RUTTPLANERING
– R
etursystem för pantade PET-flaskor och aluminiumburkar
Sofie Johansson
Carl Nilsson
EXAMENSARBETE 2008
Industriell Organisation och Ekonomi med inriktning
Logistik och Ledning
RUTTPLANERING
- Retursystem för pantade PET-flaskor och aluminiumburkar
ROUTE PLANNING
- Recycle system for deposit bottles and aluminum cans
Sofie Johansson
Carl Nilsson
Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom äm-nesområdet Logistik. Arbetet är ett led i den treåriga högskoleingenjörsutbild-ningen. Författarna svarar själva för framförda åsikter, slutsatser och resultat. Handledare: Eva Johansson
Omfattning: 15 Högskolepoäng Datum: 12 juni 2008
Förord
Detta examensarbete är den avslutande examinationen på utbildningen Industriell Or-ganisation och Ekonomi vid Tekniska Högskolan i Jönköping. Arbetet är utfört i sam-arbete med uppdragsgivaren Transab samt DPS Europe som tillhandahållit program-vara för datoriserad ruttplanering.
Vi vill tacka Magnus Bergkvist på Transab som erbjöd oss att arbeta med det här pro-jektet, vilket har varit givande och intressant. Magnus har bistått med hjälp och infor-mation som varit till stor hjälp. Tack också till Kjell Engström, Netlink Örebro, som svarat på frågor om projektet och hjälpt oss på traven.
Ett tack till vår handledare på Tekniska Högskolan, Eva Johansson, som kommit med bra tips och gett bra vägledning under arbetets gång.
Ett stort tack till DPS Europe i Göteborg och speciellt Thomas Rickne, som tillhanda-hållit programvara och ovärderlig support under arbetets gång.
Jönköping, juni 2008
__________________________ _________________________
Abstract
This report is the final part within our education, Industrial Organization and Econ-omyfocusing onLogistics and Managementat Jönköping School of Engineering. The aim with this report is to coordinate recycle drives for deposited aluminum-cans and bottles collected from grocery stores within Jönköping county and locality.
In the present situation both aluminum cans and bottles filled with drinks are distrib-uted to the grocery stores by the brewery’s own distributers. At the same time as they supply the drinks they also discharge the grocery stores units with restored aluminum-cans and bottles. To make it easier for the grocery stores to handle the goods in the future, all distribution of drinks ought to be directly delivered to the grocery stores own separate central warehouse. This means every brewery ought to instead supply their drinks to the grocery stores central warehouse instead of taking them directly to the grocery stores. The drinks will then be distributed from the central warehouse to the grocery stores in connection with their orders of provisions. Due to hygienic rea-sons it is not possible that the deposited units are transportedtogether with the provi-sion. Therefore a kind of recycle drive needs to be organized.
By using computer-aided route planning systems every transport are optimized, which means the transportation and labour costs will be reduced. At the same time the strain on the environment will also be a reduced. The company, DPS Europe, an interna-tional supplier of professional designed route planning systems. They have assisted with computer software and support during the study. The software PlanLogix build optimized drive routes based on different presumptions, restrictions and parameters which is based on information given by Returpack, responsible for the Swedish bottle refund system.
A week’s work requires 19 shifts, three shifts on every work day and two shifts on the weekends. How many times the deposited units need to be collected varies between each grocery store. It differs from seven times a week to one time every forth week. This will lead to a four-week schedule with 76 routes. The total cost for the bottle refund system is 603 459 SEK/four weeks, and the filling degree on the vehicles will be approximately 50 percent.
If a bottle refund system is to be implemented it needs to be profitable for the envi-ronment, meaning the positive effects need to exceed the negative effects, which the transports cause. To implement deposit drives,the units of aluminum-cans and bottles needs to be higher so the filling degree increases. A proposal to increase the filling degree could be to decrease the number of times each grocery store gets their deposits collected. This will increase the filling degree since at every occasion there will be more units to collect and at the same time decrease the transportation.
Keywords:
Bottle refund system, computerize route planning, environment, logistic, recycling, recycle system, route optimize
Sammanfattning
Rapporten är det avslutande momentet av utbildningen Industriell Organisation och Ekonomi med inriktning Logistik och Ledning vid Jönköpings Tekniska Högskola. Målet med examensarbetet är att planera och utforma rutter utifrån förutbestämda kriterier, för returkörningar av pantade PET-flaskor och aluminiumburkar från livs-medelsbutiker i Jönköpings län med omnejd.
I dagsläget distribueras konsumtionsfärdig dryck i aluminiumburkar och PET-flaskor till butiker med bryggeriernas egna distributörer som i samband med leveransen töm-mer butikernas lager av pantade enheter. Men för att underlätta godshanteringen hos handlarna ska i framtiden distributionen istället ske till livsmedelskedjornas olika centrallager och därifrån distribueras tillsammans med butikens beställning av livs-medel. På grund av hygieniska skäl kan butikens pantade enheter inte samköras med livsmedel vilket kräver att någon form av returkörning samordnas.
Genom att använda datorstödd ruttplanering optimeras transporterna vilket betyder att transportkostnader och arbetskostnader minimeras samtidigt som miljöpåverkan redu-ceras. Företaget DPS Europe är en internationell leverantör av professionella ruttpla-neringssystem som bistått med programvara och support. Med hjälp av programmet PlanLogix, från DPS Europe, har optimala körrutter byggts upp utifrån olika förut-sättningar, begränsningar och parametrar baserade på information från Returpack, som ansvarar för det svenska pantsystemet.
Det krävs 19 arbetsskift i veckan, tre skift på vardagar och två skift på helger, för att samtliga butiker ska få sina lager av pantade enheter tömda. Hämtningsfrekvensen hos butikerna varierar från sju gånger i veckan till en gång var fjärde vecka, vilket resulte-rar i att ett fyraveckorsschema med totalt 76 rutter skapas. Totalkostnaden är 603 459 kronor/fyra veckor och den använda lastkapaciteten på fordonen är 50 procent. Om ett retursystem ska användas måste det vara miljölönsamt, det vill säga att de po-sitiva effekterna med retursystemet måste vara fler än de negativa konsekvenserna som ökade transporter medför. För att det ska bli försvarbart och lönsamt att utföra returkörningar för PET-flaskor och aluminiumburkar krävs en högt utnyttjande av lastkapacitet. Ett förslag som ökar utnyttjandet av lastkapaciteten är att minska buti-kernas hämtningsfrekvens så att det vid varje hämtningstillfälle finns mer pantande enheter att hämta. På så sätt ökar den använda lastkapaciteten samtidigt som trans-portsträckan reduceras.
Nyckelord:
Datoriserad ruttplanering, logistik, miljö, pantsystem, retursystem, ruttoptimering, återvinning
Innehållsförteckning
1 Inledning... 5
1.1 FÖRETAGSBESKRIVNINGAR...5 1.1.1 Transab ...5 1.1.2 Returpack ...6 1.2 BAKGRUND...6 1.2.1 Nulägesbeskrivning...6 1.2.2 Framtidsplan ...7 1.2.3 Uppdragsbeskrivning ...7 1.3 MÅL...7 1.4 AVGRÄNSNINGAR...7 1.5 DISPOSITION...82
Teoretisk bakgrund ... 9
2.1 VAD ÄR LOGISTIK?...9 2.2 LOGISTIKSYSTEMETS TOTALKOSTNAD...92.2.1 Logistiksystemets åtta kostnadstyper... 10
2.3 VÄGTRANSPORTER... 11
2.3.1 Fyllnadsgrad... 11
2.4 LAGAR OCH REGELVERK... 11
2.4.1 Kör- och vilotider... 11
2.4.2 Färdskrivare... 12
2.5 RETURSYSTEM -”OMVÄND DISTRIBUTION”... 13
2.5.1 Förpackningar... 13
2.5.2 Olika typer av retursystem... 13
2.5.3 Återanvändning och återvinning ... 14
2.5.4 Retursystemens struktur ... 14 2.6 MILJÖ... 15 2.6.1 Alternativa bränslen ... 16 2.7 PROGNOSTISERING... 16 2.8 RUTTPLANERING... 17 2.8.1 Ruttplaneringsproblemet ... 18 2.8.2 Sekvensering av rutter... 19 2.8.3 Transportstrategier... 19 2.9 DATORISERAD RUTTPLANERING... 20
2.9.1 Fördelar med datoriserad ruttplanering ... 20
2.9.2 Nackdelar med datoriserad ruttplanering ... 21
2.9.3 Indata till ruttplaneringen... 21
3
Metod ... 23
3.1 UNDERSÖKNINGSMETODER... 23 3.1.1 Litteraturstudier... 23 3.1.2 Datainsamling... 23 3.1.3 Analys av data ... 24 3.1.4 Ruttplanering... 24 3.2 GENOMFÖRANDE... 263.2.1 Indata till PlanLogix... 27
3.2.2 Arbetssteg i PlanLogix... 30
3.2.3 Kostnader för olika arbetstider... 35
3.2.4 Sporadiska hämtningar... 35
3.3 METODKRITIK... 36
3.3.1 Reliabilitet ... 36
3.3.3 Indata till PlanLogix... 36
4
Resultat ... 38
4.1 ETT FORDON –TVÅ SKIFT... 38
4.2 TVÅ FORDON –TRE SKIFT... 39
4.2.1 Nyckeltal för Två fordon – Tre skift... 41
5
Analys... 42
5.1 ETT FORDON –TVÅ SKIFT... 42
5.2 TVÅ FORDON –TRE SKIFT... 42
5.3 TRE FORDON –ENDAST DAGSKIFT... 43
6
Diskussion ... 44
6.1 JÄMFÖRELSE AV BRÄNSLEALTERNATIV... 44 6.2 FRAMTIDA PROGNOSER... 457
Referenser... 46
8
Sökord... 48
9
Bilagor ... 49
Bilaga 1 - Aluminiumburkens och PET-flaskans väg genom Returpacks pantsystem... 50
Bilaga 2 – Lämpliga dagar för sporadiska hämtningar... 51
Bilaga 3 – Rutter för vecka 1... 53
Bilaga 4 – Rutter för vecka 2... 73
Bilaga 5 – Rutter för vecka 3... 93
Bilaga 6 – Rutter för vecka 4...113
Figurförteckning
Figur 1: Logistiksystemets kostnader 10
Figur 2 Exempel på rutter i ett område 18
Figur 3: Sekvensering av rutter 19
Figur 4: Koordinatsystemets uppbyggnad 21
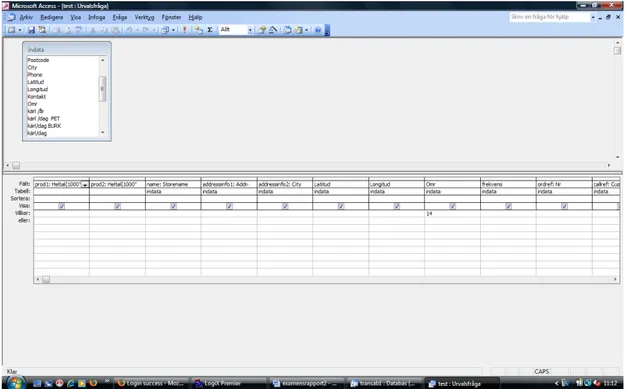
Figur 5: Designläget i Frågor, Microsoft Access 27
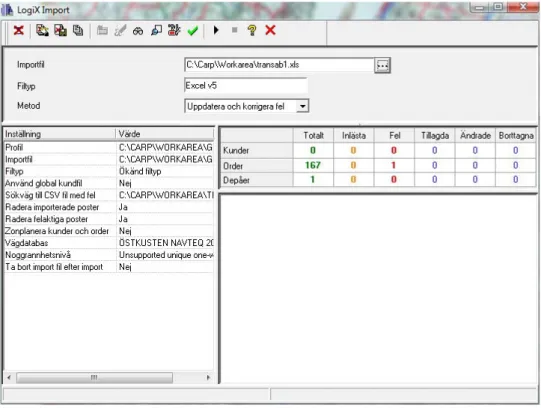
Figur 6: Importfil till PlanLogix 28
Figur 7: Skapa profiler i PlanLogix 30
Figur 8: Manuella inställningar för fordonstyper i PlanLogix 31
Figur 9: Importfil till PlanLogix 32
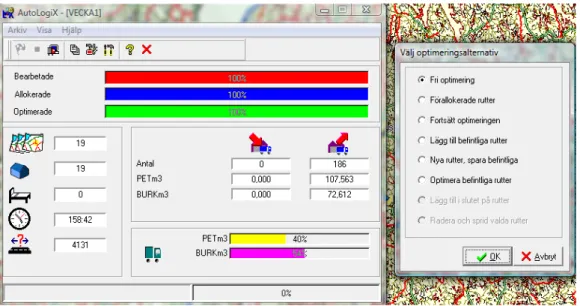
Figur 10: Optimering av rutter i PlanLogix 34
Figur 11: Gula markeringar visar oallokerade order och listan visar de 14 rutterna 38 Figur 12: Gröna markeringar visar allokerade order och listan visar de 19 rutterna för vecka 1 40 Figur 13: Körordningen för rutt 1.1.1.D och rutten utritat på karta 40
Tabellförteckning
Tabell 1: Lönekostnader 35
1 Inledning
Det här arbetet är det avslutande momentet av utbildningen Industriell Organisation och Ekonomi med inriktning Logistik och Ledning vid Jönköpings Tekniska Högsko-la. Ämnesområdet för rapporten är logistik och behandlar ruttplanering för att sam-ordna returkörningar av aluminiumburkar och PET-flaskor från livsmedelsbutiker i Jönköpings län med omnejd. Uppsatsens uppdragsgivare är Transab, ett väletablerat entreprenadföretag i Jönköping. Transab har i sin tur erhållit uppdraget att samordna returkörningar från Returpack, som ansvarar för det svenska pantsystemet.
Ruttplanering kan utföras manuellt eller med hjälp av datorstöd. Med hjälp av ett da-toriserat ruttplaneringsprogram optimeras körrutter och negativa miljökonsekvenser som transporter medför reduceras.
1.1 Företagsbeskrivningar
1.1.1 Transab
Transab är en del av Transabgruppen som även innefattar Kindgrensgatans fastighets AB och Bjursells samt tre intresseföretag. Transabgruppen är uppbyggt av 43 med-lemsföretag och sysselsätter omkring 300 personer samt omsätter 330 miljoner kronor per år (Transab, 2008).
Transab har sitt säte i Jönköping, centralt i förhållande till Sveriges tre största städer, Stockholm, Göteborg och Malmö. Inom Jönköpings kommun är Transab ett av de största företagen inom Logistik, Bygg/Anläggning, Entreprenad och Återvinning. Transab har en stor och varierad fordonsflotta till sitt förfogande vilket gör dem flex-ibla att utföra tjänster inom de olika affärsområdena (Transab, 2008).
Uppdelningen på fyra affärsområden gör att Transab kan specialisera sig inom varje arbetsområde och på så sätt tillgodose marknaden på ett bättre sätt. Bygg/Anläggning är stommen i Transabs verksamhet och innefattar allt från uthyrning av bilar och ma-skiner till totallösningar med transport och maskintjänster. Inom affärsområdet Logis-tik erbjuder Transab transporter som sedan kan kompletteras med exempelvis backup, statistik och transportplanering. Backup innebär att Transab sätter in extra resurser vid volymtoppar samt anpassar distributionen vid lägre volymer. Statistik betyder att Transab följer upp, kvalitetssäkrar samt utvecklar uppdrag. Transportplanering inne-bär att Transab tar ansvar för hela distributionskedjan och skapar kostnadseffektiva lösningar. Affärsområdet Entreprenad handlar om att beställaren talar om vad han vill få utfört inom mark och anläggning och Bjursells utför arbetet till ett förutbestämt pris. Det senaste tillkomna affärsområdet startade våren 2008 och är en återvinnings-verksamhet på Torsvik, nio kilometer söder om Jönköping. Här hanteras återvunnet material från Transabs egna verksamhet (Transab, 2008).
Transab är miljö- och kvalitetscertifierade enligt ISO 14001:1996 respektive ISO 9001:2000. Transab arbetar ständigt med att förbättra den egna verksamhetens kvalitet samt minska miljöbelastningen (Transab, 2008).
1.1.2 Returpack
Returpack består av två nära samarbetande bolag som hanterar var sitt materialslag. AB Svenska Returpack ansvarar för det svenska pantsystemet och återvinning av aluminiumburkar och AB Svenska Returpack-PET ansvarar för återvinning av PET-flaskor. Dessa bolag benämns i det följande endast Returpack som är ett välkänt va-rumärke. Returpack arbetar med att informera om det svenska pantsystemet för att öka andelen pantade förpackningar, administrera ekonomin mellan samtliga ingående par-ter samt att samordna åpar-tertagningen av pantförpackningar (Informationsbroschyr, Re-turpack).
AB Svenska Returpack bildades år 1984 efter att den svenska regeringen beslutat om att aluminiumburkar skulle återvinnas och därmed infördes ett pantsystem. År 1994 byggdes pantsystemet ut med återvinningsbara plastflaskor, även detta efter ett beslut från regeringen. Sedan oktober 2003 transporteras samtliga återvunna aluminiumbur-kar och PET-flaskor till Returpacks återvinningscentral i Norrköping. Här sorteras, räknas och balas de returnerade materialen. En central återvinningsstation ger bättre kontroll över pantflödet, underlättar sorteringsprocessen och förbättrar kvaliteten på materialet som sedan transportas vidare till återvinningsföretag (Returpack, 2008).
1.2 Bakgrund
Konsumtionen av drycker i aluminiumburkar och PET-flaskor har ökat markant under de senaste åren. Konsumeringen av buteljerat vatten har på 10 år ökat med över 100 procent i Sverige, vilket medför att antalet pantade enheter är fler än någonsin. Idag pantas omkring 85 procent av alla sålda aluminiumburkar och PET-flaskor vilket gör svenskarna bäst i världen på att panta. Årligen innebär det att mer än en miljard enhe-ter pantas och åenhe-tervinns. Returpacks målsättning är dock ännu högre, målet är att 90 procent av alla aluminiumburkar och PET-flaskor ska återvinnas (Returpack, 2008). Att panta innebär stora miljövinster både ur nedskräpningssynpunkt och ur energiåt-gång. Regeringens beslut om pantsystemet syftade till en början att få bukt med ökad nedskräpning i naturen, vilket också utvecklat sig bra, trots en markant ökning av sål-da aluminiumburkar och PET-flaskor. Ur ett energiperspektiv sparas ca 95 procent energi när aluminiumburkar tillverkas av återvunnet material (Informationsbroschyr, Returpack).
1.2.1 Nulägesbeskrivning
Konsumtionsfärdig dryck (öl och läsk) i aluminiumburkar och PET-flaskor levereras i dagsläget till livsmedelsaffärer runt om i Sverige av bryggeriernas egna distributörer, exempelvis Coca-cola, Spendrups och Carlsberg. Samtidigt som distributören levere-rar de konsumtionsfärdiga dryckerna tömmer distributören butikernas lager på panta-de aluminiumburkar och PET-flaskor (Transabs logistikchef, 2008). Distributionen av dryckerna samkörs alltså med den omvända distributionen, returkörningen, vilket gör att transportens fyllnadsgrad blir hög. Bilaga 1 beskriver aluminiumburkens och PET-flaskans väg genom Returpacks pantsystem.
1.2.2 Framtidsplan
För att få ner antalet leverantörer till varje enskild butik och därmed underlätta gods-hanteringen hos handlarna ska bryggeriernas distributörer istället leverera konsum-tionsfärdiga drycker till de olika livsmedelskedjornas centrallager. Därifrån ska sedan livsmedelskedjornas egna distributörer leverera de konsumtionsfärdiga dryckerna till-sammans med butikens övriga beställningar av livsmedel. Problemet är dock att livs-medelskedjornas distributörer inte kan ta hand om det pantande godset som finns i livsmedelsbutikerna av hygieniska skäl. Det pantade godset är inte rengjort vilket gör det olämpligt att transportera med livsmedel. Det kräver därför att någon form av re-turkörning samordnas.
Tanken är att de pantade returerna som hämtats upp hos de olika butikerna ska trans-porteras till en depå på Torsvik, som kommer att fungera som ett mellanlager. Från Torsvik ska sedan det inhämtade godset transporteras med fjärrtransport till Retur-packs återvinningsstation i Norrköping (Transabs logistikchef, 2008).
1.2.3 Uppdragsbeskrivning
Transab har fått i uppdrag från Returpack att samordna returkörningar av pantade aluminiumburkar och PET-flaskor från livsmedelsbutiker i ett område som omfattar Jönköpings län med omnejd. Att samordna returkörningar är landsomfattande projekt där Sverige är indelat i olika områden och har i dagsläget påbörjats i Örebro och Malmö med goda resultat. Liknande returkörningar kommer successivt genomföras i hela landet.
Transab har i sin tur gett författarna i uppdrag att utifrån flertalet parametrar utforma optimala rutter och beräkna totalkostnaden för dessa. Relevanta parametrar att ta hän-syn till vid ruttplanering är bland annat pantvolymer för aluminiumburkar och PET-flaskor, hämtningsfrekvens hos handlarna, samt lagar och förordningar gällande kör- och vilotider. För att ruttplaneringen ska kunna genomföras måste fordonens lastkapa-citet, antalet fordon samt vilken typ av fordon som bör användas bestämmas. Med denna rapport som underlag kan Transab sedan använda resultatet för implementering av rutterna under tredje kvartalet år 2009.
1.3 Mål
Målet med examensarbetet är att planera och utforma rutter utifrån förutbestämda kriterier, för returkörningar av pantade PET-flaskor och aluminiumburkar från livs-medelsbutiker i Jönköpings län med omnejd. Genom att minimera transportsträckan och maximera fyllnadsgraden leder det till mindre påverkan på miljön och omgiv-ningen samt en lägre resursåtgång.
1.4 Avgränsningar
• Studien behandlar inte transporteringen av pantade aluminiumburkar och PET-flaskor från depån på Torsvik, Jönköping, till den centrala återvinningsstatio-nen i Norrköping. Alla arbetsscheman och kostnadsberäkningar utgår från de-påns position på Torsvik. Mellanlagrets storlek, hur ofta transporter till
Norr-köping ska ske samt vilken typ av fordon som ska användas för fjärrtranspor-ten är inte bestämt.
• Vilket slags fordon som ska användas i studien är av betydelse för rutternas ut-formning. Studien utvärderar dock inte olika fordonsalternativ, utan samtliga beräkningar i studien är baserade på användning av en komprimeringsbil, vil-ket var rekommendationen från Transab.
• Implementering av returkörningar i Jönköpings län är tänkt att starta under år 2009 och rutterna är därför baserade på volymprognoser, som är framtagna av Returpack, för år 2009. Övriga prognoser tas inte i beaktning då dessa inte är relevanta för studien.
• Studien behandlar endast kostnadsaspekten för returkörningar och tar i resulta-tet inte hänsyn till någon intäkt som inhämtning av pantat gods kommer att bära med sig. Detta för att endast kostandsaspekten är av betydelse för upp-dragsgivaren Transab.
1.5 Disposition
I rapportens inledning beskrivs uppdraget och varför ett behov av returkörningar upp-stått. I inledningen definieras även målet med examensarbetet. Nästföljande kapitel är en teoretisk bakgrund som behandlar ämnesområdet logistik. Teorikapitlet inriktas mot vilka förutsättningar en transport kräver, vad som menas med retursy-stem/omvänd distribution och vad ruttplanering är och hur den kan tillämpas. Den teoretiska bakgrunden ligger till grund för resonemang och val av metod som beskrivs i metodkapitlet. Metodkapitlet är indelat i två delar som tydliggör undersökningsme-todiken samt på ett utförligt sätt beskriver genomförandet. Därefter följer resultatet vilket innefattar sammanfattning av körscheman och kostnadsanalyser. De rutter som utformats presenteras sist i rapporten som bilagor. Resultaten analyseras i ett eget ka-pitel och därefter följer en diskussion. Diskussionen är dels baserad på de teoretiska kapitlen om miljö och alternativa bränslen och dels på resultatet som framkommit vid användning av ruttplaneringsprogrammet PlanLogix. Referenser som används i rap-porten presenteras tillsammans med bilagor sist i raprap-porten.
2 Teoretisk bakgrund
I den teoretiska bakgrunden presenteras och beskrivs den teori som är relevant för studiens genomförande och som ligger till grund för resultat, analys samt diskussion. Teorikapitlet behandlar ämnesområdet logistik och inriktas mot retursystem, ruttpla-nering och datoriserade ruttplaruttpla-nering. Teorin är hämtad från litteratur, webbsidor och muntliga referenser.
2.1 Vad är logistik?
Logistik kan definieras som läran om effektiva materialflöden (Persson & Virum, 1996). Logistik beskrivs som ett samlingsnamn för de aktiviteter och verksamheter som ser till att material och produkter finns på rätt plats i rätt tid. Logistik syftar även på att de inblandade parterna ska få en ökad ekonomisk vinning (Jonsson & Mattsson, 2005). Detta görs genom att skapa flödeseffektivitet. De flöden som omfattas är de fysiska flödena, informationsflödena och betalningsflödena (Storhagen, 2003).
Persson & Virum, (1996) skriver att logistik alltid har varit sammankopplat med en effektiv förflyttning och försörjning av trupper i samband med krig. Ett exempel är Gulfkriget, som kallats för ”the logistics war” där förflyttning och försörjning av trup-per och material genomfördes på betydligt kortare tid än vad som hade skett tidigare. Logistik ska inte bara ses som en uppsättning tekniker, metoder eller verktyg utan i det stora hela som ett synsätt. Logistiken finns inom företaget, mellan företagen och från råvara till slutlig förbrukare (Jonsson & Mattsson, 2005). I Skandinavien används dessutom materialadministration (MA) som synonym till logistik för att påvisa logis-tikens roll om att administrera material i och mellan företag. I samband med det syn-sättet definierar Jonsson & Mattson (2005, s. 20) logistik som:
”planering, organisering och styrning av alla aktiviteter i materialflödet, från råma-terialanskaffning till slutlig konsumtion och returflöden av framställd produkt, och som syftar till att tillfredställa kunders och övriga intressenters behov och önskemål, dvs. ge en god kundservice, låga kostnader, låg kapitalbindning och små
miljökonse-kvenser.”
Lumsden (2006, s. 22) refererar till Shapiro & Heskett (1985) som definierar logistik som de sju R:en enligt följande:
”Logistik definieras som de aktiviteter som har att göra med att erhålla rätt vara eller service i rätt kvantitet, i rätt skick, på rätt plats, vid rätt tidpunkt, hos rätt kund, till
rätt kostnad”
2.2 Logistiksystemets totalkostnad
Logistiksystemets totalkostnad innebär att hänsyn inte enbart ska tas till specifika in-dividuella logistikaktiviteter utan till det stora hela. Om en kostnad för en aktivitet minimeras, kan det hända att kostnader för andra aktiviteter höjs desto mer. Det är viktigt att se till helheten vid olika logistikbeslut (Jonsson & Mattsson, 2005). Figur 1
visar hur samtliga kostnader påverkar varandra och att även kundservice och miljö-konsekvenser påverkas av logistiksystemets uppbyggnad.
Brist och förseningskotnader
Kapacitetsrelaterade kostnader Lagringskostnader
Orderkostnader Administrativa kostnader Emballagekostnader Transport- och hanteringskostnader Logistiksystemets kostnader Kundservice Miljökonsekvenser
Figur 1: Logistiksystemets kostnader (egen modell baserad på Jonsson & Mattsson (2005), s. 142)
2.2.1 Logistiksystemets åtta kostnadstyper
Enligt Jonsson & Mattsson (2005) finns det åtta kostnadstyper; transport och hanter-ingskostnader, emballerhanter-ingskostnader, lagrhanter-ingskostnader, administrativa kostnader, orderkostnader, kapacitetsrelaterade kostnader, brist och förseningskostnader samt miljörelaterade kostnader.
Transport och hanteringskostnader brukar delas in i externa och interna transporter. De interna transporterna avser först och främst plockning, förflyttning och paketering. De externa transporternas aktiviteter är lastning, förflyttning, omlastning och lossning av gods vid transporter mellan företagets anläggningar samt mellan leverantörer och kunder (Jonsson & Mattsson, 2005). Emballeringskostnaderna omfattar förpack-ningsmaterial, emballering och godsmärkning. Vid flergångssystem för förpackningar tillkommer även kostnader för administration, återtransport, lagring och rekonditione-ring. Den tredje kostnadstypen är lagringskostnader och är kostnaden för att lagerhål-la varor, beror blagerhål-land annat på dess kvantitet. De olika kostnaderna består blagerhål-land annat av kapitalkostnad för bundet kapital, lagerhyra, försäkring samt kostnader för skador och svinn (Jonsson & Mattsson, 2005; Persson & Virum, 1996). Administrativa kost-nader omfattar alla de kostkost-nader som förknippas med långsiktig planering och opera-tiv styrning av verksamheten. Dessa kostnader innefattas bland annat av löner till ad-ministrativ personal samt datorer och kommunikationsutrustning för verksamheten (Jonsson & Mattsson, 2005). Orderkostnader kan hänföras till hantering av inköps- och tillverkningsorder. Fordonen och maskinerna tillsammans med personalen och de tillgängliga anläggningarna utgör den tillgängliga kapaciteten. Kapacitetsrelaterade kostnader kan omfatta årliga avskrivningar och underhåll och drift av anläggningarna. Brist och förseningskostnader uppstår när leveransen eller hämtningen inte kan ske enligt kundens önskemål. Detta kan bero på övertidsarbete i tillverkningen eller extra kostnader för snabbtransporter. Transporter påverkar miljön till exempel genom
ut-släpp, trängsel och buller. De miljörelaterade kostnaderna är svåra att uppskatta där-för att effekterna kan visa sig långt framöver (Jonsson & Mattsson, 2005).
2.3 Vägtransporter
Kraven på att transporter ska vara snabba och effektiva har ökat kraftigt. Med lastbil kan i stort sett vilken godstyp som helst transporteras från dörr till dörr. Tack vare detta kan antalet omlastningar reduceras och därigenom färre godsskador uppkomma (Lumsden, 2006). Vägbunden lastbilstrafik är det vanligaste sättet att genomföra såväl långa som korta godstransporter eftersom detta är det enda trafikslaget som kan erbju-da transporter utan omlastningar från leverantör till kund (Jonsson & Mattsson, 2005). Pewe (2002) skriver att lastbilens främsta konkurrensfördel är dess snabbhet och flex-ibilitet. Dessutom har lastbilen möjligheten att kompletteringslasta eller dellossa un-der pågående transport. Detta gör lastbilen till ett optimalt och flexibelt fordon vid ruttplanering och ökar möjligheten att tillfredställa kundernas krav på leveransplats ökar.
Lastbilens nackdelar är begränsningar inom vägnätet, framkomligheten inom vissa områden, gränser för lastkapacitet och dess utsläpp av miljöfarliga ämnen i den omgi-vande miljön, natur och bebyggelsen(Pewe, 2002). Inom städerna är luftföroreningar, buller och framkomlighet de stora problemen (Pewe, 2002). Ytterligare nackdelar hos lastbilarna finns i form av en hård reglering som styrs av nationella och internationella beslut (Storhagen, 2003).
2.3.1 Fyllnadsgrad
Utnyttjandet av lastkapaciteten brukar benämnas fyllnadsgrad. Fyllnadsgraden mäts som andelen utnyttjad lastvolym, lastyta eller maximal lastvikt (Jonsson & Mattsson, 2005). För att maximera ett fordons fyllnadsgrad är det viktigt att beakta returflödena. Det kan dock vara svårt att hålla en hög fyllnadsgrad på grund av att distribution och returflöden inte är samordnade, ett fordon som har en fyllnadsgrad på 100 procent till en mottagare och går tomt tillbaka, har totalt sett en fyllnadsgrad på 50 procent. De menar vidare att distributionssystem är ofta dimensionerade efter efterfrågetoppar och det är därför inte ovanligt att fyllnadsgraden på en lastbil är 50 procent. Detta leder till att fordonet inte utnyttjas maximalt alla dagar om året. Genom att hålla en hög fyll-nadsgrad resulterar detta i minskade transportkostnader per transporterad enhet och dessutom mindre belastning för miljön (Jonsson & Mattsson, 2005).
2.4 Lagar och regelverk
2.4.1 Kör- och vilotider
Från och med den 1 juli 2005 gäller Vägarbetstidslagen (2005:395) för alla anställda som deltar i vägtransporter och som omfattas av kör- och vilotidsreglerna. I lagen regleras bland annat hur mycket en anställd får arbeta och hur ofta chauffören måste ta rast. Lagen gäller för svenska anställda förare som kör i Sverige och i utlandet samt för utländska förare som kör i Sverige (Arbetsmiljöverket, 2008).
Sedan den 11 april 2007 finns det även ett regelverk gällande kör- och vilotider för vägtransporter med fordon eller fordonskombinationer med en totalvikt över 3,5 ton samt bussar oavsett vikt (Vägverket, 2008a). Regelverket gäller i EU:s medlemsländer samt i EES-länderna Island, Liechtenstein och Norge. Samliga fordon som omfattas av reglerna måste vara utrustade med en färdskrivare som registrerar kör- och viloti-der. För lastfordon under 3,5 ton samt taxibilar gäller nationella regler. Föraren ska istället för att använda en färdskrivare föra en personlig tidbok där vilotiden fylls i. Genom uppgifterna som registreras i färdskrivaren och uppgifterna i tidboken kan kontrollmyndigheter kontrollera att reglerna följs (Vägverket, 2008a).
Kör- och vilotidsreglerna finns för att (Vägverket, 2008b):
• Säkerställa en sund konkurrens mellan aktörerna i vägtransportbranschen • Ge förarna en god social situation
• Bidra till ökad trafiksäkerhet genom regelbunden vila och rimliga arbetspass för chaufförerna
Regelverket säger att körtiden inte får överskrida nio timmar per arbetsdag, men får utökas till tio timmar per dag högst två gånger i veckan. Körtid är den tid som regi-streras som körning i färdskrivaren och för att bidra till en ökad trafiksäkerhet delas körtiden in i körperioder. En körperiod är körtiden mellan det att föraren börjar köra efter en viloperiod eller rast. Körperioden får dock inte överskrida en körtid på fyra och en halv timma. Under tiden en körperiod pågår eller efter en körperiod är slut ska en rast tas ut på 45 minuter. Rasten kan tas ut i helhet eller delas på två. Efter minst 45 minuters rast påbörjas alltid en ny körperiod (Vägverket, 2008c).
Under varje 24-timmarsperiod ska föraren ha en sammanhängande dygnsvila på minst 11 timmar. Dygnsvilan kan max tre gånger i veckan reduceras till nio timmar och får då inte avbrytas. Vid 11 timmars dygnsvila kan vilan delas på två delar, dock måste dygnsvilan förlängas till 12 timmar. Kravet är då att den första delen måste vara minst tre timmar och den andra delen måste vara minst nio timmar. Dygnsvilan får hållas i fordonet om ändamålsenlig sovmöjlighet finns (Vägverket, 2008c).
2.4.2 Färdskrivare
Det finns två typer av färdskrivare, analog och digital (Vägverket, 2008d). Med ana-log färdskrivare registreras kör- och vilotider mekaniskt på diagramblad. Bristande funktion hos den analoga färdskrivaren gör det enkelt att kringgå EU:s regelverk och det är lätt att manipulera den faktiska körtiden. För att undkomma problem med fusk och manipulation måste samtliga nytillverkade bussar och tunga lastbilar från den 1 maj 2006 vara utrustade med digitala färdskrivare. Kör- och vilotider registreras digi-talt i en fordonsenhet och på ett förarkort. Vidare står det på Vägverkets hemsida (2008d) att syftet med digitala färdskrivare är att få en effektivare kontroll mot EU:s regelverk vilket leder till bättre arbetsmiljö för förarna och ökad trafiksäkerhet. För att använda en digital färdskrivare krävs ett personligt förarkort som alltid ska användas. Föraren ansvarar för att innan en körning kontrollera att rätt tid och rätt land är regi-strerat i färdskrivaren samt att färdskrivaren fungerar. Det är arbetsgivarens skyldighet att färdskrivaren fungerar tillfredsställande. Detta gäller både för analoga och digitala färdskrivare (Vägverket, 2008d).
2.5 Retursystem - ”omvänd distribution”
Av olika anledningar krävs det att förpackningen efter användning måste tillbaka till leverantör eller återförsäljare. Detta kan bero på ekonomiska skäl (värde på förpack-ningen), platsbrist eller att slutkonsumenten inte kan hantera förpackningen. Det är anledningen till att ett omvänt distributionssystem – retursystem skapas (Lumsden, 2006). Syftet med omvänd distribution är alltså att förflytta varor och material från konsumenten tillbaka till en punkt för återanvändning eller återvinning (Storhagen, 2003). Ett retursystem kan antingen vara öppet eller slutet. Det öppna systemet funge-rar utanför företagets gränser. Det innebär att olika företag ansluter sig till ett och samma retursystem. Ett slutet system innebär att retursystemet fungerar inom företa-gets verksamhet (Storhagen, 2003). En skillnad mellan omvänd distribution och van-lig distribution är att den omvända inte är lika tidskritisk. Vid returer är godsvärdet och kapitalbindningen lägre och hållbarhetstiden är lång (Jonsson & Mattsson, 2005). En nackdel med retursystem är att det förekommer svinn och låg omsättningshastighet på lastbärarna. Svinnet kan bero på att lastbärare anses användbara till annat än just det de är till för och används exempelvis som förvaringsplats istället för att returneras. Den låga omsättningshastigheten beror oftast på att godset lagras på eller i sin lastbä-rare eller att ett antal lastbälastbä-rare samlas ihop för att få en mer rationell returtransport (Storhagen, 2003).
Främsta anledningen till att skapa ett retursystem är att minska de negativa miljökon-sekvenserna. Därför måste ett retursystem vara ”miljölönsamt”. Det betyder att miljö-belastningen på grund av insamling och transport inte får överstiga de vinster som uppstår i kretsloppssystemet. Returlogistik är vanligt för olika sorteters förpackningar, till exempel tomflaskor, plast, metall, papper och glas (Jonsson & Mattsson, 2005). 2.5.1 Förpackningar
Förpackningar utgör en stor del av samhällets totala avfall. Förpackningens utform-ning påverkar möjligheten till effektiv och miljövänlig hantering och transportering samt användning och återvinning (Jonsson & Mattsson, 2005). Producenten har ett producentansvar när det handlar om förpackningar. Vid tillverkning ska producenten ansvara för att förpackningarna är utformade så de kan återvinnas och därmed minska avfallet. Det innebär även att producenten ansvarar för att tillhandahålla lämpliga in-samlingssystem för förpackningarna och att utsorterade förpackningar transporteras bort och återanvänds, återvinns eller på annat sätt tas om hand på ett miljömässigt sätt. Men för att systemet ska slutas kräver det att användaren som förbrukar förpackning-en sorterar ut dem från övrigt avfall och lämnar dem till insamlingssystemet. Används förpackningsmaterial som möjliggör kompakta laster kan fyllnadsgraden i fordonet öka och därmed minska de indirekta miljökonsekvenserna (Jonsson & Mattsson, 2005).
2.5.2 Olika typer av retursystem
Lumsden (2006) skriver att retursystemen kan se ut på olika sätt beroende på hur för-packningen ser ut och hur förför-packningen återinförs i systemet.
• Materialåtervinning – Förpackningens ingående material återvinns till nya förpackningar oberoende av förpackningens tidigare funktion.
• Energiåtervinning – Förpackningens ingående energivärde tas tillvara och det sker oftast genom förbränning.
• Biologisk behandling – Förpackningar med eventuella rester bryts ned med bi-ologisk behandling, rötning eller kompostering.
• Deponi – Förpackningar med eventuella rester deponeras på en bestämd plats utan krav på återvinning eller nedbrytning.
2.5.3 Återanvändning och återvinning
Genom återanvändning och materialåtervinning ökar livslängden på produkterna och materialvolymerna reduceras. Ett typexempel av återanvändning är PET-flaskor och aluminiumburkar och innebär att materialet i en produkt omvandlas till en ny produkt (Storhagen, 2003). Men all återanvändning och återvinning är beroende av väl funge-rande logistik som leder till ökade transporter. För att det ska vara försvarbart med ökade transporter ställs det höga krav på transport- och logistiklösningarna. Fördelar-na med återanvändning och återvinning måste med margiFördelar-nal väga upp Fördelar-nackdelarFördelar-na med transporterna (Storhagen, 2003).
2.5.4 Retursystemens struktur
Strukturen för retursystemen består av tre komponenter; organisation, ägande och kostnader för retursystemet (Lumsden, 2006).
Organisation
• Bytessystem – Förpackningarna byts hela tiden. När en fylld förpackning läm-nas återfås en motsvarande tom förpackning.
• Pantsystem – Förpackning ges ett värde som sedan kan utnyttjas för att säljas eller köpas efter behov. Värdet som sätts på förpackningen har stor betydelse för att användaren ska bli intresserad att återlämna förpackningen.
• Hyrsystem – Förpackningarna hyrs under tiden som användaren förbrukar den. Även här är prissättningen en viktig faktor för att användaren ska eliminera hyreskostnaden genom att leverera tillbaka förpackningen till systemet.
Ägande
• Individuellt – Var och en äger sina egna förpackningar. Här måste ett värde tilldelas förpackningen eller måste ett system byggas upp för att följa alla för-packningar.
• Ensidigt – Ett av företagen i en relation tar över ägandet av förpackningarna i systemet. Ägaren kan då själv bygga upp ett kontrollerbart system för för-packningarna.
• Gemensamt – Till skillnad mot ensidigt så sköts systemet gemensamt. Viktigt att ansvaret är tydligt fördelat bland deltagarna.
• Tredje part – En utomstående part som inte är delaktig i distributionskedjan äger förpackningarna.
Kostnader för retursystemen
• Administration – Retursystemen måste administrera såsom personal, hyra av lokaler och transporter.
• Kapitalbindning och lager – Förpackningarna binder i sig ett kapital. Detta gäller både förpackningar inom flödet och förpackningar som lagerhålls. • Nyanskaffning och skrotning – Nya förpackningar/enheter måste köpas in på
grund av omsättning, förslitningar och modernisering av förpackningar.
• Svinn – Förpackningarna försvinner på olika sätt. Det är viktigt att eliminera svinnet för att kunna hantera returflödet bättre.
• Returtransport – Returtransporterna bör göras så effektiva som möjligt för att denna del inte tillför något värde till förpackningen.
• Sortering och inspektion – Förpackningarna kräver inspektion och sortering. • Reparation och rengöring – Förpackningarna kräver rengörning och andra
åt-gärder för att konsumenten varit ovarsam i sin hantering eller inte rengjort dem. Detta görs också av hygieniska skäl.
2.6 Miljö
Logistiksystem påverkar miljön på olika sätt, exempelvis genom föroreningar i form av utsläpp och buller från transporter, hög energiförbrukning samt bristfällig hantering av avfall och återvinning (Jonsson & Mattsson, 2005). Externa transporter resulterar i en direkt miljöpåverkan på grund av utsläpp till luft, vatten och mark. Vid all förbrän-ning bildas koldioxid, vatten och energi. Koldioxiden från förbränförbrän-ning av fossila bränslen ger upphov till ökad växthuseffekt som är ett av många av dagens miljöhot. Men utsläpp sker även bland annat i samband med spill, läckage, olyckshändelser och däckslitage (Jonsson & Mattsson, 2005).
Miljöpåverkan kan klassificeras i tre nivåer; lokal påverkan, regional påverkan samt global påverkan (Lumsden, 2006). Lokal påverkan är utsläpp som direkt påverkar människors hälsa och välbefinnande samt den närliggande miljön. Dessa miljöhot, exempelvis buller, lukt, avfall och skrot samt luftföroreningar är kortlivade och ofta lätta att identifiera och reducera. Regional påverkan färdas längre sträckor och påver-kar miljön i ett längre perspektiv. Det kan handla om övergödning, gifter i marken och landskapsförändringar. Dessa miljöhot är svårare att identifiera och reducera på grund av att skadorna uppstår lång tid efter det att utsläppen skett. Den globala påverkan är miljöhot som sprider sig över jorden och är oberoende av utsläppskällan. Koldioxid bidar till en global växthuseffekt oavsett var gasen släpp ut, likaså uttunning av ozon-skiktet (Lumsden, 2006; Jonsson & Mattsson, 2005).
För att minimera miljöpåverkan finns det många logistikrelaterade åtgärder att göra (Jonsson & Mattsson, 2005). Det kan handla om att använda alternativa fordon, moto-rer och drivmedel, kombinera transporter eller att samlasta gods från flera kunder för att öka transportens fyllnadsgrad och därmed minska antalet transporter (Jonsson & Mattsson, 2005). Se kapitel 2.8 Ruttplanering om olika metoder för effektivare trans-portering.
2.6.1 Alternativa bränslen
I Sverige förbrukas det årligen cirka sex miljarder liter bensin och över fyra miljarder liter diesel. Det resulterar i stora utsläpp av växthusgasen koldioxid och andra hälso- och miljöfarliga ämnen som kolväten, partiklar och kväveoxider. För att minska Sve-riges totala koldioxidutsläpp kan alternativa bränslen användas. Alternativa bränslen är bränslen som används som ett alternativ till dieselolja och bensin. De alternativa drivmedlen som säljs på den svenska marknaden och är relevanta för tunga fordon är RME och biogas (Håll Sverige rent, 2008).
RME
RME, även kallat rapsdiesel eller rapsmetylester, är ett förnyelsebart drivmedel och är en kemisk förädling av rapsolja. Oljan förädlas med metanol och kaliumhydroxid. RME innehåller cirka fem procent mindre energi per liter än dieselolja. Vid använd-ning av RME är motorns verkanvänd-ningsgrad ungefär den samma som vid dieseldrift och förbrukningen av RME blir därför jämförbar med förbrukningen vid dieseldrift (Eco-bränsle, 2008).
Den främsta fördelen med RME är att utsläppen av fossil koldioxid minskar med 60-80 procent jämfört med vid dieseldrift (Miljöfordon, 2008a). Större delen av den kol-dioxid som släpps ut via avgaser tas upp av rapsplantan och det blir ett nästintill slutet system. Genom att använda RME minskar miljöpåverkan och växthuseffekten. Parti-kel- och kväveoxidutsläpp mellan RME och dieselolja är dock relativt lika. RME kan användas i dieselmotorer utan ombyggnad men det krävs dock att dieselmotorn är optimerad för RME drift för att utsläppen ska förbli låga (Miljöfordon, 2008a).
Dieselmotorer som använder RME betraktas dock inte som ett miljöfordon. För att uppfylla kraven som miljöfordon måste fordonet ha partikelfilter och uppfylla vissa bränsleförbrukningskrav. I dagsläget finns det inga fordonsmodeller som uppfyller dessa krav på den svenska marknaden (Miljöfordon, 2008b).
Biogas
Biogas består till 97 procent av metan och resten av koldioxid och luft. Gasen bildas vid nedbrytning av organiskt material, till exempel sorterat matavfall, trädgårdsavfall eller annan organisk massa och är därmed ett förnyelsebart bränsle (Aga, 2008). Framställning av biogas sker i syrefri miljö vilket innebär att nästintill ingen koldioxid bildas (Miljöfordon, 2008c). Eftersom biogas framställs ur restprodukter blir gasen en del i naturens kretslopp. Den koldioxid som förbränns i motorn är av förnyelsebart ursprung vilket gör att koncentrationen av koldioxid i atmosfären inte ökar och därför betraktas biogas idag som det mest miljövänliga bränslealternativet. Vid biogaspro-duktion sker dock ett visst läckage av metan som är en gas som bidrar till växthusef-fekten. Med hänsyn tagen till den totala effekten av koldioxid- och metanutsläpp minskar bidraget till växthuseffekten med 70-95 procent vid biogasdrift jämfört med bensindrift (Miljöfordon, 2008c).
2.7 Prognostisering
Prognoser kan definieras som systematiska metoder för att förutsäga framtida händel-ser eller tillstånd. Prognohändel-ser tillsammans med annan information och data används
som underlag för beslutsfattande och ingår som en del i planeringsprocessen (Persson & Virum, 1996). Huvudsyftet med prognostisering är att öka kunskapen om efterfrå-gan och försäljning och därigenom kunna planera i förväg för att öka lönsamheten (Olhager, 2000).
Prognoser klassificeras vanligen utifrån den tidshorisont vilka de ska täcka. Persson & Virum (1996) delar in tidshorisonterna enlig följande:
• Långtidsprognoser, upp till 5 år – Prognoserna görs ofta på aggregerad nivå och används vid planering av omfattande förändringar, exempelvis produk-tionsförändringar och produktutveckling.
• Prognoser på medellång sikt, 1-3 år – Prognoserna används för att uppskatta efterfrågan av produkter samt behovet av material och komponenter med lång leveranstid.
• Prognoser på kort sikt, 3-12 månader – Prognoserna används vid planering av bland annat produktionskapacitet samt inköp av råmaterial och tjänster.
• Veckoprognoser, 1-4 veckor – Prognoserna används för att bestämma exem-pelvis produktionsordning, lageruttag, transportupplägg samt bemannings-behov i produktion.
Prognoser är vanligtvis felaktiga och ska inte betraktas som känd efterfrågan. Finns det tillgång till information om efterfrågan är prognosarbete onödigt och prognoser ska aldrig ersätta känd information (Olhager, 2000). För att prognosen ska bli mer tillförlitlig ska den inkludera ett mått på förväntat prognosfel (en standardavvikelse). Att utgå ifrån summan av ett antal oberoende variabler ger ett stabilare förlopp med ett lägre prognosfel än vad enskilda variabler ger. Det är därför bättre att göra aggre-gerade prognoser för produktgrupper istället för prognoser för individuella produkter. Prognoser som ligger nära i tiden blir mer tillförlitliga än sådana som ligger längre fram i tiden (Olhager, 2000).
Även om prognoser ger ett bra underlag för framtida bedömningar är det viktigt att risken och osäkerheten sätts i relation till det beräknade värdet (Persson & Virum, 1996).
2.8 Ruttplanering
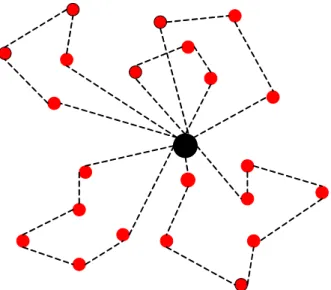
Med ruttplanering menas planering av olika turer i ett område för att försörja ett visst antal kunder, se figur 2. I figur 2 motsvarar de röda punkterna kunder och den svarta centrerade punkten är transporternas utgångspunkt. Planeringen omfattar flera beslut såsom leveransfrekvenser, vilka kunder som skall försörjas från vilka lagerpunkter samt antalet fordon som behövs för att täcka behovet (Persson & Virum, 1996). Vida-re menade de att ruttplaneringen bygger på antaganden eller fakta om geografiska förhållanden, vägnätets omfång och kvalitet, kundernas storlek och lokalisering samt branschens konkurrenssituation. I tätbebyggda områden är ruttplanering särskilt effek-tivt på grund av att det finns flera vägar att välja mellan, samtidigt som kunderna ofta är större och tätare lokaliserade (Persson & Virum, 1996).
Figur 2 Exempel på rutter i ett område (egen modell baserad på Jonsson & Mattsson, 2005, s. 411)
2.8.1 Ruttplaneringsproblemet
Lundgren m.fl. (1993) beskriver optimering av rutter som det klassiska ruttplane-ringsproblemet, där det handlar om att minimera den totala körkostnaden för samtliga använda fordon under fastställda begränsningar. Problemet består i att:
• Alla kunders efterfrågan skall tillfredställas • Fordonens lastkapacitet får inte överskridas
• Samtliga rutter skall starta och sluta på samma ställe • Varje fordon kör högst en rutt i taget
• Varje kund besöks av ett fordon som levererar eller hämtar in hela kundens produkter
Syftet med ruttplanering är att maximera eller minimera målfunktioner. De målfunk-tioner som ska maximeras kan vara kapacitetsutnyttjandet av fordonen, utlevererad eller inhämtad godsvolym och antal besökta kunder. De målfunktioner som bör mini-meras är total körsträcka, antal rutter och antal fordon. Dessa optimeringar görs för att få en så låg totalkostnad som möjligt. Dock har dessa olika målfunktioner en tendens att motverka varandra (Lumsden, 2006).
Ruttplaneringen kan se olika ut beroende på vilken tidshorisont som används. Plane-ringen kan gälla distributionsupplägget för en viss dag till planePlane-ringen över flera år som då innebär val av transportmedel eller ingående av transport- och leveransavtal (Persson & Virum, 1996). Jonsson & Mattsson (2005) delar in ruttplaneringen i olika planeringsnivåer. Strategisk planering är att bestämma distributionsnätverkets struktur och hur det ska trafikeras. På taktisk och operativ nivå menar de att det handlar om mer detaljerad planering såsom konsolidering av leveranser och att följa och spåra gods under leverans.
Komplexiteten inom ruttplaneringen kan bli väldigt stor när antalet kunder ökar. Pro-blemet med att finna lämpliga rutter ökar snabbt beroende på hur många faktorer som är lämpligt att ta hänsyn till. För att hantera detta problem har ett antal matematiska beräkningsmetoder som kräver datorstöd tagits fram (Jonsson & Mattsson, 2005). Se punkt 2.9, Datoriserad ruttplanering för mer information.
2.8.2 Sekvensering av rutter
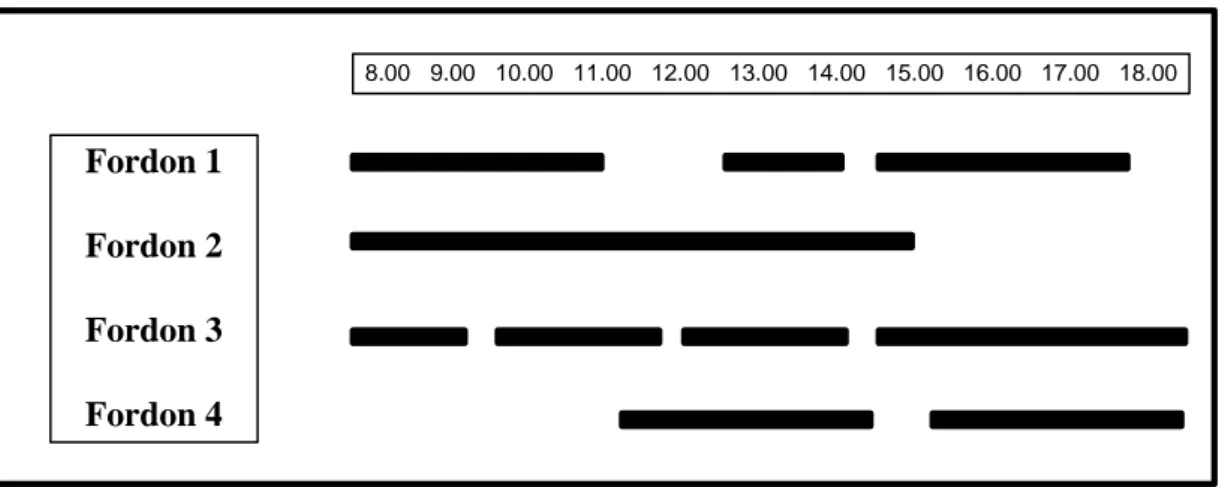
För att utnyttja ett fordon under en hel dag ska olika rutter kombineras så att utnytt-jandegraden blir hög på fordonen, se figur 3. Det gäller att fordonen får så kort vänte-tid mellan två rutter och därmed så högt vänte-tidsutnyttjande som möjligt. Detta begrepp brukar benämnas sekvensering av rutter. Sekvenseringen av rutter kan genomföras per dag för rutter som tar hela dagar och över längre tidsperioder för rutter som inte genomförs dagligen (Jonsson & Mattsson, 2005).
Figur 3 visar ett exempel på hur sekvensering av rutter kan se ut under en dag. Fordon nummer 1 påbörjar en rutt klockan 8.00 som pågår fram till 11.30. Sedan påbörjar samma fordon en ny rutt klockan 12.45 som pågår fram till 14.30 och därefter ytterli-gare en rutt. Detta kan, som i exemplet, kombineras av flera olika fordon.
Figur 3: Sekvensering av rutter, (egen modell baserad på Jonsson & Mattsson, 2005, s. 412)
2.8.3 Transportstrategier
För att minska det totala transportbehovet finns ett antal strategier som används vid vanlig eller omvänd distribution. Relevanta transportstrategier för denna studie är: Mjölkrundor
Mjölkrundor, även kallat slingtrafik eller turbilstrafik, innebär att lastning och loss-ning sker under en transportslinga inom en avgränsad region och i planerade körrutter. Denna transportstrategi utnyttjar att lastnings- och lossningsplatserna ligger inom samma region, detta för att undvika onödiga transportsträckor. Mjölkrundorna tar dock inte hänsyn till hur stora volymer som lastas eller lossas varje dag. Oavsett mängd så körs turerna (Jonsson & Mattsson, 2005)
En fördel med mjölkrundor är att kunderna på rutten alltid får lastat eller lossat sitt gods vid ungefär samma tidpunkt (Lumsden, 2006). Nackdelarna med mjölkrundor är
Fordon 1 Fordon 2 Fordon 3 Fordon 4
att utnyttjandegraden på fordonet inte blir optimal under hela rutten, samt att det vid vissa tillfällen krävs omfattande planering, så kallad ruttplanering (Jonsson & Matts-son, 2005).
Tidsfasta leveransdagar
Till skillnad mot mjölkrundor så innebär tidsfasta leveransdagar att leveranser eller inhämtningar (returer) samlas ihop till en viss region en viss dag. Detta innebär att många småleveranser undviks. Nackdelen är att leverans- och inhämtningstiden kan bli några dagar längre (Jonsson & Mattsson, 2005).
2.9 Datoriserad ruttplanering
Datoriserade ruttplaneringssystem har som syfte att lösa ruttplaneringsproblemet. Sy-stemen som är sofistikerade och interaktiva baseras på matematisk programmering med skiftande användargränssnitt och grafiskt stöd. Systemen finns tillgängliga i flera olika former, som oftast är anpassade för transportplanering med komplexa leverans-krav (Eibl, 1999).
I praktiken kan det vara svårt att ta hänsyn till alla restriktioner som finns i företagets distributionssystem. En del förenklingar kan vara nödvändiga att göra i ruttplanerings-systemen (Storhagen, 2003). Datorstyrda ruttplaneringssystem kan effektivisera last-planering och rutter så att antalet körda fordonskilometer minskas med 5-10 procent jämfört med manuell planering (Lumsden, 2006).
2.9.1 Fördelar med datoriserad ruttplanering
Fördelar med att optimera transporterna med ett datoriserat ruttplaneringsprogram kan delas in i på makro- och mikronivå och är mätbara på olika sätt (Eibl, 1999).
På makronivå som är ett övergripande och stort perspektiv, till exempel en hel för-sörjningskedja, kan fördelarna delas in i synliga och osynliga. De synliga och märkba-ra fördelarna är att den totala fysiska distributionen blir effektivare som därmed ger effektivare transporter som i sin tur även genererar en effektivare lagerhantering. De osynliga fördelarna är en bättre kontroll och övervakning av transporterna och arbets-prestationer som skapar fördelar i andra delar av verksamheten än den fysiska distri-butionen (Eibl, 1999).
På mikronivå som behandlar ett mer detaljerat perspektiv i verksamheten handlar det om att skapa tillfredsställelse på arbetsplatsen. Genom ett datoriserat ruttplanerings-system påverkas arbetsrutiner genom att svårighetsgraden på komplexa arbetsuppgif-ter sjunker och därmed ökar arbetstakten vid behandling av dagliga order (Eibl, 1999). Genom att färre fordon används och att rätt fordon kopplas till rätt uppdrag kan de totala kostnaderna (fordons- och lönekostnader) minska med 10-25 procent. Kunderna erbjuds också en högre servicenivå eftersom ett datoriserat ruttplaneringsprogram enkelt anpassar förutbestämda rutter utefter kundernas önskemål. En annan fördel är att nyckeltal till olika rutter alltid kan tas fram och analyseras från programmet vilket gör resultatet lättöverskådligt (Instruktionsmanual PlanLogix, 2008).
Madesten & Brolin (2006) skriver om fördelar, förutom de som nämnts ovan, som de upplevde när de arbetade med ruttplaneringsprogrammet PlanLogix. De ansåg att det gick åt mindre planeringstid till de olika ruttoptimeringarna trots dess komplexitet. Dessutom kunde väldigt många simuleringar göras för att testa olika parametrar och alternativa lösningar. De fann också att datoriserad ruttplanering minskar beroendet av nyckelpersoner som innehar informell information.
2.9.2 Nackdelar med datoriserad ruttplanering
En nackdel med att använda ett datoriserat ruttplaneringsprogram är de uppstartnings-kostnader som programmen bär med sig i form av investering i programvara och ut-bildning av personal. För att få fram tillförlitliga resultat krävs en noggrann kontroll att indatan till programmet är korrekt, vilket är mycket tidskrävande. Det kan även uppstå negativa reaktioner hos personalen i samband med en implementering (Mades-ten & Brolin, 2008).
2.9.3 Indata till ruttplaneringen
Lundgren m.fl. (1993) strukturerar upp den indatan som är betydelsefull och som måste finnas med vid ruttplanering i fyra delar; geografisk data, efterfrågedata, data om transportmedel samt kostnadsdata.
Geografiska data
För kunna planera rutterna på bästa sätt krävs det kunskap om det aktuella områdets geografi, var kunderna är belägna, hur områdets vägar ser ut samt vetskapen om olika restriktioner, såsom hastighetsbegränsningar. I datoriserade ruttplaneringsprogram är oftast sådan information förinställd och väsentlig information kan enkelt kompletteras eller justeras i programmet (Lundgren m.fl., 1993). För att underlätta för programmen att lokalisera kundernas position kan koordinater användas istället för dess riktiga adresser (DPS Europe:s VD, 2008).
Koordinater är tal som anger geometriska punkter. För att beskriva positioner är det vanligt att det så kallade sfäriska polära koordinatsystemet används, som består av två vinkelräta cirklar runt jorden vilket visas i figur 4. Dessa punkter i de båda cirklarna benämns latitud, breddgrad och longitud, längdgrad. Genom att båda dessa gradtal kombineras, kan alla platser på jorden beskrivas (NE, 2008). Tack vare noggranna koordinater kan ett datoriserat ruttplaneringsprogram beräkna avstånd och körtider mycket detaljerat (Lundgren m.fl., 1993).
Efterfrågedata
Kundernas godsvolym och transportfrekvens måste vara tillgängliga oavsett om ruttp-laneringen gäller distribution eller omvänd distribution. Det kan också finnas vissa begränsningar i form av öppettider hos kunden eller specifika datum som transporten måste ske på. Det är också viktigt att veta ungefär hur lång tid ett besök hos den speci-fika kunden tar. Tiden kan bero på godsvolymen, vilken tid på dagen transporten sker, vilken fordonstyp som används samt hur lossningsplatsen hos kunden ser ut (Lund-gren m.fl., 1993).
Data om transportmedel
Informationen om bilarna måste finnas tillgänglig i samband med ruttplaneringen. Det kan gälla antal bilar, bilarnas lastkapacitet och hur många skift bilen ska köras. Kapa-citeten anges oftast i volym men kan också gälla vikten. Dessutom är genomsnitttigheterna på olika vägtyper av stor betydelse då detta påverkar körtiden. Dessa has-tigheter justeras ofta automatiskt i programmen, då programmen har vetskap om de gällande hastighetsbestämmelserna (Lundgren m.fl., 1993).
Kostnadsdata
Ruttplaneringen bygger på målsättningen att minimera den totala transportkostnaden. Det är viktigt att känna till vissa kostnader för att kunna göra en god uppskattning på de totala kostnaderna. Det är flera faktorer som bidrar till den totala tranportkostnaden bland annat chaufförens lön, fyllnadsgrad på fordonet, körsträcka, och rörliga kostna-der för fordonet (Lundgren m.fl., 1993).
3 Metod
Ett omfattande undersökningsarbete ligger till grund för rapportens resultat. Metodka-pitlet är indelat i två delar som tydliggör undersökningsmetodiken samt på ett utförligt sätt beskriver genomförandet. Undersökningsmetodiken beskriver hur information och data bearbetats för att användas som underlag för studiens resultat. I kapitlet ge-nomförande beskrivs tillvägagångssättet med ruttplaneringsprogrammet PlanLogix som använts för att planera och utforma rutter för returkörningar av pantade PET-flaskor och aluminiumburkar.
3.1 Undersökningsmetoder
3.1.1 Litteraturstudier
För att utöka kunskapen inom ämnesområdet logistik och för att ge en fördjupad kun-skap om ruttplanering genomfördes en litteraturstudie. Litteraturstudien utfördes som en inledande aktivitet för att utifrån den inlästa faktakunskapen inom ämnet skapa bättre förutsättningar för att lösa uppgiften gällande ruttplanering. Litteraturstudien utgör därmed basen som ligger till grund för resultat-, analys- samt diskussionsavsnit-ten i rappordiskussionsavsnit-ten angående ruttplanering.
Studien baserades på kurslitteratur från tidigare gjorda kurser på Tekniska Högskolan i Jönköping inom distribution- och transportteknik samt ekonomi, relevant facklittera-tur i ämnesområdet logistik och ruttplanering samt tidskrifter från åkeribranschen. Därutöver studerades tidigare examensarbeten med liknande uppdrag.
3.1.2 Datainsamling
Datainsamlingen innefattade både kvalitativa och kvantitativa metoder. Syftet med att använda kvantitativa metoder är att det som studeras på något vis ska göras mätbart och undersökningsresultaten ska kunna presenteras numeriskt (Andersen, 1994). De kvantitativa metoderna innebär insamling av siffermässiga data eller omarbetning av information till siffror. Det kan också innebära matematiska eller statistiska beräk-ningar som bearbetningsmetoder (Allwood, 2004). All kvantitativ data som den här studien grundades på var framtagen och utarbetad av Returpack. Datan bestod av bu-tiksinformation och av prognoser som var baserad på butikernas tidigare års pantvo-lymer. Utifrån de prognostiserade volymerna har Returpack gjort ett antal beräkningar för att få fram en rimlig hämtningsfrekvens hos butikerna, som är av avgörande bety-delse för rutternas utformning. All kvantitativ data presenterades i flertalet olika Ex-cel-filer.
Till skillnad från kvantitativa metoder är kvalitativa metoder svårare att avgränsa och att mäta (Andersen, 1994). Kvalitativa metoder innebär insamling av information, en kvalitet, i ett sammanhang och dessa metoder sker oftast i form av språkliga enheter (Allwood, 2004). De kvalitativa data som låg till grund för studiens resultat var till stor del baserad på intervjuer och samtal med personer som var insatta i det landsom-fattande projektet av insamling av pantade PET-flaskor och aluminiumburkar. Inter-vjuerna gjordes med studiens uppdragsgivare som var Transabs logistikchef,
samord-naren av Returpacksprojektet som arbetar på Netlink i Örebro samt logistikchefen på Returpack, Norrköping.
Intervjuerna förbereddes med strategiskt utarbetade frågor och genomfördes antingen på källans arbetsplats eller vid längre avstånd via telefon och e-mail. Vid vidare kon-takt ledde intervjuerna till mer informella samtal angående frågor och funderingar som uppstod under studiens gång, vilket har lett till hjälpande vägledning. Svaren från intervjuerna bearbetades noga och användes för att komplettera och utöka den infor-mation som Returpack bistått med.
De flesta intervjuerna gjordes med uppdragsgivaren, logistikchefen på Transab. Vid studiens inledande möte med Transabs logistikchef presenterade han målet för studien och information och indata till uppdraget tilldelades författarna. Kontakten, via per-sonliga möten, telefon och e-mail, med uppdragsgivaren hölls kontinuerligt med cirka en veckas mellanrum, för att försäkra att studien fortskred åt rätt håll. Med hjälp av intervjuer klargjordes oklarheter, funderingar och frågor kring uppdragets utförande som uppkom under studiens gång.
Kontakten med samordnaren av Returpacksprojektet och logistikchefen på Returpack skedde via telefon och e-mail och var mer sporadisk. Intervjuerna baserades främst på frågeställningar för att få fram kompletterande information till Returpacks Excel-filer. 3.1.3 Analys av data
All kvantitativ data från Returpack förmedlades via logistikchefen på Transab. Vid ett av de inledande mötena med Transabs logistikchef förtydligades, analyserades och bearbetades all data från Returpack. För att få informationen mer lättöverskådlig sor-terades den relevanta informationen, som ligger till grund för resultatet, ut.
Efter överväganden och i samråd med Returpack bestämdes att en Excel-fil med pro-gnoser för år 2009 skulle ligga till grund för ruttplaneringen. Den Excel-filen skapa-des i maj 2007 och det fanns vid studiens start inga uppdaterade prognoser för område 14, Jönköpings län med omnejd, tillgängliga. Uppdaterade prognoser för andra områ-den i Sverige visar dock bara marginella skillnader från nuvarande prognoser.
Prognoserna för pantningsvolymer presenterades endast på årsbasis och tog därmed inte hänsyn till någon eventuell säsongsvariation vilket diskuteras mer i avsnitt 3.3. 3.1.4 Ruttplanering
Ruttplanering kan utföras manuellt eller med datorstöd. För att på ett effektivt sätt lösa ruttplaneringproblematiken och därmed skapa optimala rutter, är det många olika faktorer att ta hänsyn till. Genom att optimera transporterna minimeras bland annat transportkostnader och arbetskostnader samtidigt som miljöpåverkan reduceras vilket känns mycket viktigt att ta hänsyn till i dagens globala klimatproblematik. Valet av datorstödd ruttplanering kändes självklart efter att litteraturstudien hade genomförts och flertalet positiva effekter med datoriserad ruttplaneringsprogram presenterats. DPS Europe är en internationell leverantör av professionella ruttplaneringssystem och startade sin verksamhet i England 1982. DPS Europe etablerades i Sverige i början av
1990-talet och har idag flera tusen kunder med storkunder som Schenker, DHL, DSV, COOP, ICA och Dagab/Axfood (DPS Europe, 2008a). Samtliga DPS Europe:s pro-dukter som finns på den svenska marknaden är anpassade efter svenska förhållanden, både vad det gäller språk och kartor (DPS Europe, 2008b).
För att få fram optimala rutter vid insamlingen av PET-flaskor och aluminiumburkar i Jönköpings län med omnejd tillhandahöll DPS Europe programvara och kontinuerlig support. Författarna tog själva kontakt med DPS Europe efter rekommendation från författarnas handledare på Tekniska Högskolan i Jönköping. Samarbetet inleddes med en workshop hos DPS Europe i Göteborg, då företagets VD presenterade företaget och dess produkter. Vidare kontakt med DPS Europe för support och frågeställningar sköttes via telefon, e-mail och internetmöten. Internetmötena genomfördes via hemsi-dan www.gotomeeting.com, som DPS Europe använder för att bistå support till sina kunder världen över. Via Internetsidan kunde DPS Europe vid problem se och ta kon-trollen över den dator som användes för att bygga upp och optimera rutterna och där-igenom hitta fel och korrigera dessa.
Programmet som användes i studien heter PlanLogix och är det mest använda ruttop-timeringsprogrammet i Sverige. PlanLogix kan antingen användas på operativ, taktisk eller strategisk nivå. Programmet kan styras manuellt eller genom optimering där op-timeringen på ett effektivt sätt skapar rutter med låga kostnader samtidigt som kun-derna erbjuds en hög servicenivå (DPS Europe, 2008c). För att PlanLogix ska kunna skapa rutter är programmet sammanlänkat med detaljerade kartor som levereras av Navteq. Kartorna tar hänsyn till enkelriktningar och svängrestriktioner (DPS Europe, 2008d). Rutterna optimeras utifrån olika parametrar, till exempel den snabbaste vägen ur ett tidsperspektiv, den kortaste körsträckan, fordonets använda lastkapacitet, lagar och förordningar gällande kör- och vilotider, hastighetsbegränsningar samt en rad andra parametrar. Fördelen med programmet är bland annat att programmet automa-tiskt tar hänsyn till alla dessa parametrar och utifrån dessa konstruerar optimala rutter samt beräknar totalkostnad för rutterna. Dock kan alltid manuella ändringar göras inom optimeringen, vilket kan vara fördelaktigt i vissa situationer (DPS Europe:s VD, 2008).