11 notat Nr: 46-1997 Titel: Författare: Enhet: Projektnummer: Projektnamn: Uppdragsgivare: Distribution: Utgivningsår: 1997
Undersökning av asfaltmassa HAB12T och HAB12Ö, framställd på laboratorium genom modifierad blandning (KGO HIT) och konventio-nell blandning.
P. Höbeda och J. Chytla
Konstruktion och Byggande 60394, 60429 Asfaltmassa enligt -blandning Fortifikationsverket Begränsad div Väg- och transport-ä forskningsinstitutet
Förord
Föreliggande notat utgör ett led i arbetet att ta fram asfaltbeläggningar av hög
kvali-tet, speciellt lämpliga för militära flygfält. Uppdragsgivarens kontaktman har varit
Hans-Erik F redbäck, Fortiñkationsverket, Huvudkontoret.
Utredningen, bör trots sina brister, vara av intresse även för en utveckling av
håll-bara asfaltbeläggningar för användning i andra sammanhang.
Linköping, oktober 1997
Innehållsförteckning
Sammanfattning 7 1 Bakgrund 9 2 Några erfarenheter från blandning av asfaltmassa enligt litteraturgenomgång 10
3 Något om skillnaden vid blandning av asfaltmassa vid blandning i verk och på laboratorium ... 17
4 KGO-metoder, en kortfattad beskrivning 20 5 Tidigare undersökningar och erfarenheter av KGO I och II -blandad asfaltmassa ... .. 25
6 Egna undersökningar av labotatorieblandad KGO III-massa samt referensmassa blandad enligt FAS-metoden 30 6.1 Utförandet av laboratorieblandningarna ... 30
6.2 Resultat av packningsförsök ... .. 30
6.3 Packningsförlopp i gyratorisk utrustning ... .. 33
6.4 Packning till 400 varv i ICT-utrustning ... .. 42
6.5 Undersökning av mekaniska egenskaper hos provkroppar ... .. 45
6.5.1 .Provning av Marshallpackade prov ... .. 45
6.5.2. Provning av gyratoriskt packade prov ... .. 52
7 Beständighet 62 7. 1 Vattenkänslighet ... .. 62
7.2 Förändring av bindemedelsegenskaper ... .. 62
8 Kompletterande försök 64 8.1 Senare verifiering av erhållen bitumenförändring ... .. 64
8.2 Veriñering av tidigare försök med avseende på mekaniska egenskaper ... 65 9 Slutsatser och rekommendationer 70
10
Referenser
79
Bilagor
Bilaga 1 - Referensmassor - Skrymdensitet bestämd genom Vägning i vatten Bilaga 2 - Densitet och skjuvmotstånd under ICT-packning
Bilaga 3 - Pressdraghållfastheter, samtliga mätvärden Bilaga 4 - Styvhetsmoduler, samtliga mätvärden
Sammanfattning
Flygfältsbeläggningar utsätts för särskilda påkänningar, inte minst vid vinterväghåll, både me-kaniskt och kemiskt sådant. Det är därför av mycket stor vikt att asfaltbeläggningen är homogen och med god hållbarhet. Stensläpp får inte förekomma.
En metod, framtagen för produktion av homogenare asfaltmassa med förbättrade egenskaper utgör KGO III-blandning.
Enjämförande undersökning har gjorts av asfaltmassa HAB 12T och HAB 12Ö, blandad dels genom våtblandning enligt KGO III-metoden, dels enligt FAS metod 414-95 för en jämförelse. Samma höga och låga bitumenhalt har undersökts med båda massavarianterna. En litteraturstudie har gjorts som komplement för att få en uppfattning om tidigare blandningsundersökningar, bl a enligt KGO-metoder, för att underlätta relevanta slutsatser. Observeras bör att undersöknings-materialet varit för litet för signifikanta skillnader i egenskaper och avsikten har varit att spåra trender mellan blandningssätten.
Packningsegenskaperna hos massaprover (återuppvärmd massa) har undersökts med hjälp av gyratorisk packning (ICT-utrustning). Det visar sig att KGO-Ill-blandad massa tenderar att packas till lägre hålrum än referensmassa. Karakteristiskt är dessutom att genomgående ett större skjuvmotstånd byggs upp i ett inledningsskede av packningsförloppet, indikerande på ett visköst, kohesivt motstånd hos den specialblandade massan. Denna trend gäller även vid likartad
bitu-men- och hålrumshalt.
Marshallpackning har använts för bestämning av Marshallstabilitet och flytvärde, TOD-värde, men också pressdraghållfasthet (i det senare fallet har provning även skett med gyratoriskt packade provkroppar). Någon större skillnad i Marshallvärden och pressdraghållfasthet föreligger inte för
KGO III-blandad och konventionellt blandad asfaltmassa.
Mätning enligt den sk. TOD-metoden har gett markant skillnad mellan KGOIII-blandad och
referensmassa.
För gyratoriskt packade provkroppar har genomgående bättre resultat erhållits för press-draghållfasthet, styvhetsmodul och dynamiskt kryptest (enligt FAS-metoder) med provkroppar av KGO IH blandad massa än för konventionellt blandade provkroppar av referensmassa. Påpe-kas bör dock att även referensmassan fått goda provningsresultat. Dessutom måste beaktas att KGO III-massan utsatts för större termisk påkänning vid laboratoriehanteringen.
Vidhäftningstalet ligger högt för prov enligt båda blandningssätten, men pressdraghållfasthe-ten är högre hos KGO III-massa (jfr. nedan), både för torr- och våtblandade provkroppar.
Återvinning av bitumen har gjorts för sammanslagna provkroppar, dels från KGO III-bland-ning, dels av referensmassa, varvid det Visar sig att bitumenet från den specialblandade massan förändrats mest med avseende på penetration och mjukpunkt, trots den kortare blandningstiden. Referensmassan delades ned i småportioner direkt efter blandning, medan KGOIIl-massan inte delades ned på en gång utan - beroende på ett missförstånd - utsattes för en ytterligare ganska mild värmepåkänning i samband med neddelningen.
Ett hårdare bitumen kan till viss del förklara de förbättrade mekaniska egenskaperna som er-hållits för KGO III massa för gyratoriskt packade provkroppar. Noteras bör att Marshallprovning som utförts med KGO III-massa direkt efter blandning, inte gett stora skillnader i förhållande
till referensmassa.
Förnyad tillverkning av KGO III-massa HAB12Ö med låg bitumenhalt och referensmassa, utförd av VTI, har dock inte gett upphov till sådan bitumenförhårdning. Mässorna, som i detta fall, utsatts för likartad termisk påkänning, visar nästan identiska packningsförlopp i gyratorisk utrustning, men såsom tidigare fallet har KGOlll-massa ett markant högre skjuvmotstånd i in-ledningsfasen. Detta beror förmodlingen på en bättre bitumen-fillerblandning i specialmassan. Provkroppar har tillverkats för provning av styvhetsmodul och pressdraghållfasthet. Det visar sig att referensmassan förändrats mer än KGOIII-massan och bitumenförhårdningen enbart räcker tydligen inte till för att förklara skillnaderna i massaegenskaper.
Laboratoriestudien bör användas med försiktighet som underlag för bedömning av KGO III-massans lämplighet. Konventionella laboratorietester är behäftade med stor spridning och det är inte alltid lätt att påvisa inverkan av blandningssätt. Det verkar som förutom TOD-mätning så kan även skjuvkraftsmätning vid gyratorisk packning karakterisera KGOIII-blandad massa. Er-farenheterna är dock än så länge begränsade. Litteraturstudien indikerar dock att KGO-blandad massa har intressanta egenskaper men dessa kan vara svåra att påvisa genom konventionella laboratorieundersökningar. Tidigare KGO-försök har ofta gått ut på att reducera bitumenhalt och utläggningstemperatur och det finns också indikationer på att det går att spara in på bitumen och reducera gasformiga utsläpp.
Det är nödvändigt att KGO III-massans lämplighet ytterligare verifieras genom välkontrollerade fältförsök kompletterade med förnyade försök på laboratorium. Homogenitet hos utlagda mas-sor kan undersökas t.ex. med hjälp av värmekamera och DDR-mätning.
1 Bakgrund
Modifierade, patenterade KGO-processer för blandning av asfaltmassa, utvecklade av Karl Gunnar Ohlsson, har förorsakat mycket diskussioner och divergerande uppfattningar bland fackfolk. Detta beror delvis på att metoden med tiden förändrats, från KGO I till numera KGO III. En litteraturstudie har ansetts som nödvändig. En norsk diskussion, där olika uppfattningar fram-förs, framgår av Hansen (1991).
En orsak till meningsskin aktighetema kan vara att markanta skillnader sällan påvisats enligt av branschen välkända tester (inkl. Marshallprovning) för asfaltmassa, blandad på olika sätt. Provningar av t ex vattenkänslighet eller bitumenförändringar vid tillverkning av asfaltmassa har sällan påträffats i litteraturen. Den s k TOD-metoden*) (jfr. kap. 4), som används för bedöm-ning av KGO-massor, är föga känd. Dokumenterad långtidsuppföljbedöm-ning av provsträckor saknas. Vid en litteraturgenomgång (kap. 2-5) framgår dock att förbättrad homogenitet ofta erhållits hos KGO-massor än hos konventionellt blandade massor samt ibland också tendens till något bättre mekaniska egenskaper samt mindre avhängighet av bitumenhalt. Som regel har inte KGO-massa blivit sämre än referensKGO-massa, blandad på konventionellt sätt. Man har konstaterat att bitumenhalten kan sänkas och blandningstemperaturen minskas genom blandningsförandet. Vid aktuellt försök har dock inga försök gjorts att påverka dessa parametrar.
Problem med separation förekommer allmänt på det svenska vägnätet, även med skelettasfalt. För inte så länge sedan ansåg man att denna massatyp utgör lösningen på sepatationsproblemet, huvudsakligen konstaterad med AB 16T-massa. Separation försämrar beläggningens beständig-het, en egenskap som är av särskild betydelse för flygfält, men även för lågtrafikerade vägar el-ler högtrafikerade vägar med felkonstruerade, vattenkänsliga överbyggnader (jfr Höbeda 1996). Enjämförande laboratorieundersökning av den senaste processen (KGOIH) kan därmed anses vara väl motiverad, även om fullskaleförsök i asfaltverk och utförande av provsträckor alltid är
att föredra för fullt relevanta slutsatser.
2 Några erfarenheter från blandning av
asfalt-massa enligt litteraturgenomgång
Studierna under ovanstående rubrik omfattar endast olika varianter av asfaltbetong. Blandning av asfaltmassa behandlas sällan i litteraturen och anses tydligen som en ganska simpe1 pro-cess i tillverkningskedj an för asfaltbeläggning.
Man kan notera ett visst intresse för studier av massablandning i USA, i slutet av 50-talet och början av 60-talet, både i laboratorium och i asfaltverk. Weetman (1961) menar att vid bland-ningen bitumenet först absorberas av finmaterialet och det bildade bruket sedan knådas ut och kommer att täcka de grövre stenarna. Ward och Warden (1959) har använt sig av Ross Count Method för att bedöma blandningstiden (okulär granskning av sten >4,8 mm). 90% bitumen-täckning erhölls efter 20 sekunders och fullständig bitumen-täckning efter 40 sekunder våtblandning . Warden m fl (1961) visar att täckningen ökar med blandningstid och blandararmens hastighet, rätlinjigt i ett enkellogaritmiskt diagram. Ross Count metoden har kritiserats eftersom ingen in-formation erhålls om ñnmaterialets täckning och dispergering i bitumenet, t ex kan negativa ef-fekter uppkomma vid förlängd blandning (jfr nedan). Dillard och Whittle (1958) påpekar att en hel del blandning även sker när massan lämnat blandaren, vid senarehantering och läggning.
Enligt Tunnicliff (1959) får man dock skilja mellan blandningen av komponenter (med olika kornstorlek) och täckningsgraden med bitumen. Warden m fl (1961) definerar en fullständig blandning som ett uppkommet jämviktstillstånd där en förlängd blandning inte innebär några ytterligare förändringar.
Tunnicliff har gjort omfattande undersökningar i en stor laboratorieblandare med asfaltbetong 0-13 mm varvid olika parametrar varierades. Täckningsgraden bedömdes okulärt. Det fram-hålls bl a att bitumenet bör tillsättas i finfördelad form och över en så stor stenyta som möjligt. Man konstaterar att grovt stenmaterial är svårare att täcka än finmaterial. Temperaturen hade dessutom ringa effekt på massakvalitet såvida viskositeten hos bitumenet låg inom rätt intervall. Anmärkningsvärt är att täckningsgraden inte märkbart påverkat mekaniska egenskaper hos prov-kroppar (enligt Marshall och Hveemmetoder) eller vattenkänslighet (enligt immersion-compression test). Welborn (1961) har dock funnit att vattenkänslighet (enligt samma test) förbättras med täckningsgraden. Förutom vidhäftningstal så ökar också våthållfastheten hos asfaltmassan.
Tunnicliff anser att stenmaterialet blir homogeniserat efter 10 sekunders våtblandning, res-terande blandningstid behövs för att förbättra täckningsgraden (man räknar då inte in 15 sekunders torrblandning). Dillard och Whittle (1958) påpekar att de grövre stenarna (>4,8 mm) får en täck-ningsgrad på 98% efter i regel kortare blandningstid än 20 sekunder.
Van der Plas (1986) visar hur man vid modifierad blandning i laboratoriet kan få ett mer re-levant, rätlinjigt samband mellan Marshallstabilitet och -flytvärde än vid standardblandning. Han ger dock ingen information om blandningsprocesserna.
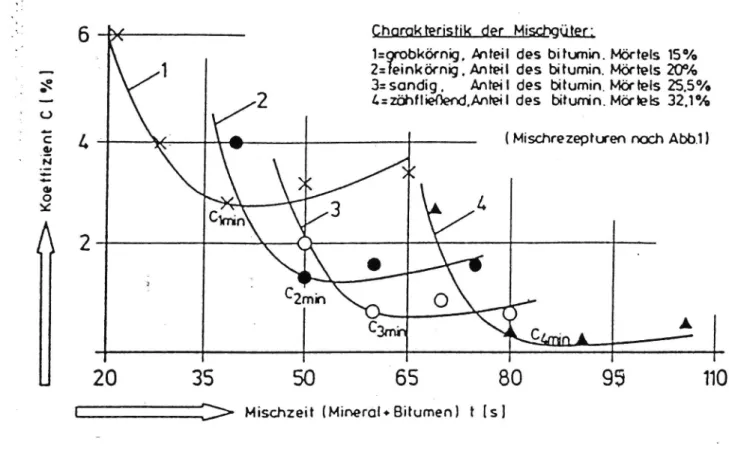
Melik-Bagdasorov m fl (1978) presenterar en sovjetisk undersökning av några typer av asfalt-massa (figur 1). Det framkommer en optimal blandningstid för varje asfalt-massa och ju grövre den är desto kortare blandningstid. Särskilt de grova massorna försämras vid förlängd blandning (man har mätt enaxiell tryckhållfasthet vid 50°C och vattenabsorption). Tillsats av ytaktiva ämnen kan förkorta blandningstiden. Man delar upp blandningsprocessen i tre stadier, a) överdragning av korn med bitumen, b) ett uppkommet gränstillstånd där kornen är jämt täckta och massan får normala egenskaper samt 0) ett tredje stadium där agglomerering av kornbörjar uppträda och massan försämras (ev. kan ökad nedbrytning av stenmaterial spela roll i sammanhanget). En uppkommen agglomerering av bruk ( balling effect ) har även påvisats av Warden m fl (1961). Arand och Renken (1988) har i laboratoriet undersökt inverkan av packningstemperatur och blandningstid på asfaltbetongs packningsegenskaper. Packningstemperaturen hade stor inver-kan, däremot inte blandningstiden. Massan har dock inte karakteriserats på annat sätt än med avseende på packningsegenskaper (Marshallstampning med varierande antal slag).
Vid några undersökningar har man påpekat svårigheterna att vid blandningen homogenisera bitumen och filler, något som kan försvåras även genom polymertillsats (Jiang m fl 1997). Korolev (1988) beskriver således ett sovjetiskt förfarande varvid man dispergerar Eller i bitumen genom ett vibrationsförfarande före blandningenmed grövre stenmaterial. Förbättrad massakvalitet erhålls på detta sätt, hävdas det.
Barbe mil (1996) vid LCPC har studerat en ny blandningsmetod varvid finmaterial och bi-tumen blandas i förväg till mastix och sedan tillförs det grova stenmaterialet. Denna asfaltmassa var mycket svårpackad enligt gyratorisk metod men hade betydligt bättre motståndskraft mot plastisk deformation (försök i fransk wheeltracking test ) än konventionellt blandad massa men också provad KGO-massa (tydligen KGO I variant). Man menar att förblandningen till mastix har gett upphov till tunna bitumenfilmer på stenarna, medan KGO-blandning ger tjocka filmer. Här står motståndskraft mot plastisk deformation och vattenbeständighet i motsatsförhållande, menar man. Man har dock inte lyckats få processen att fungera i asfaltverk, sådana måste byg-gas om för att passa till mastixprocessen .
Huschek och Tinic (1985) har vid ETH i Schweiz konstruerat en avancerad laboratorieblandare (skala 3,5: 1) där processerna i asfaltverk kan efterliknas (bl a tillförs komponenterna från silos och bitumentank). Man har gjort en undersökning av fem olika blandningsfölj der av
komponen-6
(319ng [erislik _. QRLMÅCDQ.
i
1: köm' , Anten des bi Models 15%
= ' R" n'.9 Anten des biturmn. Models 20%
1
2 em or ng.
.
.
n
o
7
°\
2
3: sondig, Anten des bttumm_ Mqtezs 25,51.
4:2Öhflienend,Anreil des bitumin. Models 32,1/u
U
..
c A I_-
\/
.( Mischrezeptuen nach AbbJ)
I .9:
"3
x
3
X
8
3
4
x
Chin
/
/\ 2
*
C
Cth
0
A
'
C3m'n
C .
__________..
'
I
l ,20
35
50
65
80
95
110
l
I
> Mischzeit (Mineroh Bitumen) t [sl
Figur 1 Relationen mellan blandningstia' och koemcient Cför olika typer av asfaltmassa, var
vid C=O'/Mvarvid O'zstandardavvikelse och M:medelvärdetför en massaegenskap. Enligt Malek-Basarow (1978).
12
ter, bl a enligt KGO II-metoden (jfr kap. 4). Man konstaterar att förutom av blandningsfölj den så påverkas massakvaliteten av faktorer som blandningstemperatur och bitumenhalt.
Senare har Huschek (1992), numera vid TH Berlin, använt likartad laboratorieblandare för att söka vägar att reducera blandningstemperaturen, vilket innebär minskad bitumenförhårdning, milj öbelastning, energiförbrukning och slitage på utrustningen. Tillsats av vax och vattenhaltiga mineral (bl a gips och zeolit) nedsätter bitumenets viskositet. Radenberg (1995) behandlar samma ämne, men nämner också KGO-blandning som en möjlighet att nedsätta blandningstemperaturen, (Anm. tillsats av naturasfalt som innehåller vattenhaltiga lermineral kan också ha sådan effekt, jfr. Letters (1963). Även asfaltgranulat kan innehålla vatten som är svår att driva bort, men här
är förhållandena variabla.
Kronig (1989) nämner att man från praktiken känner till svårigheterna att få god homogeni-tet och bitumentäckning, särskilt för asfaltmassa med låg bitumenhalt och hög stenhalt. Därför har man i Schweiz gått ifrån torrblandning av allt stenmaterial, inkl. filler, till torrblandning av först grovt och fint stenmaterial samt sedan tillsats av bitumen och filler samtidigt.
Kronig har gjort försök med AB 16 i satsblandningsverk varvid såväl temperatur som blandningsfölj der varierades (figur 2). Borrkärnor och Marshallprovkroppar analyserades med avseende på mekaniska egenskaper och bitumenförändringar, men även hos utlagd massa. In-verkan av blandningstemperatur var markant och massan förstyvades med ökande temperatur. Massa, blandad vid förhållandevis låg temperatur, var svår att packa och få till en tillfredställande jämnhet på vägen.
Inverkan av blandningsfölj d, bl.a. KGO-blandning (kap. 5) var dock svår att få fram från undersökningen, mycket beroende på den stora spridningen av försöksresultaten. Man konsta-terar dock att bitumenförhårdningen tenderar att vara störst vid konventionell blandningsföljd. De viktigaste resultaten från den omfattande provningen sammanfattas i en ganska svåröver-skådlig (figur 3).
Junghänel (1981) menar att tvångsblandaren utgör hj ärtat i ett asfaltverk, men går inte när-mare in på blandningsföljder utan beskriver mest kapacitetsfrågor. En viss överfyllning är till fördel framför underfyllning av blandaren. Blandaraxelns rotationshastighet kan bli för hög, massan kan då bli uppluckrad och bitumenfördelningen försämras. I sammanhanget kan dock noteras att Kimble (1963) beskriver en modifierad blandning, s k impact mixing , varvid blandarens hastighet är högre än normal så att stenmaterialet luckras upp och lyfts, samtidigt som bitumenet insprutas i mycket finfördelad form. Blandningstiden kan därvid förkortas till 25-31 sekunder och torrblandningen helt elimineras. Det hävdas att denna asfaltmassa får vid lägre
bitumen-M1 = KONVENTlONELL '
Zugabe von Spliü und Sand - Bindemittelzugabe - Fillerzugabe
während der zweiten Halbzeit der Bindemittelzugabe - Restzeit
Mischung aller Komponenten
M 2
=
NEU
Ml§çhfglgg
Zugabe von Splitt - Bindemittelzugabe - Mischen - nach ca. 30 s.
Zugabe von Sand und Finer gIeichzeitig - ca. 15 s Mischdauer mit
allen Komponenten
M 3
=
VERGLEICH
Zugabe von Splitt, Sand und Finer Bindemittelzugabe
-Restze'rt Mischung aller Komponenten
T1
=
170 CC
W341
T2
=
150 °C
(Solhemperaturen)T3
=
130 0C
.I
M 1
M 2
M 3
T1
MVH_
M2/T1
Mia/T1
Misçhvarianten
T 2
M1fr2
M2fr2
M3/T2
T 3
M1f1'3
M2/T3
M3/T3
Figur 2 14
Schema Över blandningsförsök, utförda av Kronig (1989). M2 motsvarar KGO
II-massa.
på asfaltmassor, tillverkade i enlighet medfigur 3.Sammanfattning av undersökningar: utfördapå Marshallprovkroppar och borrkärnor Figur 3
Sp
ah
zug
AV
/d
---. D O U U O O D O O O I O O O D i l C O O OB
K
M
P
K
B
K
Mi
sc
ht
em
pe
r
Mi
sc
ht
em
pe
ra
tun
v
z:
)
0
x
/
Be
iM
is
ch
un
ge
rt
mi
tT
S:
M3
:
0
1
,
M1
z:
)
0
4.
. . . O O O O O O I O O U O O O O I O O O O C . 0 . 0 i . . 0 . . . 0 . 0 0 0 . 0 0 0 . . . 0 . 0 . 0 0 0 0 0 0 0 0 0 0 0 0 0 0 . 0 0 . . . 0 0 . 0 0 . . 0 0 . . . . . 0 0 0 0 0 0 0 . . . O O O O O O O O O O O O O U O O O . . . . . . 0 0 0 0 0 0 0 0 0 0 0 0 0 0Un
te
rs
ch
ie
dl
ic
he
s
Ve
rh
al
te
n'
oh
ne
Be
zug
zu
Mi
sc
hf
ol
ge
od
er
Mi
sc
ht
em
pe
ra
tur
i 0 . 0 0. 0 0 0 0 . . . . . O O O O O O OU O O I U O 0 0 0 . . . l O . . .D D O O O O O O O C O O O O U O O OO I U . . . O I O I C O O U C O IO O O I 0 . 0 . . . O O U O O O OO O O O I O O O O O O O O 0 0 . .O O O O O O O O O O O O O O O O O OO O O O Oat
ur
/A
:
AV
/d
\
/
Mi
sc
hf
oi
ge
oh
ne
Ei
nt
ius
s
. . . 0 0 0 . 0 0 0 . . . . 0 0 0 0 . . . i I i 0 . . . , . . . . 0 . 0 U O ÖU U U C U O C U O O C C O U . ' O O I . . . .. . O O i . . . . . i . O C 0 . i O U . . . i O O i . . . . O . C i . . . i ' O O ' O U O O O " . . . . C O 0 . 0 . 0 0Gi
ei
ch
e
Te
nd
en
z
wi
e
be
i
de
n
MP
K,
je
do
ch
in
ab
ge
sc
hwäc
ht
er
Fo
rm
PK
-B
SA
B
K
Mi
sc
ht
em
pe
ra
tur
/
z:
)
G*
z.
/
'M
is
ch
fo
lg
e
:
M3
'
-_-_->
GT
A'
\ S M Ma rsha llFM
M
P
K
. . . O O O Q O O O O I I 'M
P
K
Be
im
it
ti
er
er
un
d
hd
he
rV
er
di
ch
tun
g
:
Mi
sc
ht
em
pêr
at
ur
/
z:
)
SM
z
/
Mi
sc
hi
ol
ge
oh
ne
Ei
ni
lus
s
O U O OO O O I O Q O O O ' I O O O O II I O I O O O O 0 0 0 . 0 0 UO I O O O O O O O O O . C l . .. 0 0 0 . . . . . O O O O O O OO O O O O O I ' I ' . . . O OO O O I O O O O O O O D O C O OO O O O O O O O O C O . . . . .. . . O O O O C O O O D O O OO OMi
sc
ht
em
pe
ra
tur
,v
:
FM
\.
/
Be
i
Mi
sc
hun
ge
n
mi
t
T3
:
M3
2
:
FM
\
,
M1
:;
>
FM
;r
Bi
nd
em
it
te
ig
eh
al
t
Pr
ob
e:
mi
sc
hg
ut
re
la
ti
v
ho
he
rG
eh
al
tm
it
gr
os
se
rS
tr
euun
g
.
_-'
\
Ko
rn
ve
rt
ei
lun
g
Pr ob e:mi
sc
hg
ut
re
la
ti
vh
oh
er
Fi
li
er
ge
ha
lt
.
v
'
Ra
um
ge
wi
ch
t
C . . . t o 0 0 0 0 . 0 0 . 0 0 0 0 0 0 0 0 0 0 0 0 0 i . I . O ' O O O I O D O O O O O ' O O i . l l 0 . 0 0 0 . . . . . . 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 D O U O O . . . O O I O U I 0 0 0 0 0 0 0 0 0 0 0 . . . . ' 0 0 0 0 0 0 0 0 0 0 0 0 0 ' 0 0 0 0 0 0 0Mi
sc
ht
em
pe
ra
tur
av
;1
)
RM
\
/
Mi
sc
ht
ol
ge
mi
t
sc
hwa
ch
em
,
un
ei
nh
ei
tl
ic
he
m
Ei
nt
lus
s
st
ar
ke
St
re
uun
g,
Ei
n'
fl
us
s
de
r
un
te
rs
ch
ie
dl
iC
he
n
Ve
rd
ic
ht
un
g
Ve
rd
ic
ht
un
gs
o
gr
ad
st
ar
ke
St
re
uun
g,
_E
in
fl
us
s
de
r
un
te
rs
ch
ie
dl
ic
he
n
Ve
rd
ic
ht
un
g
Ve rd ic htun gs-MP
KÃ
Ei ni lus sde s un ters ch ie dl iche nMi
sc
ht
em
pe
ra
tur
:
T1
:
e
C
/'
.M
is
ch
fo
lg
e
:M
3
:
C
*'
/
Bi
nd
em
it
te
lg
eh
al
ts
wi
il
ig
ke
it
Eb en heüMi
sc
ht
em
pe
ra
tur
:
.T
3
:3
)
s
w-we
n
x
(s
ch
le
ch
te
re
Eb
en
he
it
)
/
Mi
sc
hf
ol
ge
oh
ne
Ei
ni
lus
s
Gri
ffi
gke
it
'
Mi
sc
ht
em
pe
ra
tur
:
T1
z:
)
be
st
e
Gr
it
ii
gk
ei
t
/
Mi
sc
ht
ol
ge
:
ge
ri
ng
er
Ei
nf
lus
s
M
P
K
:
Ma
rs
ha
ll
-P
rüf
kör
pe
r
S
M
BK
:
Bo
hr
ke
rn
e
FM
RM
:R
aum
ge
wi
ch
t'
'
0
C : Ve rd ic htun ds na ra me te rMa
rs
ha
ii
-S
te
it
ig
ke
it
G*
: Ma rs hail oF li es swe rtSp
al
tzug
ie
st
ig
ke
it
0 n nr H l l n l n \ I ^ H ^ r m a . n n ko mp le xer Mo dul zun eh mend :*' ab nehm en d 2* -A \ I I . Jhalter förbättrade packningsegenskaper, högre stabilitet och bättre beständighet. Bitumenförhårdningen blev likartad den hos konventionellt blandad massa.
I FAS Asfalthandbok (Andersson och Danielsson 1995) nämns att blandningstiden beror på massatyp och typ av blandare, men man går inte in på blandningsföljder. Blandningstiden får inte vara för kort men inte heller för lång. Man definerar den s k cykeltiden som den tid som åtgår från öppning av luckan under blandaren till nästa tömning. Normalt är denna 45-55 sek-under. EnligtAAPA (1994) är normalt torrblandningen 5-15 sekunder och våtblandningen
30-45 sekunder i australiensiska asfaltverk.
Graham m fl (1969) redovisar att man i delstaten New York förkortat blandningstiderna och en torrblandning på 10 sekunder och våtblandning på 35 sekunder kan anses vara representativ. Man anser att den huvudsakliga bitumentäckningen sker under de första 15 sekundernas våt-blandning.
Bitumenförhårdningen i ett asfaltverk påverkas av blandningstid men framför allt av blandningstemperatur. Muggler (1970) anser att man i princip bör ha låg blandningstemperatur och kort blandningstid för att minska förhårdningen av bitumen. Avsevärd bitumenförhårdning sker först i blandaren, när bitumenet träffar de heta stenytorna i blandaren, under 30-60 sekun-der, och bildar ñna filmer så att maximal yta för avdunstning och oxidationsreaktioner uppkom-mer. Låg blandningstemperatur kan dock ge en svårutlagd massa och blandningstemperaturen bör därför styras av den bitumenviskositet som är lämplig (250 c.St).
3 Något om skillnaden vid blandning av
asfalt-massa vid blandning i verk och på
laborato-rium
Några kommentarer kan behövas beträffande skillnaderna vid tillverkning av asfaltmassa på la-boratorium och asfaltverk . Den laboratorieblandningsprocess som använts som jämförelse för KGO III blandning på VHS laboratorium beskrivs i FAS Metod 414-95. Satsstorleken har dock varit likartad som vid försöken med. KGO III-massa. Enligt denna ska stenmaterial inkl. filler torrblandas 10-15 sekunder och sedan våtblandas vid proportionsvis bitumentillsats under minst 4 och högst 8 minuter tills alla stenytor är väl täckta. FAS-blandningen är dock utvecklad för ganska enkla blandare och skin er sig avseevärt från satsblandning i asfaltverk där hög kapa-citet och därmed korta blandningstider eftersträvas (jfr. kap 2).
Det kan i sammanhanget hänvisas till undersökningar, utförda av Isacsson och Bengtsson (1979) samt Isacsson och Nordgren (1979), som verifierat att bitumenet eller massaegenskaperna inte förändras på ett oacceptabelt sätt enligt en laboratorieblandning, motsvarande FAS-meto-den, men också med längre blandningstid. Vid den första undersökningen redovisar man en re-duktion av hålrumshalten, men också tendens till minskad Marshallstabilitet med förlängd blandningstid. Marshallflytvärdet tenderar snarare att öka. Viss finmaterialbildning sker under blandningen, halten <0,075 mm ökade från ca 6 till 11 vikts-%, dock först efter 16 minuters bland-ning.
Weetman (1961) har framhållit att provkroppar av laboratorieblandad massa kan vara gan-ska olika borrkämor från vältad beläggning. Det har senare påpekats vid ett flertal undersökningar att laboratorieblandade provkroppar har markant bättre mekaniska egenskaper än borrkämor från vältad beläggning. En av orsakerna kan vara den längre blandningstiden, som kan resultera i högre bitumenförhårdning, men även bättre bitumentäckning.
Isacsson och Begtsson (1979) visar att blandningstemperaturen är av avgörande betydelse och att bitumenets mj ukpunkt påverkas kraftigt först vid överhettningav massan. Lauerer (1982) har funnit att stora bitumenförändringar kan ske vid provkroppstillverkning, men har inte stu-derat själva blandningsförarandet utan tiden och temperaturen vid värmelagring av asfaltmassa. Fillertypen var av betydelse och kalkstensfiller var gynnsammare än granitfiller från åldrings-synpunkt.
Den ökande bitumenåldringen har dock även en gynnsam effekt på mekaniska egenskaper hos provkroppar, bl a enligt egna undersökningar (Höbeda och Chytla 1994). Vid. laboratorie-blandning av en liten sats (ca 10 kg) enligt FAS-metod får luften tillträde på ett annat sätt än vid
blandningen i fullskaleanläggning. I det senare fallet har man påvisat att bitumenåldringen snabbt avtar efter ca 15 sekunders blandning (jfr kap 2). Hveem (1960) har funnit att penetrationen hos ätervunnet bitumen från asfaltmassa, blandad i verk, påverkas mest inledningsvis (de första 30 sekunderna) och nästan inte alls vid blandningar längre än ca 1 minut.
FAS-metoden motsvarar således inte verkligheten i asfaltverk, men har ändå valts ut som referens i brist på annat. Vid litteraturstudien, som tyvärr utförts efter det att laboratorieförsöken påbörjats, noterades att Huschek och Tinic (1985) i Schweiz utvecklat en avancerad laboratorie-blandare och man använder sig av realistiska blandningstider. De olika komponenterna har till-förts via kalibrerade doseringsutrustningar. Man har bl a studerat KGO II-metoden (kap 4).
VTI:s blandare av finsk modell (figur 4) är mer avancerad än vad FAS-metoden egentligen föreskriver och i efterhand kan man tycka att en mer realistisk blandning av referensmassa borde
ha ästadkommits.
Figur 4 VTl:s blandare, använd vid undersökningen.
VTI NOTAT 46-1997
Technical data:
Model: TIE-50
2 shafts, 2X6 paddles
Capacity 5...50 kg
Length 1400 mm
Width 1000 mm
Height 950 mm
Weight 500 kg
194 KGO-metoder, en kortfattad beskrivning
Teorierna bakom KGO I och II-metoderna har presenterats i publikationer från LUTH (Ohls-son 1988 och 1993 a), mera kortfattad av Ohls(Ohls-son (1993b), medan KGO III-metoden ännu inte nått publiceringsstadiet. Idén med KGO-blandning är dock i korthet att från början täcka det grova stenmaterialet med bitumen i blandaren och undvika att finmaterial (inkl. filler) suger upp och inaktiverar bitumenet som klister. Det bildade bruket har sedan svårt att fördelas homogent över de grova stenarna. Detta är normalt fallet vid konventionell blandning.Det har påvisats att olika filler har varierande förstyvande effekt på bitumen vid provningar av mastix men denna fillereffekt kan vara svår att påvisa vid försök med asfaltmassa (jfr. även Höbeda 1994). Detta kan bero på att vid konventionell blandning fillret inte dispergeras i bitumenet (i princip teorin bakom KGO-metoden), dels på att det grova stenskelettet också i hög grad påverkar massaegenskaperna. Av Gastmans (1997) resultat med mastix, tillverkad av två filler och olika bitumen kan utläsas att filler kan samverka med bitumenet på olika sätt. Kalkstens-filler förefaller således mer än det grövre porfyrfillret att inkorporeras i bitumenet och påver-kar komplexmodul och viskösa egenskaper i mindre grad.
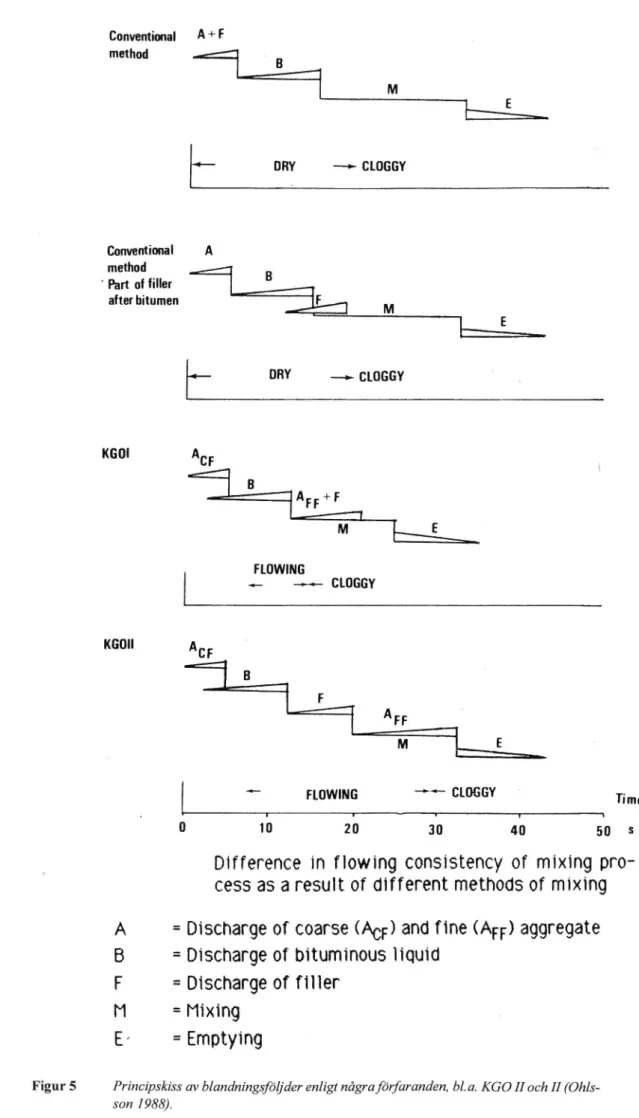
Tillsättningen av finmaterial och filler har utförts på olika sätt enligt KGO-varianterna. En-ligt KGO I-metoden, härstammande från 1970, tillfördes allt finmaterial (d v 5 stenmjöl, ev. natur-sand och filler) samtidigt i blandaren efter bitumentäckningen av den grova stenen, medan man enligt KGO II-förfarandet, från 1981, tillsätter fillret direkt efter bitumenet för att underlätta en v suspensionsbildning och slutligen övrigt finmaterial (figur 5). KGO I och 11 utgör våtbland-ningsmetoder eftersom torrblandningen av hela stenmaterialet eliminerats. KGO III-metoden kommer inom kort att presenteras av Ohlsson. I princip går den ut på att få fillern väl dispergerad i bitumenet på större sten innan finmaterialet tillförs och mer eller mindre tas upp av
bitumen-fillerfasen.
De olika varianterna av KGO-blandning har utvecklats i och med att ökad kunskap samt er-farenhet vunnits för att få en suspension av bitumen och finmaterial utan att någon övermätt-ning (med finmaterial) sker så att den kontinuerliga suspensionen bryts sönder, såsom t ex är fallet vid överskott av finmaterial eller felaktigt utförd blandning. Detta har ofta varit fallet vid de tidigare KGO 1 och II-blandningarna (Ohlsson pers. medd. 1997). Byte av material, främst filler eller komponenter i asfaltverket har gjort, att processen inte längre fungerat. Enligt Han-sen (1991) kan vissa äldre norska asfaltverk ägna sig mindre väl för KGO II-blandning, medan nyare inte ställer till med problem. I vissa fall har t o m kapacitetshöjning kunnat uppnås ge-nom förkortad blandningstid.
Conventional A + F
method .4:0 8
M
&
io' DRY -> CLOGGY
Conventional A method .4: ° Part of filler , ft b't i ,1 a er I umen F M ,Q- DRY - CLOGGY KGOI ACF
---*A +r
FLUWING <- - <- CLUGGYFF
KGOII AC Frr
'- FLOWING % CLOGGY '1 U 7 I 1 i 0 10 20 30 40 50 3Difference in flowing consistency of mixing
pro-cess as a result of different methods of mixing
= Discharge of coarse (ACF) and f ine (AFP) aggregate
= Discharge of bituminous liquid
= Discharge of filter
= Mixing
= Emptytng
m
3
vw>
Figur 5 Principskiss av blandningsföljder enligt några förfaranden, bl. a. KGO II och [I (Ohls-son 1988).
Figur 6a. TOD-utrustning för karakterisering av KGO-massor (Ohlssøn 199321).
Re si st an ce tost ra in;1- ,
Running time of test
Figur 6b Resultat av TOD-provning av Marshallprovkmppan Kurva a och b representerar mas-sor med tunna bindemedelsflmer respektive agglomerat av meneralkorn, kurva 0 en flödesblana'ad KGO III-massa. (Ohlsson 1993 a)
En väsentlig skillnad från konventionell massa år att någon torrblandning för att homogeni-sera allt stenmaterial före bitumentillsats inte behöver utföras. Enligt Ohlsson kan man därför kalla KGO III-metoden för ett flödesblandningsförfarande°° som möjliggör att det grova sten-materialet kommer att vara inkapslat av fillern och de senare tillsatta fina kornen från övrigt fin-material vid en korrekt proportionering sugs in i bitumenhöljena. En suspension med förhöjd volym bildas genom blandningssättet, stenen i massan får tjockare bindemedelstäckning (bitu-men inkl. finmaterial), något som i princip möjliggör en viss, ca 10%-ig reduktion av bitu(bitu-men- bitumen-halten (redan påvisad vid tidigare KGO-varianter).
Ohlsson nämner att massan får mer viskösa, duktila och kohesiva egenskaper och förbätt-rad seghet. En mer homogen massa med förbättförbätt-rade mekaniska egenskaper och beständighet kan således erhållas. Tendenser till ökad homogenitet hos massan har även konstaterats vid olika undersökningar (kap. 5). Andra fördelar med våtblandning är vidare att krossningen av sten-materialet vid vältning minimeras och att slitaget på blandaren i asfaltverket minskar. Bindemedelsfilmerna på stenarna utövar en smörjande och skyddande verkan.
Den s k TOD-metoden ( Test of Dispersion ) är utvecklad för att bedöma om en suspen-sion av bitumen och finmaterial bildats i massan vid blandningen. En Marshallprovkropp ställs på mantelytan i ett värmeskåp där temperaturen sucessivt höjs och deformationsförloppet regist-reras (figur 6a). En konventionellt blandad massa tenderar att vara spröd. och sönderfaller tvärt vid en viss temperatur, medan en våtblandad KGO-massa III ska visa upp ett mer visköst för-lopp beroende på en kontinuerlig bindemedelsfas bestående av bitumen och filler(figur 6b).
Enligt litteraturstudien (kap 5) har det inte alltid varit möjligt att påvisa avseevärt förbättrade egenskaper hos KGO-massor, detta kanske delvis beroende på att testmetoderna inte är helt relevanta i sammanhanget. Ohlsson har jämfört funktionen hos en KGO-massa med gjutasfalt som kan sägas vara bildad från en suspension. Gjutasfalt ska ha bitumenöverskott för att vara gjutbar. Ett högt filler i bitumenförhållande (ca 3:1) ger förstyvning och stabilitet. Denna massa-typ reagerar i princip på ett annat, hydrostatiskt sätt, vid belastning än enkonventionellt blan-dad massa, där främst stenskelettet har en lastfördelande funktion. Detta gäller speciellt vid höga temperaturer i massan, under längre värmeperioder. I gjutasfalt fördelas däremot spänningarna i en kontinuerlig fas, bestående av mastix (d v 5 suspension i fast tillstånd). Det höga filler/ bitumenförhållandet ger en stark viskositetsökning, beroende på fillerns förstyvande verkan. I en skelettasfalt bestäms däremot stabiliteten i särskilt hög grad genom sten mot sten kontakten, vid överskott av mastix går stabiliteten snabbt förlorad.
Enligt Ohlsson (pers. medd. 1997) får man vid en tillräcklig volym av suspenderat material (d v 5 mastix i fast form) också förbättrade köldegenskaper hos massan, men tyvärr har detta inte verifierats genom försök. Orsaken är att vid en konventionellt blandad massa bindemedelsn
fasen (d V 5 bitumen och finmaterial) minskar i alltför hög grad vid låga temperaturer (beroende på att bitumenet krymper avsevärt mer än stenmaterialet), medan vid en tillräckligt hög volym av klister , bildat från suspension, bindemedelsfasen får en tillräckligt stor volym och teckningen av kornen blir bättre. Grundläggande undersökningar, speciellt av lågtemperaturegenskaper bör dock utföras (Rodriguez mil. 1996) Kavussi och Hicks (1997) har funnit att egenskaperna hos olika ñller-bitumen (mastix) blir som mest markanta vid testning av lågtemperaturegenskaper.
l sammanhanget kan nämnas att El-Hussein (1993) påpekar att stenmaterial och bruk är termiskt inkompatibla samt att bruket krymper mest vid avkylning av massan (bitumen har be-tydligt högre värmeutvidgningskoefñcient än sten). Krympspänningar byggs då upp samt mikro-sprickor bildas som bildar svagheter och när asfaltens återläkningsförmåga med tiden försäm-rats, leder detta till förtida förstörelse av beläggningen. Man visar att pressdraghållfastheten hos asfaltprovkroppar ökar med fallande temperatur för att från en nivå börja avtaga beroende på att mikrosprickor börjar uppkomma (denna effekt kan även förmodlingen förklaras med att bitumenet alltmer försprödas och så småningom övergår till glasfas).
5 Tidigare undersökningar och erfarenheter
av KGO I och II -blandad asfaltmassa
Lilja (1975) har undersökt KGO I-blandad massa (HAB16T) genom provsträckor i Malmöhus län. Han konstaterar att endast marginella skillnader föreligger till referensmassa. Liten skillnad erhölls i Marshallhålrum, men KGO I-massan bedömdes som mer svårpackad på väg. KGO I metoden pre-senteras i Svenska Vägföreningens Tidskrift (Anonym 1976) där det hävdas att en separationsfri massa erhålls, som dessutom kan läggas ut vid lägre temperaturer än konventionellt blandad massa. Björklund (1979) nämner även att massa (HAB16T) blandad på visst sätt (KGO I benämns inte) till mindre separation än tre andra massor, blandade samma tid, men i olika blandnings-följder. Provsträckor utfördes i augusti 1977, men någon skillnad i slitage, friktion eller jämnhet kunde inte konstateras efter ett års uppföljning. Packningsbenägenheten undersöktes med hjälp av Marshallfallhammare varvid samma trend erhölls liksom för hålrum i borrkärnor från asfalt-massor i provsträckoma. Massa, blandad enligt KGO I-metod, tenderade att vara mest lättpackad. Det framhålls dock att asfaltverket var inställt för KGO I-blandning och jämförelser försvåras eftersom andra provmassor tillverkades i ringa kvantiteter.
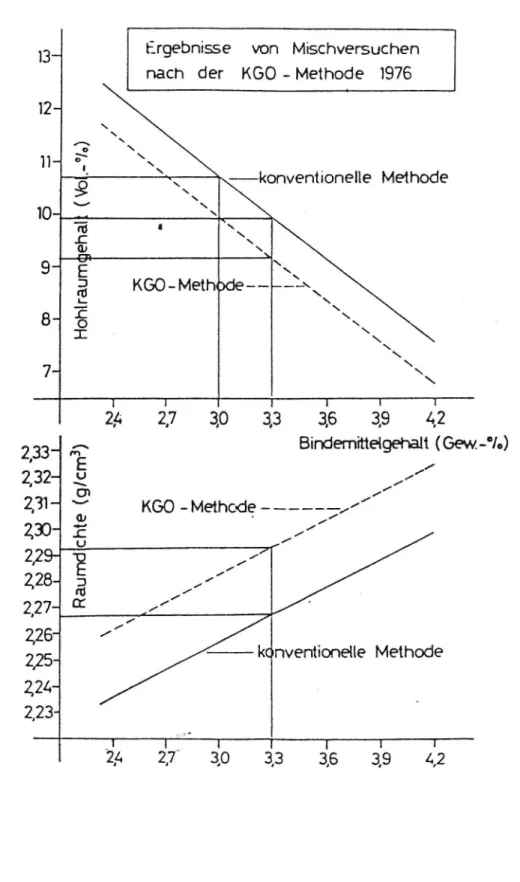
Rode (1983) beskriver schweiziska erfarenheter av KGO I-metoden. Firman Deutag utförde undersökningar 1976 av bärlagermassa på så sätt att bitumenhalten stegvis minskades från en halt på 4,2%. Det framkom därmed att KGO I-packad massa lagrade sig till 0,75% lägre hålrum än en konventionellt blandad massa (figur 7). Detta innebar att bitumenhalten kunde reduceras med 0,3% i förhållande till konventionell massa. Man anser dessutom att packningstemperaturen kan minskas med 20-3O°C, vilket skonar bitumenet. KGO I-massan anses homogenare än kon-ventionellt blandad massa. Förfarandet förefaller enligt Rode särskilt väl lämpat för bär- och bind-lager, (1 v s massor med ganska låga bitumenhalter,beroende på bättre täckning av det grövsta
stenmaterialet.
Vissa ombyggnader av asfaltverk är enligtRode nödvändiga för att på ett riktigt sätt kunna utnyttja KGO I-metoden. En provsträcka med bind- och bärlager har lagts i Osnabrück 1982, men resultat förelåg inte vid tiden för redovisningen.
Radenberg (1996) nämner KGO II-blandning som en möjlighet att nedsätta temperaturen vid massatillverkning, vid sidan av tillsats av vattenhaltiga mineral (t ex gips, zeolit) samt patente-rad tvåfasblandning (först tillsats av ett mjukt och senare av ett hårt bitumen, som genom förbi-tuminiseringen kan fördelas i massan på ett homogenare sätt än vid enfasblandning).
tyd-13_
Ergebnisse
von Mischversuchen
nach der
KGO-Methode 1976
12-11"* °\: \\\ä'
4\
_konventionelle Methode
10- ;i
\
m
I'
.c
9-4;
9-* g
3
KGO-Mam
8- "ä
1:
7.. 1 I I T 1 12A
27
30
433
36,
39
42
__ A
Bindemittelgehali (GM-'70)
233
nå
2324.2
///
m ///2.31- aj
KGO-Methode-_..__./.,/
230- :g
,/
229" 'E /// 228.. g /////2,27-
1
,x/
2,26-
/
_
2,2%
konventionle Methode
224-223*
I 7 I T I I24
27
30
33
36
39
42
Figur 7 Resultatfrån undersökningar om KGO I-metoden beträfande hålrum och skrymden-siter (Rade 1983).
ligen främst av KGO I-blandning, och intar en ganska negativ attityd. Det varnas för alltför låga bitumenhalter (nedsättning av bitumenhalt ingår i KGO-konceptet) och en alltför kort blandnings-tid efter tillsättningen av samtliga komponenter. Inga undersökningsresultat ges dock. Man an-tyder dessutom att asfaltverkets kapacitet kan nedsättas med ca 10% genom den modifierade b'landningsprocessen.
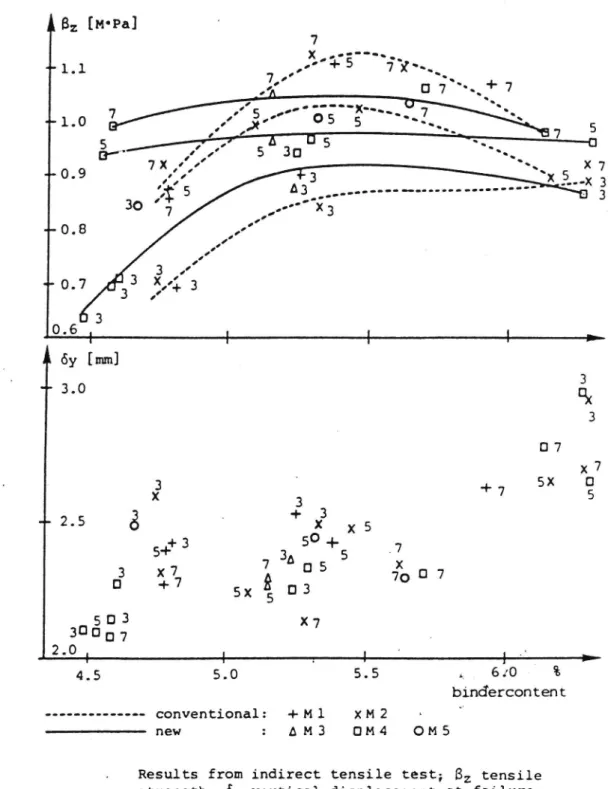
Huschek och Tinic (1985) har undersökt inverkan av bitumenhalt, temperatur och blandnings-följd i laboratorieblandare enligt figur 8. Förfarande M3 motsvarar KGO Il-metoden samt M4 och M5 varianter av denna. Kvaliteten hos asfaltmassorna har undersökts genom Marshall-packning och det verkar som nya blandningsförfaranden tenderar att vara till fördel, såväl vid låga packningstemperaturer som låga bitumenhalter. Hållfastheten studerades genom provning av pressdraghållfasthet (vid 20°C) och här visar det sig enligt figuren att enligt nytt blandnings-förfarande M3-5 mindre känslighet för bitumenhalt kan erhållas, men också tendens till förbätt-rad hållfasthet vid låg temperatur. Brottöjningen vid hållfasthetstestning ökar med blandnings-temperaturen, men någon inverkan av blandningsföljd framkommer inte.
Barbe m.fl. (1996) konstaterar att KGO-metoden ger tjocka bitumenfilmer på stenarna och är därmed till fördel från beständighetssynpunkt, däremot inte från stabilitetssynpunkt. Man presenterar en egen mastixblandning , jfr. kap. 4. Denna har dock endast testats vid
laboratorie-förhållanden.
KGO lI-metoden behandlas i ett examensarbete från KTH (Fonad och Hansson 1988). En konventionellt blandad MAB12T och en KGO H-blandad MAB12T massa från asfaltverk utan-för Norrtälje undersöktes i provsträckor, ututan-förda enligt två arbetsrecept utan-för vardera massan. KGO ll-massan var något öppnare än referensmassan och hade enligt receptet reducerad bitumen-halt (5,5 resp 5,7% bitumen). Det visade sig dock att bitumenbitumen-halten i konventionellt blandad massa låg O,2-0,3 och i KGO II-blandad massa 0,1% över arbetsrecept. Hålrumshalten i Mars-hallprov blev i båda fallen ca 2%, men KGO II-blandad massa visade mindre spridning. Prov togs dels' av massa från verket, dels som borrkärnor från provsträckorna. Man konstaterar att KGO Il-massa ger signifikant högre pressdraghållfasthet (för borrkärnor, inte för Marshall-provkroppar) och E-modul än konventionellt blandad massa. Även om bitumenhalterna inte var helt identiska. KGO II-massorna var dessutom mindre separerade och hade större seghet än referensmassan. Andra tester gav inte några signifikanta skillnader i resultaten. Man menar att ytterligare undersökningar krävs för att bättre säkerställa vilkna skillnader i massaegenskaper som verkligen beror på blandningsförfarandet.
Kronig (1989) har vid fältförsök inte fått fram några signifikanta skillnader som beror på blandningsföljder, jfr kap. 2 samt figur 2 och 3. Bl a KGO II-metoden studerades, men den stora spridningen av resultat från olikatester på laboratorium och väg försvårar slutsatser.
D7 X7 SX D
3
+7
5
x
3
+ 3" 2°5
8
x
x 5
+3
50+
7
54' 7 3A 0 5 5 'X503
X7
30007
i
2.04 1 . 4 i % ; I 5.01 5.5 AÅ_ 6: > 4.5 bindércontent --- -- conventional: +Ml XM2 1new : AM3 0M4 OMS
Results from indirect tensile test; BZ tensile
strength; öy vertical displacement at failure
-
=
0 -
= 70°c
mixing temperatures: 3 = 130°C, S
150 C, 7
1
Figur 8 Resultat avpressdragprovning och brotto'jningför asfaltmassa, blandadolika tider och med olika blandningsföljder (Massa 3 är enligt KGO 11, Övriga modifikationer av denna). Enligt Huschek och Tinic (1985).
28
Said (1993) har gjort en laboratorieundersökning av borrkärnor av HAB16T, tagna från prov-sträckor på Norrtäljevägen (E20). KGO II-massa jämförs här med konventionellt blandad referensmassa. Said konstaterar att KGO II-massan har mindre spridning i hålrumshalt och utmattningsegenskaper än referensmassan och därmed tenderar att vara mer homogen. Både styvhetsmodul och utmattningsresistens var däremot ganska likartad för båda blandningssätten. KGO Il-massan hade dock 0,4% lägre bitumenhalt.
Beträffande förändringar av bitumenegenskaper vidjämförande tillverkning av KGOII-massa och konventionell massa så har någon skillnad inte påvisats vid tysk (Stuag 1983) och schwei-zisk undersökning (Kronig 1989). I båda fallen har borrkärneprov studerats.
6 Egna undersökningar av Iaboratorieblandad
KGO III-massa samt referensmassa
blan-dad enligt FAS-metoden
6.1 Utförandet av Iaboratorieblandningarna
VTI:s laboratorieblandare av typ TIE-50 (figur 4) var tidigare besiktigad av K.G Ohlsson och bedömd som lämplig för KGO Ill-blandning. Som lämplig massatyp för undersökningen valdes HAB12T och HAB12Ö, (1 V s slitlagermassa av både tät och öppen sammansättning. Den öppna typen används numera sällan, men ansågs lämplig för att demonstrera inverkan av blandnings-sätt. Enligt litteraturstudien har tidigare KGO-massor också varit av ganska öppen sammansätt-ning (kap. 5). Fillerhalten har hållits konstant men genom att bitumenhalten varierats har filler/ bitumenförhållandet varit ca. 1,2 respektive 1,3 vid högre respektive lägre bitumenhalt vid både tät och öppen asfaltbetong.
Som stenmaterial valdes Skärlundagranit som har goda mekaniska egenskaper (VTI:s referens-material). Resultat från proportionering framgår av figurer 9 och 10. Det siktades i förväg upp i fraktionema 0-2, 2-4, 4-8 och 8-12 mm. Eftersom Skärlundafillem inte räckte till, fick kalkstens-ñller tillsättas i en halt av 25 vikt % av den totala kalkstens-ñllermängden. Fillerhalten har hållits konstant medan halten bitumen varierats. Den högre bitumenhalten kan enligt Ohlsson anses som optimal medan den lägre har till uppgift att efterlikna vinterförhållanden då bitumenvätskan minskar, beroende på en högre krympning med temperaturen än för stenmaterial.
KGO lll-blandningen utfördes av K.G.Ohlsson själv 21-22 april 1997. Satsen som blandades var på ca 30 kg och antalet möjliga laboratorietester begränsades av denna provmängd. Grova fraktioner >2 mm tillsattes tillsammans med bitumenet och f111ret följde efter i en jämn följd när god täckning erhållits. Slutligen tillsattes 0-2 mm stenmjölet. I det stora hela lyckades bland-ingen, även om det noterades att blandartråget var väl grunt och blandararmarna hos VTI:s ut-rustning något för korta så att döda zoner bildades i botten på blandaren. Det rekommendera-des att silon och bitumentank byggs till utrustningen för att underlätta tillförseln av
komponen-ter.
Blandningstiden var ca 50 sekunder, d.v.s. nära den i asfaltverk. Temperaturema hos massa-prover efter blandning var i lägsta laget, 129- 135 0C, något som indikerar på värmeförluster vid hanteringen.
Den medtagna TOD-utrustningen som skulle användas i anslutning till blandningen, på Mars-hallpackade provkroppar, fungerade inte utan VTI erhöll rersultaten i efterhand.
Figur 9
7'
HA
B
12
7,
Sk
är
lun
da
L
*
12 0.0 J I Re sul ta t100
.0
--
-
---m
m
81 80 1. 01 3 1" 31 20 1.01 7 so m .' 38 5 1. 02 0 60 .0 . ø/ 40 .0 20 .0 Bi nd . typ Bi nd . de ns it et %'DI!^ 'ssedBi nd em ed el typ = 88 5 0-0 *7 e l-l N :1-0 00 In Ma sk vi dd , mm 9'0 SZ'O Bi nd em ed el sd en si te t = 1. 02 gr /c m3 517 918 'lr'ZZ 91 Z'TT SZT'O 'IrlO'O Fr ak ti on k°" " vo lym vo lym Vik t Män gd Ac k' Bin d.h alt B' nd em ' sa ts ' 79°' -de ns män gd män gd st or le k ko mp . Te mp . ef te r bl an dn mg g/ cm 3 cm % % kg kg % kg kg g/ cm ^3 °c
Resultatfrån proportionering av HAB 127?
fi ll er 2.64 0. 3 0. 7 0. 7 0.21 0 0. 21 0 5. 8 1. 872 31 .8 72 2. 41 5 0-2 2.64 12 .6 33 .3 33 .3 9.99 0 10 .2 00 6. 2 2. 009 32 .0 09 2. 40 1 2-4 2. 64 7. 6 20 .0 V 20.0 6. 00 0 16 .2 00 4-8 2. 64 7. 2 19 .0 19 .0 5. 70 0 21 .9 00 8-12 2. 64 10 .2 27 .0 27 .0 8. 10 0 30 .0 00 12 -1 6 2.64 30 .0 00
16 -2 5 2. 64 30 .0 00 2. 64 37 .9 10 0. 0 10 0. 0 Män gd st en ma te ri al = 30 J kg
32 VTI NOTAT 46-1997 Figur 10 Bi nd . typ 81 80 1. 01 3 8 1 2 0 1. 01 7 8 8 5 1.02 0 Bi nd em ed el typ = Bi nd em ed el sd ensi te t = Bi nd. de ns it et B 8 5 1. 02 g r / c m 3 12 0.0 10 0. 0 80 .0 60 .0 %'Dl!^ 'ssed 40.0 20.0 0. 0 HA B 12 6, Sk är lun da
+
_
_
1
I -I de al R e s ul t a t : W'VLO'O SZT'O SZ'O S'O N G' 2 In Ma sk vi dd , m m Z'TI 91 917 918 ?'31 ko rn . Fr ak ti on d e n s vo lym vo lym Vi kt M än g d A c m än g d x' Bind .h al t B i n d e m . m än g d Sa ts -st or le k Teor . ko mp . Te mp. ef te r bl an dn in g
Resultatjiån proportionering av HAB 12Ö.
g / c m 3 c m % % % kg kg g / c m ^ 3 °C fi ll er 2. 64 1. 1 3. 0 3. 0 0. 90 0 0. 90 0 5. 6 1. 82 7 31 .8 27 2. 41 9 0-2 2. 64 7. 6 20 .0 20 .0 6. 00 0 6. 90 0 6. 1 2. 00 1 32 .0 01 2. 40 2 2-4 2. 64 5. 7 15 .0 15 .0 4. 50 0 11 .400 4-8 2. 64 8. 7 23 .0 23 .0 6. 90 0 18 .300 8-12 2. 64 14 .8 39 .0 39 .0 11 .7 00 30 .0 00 12 -1 6 2. 64 30 .0 00 16 -2 5 2. 64 30 .0 00 2. 64 M än g d st en ma te ri al = 37 .9 10 0. 0 10 0.0 30
1
kg
Konventionell blandning enligt FAS-metod utfördes vid senare tillfälle av VTI:s personal ef-tersom kvantiteterna av de framsiktade fraktionerna inte räckte till för att referensblandningen skulle kunna utföras i nära anslutning till KGO III-blandningen.Asfaltmassorna har dock i möj-ligaste mån hanterats på ett likartat sätt, förutom själva blandningen.
Samtliga provningsresultat framgår av Bilaga 1, figurer och tabeller i kap. 6 och 7 ger
medel-värden.
6.2 Resultat av packningsförsök
De olika asfaltmassorna har packats dels enligt Marshall, dels med gyratorisk utrustning (kap 6.3). I det senare fallet har huvudsakligen 100 mm provkroppar tillverkats, men i något fall också provkroppar med 150 mm diameter (för dynamiskt krypförsök). Marshallprovkroppar har till-verkats i anslutning till blandningen.
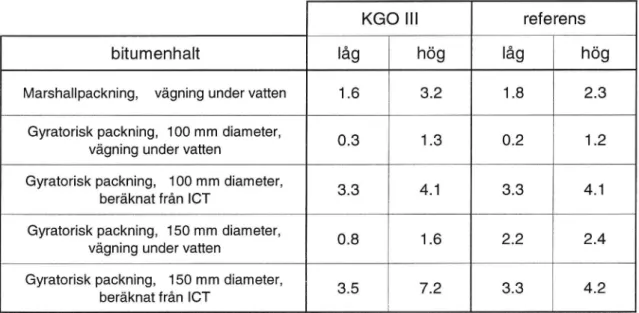
Skrymdensitet och hålrum har beräknats genom Vägning av provkropparna i vatten (FAS 525-95), men för gyratorisk packning har dessa data även registrerats och beräknats av ICT-utrustningen. En sammanfattning av hålrumshalterna ges i tabell 1 a och b. Det framkommer att vid Marshallpackning av KGO III-massa har lägre hålrum erhållits för låg bitumenhalt, både vid HABT och HABÖ. För referensmassan finns denna trend endast för HABT.
Gyratorisk packning har gjorts på till 150 0C återuppvärmd massa. För prov med 100 mm provdiameter konstateras mycket låga hålrum i provkropparna enligt Vägning under vatten och detta gäller både för KGO III - och referensmassor, medan hålrummet enligt beräkning från ICT ligger inom ett intervall av 3,3 till 4,8% (förinställning av Skrymdensitet för 4% hålrum). Enligt Kargo (1996) måste den vid gyratorisk packning erhållna kurvan korrigeras med hjälp av vården, erhållna vid Vägning av provkroppar i vatten. Han redovisar således Skrymdensitet som funktion av antal varv, dels enligt den av maskinen beräknade förloppet, dels den korrigerade
kurvan.
För gyratorisk packning med 150 mm provdiameter har låga värden erhållits enligt Vägning under vatten med HABT av samtliga massor. För HABÖ erhålls däremot höga hålrum, särskilt för referensmassa. Detta beror på att provet packats vid ett ganska lågt axiellt tryck på 0,4 MPa (jfr kap. 6.3).
6.3 Packningsförlopp i gyratorisk utrustning
VTI:s ICT-tester har använts för ändamålet. Inställd vinkel har varit 10 och det konstanta trycket på provet ca. 0,4 MPa. Enligt föreslagen europastandard för gyratorisk packning och SHRP-protokoll (numera AASHTO TP4-93) föreskrivs dock 0,6 MPa, men Vles tryckluftssystem klarade inte av detta tryck.
Tabell 1a Jämförelse av hålrum (medelvärde) ireferens- och KGO III-blandadmassa, HABÖ.
KGO ill
referens
bitumenhalt
låg
hög
låg
hög
Marshallpackning, Vägning under vatten 1.0 3.6 4.5 3.7 Gyratorisk packning, 100 mm diameter, 0_ 4 0.7 1.1 12
vagning under vatten
Gyratorisk packning, 100 mm diameter,
beräknat från ICT 4'2 4'2 4'8 4'7
Gyratorisk packning, 150 mm diameter, 2.9 3.5 4.7 4.9
vagning under vatten
Gyratorisk packning, 150 mm diameter,
beräknat från ICT 4'8 7'7 8'2 8'4
Tabell Ib Jämförelse av hålrum (medelvärde) i referens- och KGO III-blandad massa, HABT
KGO III
referens
bitumenhalt
låg
hög
låg
hög
Marshallpackning, Vägning under vatten 1.6 3.2 1.8 2.3
Gyratorisk packning, 100 mm diameter, 0.3 1.3 02 1.2
vagning under vatten
Gyratorisk packning, 100 mm diameter,
beräknat från ICT 3'3 4'1 3'3 4'1 Gyratorisk packning, 150 mm diameter, 0.8 1.6 22 2.4
vagning under vatten
Gyratcrisk packning, 150 mm diameter,
beräknat från ICT 3'5 7'2 3'3 4'2
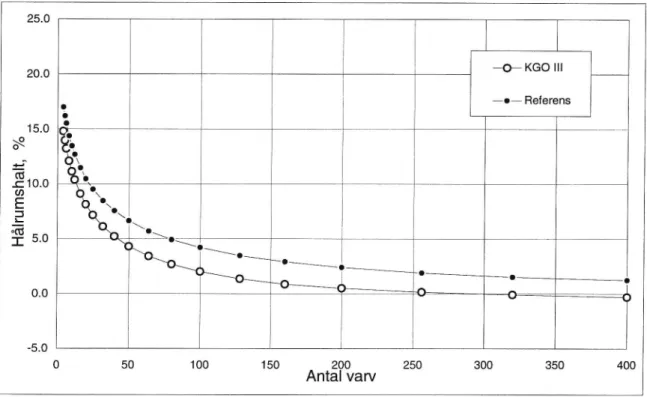
Försöken har gjorts så att ICT-apparaten har ställts in till den skrymdensitet som motsvarar 4% hålrum i massan (egentligen ett fiktivt hålrum som inte stämmer överens med det som erhålls genom Vägning under vatten). En specialprovning har också utförts varvid apparaten inte ställts in till bestämd skrymdensitet utan fick gå maximalt möjliga 400 varv för att ytterligare verifiera massornas packningsegenskaper.
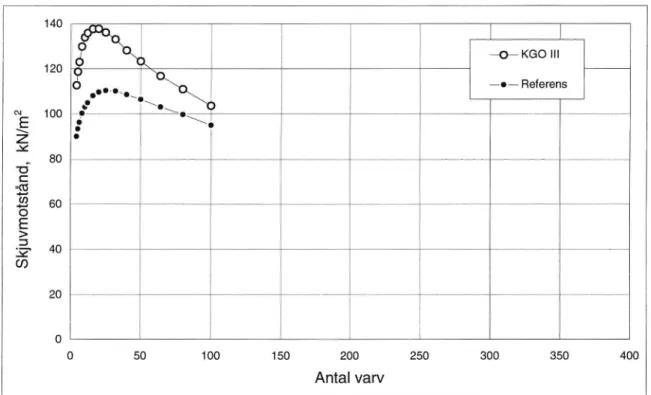
ICT-utrustningen mäter och registrerar de olika packningparametrar som återges i Bilaga 1. Dessutom mäter utrustningen den kraft, här kallad skjuvmotstånd, som åtgår för att bibehålla inställd vinkel. Mätning av denna parameter ingår varken i föreslagen europastandard eller SHRP-förfarande, men intressanta, kompletterande upplysningar om packningsegenskaper hos
asfalt-massa erhålls.
Huvuddelen av provningen har gjorts med en provkroppsdiameter på 100 mm, men prov-kroppar avsedda för dynamisk kryptest utfördes med 150 mm diameter. I detta fall visade det sig att 0,4 MPa tryck inte klarade av att komprimera provkropparna till inställt 4% hålrum (detta gäller även vid 100 mm provdiameter för HABÖ, med undantag för KGO III-massa med hög bitumenhalt.
Observeras bör att provkroppar, tillverkade genom gyratorisk packning, har dålig homoge-nitet. I Frankrike och Finland utförs därför inte laboratorietester på sådana provkroppar. Däre-mot är så fallet i USA enligt Superpave-förfarandet, level 11 och 111. Det kan också diskuteras om sådan packning, som skett under ett flertal gyrationer, verkligen är representativ för vältad massa. En del internationella erfarenheter om gyratorisk packning har sammanfattats av Höbeda
(1996).
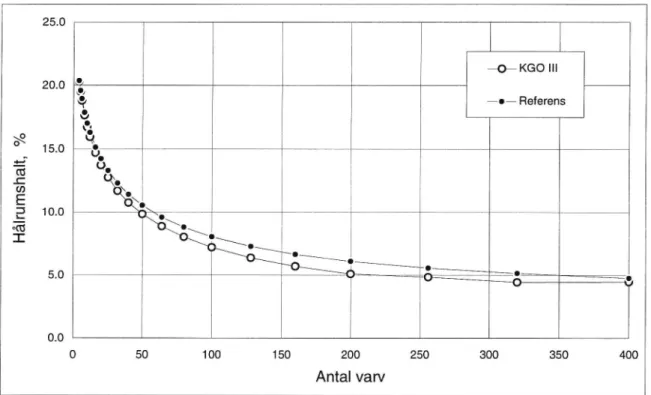
Packningsförloppet har åskådliggjorts genom att för åskådlighetens skull avsätta hålrums-minskningen som funktion av antalet varv i figurer 11 och 12 för att kunna jämföra de olika massorna med varandra. Kurvorna utgör medeltal av två provningar och erhållna värden fram-går av Bilaga 2. HABT- massan låter sig packas relativt lätt och högre bitumenhalt innebär färre antal varv. KGO III och referensmassan har ett likartat packningsförlopp. HABÖ-massan visar sig däremot betydligt mer svårpackad än HABT-massan och inställt hålrum (4%) har endast kun-nat uppnås med KGO Ill-massa vid den högre bitumenhalten. Övriga massasammansättningar ligger nära inställt hålrum, men har fortfarande en liten bit kvar, trots 400 varv i utrustningen.
Jämförs hålrumsminskningen enligt ICT-provning så är packningsförloppen ganska lika för HABT, blandad på olika sätt, och detta vid båda bitumenhalterna (figur 11 a och b). Det visar sig att KGO III-massan som regel lagrar sig till lägre hålrum än referensmassan. För HABÖ ger KGO III-massan något lägre hålrum än referensmassan vid lägre bitumenhalt, medan skillna-den är mycket markant vid skillna-den högre bitumenhalten (figur 12 a och b). Enligt tidigare
250 -O-KGOHI 20.0 i °-, _o_ Referens
ä
0
5.
\ o°
15.0
TU .c<0 E;3 10.0
:i3
\
l|\.\\ \0\& .\| \_.\ 5.0 >\O : 1. 00 0 50 100 150 200 250 300 350 400Antal varv
Figur 11a Utveckling av hålrumshali vidpackning iICT Provkrappsdiameter 100 mm. HABÖ. Hög bitumenhalt. 25.0 -4l-KGOHI
20.0
Q _0- Referens 03.'
o\°
_ 15.0
VL
U.
?75'
Q-%
'x
E .\. E_ 10.0 L .TU
I\-\
II%\-\
5.0
MbT-NR'
" 0 i)..
00 0 50 100 150 200 250 300 350 400Antal varv
Figur IIb Utveckling av hålrumshalt vidpackning iICT Provkroppsdiameter 100 mm. HABÖ. Låg bitumenhalt.
250 -OwKGOm 200 _o_ Referens \0 A
°
15.0 ?3.
5
e
cs
e
5,
E»a
Ö3 10.0
é
_ h om %aI
»a
»N
\ 5.0 .Å<.W? 00 0 50 100 150 350 400Figur 12a Utveckling av hålrumshalt vidpackning z'ICT Provkroppsdiameter 100 mm. HABT. Hög bitumenhalt. 250 -O-KGOHI 20.0 _0- Referens 1.' \o .1
°
15.0 'ü
...r o(-5
§4.
%
Eq,
U 3 10.0 _84. :CE W. I W.we,
N.
5.0
N.
N 00 0 50 350 400Antal varv
Figur 12b Låg bitumenhalt. VTI NOTAT 46-1997Utveckling av hälrumshalt via7packning iICT Provkroppsdiameter 100 mm. HABT
140 -43-KGKDIH 120 _-0_ Referens 100 00 0 O) O
Sk
juvm
ot
st
ån
d,
kN
/m
2
å
200 50 100 150 200 250 300 350 400 Antal varv
Figur 13a S/g'uvmotståna' vidpackning iICT Provkroppsdiameter 100 mm. HAB IZT Hög bitumenhalt.
140
A
-O-KGOIII
120 g ont. \D\D\ç -o-Referens ' \. e \\0 W 100 ? \\e\\\[ EE : o \ Z 0 .x , 80 'U c :EE §2 60 C) Eä
:2- 40 U) 20 0 0 50 100 150 200 250 300 350 400 Antal varvFigur I3b Sjuvmotstånd vid packning iICT Provkroppsdiameter 100mm. HAB 12 T Låg bitumenhalt
140 -O-KGO III 120 _o_ Referens 100 00.". .\ \ I 0\. 'r0 CD 0 .\I CD 0 .b 0
Sk
juvm
ot
st
ån
d,
kN
/m
2
200 50 100 150 200 250 300 350 400 Antal varv
Figur 14a Sjuvmotstånd vid packning iICT Provkroppsdiameter 100mm. HAB 12Ö. Hög bitumenhalt
140 12° -o-KGO m _ _0- Referens 100 CD 0 C) O) O
Sk
juvm
ot
st
ån
d,
kN
/m
2
å 20 0 50 100 150 200 250 300 350 400 Antal varvFigur I4b Sjuvmotstånd vid packning iICT Provkroppsdiameter 100mm. HAB 12Ö. Låg bitumenhalt
25.0 20.0 *0- KGO III _1_-Rdemns 150
o\°
EäOD 0) EE
OCT;
I 5.0 °\ \.\ RON \.\.\\ . F\O\ _ \ ° Il0.0
0-
ác
i
-5.0 0 50 100 150 200 250 300 350 400Antal varv
Figur 15a Utveckling av hälrumshalt vidpackning iICT till 400 varv. Provkroppsdiameter 100 mm. HABT Hög bitumenhalt. 25.0 *OMKGOHI 20.0 -a-Rdemns :1 O 5.'
°\ 15.0 §1
:
(UQ
\ '*<3
E
1.
ut
3 10.0 Q 0_ 0g
meg
Il \.\. 5.0.%\
.\u\_. \uä 0 »N 1 W 00.0
1
EX?
0 50 100 150 200 250 300 350 400Antal varv
Figur 15b Utveckling av hälrumshalt vidpackning iICT till 400 varv. Provkroppsdiameter 100 mm. HABT Låg bitumenhalt.
25.0 *0- KGO Ill 20.0 . Ö -0- Referens O
6.
0
*e
o\a 15.0 (5.
;3 Ö.\ .cm o\. E \._åj 10.0
x.,
om b\< \. :I: \5.0
)\°:\.\"
\0\?\ N" 0 50 100 150 200 250 300 350 400 Antal varvFigur 16a Utveckling av hålrumshalt vidpackning iICT till 400 varv. Provkroppsdiameter 100 mm. HABÖ.
Hög bitumenhalt. 25.0 0- KGO III 20.0 8.: |4 Q _0_ Referens
få
0 O°\ 15.0
Q5
__- O _CE-S .c(0 E 2 10.0 065 I 5.0 0.0 0 50 100 150 200 250 300 350 400 Antal varvFigur 16b Utveckling av hålrumshalt vidpackning iICT till 400 varv. Provkroppsdiameter 100 mm. HABÖ. Låg bitumenhalt.
sökningar av KGO-massor har man ofta påpekat att blandningssättet ger massa som lagrar sig till lägre hålrum (kap. 5).
Utvecklingen av skjuvkraft ger intressant information och det framgår att KGO III-massan nästan genomgående har större skjuvmotstånd än referensmassan (figur 13 och 14). Detta är speciellt markant vid HABÖ och hög bitumenhalt (där också skillnaden i hålrum blev som störst). Skillnaden är däremot obefmtlig vid HABÖ och låg bitumenhalt. Skjuvmotståndet blir maximalt efter ett tiotal varv, därefter tenderar kurvan att plana ut. Beträffande bitumenhalt så ger låg halt bitumen hög skjuvkraft vid HABT, medan motsatsen gäller för HABÖ, med undantag för KGO III-massa som har högt skjuvmotstånd vid hög bitumenhalt.
Denna högre skj uvkraft tyder på ett större visköst motstånd och kohesiva krafter hos KGO III-massa än hos konventionellt blandad massa (jfr. dock kap. 7 .2). Detta kan förmodligen över-föras till praktiken på så sätt att den specialblandade massan tål vältning bättre direkt efter ut-läggning än en konventionellt blandad massa. En intressant jämförelse kan även göras med tidi-gare packningsförsök i ICT-testaren med obundet material, med och utan lertillsats (Höbeda och Chytla 1993). Vid enbart stenmaterial, packad vid olika vattenhalt, byggs upp ett skjuvmotstånd som utgörs av friktionskrafter, men kurvan löper sedan horisontellt med antalet varv. Vid ler-tillsats får man däremot också fram ett visköst mostånd och packningskurvor som ganska mycket påminner om dessa som påvisats för asfaltmassa.
Ett högre filler-bitumenförhållande ger ökad förstyvning åt mastix, något som påvisats vid_ olika laboratorieundersökningar (jfr. Höbeda 1994). Denna effekt har dock varit svår att påvisa vid försök gjordamed asfaltmassa förmodligen beroende på svårigheter att dispergera fillret väl i bitumenet vid blandningen. Resultatet antyder att modifierad KGO III blandning kan ge bättre dispergering av fillret i bitumenet och därmed högre förstyvning även i sj älva asfaltmassan.
6.4 Packning till 400 varv i ICT-utrustning
Packningskurvor och kurvor för utveckling av skjuvmotstånd liknar mycket de förlopp som erhållits tidigare, med förinställning av skrymdensitet och därmed hålrum (figur 15-16). Mycket låga hålrum har erhållits med HABT-massor, speciellt KGO Ill-blandningar. Hålrummet är högre för HABÖ, men här ger KGO III-massorna markant lägre hålrum än referensmassan. Utveck-lingen av hålrum är ganska likartad, såväl för konventionell blandning vid båda bitumenhalter som för KGO III-blandning vid den lägre bitumenhalten.
Skjuvkraftsutvecklingen stämmer även väl överens med resultat från tidigare försök. KGO III-massorna utvecklar en större skjuvkraft, skillnaden är maximal vid HABÖ med hög bitumen-halt och minst vid denna massatyp vid låg bitumenbitumen-halt. (f1gur 17 och 18).
200
-O-KGO III 160 - _-_o- Referens N
å
. 2
x 120 å591301,,
OY '5c :9 ..03 0 80 E > _: 2' (I) 40 0 0 50 100 150 200 250 300 350 400 Antal varvFigur 17a Sjuvmotstånd under packning i ICT till 400 varv. Provkroppsdiameter 100 mm. HABT Hög bitumenhalt.
200 -0- KGO III 160 -0- Referens N E \
z
\
.X 120 ü\< U . \0\ 0%'0-3 iåk.. .-.\.\1 \ _52 i .\. o 80 \ 0 E °\\o \0\ > \ID 3 \*0 \O'2
\\0\
(f) \0 40 0 0 50 100 150 200 250 300 350 400 Antal varvFigur 1 7b Sjuvmotstánd under packning iICT till 400 varv. Provkroppsdiameter 100 mm. HABT Låg bitumenhalt.