Akademin för Innovation, Design och Teknik GBD Lagersystem
Konstruktion av truckmonterad hjulhanterare
Examensarbete, produktutveckling, kpp30530 högskolepoäng, Avancerad nivå
Produkt- och processutveckling
Civilingenjörsprogrammet Innovation och produktdesign
Andreas Nilsson
Mikael Järvin
Presentationsdatum: 15 januari 2010 Uppdragsgivare: GBD Lagersystem
Sammanfattning
GBD-Lagersystem är ett företag som jobbar med att förse industrier och lager med produkter för en effektiv lagring. Företaget tillverkar pallställ och produkter som kassetter och utdragsenheter till ställen. Företaget har även levererat däckställ till ett antal däckfirmor. Företagets vd Gunnar Berglund har under en tid haft en tanke att förbättra arbetssituationen hos personalen på däckfirmorna genom att tillåta att hjulen kan hanteras med en motviktstruck. Detta för att i det i dagsläget innebär många tunga lyft när däcken ska hanteras.
Detta examensarbete har haft som mål att hjälpa GBD-Lagersystem ta fram ett koncept på hur ett tillbehör till motviktstruckar kan konstrueras för att kunna hantera hjulen. Detta koncept kommer sedan företaget tillverka en prototyp efter. Förutsättningarna var att skapa ett tillbehör som kan drivas med den hydraulik som trucken har. Tillbehöret skulle dimensioneras efter en europapall för att tillåta användning på de flesta truckar. Genom att följa den produktutvecklingsprocess som undervisats på Mälardalens högskola ha arbetet fortskridit.
Resultatet är ett tillbehör på 800 x 800 mm, uppbyggt av en ram av fyrkantrör. På denna monterades linjärenheter som tillåter rörelse i sidled. På linjärenheterna monterades ett
svängkranslager och teleskopskenor. På teleskopskenorna sitter en plåt där hjulen placeras. Mellan teleskopskenorna och under plåten sitter två stycken dubbelverkande hydraulcylindrar som sköter in- och utlastningen i däckställen. Dessa cylindrar kopplas till truckens hydraulik genom de kopplingar som finns framdragna till stativet för gaffelspridning och sidoföring. Tillbehöret kan därför hanteras med de reglage som redan finns i trucken.
Projektet har framskridit utan större problem och resultatet är tillfredsställande. I det färdiga konceptet hanteras dock valet av lastningssida manuellt, vilket bör ändras till en färdig produkt.
Abstract
GBD-Storage Systems is a company that provides the industries with products for efficient storage. The company produces pallet racks and accessories like cassettes and extending units. The company has also supplied tire racks for a number of tire companies. The company's CEO Gunnar Berglund has for some time had an idea to improve the working situation of the workers on tire firms by allowing the wheels to be handled by a counterbalance truck. The current situation poses numerous heavy lifts when the tires are handled and therefore is hurting the workers.
This thesis has been aiming at helping the GBD-Storage Systems by developing a concept of how an accessory to counterbalanced trucks can be designed to cope with the wheels. This concept will then be produced as prototype by the company. The initial conditions were to create an accessory that can be run with the hydraulics of the forklift truck. The gadget would be dimensioned in accordance with an EU-pallet to allow use on most counterbalance trucks. By following the product development process as taught at Mälardalen University the works has progressed well.
The result is an accessory of 800 x 800 mm, made up of a framework of square tubes. Mounted on this were two linear units that allow lateral motion. On top of the linear units there is one mounted slewing ring bearing and on that two telescopic rails. On the telescopic rails a plate is mounted where the wheels are placed. Between telescopic rails and plate are two double-acting hydraulic cylinders which handle loading and unloading of the tire places. These cylinders are connected to the forklift
Förord
På GBD-Lagersystem vill vi för bra handledning och engagemang tacka: Gunnar Berglund – Vd för GBD Lagersystem och uppdragsgivare
Åsa Dahl – Vår huvudsakliga kontakt på företaget Per Berglund – Konstruktör på företaget
På Mälardalens högskola vill vi tacka:
Bengt-Erik Gustavsson – För hjälp med simuleringar i Solidworks
Innehåll
1. INLEDNING ... 1
1.1DEFINITIONER OCH BEGREPPSORDLISTA ... 1
2. SYFTE OCH MÅL ... 2
3. PROJEKTDIREKTIV ... 2
4. PROBLEMFORMULERING ... 3
5. PROJEKTAVGRÄNSNINGAR ... 3
6. TEORETISK BAKGRUND OCH LÖSNINGSMETODER ... 4
6.1PU-PROCESSEN ... 4
6.2KRAVSPECIFIKATION ... 5
6.3GANTT-SCHEMA ... 6
6.4FUNKTIONSANALYS ... 6
6.5QUALITY FUNCTION DEPLOYMENT -QFD ... 7
6.6PUGH ... 9 6.7FMEA ... 9 6.8IDÉGENERERING ... 11 6.8.1 Brainstorming ... 11 6.8.2 Brainwriting ... 11 6.9BERÄKNINGAR ... 12 6.10KONCEPTGENERERING ... 12 6.11KONSTRUKTIONSUNDERLAG ... 13 6.11.1 Hjulstorlekar ... 13 6.11.2 Europapall ... 14 6.11.3 Truckar ... 15 6.11.4 Hydraulik ... 16 7. TILLÄMPAD LÖSNINGSMETODIK ... 19 7.1ARBETSPROCESS ... 19 7.1.1 Gantt-schema ... 19 7.1.2 Nyckelaktiviteter ... 20 7.2FÖRSTUDIE ... 21 7.2.1 Studiebesök ... 21 7.2.2 Konkurrenter ... 23 7.3 QFD ... 25 7.4KRAVSPECIFIKATION ... 25 7.5FUNKTIONSANALYS ... 26 7.6SYSTEM-FMEA ... 26 7.7IDÉGENERERING ... 27 7.7.1 Brainwriting ... 27 7.7.2 Brainstorming ... 28 7.8FÖRETAGSMÖTE ... 28
7.9DEFINIERING AV MÅTT OCH TEORETISKA BERÄKNINGAR ... 28
7.9.1 Definieringar ... 28
7.11KONCEPTUTVÄRDERING ... 40
7.11.1 Snabbanalys av koncepten för och nackdelar ... 40
7.11.2 Pugh ... 42 7.12FÖRETAGSMÖTE ... 42 7.13KONSTRUKTION ... 43 7.13.1 Pall ... 43 7.13.2 Mekanik ... 45 7.13.3 Hydraulikkomponenter ... 51 7.13.4 Låsningar ... 52 8. RESULTAT ... 53 9. ANALYS ... 57
10. SLUTSATSER OCH REKOMMENDATIONER ... 60
11. REFERENSER ... 61 TRYCKTA KÄLLOR ... 61 ELEKTRONISKA KÄLLOR ... 61 PERSONLIGA KÄLLOR ... 62 BILDREFERENSER ... 62 (12. BILAGOR) ... 63
Figurförteckning
Figur 1 - Illustration av problemet. ... 2Figur 2 - Produktutvecklingsprocessen enligt (Olsson, 1997) ... 4
Figur 3 - Exempel på Gantt-schema ... 6
Figur 4 - Illustration av QFD-Matris... 7
Figur 5 - Kravmatris ... 8
Figur 6 - Exempel på en Pugh-matris ... 9
Figur 7 - Exempel på en FMEA blankett ... 10
Figur 8 - De olika typerna av FMEA, dess kopplingar och informationsflöden ... 10
Figur 9 - Hjulillustration ... 13
Figur 10 - Europapall ... 14
Figur 11 - En typisk motviktstruck ... 15
Figur 12 - Gafflar med spridning och sidoföring ... 15
Figur 13 - Illustration av hydraulik ... 16
Figur 14 - Illustration av cylinderfunktion ... 17
Figur 15 - Rotationsrörelse genom hydraulcylindrar ... 17
Figur 16 - Rotationsrörelse med vridande vinge ... 17
Figur 17 - Montering av hydraulikslang ... 18
Figur 18 - Flödesschema över arbetsprocessen ... 19
Figur 19 - Projektplaneringsdokumenetet med huvudplaneringen och en veckoplanering ... 19
Figur 20 - Ett tidigt stadium av mindmapen med nyckelaktiviteter ... 20
Figur 21 - Däckkärra ... 21
Figur 22 - Rullbar pall ... 21
Figur 27 - Del av Micrologistics produktutbud... 24
Figur 28 – Smalgångstruck från Toyota ... 25
Figur 29 - System-FMEA ... 26
Figur 30 - Brainwriting mindmap ... 28
Figur 31 - Definition av mått ... 29
Figur 32 - Definitioner av rotationsradie och armarnas läge och längd ... 29
Figur 34 - Illustration över truckens lyftkedja ... 31
Figur 33 - Illustration av koncept med "truckkedja" ... 31
Figur 36 - Saxlyft ... 32
Figur 37 - Tryckkedja ... 32
Figur 35 - Illustration av saxlösning ... 32
Figur 39 - Hydrauliska teleskopcylindrar... 33
Figur 40 - Illustration av dubbla cylindrar ... 33
Figur 38 - Illustration av teleskopcylinder ... 33
Figur 41 - Illustration av rotationsförslag ... 34
Figur 42 - Illustration av roterande sidoförskjutning ... 35
Figur 43 - GBD-Utdragsenhet ... 36
Figur 44 - Teleskopskenor från företaget Rollco ... 36
Figur 45 - Illustration av platta underifrån ... 37
Figur 46 - Illustration av kedja/vajer-låsning ... 37
Figur 47 - Illustration av låsning med skruv ovanifrån ... 38
Figur 48 - Illustration av låsning med skruv underifrån ... 38
Figur 49 - Hydrauliska domkrafter med centralpump ... 39
Figur 50 - Illustration av låsning med spännband ... 39
Figur 51 - Ramen ... 43 Figur 52 - Infästningen ... 44 Figur 53 - Linjärenheter ... 44 Figur 54 - Svängkransfäste ... 45 Figur 55 - Svängkranslager ... 45 Figur 56 - Armfäste ... 46 Figur 57 - Cylinderfäste ... 46 Figur 58 - Teleskopskenor ... 47 Figur 59 - Hydraulikpaket ... 48 Figur 60 - Klämfästet ... 48
Figur 61 - Främre fästöra ... 49
Figur 62 - Bakre fästöra ... 49
Figur 63 - Hjulplåtfäste ... 50
Figur 64 - Hjulstapelns utrymme ... 50
Figur 65 - Mekanikplåt ... 51
Figur 66 - Hydraulikkomponenter ... 51
Figur 67 - Låsningar ... 52
Figur 68 - Trucktillbehöret i infällt samt utskjutet läge. ... 53
Figur 69 - Hydraulvätskans flöde vid minus-rörelse. Vid plus-rörelse är det motsatt riktning. ... 55
1. Inledning
GBD-Lagersystem grundades 1979 av VD:n Gunnar Berglund. Företaget tillhandahåller produkter för materialhantering. Deras huvudprodukter är lagerinredningar med utgångspunkten pallställ. De har utdragsenheter, rullbanor, volymställ, grenställ, entresolplan etc.
GBD-Lagersystem har när de arbetat ihop med däckfirmor kommit till insikt att det finns stora problem vad gäller personalens arbetsmiljö. Det är ofta fråga om upprepade lyft i dålig arbetsvinkel vilket i slutändan leder till förslitningsskador. Däckfirmorna har oftast inte heller plats i överflöd, utan vill kunna utnyttja utrymmet till fullo. Gunnar Berglund fick då idén om ett truckmonterat tillbehör anpassat i storlek efter en europapall. Detta tillbehör ska kunna flytta staplar med däck/hjul från truc en till företagets specialanpassade däckställ. Det är det här som företaget nu haft möjligheten att få hjälp med genom detta examensarbete.
k
1.1 Definitioner och begreppsordlista
CAD – Computer aided design, eller på svenska ”datorstödd konstruktion”.
Cylinderns plus- och minusrörelse – Plusrörelse är när cylindern går från minsta mot maximal Längd, medans minusrörelsen är tvärtom.
Entresolplan – Ett extra våningsplan som möjliggör att man kan utnyttja hela höjden hos byggnader.
Flödesschema – Ett diagram som visar på aktiviteter under en process. Detta ska ge en överblick över vad som skall göras när, och vilka verktyg som kan användas.
Hjulhanteraren – Den produkt som detta examensarbete ska resultera i (benämns även som modul, applikation och tillbehör).
Hjulstapel – 4st kompletta hjul med däck och fälg arrangerade i en stapel och hopbuntade. Mindjet Mindmanager – Program för att göra mindmaps.
Mindmap – På svenska tankekarta, är ett sätt att på ett överskådligt sätt länka ihop olika element och visa på relationerna emellan dem. Oftast är en ”huvudfunktion” eller ”huvudämne” placerat i mitten och med ”underfunktioner” som är placerade runt denna och ihopkopplade med linjer. Pall/pallen – Är benämningen som använd i rapporten för den nedre delen av tillbehöret vilket är tillbehörets ram.
PU-Processen – Produktutvecklingsprocessen, arbetsgången vid framtagandet eller förbättringen av en produkt eller tjänst.
Radar chart – En grafisk metod för att jämföra olika ting, i arbetet för att jämföra konkurrenter SolidWork – Det CAD-program som används av Mälardalens Högskola
Worst case scenario – De situationer där den maximala tänkbara belastningen på komponenterna inträffar
2. Syfte och mål
Syftet med arbetet är att i en första fas ta fram ett teoretisk fungerande förslag på ett system för hantering av hjulstaplar (4st däck/hjul) till en normal motviktstruck. Arbetet skall utgå ifrån att däckstapeln skall placeras i ett av GBD-lagersystems modifierade pallställ. Systemet syfte är att underlätta hanteringen av större mängder av bildäck hos däckverkstäder som lagrar dessa åt sina kunder. Grundtanken är att skapa en mer ergonomiskt hållbar hantering av däcken för de anställda, samt en mer tidseffektiv lösning jämfört med dagens manuella hantering.
3. Projektdirektiv
I dagsläget har däckfirmor det generella problemet att mycket av arbetet kräver tunga lyft. Eftersom det kan bli fråga om många tunga lyft under en arbetsdag så behövs det något hjälpmedel som i största möjliga grad kan eliminera problemet. GBD-Lagersystem har en idé om ett lagersystem där en truck kan köra fram och tillbaks längs en gång med däckställ på vardera sida om trucken. Företaget då vill utveckla en anordning som kan monteras på vilken motviktstruck som helst. Denna anordning ska kunna flytta staplarna om fyra däck från trucken till däckställen.
Figur 1 - Illustration av problemet.
En däckstapel ska kunna transporteras från en plats i däckfirmans lokal till ett däckställ och vice versa med hjälp av en truck. Däckstapeln ska kunna flyttas till däckställen på båda sidorna av trucken se Figur 1.
4. Problemformulering
Hur kan ett tillbehör till en motviktstruck utformas och vilka förändringar krävs för att ett system för hjullagring (däckhotell) hos däckfirmor skall fungera. Utgångspunkten ligger i att anpassa ett av GBD´s pallställ till att platseffektivt kunna lagra hjulstaplar. Ställen skall anpassat så att in- och utlastning kan ske snabbt och smidigt. Detta kan genomföras med det tillbehör till motviktstruck som är huvudmålet med uppgiften. Tillbehöret skall monteras på gafflarna på trucken för att möjligöra transportering och in- och urlastning av Hjulstaplar i ställaget. Tanken är den att in- och urlastningen skall ske vinkelrätt mot färdriktningen. Detta för att slippa kravet på att trucken skall kunna vända i truckgångarna. Fördelen med det är att det tillåter en tätare placering av ställagen, vilket medför ett bättre utnyttjande av ytan. Företaget vill helst att tillbehöret ska kunna drivas med hjälp av truckens eget hydrauliksystem.
För att få fram ett fungerande koncept krävs det att: • Ställaget utarbetas och fastställs
• Trucktillbehöret konstrueras • Arbetet kvalitetssäkras
Uppdragsgivaren konstruerar däckstället, vilket innebär att det är följande problemformulering för trucktillbehöret som kommer vara aktuella i detta examensarbete.
• Hur ska det fästas på trucken? • Hur ska hjulen placeras?
• Hur löses den mekaniska av- och pålastningen? • Är truckens hydraulik lämpad för ändamålet? • Hur kan föraren styra mekaniken från förarplats?
• Kvalitetssäkra mot standarder och lagkrav angående trucktillbehör
5. Projektavgränsningar
Projektet kommer att delas upp i två delar. Den först delen innefattar förstudie, idégenerering och konceptgenerering tills en prototyp är redo att tas fram. Det här är den största delen och det är viktigt att den blir avklarad. Den andra delen är att testa prototypen, utvärdera den och komma med
konstruktionsförbättringar. Denna del utförs i mån av tid. Den prototyp som kommer tas fram kommer vara kvalitetssäkrad genom teoretiska beräkningar både manuellt och med hjälp av SolidWork, samt simuleringar gjorda i SolidWorks. De förändringar och förbättringar som kommer behöva göras på prototypen kommer då förmodligen vara av det mindre slaget, vilket betyder att företaget själva kan utföra detta om examensarbetets tid ej räcker till.
6. Teoretisk bakgrund och lösningsmetoder
Följande avsnitt behandlar den teori, verktyg och metoder som legat till grund för examensarbetet.
6.1 PU-processen
När det gäller att strukturera sin produktutvecklingsprocess finns det flera olika vägar att gå. De flesta som någon gång har jobbat med ett produktutvecklingsprojekt vet att det är viktigt att sätta upp en planering för att få alla aktiviteter att bli utförda i rätt ordning. Oftast följer dock proceduren en ganska likartad mall.
Figur 2 - Produktutvecklingsprocessen enligt (Olsson, 1997)
Linjär/sekventiell produktutveckling
Denna uppbyggnad av produktutvecklingsprocessen är i stort så som lärs ut på Mälardalens högskola. Det faller sig alltså ganska naturligt välja detta linjära arbetssätt istället för exempelvis concurrent engineering där man försöker jobba med de olika processerna parallellt. En
Förstudie
Som kan ses i (Figur 2) så startar ett projekt med en initieringsfas. I denna fas så skall projektet planeras, marknadsundersökningar, funktionsanalys och kravspecifikation ska göras. Här bör
hjälpmedel som Gantt-schema och QFD utnyttjas för planering och för att omsätta marknadskraven till produktegenskaper. Verktygen kan ses beskrivna i avsnitt 6.3 – 6.5.
Utvecklingsfas
Utvecklingsfasen kan delas upp i flera delar, t.ex. förberedande utvecklingsfas och
huvudutvecklingsfas. I den föreberedande fasen finns det stora möjligheter att vara kreativ då det är här idé- och konceptgenereringen sker. I konceptgenereringen ska man finna lösningar både för utformning och för funktioner. I detta stadium av utvecklingsfasen ska man inte kritisera lösningarna utan det kommer i nästa fas. I denna fas ska man jämföra koncepten mot varandra och mot
kravspecifikationen. Ett bra hjälpmedel till detta är en Pugh-matris (6.6 Pugh). Det kan även vara läge att uppdatera kravspecifikationen i detta läge då den förmodligen har reviderats en aning och har tydligare krav.
Under huvudutvecklingsfasen ska allt konstruktions- och ritningsarbete utföras, granskas och verifieras. Här ska även bestämma tillverkningsmetoder, skaffa maskiner, kontakta leverantörer etc. Dokumentation för service och marknadsföring ska skapas.
Prototyp, provning och utvärderingsfas
I denna fas ska det som det låter tillverkas en prototyp av det färdiga konceptet. En prototyp kan användas för att testa ritningar, tillverkningsvänlighet, monteringsvänlighet och framför allt att produkten fungerar tillfredsställande. I detta läge ska man fortsatt se på produkten med kritiska ögon då förändringskostnaderna fortfarande är mycket lägre än då produktion har startat på riktigt. När prototypen är utvärderad och eventuellt förändrad använder man sig av den slutgiltiga produktionsutrustningen för att göra det som kallas för en nollserie.
Produktions och användningsfas
Detta är den fas då produkten är utvecklad och ska tillverkas, säljas och användas. För
utvecklingsprojektet är det dags att släppa taget om produkten och låta linjeorganisationen ta ansvar för den. Det är alltså här utvecklingsarbetet kan kallas avslutat.
(Olsson, 1997, ss. 5-19)
6.2 Kravspecifikation
En kravspecifikation är ett dokument som ska vara till hjälp under ett utvecklingsprojekt. I kravspecifikationen samlas de krav som behöver vara uppfyllda för att produkten ska motsvara företagets och kundens förväntningar. En kravspecifikation bör innehålla marknadskrav, produktkrav, krav för service och reservdelar, dokumentation, packning och emballage och återvinning.
Marknadskraven fås oftast direkt från kunden och kommer då vara uttryckta i deras språk. För att kunna få ut specifika krav som kan leda produktutvecklingen åt rätt håll krävs det att kraven blir mer precisa och mätbara. En första kravspecifikation ska göras direkt efter att marknadskraven
identifierats. Detta är en ”mål”-specifikation som visar på de förhoppningar och mål som finns innan exempelvis tekniska begränsningar har framkommit. Efter att konceptgenerering utförts och
6.3 Gantt-schema
Ett Gantt-schema används för att planera ett projekt. I detta schema kan man följa aktiviteter över tid för att försäkra sig om att varje aktivitet görs i rätt ordning och blir klar i rätt tid. Se Figur 3 för exempel på ett Gantt-schema.
Vid skapandet av ett Gantt-schema bör det tas i beaktning hur länge projektet är tänkt att pågå och anpassa tidsaxeln efter detta. Ett projekt som pågår under flera år bör ha en planering som ses veckovis eller kanske månadsvis för att få en bra första överblick över projektet. Om tidsramen istället är en månad så är det bättre att använda sig av dagar på tidsaxeln. Utöver den första tidsplanen så är det såklart en fördel att dela upp den i flera mindre scheman för att på så vis kunna planera varje del av projektet närmre. Oftast följer man upp de planerade tidsramarna med det verkliga utfallet för att få en överblick av hur man ligger till och även för att ge erfarenhet till kommande projekt. Ett gantt-schema kan även vara ett bra hjälpmedel när det skall påvisa vad som görs och är gjort i projektet för sin uppdragsgivare Sammanfattningsvis kan man säga att det man kan se i ett Gantt-schema är:
• Vilka olika aktiviteter som ingår i projektet • När varje aktivitet börjar och slutar • Hur länge varje aktivitet ska pågå?
• Om aktiviteter överlappar varandra och hur mycket • Start och slut för hela projektet
Figur 3 - Exempel på Gantt-schema
6.4 Funktionsanalys
(Gantt)
En funktionsanalys används för att tolka vad en produkt eller process utför och vad den har för syfte utan att se till dess tekniska lösningar. Med detta ges en bild av vad kunden har för behov när det gäller produkten eller processen. Det är ett mycket bra verktyg att arbeta vidare med i det fortsatta arbetat med produktutvecklingen. Analysen hjälper till att frigör tankarna runt produkten så att man inte låser sig på tekniska lösningar utan att ser på produkten som en funktion. Funktionerna beskrivs lättas och fördelaktigast med ett verb och ett substantiv t.ex. ”medge rengöring”. Funktionsanalysen kan utarbetas enligt ett hierarkiskt träd eller som en funktionslista där funktionerna klassas enligt nedan:
Huvudfunktion:
Vad är produktens/tjänstens huvudsakliga syfte?
Delfunktion:
6.5 Quality Function Deployment - QFD
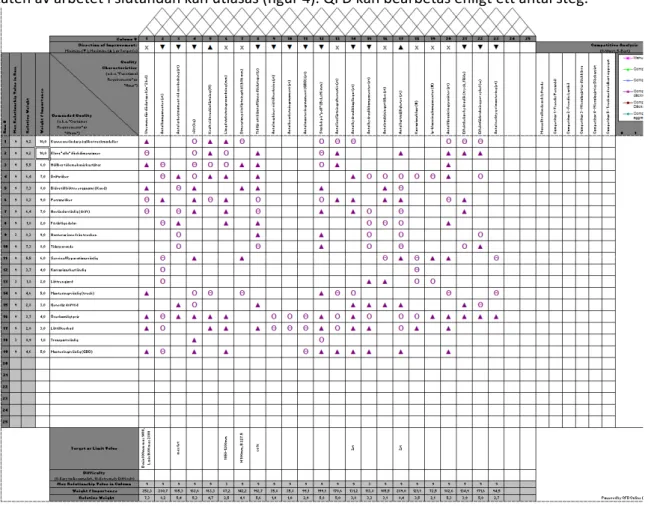
Verktyget för arbete kring kundcentrerad produktutveckling. Metoden bygger på att finna marknadskrav och att utifrån dem erhålla egenskaper/krav på produkten. Metoden utvecklades i Japan under slutet av 1960-talet av Shigeru Mizuno och Yoji Akao. Metoden är likt funktionsanalysen ett väldigt bra verktyg för att i sin helhet förstå problemet runt produkten. För att i ett tidigt skede undvika att finna en lösning på problemet som sedan favoriseras i det vidare arbetet så är det viktigt att betrakta problemet som vad produkten skall lösa och inte hur. Metoden kan med fördel användas på hela problemet eller ända ner till delproblem. Allt arbete med QFD sammanställs i en matris där resultaten av arbetet i slutändan kan utläsas (figur 4). QFD kan bearbetas enligt ett antal steg.
Figur 4 - Illustration av QFD-Matris
1. Första steget är att identifiera varifrån kraven kommer och vilka som kan tänka sig ställa dessa. Den främsta och första kravställaren som kommer i åtanke är den eventuella köparen av produkten. I många fall finns det däremot ett flertal olika kravställare som skall tas i beaktning. Det kan vara ledningen på företaget med sina olika funktioner som ekonomi, inköp och
försäljning samt produktionen. Kravställaren kan även vara utanför så som resten av samhället med krav på miljö, lagar och bestämmelser. Huvudsaken är att identifiera alla kravställare i ett tidigt skede för att inte vissa krav missas under arbetets gång.
2. Grunden till QFD´n är att ta reda på både uttalade och outtalade krav som kravställarna har på produkten. Arbetet här ligger i att skapa en lista av krav från alla de olika kravställarna. De
företagsledningen kräver att produkten ger vinst. För att arbeta fram dessa krav så kan marknadsundersökningar eller konkurrentanalyser användas. För att underlätta och
systematisera arbetet samtidigt som man minskar risken för att väsentliga krav missas så kan arbetet genomföras med hjälp av en kravmatris (Figur 5). Arbetet genomförs genom att i varje skärningspunkt betrakta vilka krav som kan komma att uppstå.
Figur 5 - Kravmatris
3. Nästa steg i arbetet är att vikta alla de krav som erhållits. Skalan som använd för att vikta kraven kan variera beroende på hur många krav det är och hur stor skillnad det är mellan de olika kraven. Det viktiga i slutändan är att skalan blir utslagsgivande, så att de starkaste kraven får ett högt värde som ger ett tydligt utslag för hela matrisen. Men att använda 1-10 är oftast ett bra val. Detta kan kännas svårt att genomföra i många fall då det kan vara komplicerat att i ett tidigt skede bedöma vilka krav som är de viktigaste för att få fram en ”bra” produkt. Det är nödvändigt att en så korrekt viktning som möjligt görs, där även en subjektiv gissning kan vara ett bra sätt. Ett smart sätt kan vara att jämföra de olika kraven parvis mot varandra under arbetet.
4. Konkurrentjämförelse. Som det ser ut i dagsläget går det inte att bara att ta fram en produkt som är en förbättring av en gammal produkt, utan det krävs att produkten är bäst på
marknaden i flera aspekter. Därför är det viktigt att i detta skede försöka finna olika konkurrenter även om det inte känns som det finns några så har det i de flesta fall löst problemet på något sätt tidigare. Jämförelsen görs genom att konkurrenterna bedöms mot hur de möter våra uppställda krav. De bedöms efter en lämplig skala t.ex. 1-5, där 5 är att konkurrenten uppfyller kravet helt. Denna jämförelse görs för att kunna finna de
produktegenskaper som medför att vår produkt blir bättre än konkurrenternas.
5. I detta läge ska de produktegenskaper tas fram som löser kraven som är framtagna. Det viktigaste med produktegenskaperna är att de är mätbara, detta för att det skall gå att ta fram ett målvärde för produktegenskapen.
6. I det här steget utförs en jämförelse av hur stark koppling det är mellan samtliga
7. Definition av målvärden för produktegenskaperna. För att kunna arbeta med en
produktegenskap så måste det finnas ett definierat målvärde för produktegenskapen. Detta moment i QFD kan inte alltid göras i det tidiga skede i utvecklingsprocessen som verktyget används utan kan göras under arbetets gång. Men desto tidigare målvärdena definieras desto bättre.
Med en genomförd QFD så kan det fås fram de olika egenskaper produkten skall ha samt erhålla en klarare blick över var arbetet med utvecklingen skall koncentreras.
6.6 Pugh
(Abrahamsson, 2004)
Pughs matris utvecklades av Stuart Pugh under 1980-talet. Matrisen används för att jämföra olika koncept och på ett snabbt sätt få ned de i antal. Genom att använda sig av matrisen kan det även komma fram nya koncept genom att om möjligt kombinera de olika konceptens styrkor.
Tillvägagångssättet är så att när marknadskraven är identifierade så förs de in i en matris. Dessa krav viktas sedan efter hur viktiga de är för produkten. Viktningen brukar anges på en 5-gradig skala. Efter att kraven har införts och viktats så ska en referens införas. Denna referens är det som de olika
koncepten ska jämföras emot, och är oftast den befintliga lösningen på problemet som ligger till grund för utvecklingsprojektet. Referensen ska ha värdet noll på hur väl den uppfyller de marknadskrav som införts. Koncepten som skall utvärdera förs nu in i matrisen och ska utvärderas gentemot referensen. Varje koncept kommer då få ett positivt eller negativt värde när man jämför hur väl de uppfyller
kraven jämfört med referensen. Hur nivåerna på bedömningen ser ut kan variera, men ligger oftast mellan -1,-2 eller-3 och +1,2 eller 3. Används fler nivåer kommer den viktade summan kunna bli otydlig. Se figur 6 för ett exempel på en Pugh-matris.
(Six sigma)
6.7 FMEA
Figur 6 - Exempel på en Pugh-matris
FMEA är en förkortning av Failure Mode and Effect Analysis. Den grundläggande funktionen för FMEA är att identifiera risker och initiera åtgärder för att eliminera eller minska riskerna. Genom användandet av FMEA kommer potentiella risker vara kända och därmed göra projektplaneringen effektivare. När man fyller i en FMEA-blankett (Figur 7) börjar man med att bryta ned sitt system i dess undernivåer och definiera funktionerna. Dessa komponenter/funktioner skrivs sedan in i
FMEA-blanketten och de kan börja analyseras. Följande är ett generellt tillvägagångssätt: • Man börjar med att lista alla tänkbara felsätt för varje komponent.
• Sedan listas de effekter som felen skulle kunna medföra, och även dess orsaker • Efter det så rankas allvarlighetsgraden enligt en tio-gradig skala i de tre kategorierna,
frekvens, allvarlighetsgrad och upptäcktssannolikhet. Detta är alltså en riskanalys. • När riskanalysen är gjord så ska åtgärder rekommenderas och det ska även bestämmas
Figur 7 - Exempel på en FMEA blankett
Det finns olika sorters FMEA som bör utföras vid olika tillfällen i utvecklingsprocessen. • System-FMEA: Skall göras i ett tidigt skede av utvecklingsprocessen, efter att en
kravspecifikation har utfärdats.
• Konstruktions-FMEA: Skall göras under konstruktionsarbetets slutfas då produkten närmar sig sitt slutliga utförande, men förändringar fortfarande går att göra relativt enkelt.
• Process-FMEA: En del av beredningsarbetet vid val av tillverkningsmetoder, i form av bearbetningsmaskiner, operationsgång och kontrollmetoder.
Figur 8 - De olika typerna av FMEA, dess kopplingar och informationsflöden
6.8 Idégenerering
Processen för att komma på tänkbara lösningar till problemformuleringen kallas ofta för
idégenerering. Det finns ett antal olika metoder för att hitta de bästa lösningarna, men de bygger allt som oftast på att få fram så många idéer som möjligt i första läget. Ju fler idéer desto större chans att
bra ur det. (Olsson s.5) det kommer någonting
6.8.1 Brainstorming
Brainstorming är en metod som kan utföras själv eller i grupp. Metoden går ut på att komma på så många idéer som möjligt för att lösa ett visst problem. Ingen idé är för konstig eller korkad, utan tanken är att ha ett så öppet sinne som möjligt under övningen. Ofta används en mindmap där idéerna fylls i runt det definierade problemet. Några saker att tänka på under en brainstorming är:
• Definiera problemet så tydligt som möjligt och visa krav som måste uppfyllas. • Håll fokus på problemet under hela sessionen.
• Undvik att kritisera förslagen som kommer upp då det riskera att skapa en osäkerhet hos deltagarna som gör att kreativiteten går förlorad.
• Försök få alla deltagare att komma med idéer och vara aktiva.
• Låt sessionen vara rolig för deltagarna och uppmuntra även till de mest galna och ogenomförbara förslag, då det kan leda till att något genomförbart utvecklas ur dem. • Fastna inte för länge vid en idé, utan försök hinna med så många idéer som möjligt. • Uppmuntra att deltagarna spånar vidare på varandras idéer.
• Se till att anteckna allt som uppkommer under diskussionen.
(Mind tools)
6.8.2 Brainwriting
Brainwriting är en metod som liknar Brainstorming. Huvudtanken med denna metod är att en deltagare skriver ned en eller flera idéer som någon annan deltagare sedan bygger vidare på. Det finns olika sätt att lägga upp denna övning. Ett exempel är 6-3-5 metoden. Denna metod bygger på att 6 deltagare har varsitt formulär med problemformuleringen skriven överst. Varje person ska skriva ned 3 idéer på sitt formulär. Efter 5 minuter så skickar man vidare sitt formulär och får en annan deltagares. Man har då 5 minuter på sig att skriva ned 3 idéer till. När övningen är slut har man alltså 6 formulär med totalt 108 idéer på.
6.9 Beräkningar
För att säkerställa att resultatet av arbetet kommer vara väl fungerande krävs det beräkningar och analyser. När det handlar om att konstruera produkter som ska hantera laster är det extra viktigt att kontrollera hållfastheten hos alla komponenter. Detta innebär i vissa fall att beräkna vilka krafter som kommer påverka en komponent och jämföra med data från leverantör. I andra fall, när det gäller egentillverkade komponenter så behövs det också beräknas hur detaljerna klarar av krafterna. Detta kan göras både manuellt och genom CAD-programmet. I Solidworks finns det en applikation som heter Simulation där man kan simulera olika typer av belastningar på komponenterna. Det använder sig av
ent Metoden (även kallat FEM). beräkningar enligt Finita Elem
6.10 Konceptgenerering
Koncept är idéer som är tillräckligt långt utvecklade för att man ska kunna utvärdera de fysikaliska principer som styr dess beteende. Struktur och form följer funktionen. Det grundläggande målet för konceptgenerering är att bekräfta att produkten, genom en viss vidare utveckling kommer kunna uppfylla de krav som är uppsatta.
6.11 Konstruktionsunderlag
Konstruktionsunderlaget är den teoretiska information som behövs för att kunna genomför ukten.
konstruktionen av prod
6.11.1 Hjulstorlekar
För att kunna konstruera tillbehöret behövde vi skaffa oss en uppfattning om storleken på hjulen som ska hanteras. En tabell med de vanligaste däckdimensionerna uppfördes (Tabell 1). Tabellens omfång går från små 13-tums hjul till stora 19-tums hjul för att få både de minsta och största dimensionerna. Se Figur 9 för illustration över de olika måtten.
Fälg Ø tum Däckbred d mm Däckhöjd % Total Ø mm Höjd 4xdäck mm 13 155 65 531,7 620 13 155 80 578,2 620 13 175 70 575,2 700 14 185 70 614,6 740 14 185 65 596,1 740 15 185 65 621,5 740 15 195 65 634,5 780 16 205 65 672,9 820 16 225 65 698,9 900 17 225 65 724,3 900 17 235 65 737,3 940 18 235 65 762,7 940 18 245 55 726,7 980 18 255 55 737,7 1020 19 235 55 741,1 940 19 245 40 678,6 980 19 255 45 712,1 1020 19 265 50 747,6 1060 Tabell 1 – Hjultabell (Byt hjul)
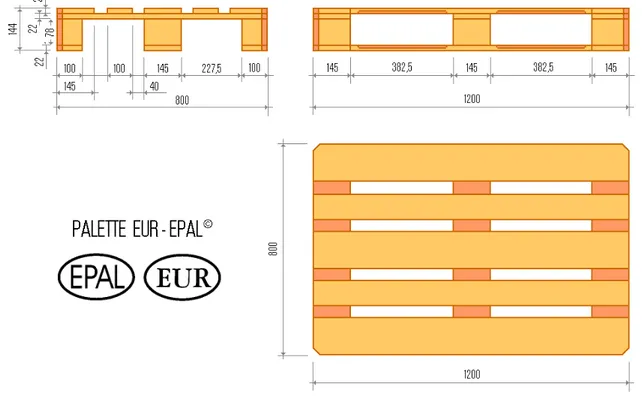
6.11.2 Europapall
Enligt uppdragsbeskrivningen ska anordningen baseras på en europapall. Europapall är den standard på lastpall som används i stora delar av Europa, däribland Sverige. Den är framtagen av UIC som på svenska kallas internationella järnvägsunionen. Pallen togs först och främst fram för
järnvägstransporter men är nu även standard vid transport med lastbil. Europapallen kallas i Sverige även för SJ-pall av denna anledning. Längden på europapallen är 1200 mm, bredden är 800 mm och höjden är 144 mm. Pallen är konstruerad så gafflarna på en gaffeltruck ska kunna föras in och medge att trucken kan lyfta den.
Figur 10 - Europapall
6.11.3 Truckar
Den trucktyp som tillbehöret är tänkt att användas till är motviktstrucken, se figur 11.
Motviktstrucken är den vanligaste sortens truck. Den fungerar så som namnet avslöjar att trucken har en motvikt till den last som hanteras. Motvikten är den stålkonstruktion som ramen är uppbyggd med, samt dess batteri. Hur stor motvikten är beror på vilken lyftkapacitet som erfordras. Även vart
tyngdpunkten på lasten hamnar avgör vilken tyngd som krävs. Motviktstruckarna har oftast en vikt på mellan ett och fem ton. En motviktstruck brukar till skillnad från många andra truckar ha mjuka däck, vilket gör att de lämpar sig bra för användning på ojämna underlag.
Figur 11 - En typisk motviktstruck
De allra flesta truckar idag har gafflar som kan justeras i sidled. Detta kallas gaffelspridning och sidoföring, se figur 12. Det innebär att gafflarna inte sitter fast monterade på stativet, utan att
gafflarna kan flyttas i sidled med hjälp av hydraulcylindrar. Spridning innebär att gafflarnas avstånd till varandra kan justeras och sidoföring innebär att gafflarna kan flyttas gemensamt åt något håll. Truckar med denna typ av gafflar har alltså hydraulik framdragen till gaffelstativet. Oftast är det också
snabbkopplingar som används vilket gör att man lätt kan använda kopplingarna till andra applikationer.
6.11.4 Hydraulik
Tanken är att tillbehöret skall drivas med hjälp av trucken egen hydraulik, så det behövs en överblick av vad som krävs för att det skall fungera och vilka alternativ det finns.
Hydraulik kommer från grekiskans ”hydor” som betyder vatten och ”aulo´s” som betyder rör. Man har i över 200 år haft kunskap om att vätskor kan överföra tryckkrafter, oberoende av avstånd och riktning. Det gäller alltså att det är samma tryck överallt i ett slutet hydrauliskt system. Hydrauliken indelas i två grupper hydrostatisk och hydrodynamisk, skillnaden ligger i att den hydrostatiska överför energi och kraft genom tryck medans den hydrodynamisk överför energi genom rörelse. I detta arbete handlar det endast om hydrostatisk hydraulik.
Grundprincipen när det gäller hydrauliken är den att vätskan inte kan komprimeras och tar sin form efter sin omgivning. En viktig princip är att trycksatt vätska överför lika stort tryck till sin omgivning i alla riktningar.
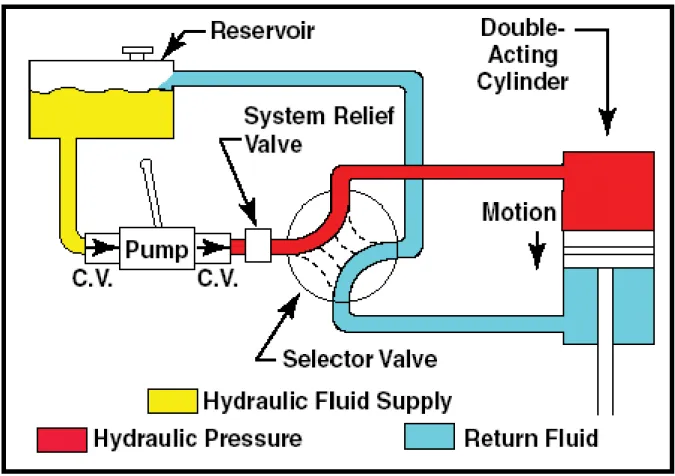
Grundprincipen i ett enkelt hydrauliksystem är att med en pump trycksätta en vätska som sedan genom rör eller slang trycksätter komponenterna i systemet. Vätskan returneras sedan tillbaka till en tank för att bibehålla mängden vätska i systemet. Se figur 13.
Figur 13 - Illustration av hydraulik
Ett hydrauliksystem kan innehålla ett stort antal olika komponenter, såsom ventiler, cylindrar/ställdon och motorer samt ett ledningssystem.
Cylindrar
Cylinderns
Linjärrörelse
huvudfunktion är att överföra vätskans tryck till mekaniskt arbete.
Det går att säga att det finns två typer av cylindrar, den enkelverkande eller den dubbelverkande. Skillnaden ligger i att den enkelverkande endast drivs av vätskans tryck i en riktning och återgår genom någon annan kraft t.ex. fjäderkraft eller tyngdkraften. Medans i en dubbelverkande cylinder fås
däremot rörelsen med hjälp av vätskan i båda riktningarna.
Vid arbete av cylindern pressas vätskan in i utrymmet bakom kolven vilket för med sig att vätskan sätter tryck på alla ytor i kammaren och sätter då kolven i rörelse (Figur 14). Rörelsen som beskrivs i Figur 14 kallas normalt för plusrörelse medans motsatsen då benämns minusrörelse. Beroende på hur stor cylinder och kolven är så ökas eller minskas kraften cylindern utför enligt principen:
Figur 14 - Illustration av cylinderfunktion
Rotationsrörelse/ställdon
Det går även att få ut en roterand rörelse ur ett hydrauliksystem. Principen är den samma som för en vanlig linjärcylinder där en kammare fylls med vätska och genom sitt tryck får något att röra sig. Det finns två kategorier av dessa vridcylindrar. Den första är den där det används en vanlig cylinder som driver en kuggstång mot ett kugghjul och får på så sätt en rotationsrörelse (Figur 15). Den andra är den i Figur 16 där vätskan får en vinge att röra sig så att det erhålls en rotationsrörelse.
Figur 15 - Rotationsrörelse genom hydraulcylindrar
Ventiler
Ventilers huvudsyfte är att styra och kontrollera hydrauliken. Samt att skydda övriga komponenter i hydrauliksystemet. Ventilerna har ett flertal olika sätt de kan styras på. Först har vi den manuella styrningen där det sker genom knappar, spakar eller pedaler. Även mekaniska och elektriska styrningar är vanliga då genom vipparmar, fjädrar samt elektromagneter, medans en kategori ventiler styrs av trycket i systemet.
Tryckstyrande ventiler
Dessa ventiler kan betraktas som systemets säkringar. Enkelt förklarat så öppnar ventilen när trycket överstiger ett vist värde och då direkt leder vätskan tillbaka till tanken. Ventilen förhindrar då
skadas av för högt tryck. att övrig utrustning
Riktningsventiler
Eller styrventiler är en typ av ventil som styr vart vätskan skall ta vägen. Ventilerna kan ha ett antal olika lägen samt flera in och utgångar. Den enklaste varianten av riktningsventil är en vanlig
avstängningsventil där den har två lägen antingen släpper den igenom vätskan eller ej. Benämningen av ventiler görs genom en sifferkombination t.ex. 2/2 där fösta siffran hur många anslutningar ventilen har medans den andra beskriver antal lägen som ventilen kan ställas i. Benämningen som nämns ovan
tängningsventilen. är för den tidigare beskrivna avs
Hastighetsreglerande ventiler
Även kallade flödesventiler styr flödet i systemet. Enkel förklarat så stryps flödet på något ställe så att det endast kan passera en vis mängd vätska per minut överflödet som då blir vid ventilen leds tillbaka till tanken.
Ledningssystem
För att kunna förflytta vätskan så krävs det ett ledningssystem där vätskan kan flöda igenom. Ett system kan bestå av rör, slangar samt olika kopplingar till övriga komponenter. En viktig faktor för ledningssystemet är att det ska klarar av det höga tryck som vätskan utsätter det för. Förutsättningen för att dra ett ledningssystem är den att i så stor utsträckning som möjligt använda rör. Men när det ej går så får slang användas. Slangen används främst när ledningen skall klara av rörelse. Det finns ett antal olika grundprinciper när montera en slang. Se Figur 17 eller på (Specma Hydraulic).
7. Tillämpad lösningsmetodik
I detta kapitel redovisas hur arbetet har avancerat, och vilka verktyg och metoder som använts rbete.
under detta examensa
7.1 Arbetsprocess
För att illustrera arbetsprocessen skapades ett enkelt flödesschema över hur arbetet lagts upp. (Figur 18). Figur 18 - Flödesschem
7.1.1 Gantt-schema
a över arbetsprocessen Initieringsfas/Förberedande fas •Projektplanering (Gantt) •Marknadsundersökning • Studiebesök •Funktionsanalys •QFD •Kravspecifikation •System-FMEA Förberedande fas/Konceptutvecklingsfas •Idégenerering (Brainstorming, Brainwriting, Tvärt-om-metoden etc.) •Konceptgenerering •Konceptutvärdering (Pughs matris) Huvudfas/Konstruktionsfas •CAD-Konstruktion (Inköp/egen konstruktion) •Beräkning •SolidWorks SimulationEtt projektplaneringsdokument skapades redan första veckan för att medge en strukturerad arbetsprocess. Projektplanen bestod av ett huvudsakligt Gantt-schema där hela processen finns samlad. Den består även av mer av veckoplaneringar, där man mer detaljerat kan följa projektet veckovis. Detta fungerar i princip som en dagbok där man kommenterar milstolpar under projektet. Allt detta finns i bilaga 1-2. Figur 19 ger en överblick av projektplaneringen.
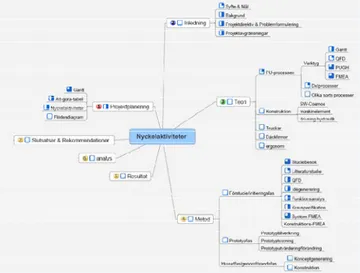
7.1.2 Nyckelaktiviteter
En mindmap skapades i Mindjet mindmanager för att ha översikt på hur projektet utvecklades. Detta för att få en bra bild över hela arbetet och för att undvika att glömma bort någon del. Vid varje aktivitet finns en ruta där man kan uppdatera hur långt framskriden aktiviteten är. Det går även sätta upp vilken prioritet de olika aktiviteterna har. Se figur 20, för en större version se bilaga 3.
7.2 Förstudie
I projektets initieringsfas är det väsentligt att skaffa sig en djupare förståelse i problemet och vilka änsningar som finns. Här valdes att göra studiebesök och konkurrentanalyser. möjligheter och begr
7.2.1 Studiebesök
För att få en förståelse hur det ser ut på däckfirmorna i dagens läge så gjordes studiebesök på några utvalda däckfirmor i Eskilstuna. Valet att göra flera studiebesök grundades på att det skulle vara fördelaktigt att se på likheter och skillnader mellan de olika firmorna.
Studiebesök Langes Gummiverkstad
Det första företaget som besöktes var Langes Gummiverkstad. Langes Gummiverkstad är ett familjeägt företag som startades 1921 och drivs i
nuläget av den tredje generationen Lange. Det är ett medelstort företag som lagerhåller däck för 1000-1100 personbilar. Deras lager är uppdelat på flera rum med olika förvaringsmöjligheter. Företaget använder sig av en däckkärra (figur 21) för att ta hjulen från bilen till ställen och tvärtom. De lastar sedan hjulen för hand, och använder sig av flyttbara pallar(figur 22) för att få en mer ergonomisk lyftvinkel vid lyft från och till de
övre raderna i ställen. Figur 21 - Däckkärra
Studiebesök Vianor
Det andra företaget som besöktes var Vianor i Eskilstuna. Vianor är en kedja med över 470 verkstäder världen över varav det bara i Sverige finns 73 stycken verkstäder. Verkstaden i Eskilstuna
och 1000 personbilar. Utöver det har de även en sto mängd nya däck i lager. Vianors lager är ganska ny och kommer från just GBD-Lagersystem (figur 23). Lagret är också relativt stort med lager i två våninga genom ett entresolplan (figur 24). Verkstaden har en tvättanordning med en däcklyft som gör att man slippe oergonomiska lyft i samband med tvätt. De använder sig även de av liknande däckkärror som Langes gummiverkstad
de på en gaffeltruck när däck ska transporteras till och från det över lagerplanet. Trucken lyfter sedan upp eller ned kärran medans personalen förflyttar sig med en trappa. Detta gör att de slipper bära däcken upp och ned, vilket annars kan leda till
förslitningsskador. Nackdelen är att det inte är det mest tidseffektiva sättet.
har i dagsläget hand om däcken till mellan 900 r
byggt r
r
. Dessa kärror lastar
Figur 23 - Entresolplan från GBD Figur 24 - Däckställ från GBD
7.2.2 Konkurrenter
För att få en bild av hur konkurrenterna har löst frågan hur man kan bidra till förbättrade
arbetsförhållanden i däckbranschen så utfördes en konkurrentanalys. Det visade sig att det finns några lösningar på marknaden, men ingen som är riktigt lik lösningen med ett tillbehör till truckar. För en grafisk konkurrentjämförelse med ett radar chart se bilaga 19.
Frendix
Det Finska företaget Frendix som även finns i Sverige säljer två typer av däckstaplare. En version för personbilsdäck och en för lastbilsdäck. Det är då främst varianten för personbilsdäck som är en direkt konkurrent till hjulhanteraren. Frendix däckstaplare är en elektrisk pall-lyft där personalen går med staplaren till däckstället och placerar in den på rätt position. Den har sedan en elektrisk motor som lyfter upp däcken till den nivå däcken ska placeras. Maximal lyfthöjd är 5,2m på den största varianten av staplaren. Figur 25 och figur 26 visar de två däckstaplarna.
Figur 25 - Däckstaplare för personbilsdäck
Micrologistic
Micrologistic är ett svenskt företag som ägnar sig åt materialhantering. De är generalagent för, och samarbetar med ett antal olika märken som bland annat har utrustning för däckhantering. En produkt som används på ett flertal däckfirmor är en moduluppbyggd aluminiumkärra som har anpassats för att kunna hantera däck. Med denna kärra kan man hantera upp till 8 stycken däck på samma gång, samt få en bra arbetshöjd när man lastar däcken. Det går inte att lyfta däcken med den och den har ingen drivning vilket gör att personalen måste använda egen kraft för att manövrera den.
De säljer även en plattformsstege med lyft. Det är en stege som kan rullas med mankraft till däckstället. På stegen finns en plattform och ett eldrivet lyftflak. Personalen får alltså klättra upp på stegen till plattformen där de plockar ut däcken från stället och placerar de på lyftflaket. Personalen kan sedan sänka ned däcken till marknivå med den elektriska lyften. Se figur 27 för delar av
produktutbudet.
Smalgångstruck med vridbart gaffelaggregat
Det finns truckar som redan i sig är bra anpassade för uppgiften. Toyota har bland annat truckarna Veflex VRE150 (figur 28) och VRE125. Dessa är så kallade smalgångstruckar, och är som det låter anpassade för att fungera i begränsade utrymmen. Dessa truckar skiljer sig mot andra truckar genom att gaffeln skjuts ut åt sidan istället för att man kör in med gafflarna. Gaffelaggregatet är även vridbart för att kunna hantera gods åt båda håll. Dessa truckar har dock ett väldigt högt inköpspris vilket gör att det inte är en självklar investering.
Figur 28 - Smalgångstruck från Toyota
7.3 QFD
En QFD utfördes med krav som framkommit i kontakt med uppdragsgivare, på däckfirmorna och egna slutsatser. Dessa fördes in i en färdig mall där de utvärderades mot de produktegenskaper som kunna påverka kundkraven. Det som visade sig vara av största vikt var.
• Antal lastmöjligheter (Mål 2 st)
• Antal komponenter (Så få som möjligt)
• Utrymme för däckstapel (Klara många hjulstorlekar men hålla nere dimensionerna) Se bilaga 15 för närmre g
7.4 Kravspecifikation
ranskning.
En kravspecifikation upprättades i samarbete med företaget. Enligt teorin från (Olsson, 1997, s. 7) så fick företaget vissa kategorier, utifrån vilka de fick fylla i de krav som de hade. Genom att en QFD hade genomförts kunde även krav utformas från den. Kravspecifikation godkändes sedan av företaget som en första variant. Kravspecifikationen är dock ett levande dokument som kom att ändras under arbetets gång. Kravspecifikationen kan ses i bilaga 5.
7.5 Funktionsanalys
För att bryta ner uppgiften i förståliga beståndsdela valde vi att arbeta med en funktionsanalys. Arbetets resultat finns i sin helhet bilaga 4. Men huvuddragen i analysen är:
Huvudfunktion
¾ Medge förflyttning av hjul/däck fram och tillbaka från skiftningsplats och in/ur i däckstället Huvudfunktionen föll på plats ganska så enkelt då mål och syfte för uppgiften var att ta fram ett hjälpmedel för personalen som arbetar på däckfirmorna. Med det i åtanke så är det lämpligt att minska den manuella hanteringen så mycket som möjligt. Vilket fås av en funktion som transporterar däcken med hjälp av trucken i så hög utsträckning som möjligt.
Delfunktioner
¾ Medge Av- och pålastning på truck ¾ Medge Förflyttning till däckställ ¾ Medge In- och utlastning i däckställ
Vi fann att det fanns tre delmoment som skulle lösas som funktioner för att uppfylla huvudfunktionen. Dels att det går att lasta däcken på tillbehöret. Dels att det går att flytta dem med trucken. samt klara av att lasta in och ur hjul/däck i ställaget.
Utöver detta så f
7.6 System-FMEA
inns det att antal stödfunktioner som bidrar till att lösa delfunktionerna.
En system-FMEA upprättades för att redan i ett tidigt stadium i utvecklingsarbetet få en insikt i vad som är viktigt att tänka på för att undvika fel på produkten. Se bilaga 16.
Arbetet utgick ifrån kravspecifikationen samt funktionsanalysen när de olika
funktionerna/komponenterna som skulle kunna påverkas systemet togs fram. Det arbetades med några olika aspekter när det gällde att finna fel-scenarion. Bland annat så försöktes det arbeta runt vad som skulle kunna orsaka personskador eller göra tillbehöret funktionslös. Resultatet visade bland annat att konstruktionen måste vara robust, symmetrisk och ha en ordentlig infästning.
7.7 Idégenerering
Den kreativa sidan av arbetet behandlat i detta avsnitt. För att öka kreativiteten så genomfördes den här delen av arbetet tillsammans med en annan studentgrupp på två personer. Idégenereringen
ärmad miljö för att utesluta störande element. skedde också i en avsk
7.7.1 Brainwriting
Idégenerering startades med metoden brainwriting. Denna övning utövades tillsammans med en annan exjobbsgrupp för att få fler idéer till båda gruppernas problemställningar. Idégenereringen gick till så att projektet delades in i fyra olika delproblem som antecknades i separata dokument. De olika delproblemen vför dett arbete var Infästningsmetoder, justerbarhet, ”greppa” däck och mekanisk rörelse. Varje deltagare fick varsitt dokument där så många idéer som möjligt skulle antecknas på 5 minuter. Deltagarna gick igenom denna procedur för varje delproblem. Efter att alla idéer blivit nedtecknade så disskuterades de igenom och kommenterades av deltagarna. En beskrivning av de olika problemen som behandlades i brainwritingövningen följer här. Se bilaga 11 för hela resultatet.
Infästningsmetoder
Infästningsmetoder valdes som ett delproblem för att det är viktigt att tillbehöret sitter stabilt på trucken för att garantera personalens säkerhet och för att det kan innebära problem att utföra arbetet om tillbehöret skulle röra sig eller att den skulle hamna snett på gafflarna.
Justerbarhet
Idégenereringen utfördes innan det var bestämt att däckraden enbart skulle placeras stående i ställagen vilket gör problemet mindre aktuellt. Dock så kan man finna inspiration som kan användas till andra problem i projektet.
”Greppa” däck
Delproblemet ”greppa” däck kom med för att under denna tidiga del av arbetet var det inte specificerat hur däcken skulle vara placerade i stället.
Mekanisk rörelse
Med mekanisk rörelse var målet att få fram idéer för själva mekanismen som förflyttar däckstapeln från trucken till stället och tillbaka.
7.7.2 Brainstorming
Efter att Brainwritingen var utförd kom idén med roterande hjulstaplar, vilket medförde att det utfördes en brainstormingövning med idéer på hur rotationen kan utföras. Brainstormingen utfördes som en mindmap i programmet Mindmanager. Resultatet av brainstormingen kan ses i bilaga 12.
Figur 30 - Brainwriti
7.8 Företagsmöte
ng mindmap
Efter att ha tagit fram alla idéer så ordnades ett möte med Gunnar Berglund där projektet gicks igenom mer noggrant. Här bestämdes bland annat att hjulen skulle placeras liggande i en stapel. Det bestämdes också att idén med att varje hjulstapel skulle gå att rotera skulle implementeras i lösningen för att skapa mervärde hos produkten.
7.9 Definiering av mått och teoretiska beräkningar
För att avgränsa arbetet och se till att de är idéer och koncept är teoretiskt möjligt var det nödvändigt att utföra vissa grundläggande beräkningar. Samt att definiera vilka tekniska ramar som
onstruktionsarbetet. gäller för det vidare k
7.9.1 Definitioner
För att få arbetet att gå vidare så krävdes det att vi definierade olika parametrar så att det inte skulle bli några oklarheter samt att var säker på att arbetet gick mot en fungerande lösning så togs det fram några riktlinjer och definitioner.
Storlek på pall och övrigt viktiga mått
Med förutsättningen för storleken av ramverket/pallen skulle vara av jämförbart med en Europapall (6.10.2 Europapall) samt utifrån hjulstorlekarna (6.10.1 Hjulstorlekar)så fastställdes att ramen största bredd skulle var 800mm. I enlighet med uppdragsgivaren mål att placera ställagen så att en truckgång på 1200mm erhålls, bestämdes måtten enligt nedan (Figur 31).
Figur 31 - Definition av mått
Beslutet som togs på mötet (7.8 Företagsmöte) att det med hjälp av rotation skall kunna gå att lasta av och på i två riktningar medförde att några viktiga mått skulle definieras. Kontentan av det hela var att det fastställdes en maximal diameter där alla rörliga delar skulle få plats inom (Figur 32). Det beslutet grundades på hjulstorleken samt storleken på pallen. Diametern blev satt till 800mm samt en maximal längd på armarna till 700mm.
Figur 32 - Definitione
7.9.2 Beräkningar
r av rotationsradie och armarnas läge och längd
För att säkerhetsställa att delar av kravspecifikationen samt resultaten av system-FMEA´n som erhållits skulle uppfyllas gjordes ett antal worst-case analyser och beräkningar se bilaga 14.
• Kraften på tillbehöret vid inbromsning/nödbroms • Tipprisken på trucken vid ändläge på armar
Kraften som påverkar hela tillbehöret vid en hastig inbromsning skulle i värsta fall få den att glida av truckgafflarna vilket vi såg som en stor risk för personskador. Vi antog några värden för
beräkningarna och kom fram till slutsatsen att det fanns två sätt att förhindra att tillbehöret gled av. Antingen öka normalkraften eller friktionskoefficienten.
• Ö ad normalkk raft. 11830 Ö a friktio 0,507
• k d nskoefficient.
Risken för att hela trucken skulle stjälpa vi ändläge av utskjutningsarmarna beräknades för tre fall. Statisk beräkning med armarna i ändläge samt två dynamiska fall, där ett var när armarna var i rörelse och stannar tvärt det andra var när armarna var i ändläge och hela tillbehöret sänktes för att då tvärt stanna. Avslutningsvis så kombinerades dessa fall.
Resultatet av beräkningarna visade att det inte fanns någon risk att trucken skulle välta. Risken för att hjulstapeln skulle tippa analyserades i två fall. I båda fallen sökte vi efter den
n riskerade att stjälpa. momentpunkt där hjulstapel
7.10 Konceptgenerering
När idégenereringarna och företagsmötena hade resulterat i vissa riktlinjer var det dags för konceptgenereringen.
Det fortsatta arbetet följer samma princip som tidigare och delar upp arbetet i olika moduler/problem som det arbetas separat med. Dessa delar är:
• Utskjut • Rotation • Armar • Infästning
7.10.1 Utskjut
För att lösa den mekaniska rörelsen som skall genomför av och på lastning. Togs det fram ett antal olika koncept som delredovisas nedan.
Kedjor som på truckens lyftanordning
På en truck så fungerar lyftmekanismen så att man har enkelverkande hydraulcylindrar som fungerar som kraftkälla. För att få utökad lyfthöjd används även kedjor där ena änden av kedjan är fixerade i cylindern medans den andra änden sitter i det rörliga gaffelaggregatet. På änden av kolven sitter det ett kugghjul. När kolvarna skjuts upp så kommer gafflarna röra sig uppåt eftersom kedja är fixerad i den orörliga delen av cylindern. Vi tänkte oss samma princip vid vårat utskjut, med skillnaden att eftersom hjulen flyttas horisontellt och inte vertikalt så kommer inte tyngdkraften att skapa en returrörelse. Lösningen är att istället ha en dubbelverkande cylinder och två kedjor. Vid cylinderns plusrörelse fungerar det som på trucken, medans vid minusrörelsen så sitter det ett andra kugghjul som kommer trycka på den andra kedjan och därmed medge förflyttningen till ursprungsläget.
Figur 34 - Illustration över truckens lyftkedja
Saxlösning
Det här konceptet är inspirerat av en saxlyft. Lösningen gör att man kan få ett mycket längre utskjut från en cylinder än bara cylinders slaglängd. Beroende på hur många instanser som monteras har kan slaglängden varieras. Fördelen är att lösningen inte tar speciellt stor plats i komprimerat läge även om det är många instanser och därmed en lång slaglängd.
Figur 36 - Saxlyft
Figur 35 - Illustration av saxlösning
Tryckkedja
Tryckkedjan ser ut och fungerar ungefär som en vanlig rullkedja genom att vara uppbyggd av länkar och drivs med kugghjul. Skillnaden mellan en tryckkedja och en rullkedja är att den i en linjär position är stel, det vill säga att när den trycker mot en last så böjer den sig inte utan överför kraften till lasten. Det här är möjligt eftersom varje länk hakar fast i länken framför när de är linjära. Är länkarna däremot inte linjära mot varandra är de istället rörliga som på en rullkedja och kan därmed förvars i ett magasin. Detta är en fördel då man har ett begränsat utrymme, men behöver
åstadkomma en lång rörelse. Tryckkedjan klarar av stora laster och används bland annat för att lyfta scengolv.
Dubbelverkande Teleskopcylinder
En dubbelverkande teleskopcylinder ger fördelen mot en vanlig cylinder att den ger en lång slaglängd i förhållande till det hopfällda läget. En vanlig cylinder kan aldrig ge en slaglängd lika lång eller längre än sitt inbyggnadsmått. Teleskopcylindern fungerar så att utskjutet sker i flera instanser med avtagande ytterdiameter. Denna metod används oftast i tyngre applikationer och det finns begränsat med teleskopcylindrar i mindre dimensioner.
Figur 39 - Hydrauliska teleskopcylindrar
Figur 38 - Illustration av teleskopcylinder
Två dubbelverkande cylindrar
Genom att använda två cylindrar erhålls samma effekt som att en teleskopcylinder. Fördelen med att ha ett flöde av hydraulvätskan som går genom båda cylindrarna är att det ger en längre slaglängd än en ensam cylinder utan att behöva komplicera styrningen av cylindrarna.
Figur 40 - Illustration av dubbla cylindrar
Rörelse
7.10.2 Rotation
Kugghjul/Kuggstång
Hjulraderna placeras på plattor med kugghjul monterade i dess respektive centrum. En hydraulisk cylinder för kuggstänger fram och tillbaka i kontakt med kugghjulen, vilket medför att plattorna roterar. Denna lösning kan antingen ha en centrerad lösning med en cylinder och då följaktligen en rotation av båda plattorna på samma gång. Eller så kan man ha seprata cylindrar som gör att att varje platta kan rotera oberoende av den andra.
Roterande sidoförskjutning
Detta koncept använder sig av ett hydrauliskt vriddon för rotationen. Genom att använda ett hydrauliskt vriddon kan man även få en rörelse i sidled. Vriddonet fästs i en linjärenhet som gör att det kan flyttas i sidled. På den roterande delan av vriddonet sätts då en kuggskiva med minst en halv cirkels omkrets. Denna skiva kommer ligga an mot en kuggstång. När vriddonet som kan vridas 180° utgår från mittpositionen och roterar 90° kommer kuggskivan driva linjärenheten åt den sida som vriddonet roterar åt.
90°
90°
7.10.3 Armar
GBD-Utdragsenhet
GBD-Lagersystem använder sig av en egen konstruktion till sina utdragsenheter. Dessa enheter består av svetsade plåtkonstruktioner som rullar på kullager. De har utdragsenheter som klarar ett utskjut på 100 %. Detta räcker dock inte då det behövs ett utskjut på över 100 % vilket medför att det behövas en omkonstruktion för att det ska funka i detta fall.
Figur 43 - GBD-Utdragsenhet
Teleskopskenor
Detta koncept använder sig av teleskopskenor. Flertalet av dessa har en slaglängd på över 100 % och fungerar då på tillbehöret. Det gäller sedan att välja skenor som klarar av de krafter som kommer påverka dem.
7.10.4 Infästning
Platta underifrån
Detta koncept kan tänkas som en kombination mellan skruv ovanifrån och skruv underifrån. Tanken är att skruva två stycken skruvar från tillbehörets ovansida. Dessa skruvar kommer då dra upp en platta mot gafflarnas undersida genom att plattan har fatsvetsade muttrar. Det går även att tänka sig att skruvarna kommer underifrån plattan och skruvas upp med muttrar ovanpå tillbehöret.
Figur 45 - Illustration av platta underifrån
Kedja/vajer
Detta koncept bygger på att det sätts en fästögla på tillbehöret. Därefter fästs antingen en kedja eller en vajer i den och förankras i gaffelaggregatet.
Skruv ovanifrån
Detta koncept fungerar så att muttrar svetsas fast på tillbehörets ovansida. Skruvar kommer sedan skruvas ned mot gafflarna och på så vis klämma fast gafflarna. Här är skruvarna lättåtkomliga men kräver också att ramen har en underdel som gafflarna kan klämmas mot.
Figur 47 - Illustration av låsning med skruv ovanifrån
Skruv underifrån
Detta koncept fungerar precis som det med skruvar ovanifrån, med skillnaden att skruvarna kommer från undersidan och pressar gafflarna mot ramens övre del. Här är skruvarna mer svåråtkomliga men kräver ingen underdel på ramen.
Hydraulisk låsning
Tanken med detta koncept är att det sitter hydrauliska domkrafter på ramen. Dessa är
sammankopplade i ett gemensamt system. Man låser sedan fast gafflarna genom att klämma fast dem med en central pumpenhet.
Figur 49 - Hydrauliska domkrafter med centralpump
Spännband
Denna lösning innebär att det skärs ut två spår i ramen. Genom spåren dras sedan ett spännband. På undersidan av ramen kommer det vara en ögla där gaffeln placeras, och på ovansidan av ramen sitter alltså själva spännmekanismen. När bandet spänns så låses gaffeln fast.
7.11 Konceptutvärdering
7.11.1 Snabbanalys av koncepten för och nackdelar
För att snabbt få en överblick over koncepten med dess styrkor och svagheter, gjordes en enkel analys av varje koncept. Koncepten är indelade i infästning, rotation och utskjut.
Koncept Infästning Rotation Utskjut
1 Hydraulisk domkraft Kuggstång Kedjor (truck)
2 Skruv sidan Kugghjul Teleskopcylinder
3 Skruv ovanifrån Hydraulisk roterande ställdon Sax 4 Kedja 1 cylinder 2 rotationer Remmar
5 Skruv Underifrån Kedja/Rem Dubbla cylindrar
6
Skruv ovanifrån drar järn
uppåt Kedja (drivning på kugghjul)
7 Spännband Kuggstång
8 Gummi Tryckkedja
9 Gångjärn/Flärp
10 Låsning bakom gafflarna
Infästning
Hydraulisk domkraft + Jämnt tryck
+ Enkel med en central spännpunkt - Dyrt
- Kan tappa tryck vid läckage Skruv sidan
+ Flertal spännpunkter - Kan vara svårt att komma åt
- Variationen på gaffelbredd gör att det krävs långa skruvar
Skruv ovanifrån + Lätt att komma åt - Flertal spännpunkter
- Tyngden blir att hänga på skruvarna Kedja
+ Billigt
Skruv Underifrån + Enkel lösning
+ Kommer ej ta några laster
- Kommer tvunget att byggas in om tillbehöret skall ställas av
- Skruvarna kan vara svåra att komma åt - Måste arbeta under tillbehöret vid
inspänningen
Skruv ovanifrån drar järn uppåt + Lätt att komma åt
+ Skappar tryck på större yta på gafflarna - Kräver fler skruvmoment per
spännpunkt
- Eventuellt arbetet under tillbehöret vid spänning
Spännband
+ Snabb fastspänning
+ Skappar tryck på större yta på gafflarna + Kräver inga verktyg vi fastspänning - Kan kännas ”billig”
- Något dyr Gummi
+ Mycket enkel + Väldigt snabb
- Lågt/varierat tryck (beroende på vikt)
- Tappar friktion om olja, vatten eller smuts kommer i mellan ytorna - Ej fix (tippinstabil)
Gångjärn/Flärp + Ökad kontakt yta
- Krångligt att vid montering Låsning bakom gafflarna + Snabb infästning + Enkel att hantera
- Kan vara svår att anpassa till alla gafflar
Rotation
Cylinder och Kuggstång/Kugghjul + En lätt och beprövad lösning + Många rörliga delar
Hydraulisk roterande ställdon + Lätta att montera
+ Säker vridning (rätt start och stoppläge)
+ Slipper en separat svängkrans - Dyrare än övriga?
Kedja/Rem
1 cylinder 2 rotationer + Minskar antalet cylindrar + Minskat antal arbetsmoment Rotation med sidoförskjutning + Slaglängden på armarna minskas + Minskar tipprisken för hjulstapeln i
färdriktningen.
Utskjut
Kedjor (truck)
- Svårt att få rörelse åt båda hållen Teleskopcylinder
+ Enkel lösning + Få komponenter - Dyrare?
- Oftast stora dimensioner Sax
+ Krävs en liten cylinder - Många rörliga delar - Svårt att få att gå rakt Remmar
- Svårt att få ut full längd
Dubbla cylindrar
+ Enkel och rak lösning - Dyrare med två cylindrar
Kedja (drivning på kugghjul) - Erfordrar cirkulärrörelse
Kuggstång
- Svårt att få tillräcklig slaglängd - Erfordrar cirkulärrörelse
Tryckkedja
+ Inga direkta begränsningar i slaglängd + Jämn och fin rörelse