Academy for Innovation, Design and Technology
Enablers and challenges during
the early phases of Lean
implementation
A Case Study
Bachelor Thesis
Basic level, 15hp,
Innovation, production and logistic
Oliver Söderlund
Charlie Antser
Rapport nr:
Handler (Company): Per Blomberg Tutor (university): Staffan Andersson Examiner: San Giliyana
The manufacturing industry is developing and the increase in sharp competition, is a result of globalization, therefore companies strive to increase their competitiveness. Lean is one of the methods that is regularly used within the traditional manufacturing companies but with the implementation of Lean, some studies show that the change will not stick if not the culture of the company is also changed. Therefore, the purpose of this study is to investigate an organisations readiness to implement Lean with a focus on organizational change. To achieve this purpose a single case study has been conducted at a company planning to implement Lean and three RQ:s created which are:
• RQ1: What are the enablers for an organization to undergo a lean transformation? • RQ2: What are the challenges for an organization to undergo a lean transformation? • RQ3: How can a company prepare its organization for lean transformation?
By conducting interviews, the potential enabler and challenges for the implementation were analysed as well as how a company could prepare for it. The results show that there are three main enablers; the commitment and support for Lean from the management, change leaders with change management and Lean knowledge and change agents with deep knowledge of the company’s production. The main challenges that were found were communication, company culture and defining Lean. On how to prepare an organisation there was found to be five necessary aspects, creating a focus group, educate the focus group to get a good knowledge of Lean, use the focus group to define Lean in the context of the company, establish forums for communication and involvement, and plan for an employee development program.
This thesis was done during both authors studies in the MSc Production and Product Design with a focus in production, innovation and logistics at Mälardalen University. Organizational change and Lean were common topics that we were interested in, so this thesis allowed us to increase our knowledge and get real-life experience.
We would like to thank our great supervisor at MDH who always took the time to assist us when needed. His thorough review and good feedback were a huge help guiding us during this thesis. We would also like to express our gratitude to the case company for letting us conduct our study there. A special thanks to our handler at the company and the production manager. We are grateful to our handler for taking the time and energy to guide us through the project and the production manager for managing to get us time to conduct several interviews of the operations team during a tough time. We would also like to thank everyone who took the time of their busy work schedule to be interviewed.
Oliver Söderlund & Charlie Antser Eskilstuna, Maj 2020
BACKGROUND ... 1 PROBLEM STATEMENT ... 1 PURPOSE AND RQ... 2 SCOPE ... 2 2. METHOD ... 3 PROCEDURE ... 3 CASE STUDY ... 3 CASE SELECTION ... 3 DATA COLLECTION ... 3 2.4.1. INTERVIEWS... 4 2.4.2. LITTERATEUR REVIEW ... 4 DATA ANALYSIS ... 5
VALIDITY AND RELIABILITY ... 5
ETHICS AND MORAL ... 5
3. THEORETICAL FRAMEWORK ... 6 DEFINING LEAN ... 6 3.1.1. IMPROVEMENTS IN VAIN ... 7 HUMAN RESOURCES ... 7 3.2.1. CHANGE LEADERS ... 8 COMMUNICATION ... 8 ORGANIZATIONAL CULTURE... 9 RESISTANCE TO CHANGE ... 9
3.5.1. REASONS FOR RESISTANCE TO CHANGE ... 9
3.5.2. HOW TO HANDLE RESISTANCE TO CHANGE ... 10
4. EMPIRICAL DATA ... 11 CASE DESCRIPTION: ... 11 EMPIRICAL DATA ... 11 4.2.1. INFORMATION ... 12 4.2.2. INVOLVEMENT ... 12 4.2.3. LEAN ... 15 4.2.4. LEADERSHIP ... 15 4.2.5. EDUCATION ... 16 4.2.6. RECRUITMENT ... 16 5. ANALYSIS ... 17
ENABLERS AND HOW TO PREPARE WITH THEM ... 17
CHALLENGES AND HOW TO PREPARE FOR THEM ... 18
6. CONCLUSION & DISCUSSION ... 22
RQ1:ENABLERS FOR AN ORGANIZATION TO UNDERGO A LEAN TRANSFORMATION? ... 22
RQ2:WHAT ARE THE CHALLENGES FOR AN ORGANIZATION TO UNDERGO A LEAN TRANSFORMATION? .. 22
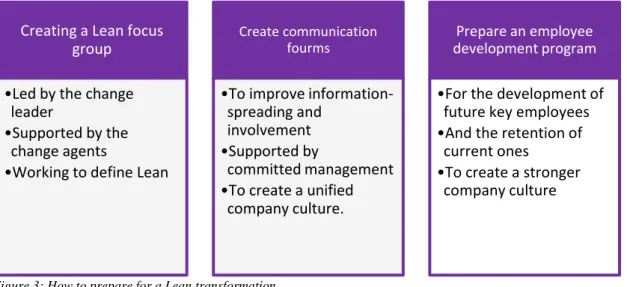
RQ3:HOW CAN A COMPANY PREPARE ITS ORGANIZATION FOR LEAN TRANSFORMATION? ... 23
METHOD DISCUSSION ... 25
FUTURE RESEARCH ... 25
7. REFERENCES ... 27
8. APPENDICES ... 29
Figure 2: Challenges for Lean implementation ... 23 Figure 3: How to prepare for a Lean transformation ... 24
Tables:
2. Introduction
This chapter gives an introduction to the study. It gives the background, the studied problem area, the purpose and the RQ: s as well as the scope of the thesis.
Background
The manufacturing industry has undergone major changes in recent years and still is. The increase in sharp competition is a result of globalization. Through this, changes arise in areas such as customer expectations, quality, knowledge of production and logistics, the development of different types of process methods, and the competitors' views (Ahuja, Khamba, & Choudhary, 2006).
One of the methods that have been developed to increase competitiveness is Lean. Since its origin in Japan at Toyota Motor Corporation, Lean production has become one of the most prominent paradigms in the manufacturing industry. The ideas behind lean were according to Liker (2004) born out of necessity as the Japanese market of the 20s was too small and the demand too uneven for the economics of scale of mass production. Some thirty years and a world war later the situation in Japan had not improved. These factors meant that Toyotas production had to be much more flexible and less wasteful than ordinary mass production. It took another 40 years before the term Lean manufacturing and the tools and methods associated with it were first introduced to the world at large by Womack, Jones & Roos (1990).
When western companies first tried to mimic the success of Toyota, they often adopted some aspects of lean manufacturing, and generally in the form of “lean tools”, without trying to understand the underlying culture. Many of those first attempts, however, failed to deliver the expected improvements (Bhasin, 2012). Lately, however, the principles and culture of Lean manufacturing have come more and more into focus. These principles have largely been popularised by Liker (2004) and since then there have been several studies on the subject of the need for cultural change for Lean, to be successful (e.g. Bortolotti, Boscari, & Danese, 2015; Bhasin, 2012). According to Jacobsen (2012), the culture within a company is one of the hardest aspects to change. Liker (2004) presses on the importance of culture but also of the difficulties to change it when implementing Lean.
The implementation of lean means implementing change within a company. Change occurs in all types of businesses regardless of which industry or sector they are in. For an organization/company to be able to adapt to competitors they need to implement changes. When implementing changes, it will always be met with resistance of some sort (Jacobsen, 2012). Studies are addressing the challenges with change and change management within organizations. The results point out some main reasons for the failure to change as well as change management, among them, was the resistance to change, failure to educate, communicate about the change, not creating enough sense of urgency for the change and not anchoring the change in the company culture (Amit & Sushma, 2014; Kotter 1995). According to Liker (2004) and Kotter (1995) when implementing change, it is imperative that one also change the company culture. The importance of involving all levels of employees is crucial when changing the organization's culture (Burack, 1991). According to Simons et al. (2015), for a chance to succeed there is one detail that is of the utmost importance, the understanding of employee views of the change.
According to several authors (Cox & Chicksand, 2005; Manoj & Xavier, 2015; Liker, 2004) the result of lean implementation is often that introduced lean methods and processes get abandoned a while after implementation if a deeper cultural change is not achieved. For a change to be implemented and anchored, the change of the company´s culture is crucial but is also one of the most difficult aspects to change due to the involvement of every level of employee within the company (Liker, 2009; Jacobsen; 2012; Kotter, 1995). The failure to properly prepare a company for a change it often the cause of change efforts going to waste (Lewin, 1947).
The world is changing and so is the industry. Companies strive to achieve competitiveness and one method that is used is by implementing Lean or parts of it. Although Lean is common to implement studies also show that the implementation efforts often fail to achieve the desired outcome. There is importance in preparing the company properly for the change or the change efforts might go to waste.
Purpose and RQ
The purpose of this study is to investigate an organisations readiness to implement Lean with a focus on organizational change. To achieve this purpose the following three RQ:S will be answered:
RQ1: What are the enablers for an organization to undergo a lean transformation? RQ2: What are the challenges for an organization to undergo a lean transformation? RQ3: How can a company prepare its organization for lean transformation?
Scope
Due to the extensive content of the Lean philosophy and its tools, it was decided to focus on the organizational part of lean. Principles and theories within lean will be limited to the ones that are relevant to an organizational change. The case study that has been conducted has been done at a single company. This study´s content will be directed to readers that have some prior knowledge- of lean and organizational change.
3. Method
In this chapter, the methodology used when conducting this study will be described. It includes the research procedure, data collection and data analysis. Ending with discussing the reliability and validity of the study.
Procedure
The purpose of the study is to investigate Lean transformation efforts with a focus on organizational change. The study was divided into four stages. First, an initial literature review wasconducted. At the early phases of the literature review the study´s topic, problem statement and research questions were formulated. The literature review formed the theoretical framework of the study. The second stage was the empirical data collection. The data was collected at a chosen case company through interviews with selected employees from different levels. The third stage was the analysis of data. The theoretical framework was complimented when new topics were found during the analysis. The conclusion and suggestions for further research were then formulated out of the analysis.
Case study
Case studies are used when researching a specific phenomenon in its real-life context. Within a case study, there can be multiple sources of data, they can be both qualitative and quantitative depending on what is relevant for the case study (Bryman, 2018; Yin, 2009). Yin (2009) also writes about the above but also points out that a case study’s design allows for an in-depth study of the studied areas. This study focuses on examining a company in a real-life context; therefore, a case study was deemed appropriate.
Case selection
The case was selected based on two aspects. First that the company is within the process or manufacturing industry. The second one was that the company has started or planed a Lean oriented program. It was to make sure that there was an interest in Lean within the company. Another reason that a single case company was chosen was to be available to dive deeper rather than having more case companies and being more superficial
Data collection
The nature of the primary data collected is qualitative due to focusing on organizational change which involves more of an interpretive view. Qualitative research methods are often used when studying something more complex. Usually, it cannot be presented with raw data for example with numbers or statistics. This qualitative approach is more of an interpretive view. This means that it is based more on the understanding of the social environment (Bryman, 2018).
3.4.1.
Interviews
The primary data collection method that has been used is the structured interview. A semi-structured interview is a flexible interview type used in qualitative research in an exploratory manner. A semi structures interview gives the researchers space to ask follow-up questions as new avenues are discovered during the interview. The questions in a semi-structured interview should be open so the answers can reflect the perspective of the phenomena held by the interviewees (Bryman, 2018; Brickman et al, 2009).
Interviewed Team: Time: Date:
Production manager Management Team 46:18 20-03-2020
Head of expansion Management Team 43:08 24-03-2020
Operations manager Management Team 34:55 24-03-2020
Department A manager Operations Team 38:46 02-04-2020 Department B manager Operations Team 28:31 01-04-2020 Assistant department B
manager
Operations Team 24:14 30-03-2020
CEO Management Team 34:08 09-04-2020
Department A operator Operations Team 48:47 05-06-2020 Department A operator Operations Team 31:18 05-06-2020 Department Boperator Operations Team 48:24 05-06-2020 Table 1: Interviews
Tabel 1 shows the ones that have been interviewed and which team they belong to and are referred to in the text. As table 1 shows there were 10 interviews carried out in this study, the interviews took 24-45 min and were conducted individually. Due to a virus outbreak, the interviews were conducted through the digital meetings platform Microsoft teams. The interviews were recorded, with the consent of the respondents, and transcribed. The sampling method chosen for this study was the purposive sampling, this is method selects the samples based on the relevance to the study (Williams, 2002; Bryman 2018).
3.4.2.
Litterateur review
Literature review is a method to collect secondary data about a certain topic/s (Bryman, 2018). The purpose of the literature study is to sort out relevant data so it can be used within the theoretical framework. To ensure the relevancy of the theories, that have been used for this study, they are based on recommended literature from the supervisor, literature used earlier in the education, and scientific articles. To search for scientific articles the databases that have been used are Primo, Scopus, ScienceDirect, and Research gate. Keywords that have been used within these databases are, Lean manufacturing, Lean, implementation, change management, Organisation, challenges, and culture in combination or separately. The process of selecting articles was to sort out relevant titles and then the abstract was read to determine if the content of the articles could be used. Most of the articles were peer-reviewed but there some exceptions
Data analysis
The first step in the data analysis was printing out the transcriptions and cutting out sections of the data containing questions and their specific answers. The second step was to categorize the sections. The categories were created based on what topic the data had, similarities and differences, these were information, involvement, lean, leadership, education, recruitment and key employees. A green sticker was put on sections if it indicated a possible enabler and a red sticker if it indicated a possible challenge for lean implementation. Then the different categories were summarised, and the results were presented as empirical data. The results from the empirical data analysis were then analysed together with the theoretical framework.
Validity and Reliability
Validity and reliability are two terms that are used when evaluating research. Bryman (2018) divides these two into two subgroups, internal and external validity, and internal and external reliability. Internal reliability is the measure of how well the research group has the same interpretation of the data collected. External reliability is a measure of how well the study can be conducted again and achieve the same results. Internal validity is the measure of how well the researcher’s data is connected to the topic of the study. External validity is on how well results can be generalized (Bryman, 2018)
The external reliability is tackled by explaining the method and how the study was conducted. To increase internal reliability the researchers have analysed the data together and discussed the data. The external validity in this study is questionable due to that it is a case study; the results are adapted to the specific case company. The researchers try to draw a connection to general change theory and discuss in general to increase the external reliability. To increase the internal validity the search words have been restricted and used recommended literature form the tutor.
Ethics and moral
Ethics and moral are two topics that are aspects of research to consider. The researchers need to be aware of the four ethical principles, the information requirement, the consent requirement, the confidentiality requirement the use requirement. The information requirement means that the researchers shall inform about the purpose of the study. The consent requirement means that the ones that participate in this study have the right to decide on their participation, their participation is voluntary. The confidentiality requirement means that the personal data gathered about the participants will be stored so only authorized personnel will have access to it. The use requirement is that all data collected are only to use for the research purpose (Bryman, 2018). The ones that were interviewed are anonymously referred to in the text, such as the belonged workgroup.
4. Theoretical framework
This chapter will present the theoretical findings. These findings can be generalised into two main types of literature, Change management literature and Lean literature. These two types of literature have been divided into several subsections first of defining lean, Human resources, third communication, fourth organizational culture and last resistance to change.
Defining Lean
Lean production is based upon the Toyota Production System (TPS) and at its root, it is about reducing waste by finding out what the customer values and separating what parts of a process are creating that value, and which parts do not, and are thus considered waste (Womack, Jones, & Roos, 1990) (Liker, 2004).
There are many definitions of Lean productions and the distinction between the practical components such as Kanban and 5S and the underlying system as a whole is often blurred (Shah & Ward, 2007). According to Liker (2004) companies trying to implement Lean have often focused on specific tools and processes such as Kanban and 5S. He emphasizes that it is a continuous journey and that Lean needs to be implemented on all levels of an organization for it to be successful, and thereby creating a Lean Learning enterprise. This is a view shared by Womack & Jones (2003) who say Lean can and should be implemented on business practice in general, not only on the shop floor. Processes are very important parts of a Lean enterprise but they are only one of the four P:s that Liker (2004) divides the principles that drive TPS and therefore Lean. The other P:s are Problem Solving, People and Partners and Philosophy. Pettersen (2009) divides Lean Production into two dimensions. The first dimension being time, from discrete to continuous, and the other being practicality from ostensive to performative. He describes the views of Liker and Womack as being towards the continuous and ostensive side of the spectrum which he calls Lean Thinking. This would be the opposite of what he calls Lean Toolbox where Lean is seen as discrete components focusing on individual performance.
In two literature reviews, Shah & Ward (2003; 2007) tried to statistically define Lean by measuring how often different methods or tools were mentioned in conjunction with Lean and when they were mentioned together. The first study divides the different components of Lean into four main bundles, Just-In-Time, Total Preventative Maintenance, Total Quality Management, and Human Resources Management. The Just-In-Time bundle mainly contains pure production components such as flow and SMED, Total Preventative Maintenance contains components related to maintenance and upgrading of equipment, Total Quality Management contains tools for measuring performance and benchmarking as well as formalized improvement programs and Human Resource Management contains components for a flexible, cross-functional workforce and self-directed work (Shah & Ward, 2003). This is a wider view than many traditional authors like Liker (2004) and Womack, Jones & Roos (1990) present in their works. There are authors such as Pettersen (2009) who reject Shah & Ward's notion of Total Quality Management being a part of Lean. They argue that, while similar, Total Quality Management is its standalone theory. Shah & Wards (2003) did, however, find a statistically significant correlation in the use of Total Quality Management components together with other Lean components and some synergetic effects to performance when doing so. The study also showed a performance increase could be attributed to the implementation of any of the discrete bundles as well as a synergetic effect when multiple bundles were used together.
In Shah and Wards (2007) later study the authors add components grouped into the bundle's suppliers and customers into the mix and groups the components of their previous work into an internal bundle. The authors argue that while the discrete nature of the different components of Lean explains why they can be implemented separately successfully, their common underlying goal of reducing waste, minimizing variability and increasing value for the customer explains the synergetic effects seen when fully implemented. There are also many studies showing that implementing Lean is much less likely to succeed unless one accepts it as a whole concept, as shown in an extensive literature review by Yadav, Nepal, Rahaman, & Lal (2017). They write that because every aspect of Lean depends upon and reinforces the Lean culture you will achieve little if you implement only parts it. Liker (2004) is a proponent of Lean as a complete concept and says that if the organisation, its owners and its managers are not all committed to long term change, chances of success are very low. Pettersen (2009) argues for the importance of accepting that there are different equally valid variations of Lean. If an organization is aware of this, it will be able to pick and match components and adapt the concepts of Lean to better fit their own needs and circumstances and thus be able to increase the chance of a successful implementation.
4.1.1.
Improvements in vain
There is a ninth waste within Lean is defined as improvements in vain. Their article shows that there are several triggers of the ninth waste. Among them are the incomplete understanding of Lean, lack of synchronization, and blind improvements. An incomplete understanding of Lean is explained as if there is no similar understanding of Lean the efforts can lead in the wrong direction. Lack of synchronization is also one that is brought up, it happens if there is no communication between departments or employees. The improvement efforts achieve their goal, but the goal is wrong (Bengtsson & Osterman, 2014).
Human resources
Worley & Doolen (2006) proposed that if a Lean implementation is to be successful there is a need to educate operators about Lean if there is a lack of knowledge. Liker (2004) stresses the need for developing leadership from within but he also writes that an organization is very unlikely to achieve a full Lean transformation unless there is Lean knowledge within the company, to begin with. For this, he writes, the organization needs to recruit experts with at least five years of experience or hire consultants. This is something that can be especially helpful for smaller production sites that might not have the resources to send their workers on training courses (Alkhoraif, Rashid, & McLaughlin, 2019). Liker (2004) generally supports practice in place of training and says that the Lean learning process for shop floor workers should be 20% education and 80% doing. For this to be possible the work needs to be coordinated and guided by an experienced Lean leader.
Having an ownership structure that enables long term commitment from its owners is an important factor for long term success when implementing Lean (Alkhoraif, Rashid, & McLaughlin, 2019; Liker, 2004). Worley & Doolen (2006) write that when the executive management team is involved in the change and visits the production area it creates a more positive atmosphere for the employees in production, which helps create understanding and acceptance for the change. Liker (2004) writes of the value of keeping leaders within the company and emphasizes the need for a succession system to make sure there are always people driving the transformation over time. In a study by Sim & Rogers (2009), it was concluded that despite enthusiasm form the CEO, if there is lack of commitment within the rest of management the change will not succeed. The commitment of the lower management needs to exist as well,
to empower the shop flor workers. The transformation into a Lean Enterprise is a continuous journey
The first steps in implementing Lean should be to start with the technical system by mapping and improving the value streams of the company. This should then be followed quickly with a cultural shift. The VSM should be done with a cross-functional team to capture the knowledge of different parts of the organisation. These activities are also part of the practical experience which makes up the learning process for future Lean leaders within the organisation (Liker, 2004). The implementation of Lean must include all members of the organization and activities related to Lean should mandatory and with consequences for not buying in (Worley & Doolen, 2006; Liker, 2004). Not making participation mandatory can create rifts within the organisation (Worley & Doolen, 2006).
4.2.1.
Change leaders
Change leaders are the ones who lead the change. One of the ones leading the change ought to know about change management. The change group should include different types of change leaders with different competencies, one of them should have some change management knowledge. The change leaders can use so-called change agents. These change agents might not be employees with an executive position within the company but they work as proponents of the change and support its follow-through into everyday activities (Jacobsen, 2012). In a Lean transformation, middle and line managers with Lean experience or training should be used as change agents whenever possible (Liker, 2004).
One of the steps in transforming an organization is about creating a powerful guiding coalition. This step is about assembling a group that will be leading the change. This group should include one from every level of the organization and include different competencies, that are relevant to the topic, to succeed. They need full support from the managers and owners to support this change. In the beginning, the coalition can be rather small but needs to grow with the change. If a not enough powerful coalition is formed it can cause the change to fail (Kotter, 1995).
Communication
When implementing change there is one crucial factor before the implementation, defining the current state. If the current state is undefined, of the change might not work at all for the specific company and therefore, fail (Kotter & Schlesinger, 2008).
The first step to transform an organization is establishing a sense of urgency. Changes often start with individuals or a group that identifies lacking aspects of the company. They need to communicate this need, make the employees and management understand that this change is needed. When starting a transformation it will require cooperation between individuals and if not motivated right people will not endorse the change that leads to efforts in vain (Kotter, 1995). Worley & Doolen (2006) discussed the importance of management support when implementing lean and one aspect that affected the implementation negatively was when management did not create enough understanding of the need to change. This aligns with what Kotter (1995) says one of the main reasons for change, in general, to fail, that the management does not create enough sense of urgency.
The change leading group needs to develop a vision, a picture of the future that is relatively easy to communicate. The vision helps clarify the direction that the company is going. If there is no clear vision it will seem that it consists of confusing projects that have no connection to each other, which will lead to that the transformation efforts have gone to waste. The strategies on how the company will reach that vision are developed here as well (Kotter, 1995).
Another important step when transforming an organization is communicating the vision. For the change to be possible the vision must be communicated to every employee within the company. If the vision cannot be explained within 5 minutes, then there is work still to be done. Use every tool available to communicate the vision, for example, communicate in management meetings and other meetings, without the employees help change will not be possible. Communicate the vision by acting on the new behaviour, leading by example and starting with the guiding coalition. It is often that managers think that they have communicated the vision but have under communicated it by the factor of ten. It is not enough to communicate at one meeting or with some emails (Kotter, 1995).
Organizational culture
According to Kotter (1995), organizational culture is one of the most important aspects when talking about change. If a change has been implemented, it will not last if it is not anchored in the culture. He expressed “change sticks when it becomes ´the way we do things around here´”. He also writes that it is one of the most difficult aspects to change and it includes all employees of the organization. Organisational culture is considered a very important aspect of Lean (Liker, 2004; Womack & Jones, 2003; Alkhoraif, Rashid, & McLaughlin, 2019). An organisations culture can be both a strong enabler and a challenge for a company implementing Lean and failures of implementing Lean are often attributed to an inability to understand the current or required organisational culture or an inability to change it (Alkhoraif, Rashid, & McLaughlin, 2019; Bhasin, 2012). According to Lewin another important step when changing an organisation is to anchor the new change in the organisation's culture. If it is not done the change will not sick.
Resistance to change
Both Jacobsen (2012) and Kotter & Schlesinger (2008) concur that change efforts are often met with resistance from the employees but one aspect that Kotter & Schlesinger (2008) point out is that anyone who is affected by the change will experience emotion uprising. The type of resistance met depends on the reaction from individuals or groups. Resistance to change according to Kotter & Schlesinger (2008) means that for the managers to be available to predict what type of resistance might occur they need to be aware of some common reasons.
4.5.1.
Reasons for resistance to change
There are several reasons why resistance to change forms. According to Kotter & Schlesinger (2008), there are four common reasons why resistance forms, some of them are misunderstanding & lack of trust and different assessments.
• Misunderstanding and lack of trust
Within companies, it is easy for misunderstandings to develop when implementing change. If employees do not understand what the change means for them it will create resistance, especially
if the perception of that it will cost them more than they gain. If the management will not clarify them rapidly it will create resistance to the change (Kotter & Schlesinger, 2008)
• Different assessments
Commonly, resistance occurs when the manager or the change group assesses the situation, from the start, different from other employees. They see different costs and benefits, not only personal but for the whole company (Kotter & Schlesinger, 2008).
4.5.2.
How to handle resistance to change
Managers often underestimate how people can react to change and what effect they have on individuals. Often management does not understand their methods compared to other ones. There are several ways to overcome resistance some of them are education and communication, participation and involvement, facilitation and support and negotiation & agreement as possible ways to handle resistance (Kotter & Schlesinger, 2008).
• Education and communication
Creating an education and communication program can be one of the best measures to decrease resistance when the reason is inaccurate or not enough information. This helps the management team to turn the employees that are resisting and especially when management needs the help of them to implement the change. (Kotter & Schlesinger, 2008)
• Participation and involvement
By involving potential resisters in any aspect of the project so they feel involved, it often leads to the decrease of or even prevents resistance. This can be done by listening to the people and use their advice when implementing the change. If a change out to be successful commitment is needed. (Kotter & Schlesinger, 2008)
• Negotiation and agreement
If it is felt by a group of individuals who will lose something due to the change one way of dealing with the resistance of this kind is to offer incentives that can increase an individual's gain (Kotter & Schlesinger, 2008).
5. Empirical data
In this section, the empirical findings from the data analysis will be presented as well as a case description.
Case description:
To manage growth and achieve the goals that were set, the case company needed new ways of working, which increase efficiency and increase quality. In conjunction with this move, the company was also looking into the possibilities of introducing Lean principles and methods to reduce waste and increase efficiency. This study was conducted as a status analysis to find possible challenges to and enablers for implementing Lean within the company as part of that project. The case company was in the process industry, they had several businesses in Finland as well in Sweden. The production site that was investigated is located in the capital of Sweden, Stockholm. The case company´s management team had been replaced over the last five years before the case study. The company was facing a move to a brand-new production site later in the year, so they wanted not only rapid improvements but also long-term improvements that they can introduce and work directly with when the move occurs. The reason for the move is to facilitate an increase in production due to the growth of the company.
For this study, the respondents have been divided into three categories, the operations team that is involved in everyday production, the office team, work more in administrative & management roles, and store team are the employees working in the stores. The management team that is referred to in the section below is part of the office team. The term line managers used below refers to the managers of the two production lines as well as their respective assistant manager.
Empirical data
The data has been divided into several sub-topics, information, involvement, lean, leadership, education, recruitment, continuous improvement, and key employees. The information topic contains data about how information is spread from the management team to the operations team. involvement concerns the involvement of employees works at the company and is generally concerned with how ideas and opinions are communicated from the operations team to the management team and to what extent the operations team can affect decision-making in the organization. The Lean topic is about the knowledge of Lean that the company possesses. The leadership topic is about how the leadership is viewed at the company and what was considered important for good leadership. The education section is about the level at which the company uses courses and training programs to develop its employees and training them. The recruitment topic describes how the company fills vacancies with a focus on whether it is recruiting internally or externally. The Deviations in the production section describes how the company works with documentation and follow up of deviations and possible improvement work.
5.2.1.
Information
Information was considered one of the most important aspects that were determined by both the management and operational teams. It was considered especially crucial during major changes like the move to the new production site. The management team believed that the spread of information generally worked well in the organization but acknowledged it was a constant challenge. The indicated reasons for the challenge were that it was difficult to know what and how much it is needed to inform as well as knowing when it is informed enough. In general, the operations team was less positive about the level of information they received. It was identified that they were not aware of what was happening in the office. This was especially prevalent in one of the departments. There were indications that news often reached them parallel from other departments in the organisation instead of the official hierarchy.
Two specific topics were discussed during the interviews, information about the company visions and philosophies, and information about the upcoming move. The company was in the process of changing some of its philosophies and their vision as part of a project initiated by its parent company. Because of this, the above-mentioned topic had been discussed extensively among the management team and upwards in the organization. It was considered very important but indicated that information down to the operations team had been less successful. This was recognised generally among the operations team. There were indications that he company visions were not communicated extensively or not communicated in a comprehensible way. It was clear, however, that the operations team knew of the company’s visions and philosophies as far as the used slogans that describe them. Only the management team could elaborate around those and explain what they represented in any depth.
Regarding the move to the new premises, the management team said they used a variety of methods to spread information. Apart from meetings and a focus group, which are discussed in more depth in the involvement chapter below, there had been weekly information emails and an information poster with a drawing as well as descriptions of the layout of the new site. One of the employees within the management team had also personally informed the members of the operations team as soon as the contract was signed. The reason for this was, he said;
“For many, it is […] important that a more senior manager comes to inform you, it’s not enough with just your line manager. You want to hear it from
someone else”.
In general, the information about the move was deemed adequate among the operations team but there were some indications that not all employees considered themselves well informed. The department A manager had been on leave during most of the early stages of the project and this seems to have caused gaps in communication between their operations team and the management team.
5.2.2.
Involvement
Two main themes have emerged regarding involvement. Firstly, the move to the new production facility came to represent involvement during large projects or changes and secondly the more general situations came to represent involvement in decisions regarding production or other everyday operations.
The management team mentioned several actions that had been done to enable the operations team to get involved during the move. The actions actualised were several information meetings
where the operators could come with input, an information poster showing the site layout with a suggestion box and also sending out a questionnaire asking were the operators lived and what they thought was important for the new site. Two members of the management team explained that the questionnaire was used in determining where to open the new site to minimize commuting time as well as enable more parking options, which was two of the most frequent requests. One member of the management team mentioned that it had been exciting to work closely with the operations team and an external expert to design the new facility. A focus group was going to be created to make sure it is not just managers deciding the final layout of the production lines. In general, there were strong indications that the management team believed the involvement of the operations team was important and that the organisation strived to involve as many as possible.
Some members of the operations team indicated that their level of involvement in decisions regarding the move to the new site had been adequate. They mentioned the same actions that the management team specified and thought that their opinions had been considered. There was, however, indications that the level of involvement was considerably lower for the department A than for B. There were indications that the involvement had been affected by the line manager being on parental leave, similar to the effects seen on the information flow. Only the line managers had been directly involved in planning activities of the new production facility and some operators thought that the full potential of their knowledge and experience in production had not been used.
For everyday decisions, most of the management team indicated that involvement in all levels of the organization was important. One employee of the management team said that the company follows its parent company’s values which strives to create an atmosphere where;
“… people can speak freely and feel that they can participate, that we don’t discriminate them, that we always support and value feedback from each other”.
The CEO of the company indicated that the inclusion of the production and store teams was important for the organization as their competence was one of the most important assets. Employee engagement was part of their strategy and the CEO believed the organization had become better at it but also acknowledged that the company could become better.
Two practical examples came up during the interviews of how better involvement was to be achieved. The first was the introduction of morning meetings where representatives of the operations team from both production lines, the packing department, and the production manager are present. The morning meetings were mentioned by two employees of the management team. The meeting’s purpose was to spread an inclusive culture within the company. They were also linked by one manager as a first step of a Lean style continuous improvement program. The other example was from the sales side where a big decentralization project moved the management of individual stores to store managers rather than the office. As one of the management team said;
“… we are not just […] asking for feedback, we’re being led from the store teams”.
In the operations team, the attitude was less positive. While the morning meetings were mentioned, there were indications that their opinions were not communicated to or else not adhered to by the management team at large.
There were indications that the operations team were distant from the management and sales team. Some in the management team were trying to lessen the gap, others didn’t. One of the employees from the operations team described it as if they spoke different languages.
The organization used to hold monthly meetings where everyone from production and management got together to share news and ideas. There were indications that the operations team was either only informed about activities at the office after decisions had already been made or very early in the project, but were then forgotten, and their input ignored.
The operations team had experienced a shift over the last few years, where decision making was transferred to other departments. This indicated that the lack of authority given to the operations team made them unable to address situations. As one of the operations team put it;
“Now it’s predominantly sales that come with the numbers, what we’re supposed to sell. For example, with all the holidays last year, since the new sales group came in, the number of products to be produced has doubled. […] It means production is almost on its knees to produce everything […]. There has been more understanding of the production in the past. We’ve said many times that we can’t handle opening any more stores, but we’ve still opened five more stores and there is no room [in production]. I don’t get the feeling that anyone is listening to us [in production]”.
Despite a tight schedule, indications were that operations team would have the time for a monthly meeting and that just 30 to 45 minutes were everyone was gathered would be appreciated and make sure production got more involved.
There were indications that the operations team expected the distance between them and the management team would increase further as only the production manager and the assistant production manager from the office team would move to the new production site. This was acknowledged by some of the management team who expressed that it was a risk that management and sales, especially for people new in the organizations, could lose the connection to the production team. There was, however, some indication that there was a willingness within the management team to compensate by working some days a month at the new production site.
5.2.3.
Lean
Within the company, several management employees had some experience with Lean in previous work but no dedicated education on the subject. One from the management team has led the implementation of certain aspects of Lean at his previous work. The management team described Lean in similar ways but there were some indications some viewed it in terms of tools for the shop floor and others as a management philosophy. The production team had very limited knowledge of Lean but there were indications that a few had some level of knowledge and curiosity. A few were aware of the tool 5S and related it to Lean and one of the interviewed operators indicated a broad theoretical knowledge of Lean. Regardless of the difference between their knowledge in the field, they explain Lean with similarities to each other. Continuous improvement, 5s, flow, information flow, and waste management are several topics that were brought up in their interpretations of Lean.
The management team expresses their support for the implementation of lean several times, as well as the CEO that said;
” We can see that there are great profits for us to work according to Lean principles both within production and in the stores”
5.2.4.
Leadership
Both the management and operations teams show that information, involvement, clear leadership, and a clear vision are factors that are important for the organization. The CEO believed that if decisions do not have support from middle management, true change will not happen. The management team indicated that the company had a relatively flat organization that empowered all levels of the management team. The CEO highlighted the importance of having the full backing of the entire management team during big changes saying;
“If we don´t have support from the department managers, nothing is going to happen. They are the key employees in a change”.
Several within the management believed that resistance to change will inevitably occur but they try to ease that resistance by showing understanding, being positive, and helping them through difficult times.
The operations team thought it is an important task for leaders to inform everyone of what is happening at the company and involve them in decision making. One operator believed it was important for leaders to encouraging new ideas from all levels of the organization and recognizing their knowledge as assets. He indicated that by creating inclusion and empowering employees, leaders can create passion and team spirit among them. This was something the operator said was lacking and other operators who had worked at the company for many years indicated had lessened over the last five years.
5.2.5.
Education
There were no training programs for the operations team and any courses offered to them were sporadic and generally related to specific products or production techniques. The line managers of the production team indicated that they had voiced a desire for leadership or management courses but had so far not attended any. There were also some among the other operators that indicated interest to educate themselves to be able to take other positions within the organization. The store teams had recently started a training program aimed to develop promising members of the store teams into future store managers. A part of the parent company's strategy is to retain key employees was to use education and internal recruitment to motivate and enable employees to grow within the business group.
There was some sentiment among the management team to educate the operators in Lean to give a deeper understanding of the subject and create awareness of why this change is needed. Management encouraged employees to say if they find any courses they want to attend and there was room in the budget for training.
5.2.6.
Recruitment
The company recruits with the help of several different platforms. One of those platforms that are very well specked of throughout the company, the internal recruitment. There was some indication the management team had a positive view of recruitment from within, but not for all positions. Back when the line managers were recruited, it was from within while the office team had a changeover the positions were filled externally.
Some of the operators advocated recruitment from within as something positive for the company. They indicated it had been common in the past, but with the replacement of most of the office team over the last five years, the recruitment from within has decreased. Many of the management posts had been appointed without the operations team being notified they were ever open for application. As mentioned in the previous section, some of the operations team indicated an interest in other positions within the organization and were discouraged when the company didn’t see their potential. There were some indications among the operations team that many operators were hired on period contracts, that contracts were extended close to their terminations and that many had to work for the maximum allowed time as temporary employees before getting permanent positions. There were indications however that when operators landed permanent positions, the company valued them and made efforts to keep them in the company.
6. Analysis
In this chapter the first and second RQ: s of the study will be analysed. First, the enablers for Lean transformation will be discussed and then the challenges.
Enablers and how to prepare with them
Even though there were indications of challenges regarding communication there were several initiatives regarding informing about and involving employees in the move that were appreciated among employees. One of the initiatives that were taken was the questionnaire, sent out to determine where to open the new site and ask what aspects the employees thought were important at the new facility. This questionnaire indicates that the management team has thought of the employees. It can be connected to what is considered to be a way of dealing with resistance, by negotiation and agreement (Kotter & Schlesinger, 2008). This, along with personal involvement from the management and the plan to create a focus group shows that the management team understands the importance of communication and involvement and has an understanding of change management principles. The forming of a guiding coalition is a crucial step in transforming an organisation and having individuals with this kind of experience as change leaders in this coalition is a crucial element in organizational change (Kotter, 1995; Jacobsen, 2012).
Not only does the guiding coalition need different competencies it also needs the full support from the managers and owners for the transformation to succeed (Liker, 2004; Worley & Doolen, 2006; Sim & Rogers, 2009; Kotter, 1995). There are several within the management team that supports the implementation of Lean, among them the CEO. To maintain and use this enabling factor, a way is to have some employees within the management team personally involved and that openly endorsing the transformation. For this support to be effective it needs to be communicated through effective channels which will be discussed further in the challenges chapter.
There were other competencies within the company that could be possible enablers as well. Several of the management team possessed some deeper knowledge of Lean. Of special note were the production manager and the CEO. The production manager has led a Lean implementation at a previous occupation. As mentioned earlier the support of the CEO is an enabling factor and the fact that the CEO understands Lean and its principles will make sure the support is well directed. This kind of experience, as well as the general knowledge within the management team, is a strong enabling factor for a successful Lean transformation (Liker, 2004). Other enabling competencies are the deep experience of the company’s production that the line managers possessed. People with a thorough understanding of the company’s ways is important for a Lean transformation but to use them to their full potential as change agents, they will need an understanding of Lean as well (Liker, 2004; Worley & Doolen, 2006). Making sure both managers and line managers with these competencies are members of the guiding coalition should, therefore, be part of the preparation.
Another aspect that might be an enabler is that the sales team has begun a system of developing promising individuals into future store managers. The experience of implementing such a program can prove an enabler for developing a similar program for the operations team. The management team also described existing programs for developing individuals within the enterprise, but this program did not extend down to the shop floor. There were indications of
some individuals within the operations team with a clear interest in the strategic aspects of the company, as well as some theoretical knowledge of business development strategies, including Lean. It is important to retain and develop these employees within the company. This aligns with what according to Liker (2004) is one of the key aspects in Lean, retaining and developing employees within the company. As part of the preparation efforts, a program for the
development of employees throughout the whole company should, therefore, be developed.
Challenges and how to prepare for them
The existing literature about Lean shows that there exist many different definitions of what it is and includes. In the reviewed literature the biggest differences that have been identified between the definitions were if Lean was considered a complete management philosophy (Yadav, Nepal, Rahaman, & Lal, 2017; Liker, 2004; Womack & Jones, 2003) or a series of components, or tools, that can be implemented separately (Shah & Ward, 2003; 2007). Both of these views could be identified from different people in the management team of the case company. While there are different definitions of Lean there is a general acceptance that for a Lean implementation of any kind to be successful, an understanding of the principles and concepts of Lean, that goes beyond the specific tools, is necessary (Shah & Ward, 2003; Alkhoraif, Rashid, & McLaughlin, 2019). Many attempts to implement Lean fail because there is a lack of knowledge and understanding of Lean within the company (Yadav, Nepal, Rahaman, & Lal, 2017) or a lack of an understanding of the company’s culture (Alkhoraif, Rashid, & McLaughlin, 2019). Because there is no one definition of Lean it is necessary to define one in the context of the company and its specific circumstances (Pettersen, 2009).
Unless the organisation can create a common definition or vision of what Lean is the implementation can start by triggering improvements in vain (Bengtsson & Osterman, 2014). The unified vision helps clarify where the company is going, and if there is a lack of vision the employees can see projects as confusing and that have no connection to each other, which can lead to that the transformation efforts have gone to waste (Kotter, 1995). The management team showed a somewhat similar view of Lean, which will be helpful in the process of defining it for the company, there were still signs of the ambiguous nature of Lean within the management team, which will make the process challenging. To prepare, those making decisions regarding the transformation will need to get together to create a unified vision for the change. Creating this vision of Lean collectively will prevent any preconceptions or differences in opinion interfering with the transformation.
As mentioned in the paragraphs above, having a clear vision is an essential step for a transformation to be successful and there are indications many of the failed attempts of implementing Lean are due to not having an understanding of Lean or one's own company culture. This would suggest the most important task is not to find the right definition of Lean, but to understand Lean and one’s company culture well enough to find a definition of Lean that is right for the company. This is a task that requires a deep understanding of every level of the organisation and should be done by a multidisciplinary group not only including the decisionmakers mentioned above but also those with practical experience of the company’s production. The guiding coalition will, therefore, be responsible for this part of the preparation process.
According to Liker (2004) without the support of a Lean expert with at least five years of experience within a Lean enterprise a Lean transformation will be challenging. As mentioned in the enablers chapter there is knowledge of Lean within the management team, but no one has the level of expertise that Liker suggests. Hiring a Lean expert could prove beneficial in finding a definition that is right for the company.
When a vision has formed an important step is to communicate it. It is of the shown that the change leaders think that they have communicated the vision enough but has under communicated the vision throughout the organisation by a factor of ten. (Kotter, 1995). This is especially for the change but connects to if there are a definition and vision for Lean within the company it is important to communicate it thus by having employees that do not feel involved in the change and understand its vision it can become unclear and can lead to misunderstandings that are, according to Kotter & Schlesinger (2008) a common reason for resistance to change. It is important to involve all levels of the organization for an organizational change to be successful (Kotter, 1995; Kotter & Schlesinger, 2008). Involvement is also a crucial factor when specifically implementing Lean (Worley & Doolen, 2006; Liker, 2004). While there were clear indications that the organization made attempts to include everyone in the upcoming move, they had yet not entirely reached the desired level. This suggests that defining a desired level of involvement and reaching it can be a challenge for an organization wishing to
implement Lean.
The study has examined several ways the company has handled communication and involvement. Overall, these were considered two critical factors by employees, particularly for big changes. This is a view that has strong support in the literature (Kotter, 1995; Lewin, 1947; Worley & Doolen, 2006; Kotter & Schlesinger, 2008). Several of the managers claimed communication to be a constant challenge and clear signs could be seen that the organization was having difficulties keeping the operations team adequately informed. One of the production departments generally that they were kept informed at an adequate level. The other department believed that they were kept out of the loop, for example, they often receive news thought the other department rather than the official hierarchy. One of the examples where there was a lack of communication to both departments was regarding the company’s vision. As a result of the project where the company was making changes to their vision, there were indications that the operations team was not aware of the future vision of the company. which shows that the management has not understood that this information of the change project was desired or that they failed to inform them satisfactorily. If there is a lack of direction within the company and the employees do not know what it means for them, it might lead to misunderstandings which according to Kotter & Schlesinger (2008) is a common reason for resistance to change. With the lack of communication within the company, creating a sense of urgency of the change can become a challenge due to that not creating enough sense of urgency normally is a challenge and is a common reason why change fails according to Kotter (1995).
The operations team had expressed a desire for monthly meetings where both production and the office were present. This had been done in the past but recently the meetings were held less frequently. Decision-making and involvement had also been moved away from these meetings and their purpose had shifted towards only informing after decisions had already been made. To prepare for the challenge of communication the company needs to set up reliable means of communicating throughout the organisation. Reintroducing monthly meetings and working to create an open atmosphere that encourages idea-sharing would enable employees to get
involved and feel appreciated as well as ensure managers are kept informed on the situation on the floor.
The fact that most of the management team is very new to the company poses a potential challenge for Lean implementation. Much Lean and change literature points to the importance of understanding the organisation’s culture. While the management team showed they knew of and valued the principles and values of the company there were signs that the management team was moving away from the operations team. Having leaders in the company that truly understands and lives the company’s culture can be a strong enabler for a successful lean transformation (Liker, 2004; Alkhoraif, Rashid, & McLaughlin, 2019) but getting to this point can be challenging for a management team new to the organisation. To prepare for this challenge a creation of a development program is suggested. This will help retain key employees that understand the company as well as helping them develop the within the company.
The line managers were recruited from the floor that suggests that there was a mentality of recruiting form within in the past. Since the changeover in the office team, there were indications that recruitment form within has decreased. This might be a challenge due to that one key element for success in much Lean literature is the development the people within the company (Worley & Doolen, 2006; Liker, 2004; Alkhoraif, Rashid, & McLaughlin, 2019).
By creating the development program it will also create opportunities to recruit employees with competencies from within that have knowledge about the company´s ways.
There are indications that there is a gap between the operations team and the Sales team. The office team knew that the production was operating on full capacity but still chose to open more stores, further increasing pressure on production. This indicates that there was a gap between the operations and office teams. Other signs of this gap were indications that the operations team and the office team spoke a different language and signs of an us and them mentality. One factor that can cause resistance is different assessments, the mangers or the change group see the situation differently from other employees (Kotter & Schlesinger, 2008). According to Kotter (1995) and Lewin (1947), the cultural aspects of organizational change are important but can also be challenging. Unless there is a unified culture it is hard to define it and therefore what needs to change which will make the change effort more challenging. This idea has support in Lean literature where the lack of understanding one’s company culture has been linked to failures of implementing Lean (Alkhoraif, Rashid, & McLaughlin, 2019). The gap between the departments might become bigger due to the planned move to a new production facility. The only ones of the office team that will be stationed there are the production manager and the vice production manager. This indicates that there is already a challenge with the communication between departments and with the move it might become even bigger. This is due to that a basic Principle within Lean is “go and see” the production and there are some that say that there is a need within Lean to work closely with the different departments, to know the capacity, and to have a holistic view of the organization (Liker, 2004).
By having these so-called monthly meetings with at least one representation from each department but open to anyone it will enable the managers to get a holistic view of what is happening in the company. It will also give every department a chance to be heard and listen to. Both by having a holistic view and giving every department a chance to be heard will create a more unified culture and strengthen it.
As the operations team was not even made aware of the fact that many of the office positions were vacant it suggests the gap between the departments might extend to preconceptions of their
capabilities. If there is no belief in the employee's value, it might hinder the development of them which contradicts one key element within Lean, to develop employees from within (Worley & Doolen, 2006; Liker, 2004; Alkhoraif, Rashid, & McLaughlin, 2019). This aspect can be tackled by having a development program that is mentioned above, by letting employees develop within the company it will make them feel valued. If the employees feel valued by the company it may lead to them wanting to work to develop it. There were indications that it was not something they were encouraged to do today.
7. Conclusion & Discussion
This chapter presents the conclusions of the study and answers the RQ: s. Finally, topics for further research are presented.
The purpose of this study is to investigate an organisations readiness to implement Lean with a focus on organizational change. To achieve this purpose a case study has been conducted and three research questions have been the guidelines of this study. The research questions are: RQ1: What are the enablers for an organization to undergo a lean transformation?
RQ2: What are the challenges for an organization to undergo a lean transformation? RQ3: How can a company prepare its organization for lean transformation?
RQ1: Enablers for an organization to undergo a lean
transformation?
Figure 1 shows the three main enablers found in this study. The first enabler is the management support towards Lean within the company. From the top of the company, the CEO and then the management team are highly positive and shows clear support to implement lean in their organisation. The theory states that this support from the top of the company and the support from the managers is a crucial factor when implementing change and specifically for implementing Lean.
The second and third enabler is that there are several employees, both part of the management team and the operations team that can be key figures in the change. Some in the management team possess some knowledge of Lean, have some experience with the implementation of Lean tools as well as knowledge about principles of change management. These individuals can be seen as change leaders according to the literature about Lean. The line managers have long experience within the company and deep knowledge of its production, which will contribute to the success of the change. These can be seen as change agents if they acquire the necessary knowledge that is needed according to theories.
RQ2: What are the challenges for an organization to undergo
a lean transformation?
Figure 1: Shows the enabler identified for Lean transformation:
Enablers
Management support
Change leaders