Kontaktförbindningar på räls
Undersökning av hur pinnlödning och borrning påverkar
materialet i järnvägsräls
Björn Ramström & Henrik Pålsson
Banverket HK Spårteknik (BBS)
Mälardalens Högskola
Förord
Det här är ett examensarbete på 20-poäng, C-nivå, utfört av Björn Ramström och Henrik Pålsson på uppdrag av Banverkets huvudkontor i Borlänge, avdelningen för spårteknik (BBS). Examensarbetet avslutar härmed vår utbildning till flygingenjörer på Mälardalens Högskola i Västerås.
Pinnlödning är en metod för att ansluta olika typer av ledningar på räls och används idag inom Banverket. Ett alternativ till pinnlödningar är anslutning av
kontaktförbindningar via borrade hål i rälslivet som är en relativt ny metod och används idag av flera utländska banförvaltningar. Syftet med det här arbetet har varit att undersöka hur lödning och borrning påverkar järnvägsrälsens material. Målet är att resultaten från examensarbetet ska användas som underlag för Banverkets framtida arbete med kontaktförbindningsmetoder för räler och vid val av en tillförlitlig anslutningsmetod.
Vi skulle vilja tacka alla på Banverket, speciellt vår handledare Tamara Gronowicz, som har handlett oss under arbetes gång. Vi skulle också till vilja tacka Lennart Ek och Henrik Halvorsen på Banverket Produktion i Ludvika för studiebesöket. Stort tack även till Per Carlsson och Ulf Bexell samt alla andra på Materiallaboratoriet vid
Högskolan Dalarna som har hjälpt oss och svarat på frågor. Tack också till Alexander Santos och Anders Liljegren på SL för att de delade med sig av sina erfarenheter från
Cembres anslutningar.
Henrik Pålsson och Björn Ramström
Sammanfattning
Vid dragprovning av lödningar framkom att i många fall är kopparledningen svagare än själva lödningen och brottet sker i kopparledningen eller i kabelskon.
Undersökning av mikrostrukturerna visade att det bildas martensit i grundmaterialet i ett område under pinnlödningarna. Medelvärdet på martensitlinsens storlek
beräknades till 10,69 mm i diameter och 0,73 mm i djup. På grund av att grundmaterialet påverkas bör pinnlödningar sättas minst 10 mm från varandra. Lödningar gjorda i -5°C visade inga tecken på försämrad kvalitet med avseende på lägre hållfasthet eller ökad martensitbildning. Korrosion tränger in under kabelskor på pinnlödningar i områden där ingen lödfog finns. Undersökning av borrade prover visade att deformerad struktur uppkommer vid borrning samt att korrosion tränger in mellan kontaktförbindningens kopparhylsa och det borrade hålet. Vid en jämförelse mellan de båda förbindningsmetoderna framkom att lödningar är skonsammare för rälsmaterialet än borrade kontaktförbindningar men har däremot en tendens att lossna oftare. Vid val av borrade förbindningar som standard istället för pinnlödningar skulle det resultera i färre lossade anslutningar. Hållfastheten i räler skulle förmodligen påverkas och antalet sprickor från borrade hål öka.
Innehållsförteckning
1 Inledning ...5
1.1 Bakgrund ... 5
1.2 Examensarbetets syfte och genomförande... 8
2 Allmän information om rälsmaterial, lödning och borrning...9
3 Beskrivning av prover...10
3.1 Rälsmaterial ... 10
3.2 Lödda kontaktförbindningar... 11
3.2.1 Pinnlödningar...12
3.2.2 Safe Bond ...14
3.3 Kontaktförbindningar genom borrade hål... 15
3.3.1 Cembre ...15 3.3.2 Dubuis...16 4 Undersökningar ...17 4.1 Metallografisk undersökning... 17 4.2 Hårdhetsmätning ... 17 4.3 Dragprovning ... 18
4.4 Accelererad korrosionsprovning i klimatkammare... 18
5 Resultat...19
5.1 Lödda kontaktförbindningar... 19
5.1.1 Hållfasthet...19
5.1.2 Mikrostrukturer – Pinnlödningar ...29
5.1.3 Mikrostrukturer – Safe Bond ...41
5.1.4 Hårdhet ...45
5.1.5 Korrosion ...49
5.2 Kontaktförbindningar genom borrade hål... 52
5.2.1 Mikrostrukturer...53
5.2.2 Hårdhet ...57
5.2.3 Korrosion ...60
6 SL: s erfarenheter av Cembres anslutningar ...64
7 Diskussion ...65
7.1 Lödda kontaktförbindningar... 65
7.2 Kontaktförbindningar genom borrade hål... 67
8 Slutsatser ...68
9 Referenser ...69
Bilaga 1: Ritning 60E1-räl.
Bilaga 2: Sammansättning på stål, SS-EN 13674-1. Bilaga 3: Pinnlödningens princip, från Safetrack. Bilaga 4: Safe Bond´s princip, från Safetrack.
Bilaga 5: Beskrivning av Cembres borrade anslutningar AR60D. Bilaga 6: Beskrivning av Dubuis borrade anslutningar, från Elpress.
1 Inledning
1.1 BakgrundPinnlödning är en metod för anslutning av olika typer av ledare för el-, signal- eller teleteknisk funktion till räler. Metoden används idag generellt inom Banverket. Elanslutningar används för att jorda utsatta objekt (ytterobjekt) till den sammanhängande rälen (S-rälen) och till
återledning av elkraften till exempelvis transformatorstationer. Pinnlödningar används också till överkopplingar i S-rälen där den är skarvad med skarvjärn. Till isolerad räl (I-räl) ansluts spårledningarna för att detektera om det finns ett tåg på spåret. Pinnlödningar är vanligt förekommande i Banverkets spår och det finns i genomsnitt ett par stycken pinnlödningar på var 100: e meter järnväg. Ställen där det sitter särskilt stora mängder pinnlödningar är stationsområden, bangårdar och i anslutningspunkter till exempelvis transformatorer. Ett problem är att pinnlödningar ibland lossnar. Det har förekommit att ganska höga andelar av nygjorda pinnlödningar lossnat efter en kort tid i spåret.
Ett alternativ till pinnlödningar är anslutning av kontaktförbindningar via borrade hål i rälslivet som idag används av flera utländska banförvaltningar.
Bild 2. Y-förbindning fastsatt med två pinnlödningar. Y-förbindningar används för anslutning av spårledningar.
Bild 4: Överkoppling med pinnlödningar på kopparskena. Hela skarven med kopparskenan syns inte eftersom bilden är beskuren.
1.2 Examensarbetets syfte och genomförande
Syftet med detta examensarbete har varit att undersöka hur anslutning av ledningar genom lödning och borrning påverkar materialet i järnvägsräls. För att undersöka hur materialet påverkas har rälsprover med lödda anslutningar och rälsprover med anslutningar genom borrade hål använts.
Följande undersökningar av rälsmaterialet och anslutningar har gjorts:
9 Dragprovningar har utförts på pinnlödningar och Safe Bonds lödningar för att testa hur stora belastningar lödningarna tål innan brott sker.
9 Mikrostrukturen i rälsmaterialet har undersökts i ljusoptiskt mikroskop och svepelektronmikroskop (SEM). Mikrostrukturen har undersökts för att se vilka
förändringar i strukturen (fasomvandlingar, sprickbildning, plastisk deformation) som lödning och borrning leder till. I SEM har även analyser av den kemiska
sammansättningen i materialet gjorts med röntgenanalys (EDS).
9 Hårdhetsprovning har utförts för att undersöka hur materialets hårdhet påverkas av lödning och borrning.
9 Accelererad korrosionsprovning har utförts i klimatkammare för att undersöka hur anslutningar och rälsmaterial påverkas av korrosion.
Ett studiebesök hos Banverket Produktion gjordes för att se och få erfarenheter av pinnlödning i spåret. För att få erfarenheter av hur borrade anslutningar fungerar under svenska förhållanden intervjuades personal på SL som använder Cembres borrade anslutningar.
Resultaten från examensarbetet kommer att användas som underlag för Banverkets framtida arbete med kontaktförbindningsmetoder för räler.
2 Allmän information om rälsmaterial, lödning och
borrning
Rälsstål har hög nötningsbeständighet och hållfasthet. Brottgränsen på de vanligaste
stålsorterna hos Banverket varierar mellan ca 800 och 1200 MPa. Kravet på rälssålets höga hållfasthet och hårdhet ställs för att räler inte får gå sönder eller få bestående deformationer från de laster som räler normalt utsätts för. Materialstrukturen i rälsstål är perlitisk. Rälsstål har en kolhalt på ca 0,8 %. Snabb svalning av rälsstål leder till martensitbildning. Martensit är en hård och spröd struktur.
Lödning har liten inverkan på grundmaterialet och används för att snabbt och enkelt fästa anslutningsledningar i rälslivet. Det finns alltid ett tunt skikt av oxid på rälslivets yta. Oxiden består av glödskal som bildats vid valsningen samt rost. Det är viktigt att slipa rälsytan
metalliskt ren innan man börjar löda. Pinnlödning sätts i neutralaxeln på rälslivet. Principen för pinnlödning är att man med hjälp av en elektrisk ljusbåge löder fast lodpinnar på underlaget. Under pinnlödning värms rälsstålet upp till ca 700ºC för att sedan svalna. Vid lödning är det endast lodet som smälts medan rälsmaterialet får en lokal värmepåverkan.
Vid den alternativa anslutningsmetoden borrar man ett hål i rälen för att sedan montera ett bultförband som ledningen fästs i. Vid borrning bildas grader i borrhålet. Grader och hålkanter påverkar rälens hållfasthet. Martensit bildas lätt i rälsstål vid ovarsam mekanisk bearbetning. Det finns en viss risk för martensitbildning vid användning av utslitna borrar.
Förbindningar av båda typer placeras i rälens neutralaxel. Se bilaga 1 på räl 60 E1 i profil, neutralaxelns läge är markerat som x-axel i ritningen. I neutralaxeln ska spänningarna teoretisk sett vara noll.
3 Beskrivning av prover
3.1 Rälsmaterial
I undersökningarna ingick nya räler av fyra stålsorter med olika hållfasthet: R260 (900A), R320Cr (1100), R350 LHT och R370LHT. Brottgränsen på rälsstålen varierar mellan
880-1175 MPa. Räler med beteckningarna R350LHT och R370LHT är värmebehandlade och rälshuvudet är finperlitiserat. Rälerna hade profilen 60 E1 (UIC 60) och levererades av Voestalpine Schienen i Österrike. Räler av alla stålsorter har använts vid lödning. Bara R260 (900A) och R320Cr (1100) användes för borrade förbindningar av märket Dubuis. Anledningen till detta är att R260 används mest inom Banverket och R320Cr valdes för att den har hög hållfasthet även i livet. R350LHT och R370LHT är värmebehandlade i huvudet (hållfastheten i livet kan vara lägre). Cembre skickade färdiga prover där uppgifter om stålsort saknades.
Beteckning R260 R320Cr R350LHT R370LHT
Äldre/tidigare 900A 1100 - -
beteckning
Användning Vanligast Har tidigare lagts Används bl.a. i växlar, Används inte
förekommande i bl.a. spår med passräler med limmade inom Banverket stålsorten snäva kurvor, finns isolerskarvar och snäva (provräl)
kvar i BV:s spår kurvor
Hårdhet 260-300 HBW 320-360 HBW 350-390 HBW min. 370 HBW
Övrig information Ej värmebehandlat Stål legerat med Värmebehandlade Värmebehandlade
ca 1 % Cr, räler med räler med
ej värmebehandlat finperlitiserat finperlitiserat
huvud huvud
Tabell 1: De fyra stålsorter som har använts i experimenten. HBW är hårdhet i Brinell, provning gjord med hårdmetallkula. För mera information om stålsorternas sammansättning se bilaga 2.
Det finns även räler med lägre hållfasthet i Banverkets spår. Räler med lägre hållfasthet påverkas i lägre grad av pinnlödning och borrning och därför gjordes inga tester på dessa stålsorter.
3.2 Lödda kontaktförbindningar
Bild 6: Fyra rälsbitar med lödningar monterade.
Två olika typer av lödningar har använts i testerna: pinnlödningar och Safe Bond. Företaget Safetrack i Staffanstorp utförde alla lödningar.
Totalt levererades 48 lödningar monterade med små mellanrum (3-5 cm) gjorda på fyra olika stålsorter. Stålsorterna som använts vid lödningarna är R260, R320Cr, R350LHT och
R370LHT. Varje stålsort levererades med 8 pinnlödningar gjorda i rumstemperatur, 2 pinnlödningar gjorda i -5°C samt 2 stycken Safe Bond. På varje stålsort numrerades
lödningarna 1-12. Nummer 1 och 2 är alltid Safe Bondgjorda i rumstemperatur, nummer 3-10 är pinnlödningar gjorda i rumstemperatur och nummer 11-12 är pinnlödningar gjorda i -5°C. De flesta lödningarna hade kontrollerats med ultraljud. Avsökningen gjordes från baksidan av lödningen. Vid ultraljudkontrollen användes en normalsökare. Ultraljudkontrollen visade att det fanns variationer i kvalitén hos lödningarna.
3.2.1 Pinnlödningar
1. Lodpinne
2. Kabelsko
3. Kopparledning
Bild 7: Pinnlödningar
Utrustning/materiel Beteckning Övrigt
Pinnlödningsaggregat Safetrack S30 X/C -
Lodpinne BV0624690 8 mm i diameter
Förbindning BV0624660 Kopparledning 25 mm²,
kabelskon har ett hål på
9 mm i diameter
Skyddsring BV0624680 8 mm i diameter
Tabell 2: Beteckningar och utrustning som Safetrack har använt vid pinnlödning av prover.
Tabellen ovan visar vilken utrustning och materiel som Safetrack använt vid pinnlödningen. Lodet på lodpinnen är ett silverlod och består av silver, koppar och zink och har en smältpunkt på 650ºC. Lödningsutrustningen samt materielen som används till pinnlödningarna används också inom Banverket. För mer information om pinnlödningens princip se bilaga 3.
Bild 8: Y-förbindning, kopparledningens trådar går ända ut till kabelskokanten.
Av de 40 stycken pinnlödningar som levererades användes 22 stycken till dragprovning och 8 stycken till mikroskopering och/eller hårdhetsmätning. En pinnlödning av varje materialsort utsattes även för korrosionstest. Av de fyra pinnlödningarna som varit i klimatkammaren gjordes dragprovning på två stycken och två stycken prepareras och undersöktes i mikroskop.
3.2.2 Safe Bond
1. Mässingsbricka med silverlod
2. Kabelsko
3. Kopparledning
Bild 9: Safe Bond.
Safe Bond skiljer sig från pinnlödning genom att elektroden i Safe Bond värmer kabelskons ovansida och lodmaterialet är på kabelskons undersida. Man måste applicera flussmedlet manuellt på rälen strax före lödningen. Safe Bond är en indirekt lödmetod och man
värmepåverkar rälsen med lägre värme än man gör med pinnlödningen. Safe Bond har inget hål i kabelskon eftersom någon lodpinne inte används. På undersidan av kabelskon sitter en
mässingsbricka med silverlod. Safe Bond används inte inom Banverket men används bland annat i USA på mycket känsliga ställen i växlar. För mer information om Safe Bonds princip se bilaga 4.
Utrustning/materiel Beteckning Övrigt
Lödningsaggregat Safetrack X51 Kan också användas
till pinnlödning, dock med
annan pistol
Typ av Safe Bond SB2 -
Förbindning - Kopparledning 25 mm²
Tabell 3: Beteckningar och utrustning som Safetrack har använt vid lödning av Safe Bond.
Av de 8 stycken Safe Bond som levererades användes 5 stycken till dragprovning och 3 stycken användes för mikroskopering och hårdhetsmätning.
3.3 Kontaktförbindningar genom borrade hål
Vid anslutning med kontaktförbindningar genom borrade hål, borras ett hål genom rälslivet. Efter att hålet borrats sätts en hylsa i hålet. Hylsan expanderas sedan med ett speciellt verktyg och gör anslutningen tät. Hylsorna som används är förtenta och tillverkade av koppar. Vid borrning bildas grader och deformation i rälsmaterialet. Grader har negativ inverkan på rälsmaterial och ska därför tas bort. Rälsprover med monterade kontaktförbindningar från Cembre och Dubuis ingick i undersökningen.
3.3.1 Cembre
Bild 10: Borrade anslutningar från Cembre.
Cembres anslutningar var lackerade demonstrationsexemplar som blev skickade från Cembres återförsäljare i Norge. Cembreproverna levererades med en enkel och en dubbel kontaktpressad anslutning. Hålen på Cembreproverna uppmättes till 19,3 mm i diameter. De två
Cembreproverna gavs märkning 16 och 17. Båda Cembreproverna användes till korrosionstest och ett av dessa undersöktes närmare i mikroskop och genom hårdhetsprovning.
Cembreproverna var demonstrationsexemplar och enda uppgiften om rälsmaterialet är att det är standardräls från Italien. På bild 60 syns att grundmaterialet till Cembreproverna innehåller mycket korngränsferrit vilket tyder på att det antagligen är R220-stål i proverna. För att avgrada Cembres borrade hål används en handavgradare. Enligt leverantören av Cembreproverna skall det under borrning användas borrvätska så att någon upphettning eller materialbelastningar på rälsen utöver hålen inte uppkommer. Cembres anslutningar har använts bl.a. i Norge av Jernbaneverket sedan 1991. För mer information om Cembres anslutningar se bilaga 5.
3.3.2 Dubuis
Bild 11: Borrad anslutning från Dubuis.
Utrustning/materiel Beteckning Övrigt
Borrmaskin DP3TH Designad för att borra hål i järnvägsräls,
tvåtaktsmotor, vikt 19 kg, 560x290x240 mm,
max effekt ut 1,47 kW (6000 varv/min),
rotation på spindel 370 varv/min.
Borrar upp till 22 mm med 2-stegsborr
och upp till 36 mm med vanligt borr.
Borr (2-stegsborr) 80165: En del som borrar och en del som brotschar.
diameter 19 mm
Tabell 4: Utrustning som Elpress AB har använt vid montering av kontaktförbindningar från Dubuis.
Elpress AB i Kramfors monterade Dubuis kontaktförbindningar. Dubuisproverna levererades med enkel konisk anslutning. De borrade hålen på Dubuis hade en diameter som uppmättes till 18,7 mm. Dubuis levererade kontaktförbindningar på två olika rälsmaterial, R260 (900A) och R320Cr (1100). För att inte blanda ihop beteckningarna med lödningsprovernas numrerades proverna 13-15 på varje materialsort. Av de 6 stycken Dubuisproverna användes 4 stycken till mikroskopering och hårdhetsmätning och 2 stycken användes till accelererad
4 Undersökningar
4.1 Metallografisk undersökning
Mindre prover med förbindningar togs ut från rälerna. Proverna kapades sedan så att tvärsnitt genom lödningar respektive hål kunde undersökas. Därefter bakades proverna in i bakelit, slipades, polerades samt etsades i Nital 3 % i 4-5 sekunder.
Proverna undersöktes i ljusoptiska mikroskop och svepelektronmikroskop (SEM) för att se eventuella strukturomvandlingar, sprickbildning eller deformationer i materialet. För att ta översiktsbilder användes ett stereomikroskop med 6,4 – 40 gångers förstoring. Ljusoptiskt mikroskop användes för 25 – 1000 gångers förstoring och SEM användes till högre förstoringar. I SEM användes också röntgenanalys (EDS) för att göra analyser av kemisk sammansättning.
4.2 Hårdhetsmätning
För att undersöka hur materialets hårdhet påverkas av lödning respektive borrning har hårdhet enligt Vickers mätts i grundmaterialet i rälslivet och rälsmaterial i omedelbar närhet av
lödningar och borrade hål. Vid hårdhetsmätning har standard SS 11 25 17 använts. Som provlast valdes 300 g vilket gör att hårdheten uttrycks i HV 0,3 (hårdhet Vickers vid last 0,3 kg). För att kunna mäta hårdheten på mindre områden användes i några fall en lägre provlast på 100 g (hårdheten uttrycks då i HV 0,1).
4.3 Dragprovning
Bild 12: Skjuvning och fläkning, schematiskt.
Dragprovning gjordes på lödningar från varje materialsort för att få reda på hur stora laster lödda förbindningar tål. Detta är särskilt intressant med tanke på att det har rapporterats om att nygjorda lödningar har lossnat efter en kort tid i spåret. Valet av metod gjordes för att simulera de påkänningar anslutningarna kan tänkas vara utsatta för. Skjuvande dragning valdes för att den påminner om den belastning lödningarna utsätts för då man riktar spåret. Fläkande dragning valdes för att kunna dra loss lödningar från rälen då de inte lossnade av skjuvande dragning. De flesta dragprover har gjorts med en konstant draghastighet på 50 mm/min. Lödningarna utsattes för skjuvning eller fläkning. Vid provningen mättes maximal brottkraft. I vissa fall bröts kabelskorna loss från rälslivet. Arean på brottytan mättes då sedan upp för att på så sätt uppskatta storleken på det område där det funnits en lödfog. Brottytans area mättes genom att den avbildades på ett OH-papper och sedan räknades arean ut med hjälp av stereomikroskopet och ett bildanalyssystem.
4.4 Accelererad korrosionsprovning i klimatkammare
Lödda prover och borrade prover från Cembre var i klimatkammaren i 21 dygn. Borrade prover från Dubuis var i klimatkammaren i endast 17 dygn därför att de levererades betydligt senare. I korrosionstestet utsattes proverna för konstant 90 % luftfuktighet och temperatur på 35°C. Korrosionstesterna utfördes på en pinnlödning av varje materialsort och båda sorters borrade prover. Alla proverna sprayades med en saltvattenlösning 1 % (viktsprocent) tre gånger i veckan. Detta prov gjordes därför att pinnlödningar som ligger i tunnlar ofta utsätts för väta. Pinnlödningar i närheten av vägövergångar kan även utsättas för vägsalt under vinterhalvåret.
5 Resultat
5.1 Lödda kontaktförbindningar
5.1.1 Hållfasthet
Draghållfastheten hos både pinnlödningar och Safe Bond har testats med en konstant draghastighet på 50 mm/min. I några enstaka försök har andra draghastigheter valts för att undersöka hur brottkraften påverkas av draghastigheten. Skjuvning är den belastning som pinnlödningar normalt utsätts för. Vid skjuvning skedde brottet alltid i kopparledning och för att kunna få loss pinnlödningen användes också fläkning. Den högsta kraften som krävdes för att dra loss kabeln från rälen anges i tabellerna nedan. 1 kN motsvarar tyngdkraften av en massa på cirka 102 kg. Som exempel hade skjuvprov R260 nr 6 en brottkraft på 3700 N vilket
motsvarar en massa på 377 kg. Fläkprov R350LHT Safe Bond nr 1 hade en brottkraft på 700 N vilket motsvarar massan 71 kg.
Skjuvning
Prov Brottkraft Draghastighet Brott
R260:2 Safe Bond 3,850 kN 50 mm/min Kopparledning
R260:6 4,650 kN 50 mm/min Kopparledning
R260:9 3,700 kN 50 mm/min Kopparledning
R320Cr:2 Safe Bond 3,875 kN 10 mm/min Kopparledning
R320Cr:6 3,975 kN 50 mm/min Kopparledning R320Cr:11 (-5 ºC) 4,125 kN 10 mm/min Kopparledning R350LHT:4 3,400 kN 50 mm/min Kopparledning R350LHT:12 (-5 ºC) 4,300 kN 50 mm/min Kopparledning R370LHT:6 3,425 kN 50 mm/min Kopparledning R370LHT:7 4,375 kN 50 mm/min Kopparledning Medelvärde, pinnlödningar 3,978 kN Medelvärde, Safe Bond 3,875 kN
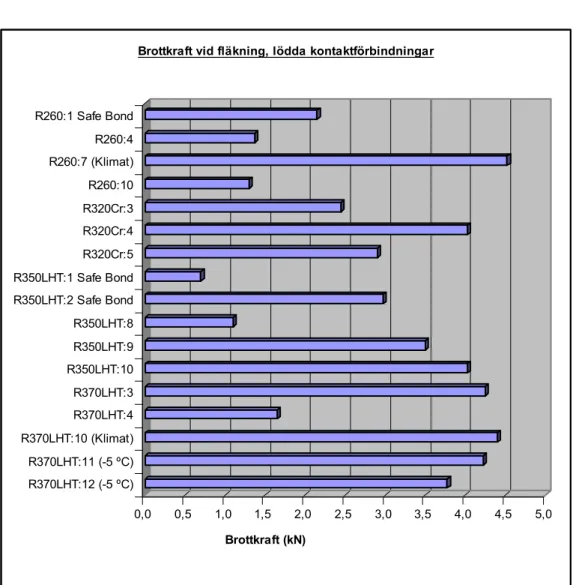
Fläkning
Prov Brottkraft Draghastighet Brott
R260:1 Safe Bond 2,150 kN 50 mm/min Lödning
R260:4 1,375 kN 50 mm/min Lödning
R260:7 (Klimat) 4,525 kN 50 mm/min Kopparledning/kabelsko
R260:10 1,300 kN 50 mm/min Lödning
R320Cr:3 2,450 kN 50 mm/min Lödning
R320Cr:4 4,025 kN 50 mm/min Kopparledning
R320Cr:5 2,900 kN 50 mm/min Kopparledning/kabelsko
R350LHT:1 Safe Bond 0,700 kN 50 mm/min Lödning
R350LHT:2 Safe Bond 2,975 kN 50 mm/min Lödning
R350LHT:8 1,100 kN 100 mm/min Lödning
R350LHT:9 3,500 kN 50 mm/min Kopparledning
R350LHT:10 4,025 kN 50 mm/min Kopparledning
R370LHT:3 4,250 kN 50 mm/min Kopparledning
R370LHT:4 1,650 kN 50 mm/min Lödning
R370LHT:10 (Klimat) 4,400 kN 50 mm/min Kopparledning R370LHT:11 (-5 ºC) 4,225 kN 50 mm/min Kopparledning R370LHT:12 (-5 ºC) 3,775 kN 10 mm/min Kopparledning Medelvärde, pinnlödningar 3,107 kN
Medelvärde, Safe Bond 1,942 kN
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0 Brottkraft (kN) R370LHT:7 R370LHT:6 R350LHT:12 (-5 ºC) R350LHT:4 R320Cr:11 (-5 ºC) R320Cr:6 R320Cr:2 Safe Bond R260:9 R260:6 R260:2 Safe Bond
Brottkraft vid skjuvning, lödda kontaktförbindningar
Diagram 1: Brottkraft vid skjuvning.
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0 Brottkraft (kN) R370LHT:12 (-5 ºC) R370LHT:11 (-5 ºC) R370LHT:10 (Klimat) R370LHT:4 R370LHT:3 R350LHT:10 R350LHT:9 R350LHT:8 R350LHT:2 Safe Bond R350LHT:1 Safe Bond R320Cr:5 R320Cr:4 R320Cr:3 R260:10 R260:7 (Klimat) R260:4 R260:1 Safe Bond
Brottkraft vid fläkning, lödda kontaktförbindningar
I tabellerna syns att prover som fläktes hade i genomsnitt lägre brottkrafter än de prover som skjuvades. Det beror på att prover som skjuvades aldrig lossnade i själva lödningen utan att det istället var kabeln som lossnade från själva kabelskon.
Typ av prover Antal Medel- Median. Standard- Lägsta Högsta värden värde avvikelse värde värde (kN) (kN) (kN) (kN) (kN)
Pinnlödningar, RT 16 3,1 3,5 1,2 1,1 4,7
Pinnlödningar, RT, skjuvade 6 3,9 3,8 0,5 3,4 4,7
Pinnlödningar, RT, fläkta 10 2,7 2,7 1,2 1,1 4,3
Pinnlödningar, korrosionstestade, fläkta 2 4,5 4,5 0,1 4,4 4,5
Pinnlödningar, -5°C 4 4,1 4,2 0,2 3,8 4,3
Pinnlödningar, -5°C, skjuvade 2 4,2 4,2 0,1 4,1 4,3
Pinnlödningar, -5°C, fläkta 2 4,0 4,0 0,3 3,8 4,2
Pinnlödningar, alla fläkta, brott i lödning 5 1,6 1,4 0,5 1,1 2,5
Pinnlödningar, alla fläkta, brott i
kopparledning/kabelsko 9 4,0 4,0 0,5 2,9 4,5
Safe Bond 5 2,7 3,0 1,3 0,7 3,9
Safe Bond, skjuvade 2 3,9 3,9 0,0 3,9 3,9
Safe Bond, fläkta 3 1,9 2,2 1,2 0,7 3,0
Tabell 6: Statistik från dragprovning. RT=lödda i rumstemperatur.
Tabell 6 ovan visar statistiska värden över dragprovningen. I tabellen är proverna uppdelade mellan pinnlödningar och Safe Bond. I sin tur är pinnlödningarna uppdelade i lödda i -5°C, korrotionstestade samt lödda i rumstemperatur (RT). Pinnlödningarna är ytterligare uppdelade i skjuvade och fläkta för att kunna jämföra värdena från respektive dragmetod. Mätvärdena statistiken bygger på är tagna ur tabell 5.
Lödningar monterade i -5°C visade inga tecken på sämre hållfasthet. Alla pinnlödningar lödda i -5°C visade en brottkraft på omkring 4 kN vilket är högre än genomsnittet, oavsett om
förbindningen brast i kabelskon eller i lödningen. Resultaten från dragproverna på Safe Bond visade att brottkraften varierade mellan 0,7- 3,0 kN vid fläkning. Vid skjuvning brast
anslutningen i kopparledningen vid kraften 3,9 kN.
Vid fläkning hade Safe Bond-proverna i genomsnitt lägre brottkrafter än pinnlödningarna. Vid skjuvning hade både pinnlödningar och Safe Bond en brottkraft på 3,9 kN i genomsnitt. Resultaten från ultraljudprovningen som Force Technology utförde användes för i första hand välja ut lödningar med bra kvalitet. Lödprover med bra ljudgenomgång i ultraljudstestet är bättre lödningar än de med dålig ljudgenomgång. Lödningar med bättre ljudgenomgång visade sig dock inte ha bättre hållfasthet i dragprovtesterna än de med dåliga värden. Kvaliteten var ur hållfasthetssynpunkt likvärdig.
Bilderna 13 och 14 visar fläkning av R370LHT nr. 4. Hela kabelskon lossnar från rälslivet.
Bild 13: Före fläkning av prov R370LHT: 4. Bild 14: Efter fläkning av prov R370LHT: 4.
På bild 15 syns en pinnlödning som skjuvats och där brottet skett i kopparledningen inuti kabelskon. Diagram 3 visar dragprovkurvan för dragningen.
-0.1 3.6 0 0.5 1 1.5 2 2.5 3 Load ( kN) 0 3 6 9 12 15 18 21 24 27 30 32 Stroke (mm) Max
Bild 15: Efter skjuvning av prov R350LHT: 4. Diagram 3: Dragprovkurva för skjuvprov R350LHT: 4.
Resultaten från dragprovningarna med fläkning visade att på 5 av 14 (ca 36 %) prover skedde brottet i lödningen. De resterande 9 av 14 (ca 64 %) brast i kopparledningen eller i kabelskon. På alla prover som skjuvades blev det brott i kopparledningen.
1. Kabelsko 2. Rester av kopparledning
3. Lodpinne
4. Rälsliv
Bild 16: Prov R350LHT: 9 som kapades på mitten efter fläkning.
Prov R350LHT nr. 9 snittades mitt i kabelskon. På bild 16 syns att en del av kopparledningen sitter kvar i kabelskon. Bild 17, prov 370 LHT nr. 4, visar utseendet av ett brott efter att lödningen dragits loss med fläkning.
-0.1 2 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 Load ( kN ) 0 3 6 9 12 15 18 21 24 27 30 33 35 Stroke (mm) Max
Bild 17: Brottytan på fläkprov R370LHT: 4. Diagram 4: Dragprovkurva för fläkprov R370LHT: 4.
Här syns brott i lödfogen i mitten. På den övre delen syns att lödfogen inte lossnat. En del av kabelskon sitter kvar och är täckt med lod. Mätningar av storleken på kontaktytan gjordes på samtliga prov som dragits loss med fläkning. På prov R370LHT nr. 4 är arean på lödfogen uppmätt till 178 mm2. Kabelskons anläggningsyta eller den största möjliga kontaktytan, är uppmätt till 264 mm2. Det är osäkert om kabelskons hela anläggningsyta kan lödas fast mot rälslivet då mängden lod är begränsad och lodet ibland tränger ut på ovansidan av kabelskon.
1 Verklig yta på lödfogen (rött område) 2 Kabelskons anläggningsyta
(rött och grönt område)
Bild 18: Verklig yta och optimal yta för lödfogar.
Brottkraften för 370 LHT nr. 4 uppmättes till 1,650 kN (se tabell 5). Medelvärdet på brottkraften vid fläkning av pinnlödningar beräknades till 3,1 kN.
1. Lod som runnit ut
över kabelskons
ovansida 2. Rester av kabelskon 3. Rester av lodpinnen
Bild 19: Brottytan på fläkprov R370LHT: 4, bild tagen i stereomikroskop vid 6.4x förstoring.
I bilden ovan syns (1) lod som smält ut över kabelskon. En del av kopparskon finns kvar efter att lödningen dragits av. (2) är rester av kabelskon (koppar) som sitter kvar vilket betyder att lodet varit starkare än kopparmaterialet. I en ring i mitten av bilden (3) syns rester av
-0.1 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 Load (kN ) 0 3 6 9 12 15 18 21 24 27 30 32 Stroke (mm) Max
Bild 20: Brottytan på fläkprov R260: 4. Diagram 5: Dragprovkurva för fläkprov R260: 4.
På prov R260 nr. 4 är arean på lödfogen uppmätt till 186 mm2 och brottkraften till 1,375 kN (se
tabell 5). Hela lodpinnen ser ut ha fått fäste.
1. Lod som runnit ut
över kabelskons
ovansida 2. Rester av kabelskon 3. Rester av lodpinnen
Bild 21: Brottytan på fläkprov R260: 4, bild tagen i stereomikroskop vid 6.4x förstoring.
På bild 21 syns brottytan tydligt på pinnlödning R260 nr 4. På bilden syns (1) lod, (2) rester av kabelskon samt (3) rester av lodpinne. Lodpinnen har lötts ihop med kabelskon och brutits sönder samtidigt som kabelskon dragits bort. Tydliga brottytor syns på både lodpinnen och kabelskon. Lödfogen har följaktligen varit starkare än själva kopparmaterialet. En del av kopparskon finns kvar och överst på bilden syns ovansidan av kopparskon som är täckt med lod.
-0.1 2 0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 Load (kN ) 0 5 10 15 20 25 30 35 40 46 Stroke (mm) Max
Bild 22: Brottytan på fläkprov R260: 10. Diagram 6: Dragprovkurva för fläkprov R260: 10.
På prov R260 nr. 10 är arean på lödfogen uppmätt till 165 mm2. Brottkraften uppmättes till 1,300 kN (se tabell 5). I övre vänstra kanten har lodpinnen inte fäst ordentligt vid rälslivet.
-0.1 2.7 0 0.3 0.6 0.9 1.2 1.5 1.8 2.1 2.4 Load ( kN ) 0 4 8 12 16 20 24 28 32 36 4042 Stroke (mm) Max
Bild 23: Brottytan på fläkprov R320Cr: 3. Diagram 7: Dragprovkurva för fläkprov R320Cr: 3.
På prov R320Cr nr. 3 är arean på lödfogen uppmätt till 158 mm2. Brottkraften uppmättes till 2,450 kN (se tabell 5). Kraften är alltså stor i förhållande till arean på kontaktytan. Mellan pinnen och den övre delen av skon syns en lödfog. Lodpinnen ser ut att ha fastnat ordentligt.
Pinnlödning Area på lödfog Brottkraft
R260:4 186 mm2 1,375 kN
R260:10 165 mm2 1,300 kN
R320Cr:3 158 mm2 2,450 kN
R370LHT:4 178 mm2 1,650 kN
Tabell 7: Samband mellan arean på lödfogen och resultat från dragprovning.
En jämförelse mellan storleken på den uppmätta arean hos lödfogar på fyra pinnlödningar som fläkts loss och deras brottkraft visade inget samband (se tabell 7). Vid jämförelse mellan utseendet på brottytor på bilderna 17, 20, 22 och 23 syns ett samband: de lodpinnar som var bäst fastlödda (inget brott i fogen vid fläkning) hade de högsta brottkrafterna.
-0.1 1 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 Load (kN) 0 4 8 12 16 20 24 28 32 36 4042 Stroke (mm) Max
Bild 24: Brottytan på Safe Bond R350LHT: 1 som fläkts. Diagram 8: Dragprovkurva för fläkprov R350LHT: 1.
På prov R350LHT nr. 1 syns att arean på lödfogen hos Safe Bond är betydligt mindre än den största möjliga kontaktytan. Brottkraften uppmättes till 0,700 kN (se tabell 5). Medelvärdet för att fläka loss Safe Bond lödningar beräknades till 1 837,5 N men är endast baserat på två lödningar.
-0.1 0 0.3 0.6 0.9 1.2 1.5 1.8 2.1 2.4 2.7 Load ( kN) 0 6 12 18 24 30 36 42 48 5456 Stroke (mm)
Bild 25: Brottytan på Safe Bond R350LHT: 2 som fläkts. Diagram 9: Dragprovkurva för fläkprov R350LHT: 2.
På prov R350LHT nr. 2 syns att arean på lödfogen hos Safe Bond är mindre än den totala kontaktytan. Brottkraften är högre än medelvärdet och uppmättes till 2,975 kN (se tabell 5).
5.1.2 Mikrostrukturer – Pinnlödningar
Vid pinnlödning får man en lokal uppvärmning av materialet i rälslivet. Vid svalning bildas martensit i ett litet område under lodpinnen. Området har formen av en lins. Storleken hos martensitlinsen mättes (diameter och djup). Totalt mättes storleken på martensitlinsen från åtta olika pinnlödningar.
Bild 27: Uttag av prover för undersökning i mikroskop och hårdhetsprovning.
Bilden ovan visar hur snitten har tagits ut genom lödningarnas centrum. Anledningen till att snitten tagits ut genom centrum av pinnen beror på att materialet påverkas mest av värmen just direkt under pinnen.
Pinnlödning Linsdiameter (mm) Linsdjup (mm)
R260: 12 (-5 ºC) 8,95 0,81 R350LHT: 6 8,4 0,56 R350LHT: 7 12,69 0,83 R370LHT: 5 11,23 0,78 R370LHT: 9 11,76 0,75 R320Cr: 7 9,4 0,67 R320Cr: 8 10,76 0,68 R320Cr: 10 12,32 0,77 Statistik Medelvärde 10,69 0,73 Standardavvikelse 1,61 0,09 Median 11 0,76 Lägsta värde 8,4 0,56 Högsta värde 12,69 0,83
Pinnlödningar, linsdjup 0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 R260: 12 (-5 ºC) R350LH T: 6 R350LH T: 7 R370LH T: 5 R370LH T: 9 R320C r: 7 R320C r: 8 R320C r: 10 Li ns d ju p ( mm)
Diagram 10: Pinnlödningar, djup på martensitlins. Pinnlödningar, linsdiameter 0 2 4 6 8 10 12 14 R260: 12 (-5 ºC) R350LH T: 6 R350LH T: 7 R370LH T: 5 R370LH T: 9 R320C r: 7 R320C r: 8 R320C r: 10 L in sd iam et er ( m m )
På etsade prover går det att se martensitlinsen redan i låga förstoringar i stereomikroskop. 1. Bakelit 2. Kabelsko 3. Lodpinne 4. Martensitlins 5. Grundmaterial i räl (Perlit)
Bild 28: Tvärsnitt genom centrum av pinnlödning R350LHT: 7,
bild tagen i stereomikroskop vid 6.4x förstoring. Etsad i Nital 3 %.
På bild 28 tagen i stereomikroskop vid 6.4x förstoring syns pinnlödning R350LHT nr 7. Under kabelskon (2) och lodpinnen (3) syns martensitlinsen (4). Diametern på linsen är uppmätt till 12,69 mm och djupet till 0,83 mm (se tabell 8).
Bild 29: Tvärsnitt genom centrum av pinnlödning R350LHT: 6, bild tagen i ljusoptiskt mikroskop 25x förstoring. Etsad i Nital 3 %.
Ovan syns martensitlinsen i högre förstoring på prov R350LHT nr 6 i ljusoptiskt mikroskop. Området i mitten är martensit, strukturen i grundmaterialet syns under martensitlinsen.
Bild 30: Tvärsnitt genom centrum av pinnlödning R370LHT: 5,
bild tagen i stereomikroskop vid 6.4x förstoring. Etsad i Nital 3 %.
Martensitlinsen i prov 370LHT nr 5 har i stort sett samma utseende som på prov R350LHT nr 7. Diametern på linsen är uppmätt till 11,23 mm och djupet till 0,78 mm (se tabell 8).
Bild 31: Tvärsnitt genom centrum av pinnlödning R260: 12, bild tagen i stereomikroskop vid 6.4x förstoring. Etsad i Nital 3 %.
På bild 31 syns prov R260 nr 12 (-5°). Diametern på linsen är uppmätt till 8,95 mm och djupet till 0,81 mm (se tabell 8).
1. Repa från provprepareringen
Bild 32: Tvärsnitt genom centrum av pinnlödning R320Cr: 10, bild tagen i stereomikroskop vid 6.4x förstoring. Etsad i Nital 3 %.
På bild 32 syns prov R320Cr nr 10. Diametern på linsen är uppmätt till 12,32 mm och djupet till 0,77 mm (se tabell 8).
1. Del av lodpinnen
2. Martensit
3. Grundmaterial
(Perlit)
Bild 33: Tvärsnitt genom centrum av pinnlödning R320Cr: 7,
Bild 34 och 35 visar perlitisk struktur i stålsort R320Cr prov nr 10 respektive R370LHT prov nr 5. Bilderna har tagits på långt avstånd från pinnlödningar och visar strukturen i opåverkat material.
Bild 34: Perlitisk struktur i grundmaterialet på prov R320Cr: 10, bild tagen i ljusoptiskt mikroskop vid 100x förstoring. Etsad i Nital 3 %.
Bild 35: Perlitisk struktur i grundmaterialet på prov R370LHT: 5, bild tagen i ljusoptiskt mikroskop vid 1000x förstoring. Etsad i Nital 3 %.
Gränsområdet mellan perlit/martensit visas på båda bilderna nedan.
1. Martensit
2. Perlit
Bild 36: Tvärsnitt genom pinnlödning R320Cr: 10,
bild tagen i ljusoptiskt mikroskop vid 200x förstoring. Etsad i Nital 3 %.
1. Martensit
2. Perlit
Bild 37: Tvärsnitt genom pinnlödning R350LHT: 7,
Nedan visas martensitstrukturen i linsen under pinnlödningen. Bilderna är tagna i högre förstoring.
Bild 38: Förstoring av martensitlinsen under pinnlödningen R320Cr: 10, bild tagen i ljusoptiskt mikroskop vid 500x förstoring. Etsad i Nital 3 %.
Bild 39: Förstoring av martensitlinsen under pinnlödningen R320Cr: 10, bild tagen i ljusoptiskt mikroskop vid 1000x förstoring. Etsad i Nital 3 %.
Bild 40: Struktur i martensitlins under pinnlödning R370LHT: 7, bild tagen i SEM vid 5000x förstoring. Bildbredd 24 µm. Etsad i Nital 3 %.
Bilden nedan visar en spricka som finns i lodpinnen och kabelskon.
1. Lodpinne
2. Spricka
3. Kabelsko
4. Räl
Bild 41: Polerat tvärsnitt av pinnlödning R320Cr: 8, bild tagen i ljusoptiskt i mikroskop vid 200x förstoring.
De två bilderna nedan visar mikrosprickor som ibland bildats i martensiten under pinnlödningar. Vi upprepad pinnlödning i samma område finns det risk för tillväxt av mikrosprickor. För att undvika detta ska pinnlödningar sättas minst 10 mm ifrån varandra. Eftersom bredden på kabelskor är större än 10 mm kan två pinnlödningar sättas bredvid varandra. När en pinnlödning misslyckats ska den nya pinnlödningen sättas minst 10 mm ifrån det ställe där den misslyckade pinnlödningen tidigare gjorts. Om pinnlödning måste göras om på samma ställe ska ytan på rälslivet slipas om ordentligt innan en ny pinnlödning görs.
1. Lodpinne
2. Mikrospricka 3. Räl
Bild 42: Polerat tvärsnitt av pinnlödning R370LHT: 9, bild tagen i ljusoptiskt mikroskop vid 1000x förstoring.
1. Lodpinne
2. Mikrospricka 3. Räl
Bild 43: Polerat tvärsnitt av pinnlödning R260: 12, bild tagen i ljusoptiskt mikroskop vid 1000x förstoring.
1. Lodpinne
2. Mikrosprickor 3. Martensit
Bild 44: Tvärsnitt av pinnlödning R350LHT: 7, bild tagen i SEM vid 5000x förstoring. Bildbredd 24 µm. Etsad i Nital 3 %.
0 2 4 6 8 10 Energy (keV) 0 50 100 cps C O Fe Cu Zn Cu Zn Au Au Au Ag Ag Ag Fe Fe Cu Au Zn Cu Zn Au
Diagram 12: Pinnlödning R320Cr: 7, punktanalys i lod.
Diagram 12 visar en punktanalys av materialet i lödfogen under pinnlödning R320Cr nr 7. Analysen är gjord SEM med röntgenanalys (EDS). Ag (silver), Zn (zink) och Cu (koppar) kommer ifrån silverlodet. Au (guld) kommer ifrån prepareringen av provet inför
5.1.3 Mikrostrukturer – Safe Bond
Bilderna nedan visar tvärsnitt från Safe Bond förbindningar gjorda på olika rälsmaterial. Ingen martensit har kunnat ses på något av proverna vid undersökning i ljusoptiskt mikroskop.
1. Bakelit
2. Kopparsko 3. Grundmaterial
Bild 45: Tvärsnitt genom centrum av Safe Bond R370LHT: 1, bild tagen i stereomikroskop i 6.4x förstoring. Etsad i Nital 3 %.
På bild 46 syns kabelskon från Safe Bond överst, i mitten syns lödfogen, materialet i rälen syns i nedre delen av bilden.
Bild 46: Tvärsnitt av Safe Bond R320Cr: 1, bild tagen i SEM vid 5000x förstoring. Bildbredd 24 µm. Etsad i Nital 3 %.
0 2 4 6 8 10 Energy (keV) 0 10 20 30 40 50 cps CO CrFe Cu Zn Cu Zn AuSi Au AuAg Ag Ag Cr Cr Fe Fe Cu AuZn Cu ZnAu
Diagram 13: Röntgenanalys (EDS) på Safe Bond R320Cr: 1, punktanalys i lodet.
Diagram 13 visar en punktanalys av materialet i lödfogen under Safe Bond R320Cr nr 1. Analysen är gjord i SEM med röntgenanalys (EDS). Fe (järn), Cr (krom) och C (kol) kommer från grundmaterialet R320Cr (1100). Ag (silver), Zn (zink) och Cu (koppar) kommer ifrån silverlodet. Au (guld) kommer ifrån prepareringen av provet inför undersökningen i SEM då provet belades guld för att leda ström bättre.
Strukturen har undersökts på olika avstånd från lödfogen under Safe Bond. Bilderna nedan visas i tur och ordning från området närmast lödfogen till området som ligger ca 5 mm ifrån lödfogen.
Bild 47: Struktur under Safe Bond R320Cr: 1. Strukturen närmast kopparskon/lödfogen, bild tagen i SEM vid 5000x förstoring. Bildbredd 24 µm. Etsad i Nital 3 %.
Bild 48: Struktur under Safe Bond R320Cr: 1, bild tagen i SEM vid 5000x förstoring. Ungefär 0.2 mm från lödfogen. Bildbredd 24 µm. Etsad i Nital 3 %.
På bild 47 och 48 syns perlitisk struktur som påverkats av värme och visar tendenser till begynnande sfärodisering av cementiten.
Bild 49: Perlitisk struktur under Safe Bond R320Cr: 1, bild tagen i SEM vid 5000x förstoring ca 1 mm från lödfogen. Bildbredd 24 µm. Etsad i Nital 3 %.
Bild 50: Perlitisk struktur under Safe Bond R320Cr: 1, ca 5 mm från lödfogen, bild tagen i SEM vid 5000x förstoring. Bildbredd 24 µm. Etsad i Nital 3 %.
5.1.4 Hårdhet
Serier med hårdhetsmätningar gjordes på fyra stycken pinnlödningar och fyra stycken Safe Bond. Intrycken sattes på en rät linje från lödfogen genom linsen och in i grundmaterialet. På pinnlödningarna gjordes ett antal hårdhetsmätningar i martensitlinsen och grundmaterialet medan mätningarna i Safe Bond gjordes från kanten och inåt i grundmaterialet.
Hårdhetsmätningarna visar att hårdheten i martensitlinser är väsentligt högre än i grundmaterialet.
Hårdhet i rälsmaterial under pinnlödningar
0 100 200 300 400 500 600 700 800 900 1000 0 500 1000 1500 2000 2500 3000 Avstånd från lödfog (µm) H år d h et ( H V 0. 3) R260:12 R320Cr:10 R350LHT:7 R370LHT:5
Diagram 14: Hårdhet i rälsmaterial under pinnlödningar på olika avstånd från lödfogen.
Man kan se i diagram 14 att hårdheten i martensiten närmast lödfogen varierar något mellan de olika stålsorterna. R320Cr och R370LHT har de högsta värdena på hårdheten i martensiten närmast lödfogen.
Pinnlödning Mätning 1 2 3 4 5 6 7 8 9 10 R260:12 (-5 ºC) Avstånd (µm) 222 472 722 770 803 970 973 1222 1722 Ref HV0.3 746 763 855 848 792 296 323 308 287 293 R320Cr:10 Avstånd (µm) 117 404 647 670 790 924 1017 1480 2550 Ref HV0.3 907 855 842 842 361 355 327 348 323 329 R350LHT:7 Avstånd (µm) 224 433 741 753 834 909 985 1525 2043 Ref HV0.3 823 855 839 829 315 357 308 323 327 311 R370LHT:5 Avstånd (µm) 187 477 687 695 795 935 1047 1717 2747 Ref HV0.3 908 878 839 855 380 320 372 315 308 331
Tabell 9: Hårdheten i rälsmaterialet under pinnlödningar på olika avstånd från ytan på rälsmaterialet. Den 10: e mätningen är en referensmätning och gjord på 8-10 mm avstånd från ytan. -5 ºC betyder att pinnlödningen är gjord vid -5 ºC.
Mätningarna på Safe Bond visar att hårdheten i rälen i området närmast Safe Bond är lägre än i grundmaterialet. Undersökning i SEM visade att perliten närmast Safe Bond hade tendenser till begynnande sfärodisering (se bild 47 och 48) vilket innebär lägre hårdhet. Diagram 15 visar att hårdheten är lägre i närheten av Safe Bonds lödfog.
Hårdhet i rälsmaterial under Safe Bond
0 50 100 150 200 250 300 350 400 0 200 400 600 800 1000 Avstånd från lödfog (µm) H år d h et ( H V 0. 3) R320Cr:1 R370LHT:1 R370LHT:2 R370LHT:2 (HV0.1)
Safe Bond Mätning 1 2 3 4 5 6 7 8 9 10 R320Cr:1 Avstånd (µm) 41 64 70 100 249 529 779 Ref HV0.3 366 348 357 366 366 346 346 329 R370LHT:1 Avstånd (µm) 67 233 509 763 Ref HV0.3 287 323 348 320 305 R370LHT:2 Avstånd (µm) 64 127 190 255 318 383 442 508 569 Ref HV0.3 278 302 315 319 321 333 332 339 325 317 R370LHT:2 Avstånd (µm) 26 26 29 HV0.1 250 261 272
Tabell 10: Hårdhet i rälsmaterialet under Safe Bond på olika avstånd från lödfogen.
Hårdheten i rälen närmast lödfogen hos Safe Bond R370LHT nr 1 och 2 visade sig vara något lägre än längre in i materialet. Safe Bond R320Cr nr 1 visar samma trend. För att bekräfta att materialet verkligen var mjukare nära ytan gjordes fler mätningar med en lägre provlast på 100 g, se resultaten längst ner i tabell 10.
1. Intryck från hårdhetsmätning i martensitområde 2. Intryck från hårdhetsmätning i grundmaterial
Bild 51: Tvärsnitt av Pinnlödning R350 LHT: 5,
bild tagen i ljusoptiskt mikroskop vid 100x förstoring. Etsad i Nital 3 %.
Bild 51 visar tvärsnitt genom ett område som ligger under en pinnlödning. Två intryck syns från hårdhetsmätningen. Högst på bilden syns martensitisk struktur och nederst perlitisk struktur. Intryckens olika storlekar visar skillnader i hårdhet mellan de två olika strukturerna. Större hårdhetsintryck betyder lägre hårdhet, under förutsättning att samma last används vid hårdhetsprovning.
1. Kabelsko
2. Hårdhetsmätningar 3. Grundmaterial
Bild 52:Tvärsnitt av Safe Bond R370LHT: 1, bild tagen i ljusoptiskt mikroskop med 100x förstoring. Etsad i Nital 3 %.
Bild 52 åskådliggör tvärsnitt genom en Safe Bond. Två intryck från hårdhetsprovningen i rälsmaterialet syns på bilden. Skillnaden i hårdhet är liten och storleksskillnaden på intrycken är också liten.
5.1.5 Korrosion
En pinnlödning från varje materialsort utsattes för korrosion i 21 dygn. Sedan undersöktes två prover i mikroskop (R350LHT nr 6 och R320Cr nr 7) och två utsattes för dragprovning (R370LHT nr 10 och R260 nr 7). Brottkraften hos de två korrosionsproverna visade sig vara högre än medelvärdet från samtliga fläkta prover (se tabell 4). Korrosionsprodukter har hittats i spalten mellan rälsliv och kopparskon där det inte funnits någon lödfog. Tidigare resultat har visat att inte hela kabelskon brukar täckas av lod. Korrosion uppkommer i spalten mellan kabelsko och räl där inte någon lödfog finns.
Bild 53: Tvärsnitt av pinnlödning R320Cr: 7,
bild tagen i ljusoptiskt mikroskop vid 25x förstoring. Etsad i Nital 3 %.
Vid ett tvärsnitt genom prov R320Cr nr 7 syntes spalten mellan kabelsko och räl. Ingen förekomst av korrosion syns på bild 53.
Bild 54: Tvärsnitt av pinnlödning R320Cr: 7, bild tagen i SEM vid 40x förstoring. Bildbredd 3000 µm. Etsad i Nital 3 %.
Provet på bilden ovan är pinnlödning R320Cr nr 7. På bild 54 syns samma område som på bild 53 fast med något högre förstoring. På bilden syns ett område där det inte är någon lödfog. Vid dragprovningen där en del prover fläktes loss syntes det att det inte alltid funnits någon lödfog under periferin på kabelskon medan pinnen och övre delen av kabelskon varit bättre lödda.
Bild 55: Pinnlödning R320Cr: 7, bild tagen i SEM vid 400x förstoring. Bildbredd 300 µm. Etsad i Nital 3 %.
På bild 55 syns en del av fogen på bild 54 fast i ännu högre förstoring, se rutan i bild 54. I det här området har det inte funnits någon lödfog och korrosionsprodukter har bildats. Den vita pilen visar i vilken punkt röntgenanalysen gjordes.
0 2 4 6 8 10 Energy (keV) 0 20 40 60 80 100 cps C O Fe Na AuAuAu Cl K Mn Fe Fe Au Au
Diagram 16: Röntgenanalys R320Cr: 7, punktanalys gjord i korrosionsprodukt.
Vid undersökning gjord i svepelektronmikroskop (SEM) syntes korrosion i spalten mellan mellan kabelsko och räl där ingen lödfog finns. En röntgenanalys (EDS) av en korrosionspunkt (diagram 16) visade att den kemiska sammansättningen bestod till huvuddel av järnoxid (Fe och O). Att man inte kan se Ag, Zn eller Cu i det området visar att det inte funnits någon lödfog där. Na och Cl kommer från saltvattenlösningen som proverna sprejades med. Au (guld)
5.2 Kontaktförbindningar genom borrade hål
Undersökningar gjordes på borrade anslutningar levererade från Cembre och Dubuis.
Kontaktförbindningarna som testades förekom med tre olika sorters hylsor. Den första sorten monteras med en enkel hylsa och är koniskt utformad (Dubuis). Den andra sorten är enkel och rak genom hela hålet (Cembre) och den tredje monteras med en hylsa från varje sida av rälen (Cembre). Gemensamt för modellerna är att hylsorna expanderas. På det viset sitter
anslutningsbulten stadigt samtidigt som borrhålet skyddas mot korrosion. Proverna från Dubuis levererades med avgradade hål vilket utförs i syfte att minska risken för sprickbildning.
Bild 56: Tvärsnitt genom enkel anslutning från Cembre.
Bild 58: Avgradning på Dubuis R320Cr: 17, bild tagen i stereomikroskop vid 6.4x förstoring.
5.2.1 Mikrostrukturer
Borrning leder till plastisk deformation i materialet närmast hålets kanter. Det deformerade materialet får högre hårdhet än grundmaterialet. Tjockleken på den plastiskt deformerade zonen har mätts upp i mikroskop.
Tjocklek på deformerad struktur
0 20 40 60 80 100 120
Cembre 16 Dubuis R260 :14 Dubuis R320Cr :14
Tj oc kl ek ( µ m )
Diagram 17: Medelvärden av tjockleken på plastiskt deformerad struktur, 6 stycken mätningar har gjorts på varje prov.
1. Bakelit 2. Deformerad struktur 3. Intryck från hårdhetsmätning 4. Grundmaterial (perlit)
Bild 59: Tvärsnitt av borrat hål, Dubuis R260: 14, bild tagen i ljusoptiskt mikroskop vid 100x förstoring. Etsad i Nital 3 %.
Zonen med den plastiskt deformerade strukturern på bild 59 hade en tjocklek som mättes upp till 158 µm.
Borrprov Mätning 1 2 3 4 5 6
Cembre 16 Tjocklek (µm) 16 19 25 33 39 40
Dubuis R260:14 Tjocklek (µm) 43 82 72 139 153 158
Dubuis R320Cr:14 Tjocklek (µm) 18 19 20 18 20 16
Tabell 11: Tjocklek på zonen med plastiskt deformerat material.
Borrpov Antal Medel- Median Standard- Lägsta Högsta mätvärden värde avvikelse tjocklek tjocklek
Cembre 16 6 st 19 µm 19 µm 1,5 µm 16 µm 20 µm
Dubuis R260 :14 6 st 107 µm 110 µm 48 µm 43 µm 158 µm
Dubuis R320Cr :14 6 st 29 µm 29 µm 10 µm 16 µm 40 µm
Tabell 12: Statistik över tjocklek på zonen med plastiskt deformerat material.
Det verkar inte finnas något samband mellan tjockleken på den plastiskt deformerade zonen och hållfastheten på rälsstålet. Materialet i Cembreprovet var troligen R220, se bild 60 på nästa sida. R220 har lägre kolhalt och hållfasthet än R260.
1. Bakelit 2. Deformerad struktur 3. Intryck från hårdhetsmätning 4. Grundmaterial (perlit och korngränsferrit) 5. Korngränsferrit
Bild 60: Tvärsnitt av borrat hål på Cembreprov 16, bild tagen i ljusoptiskt mikroskop vid 200x förstoring. Etsad i Nital 3 %.
Det finns ganska mycket korngränsferrit i rälsstålet från Cembreprovet (bild 60). Materialet som Cembres anslutningar levererades på är troligen R220 som har en lägre kolhalt.
1. Bakelit 2. Deformerad struktur 3. Intryck från hårdhetsmätning 4. Grundmaterial (perlit)
Bild 61: Tvärsnitt av borrat hål på Dubuis R320Cr:14, bild tagen i ljusoptiskt mikroskop vid 100x förstoring. Prov etsat i Nital 3 %.
I mitten på bild 60 och 61 syns zoner med plastisk deformerad struktur med intryck från hårdhetsmätningar. Hos Cembre nr 16 (översta bilden) sågs en deformation som hade
Bild 62: Tvärsnitt genom kanten på borrat hål, Dubuis R320Cr, prov 15. Bild tagen i ljusoptiskt mikroskop vid 200x förstoring, polerat prov.
Bild 63: Tvärsnitt genom kanten på borrat hål, Dubuis R320Cr, prov 15. Bild tagen i ljusoptiskt mikroskop vid 500x förstoring, prov etsat i Nital 3 %.
På bild 62 och 63 syns små hack/flikar som bildats vid borrningen.
1. Små hack/flikar som bildats vid borrningen
2. Grundmaterial
1. Ett litet hack i borrytan 2. Grundmaterial (perlit)
5.2.2 Hårdhet
På varje prov som snittades tvärs över hålet gjordes 6 hårdhetsmätningar samt en
referensmätning (se bild 64). Provlasterna som användes var 300 gram och i några enstaka fall 100 gram. Hårdhetsvärden presenterades som HV 0.3 och HV 0.1. På borrprover som inte snittades gjordes 4 hårdhetsmätningar runt hålet (se bild 65). Hårdheten på den deformerade strukturen mättes också och visade sig vara hårdare än grundstrukturen (se tabell 15).
Hårdhet, Cembre och Dubuis
0 50 100 150 200 250 300 350 400 0 200 400 600 800 1000 Avstånd från hålet (µm) H å rd h e t (H V 0 .3 ) Cembre 16 Dubuis R260:14 Dubuis R320Cr:14
Diagram 18: Hårdhet i rälsmaterialet på olika avstånd från kanten på det borrade hålet.
Prov Mätning 1 2 3 4 5 6 7
Cembre 16 Avstånd (µm) 45 120 230 375 494 639 Ref
HV0.3 331 257 250 238 246 234 261
Dubuis R260:14 Avstånd (µm) 91 273 434 594 759 917 Ref
HV0.3 266 269 267 256 272 248 256
Dubuis R320Cr:14 Avstånd (µm) 124 262 400 553 707 868 Ref
HV0.3 326 297 334 315 329 301 329
Tabell 13: Hårdhet i rälsmaterialet på olika avstånd från kanten på det borrade hålet. 7: e mätningen är en referensmätning gjord på cirka 6-7 mm avstånd från borrkanten.
Mätningarna har gjorts på förhållandevis stora avstånd från borrkanten jämfört med tjockleken på den deformerade strukturen, det är alltså troligt att hårdheten är högre omedelbart i närheten av den borrade hålkanten.
Bild 64: Illustration över hårdhetsmätningen på borrade prover. Hårdhet, Dubuis 0 50 100 150 200 250 300 350 400 450 0 200 400 600 800 1000 Avstånd från hålet (µm) Hår d h et (HV 0 .3) Dubuis R260:15 Dubuis R320Cr:15
Diagram 19: Hårdhet i rälsmaterialet på olika avstånd från kanten på det borrade hålet. Mätningarna 1 till 4 är inte gjorda i en linje som tidigare utan ett i varje vädersträck i förhållande till hålets mittpunkt.
Prov Mätning 1 2 3 4
Dubuis R260:15 Avstånd (µm) 152 917 493 382
HV0.3 298 268 278 250
Dubuis R320Cr:15 Avstånd (µm) 120 240 116 280
HV0.3 385 362 348 340
Tabell 14: Hårdhet i rälsmaterialet på olika avstånd från kanten på det borrade hålet. Mätningarna 1 till 4 är inte gjorda i en linje som tidigare utan ett i varje vädersträck i förhållande till hålets mittpunkt.
Bild 65: Illustration över hårdhetsmätning nr 2 på borrade prover.
Hårdhet i deformerad struktur
0 100 200 300 400 500 600 700
Cembre 16 Dubuis R320Cr:14 Dubuis R260:14
H år d he t (H V 0 .1 )
Diagram 20: Hårdhet i den plastiskt deformerade strukturen vid borrytan/hålkanten.
Prov Mätning 1 2 3 4
Cembre 16 HV 0.1 585 548 606 340
Dubuis R320Cr:14 HV 0.1 560 642
Dubuis R260:14 HV 0.1 606 606
Tabell 15: Hårdhet i den plastiskt deformerade strukturen nära borrytan/hålkanten, mätningar har gjorts i områden som ligger i omedelbar närhet av hålkanten/borrytan. Avståndet ligger inom ca 5-50 µm avstånd från hålkanten/borrytan.
5.2.3 Korrosion
Resultaten av korrosionstesterna i klimatkammaren på borrade anslutningar visade att rosten trängde in längs ytterkanterna av hylsan på både Dubuis- och Cembreprover. Totalt utsattes fyra stycken borrprover av märket Cembre och två stycken borrprover av märket Dubuis för korrosionstest. Proverna från Cembre var demonstrationsexemplar och lackerade med svart färg. Färgen togs bort genom att provet lades i aceton i ett ultraljudsbad i cirka 10 min. Lacken hade troligen ingen inverkan på resultaten. De fyra proverna från Cembre sattes in i
klimatkammaren samtidigt som pinnlödningarna d.v.s. den 12 juni 2006 och togs ut den 3 juli 2006. De två proverna från Dubuis levererades senare och sattes in den 20 juni 2006 och togs sedan ut den 7 juli 2006 vilket betyder att de var inne 4 dygn mindre än Cembre proverna. Dubuisproverna var av R260-material och av R320Cr-material, alltså en av varje sort. Cembreproverna var demonstrationsexemplar och uppgift saknas om stålsorten, med de undersökningar av mikrostrukturen som har gjorts tyder på att det rör sig om ett rälsstål med lägre kolhalt, troligen R220.
Bild 66 och bild 67 visar hur korrosionen påverkat proverna.
1. Korrosion 2. Kopparhylsa
3. Grundmaterial
Bild 66: Cembre R260 nr 16, korrosion i ytterkant på kontaktpressad hylsa, bild tagen i stereomikroskop vid 6,4x förstoring.
1. Kopparhylsa
2. Korrosion 3. Grundmaterial
Bild 67: Tvärsnitt av Cembre R260 nr 16, korrosion i ytterkant på kontaktpressad hylsa, bild tagen i stereomikroskop vid 6,4x förstoring.
1. Kopparhylsa 2. Korrosion 3. Grundmaterial
Bild 68: Tvärsnitt av Cembre R260 nr16, bild tagen i stereomikroskop i 40x förstoring.
Proven snittades på mitten efter klimattest och analyserades i stereomikroskop. På bilden ovan visas Cembre, R260 nr 16. Korrosion har endast trängt in under ytterkanten av
Bild 69: Borryta på Dubuis R260: 13, bild tagen i stereomikroskop i 6,4x förstoring.
Bild 70: Korroderad borryta på Dubuis R260: 13, bild tagen i stereomikroskop i 6,4x förstoring.
Bild 69 och 70 visar borrytan på Dubuisprov R260 nr 13. På bild 69 syns vänster sida av hålet där ingen korrosion bildats medan på andra sidan (bild 70) syns att ytan börjat korrodera.
Bild 71: Korroderad borryta på Dubuis R320Cr: 13, bild tagen i stereomikroskop vid 6,4x förstoring.
Bild 72: Korroderad borryta på Dubuis R320Cr: 13, bild tagen i stereomikroskop vid 6,4x förstoring.
Bild 71 och 72 visar borrytan på Dubuisprov R320Cr nr 13. På bild 71 syns att kanten börjat korrodera och på andra sidan av borrhålet (bild 72) syns även större spår av korrosion
6 SL: s erfarenheter av Cembres anslutningar
Bild 73. Två av Cembres anslutningar ute på ett av SL: s spår.
Alexander Santos som är materialansvarig på SL - Storstockholms Lokaltrafik berättade att de har använt Cembres anslutningar i huvudsak på SL i ca 5 år utan att det orsakat några problem på rälsmaterialet. Anders Liljegren är besiktningsman på elektroavdelningen och berättade om sina erfarenheter av besiktningar på Cembres anslutningar. När man införde Cembres borrade anslutningar för cirka 5 år sedan var det ibland något problem innan montörerna blivit vana vid att montera de borrade anslutningarna. Det hände någon gång att man inte satt i hylsan direkt efter hålet hade borrats och korrosion hade då direkt börjat bildas i hålet och en ny anslutning hade då fått göras om. Sedan dess har det inte varit några problem med Cembres anslutningar alls och det finns därför ingen statistik gjord på anslutningarna heller. Vid borrningen av hålet i rälen används en skärvätska för att inte borren ska slitas ut för snabbt. Cembres borrade
anslutningar används överallt förutom i växlar där man inte kunnat borra p.g.a. trånga utrymmen. Där används istället pinnlödningar. Nu har dock företagen som tillverkar växlar börjat kunna leverera växlar med färdiga hål borrade i rälsen där man kan sätta Cembres anslutningar, så numera sitter även Cembre anslutningar på nya växlar. På Roslagsbanan används emellertid pinnlödningar fortfarande på vissa sträckor där det finns gamla räler med udda rälsprofiler.
7 Diskussion
7.1 Lödda kontaktförbindningar
Vid undersökningarna av pinnlödningarnas hållfasthet visade det sig att lödningarna inte kunde dras loss från rälen med skjuvande last, vilket var något som antagits. Förväntningarna var att några lödningar skulle lossna. Proverna brast i kopparledningen och detta visar att vid
skjuvning med konstant draghastighet är lödningen generellt sett starkare än kopparledningen. Medelvärdet för brottkraften hos skjuvade lödningar som alla brast i kopparledningen,
beräknades till 3,9 kN och visar därmed hur stor belastning kopparledningen klarar. På 5 st pinnlödningar av 14 som fläktes skedde brottet i lödningen och medelvärdet för brottkraften beräknades då till 1,6 kN. På 9 st pinnlödningar av de 14 som fläktes skedde brottet i
kopparledningen/kabelskon med en medelbrottkraft på 4,0 kN. En av dessa 9 pinnlödningar utsattes för korrosionstest före dragprovning. I det fallet resulterade brottkraften i ett ovanligt högt värde på 4,5 kN vilket är högre än genomsnittet på samtliga 14 stycken fläkta
pinnlödningar. Men eftersom endast två pinnlödningar dragprovades efter klimattestet kan ingen slutsats bestämmas utifrån denna studie. Att vissa prover lossnade vid laster på 1,1-1,3 kN skulle kunna förklaras med små skillnader vid fastsättning i dragprovmaskinen, vilket ger en annan momentkraft. Andra förklaringar till låga brottlaster kan bero på hur lödningen utförts. Lodet kan ibland smälta ut i olika riktningar och resultatet blir olika stora lödfogar. Lödningar gjorda i -5ºC visade sig inte ha lägre hållfashet än genomsnittet. Att löda i
minusgrader rekommenderas inte men resultaten i undersökningarna säger att hållfastheten inte påverkas. Vid en jämförelse mellan resultaten från ultraljudprovningen av lödfogar och
resultaten från dragprovningen syntes inget tydligt samband. Som exempel kan nämnas att det prov som fick bäst resultat vid ultraljudundersökningen, pinnlödning R260 nr. 4, var ett av de prover som gick av vid lägst brottkraft vid fläkning. Mängden lod som smälter och fogar samman kabelskon med rälsmaterialet skulle teoretiskt kunna vara större men skulle förmodligen inte ge några större fördelar. Det krävs i snitt motsvarande 210 kg tyngd med konstant draghastighet för att fläka loss en nygjord pinnlödning. Det förekommer att nygjorda pinnlödningar lossnar En trolig orsak till att nya pinnlödningar lossnar efter en kort tid är att förarbetet inte utförts korrekt. Noggrann slipning av rälslivet (metallrent) och torra ytor innan lödningen görs är mycket viktigt för att lödningen ska fästa ordentligt.
Vid en jämförelse mellan den uppmätta arean hos lödfogen på fyra pinnlödningar som fläkts loss och deras brottkraft, sågs där inget tydligt samband. Vid en jämförelse mellan hur bra lodpinnen var fastlödd syntes däremot sambandet att ju bättre lodpinnen fastnat desto högre brottlast vid fläkning.