättet för metoderna och avslutningsvis en beskrivning hur rådata har analyserats för att dra slutsatser.
3.1 Kvalitativ & Kvantitativ metod
I kvalitativ forskning riktas fokus på att skapa förståelse, där det viktiga är människors uppfattningar samt upplevelser. Kvantitativ forskning kan användas när studien skall undersöka något som är mätbart, vilket är synonymt med kvantifierbart [35].
Metoderna kan också anses skilja i målsättning. En kvalitativ metod har som målsättning att identifiera företeelser och egenskaper samt innebörden av dessa. Det kan till exempel vara variationer, strukturer och processer. En kvantitativ metod har istället målsättningen att undersöka samband i redan identifierade företeelser och egenskaper [36].
Båda metoderna bör användas för att komplettera varandra. De har båda ett vetenskapligt värde men behandlar olika delar av verkligheten [37].
Vald metod för att uppnå syftet blir därför en kombination av de båda. Genom att lyfta problembeskrivningen till en allmän frågeställning kan flera företag ha
användning för denna rapport. SSAB:s artiklar och struktur fungerar sedan som en fallstudie för att analysera frågeställningarna och dra slutsatser.
3.2 Koppling mellan frågeställningar och metod
Tabell 5. Koppling mellan valda metoder och frågeställningar (egen tabell).
Frågeställning Metoder Koppling
1. Hur kan företag klassificera
artiklar i ett färdigvarulager? Litteraturstudier, Intervjuer, Datainsamling.
Litteraturen beskriver metoder för
klassificeringar, fördelar & nackdelar. Datainsamling möjliggör grund att bilda klassificeringar på. Intervjuer utpekar de kritiska faktorerna och utmaningen i lagerstyrning. 2. Vilken lagerstyrningsmetod
kan tillämpas? Litteraturstudier, Intervjuer, Datainsamling. Litteratur beskriver olika lagerstyrningsmetoder. Intervjuer och datainsamling gör det möjligt att analysera vilka metoder som är möjliga att tillämpa. 3.3 Litteraturstudie
Vid litteraturstudier bör en strategi för sökande finnas, detta för att kunna sortera informationen som finns tillgänglig. Detta för att hitta rätt källor till information relevant syftet [38].
En bra källa till att finna relevant litteratur kan vara bibliotek och dess tillgång till databaser. För att sortera informationen i litteraturen kan nyckelord och sökord agera hjälpmedel [39].
Jönköping University tillhandahåller bibliotek samt tillgång till databaser som är möjliga att söka i. Tjänsten kallas Primo och är bara tillgänglig för studenter och anställda vid Jönköping University.
För området artikelklassificering och lagerstyrning valdes adekvata sökord ut som sedan kombinerades med ”AND” och ”OR” i sökmotorn Primo. Dessa två ord gör det möjligt att söka efter information som måste innehålla flera sökord (AND) eller information som bara innehåller ett av valda sökord (OR).
Sökord som användes var exempelvis; artikelklassificering, ABC-analysis (eng.), EOK/EOQ (eng.), Analytic Hierarchy Process (eng.), variationsklassificering, rörlighetsklassificering, XYZ-classification (eng). Litteraturen studerades, specifika
Boken Produktionsekonomi- Principer och metoder för utformning, styrning och utveckling av
industriell produktion, andra upplagan, skriven av Jan Olhager 2013 har studerats. Jan
Olhager är professor i strategisk produktionslogistik vid Lunds universitet och hans bok används som kurslitteratur vid Jönköpings Tekniska Högskola i flertalet kurser för materialstyrning [40].
3.4 Intervjuer
Intervjuer kan struktureras på tre olika sätt baserat på vilken information och svar som eftersöks. De tre sätten är:
1. Ostrukturerad intervju 2. Strukturerad intervju
3. En kombination av dessa (halvstrukturerad intervju).
Den ostrukturerade intervjun kan vara lämplig i tidigt skede när mycket
information är önskvärd. Information som sedan kan komma att användas i ett senare skede. I den ostrukturerade intervjun är det respondenten, personen som intervjuas, som får leda konversationen. Fördelen med metoden är att
respondenten kan dela med sig av sina erfarenheter och tankar i ämnet.
En strukturerad intervju har ett frågeformulär som styr konversationen. Skillnaden är att frågorna slutna och därmed även svaren, i den mening att det endast finns några antal svar att välja mellan. Nackdelen med detta är att den bakomliggande orsaken till svaren eventuellt inte kommer fram. Å andra sidan, i en ostrukturerad intervju kan det vara svårt att skapa en representativ bild för utfallet.
Därför kan det tredje sättet, en halvstrukturerad intervju, användas med fördel. Det som är strukturerat i detta sätt är att intervjuaren leder konversationen och kan använda följdfrågor då relevant information inte berörts.
Den ostrukturerade delen av metoden är att respondenten är fri att beskriva information och berört område som denne själv vill [41].
I samband med uppstart av examensarbete genomfördes ett fysiskt möte med flera deltagare. Grundläggande information om problemet och rådande omständigheter diskuterades. Detta möte redovisas ej som en intervju nedan. För att minska risken för spridningen av Covid-19 har samtliga intervjuer skett digitalt. Anteckningar fördes kontinuerligt under konversationerna.
I de ostrukturerade intervjuerna har respondenterna fått prata fritt om sitt område, relaterat till generella lager och lagerstyrning. Eftersom de har fått styra
konversationen och målet har varit mycket information kallas dessa intervjuer för ostrukturerade nedan.
I de halvstrukturerade intervjuerna fanns ett övergripande ämne som respondenten fick tala kring. Följdfrågor användes för att klarlägga delar. Varje intervju-struktur nedan motsvarar en intervju.
Tabell 6. Respondenter och intervju-struktur, egen tabell.
Respondent: Roll i företaget: Intervju-struktur:
Jan Meier Managing director SSAB
Denmark A/S Ostrukturerad
Anette Dahlman Inside Sales Sverige Ostrukturerad
Christian Hägglöf Ansvarig chef för Supply
Planning Ostrukturerad
Jimmy Wistasäng Inventory Control Ostrukturerad
Halvstrukturerad Halvstrukturerad Halvstrukturerad
Pia Dufvenberg Customer and Delivery
support Halvstrukturerad Halvstrukturerad
3.5 Datainsamling
Datainsamling kan delas in två olika typer, primärdata och sekundärdata. Primärdata kan definieras som data insamlad specifikt för den aktuella studien. Som sekundärdata definieras data som någon annan samlat in och därmed redan existerar [42].
I denna studie kan intervjuerna anses ge primärdata. En stor mängd information erhölls genom ostrukturerade och halvstrukturerade intervjuer där, för studiens syfte, primärdata kan utvinnas. Från denna primärdata erhölls information om hur företaget idag arbetar med klassificeringar, lagerstyrning och produktionen mot lager.
Sekundärdata för studien kan litteraturen anses vara. Teorin som presenteras från litteraturen är till stor del kända metoder och filosofier som är vanligt
förekommande i artikelklassificering och lagerstyrning.
SSAB:s affärssystem erbjuder en mängd olika mätetal som också kan klassas som sekundärdata.
Följande information har varit möjlig att uthämta från affärssystemet:
o Lagernivåer i antal ton på artikelnivå för de 13 generella lager som finns. o Fakturerade antal ton per artikel och månad.
o Medellagertid och medellagernivå.
o Lageromsättningshastighet, rullande 3 alternativt 12 månader. Beskrevs som opålitlig från företaget.
o En funktion vid namn orderantal var möjlig att använda. Denna funktion beräknade även transfers mellan lager och räknade bara antalet order på 12 månader rullande tillbaka i tiden.
o Lagda order, komplett med orderrader, mot varje lager.
Systemet innehöll mer data men ovan nämnda information var den som ansågs relevant för studien och eventuellt skulle komma till användning.
Systemet visualiserade data från åren 2019,2020 samt 2021, de rullande beräkningarna borträknade från detta.
Tillgång till data har beviljats genom en företagsdator uppkopplad mot SSAB:s intranät. Där har data presenterats i form av programmet Microsoft Excel som uppdateras kontinuerligt från företaget. Programmet hämtar information från affärssystemet baserat på filter, exempelvis år, artikel och lager.
Tillvägagångssättet vid datainsamlingen var att överföra informationen i programmet till nya Excel-filer med möjlighet att göra egna beräkningar. Information från samtliga 13 lager samlades ej in. Efter överblickat data för lagernivåer valdes sex lager ut som ansågs kunna representera företaget som
helhet. Två lager med höga antal ton utgående ton relativt de andra. Två lager med låga antal utgående ton samt två lager som ansågs placera sig mitt i mellan.
3.6 Analysmetoder för resultat 3.6.1 Dataanalys
Vid datainsamling är det viktigt att säkerställa att insamlad data som skall analyseras är korrekt. Data skall innehålla rätt och fullständig information. Icke önskvärda data kan exempelvis vara extremvärden som inte kan representera verkligheten i övrigt och därmed analyseras fel [43]. Därför analyserades data först för att bekräfta att den kan anses vara korrekt.
Insamlade data har jämförts med det teoretiska ramverket för att finna likheter, olikheter och mönster. Detta kan kallas mönsterjämförelser och är en sorts fallstudieanalys [44].
3.6.2 Triangulering
Begreppet triangulering kan ha en mängd olika betydelser. Bogdan (2006) menar på att uttrycket betyder att man samlar flera metoder för att sedan slå ihop dessa och använda resultatet på bästa sätt för att förstå forskningsproblemet [45]. I den här rapporten användes triangulering för att bearbeta informationen från intervjuer, datainsamling och analys samt litteratur och teori.
3.6.3 Simuleringar
Simuleringar är en representation av verkligheten som kan användas för att testa olika scenarier genom ändring av variabler [46]. Detta bedömdes vara en lämplig metod vid klassificeringar och för utvärdering och analys av
lageromsättningshastighet. Nackdelen med simuleringarna ansågs vara att förutsättningar och variabler kan förändras i oändligt många kombinationer.
4 Nulägesbeskrivning
Det här avsnittet behandlar SSAB:s verksamhet relaterat till frågeställningarna. Nulägesbeskrivningen är baserad på besök i ett generellt lager lokaliserat i Borlänge och relevanta intervjuer som genomförts. Respondenter för dessa intervjuer redovisas i kap 3 avsnitt 4 Intervjuer.
4.1 Produktion
SSAB har tillverkat stål sedan år 1878. Årsomsättningen 2020 var 65 miljarder svenska kronor och företaget har cirka 14 000 personer anställda i 50 länder. SSAB har en produktionskapacitet på 8,8 miljoner ton fördelat över sina produktionsanläggningar.
Produktionsplaneringen styrs av reservationer av produktionsposter.
Säljavdelningarna skapar prognoser för hur mycket de tror de kommer sälja kommande år. Detta baserar dem på tidigare försäljning, erfarenhet och mönster. Prognoserna från de olika säljkontoren sammanställs av en funktion inom
företaget kallad ”Demand planners”. De skapar sedan en tilldelning i antal ton för varje säljavdelning.
Denna fördelning talar om hur mycket av produktionen som säljkontoren kan planera sina artiklar på. Ett generellt lager kan till exempel tilldelas 450 ton att reservera produktion för. Dessa 450 ton är fördelade i poster om 25 ton över året. Produktionen är låst till 25 ton då råvarumaterialet har denna vikt.
Råvarumaterialet bearbetas under varmvalsning till färdig produkt, kallad formatplåt. SSAB säljer även så kallade coils, plåt i form av rullar, men dessa återfinns inte på de generella lagren.
Samtliga reservationer avser endast en artikel, produktionen tillåter inte varierande artiklar i varje produktionspost. Därav blir också inleverans till färdigvarulager 25 ton, eller väldigt nära beroende på spill eller överblivet material vid sista
producerade formatplåt.
Dessa reservationer i produktionen arbetar företaget sedan utifrån och följer upp. Varje vecka sker möten där omstrukturering av reservationerna kan ske. Om till exempel en säljavdelning inte säljer efter deras prognostiserade efterfrågan kan de släppa sin reservationspost i produktionen. Eller om de skulle sälja mer än
förväntat kan de önska att få ytterligare reservationer för att möta efterfrågan. Direkt affär och kundlager prioriteras före de generella lagren. Det innebär att inleverans av artiklar till de generella lagren är osäkra då reservationerna avsedda för dessa kan flyttas.
Från produktionsanläggning skickas sedan artiklarna paketerade genom olika transportmedel till sina kunder eller lager. Materialtransporten beskrivs vara effektiv från produktion till lager i den mening att det är billigare att flytta artiklar från produktion till lager än att flytta artiklar mellan lager. Detta trots att det geografiska avståndet är längre.
4.2 Artiklar och klassificeringar
SSAB har en stor mängd artiklar. Formatplåt säljs färdigförpackat där längd, bredd & tjocklek kan variera. Formatplåtens utformning skulle kunna liknas vid ett pappersark, rektangulära med förhållandevis liten tjocklek i jämförelse med bredd och längd.
Även om vissa, för branschen höghållsfastighetsstål, standardmått kan förekomma så innebär det en stor mängd olika kombinationer.
Därefter kan varje artikel differentieras ytterligare. Inom stålindustrin använder aktörerna standarder. En standard syftar till att garantera en viss kvalitet och säkerhet på produkterna. Ytterligare differentierade artiklar uppstår då en del kunder önskar klassificeringen präglad på materialet genom lasergravering. Den sista faktorn som skapar differens mellan produkterna är formatplåtens ytbehandling.
I dagsläget har man inga konkreta klassificeringar av sina artiklar. Produkterna kan sorteras in under olika varumärken utåt sett. Internt mellan funktionerna i
företaget används uttrycken ”dead stock”, ”slow movers” och ”high runners” i färdigvarulagren. Dead stock beskriver artiklar som blir liggande i lager i 12 månader eller mer. Uttrycket slow movers används för artiklar som legat mellan 6–12 månader innan de säljs. Till sist finns uttrycket high runners för de mest efterfrågade produkterna. Dessa artiklar är de som har högst efterfrågan och därmed omsätts flest gånger. Exakt var gränsen går för vad som är en high runner finns inte uttalat, det innebär bara att produkten, enligt citat från Jimmy
Wistasäng, ”säljer mycket”.
SSAB har vad företaget kallar en ”stock holding policy”. Enligt den skall endast artiklar som har en efterfrågan på 50 ton eller mer samt minst fem säljtillfällen per år få finnas tillgängliga i lager. Denna stock holding policy baseras på vad som kallas ”ett rimlighetstänk” som tillämpats i andra delar av företaget.
4.3 Efterfrågan
SSAB upplever idag en ovanligt hög efterfrågan som pågått under en längre tid. Traditionellt sett känner SSAB av en variation i efterfrågan över året. Efterfrågan brukar vara lägre då högtider inträffar, främst kring nyår. Detta för att företag har bokslut och därmed vill försöka hålla sina lagernivåer låga för att erhålla ett så bra finansiellt resultat som möjligt. Även en viss nedgång i efterfrågan kring
midsommar och vad som i folkmun kallas för industrisemestern, oftast kring veckorna 28,29 och 30, kan noteras. SSAB brukar även kunna styra sin efterfrågan till en viss del genom att justera priserna på artiklarna. Under det första utbrottet av pandemin Covid-19 våren 2020 inträffade en nedgång i efterfrågan. SSAB minskade produktionstakten och tvingades till permitteringar. När sedan produktionen runt om i världen återupptogs ökade efterfrågan till nya nivåer. Eftersom produktionen hade taktat ner och lagernivåerna var låga så var företaget inte förberedd för den nya efterfrågan. Efterfrågan har sedan dess varit hög och pågått under en längre tid, företaget tror att man upplever något som kan kallas ”bullwhipeffekten”. En effekt som uppstår i distributionskedjor när köpmönster och därmed efterfrågan förändras drastiskt. En ökning längre ner i distributionen av stål skapar oro i tidigare led. Dessa är inte rustade för exempelvis en
fördubbling av efterfrågan och beställer därför ökade mängder av stål. När flera aktörer agerar på detta vis innebär det en enorm ökning i efterfrågan för SSAB. Effekten ökar ju längre tillbaka i distributionskedjan man kommer likt en pisksnärt. Just nu är efterfrågan högre än den möjliga produktionskapaciteten. SSAB:s stål är tillgängligt på en global marknad och företaget märker skillnader i efterfrågan mellan de olika färdigvarulagren. En produkt som anses vara en high runner i ett lager kan menas vara en slow mover i ett annat.
Försäljningen från de generella lagren går via säljkontor. De erhåller en förfrågan om material och återkopplar till kund. Det är inte möjligt för kunderna att se lagerstatus på artiklarna.
Artiklar säljs endast som paket med buntvikt. Pris för artiklarna varierar beroende på flera faktorer.
Det finns säljkontor som utryckt att vissa mindre bra säljande produkter måste finnas i deras lager. De menar på att om inte hela orderförfrågan från kund finns tillgänglig i lager tappar man försäljningen. Säljkontoren menar på att det finns ett beroende mellan artiklarna. Ingen data finns presenterad för att påvisa beroende. Detta uttrycks speciellt från säljkontoren som distribuerar artiklar från Pasajes i Spanien och Maastricht i Holland.
4.4 Lagerstyrning
På SSAB har företaget en funktion vid namn ”Inventory Control”, förkortat IC internt och hädanefter i texten. Deras uppgift är som titeln antyder, kontrollera och styra lager. IC kontrollerar både kundlager och de generella färdigvarulagren. Vilka produkter som skall finnas tillgängliga i lager behandlas just nu av företaget i en annan process. ICs uppgift är att kontrollera lagernivåer hos alla de generella lagren och planera produktionsorder för återfyllnad av befintliga produkter i lager. Den nuvarande lagerstyrning baseras till stor del på känsla, erfarenhet och
kommunikation enligt medarbetarna på IC. Det finns inga fasta kontrollpunkter av lager utan istället kontrolleras dessa med olika intervall. Vissa lager med hög efterfrågan av artiklar kan kontrolleras varje vecka, andra mindre lager med lägre efterfrågan kan kontrolleras varannan vecka. Efter önskemål av IC kan även säljare påpeka att de har sålt hela eller en stor del av en artikel från ett generellt lager och uppmärksamma detta för IC.
Vid kontroll av lagernivåer tillämpar företaget en täcktidsplanering. IC tittar på hur mycket som finns i lager och hur lång tid artiklarna beräknas räcka baserat på efterfrågan under den senaste perioden. I denna beräkning tas känsla, erfarenhet och kommunikation med.
Täcktiden bestäms med hjälp av affärssystemet och Excel-filer över lagren. I filerna uppdateras lagersaldon, det är möjligt att se planerade in- och utleveranser samt förbrukning bakåt i tiden. Ledtiden för en order är ungefär 6–8 veckor men kan ibland uppgå till 9–10 veckor för vissa produkter. För att gardera sig mot osäkerhet och variationer under ledtiden för återanskaffning använder man ibland säkerhetstid. Det innebär att man planerar inleverans av artiklar 2–3 veckor innan de förväntas ta slut.
IC upplever idag att det är svårt att styra de generella lagren. Efterfrågan överstiger produktionskapaciteten i nuläget.
Dessutom innebär den nuvarande höga efterfrågan att reservationsposterna för de generella lagren är osäkra, minskar eller helt försvinner.
SSAB önskar att upprätthålla 100% servicegrad för de lagerförda artiklarna. Genom att ha genomsnittlig försäljning per vecka för varje artikel plus ledtid för återfyllnad i lager skall detta uppnås. I nuläget mäter företaget inte servicegraden och arbetar inte aktivt med det men en gissning från IC är att den ligger på 80– 85%. Den genomsnittliga försäljningen per vecka är beräknad på 48v/år.
Artiklarna i de generella lagren kan ta slut och tillåts göra det. En ”stock out”, att artiklar tar slut i lager, anses inte vara katastrof men det är icke önskvärt.