Exklusiv design av en tejphållare
Evelina Laakso
Examensarbete på grundnivå, 15hp inom Industridesign Examinator & handledare, Ragnar Tengstrand
Akademin för Innovation, design och teknik Mälardalens högskola
2
Sammanfattning
Examensarbetet är utfört på Mälardalens Högskola på akademin för Innovation, Design och Teknik med program inriktningen Innovation och produktdesign. Projektets inriktning är Industriell design som omfattar 15hp och är utfört under hösten 2016. Rapporten är resultatet för hela arbetsprocessen med en CAD-modell samt ritningar.
Projektets syfte går ut på att utveckla en tejphållare där ergonomi, tillverkning, teknisk
funktion, material val och estetisk design står i fokus. Rapporten innehåller ett grundläggande underlag för till en unik vidare utveckling av produkten.
Genom en vetenskaplig arbetsmetod utfördes en produktutvecklingsprocess av tejphållaren. Med hjälp av produktutvecklings verktyg kunde lösningsförslag på koncept uppnås. Val av lämplig produkt utfördes med hjälp av tester.
Resultatet blev en unik tejphållare med elegant och ergonomisk design. Tejphållaren består av fåtal komponenter som är enkelmonterad och miljövänliga. En CAD-modell samt ritningar utfördes av den slutliga produkten.
3
Förord
Jag vill tacka min handledare Ragnar Tengstrand för all hjälp och stöd under processen. Jag vill även tacka alla lärare som har lärt mig utvecklas inom dessa olika kunskaper under åren.
4
Innehållsförteckning
Sammanfattning... 2 Förord ... 3 1 Ordlista ... 7 2. Inledning ... 8 2.1 Bakgrund ... 8 2.2 Problemformulering ... 8 2.3 Syfte och mål ... 8 2.4 Projektdirektiv ... 8 Kravspecifikation ... 9 2.5 Projektavgränsningar ... 93 Teoretisk bakgrund och lösningsmetodik ... 10
3.1 Tejphållare ... 10 Konstruktion ... 10 Funktion ... 11 3.2 Lagerarbete ... 11 3.3 Ergonomi ... 11 Handens anatomi ... 12
Handens grepp och läge ... 13
3.4 Material ... 14 CES-Edupack ... 14 Polykarbonat ... 14 3.5 Produktionsteknik ... 14 Formsprutning ... 14 Extrudering ... 15 3.6 Lösningsmetodik ... 16 Gantt-schema ... 16 Konkurrensanalys ... 16 Funktionsanalys ... 16
Quality Function Deployment ... 16
Kravspecifikation ... 16 Konceptgenerering ... 17 Koncept utvärdering ... 17 Koncept test ... 17 CAD ... 17 Simulering ... 17
5
Failure Mode Effect Analysis ... 17
Semantik ... 18 4 Genomförande ... 19 4.1 Planering ... 19 Gantt-schema ... 19 4.2 Marknadsundersökning ... 19 Befintliga produkter ... 19 4.3Målgruppsanalys ... 21 4.4 Funktionsanalys ... 21
4.5 Quality Function Deployment ... 21
4.6 Konceptgenerering ... 22
Koncept förslag av tejphållare ... 22
4.7 Koncept utvärdering ... 23
Phug’s matris ... 23
Model test ... 23
4.8 Konceptbeslut ... 24
4.9 Simulering ... 24
4.10 Failure Mode Effect Analysis ... 25
5 Resultat ... 26
5.1 Konstruktion av tejphållare ... 26
Funktion och finesser ... 27
5.2 CAD-bild av tejphållare ... 28
5.3 Tillverkning ... 28
Tillverkningsmetod ... 28
Material ... 29
6 Analys ... 30
7 Slutsatser och rekommendationer ... 31
8 Referenser ... 32
6
Figurförteckning
Figur 1: Tejphållare.……….10
Figur 2: Tejphållare konstruktion……….10
Figur 3: Tejphållare instruktion………11
Figur 4: Användning av tejphållare………..11
Figur 5: Handens anatomi………...….12
Figur 6: Handens grepp ………...13
Figur 7: Formsprutning………...…...15 Figur 8: Extrudering……….15 Figur 9: Konkurrent 1………...19 Figur 10: Konkurrent 2……….19 Figur 11: Konkurrent 3……….19 Figur 12: Konkurrent 4……….20 Figur 13: Konkurrent 5……….20 Figur 14: Konkurrent 6……….20 Figur 15: Konkurrent 7……….20 Figur 16: Konkurrent 8……….20 Figur 17: Konkurrent 9……….21 Figur 18: Konkurrent 10………...21 Figur 19: Funktionsanalys………21 Figur 20: Idegenerering 1-4………..22 Figur 21: Idegenerering 5-9………..22 Figur 22:Idegenerering 10-13……….….23
Figur 23:Detalj generering ………..23
Figur 24: Test 1……….23 Figur 25: Test 2……….…24 Figur 26: Test 3……….24 Figur 27: Cad 1 ………24 Figur 28:Cad 2……….…24 Figur 29:Cad 3……….……24 Figur 30: Simulering……….………25 Figur 31: Cad röd………...26
Figur 32: Cad orange………...…….26
Figur 33:Cad grön………26
Figur 34: Skärblad………27
Figur 35: Knapp………27
Figur 36: Tejphjul………...27
Figur 37: Cad spräng vy………28
Figur 38: Cad bak………..28
Figur 39:Cad……….28 Figur 40: Tillverkning………...29
Tabellförteckning
Tabell 1 Kravspecifikation ... 9 Tabell 2 Material... 14 Tabell 3Konkurrenter ... 197
1 Ordlista
Kravspecifikation Kravlista för produkten.
CAD Computer Aided Design, 3D konstruktionsprogram.
Funktionsanalys Funktionen delas upp i huvudfunktion, delfunktioner och stödfunktioner.
QFD Quality function deploument, Kundens krav omvandlas till tekniska krav.
FMEA Failure mode effect analysis, fel som produkten kan utsättas för.
8
2. Inledning
Examensarbetet som presenteras i rapporten är utförd under hösten 2016 i Mälardalens Högskola för akademin Innovation, Design och Teknik (IDT). Projektet inriktar sig inom programmet innovation och produktdesign med inriktningen Industriell design som grundnivå med 15hp. Examensarbetet är utförd av Evelina Laakso som är projektets egna
uppdragsgivare.
Rapporten innehåller hela processen för produktutvecklings arbete för en tejphållare.
2.1 Bakgrund
Examensarbetet PPU304 inriktar sig på programmet Högskola ingenjör inom innovation och produktdesign med inriktning industridesign. Projektet sker i halvfart under en termin med 15hp. Ansvariga examinatorn samt handledare för examensarbetet är Ragnar Tengstrand. Projektet är självständigt arbete som går ut på att få ut en ny design av en tejphållare för lager arbete samt kontorsarbete. Projektet baserar sig på eget uppdrag av Evelina Laakso.
Utvecklings idén uppkommer från grundligt genomtänkande av olika kategorier för produktförslag samt produkt idéer. Beslutet av att en tejphållare skulle levereras som en produktutveckling var för att det skulle bli ett intressant projekt med en blandning av konstruktion och estetiskt utmaning.
2.2 Problemformulering
Den befintliga tejphållarens följande egenskaper som behöver förändras. Ergonomin behöver förbättras med lägre vikt
Medhänsyn till miljön och tillverkningen behöver komponenter minskas.
2.3 Syfte och mål
Syftet med examensarbetet är att studenten ska kunna använda sig av kunskaper som utbildningen innehållit. Arbetet ska genomföras i form av ett design projekt som är
programmets inriktning för innovation och produktdesign. Med hjälp av kreativt skapande samt med hjälp av vetenskapliga design verktygen ska projektet kunna utföras på ett korrekt sätt.
Syftet med projektet är att utveckla en tejphållare med grund fokusering på
problemformuleringen. Målet med designprojektet är att få ut en radikalt förnyad produkt av tejphållaren som är enkel för kunderna att använda, kostnadseffektiv tillverkning, miljövänlig, enkel montering och få antal komponenter.
Tilltalande design Ergonomisk Lätt vikt Hållbar Tydlig konstruktion Kostnadseffektiv tillverkning 2.4 Projektdirektiv
Projektet består av att få ut ett lösningsförslag för en tejphållare med följande direktiv. Produkten ska ha lägre vikt än befintliga produkten
9
Produktens tillverkningsmetod ska vara effektiv och snabb det kan innebära enkelmontering, gestaltning och färre komponenter.
Tillverknings kostnaden behöver inte ha ett exakt värde men bör uppskattas ligga på
ungefär samma som de flesta konkurrenternas vars försäljnings pris befinner sig mellan ca 60-200kr genom försäljningspriset uppskattas tillverkningspriset ligga på betydligt lägre med en uppskattning på 30-100 kr.
Kravspecifikation
Kravspecifikationen beskriver kundens krav och behov.
Tabell 1 Kravspecifikation
Kravspecifikation
1 Tejpa Produkten ska kunna uppfylla sitt syfte som är att tejpa.
2 Skära tejp Produkten ska kunna skära tejpen.
3 Prisvärd Produkten ska vara prisvärd som lockar kunden till att välja
produkten. Maximala priset är uppskattat till 200kr.
4 Hållbar Designen samt materialet bör vara hållbart.
5 Miljövänlig Produkten ska bestå av återvinnande material samt vara
monterbar som innebär att slitna komponenter kan ersättas med nya delar, samt att vid återvinning kan materialen separeras. Produkten ska även bestå av fåtal komponenter som kan enkelt tas isär.
6 Lätt vikt Användaren ska kunna tejpa utan att orsaka arbetsskada med
stor belastning i armen.
7 Smidig Möjligt att effektiv använda under arbetet.
8 Ergonomisk Handen påverkas under användningen, det innebär att greppet
måste vara bra.
2.5 Projektavgränsningar
Projektet består av ett antal direktiv som underlag för produkten. Projektet ska omfatta hela produktutvecklingsprocessen.
Endast rapport och cad med ritningar utförs. Prototyp modell ingår inte i arbetet. Konkurrent analys ska utföras.
10
3 Teoretisk bakgrund och lösningsmetodik
3.1 TejphållareKonstruktion
En tejphållare som används vid paketering av kartonger består av ett handtag som är en del av konstruktionen. Tejpen placeras fast vid en fritt roterandebar axel som befinner sig längst bak. Den mindre axeln längst fram är ett stöd för tejpen då den pressas mot ytan. Över den mindre axeln finns en skär blad som skär tejpen. (Se bild 1)
En konstruktion av en klassisk tejphållare består av flera komponenter som en del är tillverkade i metall och andra i plast. (Se bild 2)
Figur 1 Tejphållare
11
Funktion
Tejpen placeras i det större bakhjulet. Tejpen förs runt framhjulet som trycks mot ytan där tejpen placeras. (Se bild 3)
Vid användningen trycks framhjulet mot ytan som ska tejpas så att tejpen fäster på ytan, därefter dras tejpen i den riktning som ska tejpas. (Se bild 4)
3.2 Lagerarbete
I lagerarbetet ingår att lagerarbetaren plockar varor från lagret som ska skickas till kunden samt placerar de inkommande varorna på rätt plats i lagret.
Andra arbetsuppgifter är utredning, inventering, planering, packning och truckkörning. I arbetet förekommer tunga lyft trots att lyftanordningar finns på plats. (Sandvik, 2017)
3.3 Ergonomi
Vid utformning av handtag vill man undvika kontaktstress i handen. Kontaktstress uppstår då hårda och skarpa objekt belastar handens mjuka delar dvs. muskler, ligament, senor och bindväv. Det undviks med att dimensionera upp eller utforma släta ytor i handtagen.
Handen ska även undvika att utsättas för extrema temperaturer för värme och kyla. Därför ska man vara noga med att välja material som inte leder temperatur från produkten till handen. En faktor till som man bör ta hänsyn till är att handtagets yta ska vara glid fri för bättre grepp. (johansson, 2009, p. 7)
Människans kropp är uppbyggd till att utsättas för arbetsrörelser samt belastning och kroppen mår bra av det då rörelserna varierar och kroppen får återhämta sig. Arbetsskada kan uppstå då kroppen utsätts för ständigt upprepade rörelser. Då man utsätter musklerna för ständigt
Figur 3 Tejphållar instruktion
12
arbete utan att det sker några yttre rörelser så försämras blodflödet för musklerna och leder till att belastningsbesvären ökar. (Arbetsmiljöverket, 2016)
Det är viktigt att även ta hänsyn till arbetsställningen som användaren kommer att befinna sig i dvs. sittandes eller ståendes. Om detta inne tas hänsyn till kan det leta till att användaren utsätts för böjd handled. (johansson, 2009, p. 8)
Aspekter att ta hänsyn till för ett ergonomiskt handtag. Arbetsställning
Grepptyp
Hand styrka och handstorlek Handledställning
Form och egenskaper Ytans egenskaper Vikt
Yttre krafter (johansson, 2009, p. 9)
Handens anatomi
Handens böj förmåga möjliggörs av handens komplexa system det består av åtta småben som handen är uppbyggd av. Handen består även av flera kraftöverförande senor samt tre
nervstammar.
Handens olika positioner kallas för flexion, extension, ulnardeviation, radialdeviation, pronation och suprition.
Flexion är då handen böjs in mot handflatan och extension är då handen böjs åt motsatt håll. En deviation är då handleden rör sig i det vinkelräta planet där ulnardeviation är i riktat mot lillfingret och radialdeviation är riktad mot tummen.
Rotation i handleden kallas för subination då handen roterar utåt och pronation då rörelsen sker inåt (Se figur 5). (Hägg, 2001, p. 9)
13
Handens grepp och läge
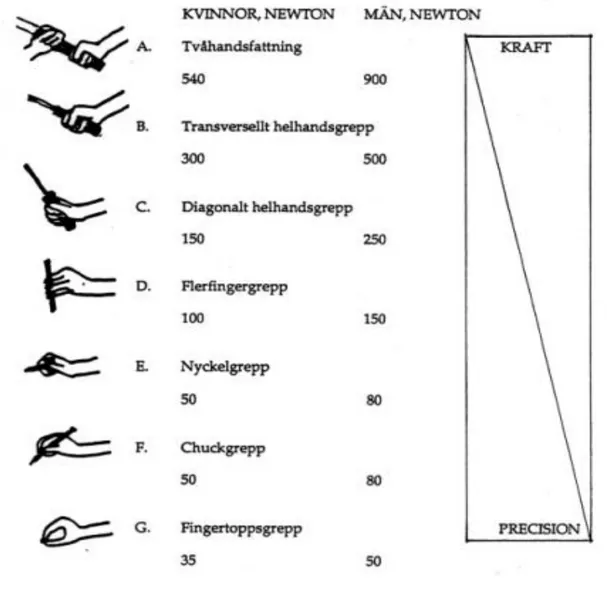
En hand är kapabel att utföra flera sorters grepptyper som är tvåhandsfattning, transversellt helhandsgrepp, diagonalt helhandsgrepp, flerfingergrepp, nyckelgrepp, chuckgrepp och fingertoppsgrepp. (se figur 6). (Hägg, 2001)
Kvinnors kraft ligger på 60 till 70 procent av männens kraftutveckling som innebär att de måste använda större kraftinsats som i längden kan orsaka försämrad blodcirkulation. (Forlin, 2012)
Man bör inte överskrida 10 till 15 procent av sin maximala styrka under en längre period vid kontinuerligt arbete. Kraften som används ofta under en kortare tid bör inte gå över 30 procent. Vid endast enstaka tillfällen bör styrkan inte överskrida 60 procent. (Jennifer Forlin, 2012)
Då handleden böjs minskar fingrarnas förmåga att skapa spänning. Av detta skäl bör handens position befinna sig vid neutralt läge som man bör ta hänsyn till vid design av ett handtag. (Jennifer Forlin, 2012)
14 3.4 Material
Vid materialval bör man tänka på produktensegenskaper som vikt, styrka, böjlighet och glansighet. (Österlin, 2007, p. 136)
CES-Edupack
CES Edupack är en resurs för material undervisning för design och teknik. Programvaran kan användas för materialval. (Granta, u.d.)
Polykarbonat
Polykarbonat (PC) är ett slagtåligt material anpassat för produkter som transparent tak, kravallsköldar, köksredskap, mikrovågsugn och hjälmar.
Materialet ingår i termoplaster och har bättre mekaniska egenskaper än de billigare
polymererna. Materialet innehåller ren pc som ger materialet dess unika egenskaper med god seghet och styvhet även vid högre temperaturer. Egenskaperna gör att materialet är ett bra val för t.ex. cd-skivor, höljen för elverktyg och säkra hårda hattar. (CES Edupack, 2016)
Tabell 2 Material
Egenskaper
Pris SEK/kg 32-34,8
Densitet kg/m^3 1140-1210
Tensile strength MPa 60-72,4
Yield strength MPa 59-70
Young’s modulus GPa 2-2,44
Elogation strain % 70-150 Hardness – Vickers HV 17,7-21,7 Återvinningsbart Ja (CES Edupack, 2016) 3.5 Produktionsteknik Formsprutning
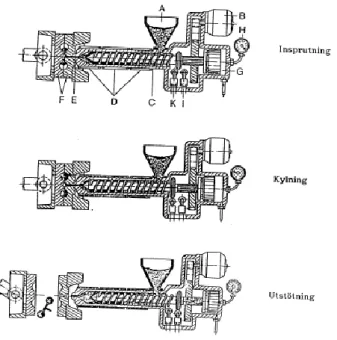
Formsprutningen går till genom att plast i form av granulat fylls på i en roterande matarskruv. När materialet transporteras fram i mataren värms granulatet upp till ett trögflytande ämne. Uppvärmningen sker dels genom elektroniskt uppvärmning av väggarna i cylindern runt matarskruven och dels genom friktionsvärme som uppstår under material transporten. När plasten sprutats in i formen skjuts matarskruven framåt för att pressa in plastmassan i formverktyget. Till slut drar sig matarskruven tillbaka och formverktyget delar på sig då detaljen är färdig. (Se bild 7)
Lämpliga material för tillverkningsmetoden är främst termoplaster och härdplaster. Detaljstorlekar och detaljvikten för formsprutning är 0,1-10kg och i extremfall 50-60kg. Seriestorleken är några tusen detaljer per år i början och går upp till några miljoner detaljer per år därefter.
15
Exempel på formsprutade detaljer är engångsskedar, damsugsmunstycke, telefonlurar, höljen till datorer, väggkontakter, motorhuvar, stolar, fläktar, leksaker och dörrhandtag. (Johansson, 1990)
Till formsprutade detaljer krävs det att detaljen är konstruerad med släpp vinkel. (Tengstrand, 2016)
Extrudering
Plasten smälts och blandas med hjälp av en roterande skruv som gradvis hettas upp till 200°. Plasten pressas in i ett verktyg som är utformad som den önskade detaljen. Från verktyget kyls detaljen ner i nästa verktygsdel. För plast krävs det ett högkvalitativt kylsystem eftersom plasten behåller värme 2000 gånger längre än metall, kylningen sker genom vattenkylning i olika steg som gradvis sänker temperaturen för att behålla plastens styrka och form. Efter avkylningen förs plasten in i en framdragare och vidare till en kapningsutrustning.
(thextrusion, 2013) (Se bild 8)
Figur 8 Extrudering (alumeco, 2016) Figur 7 Formsprutning (Anon., u.d.)
16 3.6 Lösningsmetodik
Gantt-schema
Gantt-schema är en traditionell tidsplanerings metod för ett projekt. Schemat är en horisontell tidslinje med projektets del moment som sker från projektets början till slut. Under processen sker en ständig uppdatering av Gantt-schemat Där man markerar vilka moment som utfördes och när. (Ulrich, 2012, pp. 383-384)
Konkurrensanalys
Genom att utföra en konkurrensanalys kan man få reda på hur den befintliga marknaden ser ut. Genom att studera konkurrenternas styrkor och svagheter kan man förstärka sina egna egenskaper för att bli konkurrenskraftig. (Terence show, 2017)
Funktionsanalys
Funktionsanalys används för att förstå syftet av en produkt. Den beskriver vilka funktioner som produkten ska ha.
Funktionsanalysen innehåller huvudfunktion, delfunktioner och stödfunktioner. Huvudfunktionen beskriver syftet med produkten dvs. vad produkten ska åstadkomma. Delfunktionen är vad som behövs för att produkten ska kunna uppfylla dess huvudfunktion. Stödfunktioner är inget nödvändigt att ha för att få produkten att fungera men kan ge
produkten ett större värde.
Metoden sker under konceptgenereringsfasen i början av projektet, och används som en checklista för att kartlägga funktioner och krav. (Andersson, 2010)
Quality Function Deployment
Quality function depleyment (QFD) är en metod för att översätta kundens krav till tekniska specifikationer.
Att använda sig av metoden är speciellt lämplig vid marknadsdrivande projekt. Genomförandet av QFD går ut på att fylla i en matris. (Friedler, 2013)
Stegen består av att:
1. Studera kundens behov och önskemål.
2. Fyll i matrisen med kundens krav och önskemål
3. Värdesätt viktighetsgraden för Kundkraven och önskemålen med en skala på värdena från 1-5.
4. Värdesättning av samband mellan kundönskemål och produktegenskaper. 5. Egenskapsvikterna beräknas för att visa vilka egenskaper som är viktiga att
åstadkomma.
6. Målvärdet för funktionerna bestäms med hänsyn till kravspecifikationen. 7. Analysera och undersök konkurrenter.
(Friedler, 2013)
Kravspecifikation
17
Under processen bör man ha målet siktat för att leverera en så bra produkt som möjligt. (kravspecifikation.se, 2016)
Kraven delas upp i funktionella krav och icke funktionella krav som även kallas för kvalitetskrav. De funktionella kravet beskriver funktionen hos systemet dvs. indata och resultat.
Den icke funktionella kravet anger egenskapen hos funktionen eller systemet som exempelvis snabbheten. (kravspecifikation.se, 2016)
Under kravspecifikationen bör man ta hänsyn till kundens behov, krav och önskemål. Kravspecifikationen bör vara komplett täckande, med entydiga och lösningsberoende kriterier, ha mät-/kontrollerbara kriterier samt skilja på krav och önskemål.
Exempel på en kravspecifikation är att kunden har ett krav och önskan med att en bil ska vara snabb och rymlig. Då bör man fundera vad kunden menar med det. Snabbhet kan innebära snabb acceleration eller maximal hastighet. Utrymmet kan handla om sittplatserna eller bagageutrymme. (Friedler, 2013)
Konceptgenerering
Konceptgenerering innebär att idéer ska funderas ut då produktens egenskaper och funktioner är bestämda. Metoden används för att få fram flera möjliga modeller för blivande konceptval. Det är större chans att få ut en bra som möjligt koncept då flera idéer kan granskas istället för endast första iden. (Friedler, 2013)
Koncept utvärdering
Konceptutvärderingen innebär att utvärdera koncepten med hänsyn till kundbehov och krav samt jämföra styrkor och svagheter. Pugh’s matris är en metod som kan användas under koncept utvärderings fasen. I matrisen poängsätts egenskapernas värde för varje koncept med bättre än (+), lika med (0) och sämre än (-). (Ulrich, 2012, pp. 144-151)
Koncept test
Test av koncept sker då valet av konceptet är bestämt. Under processen utförs Cad-modell med fotorealistisk bild samt simulering. Under fasen sker prototyp och modell tillverkning bland annat. (Ulrich, 2012, pp. 16-172)
CAD
Cad är ett program för 3D-modelering. I cad kan 2D-ritningar skapas från en 3D modell samt skapande av animerade filmer. Från en cad modell kan fysiska modeller med komplicerade former tillverkas, det sker genom att fräsen läser av caden. (Österlin, 2007, pp. 74-80)
Simulering
Simulation hjälper konstruktören att förutsäga konstruktionens beteende i verkligheten. Syftet är att upptäcka problem så att dessa kan åtgärdas. Programmet kan analysera hållfasthets analyser, rörelseanalyser, flödesanalyser, frekvensanalyser, termiska analyser, beräkningar, optimeringar, utmattningar, tryckkärlsberäkningar och droptester. (Solid Engineer, 2016)
Failure Mode Effect Analysis
Failure mode effect analysis (FMEA) är en systematisk metod att identifiera och analysera möjliga fel som kan uppstå hos konstruktionen och hur dessa kan åtgärdas. (Friedler, 2013)
18
Utföring av en systematisk arbetsmetod för FMEA: Definitioner att ta hänsyn till inom FMEA:
Fel – Då produktens krävda funktion upphör att fungera. Felsätt – Hur produkten går sönder.
Felorsak – Vad orsakar felet.
Feleffekt – Konsekvenserna då felet uppstår. Gradering av fel:
Felfrekvens – Sannolikheten för att felet ska uppstå från 1-10.
Allvarlighetsgrad – Feleffektens allvarlighetsgrad graderad från 1-10.
Upptäcktssannolikhet – Sannolikheten att upptäcka felorsaken innan felet uppstår mellan 1-10.
Risktal – Talet då graderingarna multipliceras. Det högsta resultatet bör prioriteras högst.
Definitioner att ta hänsyn till för att minska på risktalet:
Rekommenderad åtgärd – De prioriterade felen ska ha förslag på åtgärden som minskar på det beräknade risktalen.
Ansvarig – Vem som är ansvarig för att åtgärda felet. Gradering för minskning av risktalet:
Ny riskanalys – Omgradering på nytt för att se hur mycket risktalet minskar. (Friedler, 2013)
Semantik
Tolkning av en produkt är en del av design. Eftersom det man upplever ska vara meningsfullt behövs det kunna tolkas. Ögat skickar ljusintryck vidare till hjärnans syncentrum som därefter får ett grepp av bilden. Produktsemantik är då produkten kommunicerar med användaren. Produkten uttrycker identitet, funktion och karaktär. (Österlin, 2007, pp. 97-99)
19
4 Genomförande
4.1 Planering
Gantt-schema
I början av projektet utfördes ett Gantt-schema för att få en helhets bild för vilka moment som ska utföras under en planerad tid. (Se bilaga 1)
4.2 Marknadsundersökning
Marknadsundersökningen påbörjades då det var bestämt att vidareutveckla en tejphållare. Undersökningen gick till genom att söka befintliga produkter via internet. De befintliga produkterna gav ett underlag för att få fram nya idéer. Under marknadsundersöknings fasen skaffades två fysiska tejphållare för att kunna undersökas. Produkterna som skaffades var konkurrent 3 och 6. (Se bild 11 & 14)
Befintliga produkter
Tabellen visar konkurrenternas befintliga produkter med en beskrivning samt marknads pris.
Tabell 3Konkurrenter
Butik/ leverantör Produkt
beskrivning
Pris Produkt bild
Kontorsnetto Tesa
Har ett kraftigt handtag med gummi som get ett mjukt grepp. Samt bromsning för lättrullade tejp och skydd för kniv. Tejp med 50mm bredd.(Tesa, u.d.) 199kr
Clas Ohlson justerbar broms
(clasohlson, u.d.)
149kr
Biltema 50mm bred tejp.
(Biltema, u.d.)
59:90kr
Figur 9 Konkurrent 1 (Tesa, u.d.)
Figur 10 Konkurrent 2 (clasohlson, u.d.)
20 Matton Tejphållaren är välbalanserad för 50mm bred tejp, är en klassiker för professionella användare. (mattonshop, u.d.) 165.75kr
Runius design Runius designade
tejphållare är enbart gjord av plast med färre komponenter och estetisk tilltalande utseende. (runiusdesign, u.d.)
Tingstad Päron modell för
50 mm tejp. (tingstag, u.d.)
99kr
Nybloms 25mm bred tejp.
(nybloms, u.d.)
1098kr
Clas 0hlson Knapen trycks in
för att få ut tejpen, tejpen klipps av då knappen släpps. (clasohlson, u.d.) 49.90kr
Figur 12 Konkurrent 4 (mattonshop, u.d.)
Figur 13 Konkurrent 5 (runiusdesign, u.d.)
Figur 14 Konkurrent 6 (tingstag, u.d.)
Figur 15 Konkurrent 7 (nybloms, u.d.)
21 Mälmans kontorsservice För dubbelhäftande tejp. (malman, u.d.) 571,65kr
Clas Ohlson Liten tejphållare
för tejp med 19mm bred. (clasohlson, u.d.)
19,90kr
4.3Målgruppsanalys
Målgruppen för produkten är lagerarbetare, kontorsarbetare och privatpersoner.
4.4 Funktionsanalys
Huvudfunktionen av produkten är att tejpa. Delfunktionerna är grepp för handen, skära av tejpen, trycka fast tejpen och hålla fast tejpen. Stödfunktionerna som bör finnas för att delfunktionerna ska uppnås är glid fri handtag för handgreppet, vas skär blad för att skära, glid fri axel för trycka fast tejpen och en axel som låser fast tejprullen. (Se bild 19)
4.5 Quality Function Deployment
QFD matrisen visar samband mellan produktegenskaper och fysiska komponenter som är poängsatta mellan 1-5. Poängsättningen visar hur viktiga egenskaperna är och hur högt de är uppnådda. Matrisen innehåller konkurrent analys där de två olika konkurrenterna 6 och 3 valdes för granskning. (Se bilaga 3)
Figur 17 Konkurrent 9 (malman, u.d.)
Figur 18 Konkurrent 10 (clasohlson, u.d.)
22 4.6 Konceptgenerering
Under konceptgenereringen skissades ideer på möjliga tejphållare (Se bild 20-22). Underlag för att tänka ut ideer var att undersöka befintliga produkter i marknaden.
Koncept förslag av tejphållare
Koncept 1: En klassisk tejphållare med med handtaget av gummi för bättre grepp.
Tejphållaren har mindre material och gjord i plast för lättare vikt.
Koncept 2: En klassisk tejphållare med broms för att hålla tejpen på plats runt hjulet.
Koncepr 3: En klassisk tejphållare men kapad material på bakplattan eftersom aluminion materioalet annars ger onödigt mycket högre vikt.
Koncept 4: Tejphållare med lock och gjord i plast.
Koncept 5: Klassisk tejphållare med extra stödhjul för att spänna tejpen. Koncept 6: Tejphållare uttan ett hjul
för att hålla upp tejpen består av en metall stöd för att hålla fast tejpen. Koncept 7: Klassisk tejphållare med
mindre material på tejphjulet och på bakplattan.
Koncept 8: Förenklad tejphållare med bakplattan och handtaget som en del av plast, består av färre delar och mesta dels av plast.
Koncept 9: handtaget är vinklat snett horisontellt.
Koncept 10: Handtaget position ligger vertikalt parallellt bakom de övriga komponenterna i tejphållaren. Koncept 11: Handtaget ligger
horisontellt över de övriga komponenterna av tejphållaren.
Koncept 12: Liknande utformning som koncept 11 förutom att stödhjulet befinner sig vertikalt under tejpen.
Figur 20 Idegenerering 1-4
23
Koncept 13: En klassisk formad tejphållare med två tejphållare i ett. Framsidan för användning av stor tejp och baksidan för liten tejp. Handtaget är utformad för att anpassas för båda sidorna.
4.7 Koncept utvärdering
Koncept utvärderingen utfördes med Phug’s matris och med enkla modetester.
Phug’s matris
Phug’s matris Visar poängsättningen mellan -2 till 2 för hur alla koncept uppfyller olika egenskaper och beräknar summan för koncepten. Matrisen gav sämst resultat för koncept med 21 poäng och bäst resultat för koncept 10 med 85 poäng. (Se bilaga 4)
Model test
Under koncept utvärderingen utfördes teser. Första testet jämfördes handens läge mellan den klassiska tejphållaren och koncept 10 eftersom koncepten skiljer sig formmässigt från varandra.
För att testet kunde utföras behövdes modell för båda koncepten. Test modellen för koncept 10 gjordes av cellplast som enkelt skars ut med en kniv. Modellen för klassiska tejphållaren köptes som en färdig produkt.
Testets syfte var att jämföra handens läge under användning av båda koncepten. Resultatet var att den klassiska tejphållaren hade sämre position än
koncept 10. (Se bild 24)
Eftersom möjligheten fanns att det skulle vara en nackdel med koncept 10 då all tyngd skulle hamna framför så utfördes test 2 då mer tyngd skulle placeras på modellen. Modellen gjord av cellplast var för ömtåligt material därför utfördes en extra modell av träd där en tejprulle tejpades tillfälligt fast för att känna hur det kändes att hålla i modellen.
Figur 22 Konceptgenerering 10-13
24
Resultatet var att det var svårt att känna av någon större skillnad mellan tejphållarna. (Se bild 25)
Slutliga testet var att känna på hur det var att hålla i konkurrent 6 som var obekväm för handen utan ett ordentligt grepp. (Se bild 26)
4.8 Konceptbeslut
Det valda konceptet blev koncept 10 då både phug’s matris och testerna visade att den var bästa produkten.
Efter konceptvalet bestämdes även att produkten
Då konceptet valdes utfördes olika cad-modeller av den. Dessa varianter har ingen stor skillnad förutom handtagsmodellen. Cad modellerna är inte färdiga modeller med alla komponenter eftersom fasen bestod av att få en uppfattning på förslag för olika designvarianter av konceptet.
CAD-modell 1: Grundplattan består av heltäckande väggar. (Se bild 27)
CAD-modell 2: Grundplattan består av heltäckande väggar utan att översta hörnet är heltäckande.(Se bild 28)
CAD-modell 3: Grundplattans väggar är utformade med en skärning. (Se bild 29)
4.9 Simulering
En simulerings analys utfördes med 3D programmet Solidworks för att få en överblick på spänningen hos kurvan vid handtaget. Simuleringen utfördes för att försäkra sig om att handtaget inte kommer att brytas. Färgskalan är en referens för spänningen som uppstår. Figuren visar att spänningen höjs vid den inre kurvan ovanför handtaget. (Se bild 30)
Figur 25 test 2
Figur 26 test 3
25
Figur 30 Simulering
4.10 Failure Mode Effect Analysis
FMEA matrisen visar fel som kan uppstå hos produkten samt hur dessa påverkar och kan åtgärdas.
Fel som kan uppstå är brott vid utmattning. Det innebär att komponenter kan brytas av vid hög och ständig tryck som kan orsaka utmattning på produkten. Materialet har hög hållfasthet som gör det mindre troligt för brott att ske inom en kortare tid. Allvarlighetsgraden är medel eftersom det inte leder till någon olycka utan endast till att produkten inte utför önskad funktion. Åtgärden för detta är att kunden köper en ny produkt.
Olycksrisken med produkten är att användaren råkar skära sig vid skär bladet eftersom den inte har någon skydd. Risken är liten att det sker om användaren inte är slarvig och
allvarlighetsgraden är låg då användaren kommer undan med ett mindre sår. Skär bladet kan även bli slö efter en långtids användande därför kan detta åtgärdas med att kunden enkelt ska kunna byta ut bladet. (Se bilaga 5)
26
5 Resultat
5.1 Konstruktion av tejphållare
Denna tejp hållaren är en ergonomiskt vältänkt ny design av plast som väger ca 270g. Produkten kan tillverkas i olika färg alternativ. Produkten består av färre
komponenter, snabbare tillverkning, enklare montering och mindre vikt än den klassiska tejphållaren men användningen är
detsamma.
1. Tejprullen placeras runt tejphjulet och tejpens ända förs runt
framhjulet.
2. Framhjulet trycks mot ytan där tejpen ska fästas på och dras i den riktning där tejpen ska sitta fast i. 3. Tejpen trycks mot skär bladet för att
skäras av.
Konstruktionen består av tejphjul, framhjul, skär blad, knapp och
grundplatta med handtag där fram och bak låsning är fast tillverkad på. Bilder på komponenter visas i spräng vy. (Se bild 37)
Handtag
Handtaget samt grundplattan för komponenterna är tillverkad som en komponent med axlar för framhjul och tejphjul.
Tejphjul
Tejphjulet är konstruerad med stödväggar i hjulet för att minimera vikt samt material. Komponenten består av ett axiellt hål som förs runt axeln på handtags komponent.
Framhjul
Framhjulet är tillverkad med stödväggar samt axiellt hål som förs igenom axeln i grundplattan. Framhjulet rullas längst ytan där tejpen ska placeras.
Skär blad
Skär bladet är uppvikt i 90° för att den ska kunna placeras fast som en profil i grundplattan. Komponenten är tillverkad i stål. Den horisontellt uppvikta delen har spetsiga taggar som skär tejpen.
Figur 31 Cad röd
27
Knapp
Knappen liknar en halv kula med en profilaxel som förs igenom profilen i fram låset på framaxeln därefter vrids knappen 90° för att låsa fast knappen.
Låsning fram
Låsningen är en rund platta som är fastsatt i framaxeln. Plattan har en hål profil som fungerar som en låsning för knappen.
låsning bak
Låsningen sammanfaller och är fastsatt på axeln som tejphjulet placeras fast i komponenten ska kunna tryckas in mot varandra längst de avlånga ändarna för att kunna koppla av och på tejphjulet. Längst ut i ändarna befinner sig låsningen för tejphjulet.
Funktion och finesser
Skär bladet är utbytbar som sitter i en likformad profil hål på tejphållaren. Profilen och skär bladet är vinklad 90° för att ge stabilitet och undvika att skär bladet glider ur hålet. (Se bild 34) Tejphjulet sitter fast i en axel som kan monteras av och på genom att trycka ihop låsningen i framändan. Funktionen påminner om dvd skal där skivan sitter fast i. (Se bild 36)
Fram hjulet sitter fast på en axel, en knapp sitter fast i axeln ända för att hindrar hjulet att glida isär. Knappen placeras fast i axeln genom en hål profil, knappen vrids 90° för att att bli låst. (Se bild 35)
Figur 34 skärblad
Figur 35 knapp
28 5.2 CAD-bild av tejphållare
Figur 37 cad spräng vy
5.3 Tillverkning
Tillverkningsmetod
Framhjul, tejphjul, låsning fram och bak är tillverkad med extrudering eftersom tillverkningen är ett billigt alternativ.
Figur 38 cad bak
29
Handtag med grundplatta är tillverkad av två halvor med hjälp av formsprutning, därefter är handtags halvor tillsammans med fram och bak låsningen hoplimmade för att säljas som en hel komponent.
Komponenterna har en fallvinkel på 1° för att det ska vara möjligt att få ut detaljerna från verktyget vid extrudering och formsprutning.
Plast detaljerna är designade med fallvinklar för att det ska vara enkelt att få ut detaljen från verktygsprofilen.
Material
Alla komponenter förutom skär plattan är tillverkad av polykarbonat eftersom materialet är ett billigt alternativ samt har hög hållfasthet.
Skärplattan är tillverkad av stål. För att kunna vara vas nog till att skära tejpen.
30
6 Analys
Miljö, hållbarhet och tillverkning
Produkten är ett miljövänligt alternativ eftersom polykarbonat är återvinningsbart material. Polykarbonat har även hög hållfasthet och ett lågt pris.
Formsprutning och extrudering ger nästan färdiga detaljer under en process och innebär kort tillverknings process som är bra för miljön och ger lägre tillverkningskostnader.
Produkten har en enkel montering eftersom komponenterna kan tas isär från varandra på ett enkelt sätt utan extra verktyg. Enkel montering ger lägre monteringskostnad samt kan enkelt bytas ut om någon komponent går sönder.
Semiotik
Produkten kännetecknas som en tejphållare eftersom flera delkomponenter är liknande som i de klassiska tejphållarna och uppbyggnaden är liknande.
Ergonomi
Produkten har en ergonomisk design på grund av formen och vikten. Vikten är ca 270g enligt Solidworks beräkningar. Produktens vikt är lättare än konkurrenterna 3 och 6 som fanns tillgängliga som fysiska produkter under projektet konkurrenterna 3 vägde ca 325g och konkurrent 6 vägde ca 480g.
Formen på designen utsätter inte handleden för en stor böjning vid användningen som den klassiska tejphållaren gav enligt test 1. Formen på handtaget är anpassad för ett stabilt handgrepp som inte låter handtaget glidas från handen.
Den andra ergonomiska egenskapen är låg vikt då produkten är tillverkad i plast och utsätter inte handen för hög belastning.
Nackdelen är att tejprullen logiskt utsätter handen med högsta belastning framför handen men testet för skillnaden mellan den befintliga tejphållaren och den nya uppmärksammades inte som en stor skillnad.
31
7 Slutsatser och rekommendationer
Målet med detta examensarbete var att leverera en konstruktion av en ergonomisk tejphållare som passar inom lager och kontors arbete.
Plast materialet som valdes ger produkten en lägre vikt som är en fördel för ergonomin. Produkten valdes att tillverkas av plast med formsprutning och extrudering som ger en snabb tillverkad produkt men som kräver att detaljerna konstrueras med släpp vinklar.
För vidare fortsättning av designprocessen rekommenderas en prototyp modell att tillverkas av produkten. Prototyp tillverkningen samt ett test bör utföras innan produkten kommer ut på marknaden för att bekräfta produkten är praktiskt fungerande och inte endast teoretiskt. Noggranna tillverknings kostnader rekommenderas att granskas utterliggare på eftersom denna rapport stödjer ingen närmare forskning av möjliga material leverantörer eller
tillverkare. Om företaget som åtar sig produkten i marknaden inte har alla resurser att tillverka produkten rekommenderas samarbete med dessa underleverantörer som kan utföra
tillverkningen eller leverera material.
32
8 Referenser
Rapporter
Andersson, M., 2010. Seminarium-funktionsanalys. Mälardalens Högskola.
http://rolflovgren.se/RL-MDH/Kurser/KPP017/KPP017-SeminariePM%20ht%202010/Grupp%205_Funktionsanalys.pdf (Hämtat 2016-12-18) Forlin, J., 2012. Ergonomisk förpackningsdesign för god handhälsa. Lunds Tekniska Högskola.
http://lup.lub.lu.se/luur/download?func=downloadFile&recordOId=3054691&fileOId=30546 97 (Hämtat 2016-12-18)
Hägg, M. G., 2001. Handintensivs arbete.
http://www.ergomusic.se/Dokument/Handintensivt.pdf (Hämtad 2016-12-18). Johansson, Jessica. 2009. Ergonomi vid grepp. Mälardalens Högskola.
http://rolflovgren.se/RL-MDH/Kurser/KPP039/KPP039%20ht%202009/KursPM%20ht%202009/JJ%20-%20Ergono mi.pdf (Hämtat 2016-12-18).
Webb
Anon., 2016-12-25. Arbetsmiljöverket. [Online]
Avaible at: https://www.av.se/halsa-och-sakerhet/arbetsstallning-och-belastning---ergonomi/ Anon., 2016-12-25. Granta. [Online]
Avaible at: http://www.grantadesign.com/education/edupack/ Anon., 2016-12-25. Kravspecifikation. [Online]
Avaible at: http://www.kravspecifikation.se/ Anon., 2016-12-25. Kravspecifikation. [Online] Avaible at: http://www.kravspecifikation.se/skriva Anon., 2017-01-23. Sandvik. [Online]
Avaible at: http://sandvik.info/sv/karriar/student/sommarjobb/exempel-pa-vad-en-lagerarbetaretruckforare-gor/
Anon., 2016-12-25. Solid engineer. [Online]
Avaible at: https://solide.se/product/simulering/?gclid=CIrx7eTg_dACFYcocgodT0sKRA Anon., 2017-01-23. Terence show. [Online]
33
Anon., 2016-12-25. Thextrusion. [Online]
Avaible at: http://www.thextrusion.se/extrudering/extrudering.html Föreläsningar
Friedler, N., 2013. Produktutveckling 1 KPP015 Föreläsning 2. Friedler, N., 2013. Produktutveckling 1 KPP015 Föreläsning 3.
Litteratur
Eppinger, S. D. & Ulrich, K. T., 2012. Product design and development. New York: McGraw-Hill.
Johansson, J., 1990. Konstruktörens val av produktionsmetoder: nära färdig form. Sverige: Mekanförbud.
Österlin, K., 2007. Design i fokus för produktutveckling. Malmö: Liber AB.
Programvara CES Edupack 2016
Muntliga
Ragnar Tengstrand., 2016
Bilder
Anon., 2016-12-25. Alumeco. [Online]
Avaible at: http://www.alumeco.se/Kunskap-och-teknik/Nyttigt-vetande-och-tips/Matriser-och-ekonomi.aspx
Anon., 2016-09-12. Biltema. [Online]
Avaible at: http://www.biltema.se/sv/Kontor---Teknik/Kontor/Tejp-och-lim/Packtejphallare-2000017573/
Anon., 2016-09-12. Clasohlson. [Online]
Avaible at: http://www.clasohlson.com/se/Tejph%C3%A5llare/31-4428 Anon., 2016-10-05. Clasohlsin. [Online]
Avaible at: http://www.clasohlson.com/se/Tejph%C3%A5llare/Pr341099001
Forlin, J., 2012. Ergonomisk förpackningsdesign för god handhälsa. Lunds Tekniska Högskola.
34
http://lup.lub.lu.se/luur/download?func=downloadFile&recordOId=3054691&fileOId=30546 97 (Hämtat 2016-12-18)
Anon., 2016-12-25. Formsprutning. [Online]
Avaible at: http://www1.mtov.lth.se/vamp18/material/allman/formsprutning.htm Hägg, M. G., 2001. Handintensivs arbete.
http://www.ergomusic.se/Dokument/Handintensivt.pdf Avaible at: (Hämtad 2016-12-18). Anon., 2016-09-12. Kontorsnetto. [Online]
Avaible at: http://www.kontorsnetto.se/tejphallare/tejphallare-tesa-6400-50-mm-gummigrepp?gclid=COTM0ITZic8CFeL2cgodfDgE4Q
Anon., 2016-10-05. Malman. [Online]
Avaible at: http://www.malman.nu/webbshop/produkter/tejppistol-scotch-atg-700/ http://www.clasohlson.com/se/Tejph%C3%A5llare/36-850
Anon., 2016-09-12. Mattonshop. [Online] Avaible at:
http://www.mattonshop.dk/index/product/id/PACKH%25C3%2585LPI/PACKTEJPPISTOL_ FOR_50MM_TEJPER.html?prdc=PACKH%C3%85LPI
Anon., 2016-10-05. Nybloms. [Online]
Avaible at: http://www.nybloms.se/industriemballage/tejp/tejphallare/tejphallare-for-dh-tejp-upp-till-25mm-bredd-4125
Anon., 2016-10-05. Runiusdesign. [Online]
Avaible at: http://www.runiusdesign.se/portfolio/tejphallare/ Anon., 2016-10-05. Tingstad. [Online]
35
9 Bilagor
Bilaga 1 Gantt-schema
Bilaga 2 Mötesprotokoll
Bilaga 3 QFD
Bilaga 4 Phug’s matris
Bilaga 5 FMEA
Bilaga 6 CES Edupack
Bilaga 7 CAD
36
Bilaga 1
Gantt-schema
Projektplanering
Projektnamn Beteckningar Datum: 2016-09-02 Identitet:
Planerat: Projektplanering
Utfall: Revision: 2016-12-18 Upprättad:
Examensarbete Evelina Laakso
Aktiviteter 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 1 2 3 Registrering Planeringsraport gantt-schema Infolmationssökning Ergonomi Konkurrentter QFD Funktionsanalys Kravspecifikation Konceptgenerering Konceptutvärdering Konceptval FMEA semiotik Möten CAD/konstruktion Tillverkning Analys Rapport Powerpoint Opponering presentation
37
Bilaga 2
Mötesprotokoll
Handledning 2016-09-05
Examensarbetet startar med att få tillåtelse av Ragnar till att gå vidare med att designa den valda produkten (tejphållare). Under mötet presenteras den ifyllda planeringsrapporten samt ett gantt-schema.
Handledning 2016-10-04
Under handledningstillfället presenterades den påbörjade rapporten samt skisser på samtliga koncepten. Planering för nästa handledningstillfälle var att fördjupa sig närmare på koncept 10 som skiljde sig från den originella tejphållaren genom att tillverka en enkel modell.
Handledning 2016-10-18
Under handledningen presenterades modellen av koncept 10 utförd av cellplast (frigolit). Tills mötet var det även bestämt att gå vidare med konceptet då en påbörjad cad även
presenterades. Under mötet diskuterades tillverkningsteknik för formsprutning. Som planering för nästa möte skulle koncept 10 analyseras ytterligare i syfte till att undersöka om konceptets modell är lämplig för handen då all vikt samlas framme, Cellplasten hade för minimal vikt för att analyseras så en ny modell skulle listas ut.
Handledning 2016-11-03
Inför handledningen var en ny tejphållarprofil tillverkad av träd med en förtyngd massa längst framme som presenterades, samt även nya cad skisser. Inför kommande möte skulle
tillverkningsmetoden funderas ut. Handledning 2016-11-21
Tills mötet var det några stycken detalj funktioner som presenterades. Tillverkningsmetod var färdig bestämd tills mötet.
Handledning 2016-12-13
Handledningen blev ett kortvarigare möte med frågor om rapportstruktur. Under mötet presenterades bilder av den slutliga produkten samt detaljerade tillverkningsmetoden.
Handledning 2016-12-19
Inga närmare detaljer är bestämda att leverera för handläggningen, mötet kan utnyttjas för granskning av resultatet för projektet och frågor inför presentationen. Rapporten levererades för granskning och feedback innan den skulle skickas in.
38
Bilaga 3
QFD Id ea l f ör än dr in gsr ikt ni ng P ro du kt eg en ska pe r ( H ur ?) Fy ll i st yr ka n på sa m ba nd et m ed si ffr a. E xe m pe lvi s 1, 3 , 9 . K on ku rre nt jä m fö re lse M ar kn ad skr av (V ad ?) . F yll i kr av vi kt en e nl ig t ska la n 1-5 Vik tn in g k rav Eg en n y Eg en g am ma l ko nk urr en t 3 ko nk urr en t 6 E rg on om is k 5 5 3 1 1 4 4 2 1 P ris 3 3 5 5 4 4 4 5 5 V ik t 3 4 3 4 3 3 4 3 2 S m id ig 3 5 2 3 5 4 4 3 2 til lve rk ni ng 5 5 3 5 3 3 4 2 4 åt er vin ni ng sb ar 4 4 5 4 4 3 4 3 3 E ge n ny 4 4 3 5 1 E ge n ga m m al K on ku rre nt 3 4 4 3 5 3 K on ku rre nt 6 1 4 3 4 1 E ge ns ka ps vik t #### #### #### #### #### M ål vä rd e, e ge ns ka pe r Sk ärb la d Stö dh ju l Stö d Tejp ax el Tek nis k jä mfö re ls e Fy ll i h ur v äl e gn a oc h ko nk ur re nt er s pr od uk te r u pp fy lle r kr av en . S ka la 1 -5 Fy ll i h ur v äl e gn a oc h ko nk ur re nt er s pr od uk te r up pf yl le r pr od uk te ge ns ka pe rn a. S ka la 1-5 Ha nd ta g 0 1 2 3 4 5 6 1 2 3 4 5 6 7 8 Up pfy lle ls en iv å K ra vpu nk te r K on ku rr en tjä m fö re ls e m ar kn ad E ge n n y E ge n g am m al ko nk ur re nt 3 ko nk ur re nt 6 B la d 1! #R E F ! 0 2 4 6 1 3 5 Up pfy lle ls en iv å Ege ns ka pe r K on ku rr en tjä m fö re ls e te kn ik E ge n n y E ge n g am m al K on ku rr e nt 3 K on ku rr e nt 6 B la d 1! #R E F !39
Bilaga 4
Pugh’s matris P u gh 's m at ri s K o n ce p tv är d e ri n g P ro je kt: T e jp h ål la re Ev li n a La ak so 2016 K ri te ri e r K ra v vi kt (1 -1 0) K o n ce p t 1 2 3 4 5 6 7 8 9 10 11 12 13 1 A n ta l e ge n sk ap e r 5 1 1 1 1 1 1 1 1 1 1 1 1 2 2 U ts e e n d e 6 1 1 1 0 1 0 1 1 -1 2 2 1 2 3 Sta b il 8 2 2 2 2 2 2 2 2 -2 2 1 1 2 4 P ak e te ri n g 3 1 1 1 1 1 1 1 1 0 1 1 1 1 5 M o n te ri n g 8 1 0 1 0 1 1 1 1 1 1 1 1 1 6 H ål lf as t 8 1 2 1 1 1 1 1 1 0 1 1 1 1 7 K u n d p ri s 6 1 1 1 0 0 1 1 0 1 1 1 1 0 8 Er go n o mi sk 9 1 1 1 1 1 1 1 1 -1 2 1 1 1 9 vi kt 8 1 0 1 0 1 1 1 1 1 1 1 1 1 10 Ti ll ve rk n in g 7 -1 -1 -1 0 1 2 1 1 1 1 1 1 1 A n ta l + 11 10 11 7 11 12 13 11 6 12 11 12 13 A n ta l -1 1 1 2 1 0 0 0 4 0 0 0 0 Su mma 9 8 9 6 10 11 11 10 1 13 11 10 12 V ik ta d s u mma 64 63 64 50 72 79 78 72 21 85 76 70 8340
Bilaga 5
FMEA SY ST EM F M EA : No Fu nk tio n/ K om po ne nt Fe lsä tt Fe lo rs ak Fe le ffe kt Ri sk an al ys Re ko m m en de ra d åt gä rd An sv ar Vi dt ag en å tg ärd Ny ri sk an al ys Fre kv Al lv Up pt RP N Fre kv Al lv Up pt RP N ha nd ta g bry ts hå rt try ck gå r e j a tt te jp a 1 4 2 8 by ta s ut Ti llv erk are Kö pa n yt t 1 2 2 4 sk ärb la d slö lå ng tid s an vä nd ni ng te jp en k lip s ej a v 4 2 6 48 by ta s ut ku nd by ta u t 2 1 6 12 sk ärb la d an vä nd are s kä r s ig of örs ikt ig he t an vä nd are n bl öd er 6 3 2 36 fö rs ikt ig he t ku nd sk yd d 4 3 2 24 lå sn in ga r gå r a v m at eri al et h ål le r i nt e ko m m pn en te r f al le r a v 3 6 2 36 kö pa n yt t Ti llv erk are Bä ttre fä st e el le r m at eri al 2 4 2 1641
Bilaga 6
42
Bilaga 7
43
Bilaga 8
48
49
50