School of Innovation, Design and Engineering
Data management for decision making
in production development.
PPU503 Master Thesis work, Innovative production
30 credits
Product and process development Innovation, Production and Logistics
Jayadeep Ravuri
Supervisor (university): Koteshwar Chirumalla Examiner: Antti Salonen
ABSTRACT
Date: 7/06/2019
Program: Master program in Product and Process development - Production and Logistics.
Course: PPU503 Master thesis work, Innovative production
Author: Jayadeep ravuri (jri17001@student.mdh.se)
Supervisor: Koteshwar Chirumalla
Tittle: Data management for decision making in production development
Purpose: To deepen the understanding of data management for decision making in production development by analysing the multidisciplinary literature Research guiding
question:
• “How data management has been used in the current literature, for supporting decision making in production development?”.
• “what are the hindering factors for data management in production development? ”.
Method: A systematic literature review is the research method for this thesis. The source for the literature is from Scopus digital database.
Conclusion: In context of the thesis, a descriptive analysis is performed to understand the efforts made on the dimensions of “Focus area in manufacturing”, “Type of contributions” and the “Type of research” in the finalised literature. A general cyclic procedure on data-driven decision-making is presented. Thematic analysis is performed in the areas of data acquisition, data analysis, decisional making systems and the type of decisions, to know how data management was performed for decision making in production development and the obtained themes were summarized as results. Also, thematic analysis was performed on the challenges in data acquisition, data analysis, and decisional making systems, thereafter, the obtained themes were summarized and presented as hindering factors to data management for decision making in production development.
ACKNOWLEDGEMENTS
The acknowledged thesis has been conducted at Mälardalen University in Eskilstuna, within the area of Innovative production.
The completion of this thesis could not have accomplished without the support of my supervisor, Koteshwar. His constant encouragement, and valuable guidance has been a great asset to this thesis. I would also like to thank Jessica Bruch and Antti Salonen, who has helped me during the initiation of this project.
I would like to thank my family and friends, who have supported me in my low moments and have given immense encouragement during the thesis. Last but not the least, I would like to thank my father who has made me the person I am today. (ÄLSKAR DIG PAPA!)
Contents
1 INTRODUCTION ... 6
1.1 BACKGROUND ... 6
1.2 OBJECTIVE ... 7
1.3 AIM AND RESEARCH QUESTIONS ... 7
1.4 THESIS LIMITATIONS AND DELIMITATIONS. ... 7
1.5 PROJECT OUTLINE ... 7
2 METHODOLOGY ... 8
2.1 LITERATURE REVIEW PROCESS ... 8
2.1.1 Stage 1 – Planning the review. ... 9
2.1.2 Stage 2 – Conducting the review. ... 9
2.1.3 Stage 3 - Reporting and Dissemination ... 12
2.2 THREATS TO VALIDITY ... 13 3 KEY CONCEPTS ... 14 3.1 INDUSTRY 4.0 ... 14 3.2 INTERNET OF THINGS (IOT) ... 17 3.3 BIG DATA ... 20 3.4 ARTIFICIAL INTELLIGENCE ... 22 3.4.1 Fuzzy logic ... 23 3.4.2 Neural networks ... 24 3.4.3 Genetic algorithms ... 25 3.4.4 Knowledge-based system ... 26
4 ANALYSIS AND DISSCUSION ... 28
4.1 DESCRIPTIVE ANALYSIS ... 28
4.2 DATA-DRIVEN DECISION-MAKING ... 31
4.3 DATA MANAGEMENT IN PRODUCTION DEVELOPMENT ... 32
4.3.1 Thematic analysis on data acquisition system ... 34
4.3.2 Thematic analysis on data analysis system ... 35
4.3.3 Thematic analysis on decision making ... 36
4.4 HINDERING FACTORS OF DATA MANAGEMENT FOR DECISION MAKING IN PRODUCTION DEVELOPMENT... 38
4.4.1 Thematic analysis on challenges in data acquisition system ... 39
4.4.2 Thematic analysis on challenges in data analysis system ... 40
4.4.3 Analysis on challenges in decision making system. ... 41
5 CONCLUSION AND FUTURE RESEARCH WORK. ... 41
5.1 FUTURE RESEARCH WORK ... 45
6 APPENDIX ... 45
List of figures
Figure 1 Pictorial description of the chapters in the report ... 8
Figure 2: Pictorial representation of the stages of a systematic review. ... 9
Figure 3: Key string used in this literature review. ... 10
Figure 4: The systematic mapping process. ... 12
Figure 5: Industrial Revolutions adapted from (Preuveneers & Ilie-Zudor, 2017) ... 14
Figure 6: Principle of industry 4.0 adapted from (Liu & Xu, 2017) ... 15
Figure 7: Different technologies supporting IoT adapted from (Li Da Xu, et al., 2014) ... 18
Figure 8: IoT architecture adapted from (Mostafa & Hamdy, 2019) ... 19
Figure 9: The 3Vs of Big data adapted from (Tien, 2013) ... 20
Figure 10: Big data components (Tien, 2013) ... 21
Figure 11: General big data architecture in manufacturing adapted from (Woo, et al., 2018). ... 22
Figure 12: schematic of a neural network architecture adapted from (Ma, et al., 2015) ... 25
Figure 13: General course application of genetic algorithm , adapted from (Slak, et al., 2011) ... 26
Figure 14: A typical illustration of a knowledge based-system, adapted from (Kumar, 2018.) ... 27
Figure 15: A general cyclic representation of data-driven decision-making procedure ... 32
Figure 16: A general cyclic representation of data-driven decision-making procedure ... 43
Figure 17: Data management for improved decision making in production development. ... 44
List of tables
Table 1: Keywords and its combination used in the study ... 9Table 2: Number of articles to the corresponding subject areas included in the literature review. ... 11
Table 3: Type of research ... 12
Table 4: Focus area in manufacturing ... 13
Table 5: Type of contribution ... 13
Table 6: Data acquisition themes ... 34
Table 7: Data analysis themes ... 36
Table 8: Decision making themes ... 37
Table 9: Decisional levels ... 38
Table 10: Themes on challenges of data acquisition ... 40
Table 11: Themes on challenges relating to data analysis ... 41
Table 12: List of the articles in the finalised literature. ... 45
List of charts
Chart 1: Focus area in manufacturing ... 28Chart 2: Type of research... 29
1
INTRODUCTIONThe following introduction chapter will present the background of the thesis along with the problem formulation, and also composes the purpose and guiding research questions which is to be resolved during the thesis and finally outlines the study with limitations.
1.1 Background
In recent years, the development of new technologies which are both digital and modern within the factory have led to a new era called Industry 4.0 and this fourth industrial revolution have gained immense importance due to its new wave of innovation possibilities and opportunities to produce, optimize, validate and make decisions in a much effective way (Qin, et al., 2016).
As a part of the utilization of industry 4.0 technologies and making decisions towards productivity, immensely large amounts of data is produced in the factories from the process and is available. Manufacturing organizations view this data as a valuable set. (Fahmideh & Beydoun, 2019) .This makes the smart factories , data-rich environments that support sharing and analyse data through the cloud to produce manufacturing intelligence. This emphasis on the shift towards the data is referred as the ‘new oil’ (Miragliotta, et al., 2018) . This new oil provides endless opportunities like reducing costs, improve productivity, improve communication and coordination between factory elements, ensuring success rate and enable flexibility in the production systems thereby facilitating standards and capabilities of the actions in the industry. On the contrary, this data addresses the evolving challenges created by the increasingly distributed nature and the complexity of modern manufacturing systems and global production networks (Helu, et al., 2017).
Despite the importance of this data and its management in manufacturing, the companies are facing difficulties and the in ability to have the metrics to measure the efficiency and the value that the data set is giving or can give to them (Miragliotta, et al., 2018). Also, this huge generation of data is quite difficult to handle with the traditional tools and algorithms. The author (Khan, et al., 2017) further takes these challenges by categorising them into different categories, namely, acquisition of automation data, data transformation, data integration and modelling, mishandling of IOT data, real-time access, security , privacy, data analytics and data presentation. This manufacturing data is also difficult to process using common data platforms such as computer aided design(CAD), manufacturing execution system(MES), or enterprise resource planning (ERP) and supply chain management(SCM) (Fahmideh & Beydoun, 2019). Also in accordance with decision making as pointed by (DalleMule, 2017)“cross-industry studies show that on average, less than half of an organization’s structured data is actively used in making decisions—and less than 1% of its unstructured data is analysed or used at all.”. This issue is critical because the inability to handle data pose severe consequences including delayed launch to market, exceeding budgets, incurring in rectification costs during operations, customer dissatisfaction, reduced market share, and the impossibility of accomplishing development projects.
1.2 Objective
At this instance it is essential to understand the current state of the research pertaining to data management in manufacturing and to identify areas where future and further re-search efforts should be focused to uplift the next generation infrastructure and technologies for manufacturing (O’Donovan, et al., 2015).
This thesis aims to deepen the knowledge and understanding of data management for decision making in production system development by conducting a literature review on the current literature. Furthermore, this thesis aims to derive prominent research themes, categorize current research efforts and identify challenges in data management in production development. The objective of this research is therefore “is to deepen the understanding of data management for decision making in production development by analysing the multidisciplinary literature”
1.3 Aim and Research questions
In order to accomplish the objective of the thesis, the following guiding questions is considered as an anchor to drive the objective of the thesis in a direction to acquire the research gap in data management in production system development. The purpose of the research questions is to know how data management was performed for decision making in production development in the finalised literature, and identify hindering factors to data management for decision making in production development thereby facilitating the objective of the thesis.
• “How data management has been used in the current literature, for supporting decision making in production development?”
• “what are the hindering factors for data management in production development?”
1.4 Thesis limitations and delimitations.
As per the objective of the thesis, literature on data management for improved decision making in production system development were researched. The thesis only consists of data management in the subject areas of engineering, computer science, business, management and accounting, decision sciences and multidisciplinary fields. Also, in these areas, the articles were only chosen based on production development in manufacturing. Other areas relating to manufacturing such as supply chain management, logistics, warehouse management etc were not considered.
On the other hand, while performing this study, some uncontrolled factors are considered as limitations. The first factor is the time constraint; which thereby had a possibility of performing the review only in Scopus database. The second factor is the lack of articles on data management exclusively in industry 4.0 context, thereby taking the liberty to include all articles that talk about data management through algorithms, comparisons between conventional and unconventional methods, etc.
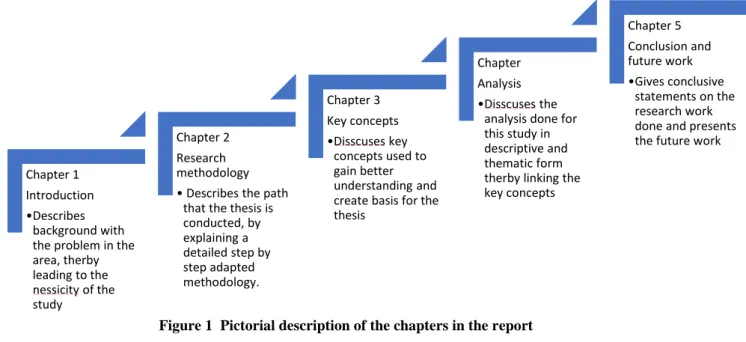
This report consists of 5 chapters as shown in fig 1.
Figure 1 Pictorial description of the chapters in the report
2
METHODOLOGYThis chapter talks about the procedure undergone to conduct a transparent and systematic review by synthesizing the current literature. This chapter includes research context, research design and threats to validation.
2.1 Literature review process
In order to conduct a replicable, unbiased and an evidence-based review of literature, a systematic literature needs to be chosen from traditional and conventional methods. According to (Mulrow, 1994), systematic review has the ability to identify key scientific contributions to the field, offers statistical procedure for synthesizing findings in order to obtain overall reliability.
This thesis conducted through a literature review. According to (Hart, 1998) , literature review is a collection of available documents on relevant topics which may be either published or unpublished. So, undertaking this review of the current literature is the only research action performed in this thesis. The strategy of the research should reflect the subject and objective of the thesis. The strategy can be accomplished through different research methods. The research method used to conduct this review is derived from an article (Tranfield, et al., 2003) , which talks about a methodology for developing evidence-informed management knowledge by means of a systematic review.
The method is basically a 3-stage process. These 3 stages explain the whole structure and plan for this performed thesis. Fig 2. Shows a pictorial representation of the stages of a systematic review.
Chapter 1 Introduction •Describes
background with the problem in the area, therby leading to the nessicity of the study Chapter 2 Research methodology • Describes the path
that the thesis is conducted, by explaining a detailed step by step adapted methodology. Chapter 3 Key concepts •Disscuses key concepts used to gain better understanding and create basis for the thesis
Chapter Analysis •Disscuses the
analysis done for this study in descriptive and thematic form therby linking the key concepts Chapter 5 Conclusion and future work •Gives conclusive statements on the research work done and presents the future work
Figure 2: Pictorial representation of the stages of a systematic review.
2.1.1 Stage 1 – Planning the review.
At the initial stages of the review, general knowledge and internet-based knowledge on data management for decision making is reviewed for an initial understanding of the topic. During this period, there was more space for exploration, discovery, development and idea generation activities.
Weekly meetings were conducted with the thesis supervisor at the university, to obtain good communication liberty, exchange ideas and gain feedback. This constant contact with the supervisor has generated various ideas in order to gain mind mapping techniques and strategies to handle the thesis.
Also, specific articles provided by the supervisor were reviewed to gain even better understanding. Finally, a conceptual model / approach to handle the review further was made and a time plan was created. Later, scoping studies is conducted since this is a management related area (Tranfield, et al., 2003). This is to assess the relevance and size of the literature.
2.1.2 Stage 2 – Conducting the review.
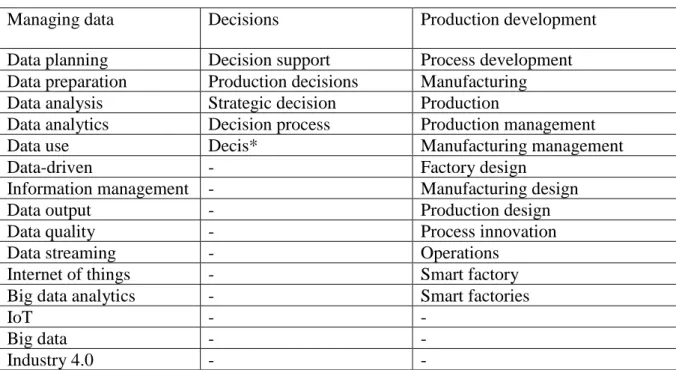
As a part of the scoping procedure, Firstly Scopus was considered as a database to perform the search for the literature. Scopus is a multidisciplinary literary digital database, which can be accessed at the Mälardalen university library. Further scientific and technical keywords were collected relating to data management, industry 4.0, decision making, and production system development as listed below in Table 1.
Table 1: Keywords and its combination used in the study
Main keywords (+, And) (+, And)
Managing data Decisions Production development Data planning Decision support Process development Data preparation Production decisions Manufacturing Data analysis Strategic decision Production
Data analytics Decision process Production management
Data use Decis* Manufacturing management
Data-driven - Factory design
Information management - Manufacturing design
Data output - Production design
Data quality - Process innovation
Data streaming - Operations
Internet of things - Smart factory
Big data analytics - Smart factories
IoT - -
Big data - -
Industry 4.0 - -
Likewise using these keywords, a string was produced to produce a literature search in Scopus database called as a keyword string, as shown in Fig 3. This keyword string is basically a combination of keywords with logical operations like ‘OR’ and ‘AND’. This keyword string scans the similar words in the titles, abstracts and keywords of the literature available in the database.
Figure 3: Key string used in this literature review.
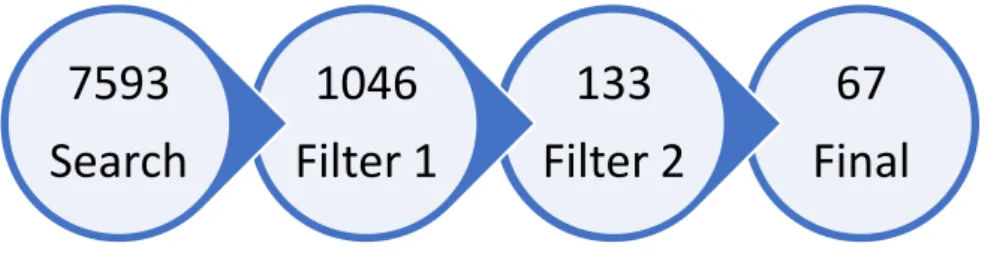
After a search was made on the Scopus using the key string,7593 document results were generated
This consists documents of all type, with different categories, such as subject area, country, source type, language, affiliation, several years, etc. This cross-disciplinary literature needs to be further refined to have a better control , thereby emphasizing on the objective and purpose of the thesis.
Furthermore, an inclusion criteria was prepared together with the research team (supervisor), and the articles, which only meet all the inclusion criteria specified during the review protocol is included and the other which manifest the exclusion criteria are not included. (Tranfield, et al., 2003). The following refinements/inclusion criteria were utilized to obtain the desired literature.
• The literature was considered only from the year 2005 to 2019 to have a better control of the current trend on the research
• In order to stay in context to the purpose of the thesis, the subject areas considered were Business management and accounting, Computer sciences, Engineering, Decisional sciences, and Multidisciplinary.
• Papers should address data, decision making and production development
• Only journal articles are considered out of the different document types present in the literature.
• Articles only in English language were considered.
• Articles published by the authors of different countries were included.
After the above filters/inclusion criteria is applied to the literature, the document results were reduced to 1046 articles. Table 2 shows the number of articles divided into the following subject areas.
Table 2: Number of articles to the corresponding subject areas included in the literature review.
Subject area Number of articles
Business management and accounting 255
Computer sciences 574
Engineering 661
Decisional sciences 162
Multidisciplinary 15
Further, these 1046 articles were handled using Mendeley, a reference managing software. The articles were exported from Scopus to Mendeley with the titles, author name, year of publication, journal name, volume, issue number and abstracts.
Further, these 1046 articles were segregated into 5 categories, by reading the abstract and conclusion. The five categories are,
• The article talks about data management, decision making and production system development, thereby driving the purpose of the thesis.
• The article only talks about decision making through data management but does not include the production system development aspect.
• The article only talks about data management, relating to data acquisition.
• The article does not have focus on data management and uses other factors to make decision making in production development
• The article does not drive the purpose of the thesis but has the aspects of data management, decision making and production development.
Further after the refinement of the articles in these five categories, there were two book reviews and unidentified article, which was encrypted, was found and not considered.
After the 1046 articles were categorised into these 5 categories, the first category of literature which satisfied all the criteria were taken into consideration and further reviewed. Due to lack of time the second review was not given to the rest of the categories.
Figure 4: The systematic mapping process.
The first category consisted of 133 articles which satisfied all the inclusion criteria. Finally, the second review is conducted to the articles on the first category, where the whole articles were read, some articles were removed because of the following reasons. Finally the finalised literature contained 67 articles.
• Some articles did not match the criteria, when the full paper was read and did not appear as the abstract conveyed.
• Some articles portrayed very much in general but did not address the required intentions; for example, an article which talked about the data management strategy only talked about its importance but not the use and applicability in decision making. • Some articles talked very specifically about the data strategy used, which only has
mathematical models and explanations to it and did not mention the applicability and how data was collected and used.
• Some magazines were found.
2.1.3 Stage 3 - Reporting and Dissemination
According to (Tranfield, et al., 2003), a systematic review should be able to report a descriptive analysis and a thematic analysis, thereby mapping the themes.
According to the context and area of thesis, the descriptive analysis of this research should be done in four dimensions, they are type of research, contribution, analytic and area of the article in manufacturing. Every article is studied in the following dimension, and was tagged and included in that dimension, which suits the best.
Table 3: Type of research
Validation Research that investigates, novel and unique techniques but have not yet been implemented in real-world environments.
Evaluation Research that includes a significant implementation of a given technique along with a complete evaluation
Philosophical Research that provides a conceptual way of looking at a problem or field.
Solution Research that includes an illustration or example of a solution to a problem
67
Final
133
Filter 2
1046
Filter 1
7593
Search
Table 4: Focus area in manufacturing
Product design
Research using on the design of product for manufacturing activities. Process and
planning
Research focusing on all aspects of process and planning, with a core emphasis on the reduction of waste and the increase of output yielded. Scheduling Research focusing on the scheduling, management and optimisation of
activities and processes in manufacturing environments. Virtual
manufacturing
Research focusing on the realisation of virtual factories and processes. Energy Research focusing on the power consumption
Other Research focusing on general and more than one area.
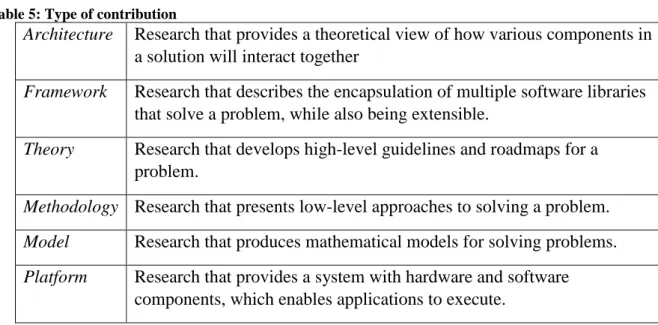
Table 5: Type of contribution
Architecture Research that provides a theoretical view of how various components in a solution will interact together
Framework Research that describes the encapsulation of multiple software libraries that solve a problem, while also being extensible.
Theory Research that develops high-level guidelines and roadmaps for a problem.
Methodology Research that presents low-level approaches to solving a problem. Model Research that produces mathematical models for solving problems. Platform Research that provides a system with hardware and software
components, which enables applications to execute.
Finally, after the descriptive analysis, the articles now underwent a thematic analysis. In context with the thesis, the articles were thematically analysed in 3 major areas. Challenges on these areas were also thematically analysed to gain the understanding on hindering factors. They are,
• Data preparation • Data analysis
• Data use in decisional making
2.2 Threats to validity
There is a greater possibility for threats to the validity of this study. The threats may creep in in many ways especially in a literature review. Firstly, the search criteria used in this study to acquire papers in relation to the topic and the guiding research question that needed to be answered might have an inherent risk that to resist the discovery of the paper that did not meet the search criteria. Secondly, the digital database used in this literature review is only Scopus, which also might resist the possibility of the discovery of the paper relating to this study. Thirdly the inclusion criteria utilised in this study may lead to restriction of papers that discuss the idea of this thesis but were omitted due to different terminology used. Finally, during the
classification process of the literature from Scopus in order to obtain the final desired literature, there might be a threat of individual bias and human error.
3
KEY CONCEPTSIn this chapter key concepts of industry 4.0, internet of things, big data, and artificial things are discussed. The concepts are also applied in practical examples, in order to have a broader perspective and a deeper understanding.
3.1 Industry 4.0
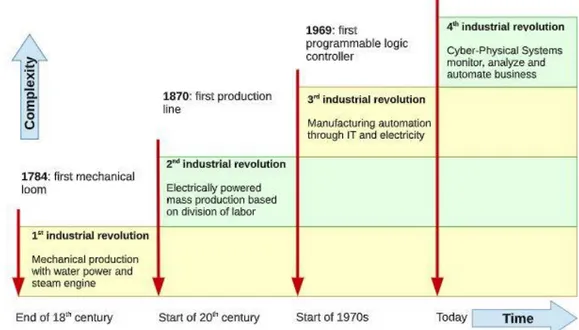
The manufacturing industries are in greater need of Intelligentization and digitization of manufacturing procedures as the trend changes form mass production to customized production. The production goals of the company is now acting more autonomously and are capable of efficiently controlling their own operations according to the needs , requirements and the changes in the environment and strategic goals. (Erol, et al., 2016). The previous industrial revolutions have provided mechanisation, electricity and information technology to human manufacturing, but the need to drive the development of industrial technologies, such as internet of things(IoT), cyber physical systems(CPS), for shortening the developing time of the product, efficient usage of resources, reducing the labour force and so on have led to a new industrial revolution (Qin, et al., 2016).
Also,the advancements in the manufacturing technologies, flexibility and transparency in the process steps, the need for satisfying dynamic customer needs and especially the need for the conversion of regular machines to self-aware and self-learning machines to improve the overall performance of the factory in entire value stream along the life cycle of the product has lead to the new era and the next revolution of industries, which is referred as “Industry 4.0” (Vaidya, et al., 2018).
Figure 5: Industrial Revolutions adapted from (Preuveneers & Ilie-Zudor, 2017)
Intelligent manufacturing requires certain underpinning technologies to enable machines or devices to vary their behaviour in response to various requirements and situations based on
previous learning capabilities and experiences (Zhong, et al., 2017). For these technologies to evolve, adopt new models, new forms and new methodologies, they require an environment of platforms, which is provided by industry 4.0. Hermann et al. defined Industry 4.0 as “a collective term for technologies and concepts of value chain organization. Within the modular structured smart factories of Industry 4.0, Cyber Physical Systems (CPS) monitor physical processes, create a virtual copy of the physical world and make decentralized decisions. Over the Internet of Things (IoT), CPS communicate and cooperate with each other and humans in real time. Via the Internet of Service (IoS), both internal and cross organizational services are offered and utilized by participants of the value chain” (Hermann, et al., 2016).
The paradigm of Industry 4.0 is essentially categorised by the integration along three dimensions, (1) The horizontal integration across the entire value creation network which refers to the integration of multiple smart factories, occurring in both the smart factory and across different smart factories , through a value network., (2) the vertical integration together networked with manufacturing systems, (3) the end to end digital integration of engineering across the product life-cycles value chain. (Liu & Xu, 2017; Vaidya, et al., 2018; Qin, et al., 2016). The complete digital integration and automation in the manufacturing processes in the horizontal and vertical dimension implies as an automation of cooperation and communication especially along standardized processes and enables the end to end integration across the entire value chain (Liu & Xu, 2017; Vaidya, et al., 2018) .
Figure 6: Principle of industry 4.0 adapted from (Liu & Xu, 2017)
The main design principles of Industry 4.0 are interoperability and consciousness, which include sub concepts of responsibility, communication, customizability, flexibility, real time
digitization, and standardization for interoperability principle and the self-configuration, decision making, self-optimization, intelligent presentation, self-aware, and predictive maintenance for consciousness principle (Qin, et al., 2016) .
In order to attain the design principles, a mechanism is required to establish and enhance them. This is provided by cyber physical systems (CPS). Cyber physical systems involves a huge number of trans-disciplinary methodologies such as cybernetics theory, mechanical engineering and mechatronics, design and process science, manufacturing systems and computer science, through which software and physical objects are closely intertwined, enabling different components to interact with each other to exchange information with each other (Zhong, et al., 2017). This basically infers to the physical object in the virtual world, represented as the digital shadow of production, through the massive requirement consideration of real time oriented optimization of actual production system, by the continuous interchanging of data is carried out with the help of cloud systems in real time. (Vaidya, et al., 2018).In the context of manufacturing, the cloud is an IT based networked manufacturing paradigm, that provides, on-demand manufacturing services via networks (e.g., the internet) and cloud manufacturing service platforms (e.g., ERP, PDM, CAPP), according to the manufacturing requirements ranging from product design, manufacturing type, testing, management and all other stages of product life cycle, submitted by customers. (Demchenko, et al., 2013; Vaidya, et al., 2018) . In general, a cloud model is composed of three delivery models “ software as a service,” “platform as a service,” and “infrastructure as a service” and four deployment models community, public, hybrid, and private, thereby fulfilling the characteristics of resource pooling, rapid elasticity , measured service, on-demand self-service, and broad network access (Zhong, et al., 2017). The core ideal concept of the cloud manufacturing is closely linked to its operational mode and has a multilayer architecture, including resource layer, virtual resource layer, application layer, service layer, and interface layer ,which is implemented through different technologies according to the layer such as, IoT, virtualization and service technologies (Demchenko, et al., 2013). These service implementation technologies come under the cyber physical system platform, which is generally referred to as Internet of services(IoS) and Internet of manufacturing services(IoMs) (Vaidya, et al., 2018), where software and embedded intelligence are integrated in industrial systems and products, and thereafter are carried on by the predictive technologies further to intertwine intelligent algorithms and lead to the transformation of manufacturing services, such as predicting product performance degradation, optimizing product service needs and provide management autonomously. (Demchenko, et al., 2013).
Finally , for these visions and real applications to practically take place, some researchers have considered creating a structure for implementing an industry 4.0 environment through the guiding attributes of cyber physical system ,in the form of an architecture called the “5C” architecture (Vaidya, et al., 2018; Lee, et al., 2016). (Qin, et al., 2016) takes a step further by explaining the architecture as stated below.
▪ Connection level, is accomplished by the wireless communication and sensor network, thereby focusing on the hardware development. The next four levels pay attention to the software implementation and controlling system.
▪ Conversion Level, the raw data is transformed into useful information and reusable knowledge by using data analytics, such as big data .
▪ Cyber Level controls the entire network via the cloud computing and other IT based platforms.
▪ Cognition level engages the artificial intelligence, which is considered as the future attributes of manufacturing and considered as the lower and the first step for self-aware predictive analysis.
▪ Configuration level is the upper and the last level and engages the artificial intelligence to self-configure intelligent production.
This 5C architecture thus uses cloud computing to communicate with the “machine with machine” or “human with machine (Vaidya, et al., 2018), thereby merging and summarizing the industry 4.0 characteristics and concepts of future manufacturing.
A typical example of the cyber physical system is a smart vehicle. The raw data of a smart vehicle includes, driving route, driver’s operation, and destination, which is collected by a different types of sensors, during the vehicle operation, which then is uploaded to the local database, where the data is structured and useful information such as route prediction and driving skill analysis is extracted and finally with some data mining methods the route prediction and health status of the driver are displayed on the visual aiding devices (Qin, et al., 2016; Erol, et al., 2016).
3.2 Internet of things (IoT)
The Internet has made possible for industries to access information available to employee anywhere with a mouse click or a screen tap thereby eliminating distance throughout the globe allowing billions of users to exchange information like never before. Thus, considering internet as the biggest technological disruption of all time and has enabled entirely new forms of activities, social interaction, and organization (Thangaiah, et al., 2018).
Internet-of-things is the central pillar of industry 4.0, as an key enabling factor and defines the universe as the digital threads by enabling connectivity to physical objects (Lee, et al., 2016; Mostafa & Hamdy, 2019). The definition of internet of things changes day after day due to the rapid advancements of the enabling technologies of IoT.
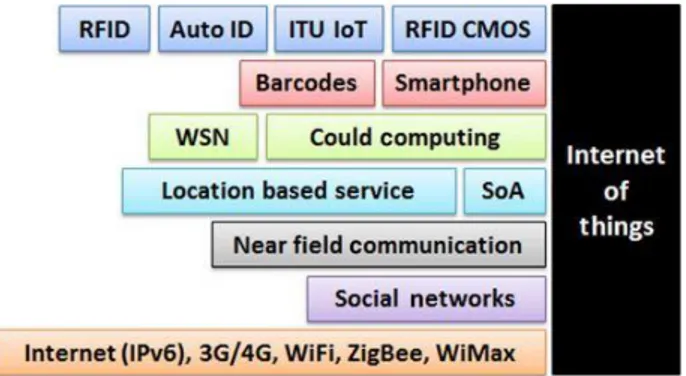
(Kranenburg, 2007) provides a commonly accepted definition as a dynamic global network infrastructure with self-configuring capabilities based on interoperable and standard communication protocols where physical and virtual ‘Things’ have physical attributes, identities, and virtual personalities and use intelligent interfaces, and are seamlessly integrated into the information network. IoT is considered as a world-wide network infrastructure composed of numerous devices that are connected and rely on networking, sensory, communication and information technologies (Li Da Xu, et al., 2014). The key foundation technologies for IOT are radio frequency identification (RFID),which enables identification information exchange to the reader through wireless communication by which people can identify, monitor and track objects attached with RFDI microchip tags automatically, and wireless sensor networks(WSNs), which mainly use interconnected intelligent sensors, thus attracting attention from both industrial and academic areas (Zhang, et al., 2016). The advances in these key technologies have made a significant contribution to the development of IoT, although there are many other technologies and connectivity enabled devices such as barcodes, social networks, smart phones, and cloud computing, thereby forming a network supporting IoT (Li Da Xu, et al., 2014). As so many organizations are involved in the development and proper evaluation of IoT standards, a strong coordination between different standardization organizations is necessary to coordinate and govern the relationships between national/regional standards organizations and international standards organizations and many government
funded initiatives are created to establish widely accepted standards, so that users and developers can implement IoT applications and services that would be used and deployed on a large scale, while saving the development and maintenance cost in the long run. thereby accelerating the wide spread of IoT technology and innovations (Preuveneers & Ilie-Zudor, 2017; Li Da Xu, et al., 2014). Fig 6 shows different technologies supporting IoT.
Figure 7: Different technologies supporting IoT adapted from (Li Da Xu, et al., 2014)
Within the context of manufacturing, the IoT technology has gained huge interest due to its excellent advantages for connecting different resources through wired or wireless-communication standards for example., (1) An IoT-based intelligent perception and access of manufacturing resources were introduced through cloud manufacturing environment, (2) an IoT and cloud based infrastructure to investigate the problem of dynamic production logistics synchronization (PLS) for a manufacturer was proposed ,where Contemporary cloud manufacturing (CM) and IoT infrastructures are integrated systematically to enable a smart PLS control mechanism with multi-level dynamic adaptability, considering that existing emission reduction evaluation systems and technologies are almost isolated from enterprise information systems, (3) A conventional assembly modelling system was introduced to integrate modularized architecture and object-oriented templates to build a reliable and robust decision making models for aircraft engines (Zhong, et al., 2017; Zhang, et al., 2016). Also, IoT has been gaining much attraction and interest in industries such as health service, mining industry, forest, supply chain management, and retailing (Li Da Xu, et al., 2014; Mostafa & Hamdy, 2019).
Although despite the huge interest, the adoption , implementation and development of IoT is a critical and essential element of manufacturing .Though manufacturing companies have been computerized automation and implementing sensors for a long time, Programmable Logic Controllers (PLC), the sensors, PC-based controllers and management systems are largely disconnected from IT and operational systems because these systems are organized in hierarchical fashion within individual data silos and often lack connections to internal systems, including other reasons like security and privacy issues (Thangaiah, et al., 2018). So, accomplishing an IoT technology in a factory requires a different approach in developing an architecture.
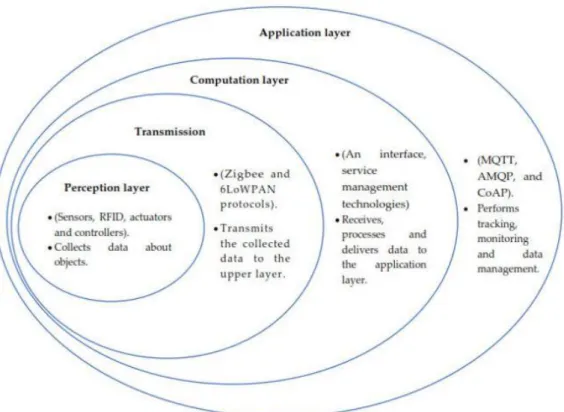
(Mostafa & Hamdy, 2019)and (Wei, 2018) both propose a similar and a typical architecture of an IoT application which is composed for four basic layers.
Figure 8: IoT architecture adapted from (Mostafa & Hamdy, 2019)
The components and functions of each layer are explained by (Mostafa & Hamdy, 2019)and (Wei, 2018) as follows
▪ The perception layer, also known as the sensors layer or the sensing layer, has a main function to track, identify and collect data from objects by using many technologies such as RFID tags, that are used to identify and track objects, actuators and wireless sensor networks (WSNs), that are used for monitoring and tracking the status of objects, then transmitting the collected data to the transmission layer, thereby significantly improve the capability of IoT sensing environment.
▪ The transmission layer acts as a link to connect all things together and allow things to share the information with other connected things; it provides data routing transmission through the network into the cloud. Many protocols are used in this layer such as low-power wireless personal area networks (LoWPAN), which provide great connectivity with low energy consumption and Zigbee , self-organization, which is a wireless network technology that has the advantages of low energy consumption, low cost, low complexity, reliability and security, Wi-Fi, and 3G also can be utilized.
▪ The computation layer provides secure and efficient services to the transmission layer and the application layer. An interface technology is used in this layer to ensure efficiency and security of the exchanged data. Service management is also use, it is responsible for services like exchanging, collection and the storage of data.
▪ The application layer provides APIs and protocols to support required services, applications, and user needs, with the help of the computational layer thereby also processing all service-oriented issues, including information storage, exchange and data management, search engines, and communication
3.3 Big Data
Data can be defined as the sign, symbol or a raw fact (Miragliotta, et al., 2018). This data if handled is produced from different sources in the factory, for example sensor data, radio frequency indication (RFDI) data, Internet of things (IOT) data, machine data, computer integrated software’s (ERP, PDM, MES, etc) (Thangaiah, et al., 2018; Ou-Yang & Chang, 2006; Anon., n.d.). However due to the fourth industrial revolution and the establishment of modern and smart factories, the whole manufacturing and production systems become data rich environments and the data continues to increase in exponential manner each day (O’Donovan, et al., 2015). These data contain may contain key performance indicators, customers comments on social media, product configuration, failure incidences, product functions, data from autonomous robots and collaborative robots, design data, time studies, simulation results etc (Fahmideh & Beydoun, 2019; Santos, et al., 2011; Choi, et al., 2010). This large amount of data needs to be collected, stored, analysed and used systematically to extract useful information to reveal pattern, trends associations, relations, reusable knowledge etc, for the development of a particular area in the factory (Babiceanu & Seker, 2016). This field of providing the way to manage such enormously large amounts of data is called big data. (Lamba & Singh, 2017) talks about the three major attributes of big data. This viewpoint of the 3Vs of big data in manufacturing domain is the most common and most used model to facilitate and address major challenges (Lamba & Singh, 2017). The 3Vs are the data volume, data variety and data velocity as shown in figure 9. During the process of undergoing the life cycle of big data, at each stage of the data processing and transformation, the data content changes, thus motivating features like data linkage and data veracity (Demchenko, et al., 2013). According to the literature, the big data is not only discusses the volume of increased collected data a appears to, but also includes the advancement of data peculiarities, which are data variety, data velocity, data vision, data volatility, data verification, data variability, data veracity and data value (Lee, et al., 2017; Babiceanu & Seker, 2016)
Figure 9: The 3Vs of Big data adapted from (Tien, 2013)
As mentioned before, big data is not only a collection of dataset or just a database, although they comprise of different core technologies, devices and components for large data processing and data analytics. This complex interrelated paradigm is referred as big data eco system. (Demchenko, et al., 2013). In this eco system there are four major components of big data
processing, which are acquisition(data capture), access(data indexing, storage, sharing and archiving), analytics(data analysis and manipulation) and application(data publication) (Tien, 2013).
Figure 10: Big data components (Tien, 2013)
The recent advancements in global manufacturing operations, are wanting more strict requirements than ever before in bigdata ecosystem, such as standardization of manufacturing processes, product diversity, low inventory , uncertain demand, data privacy and security aspects, which thereby lead to the drastic development in sensor and communication technologies (Babiceanu & Seker, 2016). So in order to design a high level data analytics enabled solution architecture, the personal or the system architect responsible should meticulously specify goals of multiple stake holders, make a appropriate balance among operationalisation of goals in adapting different available platforms and analyse potential risks (Fahmideh & Beydoun, 2019). These restrictions and requirements have led to the categorization of features to be represented in bigdata architecture. They are
• Transformation of all events, processes and products into digitalized form; (Demchenko, et al., 2013)
• automation of all data production, consumption and management procedures; (Demchenko, et al., 2013)
• opportunity and possibility to re-use and repurpose the initial data sets for primary and secondary data analysis; (Demchenko, et al., 2013)
• Global data availability and access over the network for improvement procedures and better communication; (Demchenko, et al., 2013)
• Existence of infrastructure devices and management tools that are necessary to allow fast infrastructures and services; (Demchenko, et al., 2013)
• Advanced security and access-controlled technologies that make sure of secure operation of the complex research (Demchenko, et al., 2013).
In order to satisfy all the above-mentioned features, a general architecture has to be made available to adapt in a manufacturing domain.
(Woo, et al., 2018) talks about developing big data analytics platform for manufacturing systems, the authors have made sure to incorporate the capabilities of virtualization of manufacturing objects, processing of real and various manufacturing for pedalling between physical and virtual objects and finally use a predictive analysis for data driven decision making (Woo, et al., 2018). The proposed general architecture (Fig 11) has 3 major sections,
which is a physical shop floor, the big data analytical platform which sub consists of a virtual shop floor, data warehouse and data analytics centre, and finally a manufacturing applications.
Figure 11: General big data architecture in manufacturing adapted from (Woo, et al., 2018).
Firstly, the physical shop floor is the real production area in the factory, where the manufacturing data is created and a manufacturing technology agent, i.e., software which acts as a bridge between the machine and the big data platform (Demchenko, et al., 2013). Now after the data is been gathered, they are sent to the data warehouse, where the unstructured data models and datasets are be managed, stored and processed into structured data. This is now further sent into the main data analytics model pool, where data is further analysed using 4 kinds of analytics which broadly are, correlational analysis, pattern recognition, evidence-driven and analytics accreditation (Tien, 2013). The analysis majorly undergoes two steps, firstly the data is made clear from data uncertainties using machine learning techniques thereby creating a model and secondly the obtained data models are then managed by agent mangers to create a data-driven models (Woo, et al., 2018). These are data driven models can be further accessed by different manufacturing applications i.e.,, software’s such as manufacturing execution system, Enterprise resource planning, Product Lifecycle Management, Computer-aided process planning, Yard Management System etc, according to the dataset and their purpose (Tien, 2013).
3.4 Artificial intelligence
There has been a tremendous interest to develop the tools and methods to solve the problems relating to manufacturing. Essentially operation research has been the domain of solving manufacturing problems. However, with the increasing emphasis on the manufacturing in the economic growth, there has been a tremendous shift towards developing the tools and methods to solve the issues relating to manufacturing and one such tool is Artificial Intelligence (AI) Artificial intelligence (AI) (Chaudhry, et al., 2004).
According to (Lee, et al., 2018, p. 21) “Artificial Intelligence (AI) is a cognitive science with rich research activities in the areas of image processing, natural language processing, robotics, machine learning etc”. Artificial Intelligence represents an extremely broad technology where, the scope for this Technology Assessment embraces machine, vision, robotics, interface, problem solving and inference, knowledge representation, learning, language, cognitive modelling, speech recognition, and tactile sensing (Cook, 1985).
Industrial Artificial Intelligence is a systematic discipline, which focuses on developing, evaluating and implementing various algorithms for industrial applications with consistent performance and acts as a methodology to provide solutions for industrial applications, where the key elements include big data technology, cyber technology, evidence and knowhow domain (Lee, et al., 2018). The field of artificial intelligence has deployed several tools to address several essential problems in manufacturing. (Chaudhry, et al., 2004) mentions major artificial intelligence tools as follows,
▪ KNOWLEDGE-BASED SYSTEMS ▪ FUZZY LOGIC
▪ NEURAL NETWORKS ▪ GENETIC ALGORITHMS
Each of these tools will further be discussed by an practical example related to manufacturing industry.
3.4.1 Fuzzy logic
Fuzzy logic or fuzzy models were introduced in 1965, where decisions are based on imprecise and non-numerical information, and generally represents mathematical models of vague and imprecise information (Chaudhry, et al., 2004; Lee, et al., 2014). According to (Zadeh, L.A, et al., 2014, p. 24) a fuzzy set is defined as “ In a universe of discourse U, a fuzzy subset A is characterised by a membership function F where each member of x∊ U is associated with a number of F in the internal [0,1], denoting the membership of x in A”. A fuzzy number is a special fuzzy set whose type is identified and defined by the typical geometric shape of its membership function, which can of trapezoidal type for trapezoidal fuzzy numbers (Secundo, G, et al., 2017) .For example, the choice of a specific data mining algorithm for processing machine or sensor data, which has a very high positive impact on the overall performance of the system is obtained from the previous statistical data of similar architecture design in a different system or systems architecture experience or expert judgment ,by the fuzzy members in the fuzzy set by quantitatively analysing and provides solution to the final architecture , thereby solving the problem for the manufacturing system (Fahmideh & Beydoun, 2019). (Lee, et al., 2014) have implemented an intelligent data managed resource allocation system (RAS) in a Hong Kong-based garment manufacturing. The system incorporates fuzzy logic for data analysis for intelligent decision making and Radio Frequency Identification (RFID) technology for monitoring, the system is composed of a (1) A data analysis module , which is responsible for resource allocation determination based on input parameters from various sources in the database management system and then are extracted for analysis by fuzzy logic , to generate resource allocation parameters, (2) the verification module , then evaluates the resource usage of every signal existing workstation with the aid of RFID technology.
In the proposed system, at the data analysis module, all the data is manually input into the system or retrieved from other informational systems like enterprise resource planning (ERP), warehouse management system (WMS) and product data management system (PDM) ,which are ideally consolidated in a centralised database (DBMS), and then converted into fuzzy sets by fuzzification inside the fuzzy system through fuzzy logics, and finally sent to the output fuzzy sets , which are defuzzied to produce decision parameters (Lee, et al., 2014), thereby providing a better capability to address practical manufacturing problems which unavoidably involve imprecise and noisy parameters.
Other practical observation where fuzzy logics in manufacturing are used are, process scheduling in manufacturing and controlling the height of the arc in a welding process (Chaudhry, et al., 2004).
3.4.2 Neural networks
One of the tool of artificial intelligence trying to have the capability of , using several senses in parallel and in real time as a human, through computer imitation ,by processing data as a human brain is a neural networks (Chaudhry, et al., 2004). The idea of a neural network is to produce a model simulating the behaviour of a human brain (Accorsi, et al., 2017). A neural network is typically a family of learning algorithms that can estimate, predict or recognise a pattern by mimicking the information transfer or can depend on a large number of inputs (Alsina, et al., 2017; Ma, et al., 2015). A neural network is thus like a processor presented by the interconnection of elementary computational units called neurons, also called perceptron, with two primary basic attributes (1) the knowledge, which can be attained through a process of learning and (2) the weights, where the network knowledge is stored (Alsina, et al., 2017; Accorsi, et al., 2017). The goal of training a general neural network is to define an appropriate set of weights to be allotted to the network neurons (Accorsi, et al., 2017). Although neurons in isolation are able of performing computations that are simple, in order to solve difficult, non-linear classification and regression problems, they need to operate as a collectively (Alsina, et al., 2017).
A typical neural network architecture in general consists of three layers as shown in fig 12, which are as follows (Ma, et al., 2015; Accorsi, et al., 2017; Chaudhry, et al., 2004)
▪ The input layer, which represents instance attributes, that are related to the attributes of target variables.
▪ The hidden layer, which represent a partial result of the application of the knowledge which is stored at the input layer.
▪ The output layer, which represents a predicted class, that related to the target variables. Overall a neural network consists of an input-output network that receive a combination of signals, which is retrieve by the output layer through the hidden layer(weighted connections) and depends on the type of elements, the network architecture and the values of input parameters associated with connections and elementary units, which are learned during training (Accorsi, et al., 2017).
Figure 12: schematic of a neural network architecture adapted from (Ma, et al., 2015)
Other practical applications in manufacturing , where neural networks are used are Facilities layout , Simulation , Machine failure diagnostics , Process planning , Product design and planning, Shop scheduling, Resource allocation, Quality control etc. (Chaudhry, et al., 2004)
3.4.3 Genetic algorithms
In 1975 , John Holland a professor at the Michigan university together with his colleagues and students have developed the concept of genetic algorithms, (Saleh & Hussain, 2013). Genetic algorithms is a random search technique relating to the type of the stochastic search algorithms belonging to the category of Evolutionary Algorithm (EAs), not requiring detailed knowledge about a problem that are based on the mechanics of natural genetics and natural selection (Ławrynowicz, 2011; Saleh & Hussain, 2013; Yeh, JY, et al., 2007; Chaudhry, et al., 2004; Slak, et al., 2011). Evolutionary Algorithm (EAs) are a class of heuristic search techniques inspired by the concept of “survival-of-the-fittest” given by Darwinian evolution principles, where the Darwinian metaphor is transformed in a stochastic search algorithm in which genetic mutation crossover, and selection processes are emulated with specific mathematical operators ,as they work iteratively on a population of candidate solutions of the given problem (Ławrynowicz, 2011).
They are GA's are designed to stimulate processes in natural system necessary for evolution, that represents an intelligent exploitation of a random search and are efficient search procedures that can identify optimal or near solutions from solution populations within a defined search space to solve a given problem (Saleh & Hussain, 2013; Chaudhry, et al., 2004). In each iteration at a genetic algorithm, each potential solution set on a fixed size of the population , in a problem is referred to as chromosome , which is generally represented as a simple search string, although a lot of different data structures are used (Ławrynowicz, 2011) (Chaudhry, et al., 2004) (Saleh & Hussain, 2013).
Further, the evaluation process in a generic algorithm is carried out 3 three steps which are as follows (Chaudhry, et al., 2004) (Saleh & Hussain, 2013),
▪ Reproduction, where the mechanism of ‘survival-of -the-fittest’ is used on the chromosomes, to produce a next generation, according to the problem specifics, ▪ Crossover, step then simulates the crossover phenomena, where two chromosomes
mate by splitting into randomly selected subsections and then re-joining to form a new chromosome, thereby allowing the introduction of new chromosomes into the population of potential solutions
▪ Mutation, step finally simulates the natural phenomena of gene mutation during reproduction, thereby allowing the introduction of new solution elements by permitting the occasional random alteration of a single element of the chromosome encoding. Fig 13 Represents the general course of the application of the genetic algorithm
Figure 13: General course application of genetic algorithm , adapted from (Slak, et al., 2011)
According to (Goldberg & Richardson, 1987) a genetic algorithm is typically classified by the following aspects,
▪ Genetic Algorithms work with a set of potential solutions (population) instead improving a single solution
▪ Genetic Algorithms does not apply deterministic rule but applies probabilistic transition rules.
▪ Genetic Algorithms do not use information or any of the other auxiliary knowledge obtained directly from the object function, of its derivatives.
▪ Genetic Algorithms does not work with the base in the code of the variables of themselves but with the variables group (artificial genetic strings).
Other practical applications in manufacturing , where genetic algorithms are used are Factory layouts, Design of machine controllers, Scheduling and sequencing of manufacturing shops, group technology, location, transportation and many other (Chaudhry, et al., 2004; Saleh & Hussain, 2013)
A knowledge based system (KBS) or an expert system (ES) is a branch of artificial intelligence invented by Artificial intelligence (AI) society in the 1960s (Kumar, 2018.). A knowledge-based system are computer programs that contains the knowledge and analytical
skills which emulates expert problem solving skills in a specific problem relating to that domain (Chaudhry, et al., 2004; Metaxiotis, et al., 2002; Tripathi, 2011). According to (Welbank, 1983) an expert system is a program which uses complex inferential reasoning to perform tasks , which a human expert could do and has a wide base of knowledge in a restricted domain. Expert system’s fundamental principle based on expertise a reservoir of a specific problem and contains a knowledge base which is received in the form of expert knowledge coded into facts, “IF-THEN” rules, heuristics, and procedure having accumulated experience and a set of rules for applying the knowledge base to each particular situation and also can be enhanced with additions to the knowledge base by future additions (Kumar, 2018.; Tripathi, 2011). Expert system is an efficient tool which permits simplified transfer of knowledge with minimum cost maintaining manufacturing competitiveness and used for training and disseminating knowledge in an organisation (Kumar, 2018.).
An expert system is generally comprised of two main elements, (1) The knowledge base, which is a reservoir of knowledge for formulating, understanding, and for problem solving, in the form of factual and heuristic knowledge (Tripathi, 2011) (2) The inference mechanism, manipulates the problem to produce solution by the use of methods like, the retrieval and adaptation of case examples (in a case-based expert system), the inheritance and constraints (in frame-based or object-oriented expert system) and the application of inference rules (in a rule-based expert system). (Chaudhry, et al., 2004) . Fig 16 shows a typical illustration of a knowledge based expert system.
Figure 14: A typical illustration of a knowledge based-system, adapted from (Kumar, 2018.)
The main characteristics of an expert system is given by (Tripathi, 2011) as follows, ▪ Expert system provides the extreme high-quality performance which has the
capability of solving difficult programs in a domain as good as or sometimes better than human experts.
▪ Expert systems apply heuristics (constraints) to guide the reasoning thereby reducing the search area for a solution.
▪ Expert System possesses vast and different quantities of domain specific knowledge to the minute details.
▪ A unique feature of an expert system is its capability to reason and explain. It enables Other practical applications in manufacturing, where knowledge-based systems or expert’s systems are used are integrated system development, advance forming, advance welding, machine tool development, advance micromachining, tool-based micromachining, micro fabrication, process improvement, etc.
4
ANALYSIS AND DISSCUSIONIn this chapter, the final analysis, which is descriptive and thematic are presented and discussed, thereby showing the combination of research done on literature and the key concepts. Also, the finalised literature is provided in the appendix section.
4.1 Descriptive analysis
In order to have a deeper understanding, it is crucial to analyse different dimensions in the finalised literature. This descriptive analysis identifies the trending topics and provides a common ground on how authors in the finalised literature tried to attempt data management in general.
Chart1, shows the research efforts that have been made in the area of manufacturing. As it is evident from the findings, process and planning, is the most prominent area in manufacturing for research pertaining to data management in manufacturing with over 39% of articles in the finalised literature. This also shows that the maturity level of the process and planning area in manufacturing is more and researchers are trying to contribute more on this area. It is also noticed that there are constant amounts of share between the research types of platforms, theory, architecture, framework, model and methodologies in process and planning area. Also, virtual manufacturing is a trending area and research especially in the context of industry4.0 in data management is on the rise.
Chart 1: Focus area in manufacturing
0 5 10 15 20 25 30
energy other product design
virtual manufacturing
scheduling process and planning
Also, the type of research is analysed, to understand the maturity of research done in data management. This is important to understand that the philosophical type of research focuses only on the theory, which has no application or implementation. Chart2, shows the type of research implemented in the finalised literature. Although there are a greater number of articles which provide solution and evaluated results, which comprises of 33% and 32% of share in the finalised literature, the philosophical literature also comprises more articles. This shows that there is a chronological lag in solution and evaluation of the philosophical articles.
Chart 2: Type of research
Chart3, shows the type of contribution in the finalised literature. This type of analysis is essential in identifying the maturity level of the area by classifying the type of output from the research. As data management is relatively new in production development, we can see that theory-based contributions are the highest with over 24% of the articles, and there is a lot of scope on developing these theories, thereby emphasising on the future research efforts on them. The framework, architecture, model, and platform are the most prominently used type of contribution or research output and together constitute of 56% of the articles in the finalised literature. This also strengths the fact that there is good share of solution or an evaluation-based literature for the framework, architecture, model and platform type of contribution in the articles of the finalised literature
0 5 10 15 20 25
validation philosophical evaluation solution
Chart 3: Type of contribution
Finally, a list of journals are listed below in table, that has more than 2 articles in the finalised literature.
Journal name Number of articles
International Journal of Computer Integrated Manufacturing
5
Proceedings of institution of mechanical engineers
4 Journal of intelligent manufacturing 4 International Journal of Advanced Manufacturing Technology
4 Computers and Industrial Engineering 3 Expert system with application 3 International journal of production research
3 CIRP journal of manufacturing science and technology
3 International journal of production research
3 IEEE transitions on industrial informatics
3 Journal of ambient intelligence and smart environment
2
Computers in industry 2
Industrial management and data systems 2
0 2 4 6 8 10 12 14 16 18
tool platform model methodology architecture framework theory
IEEE Transaction, man and cybernetics 2 Journal of manufacturing systems 2 International journal of computer application technology
2 Smart innovation systems and technologies
2
4.2 Data-driven decision-making
The main focus and the core emphasis on the motivation for data driven decision making practises is to convert the available raw data into useful information to make decisions. The authors (Mandinach, et al., 2006) and (Mandinach, E.B, 2012) take about data driven decision making in general and provide a similar framework on how to address and facilitate data driven decision making. They suggest and provide the following,
• At the very beginning of the data driven decision making procedure, data is primarily collected from various data sources like technology tools, data warehouses etc.
• This collected data is then carried forward to the actual data-driven decision-making system which is first collected and organised
• This organised data is then analysed to obtain data which gives meaning when connected to the context and used to comprehend and organize to the desired environment.
• This analysed data is summarised and then should be synthesized to generate a collection of information deemed useful.
• This collected information is then prioritised and eventually used to make decisions and used to take guided actions to create an impact.
• Finally, the impact is then used to generate feedback to all the previous procedures, thereby forming a cyclic process.