Akademin för Innovation, Design och Teknik Husmuttern AB
Utveckling av fixtur genom
Open Innovation
Examensarbete
Avancerad nivå, 30 hp
Produkt- och processutveckling
Rend Al-Delemi & Hoda Al Hakim
Rapport nr:
Handledare, företag: Johan Tjernell
Handledare, Mälardalens högskola: Henrik Lekryd, Mikael Johnsson Examinator: Sten Grahn
ABSTRACT
Introduction: The introduction aims to provide a background to the case company, what Open
Innovation (OI) is and how the concept is used in producing companies that are large and SME, as well as a brief description of what a fixture can look like.
Purpose and issues: The purpose and goal of this study is to develop a permanent fixture for
milling machines that will cut different articles into different lengths to save time and money. Since the case company uses this study as an OI strategy, the purpose is also to investigate why producing companies use OI in the development of products and what risks it may entail. Based on the purpose of the study, two questions were formulated:
RQ1: What are the main reasons that producing companies use OI in their product development
process and what risks may occur using OI?
RQ2: Can a generic product development process, if possible, be applied when developing a
fixture for milling machines through OI? In such case, what steps are applicable in this study?
Approach and method: A case study was performed at a company and data was collected
through literature studies, observations, and semi- and unstructured interviews. The literature study was collected to link the collected theoretical data with the results and was taken from books and scientific articles. The product development process was performed by following the theoretical frame of reference.
Results: The respondents use OI for external input to develop the technology and utilize external
knowledge. The concept is used to make the innovation process progress. The respondents have experienced positive results from using OI, but it has also entailed certain risks. Students are often used as an OI strategy to carry out student thesis and projects at companies.
A fixture was developed following a generic product development process and a 3D CAD model of the product solution was developed. The phases product planning, concept development, development at system level and detailed development were completed to develop a solution to the problem that the case company experienced.
Conclusions: The conclusions that can be drawn in this study are that OI is recommended to be
used in producing companies to continue to develop even though it may involve risks.
A fixture was created based on the requirements and goal specifications that the case company had, with a solution to the problem that existed. The fixture that was developed can be manufactured economically and practically and can save the fall company time and money.
Keywords: Open Innovation, Open Innovation risks, reasons for Open Innovation, SME Open
Innovation, large companies Open Innovation, product development, concept development, product design, concept design, fixture design, product development process.
SAMMANFATTNING
Introduktion: Introduktionen syftar till att ge en bakgrund till fallföretaget, vad Open Innovation
(OI) är och hur konceptet används i producerande företag som är stora och SME, samt en kort beskrivning av hur en fixtur kan se ut.
Syfte och frågeställningar: Syftet och målet med denna studie är att utveckla en permanent
fixtur till fräsmaskiner som ska skära olika artiklar i olika längder för att spara tid och pengar. Eftersom fallföretaget använder denna studie som en OI-strategi är syftet även att undersöka varför producerande företag använder OI vid utvecklingsarbeten och vilka risker det kan medföra.
Utifrån studiens syfte formulerades två frågeställningar:
FF1: Vilka är de främsta orsakerna till att producerande företag använder OI i deras
produktutvecklingsprocess och vilka risker kan förekomma genom användning av OI?
FF2: Kan en generisk produktutvecklingsprocess om möjligt tillämpas vid framtagning av en
fixtur till fräsmaskiner genom OI? Vilka steg är i sådana fall tillämpbara i denna studie?
Ansats och metod: En fallstudie utfördes på ett företag och data samlades in genom
litteraturstudier, observationer, samt semi- och ostrukturerade intervjuer. Litteraturstudien samlades in för att kunna koppla den insamlade teoretiska data med resultatet, och hämtades från böcker och vetenskapliga artiklar. Produktutvecklingsprocessen utfördes genom att följa den teoretiska referensramen.
Resultat: Respondenterna använder OI för extern input för att utveckla tekniken och utnyttja
extern kunskap. Konceptet används för att få innovationsprocessen att fortskrida. Respondenterna har upplevt positiva resultat av att använda OI, men det har även medfört vissa risker. Studenter används ofta som en OI-strategi för att utföra studentarbeten och projekt hos företag.
En fixtur utvecklades genom att följa en generisk produktutvecklingsprocess och en 3D CAD-modell av produktlösningen utvecklades. Faserna produktplanering, konceptutveckling, utveckling på systemnivå och detaljutveckling fullföljdes för att ta fram en lösning till problemet som fallföretaget upplevde.
Slutsatser: Slutsatserna som kan dras i denna studie är att OI rekommenderas att användas i
producerande företag för att fortsätta utvecklas även fast det kan medföra risker.
En fixtur skapades utifrån de krav- och målspecifikationerna som fallföretaget hade, med en lösning till problemet som fanns. Fixturen som utvecklades kan tillverkas ekonomiskt och praktiskt och kan bespara fallföretaget tid och pengar.
Nyckelord: Open Innovation, Open Innovation risker, orsaker till Open Innovation, SME Open
Innovation, stora företag Open Innovation, produktutveckling, konceptutveckling, produktdesign, konceptdesign, fixturdesign, produktutvecklingsprocess.
FÖRORD
Detta examensarbete utfördes på Mdh, IDT, inom programmet Civilingenjör inom produktion och produktutveckling. Detta arbete har givit nya erfarenheter och kunskaper inom produktutveckling och erbjudit oss att utvecklas som studenter, vilket kommer vara till hjälp i yrkeslivet.
Arbetet har utförts på företaget Husmuttern AB som har erbjudit oss möjligheter att tillämpa de teoretiska kunskaper vi besitter och utveckla en produktlösning till ett problem. Teorin har lärt oss hur en generisk processutveckling går till och vad som ska tänkas på vid ett sådant arbete. Vi vill tacka Husmuttern AB för möjligheterna att utföra detta arbete och utvecklas inom produktutveckling, samt för deras förtroende för oss. Vi vill även tacka för det goda bemötandet och hjälpsamheten. Vi vill speciellt tacka Johan Tjernell som är chef på företaget som har hjälpt oss och gett oss chansen att observera arbetsplatsen.
Vi vill rikta ett stort tack till vår handledare Henrik Lekryd på Mdh som har hjälpt oss med arbetet och fått oss att kämpa med denna studie, samt gett oss tips inom utvecklingsarbetet. Tack vare Henrik fick vi möjlighet att utföra detta arbete och skapa en framtagningsbar produkt som är värdefullt för syftet av denna studie. Vi vill även rikta ett stort tack till Mikael Johnsson som handledde oss och hjälpte oss att utveckla studien ytterligare.
Vi vill slutligen tacka vår examinator Sten Grahn som har hjälpt oss när vi har haft problem och varit tillgänglig när det har behövts.
Eskilstuna 2021-05-18.
INNEHÅLLSFÖRTECKNING
1 INLEDNING ... 9
1.1 Bakgrund ... 9
1.2 Problemformulering ... 11
1.3 Syfte, mål och frågeställningar ... 13
1.4 Projektdirektiv och Avgränsningar ... 14
2 ANSATS OCH METOD ... 15
2.1 Projektplanering ... 15 2.2 Utvecklingsmetoder ... 15 2.2.1 CAD-modelleringsteknik ... 15 2.3 Datainsamling ... 16 2.3.1 Teoretisk datainsamling ... 16 2.3.2 Empirisk datainsamling ... 17 2.4 Forskningskvalitet ... 18 3 TEORETISK REFERENSRAM ... 20 3.1 Open innovation ... 20 3.2 Produktutvecklingsprocess ... 22 3.2.1 Produktplanering ... 22 3.2.2 Konceptutveckling ... 22 3.2.3 Utveckling på systemnivå ... 24 3.2.4 Detaljutveckling ... 24
3.2.5 Testning och vidareutveckling ... 24
3.2.6 Produktionsupptakt ... 25 4 GENOMFÖRANDE ... 26 4.1 Produktutvecklingsprocessen ... 26 4.1.1 Produktplanering ... 26 4.1.2 Konceptutveckling ... 26 4.1.3 Utveckling på systemnivå ... 34 4.1.4 Detaljutveckling ... 38 5 RESULTAT ... 42 5.1 Open Innovation... 42 5.2 Produktens slutresultat ... 46 6 ANALYS ... 48 6.1 Forskningsfråga 1 ... 48 6.2 Forskningsfråga 2 ... 50
7 SLUTSATSER, DISKUSSION OCH REKOMMENDATIONER ... 53
7.2 Produktutvecklingsprocessen ... 54
7.3 Rekommendationer och förbättringsförslag ... 55
8 KÄLLFÖRTECKNING ... 56
9 BILAGOR ... 59
9.1 Bilaga 1 – Projektplan ... 59
9.3 Bilaga 2 – Kundkrav- och målspecifikationer ... 60
9.4 Bilaga 3 – Intervju - Öppen innovation ... 61
9.5 Bilaga 4 – 3D modellering i CAD ... 62
Figurförteckning
FIGUR 1-MODULHUS,HUSMUTTERNS KONCEPT (SAFEAID,2017) ... 10FIGUR 2-TURNERINGSSTRUKTUR ... 34
FIGUR 3-FIXTUREN I 3D MODELL PÅ EN FRÄSMASKIN. ... 35
FIGUR 4- LITEN PUSH-PULL SOLENOID (CORE ELECTRONICS,2020)... 36
FIGUR 5-ROTERANDE (SIDLED) SPÄNNARE OCH ARMMONTERING (HILLROM,2021). ... 36
FIGUR 6–ANVÄNDA SOLENOIDEN (NETTIGO,2021) ... 37
FIGUR 7-RÄTBLOCK MED EN TYDLIG VY ÖVER SOLENOIDENS POSITION ... 37
FIGUR 8-ROTERANDE SPÄNNARENS DIMENSION ... 39
FIGUR 9-FIXTURENS LÄNGD FÖR SPÄNNARENS POSITION ... 40
FIGUR 10-ROTERANDE SPÄNNAREN UNDERIFRÅN ... 40
FIGUR 11-FIXTUREN TILLSAMMANS MED EN BALK, LIST OCH YTTERBRÄDA. ... 46
FIGUR 12-FIXTUREN TILLSAMMANS MED EN SPÅNSKIVA OCH ROTERANDE SPÄNNARE. ... 46
Tabellförteckning
TABELL 1–NYCKELORD SOM HAR ANVÄNTS VID SÖKNING ... 17TABELL 2-RESPONDENTER FÖR INTERVJU OM OI ... 18
TABELL 3–HUVUDFUNKTION, DELFUNKTIONER OCH STÖDFUNKTIONER ... 32
TABELL 4-FUNKTIONER OCH KONCEPT ... 33
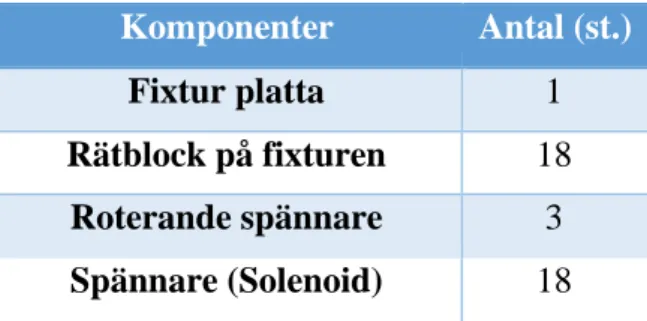
TABELL 5-ARTIKLARNAS SPECIFIKATIONER ... 38
TABELL 6-FIXTURENS KOMPONENTER OCH ANTAL ... 38
Bildförteckning i bilagor
BILD 1-PROJEKTPLAN ... 59
BILD 2-KUND- OCH MÅLSPECIFIKATIONER ... 60
BILD 3-INTERVJUGUIDE ... 61
BILD 4- FIXTUREN ... 62
BILD 5-SAMMANSÄTTNING AV FIXTUREN MED EN SPÅNSKIVA ... 63
BILD 6-SAMMANSTÄLLNING AV FIXTUREN MED EN BALK ... 64
BILD 7-SAMMANSTÄLLNING AV FIXTUREN MED EN LIST ... 65
BILD 8-SAMMANSTÄLLNING AV FIXTUREN MED EN YTTERBRÄDA ... 66
FÖRKORTNINGAR
IDT Akademin för Innovation, Design och Teknik
Mdh Mälardalens högskola
OI Open Innovation
1 INLEDNING
Denna del introducerar bakgrunden av denna studie och leder till problemformulering, syfte och frågeställningar, samt projektdirektiv och avgränsningar.
1.1 Bakgrund
I Sverige råder bostadsbrist och tre fjärdedelar av Sveriges kommuner rapporterar att de har underskott på bostäder (Hyresgästföreningen, 2020). Fallföretaget, Husmuttern AB vill minska på bostadsbristen och har utvecklat ett huskoncept som är ett standardiserat demonterbart och återvinningsbart enplanshus som ska passa alla målgrupper som till exempel familjer, pensionärer och studenter. Det ska även fungera som lokaler för bland annat undervisning och vandrarhem (Husmuttern AB, 2020).
Fallföretagets koncepttänk och motiv är att bidra med en lösning till bostadsbristen genom att bygga upp modulhus, se figur 1. Dessa moduler skapas med hjälp av olika fixturer som sammanställs i företagets fabrik (Husmuttern AB, 2020). En fixtur är en mekanisk arbetshållare som används för att placera arbetsstycken korrekt under olika tillverkningsprocesser som bearbetning och montering. Under bearbetningsprocesser används de för att minimera vibrationer och uppnå repeterbarhet. Tillverkningsprocessens noggrannhet, stabilitet och tillförlitlighet kan öka avsevärt med en korrekt utformad fixtur, vilket därmed förbättrar kvaliteten på slutprodukterna. En fixtur kan bestå av en bottenplatta, lokalisatorer och klämmor. Bottenplattan är plattformen där lokalisatorerna och klämmorna är monterade eller fästa. Lokalisatorer placerar ett arbetsstycke korrekt för att uppnå repeterbarhet och klämmorna skjuter arbetsstycket mot lokalisatorerna för att minimera vibrationer. Flexibla fixturer syftar till att sköta flera delar och dedikerade fixturer syftar till att sköta en enda del. En dedikerad fixtur krävs för att alltid kunna få önskad layout, och dedikerade fixturer är lämpliga vid massproduktion eftersom flera liknande delar tillverkas under liknande processer (Do, et al., 2018; Illidge & Bright, 2018).
Fallföretagets vision är att allt som genomförs i fabrikerna och alla processer ska vara visuellt tydliga. Fabriken är anpassad för alla och alla ska kunna utföra arbetsuppgifterna, oavsett om arbetaren har någon form av funktionsnedsättning, inte har några förkunskaper, språkkunskaper eller arbetserfarenhet. Målet är alltså att anpassa utförandet av konceptet till vem som helst, där visuellt stöd finns i form av bilder och symboler utan att ett främmande språk ska behöva finnas tillgängligt för att stödja migration och minska arbetslöshet. Konceptutvecklingen sker bland annat genom Open Innovation (OI) där idéer samlas in externt från till exempel examensarbeten, studentprojekt, crowdsourcing och samarbeten med andra företag (Husmuttern AB, 2020).
Figur 1 - Modulhus, Husmutterns koncept (SafeAid, 2017)
OI är ett tillvägagångssätt som innebär att företag använder både intern och extern information eller kunskap för exploatering av innovation. På grund av snabb marknads- och teknisk utveckling, och förändrat kundbehov är affärsmarknaden dynamisk. För att anpassa sig till dessa förändringar letar företag efter effektiva metoder för att förbli konkurrenskraftiga. Sedan 2003 har OI blivit ett sätt att få bättre prestanda på innovation i företag, men företag har i många decennier använt extern kunskap för att förbättra processen på sin interna innovation (Carmona-Lavado, et al., 2020; Brunswicker & Vanhaverbeke, 2011; Ovuakporie, et al., 2020). OI kan minska risken med att inte komma i kapp den nuvarande tekniska hastigheten och snabbare vinster om företag öppnar sig för innovativa samarbeten. Ett sätt att hålla sig i framkant är att söka hjälp externt (Chesbrough, 2003).
Definitionen av OI är att producerande företag använder externa idéer, individer och andra företag, ihop med interna verktyg, idéer och möjligheter i företaget, för att främja utvecklingen av teknik och skapa värde. Detta gör att alla OI-strategier till innovation kan inkluderas, som till exempel studenter, konsulter, individuella uppfinnare, crowdsourcing, portaler och samarbete med andra företag (Noble, et al., 2014). Sann OI innebär att företag når ut till experter, uppfinnare och produktutvecklare som i övrigt inte skulle ge ut information och sin visdom genom plattformar och webbplatser. Med OI sprids användbar kunskap i stor utsträckning vilket gör att även stora producerande företag måste identifiera, ansluta och utnyttja extern kunskap inom deras innovationsprocess. Idéer som bara tillhör stora företag kan nu växa i en mängd olika miljöer. Målet med OI i produktutveckling är att skapa överlägset värde i en organisation (Brunswicker & Vanhaverbeke, 2011; Chesbrough, et al., 2008; Noble, et al., 2014).
1.2 Problemformulering
Det kan finnas risker med att använda OI i ett företag eftersom det kan bland annat resultera i liten eller ingen ekonomisk vinst. Andra risker är att kontroll över samarbete och samordning förloras, och att skapande av potentiella konkurrenter går förlorade. För att uppnå framgångsrika resultat av OI krävs relevanta funktioner för att optimera värden av extern information och kunskap (Ovuakporie, et al., 2020). SME tillämpar OI genom att den externa informationen som tas in oftast kommer från externa relationer och organisatoriska samarbeten. Studier visar att en väldigt diversifierad OI-strategi kan ge en förbättring och framgång inom OI (Brunswicker & Vanhaverbeke, 2011). Det som skiljer SME och stora företag åt är innovationsmodellerna och aktiviteterna. De ekonomiska resurserna i exempelvis intern forskning och utveckling är mer begränsade i SME och de har ofta mindre möjlighet att täcka alla kostnader inom innovationsaktiviteter som krävs för att hädanefter realisera en innovation framgångsrikt, till skillnad från de stora företagen som kan täcka dessa kostnader och inte har samma ekonomiska begräsningar. SME har även ett mindre nätverk jämfört med stora företag. SME har en svagare intern kapacitet vilket gör att de behöver mer tillgång till extern kunskap. Stora företag har däremot fler resurser att använda och större kapacitet inom forskning och produktutveckling (Hervas-Oliver, et al., 2021; Lee, et al., 2010). SME saknar resurser på expertis som regelbundet kan kontrollera de externa avskaffningarna inom innovationsnätverket, vilket de stora företagen har resurser till. Det är viktigt med en OI-strategi som inte har en ekonomisk påverkan, för att minska risken av att ge ut extern information. Däremot är SME mer flexibla, har snabbare beslutsfattare och är mindre formaliserade. SME räknas också som en relevant innovationskälla för dem stora företagen (Laursen & Salter, 2004). Det är dock svårt för ett enda företag att utvecklas ensamt, och de måste interagera med olika typer av organisationer för att förbättras och utvecklas genom externa kunskaper och resurser. Det har uppmärksammats att OI-strategier påverkar prestandan positivt eftersom företag får högre tillgång till exempelvis externa idéer, kunskap, kompetenser och ny teknik när de interagerar med andra organisationer och deras chanser att lyckas med innovation ökar (Carmona-Lavado, et al., 2020).
Att utveckla produkter är svårt och det innebär stor utmaning för ett produktutvecklingsteam. Några exempel på utmaningar som gör produkten mindre framgångsrik är avgränsningar och tidspress. Det är svårt att hitta, förstå och hantera avgränsningar inom produktutveckling, och olika svårigheter skulle vara enklare att hantera utan tidspress. Väldigt få produkter kan utvecklas på mindre än ett år (Ulrich & Eppinger, 2014). De val som görs och beslut som fattas i ett utvecklingsarbete kan inte förutspå framtida konsekvenser med säkerhet, och utvecklarna agerar därför utifrån det de har förstått av uppdraget för att på detta sätt försöka reducera riskerna för de negativa konsekvenserna i framtiden (Engwall, 2004). För att spara kostnader och tid vill producerande företag ha ett flexibelt fixtursystem som stödjer arbetsstycken i olika former och storlekar. Eftersom det inte alltid går att bygga ett system för alla typer av arbetsstycken är en flexibel fixtur ofta begränsad till en arbetsstycksfamilj (Do, et al., 2018).
Fallföretaget hjälper människor som har svårt att komma in i arbete genom att erbjuda dem ett jobb utan att kräva förkunskap, språkkunskap eller arbetserfarenhet. Företaget arbetar ständigt
med att utveckla produkter, och en av produkterna som företaget producerar är färdiga hus. För det krävs inköp av balkar, ytterbrädor och lister i olika längder. I nuläget köps de olika artiklarna i olika längder och storlekar, vilket gör att förvaringen av de olika artiklarna i lagret tar plats eftersom olika längder av olika artiklar förvaras på olika ställen. De olika längderna förvaras på olika pallar i lagret och det kräver en större yta. En artikel av en längd, till exempel en balk med en viss längd, förvaras på en pall, och samma balk med en annan längd förvaras på en annan pall. Detta vill fallföretaget förhindra genom att köpa in samma längder av olika artiklar och förvara de på en enda pall. För att arbeta tidseffektivt och mer ekonomiskt ska en enda längd i dessa artiklar köpas in och fräsas till önskad längd. Det kostar mer att köpa in artiklar i olika längder, och det kostar mycket att köpa in en sågmaskin. Det tar även längre tid att såga artiklarna en och en, därför vill fallföretaget ha en lösning som är mer ekonomisk och tidseffektiv där en fräsmaskin kan användas och där olika artiklar kan fräsas samtidigt till önskad längd och form. Priset av att köpa olika sorter av artiklar kommer kunna besparas när endast en artikel i en stor mängd köps in och förvaras i en mindre yta. Lagervärdet minskas i detta fall. Problemområdet var att undersöka hur en generisk produktutvecklingsprocess tillämpas vid framtagning av denna typ av fixtur och vilka steg som var viktiga i den processen för att få en bra och användbar produkt som kan spara företaget pengar och tid.
I denna studie undersöktes jämförelsen mellan hur stora företag och SME:s tillämpar OI i produktutvecklings- och innovationsarbeten, och vilka eventuella risker det kan medföra. Fallföretaget använder studenter som en OI-strategi, vilket har gett stor framgång. Fallföretaget har utvecklat många koncept genom att ta hjälp av studenter som utför projekt och studentarbeten på företaget. Över 100 arbeten har utförts på företaget vilket har resulterat i många utvecklade koncept och produkter med hjälp av produktutvecklingsprocesser. Av detta framgår det att det finns motiv att undersöka om producerande företag använder studenter i OI, och vilka fördelar respektive risker som kan identifieras. Det är inte vanligt att forskning sker inom detta område, och därför bidrar denna studie med forskning kring studenters arbete på producerande företag som en OI-strategi.
1.3 Syfte, mål och frågeställningar
Syftet med denna studie är att utveckla en funktionell fixtur till fräsmaskiner som fallföretaget kan utnyttja, och även att undersöka om och varför producerande företag väljer att använda OI vid produktutvecklingsarbeten, samt vilka risker som eventuellt kan förekomma. Målet med studien är att fallföretaget ska få en mer kostnads- och tidseffektiv produktion med hjälp av den utvecklade fixturen. Målet är att minst 50 % av lagerytans kostnader ska minskas. Målet med undersökningen av OI är att se hur producerande företag använder konceptet och vilka fördelar och nackdelar det medför. Fixturens mål är att kunna sätta balkar, lister, ytterbrädor och spånskivor, och klampa fast dem på fixturen för att med hjälp av fräsen skära av dem i olika längder, i stället för att köpa in dessa artiklar i olika längder.
Utifrån målet och syftet med studien har två frågeställningar tagits fram:
FF1: Vilka är de främsta orsakerna till att producerande företag använder OI i deras
produktutvecklingsprocess och vilka risker kan förekomma genom användning av OI?
FF2: Kan en generisk produktutvecklingsprocess om möjligt tillämpas vid framtagning av en
fixtur till fräsmaskiner genom OI? Vilka steg är i sådana fall tillämpbara i denna studie?
Den första frågeställningen, FF1 ska besvaras genom litteraturstudier och intervjuer med olika företag som använder OI vid utvecklingsarbeten. Andra frågeställningen, FF2 ska besvaras genom att utveckla en användbar fixtur till företagets fräsmaskiner genom en generisk produktutvecklingsprocess. Hur väl syftet med fixturen uppnåtts kommer att mätas genom minskningen av kostnader, minskade lagerytor, och på vilket sätt tiden kommer att minskas. Utvecklingen av fixturen sker genom denna studie som är en OI-strategi för fallföretaget.
1.4 Projektdirektiv och Avgränsningar
Fallföretaget gav ett antal direktiv för projektet som var:• En fixtur till fräsmaskiner ska utvecklas och som ska användas i producerande företag. • Fixturen ska fungera genom att sätta fast balkar, lister, ytterbrädor och spånskivor på
fixturen och skära dem med hjälp av en fräsmaskin i olika längder och former. • Fixturen ska modelleras i ett 3D-modelleringsprogram.
• Möjliga materialval och tillverkningsmetoder till fixturen ska bestämmas. • Fixturen ska generera i lösningsförslag och kostnadsförslag.
Studien omfattade ett antal avgränsningar som var:
• Tid och resurser kommer att begränsa studiens omfattning eftersom arbetet har en specifik tidsram som ställts av högskolan.
• Specifika kostnadsberäkningar ska utföras.
• Studien ska undersöka endast material i trä och stål.
• Studien ska undersöka endast den utvecklade fixturens process och ska inte undersöka fräsmaskinernas processer.
• Ingen fysisk prototyp ska framställas på grund av tidsbrist. • En virtuell prototyp ska framställas med hjälp av CAD. • Endast en uppskattning på möjliga besparingar ska utföras. • En procentuell uppskattning på ytans besparing ska utföras.
2 ANSATS OCH METOD
I detta avsnitt framgår vilka metoder som använts för att besvara frågeställningarna och hur studien har planerats. Det består av studiens projektplanering, utvecklingsmetoder, datainsamling, forskningskvaliteten.
2.1 Projektplanering
Det är viktigt att utföra en projektplanering för att fullborda projektarbetet och för att lyckas med produktutvecklingsprocessen. Detta för att försäkra att processtegen följs och att alla nödvändiga resurser och prioritet som krävs kan uppfyllas i god tid under denna studies tidsram. I denna studie följdes planeringen i viss omfattning för att kunna organisera studien, och frågeställningarna och målen definierades. Därefter granskades empirin parallellt med den teoretiska referensramen genom att undersöka litteraturen och samla in empiriska data som intervjuer och observationer. Validiteten och reliabiliteten vid utförande av metoden i arbetet observerades och säkerställdes efter att den primära data samlades. All insamlade data gav ett resultat som analyserades och diskuterades för att hädanefter komma fram till en slutsats.
2.2 Utvecklingsmetoder
De utvecklingsmetoder som användes inom produktutvecklingsprocessen är produktplanering, konceptutveckling, utveckling på systemnivå och detaljutveckling. Den teoretiska referensramen förklarar dessa faser mer ingående. CAD-modellering användes även som en utvecklingsmetod.
2.2.1 CAD-modelleringsteknik
Computer-Aided Design (CAD) och är 3D datorstödda produktmodeller där datorbaserade system hjälper till att modellera upp konstruktioner och design. 3D CAD-modeller ger produktlösningar där solidenheter byggda av geometriska former som block, cylindrar och hål, kan sammanställas till en produktlösning. Fördelarna är att produktlösningen blir enkel att visualisera, fotorealistiska bilder kan skapas för att utvärdera utseendet, beräkna fysiska egenskaperna som volym och massa automatiskt, och tillverkningsritningar kan skapas. Behovet av en fysisk prototyp kan elimineras när en 3D CAD-modell används för att planera den slutliga monteringen av produkten (Ulrich & Eppinger, 2014).
I denna studie användes SolidWorks för CAD-modellering för att skapa en virtuell lösning och sammanställning av produkten som har genererats genom konceptskisser. I modelleringen ingick mått, material, geometri, och en funktionsbeskrivning av produktlösningen samt att möjliga tillverkningsmetoder fastställdes. Behovet av en fysisk prototyp kan därför elimineras och tillverkningen kan genomföras direkt för att testa produkten.
2.3 Datainsamling
Kvantitativ och kvalitativ forskning är två strategier som används i forskningsarbeten. Skillnaden mellan dessa strategier kan definieras på olika sätt beroende på vilken författare det är som definierar dem (Bell & Bryman, 2015). Kvantitativ forskning använder statistiska analyser som grund när forskarna ska förklara hur något hänger ihop eller när ett fenomen beskrivs (Justesen & Mik-Meyer, 2011). Kvalitativ forskning lägger oftare stor vikt på insamling och analys av data än på siffror och kvantifiering. Även om dessa två strategier skiljer sig åt är dessa åtskiljningar inte definitiva och de skiljs åt genom generella drag, vilket gör att en strategi kan innehålla drag av den andra (Bell & Bryman, 2015). För denna fallstudie har ett kvalitativt tillvägagångssätt valts för att samla in relevant information och få en djupare kunskap i både produktutvecklingsprocessen, samt orsaker och risker med att använda OI i producerande företag. Studien är kvalitativ eftersom vikten ligger på insamling och analys av data och inte lika mycket på siffror och kvantifiering.
Det finns primära och sekundära datainsamlingsmetoder för att samla in data i en fallstudie och dessa metoder visar trovärdighet, där primära datainsamlingar är data som tidigare inte har dokumenterats och som forskaren själv tagit fram, som till exempel intervjuer och observationer, medan sekundära datainsamlingar är data som tidigare har dokumenterats och är tillgänglig information i offentliga databaser och litteratur (Bell & Bryman, 2015; Saunders, et al., 2019). För att öka trovärdigheten ska data som samlats in granskas (Arbnor & Bjerke, 2008). Både primär och sekundär datainsamling har använts, och har varit kärnan till analysen och slutsatsen av denna studie.
2.3.1 Teoretisk datainsamling
2.3.1.1 Litteraturstudier
Den sekundära datainsamlingen bestod av litteraturstudier. Litteraturstudierna som har använts i denna studie bygger på forskning kring produktutvecklingsprocesser och begreppet Open Innovation. Den information som tagits fram är grundläggande för fallstudiens syfte. Olika databaser har använts för att hitta relevanta litteraturstudier, som till exempel Scopus och Science Direct. Olika sökmotorer som till exempel DiVa och Google Scholar har använts för att hitta litteraturstudier och vetenskapliga artiklar. De nyckelord som har använts vid sökning visas i tabell 1.
Tabell 1 – Nyckelord som har använts vid sökning
2.3.2 Empirisk datainsamling
Vid den empiriska datainsamlingen har intervju och observationer använts. Detta med anledning till att trovärdigheten ska kunna ökas för den insamlade data i denna studie (Arbnor & Bjerke, 2008)
2.3.2.1 Intervjuer
Genom att samla in information med hjälp av intervjuer och se till att det finns variationer i varje intervju med kunniga och relevanta respondenter kan den information som har samlats vara trovärdig (Saunders, et al., 2019). Intervju var en relevant empirisk datainsamlingsmetod för att samla in den information som behövdes och besvara forskningsfrågorna. På detta vis bildades en klarare uppfattning över produktutvecklingen, samt hur företag använder OI vid produktutvecklingsarbeten. Denna metod liknar mer guidade konversationer i stället för strukturerade frågor. Detta med anledning att det uppstår frågor under intervjun som är oplanerade för att samtalet ska kunna flyta på. Det finns två typer av intervjuer, semistrukturerade och ostrukturerade intervjuer. En ostrukturerad intervju liknar mer en vanlig konversation och är mer obegränsad över hur respondenten kan tolka frågorna i jämförelse till semistrukturerade intervjuer där en förberedelse sker innan intervjun och frågorna som uppstår under intervjun måste fortfarande hålla sig till guiden och kopplas till svaren som fås. Båda används i kvalitativ datainsamling (Bryman, 2016).
Det har utförts ostrukturerade intervjuer på fallföretaget i öppna dialoger för att få bättre förståelse av vad företaget önskar med utvecklingsarbetet, och vad begränsningarna, krav- och målspecifikationerna var. Respondenterna var produktionschefen och konstruktören på fallföretaget. Det utfördes även semistrukturerade intervjuer med stora och SME företag för att få den datainsamling som behövdes för att besvara forskningsfrågan och komma fram till en slutsats. Intervjuerna utgick från en intervjuguide som syns i bilaga 3. Intervjuerna spelades in och tog cirka 30 till 60 minuter. Intervjuerna började med att respondenterna fick berätta om företaget i sina egna miljöer för att känna sig avslappnade. Intervjuerna på de stora företagen och SME:s utfördes för att ge ett varierande resultat utifrån de olika företagens perspektiv och
Nyckelord som har använts av rapporter, artiklar och böcker för datainsamling
Open innovation Open innovation risks
Produktutveckling Konceptdesign
Produktutvecklingsprocessen Produktdesign
Konceptutveckling Solenoid
Roterande spännare Fixtur
Elaktuator Fräsmaskin
Orsaker till Open Innovation Fixturdesign
synvinkel inom detta ämnesområde. Tabell 2 visar företagen som intervjuades om användningen av OI.
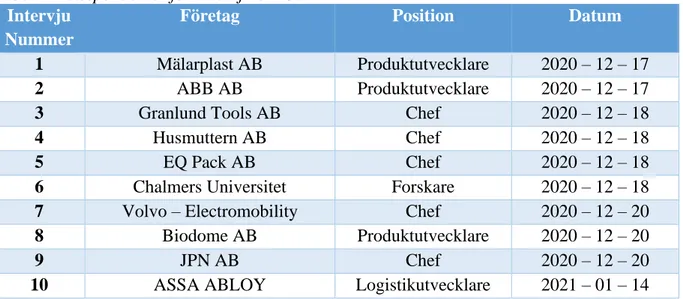
Tabell 2 - Respondenter för intervju om OI
2.3.2.2 Observation
Observationer är en metod som utfördes på fallföretag under hela arbetets gång. Metoden är nödvändig för en observatör som har obesvarade frågor över fräsmaskinens funktion och annat som angår företaget (Blomkvist & Hallin, 2014).
På fallföretagets produktionsavdelning har observationer utförts för att ha en bättre förståelse över utvecklingsprocessen och för att ha en bättre inblick över själva fräsmaskinen. Observationerna som utfördes var tillsammans med produktionschefen och även konstruktören på produktionsavdelningen som arbetar med framtagningen av fixturen till fräsmaskinen. Produktionschefen visade alla avdelningar på företaget och visade och hur fräsmaskinen fungerar och vad det är viktigt att ta hänsyn till vid utvecklingsprocessen av fixturen. En dokumentation av alla observationer utfördes med hjälp av videoinspelningar, ljudinspelningar och anteckningar både digitalt och skriftligt. Med hjälp av genomgången av produktionen och fräsmaskinen erhölls en bättre förståelse över funktionen och vad som var viktigt att tänka på, samt vilka problem som fanns. Denna information bidrog till att fixturen till fräsmaskinen kunde utvecklas med exakta mått och enligt fallföretagets kriterier och önskemål.
2.4 Forskningskvalitet
En forskningsstudies kvalitet kan utvärderas genom validitet och reliabilitet, där validiteten i en forskning utförs genom att studera rätt sak, och reliabiliteten genom att utföra studien på rätt sätt. Hög validitet uppnås när relevant litteratur för forskningsfrågorna används, och när analysen matchar studiens forskningsfråga och syfte. De valda datainsamlingsmetoderna måste även korrelera med problemformuleringen, syftet och forskningsfrågorna, och diskussionen måste svara på forskningsfrågorna (Blomkvist & Hallin, 2014). För en hög validitet i en studie är det
Intervju Nummer
Företag Position Datum
1 Mälarplast AB Produktutvecklare 2020 – 12 – 17
2 ABB AB Produktutvecklare 2020 – 12 – 17
3 Granlund Tools AB Chef 2020 – 12 – 18
4 Husmuttern AB Chef 2020 – 12 – 18
5 EQ Pack AB Chef 2020 – 12 – 18
6 Chalmers Universitet Forskare 2020 – 12 – 18
7 Volvo – Electromobility Chef 2020 – 12 – 20
8 Biodome AB Produktutvecklare 2020 – 12 – 20
9 JPN AB Chef 2020 – 12 – 20
även viktigt vid intervjuer att respondenterna känner sig lugna och trygga. Genom att låta respondenterna känna sig lugna och trygga skapas en positiv miljö som eliminerar negativ inverkan (Svenning, 2003).
Reliabilitet beskrivs som en bedömning av studiens trovärdighet. För en hög reliabilitet i en studie är det sannolikt att ett liknande resultat fås vid en liknande studie inom samma forskningsfält. För att uppnå hög reliabilitet i en studie är det enklast att få pålitlig information genom att göra samma process ett antal gånger och sedan få ut samma resultat, till exempel genom att genomföra flera intervjuer och identifiera motsvarande resultat (Olsson & Sörensen, 2011; Svenning, 2003).
Denna studie genomfördes genom att bedöma flera vinklar av ämnena och skapa en stark och solid grund för tidigare forskning, vilket medförde att en hög grad av reliabilitet och validitet åstadkoms. Intervjuguiden för OI baserades på relevant teoretiska data och strukturerade frågorna för att svaren skulle riktas till en punkt där likheter och skillnader markerades och jämförelser möjliggjordes. Möjligheten att kunna analysera de teoretiska aspekterna av OI med intervjuerna gjorde det möjligt för studien att uppnå en hög reliabilitet. Eftersom OI är ett ämne som har en pågående forskning kommer denna studie bidra med nya data som kan studeras i framtiden.
När det gäller utvecklingen av produkten har relevant teoretiska data studerats och följts till den grad som är möjlig med hänsyn till avgränsningarna. För att uppnå hög grad av reliabilitet och validitet i denna studie har produktutvecklingen baserats på relevant teoretiska data och möjligheterna att analysera och jämföra tillgångavägssättet tilläts. Tillvägagångssättet möjliggör likadant resultat om produktutvecklingsprocessen utförs ett antal gånger.
3 TEORETISK REFERENSRAM
I detta avsnitt redovisas teorin som kommer hjälpa studien och ligga till grund för analysen. Först förklaras vad Open Innovation är och de främsta orsakerna till att det används i producerande stora företag och SME, samt vilka risker det kan medföra. Sedan förklaras hur en generisk produktutvecklingsprocess går till och vilka faser som igår i processen.
3.1 Open innovation
Den amerikanska professorn Henry Chesbrough publicerade år 2003 en bok som heter ”Open Innovation: The New Imperative for Creating and Profiting from Technology”. I denna bok hävdar Chesbrough (2003) att det finns en betydande förändring av hur kunskap fördelas. OI innebär att genom att öppna innovationsprocessen för extern input, utnyttjas den framväxande kunskapsfördelningen. Chesbrough (2003) definierar OI som att företag kan och bör använda interna och externa idéer, samt interna och externa vägar till marknaden, eftersom tekniken på sådant sätt utvecklas. Lindegaard (2010) definierar OI som att sammanlänka interna och externa resurser för att få innovation att förekomma. För närvarande presenterar litteraturen om OI inte en allmänt accepterad definition av konceptet, och anledningen kan vara den konceptuella tvetydigheten som associeras med OI (Dahlander & Gann, 2010).
OI delas vanligtvis upp i två delprocesser som står för riktningen för informationsflöde: utifrån och in, och inifrån och ut (Chesbrough, 2003; Hossain, 2013). Processen utifrån och in handlar om att uppta idéer, kunskap och annan input från externa källor, och processen inifrån och ut handlar om att dela outnyttjade idéer genom att licensiera teknik till exempel. Studier om OI har uppfattat positiva resultat från företag som använder en öppen strategi. Dessa är ökad innovationsprestanda, ökad ekonomisk vinst och ökade totala intäkter (Chesbrough, 2006). Litteraturen om OI fokuserar på ekonomisk vinst medan forskning att undersöka användning av OI för andra ändamål är inte lika extensiv (Hossain, 2013).
OI-strategier baseras på att interagera med många organisationer, interagera med olika typer av organisationer och investera i extern kunskap. OI-strategiska källor till innovation inkluderas, som till exempel studenter, konsulter, individuella uppfinnare, crowdsourcing, portaler och samarbete med andra företag (Noble, et al., 2014). Mekanismer för resursförvärv, nätverksrelationer och organisatoriskt lärande är några fördelar som uppstår när företag använder OI. OI kan leda till bättre prestanda genom det tilltalande sättet att förklara hanteringen av innovation. Några andra fördelar med OI är att det tillåter företag utnyttja bred kunskap från flera organisationer, förverkliga inlärningseffekter och skaffa kompletterande resurser (Carmona-Lavado, et al., 2020; Ovuakporie, et al., 2020). Innovation är oförutsägbart, rörigt, riskabelt och fullt av det okända, eftersom företag inte kan kvantifiera risken om inte slutprodukten kan förutsägas. OI minskar risken genom att låta någon annan testa marknaden, utforska och utveckla den nya tekniken. Nya innovationer och specialiserad teknisk kunskap dyker upp i SME, vilket innebär att de ofta utvecklar agendor för teknikbaserade affärsmöjligheter för stora företag. Detta har varit en viktig aspekt för stora företag som utforskar och utnyttjar dessa möjligheter för att
få dessa kompetenser. Stora företag vill arbeta med mindre företag för att förbättra sin innovation (Noble, et al., 2014).
Vid bearbetning av information och beslutsfattande upplevs tvetydighet, risk och komplexitet, som därmed ökar osäkerhetsnivån. Detta leder till att utmaningarna i samband med OI förvärras på grund av organisatoriska, institutionella, kognitiva och kulturella skillnader, vilket i sin tur leder till att företag hindras från att integrera och identifiera värdefull kunskap och sedan utnyttja det från OI (Ovuakporie, et al., 2020).
Företag måste anpassa sig till den snabbt förändrade tekniska marknaden, och SME kan snabbt navigera dessa hinder. Stora företag måste skapa mindre grupper inom deras innovationsprocess för att bete sig som mindre organisationer. Det gör att de kan vara smidiga och flexibla utan företagets normala begränsningar. För stora företag är den finansiella risken liten, men stora skador kan göras på varumärket, medan SME kan snabbare fatta beslut med mindre risk, vilket gör att allt går snabbare. SME har oftast en beslutsfattare som har information i realtid och har detaljerad kunskap om alla aspekter av sin verksamhet, vilket gör att beslutsfattaren har en bättre känsla av innovationsprocessen. I stora företag är beslutsfattaren någon högst upp i en hierarki som måste lita på rapporter från nedan för att fatta ett beslut utan att ha detaljerad information (Chesbrough, et al., 2008; Noble, et al., 2014). Stora företag har däremot stora resurser ekonomiskt, medan SME sällan har tillgång till sådant stöd (Noble, et al., 2014).
De stora företagen har oftast en större oro över sekretessen i jämförelse med SME. Det är vanligare att de större företagen använder sig av utifrån och in innovation än inifrån och ut innovation. De vill bevara sin innovation och sekretess, och är noga med att inte dela med sig av sin interna information externt för att privat kunskap inom företaget inte ska nås ut till det externa. utan vill endast få in extern information för innovativ hjälp i exempelvis projekt och annat. De stora företagen väljer att selektivt hantera kunskapsflöden som kommer (Chesbrough & Brunswicker, 2013; Chesbrough & Sabine, 2018). De stora företagen väljer att selektivt hantera till och från kunskapsflöden i projekt och därefter formalisera processen i projekten när det går över från definition av ett problem till ett genomförande. Stora företag tar in mer kostnadsfri extern kunskap än att göra sin egen kunskap tillgänglig utanför företaget kostnadsfritt. Utgående praxis är alltså mindre betydelsefull än inkommande praxis (Chesbrough & Sabine, 2018).
3.2 Produktutvecklingsprocess
För att kunna åstadkomma en designrik, funktionsrik och praktisk utvecklingsprodukt används en produktutvecklingsprocess. Det krävs även koordination, planering, ledning och förbättringar på grund av en noggrann utvecklingsprocess där en tidsplan, utvärdering och dokumentation uppfylls (Ulrich & Eppinger, 2014). Processen är iterativ och kan användas vid förbättring av produkter som är befintliga, omkonstruktion samt vid skapande av en innovativ produkt. I denna process ingår faserna; produktplanering, konceptutveckling, utveckling på systemnivå, detaljutveckling, testning och vidareutveckling, samt produktionsupptakt. Faserna kan genomföras ett antal gånger (Johannesson, et al., 2013).
3.2.1 Produktplanering
Planeringsfasen räknas som fas 0 eftersom den räknas som start för godkännande av ett projekt och är även starten för själva produktutvecklingsprocessen. Denna fas innehåller utföranden som identifiering av möjligheter genom att se över företagets eller projektets strategi, marknadsmål och värdering av teknikutvecklingen. En uppdragsbeskrivning för projektet ska utföras där affärsmål, begräsningar, produktens målmarknad och avgörande antaganden ska anges i beskrivningen (Ulrich & Eppinger, 2014). Denna fas kan även kallas för förstudie eftersom en problemanalys utförs, samt att bakgrundsmaterialen som till exempel marknad och design tas fram. I denna fas kan även kostnaderna för den framtida produkten tas fram beroende på studiens resurser (Johannesson, et al., 2013).
3.2.2 Konceptutveckling
Identifiering av målmarknaden utförs och alternativa produktkoncept utvärderas och genereras. Därefter väljs ett antal eller endast ett koncept för testning och vidareutveckling. Genom att beskriva hur formen på produkten ska se ut, dess egenskaper och funktion skapas ett koncept som därefter följs upp med ett antal specifikationer, en motivering över den ekonomiska delen av projektet, samt en tydlig analys över produkter som kan vara konkurrerande med konceptet. En kravspecifikation och målspecifikation, konceptgenerering, turneringsstruktur, konceptval och koncepttestning, samt funktionsanalys utförs i denna fas (Ulrich & Eppinger, 2014). Ett koncept klassas som en lösning till ett problem inom konstruktionen (Johannesson, et al., 2013).
3.2.2.1 Kravspecifikation och målspecifikation
Kravspecifikation är ett annat ord för produktspecifikation. Det beskriver hur produkten ska uppfylla kraven från kunden. Detta utförs för att bemöta kunderna och ha möjligheten att uppfylla de produktspecifikationer som krävs under utvecklingsprocessen. Identifiering av kundbehoven och vad för specifikationer som ska tas hänsyn till ska beskrivas på detaljnivå och observeras under utvecklingsprocessen. Kravspecifikationerna förklarar alltså en mer exakt beskrivning av vad en produkt ska göra. Termer som används inom kravspecifikation kan också vara tekniska egenskaper och produktkrav. Ordet specifikation beskriver ett värde och en mätbar egenskap. Denna del ska utföras tidigt i produktutvecklingsprocessen (Ulrich & Eppinger, 2014).
3.2.2.2 Konceptgenerering
För att tillfredsställa kundbehoven behöver produktkoncepten som kan bestå av användbara lösningsförslag undersökas grundligt, vilket är målet med konceptgenerering. I konceptgenereringen ingår externa sökningar, systematisk utforskning av dellösningar och kreativ problemlösning av koncepten som utvecklingsteamet genererar. Resultatet blir vanligtvis att tio till tjugo koncept genereras och framställs genom skisser och en beskrivning av varje skiss (Ulrich & Eppinger, 2014).
3.2.2.3 Turneringsstruktur
Turneringsstruktur innebär identifiering av en rad olika möjligheter för att därefter utse en del av dessa att utveckla vidare. Anledningen till denna struktur är att möjligheter varierar i värde i stor omfattning och dessa skapar osäkerhet. Målet är att kunna skapa ett stort antal möjligheter och därefter successivt sålla dem som är minst lämpliga att satsa på. Processen sker som en turnering där endast de mest lämpliga idéerna segrar, sedan utses en segrande idé som ska vidare till produktutvecklingen (Ulrich & Eppinger, 2014).
3.2.2.4 Konceptval och koncepttestning
För att identifiera det bästa konceptet eller de bästa koncepten måste de olika produktkoncepten i konceptgenereringsaktiviteten analyseras och elimineras stegvis, och denna aktivitet kallas för konceptval. Denna aktivitet kräver flera iterationer och kan leda till vidareutveckling och fler konceptgenereringar (Ulrich & Eppinger, 2014).
För att verifiera att kundbehoven har tillfredsställts ska ett eller flera koncept testas, för att identifiera och åtgärda alla brister under vidareutvecklingen. Om konceptet får negativ kundrespons kan antingen tidigare aktiviteter upprepas eller projektet avslutas (Ulrich & Eppinger, 2014).
3.2.2.5 Funktionsanalys
Ett problem brukar oftast delas in i delproblem och sedan i ännu fler delproblem för att ge en överskådlig bild av problemet, och detta kallas för problemnedbrytning. För att bryta ner de stora problemen måste de först identifieras och sedan brytas ner om det finns möjlighet till det. Ett exempel är designen när koncept tas fram genom flera ritningar och koncepten ska sållas genom att identifiera problem och modifiera funktioner. Designsystem kan ha olika varianter som till exempel storlekssystem och färgsystem. En bra lösning kan vara att rita ett funktionsdiagram eftersom det innehåller klassifikationer av delfunktioner och diagrammet utgår från en befintlig produkt som är baserad på teamets produktkoncept eller delfunktionsteknik (Ulrich & Eppinger, 2014).
3.2.3 Utveckling på systemnivå
I denna fas delas produkten upp i olika kompententer och delsystem, produktarkitekturen upprättas samt att konstruktionen av de viktigaste komponenterna blir preliminär. De inledande planerna för produktionssystemet och även produktens slutgiltiga monteringsplan kan fastställas i denna fas (Ulrich & Eppinger, 2014). I denna fas ska även konceptet som väljs utvärderas för att produktkonceptets prestanda och egenskaper ska predikteras. Ifall flera koncept har tagits fram ska det bästa möjliga konceptet väljas, och det är konceptet som täcker alla kriterier och önskemål inom krav- och målspecifikationerna. Den totala utvärderingen av värdet och kvaliteten ska jämföras och de olika konceptens egenskaper ska beaktas innan ett beslut tas (Johannesson, et al., 2013).
3.2.4 Detaljutveckling
Produktens unika delar och alla standardkomponenter upprättas genom en fullständig specifikation av dess material, toleranser och geometri, därefter ska alla standardkomponenter identifieras som är köpta från leverantörer. En förberedelse av produktionen för produktens tillverkning fastställs i denna fas tillsammans med verktygen som ska tas fram för komponenterna som behöver tillverkas inom produktionssystemet. I denna fas är outputen av kontrolldokumentationen för produkten det som beskriver geometrin och produktionsverktygen, samt specifikationerna för komponenterna. Produktionsberedningen för produktens montering och tillverkning är också en del av outputen. Det är viktigt att ta hänsyn till de robusta egenskaperna och materialvalen under hela produktutvecklingsprocessen, däremot behöver dessa punkter slutföras i denna fas (Ulrich & Eppinger, 2014). Konfigurering ska ske i denna fas genom att ha konceptbeskrivningen som utgångspunkt (Johannesson, et al., 2013).
3.2.5 Testning och vidareutveckling
En utvärdering och konstruktion av produktens olika förserieversioner sker i denna fas. De prototyper som skapades i de föregående faserna byggs upp med hjälp av den geometri och de materialegenskaper som liknar produktens tillverkningsversion. Prototyper kan skapas med hjälp av 3D-modelleringsprogram och skapas för att få en tydlig fysisk bild vid undersökning av bland annat funktionen av produkten (Johannesson, et al., 2013). De tidiga prototyperna kallas för alfaprototyper medan de senare versionerna av prototyper kallas för betaprototyper. Alfaprototyperna testas för att undersöka om den slutgiltiga produkten kommer att fungera med den framtagna konstruktionen och ifall den kommer att tillfredsställa kundens behov. Betaprototyperna däremot byggs upp med hjälp av komponenterna som kommer att användas i tillverkningen, dock behöver de inte vara inkluderade i den slutgiltiga monteringen. Det utförs däremot utvärderingar som är interna och testerna av prototypen sker av kunderna, placerad i den miljön den kommer att användas i. detta för att identifiera tekniska förändringar, och få svar på produktens prestanda (Ulrich & Eppinger, 2014).
3.2.6 Produktionsupptakt
Problem som uppstår i produktionsprocessen tas hänsyn till för att därefter lösa problemen som uppstår vid tillverkning av produkten. I denna fas tillverkas produkten i en riktig produktion. De produkter som är färdigproducerade levereras till kunden och en utvärdering utförs om det uppstår eventuella problem eller defekter i produkten. Detta är som ett test under produktionens gång för att enklare kunna korrigera de fel som finns i produktionen innan den slutgiltiga lanseringen. En successiv ändring från produktionsupptakt till en reguljär produktion uppstår. Senare i en omfattande distribution lanseras produkten och blir tillgänglig. En efterhandsutvärdering bör göras efter lanseringen. För att förbättra utvecklingsprocessens framtida projekt sker en granskning av det tekniska och kommersiella perspektivet av den lanserade produkten (Ulrich & Eppinger, 2014). Produkten ska utformas i denna avslutande fas och detta konstruktionssteg till att slutligen bli processriktig, interaktionsriktig och ekonomisk riktig vid tillverkning. För att den ska vara processriktig bör produkten vara anpassad till att kunna tillverkas och monteras med hjälp av olika metoder och viss utrustning. Även den ekonomiska och interaktions riktighet ska beaktas samtidigt under hela konstruktionsprocessen och ett slutgiltigt beslut ska tas (Johannesson, et al., 2013).
4 GENOMFÖRANDE
I detta avsnitt redovisas genomförandet av fixturen och vilka faser inom
produktutvecklingsprocessen som utfördes för den framtagna produkten.
4.1 Produktutvecklingsprocessen
Produktutvecklingsprocessen för att utveckla en fixtur till fräsmaskiner har utförts steg för steg under hela studiens gång genom att följa de generiska produktutvecklingsfaserna. I denna studie följdes faserna produktplanering, konceptutveckling, utveckling på systemnivå och detaljutveckling.
4.1.1 Produktplanering
I denna fas utfördes planeringen utförligt genom ett möte med chefen på fallföretaget. En uppdragsbeskrivning utformades tillsammans med fallföretaget. Direktiven till uppdragsbeskrivningen var att utveckla en fixtur till företagens fräsmaskiner. Fixturen ska fungera genom att sätta fast balkar, ytterbrädor, lister och spånskivor på den och fräsa dessa artiklar med hjälp av fräsmaskinen i olika längder och former. Syftet med detta är att företaget besparas från att köpa in dessa artiklar i olika längder och former, och endast köpa in en form av dessa artiklar som kan kortas ner genom att fräsas till önskad längd eller form. Produkten utvecklades och modellerades i ett 3D-modelleringsprogram för att ta fram en virtuell prototyp innan företaget går vidare med utvecklingen till en komplett produkt. De möjligheter för utvecklingen av fixturen som fanns på företaget observerades, som till exempel mått, material och funktion, som därefter tydliggjorde uppdragsbeskrivningen. Fixturen ska monteras fast på företagets fräsmaskin för en mer ergonomisk tillämpning och för att minska arbetsskador som kan uppstå av tunga lyft.
4.1.2 Konceptutveckling
I denna fas identifierades målmarknaden som kunden, det vill säga fallföretaget, och 13 alternativa koncept genererades och utvärderades, varav ett koncept valdes för testning och vidareutveckling. Konceptet skapades utefter fräsmaskinens specifikationer för att definiera lämplig form, egenskaper och funktioner med hjälp av krav- och målspecifikationerna.
4.1.2.1 Krav- och målspecifikationer
Krav- och målspecifikationerna identifierades och en utvärdering av produktkoncept utfördes där kraven för utveckling av fixturen togs till hänsyn med specifika mått på artiklar, se bilaga 2. Kravspecifikationerna för fixturen noterades och var bland annat att fixturen ska anpassas till fräsmaskinen, enkel att förstå av alla möjliga användare oavsett kön, språkkunskaper, eller funktionsnedsättning, som till exempel nedsatt hörsel, utan några problem. Användningen ska även vara effektiv med hjälp av exempelvis endast en tryckfunktion och mer automatiserad, och fixturen ska anpassas till alla artiklar som är tänkta att användas för att erhålla en multifunktionell
användning. Önskemålen från fallföretaget var även att fästfunktionen på fixturen i synnerhet ska vara elektrisk, med anspänningar som till exempel solenoider eller elaktuatorer för att automatisera fixturen och minska det manuella arbetet för arbetare med funktionsnedsättning och språksvårigheter, samt för att öka säkerheten på fixturen. Koncepten som utfördes var i form av skisser. Totalt framfördes 13 koncept, där dessa utvärderades och sållades för att anpassas till krav- och målspecifikationerna. Koncepten visar olika former, användningsfunktioner och fästfunktioner för att utvärdera och identifiera vilken av dem som besitter de bästa funktionerna i enlighet med kundkraven.
4.1.2.2 Konceptgenerering
Koncept 1 och 2 visar en balk som kommer att användas på fixturen, ena konceptet visar fixturen profilerad åt höger och det andra konceptet visar fixturen profilerad åt vänster. Valet av håll kommer att bestämmas av fräsmaskinens arbetsyta. Stödet är till för balkar och lister, och ska kunna skjutas in och ut beroende på önskat mått. Koncept 3 visar en tydligare bild på ett alternativt stöd som artiklarna kan fästas på och en fästfunktion som är rörlig för att användaren själv ska bestämma var fästet ska hålla ner artiklarna och förhindra sammanstötning med fräsverktyget på fräsmaskinen. Det ska även finns en möjlighet att fästa en kortare balk bredvid med samma fästfunktion. På koncept 4 och 5 har det tillsatts ett ytterligare fäste för ökad säkerhet och ingen möjlighet för artiklarna att förflytta sig. Det som skiljer koncepten emellan är vilket håll balkens stöd ska fästas och att stödet utanför fixturen inte ska vara rörlig och skjutbar. Koncept 6 visar en avtagbar platta som kan fästas med hjälp av en fästfunktion på fräsmaskinen med ett skjutbart stöd för en balk. Koncept 7 visar endast ett avtagbart stöd för balken som ska fästas med hjälp av en fästfunktion. Koncept 8–11 visar olika alternativ av fästfunktioner för att fästa artiklarna på fräsmaskinen för en ökad säkerhet. Koncept 8 visar en elaktuator som fästfunktion. Koncept 9 och 10 visar skjutbara stöd i form av trä som kan tryckas in mot artiklarna. I koncept 10 visas även på vilket sätt dessa stöd kan fästa artiklarna med hjälp av en roterande arm. Koncept 11 visar en lång arm som kan fästas över artiklarna för att hålla dem på plats. Koncept 12 visar en automatisk och elektrisk fästfunktion, solenoid, som kan sättas fast under de fyrkantiga stöden. Stöden är placerade för att hålla de olika artiklarna på plats på samma gång, till skillnad från de andra koncepten. En roterande spännare och armmonterare har som funktion att fästa spånskivorna på plats på grund av dess storlek som täcker hela fräsmaskinen och inte kan fästas på samma sätt som de andra artiklarna. Koncept 13 visar ett annat alternativ av en automatisk och elektrisk fästfunktion, elaktuator, som ska kunna placeras på samma plats som solenoiden. Det visar även andra alternativa spännare för spånskivorna, som exempelvis svetstång, snabbtving eller limklämma och universalklämma. Dessa spännare fästs manuellt på fixturen av arbetarna.
4.1.2.3 Funktionsanalys
Syftet med koncepten som har genererats är att alla artiklar som fallföretaget vill använda ska kunna fästas på fixturen, och dessa artiklar är balkar, lister, ytterbrädor och spånskivor. Fixturen ska även vara säker att använda och ha spännare som exempelvis solenoider eller elaktuatorer för att alla arbetare enkelt ska använda dem. Utifrån krav- och målspecifikationerna utvecklades koncepten vidare och en funktionsdiagram skapades för att enkelt förstå vilka funktioner som ska ingå vid utveckling av fixturen. I tabell 3 syns huvudfunktionen, delfunktionerna och stödfunktionerna för att enklare hitta och lösa delproblem som uppstår vid konceptens vidareutveckling.
Tabell 3 – Huvudfunktion, delfunktioner och stödfunktioner
Huvudfunktion Delfunktion Stödfunktion
Fixtur till en fräsmaskin
Hålla fast balkar Medge stabilitet
Hålla fast ytterbrädor Anspänning på specifika platser Hålla fast spånskivor Enkel att montera
Hålla fast lister Användarvänlig för alla oavsett kön, funktionsnedsättning eller språk
Säker att använda Anpassad för specifika mått Elektriska anspänningar Ergonomisk Enkel att använda/hantera Automatisk Medge hållbarhet Anpassad till fräsmaskinen Raw Avantic CNC
4.1.2.4 Turneringsstruktur, konceptval och koncepttestning
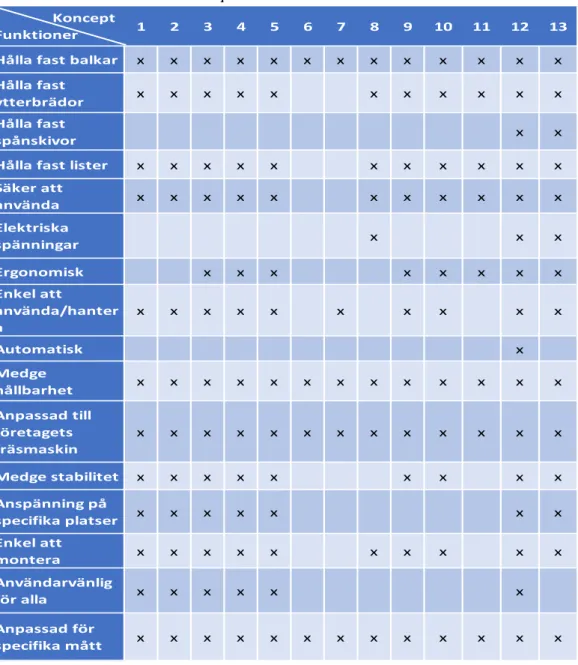
Tabell 4 visar vilka koncept som hade de funktioner som var önskvärda i framtagningen av fixturen. De koncept som uppfyller funktionerna på vänster sida är markerade med x. De enda koncepten som täcker de flesta funktionerna är koncept 12 och 13.
Tabell 4 - Funktioner och koncept
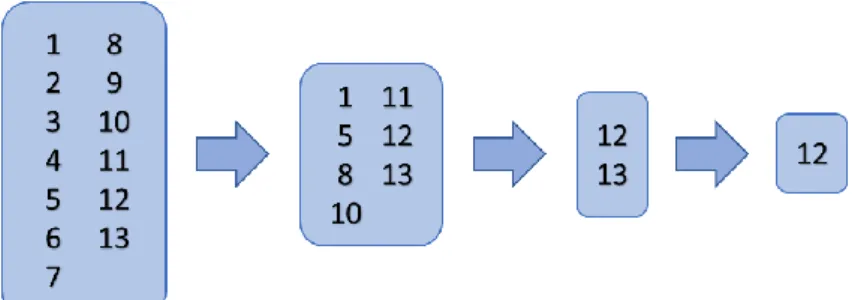
I figur 2 syns turneringsstrukturen för val av möjligheter. För att gå vidare från första steget bestämdes det att fixturen ska profilera från högra sidan, sett på konceptskisserna, eftersom det är lättare för fräsmaskinen att fräsa åt det hållet. De koncept som valdes hade även bättre fästfunktioner och spännare än de andra. Vidare på nästa steg valdes koncept 12 och 13 eftersom de hade bästa möjligheterna för att täcka nästan alla krav- och målspecifikationer. Till slut valdes koncept 12 som det bästa konceptet eftersom det uppfyllde alla önskvärda funktioner, samt krav- och målspecifikationerna.
Koncept
Funktioner 1 2 3 4 5 6 7 8 9 10 11 12 13 Hålla fast balkar x x x x x x x x x x x x x
Hålla fast
ytterbrädor x x x x x x x x x x x
Hålla fast
spånskivor x x
Hålla fast lister x x x x x x x x x x x
Säker att använda x x x x x x x x x x x Elektriska spänningar x x x Ergonomisk x x x x x x x x Enkel att använda/hanter a x x x x x x x x x x Automatisk x Medge hållbarhet x x x x x x x x x x x x x Anpassad till företagets fräsmaskin x x x x x x x x x x x x x Medge stabilitet x x x x x x x x x Anspänning på specifika platser x x x x x x x Enkel att montera x x x x x x x x x x Användarvänlig för alla x x x x x x Anpassad för specifika mått x x x x x x x x x x x x x
Figur 2 - Turneringsstruktur
Val av koncept:
Koncept 12 valdes eftersom det finns plats att fräsa balkar, lister, ytterbrädor och spånskivor, som önskades av fallföretaget. Att fästa artiklarna horisontellt i stället för vertikalt medför minskad deformering på artiklarna. Solenoider är därför det bästa valet för att fästa balkar, ytterbrädor och lister på ett sådant sätt. Koncept 12 valdes även för att den roterande spännaren passar bäst för att hålla spånskivorna på plats eftersom den är permanent fastmonterad på fixturen och kan automatiseras till skillnad från de manuella spännarna, som visas på koncept 13, som måste klämmas fast manuellt för hand vid varje användning. Koncept 12 är det enda konceptet som uppfyller alla krav som har satts i tabell 4. Detta koncept 3D-modellerades för att testas virtuellt och för att identifiera andra delproblem som ska åtgärdas.
4.1.3 Utveckling på systemnivå
4.1.3.1 Fixturens helhet
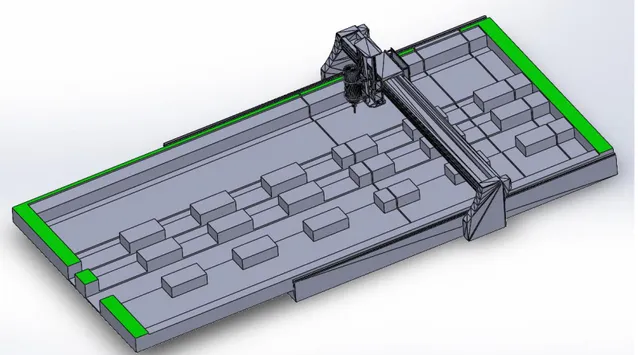
Konceptet som valdes i förra fasen i utvecklingsarbetet har 3D-modellerats med hjälp av CAD-programmet SolidWorks, se figur 3. Modellen utformades för att få plats med artiklarnas olika mått, se tabell 5 för ytterligare information om artiklarnas mått. Designen framställdes i enlighet med artiklarna som teoretiskt ska användas på fallföretaget. Den har utformats för att fästa balkar, lister och ytterbrädor på samma gång för att enklare fräsa dem tillsammans och arbeta tidseffektivt. Det ska även fungera att fräsa endast en artikel om företaget önskar det. Spånskivorna kan endast fräsas enskilt på grund av deras area som täcker hela fixturen. Eftersom artiklarna ska fräsas till specifika mått och längder har en urgröpning vid dessa specifika mått utformats för att fräsens fräsverktyg inte ska sammanstöta med fixturen vid fräsning. Fixturen monteras ovanpå fräsen som figur 3 också visar.
Figur 3 - Fixturen i 3D modell på en fräsmaskin. 4.1.3.2 Spännare och klämmor
Två alternativa spännare som kan användas på denna fixtur är solenoider och elaktuatorer. En solenoid ger ett likartat magnetfält som går parallellt med strålens riktning. Det är oftast lämpligt att välja en rak referensbana parallellt med fältet eftersom partikeln som färdas längs en rak bana inte uppfattar någon avvikelse från fältet. I accelerationsstrålar har solenoider olika användningsområden och används vanligtvis för att leverera transversal fokusering, men kan även användas för att kontrollera rotationspolarisering eller för att fånga partiklar från källor (Wolski, 2014).
En magnetventil, som även kallas för solenoid aktuator, har en magnetisk krets som lindas runt en flödesgenererande spole, med en magnetisk kolv som rör sig under påverkan av flödet i magnetkretsen, se figur 4. Med andra ord består den av ett tillslutningselement och en mekaniskt kopplad magnetisk kolv, som under kontroll av en solenoid förflyttar tillslutningselementet in i eller ut ur en öppning när kolven rör sig inom magnetkretsen. För att hjälpa ventilen att öppnas finns en spiralfjäder som hjälper till nedåtgående kraft på kolven vid övergången, böjs under kolvens slag och hålls böjd till övergången. Magnetkolven är stabil vid båda änden när den rör sig för att behålla det valda tillståndet för ventilen, och tillståndet kan ändras till öppning eller stängning med hjälp av en magnetisk puls alstrad av solenoidspolen. Användningen av membranfjädern möjliggör leverans av en elektromagnetiskt effektivare ställdon (Connell, 1996).
Figur 4 - Liten push-pull solenoid (Core Electronics, 2020)
De manuella alternativen som finns är spännare och klämmor, och kan bland annat vara;
snabbtving, svetstång, universalklämma och limklämma som manuellt behöver monteras på
önskad plats vid varje användning, samt roterande spännare som rör sig sidled i form av en arm och monteras på fixturen, se figur 5. En roterande spännare används för denna fixtur.
4.1.3.3 Solenoider
För att fästa artiklarna på plats krävs någon form av anspänning. I utformningen av denna fixtur har det valts solenoider som anspänningar, och dessa solenoider ska sitta under de rätblock som har utformats ovanpå fixturen. Solenoiderna medför i sin tur ett lätt tryck i horisontellt plan till vänster och artiklarna fästs genom att tryckas mot rätblocken på motsatt sida. Till exempel trycker solenoiderna balkarna på fixturens vänstra innervägg. Solenoiderna köptes in och syns i figur 6.
Figur 6 – Använda solenoiden (Nettigo, 2021)
I figur 7 syns en 3D-moddelering av rätblocken med en urgröpning där en solenoid ska sitta.
Figur 7 - Rätblock med en tydlig vy över solenoidens position 4.1.3.4 Roterande spännare
Roterande spännare behövs för att hålla spånskivan på plats vid fräsning, och medför ett lätt vertikalt tryck för att hindra spånskivan från att förflyttas vertikalt. Spånskivorna är tänkta att fräsas för att omge antingen en dörr eller ett fönster, och hänsyn till detta togs vid placering av de roterande spännarna. Två spännare sitter på ena sidan och en spännare på andra sidan. Detta var för att inte störa den tänkta urfräsningen av en dörr som ska ske på den vänstra sidan. Fler bilder på fixturen och artiklarna syns i bilaga 4.