WhizTwin - Stickst ˚al till l ¨angdsvarv
WhizTwin - Parting off insert for Swiss type lathes
Examensarbete, 15 hp, Maskin- och materialteknik, VT 2020 Handledare: Martin Fisk
Sammanfattning
Arbetet ¨ar ett utvecklingsprojekt som inriktar sig p ˚a utveckling av ett nytt av-sticksk ¨ar till bearbetning av sm ˚adetaljer. Avav-sticksk ¨aret ska optimeras f ¨or anv ¨an-dning inom l ¨angdsvarvar vilket g ¨or att problem som bland annat ¨overh ¨ang och nedb ¨ojning s ¨atts i fokus. Arbetet ¨ar utf ¨ort p ˚a WhizCut AB i Helsingborg med syftet att minska material ˚atg ˚angen som uppst ˚ar vid avstick av diametrar som ¨ar mindre ¨an 13 mm. Det ska g ¨oras genom att utveckla och konstruera ett stickst ˚al som kan anv ¨andas under samma f ¨orh ˚allande som konventionella sy-stem men med en mindre sk ¨arbredd. Den mindre sk ¨arbredden g ¨or att materi-al ˚atg ˚angen minskas vilket ¨ar en f ¨ordel f ¨or massproduktion materi-alternativt produktio-ner med exklusiva material som bland annat titan och rostfritt st ˚al. Metoder som anv ¨ands ¨ar femstegsmetoden f ¨or produktutveckling d ¨ar brainstorming anv ¨ands for att f ˚a fram nya id ´eer och konkurrenternas l ¨osningar p ˚a liknande problem unders ¨oks. F ¨or att s ¨akerst ¨alla produktens styrka och ¨aven j ¨amf ¨ora med kon-ventionellt system anv ¨ands balkteori och FE-analys med hj ¨alp av Inventor Pro-fessional 2020. Resultatet ¨ar ett tv ˚ask ¨arigt sk ¨ar med b ˚ada sk ¨areggarna riktade mot arbetstycket, detta g ¨or att ¨overh ¨anget f ¨or processen kan minskas med mer ¨an 30% samtidigt som b ¨ojstyvheten f ¨or sk ¨aret ¨okar med mer ¨an 50%. Ett mins-kat ¨overh ¨ang och ¨okad b ¨ojstyvhet g ¨or att sk ¨aret kan anv ¨andas i tuffare milj ¨oer med h ¨ogre sk ¨arhastighet och matning f ¨or ¨okad produktivitet eller ers ¨atta kon-ventionella system med ett smalare sk ¨ar. Det smalare sk ¨aret minskar konsu-menternas material ˚atg ˚ang vilket leder till att b ˚ade konsument och milj ¨on vinner p ˚a detta koncept.
Abstract
This project focuses on developing a new system for parting of small parts. The tool must be optimized for usage in a swiss type lathe which concludes that problems including overhang and bending of the cutting edge has a major part in this project. This project is carried out at WhizCut AB with the purpose to reduce material waste during parting off operations at maximum diameter 13 mm. This will be done by developing a parting off tool that can be used under the same conditions as conventional tools but with a reduced cutting width. The reduced cutting width results in reduced material waste which is an advantage mass production and production in exclusive materials such as ti-tanium and stainless steels. Methods that are used during the project is a five step development process that includes brainstorming to generate new ideas and competitors solutions to similar problems is looked into. To ensure that the strength of the product and also compare with the conventional system cal-culations for beam theory and FEA-analyses is used in Inventor Professional 2020. The result is a two-cutting edge insert with both edges located against the workpiece, this makes it possible to reduce the overhang with more than 30% and a the same time increase the stiffness of the insert with more than 50%. Due to reduction in overhang the insert can be used in more demanding environments with increased cutting data or replace conventional system with a more narrow tool without changing the cutting parameters. The more nar-row tool reduces material waste which is profitable for both end user and the environment.
F ¨orord
Efter tre ˚ar av studier f ¨ardigst ¨aller jag nu min utbildning inom maskin- och ma-terialteknik p ˚a Malm ¨o Universitet. Detta examensarbete ¨ar utf ¨orts under 2019-2020 i samarbete med WhizCut AB i Helsingborg. Jag vill s ¨aga ett stort tack till samtliga anst ¨allda p ˚a WhizCut AB och ett extra stort tack till Chris Schmidt, VD p ˚a WhizCut AB, som under arbetets g ˚ang har visat sitt fulla st ¨od med b ˚ade materiella hj ¨alpmedel och expertkunskap. Jag vill ¨aven visa min tacksamhet till Erik Schmidt, grundare och produktutvecklare p ˚a WhizCut AB, som har delat med sig av sin arbetslivserfarenhet samt kunskap inom produktutveckling och tillverkning.
Sist men inte minst vill jag l ¨agga in ett st ¨ort ber ¨om till Malm ¨o Universitet som under dessa ˚aren har levererat en enast ˚aende utbildning och ett tack till min handledare Martin Fisk som har gett st ¨od till den akademiska delen av arbe-tet. Jag rekommenderar teknikintresserade att s ¨oka till Malm ¨o Universitet och utbilda sig inom Maskin- och Materialteknik. Kunskapen och engagemangen fr ˚an m ˚anga av lektorerna och professorerna har gjort utbildningstiden intres-sant och framf ¨or allt st ¨arkt mitt eget engagemang i min utbildning och i mitt arbetsliv fram ¨over.
Helsingborg, 2020-04-20 Zeb Allansson
Figurer
1 Exempel p ˚a vanliga avstickssk ¨ar idag. . . 2 2 Nummer 1 ¨ar verktygsf ¨astet som sitter fixerat i maskinen.
Num-mer 2 visar verktygsh ˚allarens position. ¨overh ¨anget A motsvarar avst ˚andet mellan inf ¨astningen och spetsen p ˚a verktyget. F mot-svarar den tangentiella sk ¨arkraften som verkar p ˚a spetsen under anv ¨andning. . . 3 3 Till v ¨anster syns att rakt avstick d ¨ar frontvinkeln ¨ar 0 grader. Till
h ¨oger syns ett vinklat avstick d ¨ar frontvinkeln ¨ar 15 grader. . . 4 4 H ˚allare till det konventionella systemet. Till v ¨anster h ˚allaren som
helhet och till h ¨oger en n ¨armre bild av sk ¨arfickan som sk ¨aret ligger i under anv ¨andning. . . 4 5 B ¨ojsp ¨anningarna som uppst ˚ar i en balk d ˚a ett moment verkar.
Balken uts ¨atts b ˚ade f ¨or drag- och trycksp ¨anningnar p ˚a respekti-ve sida om momentcentrum. [15] . . . 8 6 Exempel p ˚a hur uppdelningen av element och noder i en
kon-struktion kan se ut, de svarta strecken motsvarar elementen och noderna ¨ar punkterna som de sammans ¨atts, se r ¨od ring. Till h ¨oger ¨ar en grov uppdelning och i mitten ¨ar en finare uppdel-ning. Desto fler element desto fler ber ¨akningar, antalet element best ¨ams av noggrannheten p ˚a analysen. Fler element ger ¨aven ett s ¨akrare resultat. . . 10 7 Overh ¨anget som h ¨ar ¨ar 22 mm motsvarar det kortaste ¨overh ¨anget¨
som ¨ar m ¨ojligt att ha med denna verktygsh ˚allaren. Den r ¨oda rek-tangeln visar det undre anl ¨agget och det ¨ar detta som m ˚aste f ¨orst ¨arkas. . . 11 8 Brott p ˚a ett konventionellt WhizCut avsticksk ¨ar. Det kan tydligt
ses att brottet uppst ˚ar s ˚a l ˚angt ifr ˚an sk ¨arspetsen som m ¨ojligt, d ¨ar h ¨avarmen fr ˚an den axiella kraften p ˚a spetsen ¨ar som st ¨orst. . 12 9 Snitt vid maximal belastning p ˚a ett standard avstickssk ¨ar ger ett
areatr ¨oghetsmoment p ˚a 0,98 mm4p ˚a 1,5 mm sk ¨arbredd. . . . . 12
10 F ¨orsta konceptet f ¨or ett nytt avstick. Ett standardsk ¨ar som har optimerad sliprocess f ¨or att uppn ˚a mer stabilitet. De gr ¨ona linjer-na illustrerar bredden av ett standardsk ¨ar under sk ¨areggen(bl ˚a linjen) och de svarta illustrerar det nya konceptet. Det kan ses att l ¨angst ner p ˚a sk ¨aret(r ¨od ring) har bredden ¨okat. . . 14 11 Andra konceptet f ¨or ett nytt avstick. Modifierat sp ˚arsk ¨ar med ett
maximalt sk ¨ardjup p ˚a 3 mm. . . 15 12 Enkel skiss som illustrerar tankes ¨attet med koncept 3. Sk ¨aret
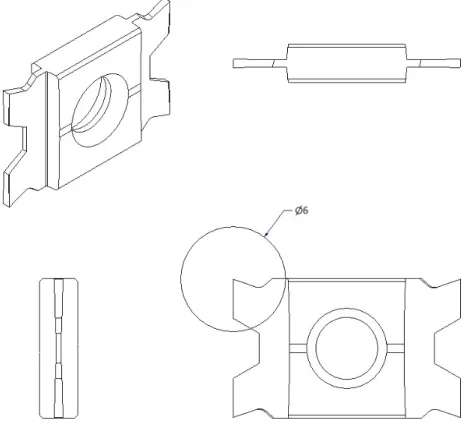
visas i svart och arbetsstyckets diameter visas enligt den bl ˚a cirkeln. . . 16 13 Skillnaden av placering av h ˚ardmetall mellan WhizTwin och
stan-dardsk ¨ar. Det bl ˚a omr ˚adet illustrerar extra h ˚ardmetall j ¨amf ¨ort med standardsk ¨ar. M ¨angden h ˚ardmetall ¨okar b ˚ade under sk ¨areggen och i axiell led. . . 17
14 Till v ¨anster syns ett nytt WhizTwin sk ¨ar sett uppifr ˚an f ¨or att illu-strera att mycket mer h ˚ardmetall finns kvar vid den kritiska punk-ten i j ¨amf ¨orelse med ett standardsk ¨ar. Standardsk ¨aret syns till h ¨oger d ¨ar det ¨ar tydligt att sk ¨aret ¨ar v ¨aldigt smalt vid den kritiska punkten vid maximalt stickdjup. . . 18 15 Totall ¨angden p ˚a det gamla blankset j ¨amf ¨ort med nya WhizTwin. . 19 16 Skillnaden p ˚a ¨overh ¨angen p ˚a det gamla sk ¨aret j ¨amf ¨ort med det
nya WhizTwin. . . 19 17 Teoretisk balk som motsvarar verktygen i ingrepp med balkl ¨angd
L och sk ¨arkraft P. . . 20 18 Till v ¨anster syns ett verktigt brott som uppst ˚ar vid h ¨og axiell
belastning p ˚a sk ¨aret. Till h ¨oger visas det teoretiska snittet vid brottytan, h ¨ar ¨ar belastningen p ˚a WhizTwin sk ¨aret st ¨orst. Are-atr ¨oghetsmomentet i snittytan ¨ar 1,8 mm4p ˚a 1,5 mm sk ¨arbredd.
Den r ¨oda pilen motsvarar snittets Z-axel och den gr ¨ona motsva-rar snittets X-axel. . . 22 19 Tre olika sk ¨ar med olika sk ¨arbredder och frontvinklar. . . 24 20 Komplett system med tv ˚a olika verktygsh ˚allare, en f ¨or h ¨oger-
re-spektive v ¨ansterbearbetning. Tre olika sk ¨arprofiler med 0, 6 och 15 graders profilvinkel. . . 25 A-1 Elementindelningen f ¨or FE-analys av koncept 3 med 1,5 mm
sk ¨arbredd. . . A1 A-2 Elementindelningen f ¨or FE-analys av ett vanligt 1,5 mm avstickssk ¨ar. A2 A-3 Analys av WhizCuts standard avstickssk ¨ar. Nedb ¨ojningen uppg ˚ar
maximal till 0,0042 mm d ˚a sk ¨arkraften ¨ar 60 N. . . A3 A-4 Analys av nedb ¨ojningen hos ett nytt WhizTwin sk ¨ar. Maximal
nedb ¨ojning sker vid spetsen d ¨ar nedb ¨ojningen uppg ˚ar till 0,0027 mm d ˚a sk ¨arkraften ¨ar 60 N. . . A3 A-5 Analys av nedb ¨ojningen hos ett nytt WhizTwin sk ¨ar med 1,0 mm
sk ¨arbredd. Maximal nedb ¨ojning sker vid spetsen d ¨ar nedb ¨ojningen uppg ˚ar till 0,0024 mm d ˚a sk ¨arkraften ¨ar 40 N. . . A4
Inneh ˚allsf ¨
orteckning
1 Introduktion 1 2 L ¨angdsvarvning 2 2.1 WhizCut AB . . . 4 3 Industriell produktutveckling 5 3.1 Femstegsmetoden . . . 5 3.2 CAD . . . 6 4 Balkteori 7 4.1 Nedb ¨ojning . . . 74.2 B ¨ojsp ¨anning och b ¨ojmotst ˚and . . . 7
5 Sk ¨arande bearbetning 8 6 Finita elementmetoden 9 7 Produktutveckling 10 7.1 Problemst ¨allning . . . 10 7.2 Konceptgenerering . . . 13 7.3 Konceptval . . . 17 8 Analys av konceptval 19 8.1 Finita elementanalys . . . 20 8.2 Analys av brottrisk . . . 22 8.3 Effekt . . . 23 8.4 Utvidgning av koncept . . . 24 9 Resultat 25 10 Diskussion 26 11 Slutsats 28
Bilaga
A Bilder till finita elementanalys A1
A.1 Elementindelning . . . A1 A.2 Nedb ¨ojning . . . A2
1
Introduktion
Svarvning ¨ar en produktionsmetod inom sk ¨arande bearbetning som har fun-nits i ¨over 200 ˚ar och forts ¨atter idag att vara en av de ledande processerna f ¨or att tillverka diverse produkter och f ¨orem ˚al [1]. Produkterna har fr ¨amst cirkul ¨art tv ¨arsnitt, exempelvis skruvar, r ¨or, pluggar osv. Ett sp ˚anavskilljande verktyg for-mar ett arbetstycke till ¨onskade geometrier genom rotation av arbetsstycket. Svarvning anv ¨andes i b ¨orjan f ¨or att bearbeta tr ¨a men utvecklades under 1700-och 1800-talet till att massproducera f ¨orem ˚al ¨aven i metall. Verktygen som anv ¨ands i metallbearbetning best ˚ar ofta av en utbytbar spets av h ˚ardmetall och en fixtur av metall. Svarvarna har idag integrerats med en dator vilket inneb ¨ar att maskinerna kan styras med hj ¨alp av s ˚a kallad CNC-styrning (Computerized Numerical Control) [2].
Bearbetningen kan ske i tv ˚a led, axiell och radiell led. Med detta menas att svarvningen kan ske antingen l ¨angs med arbetstyckets centrumaxel eller ortogonalt mot arbetstyckets centrumaxel. Sp ˚ar- och avsticksoperationer tillh ¨or den radiella bearbetningen som inneb ¨ar att antingen ett sp ˚ar g ¨ors p ˚a detaljen eller att detaljen separeras fr ˚an ¨amnet som bearbetas. Ett vanligt problem som finns vid radiell bearbetning ¨ar att vibrationer uppst ˚ar l ¨angs arbetstyckets cent-rumaxel vilket direkt p ˚averkar sk ¨arets livsl ¨angd och processens produktivitet. Stabiliteten p ˚averkas av sk ¨arets geometri och ¨aven verktygsh ˚allarens utform-ning.
Idag anv ¨ands ofta samma avsticksk ¨ar till olika diametrar beroende p ˚a ma-skinens maximala bearbetningsdiameter, exempelvis om maskinen kan arbe-ta med en st ˚angdiameterp ˚a 20 mm s ˚a anv ¨ands ett avstick f ¨or den diametern ¨aven om materialet skulle ¨andras till 10 mm. Resultatet av det g ¨or att avstick av sm ˚a diametrar ¨ar bredden p ˚a avstickssk ¨aret on ¨odigt stort d ˚a bredden och sk ¨ardjupet ofta g ˚ar hand i hand; ett djupare avstick kr ¨aver ofta ett bredare sk ¨ar. Detta ger upphov till att en st ¨orre m ¨angd material m ˚aste kasseras och ˚atervinnas och i m ˚anga fall kan detta leda till att mindre antal detaljer kan produceras p ˚a samma st ˚angmaterial. De vanligaste sk ¨aren idag ¨ar en- och tv ˚ask ¨ariga avstickssk ¨ar, se figur 1.
Syftet med detta arbetet ¨ar att minska material ˚atg ˚angen vid avstick av di-ametrar som ¨ar mindre ¨an 13 mm. Detta ska uppn ˚as genom att utveckla och konstruera ett stickst ˚al som kan sticka av samma diameter som konventionella system men minska sk ¨arbredden. Systemet ska ¨aven inneh ˚alla verktygsh ˚allare samt ¨ovriga komponenter som skruvar, pluggar etc. Slutligen ska analysering g ¨oras f ¨or att j ¨amf ¨ora den nya systemet mot nuvarande sortiment. Analysen ska anv ¨andas f ¨or att s ¨akerst ¨alla att det nya systemet har h ¨ogre prestanda och ¨ar ett b ¨attre system.
Arbetet har f ¨oljande avgr ¨ansningar:
• Ekonomi: Systemet ska vara premiumprodukter och det ¨ar av st ¨orre vikt att produkterna har h ¨og prestanda ¨an l ˚agt pris, d ¨arf ¨or anses ekonomi inte vara relevant f ¨or detta projekt. Det finns ingen budget att f ¨olja under arbetets g ˚ang.
Figur 1: Exempel p ˚a vanliga avstickssk ¨ar idag.
• Anv ¨andning av stickst ˚al kr ¨aver generellt att verktygstillverkarna tillhan-dah ˚aller anv ¨andarna med tillh ¨orande sk ¨ardata till verktygen f ¨or att uppn ˚a optimalt resultat. Detta ¨ar ett senare steg i processen och kr ¨aver myc-ket tester och kommunikation med kunder vilmyc-ket det inte finns tid till un-der projektets g ˚ang, d ¨arf ¨or kommer ingen fokus att l ¨aggas p ˚a verktygens sk ¨ardata.
2
L ¨angdsvarvning
Under senare delen av 1800-talet utvecklades en ny form av svarv som kom att ben ¨amnas l ¨angdsvarv. Denna typen av svarv framtogs till urindustrin i Schweiz med konceptet att bearbetningen alltid sker s ˚a n ¨ara styrbusningen som m ¨ojligt och att arbetsstycket ¨ar r ¨orligt l ¨angs sin centrumaxel [3]. Eftersom materialet r ¨or sig in och ut fr ˚an styrbusningen kan verktyget vara stillast ˚aende. Detta g ¨or att nedb ¨ojningen som uppst ˚ar p ˚a arbetstycket under bearbetning blir minimal vilket leder till ¨okad precision p ˚a f ¨ardiga produkter. Tack vare detta konceptet kan produkter med sn ¨ava toleranser produceras i stora antal och dessutom spara verktyg genom att processen ¨ar stabilare.
I l ¨angdsvarvindustrin ¨ar det vanligt att arbetstycket inte ¨overskrider 10 mm i diameter. STAR har bland annat deras l ¨angdsvarv SR-10J Type C [4] och TORNOS har SwissNano 4 och 7 [5]. Ett material med liten diameter ¨ar k ¨ansligt
f ¨or tryck och andra p ˚afrestningar som uppst ˚ar under bearbetning, d ¨arf ¨or ¨ar det att f ¨oredra att utf ¨ora denna typ av produktion i en l ¨angdsvarv. Typiska industrier som anv ¨ander sig av l ¨angdsvarvar ¨ar bland annat medicin- och dataindustrin [6] samt flygindustrin [7].
Maskintillverkarna utvecklar st ¨andigt sina maskiner till att minimera fotav-trycket f ¨or varje maskin, desto mindre maskiner desto fler kan anv ¨andas p ˚a mindre yta. Detta medf ¨or problem f ¨or verktygstillverkarna, mindre maskiner in-neb ¨ar mindre plats i maskinen f ¨or verktygen. D ˚a verktyg, kylslangar, kylblock osv f ˚ar mindre plats m ˚aste dessa vara v ¨al genomt ¨ankta, smidiga och enkla att anv ¨anda. De minsta maskinerna ¨ar ¨aven mest k ¨ansliga f ¨or vibrationer, b ¨ojning och det ¨ar ¨aven sv ˚art att uppn ˚a en stabil process i dessa maskinerna. En fak-tor som p ˚averkar n ¨amnda problem ¨ar en term som inom svarvindustrin kallas f ¨or ¨overh ¨ang. ¨Overh ¨anget ¨ar det avst ˚and mellan verktygets sk ¨arande spets till inf ¨astningen i maskinen, ben ¨ams med A i figur 2. L ¨angre ¨overh ¨ang ger ¨okad nedb ¨ojning av sk ¨arspetsen vilket direkt leder till vibrationer, d ˚alig ytj ¨amnhet samt f ¨ors ¨amrad livsl ¨angd hos sk ¨aret.
Figur 2: Nummer 1 ¨ar verktygsf ¨astet som sitter fixerat i maskinen. Num-mer 2 visar verktygsh ˚allarens position. ¨overh ¨anget A motsvarar avst ˚andet mellan inf ¨astningen och spetsen p ˚a verktyget. F motsvarar den tangentiella sk ¨arkraften som verkar p ˚a spetsen under anv ¨andning.
2.1
WhizCut AB
WhizCut AB ¨ar ett f ¨oretag som specialiserar sig p ˚a att tillverka sk ¨arande verk-tyg till l ¨angdsvarvindustrin. Deras produkter best ˚ar av sk ¨arst ˚al, inv ¨andiga och utv ¨andiga, g ¨angfr ¨asar samt borr d ¨ar alla typerna ¨ar tillverkade av slitstark h ˚ard-metall. F ¨or att uppn ˚a h ¨ogre kvalitet p ˚a sina verktyg ¨an sintrade h ˚ardmetallssk ¨ar slipar WhizCut alla sina sk ¨ar. Detta g ¨ors genom att ett blanks produceras, blankset ¨ar ett ¨amne med givna dimensioner. P ˚a blankset slipas profiler och geometrier in f ¨or att sedan kallas ett precisionslipat sk ¨ar.
WhizCut s ¨aljer endast slipade sk ¨ar vilket g ¨or att deras produkter blir dyrare ¨an vanligt sintrade sk ¨ar. F ¨or att vara starka p ˚a marknaden kompenserar de med h ¨og kvalitet p ˚a sina produkter.
Idag best ˚ar WhizCut:s sortiment av avstickssk ¨ar d ¨ar maximalt 12,7 mm (1/2 tum) st ˚ang kan stickas av. F ¨or att g ¨ora detta m ˚aste sk ¨aret ha en bredd p ˚a minst 1,5 mm. Sk ¨aren har tv ˚a sk ¨areggar och finns i flera olika utformningar d ¨ar bland annat avsticksvinkeln ¨ar olika, se figur 3. Verktygsh ˚allarna till stickst ˚alen ¨ar tillverkade med kvadratiskt tv ¨arsnitt och i sortimentet finns storlekar fr ˚an 10 mm sidor upp till 25 mm sidor, se figur 4.
Figur 3: Till v ¨anster syns att rakt avstick d ¨ar frontvinkeln ¨ar 0 grader. Till h ¨oger syns ett vinklat avstick d ¨ar frontvinkeln ¨ar 15 grader.
Figur 4: H ˚allare till det konventionella systemet. Till v ¨anster h ˚allaren som hel-het och till h ¨oger en n ¨armre bild av sk ¨arfickan som sk ¨aret ligger i under anv ¨andning.
3
Industriell produktutveckling
I detta kapitel beskrivs en metod f ¨or industriell produktutveckling som kallas f ¨or femstegsmetoden. Metoden innefattar problemformulering, informationss ¨okni-ng, konceptgenereri¨okni-ng, konceptval och analysering av konceptvalet d ¨ar samt-liga steg beskrivs grundligt. Till industriell produktutveckling tillh ¨or ¨aven CAD-modellering d ¨ar Inventor Profesional kommer anv ¨andas.
3.1
Femstegsmetoden
Konceptgenerering kan utf ¨oras p ˚a m ˚anga s ¨att och en femstegsprocess ¨ar van-lig samt enkel att f ¨olja. De fem stegen g ¨or att utvecklingsprocessen f ˚ar en tydvan-lig struktur och s ¨akerst ¨aller att processen blir optimal.
Steg ett best ˚ar av att problemet ska defineras, detta kan anses som
grun-den f ¨or hela genereringen och allt ska utg ˚a ifr ˚an det [9]. Vad ¨ar problemet som vi vill l ¨osa eller vilket kundbehov ska uppfyllas? Stora projekt har ofta indelade problem till mindre delproblem som ¨ar enklare att l ¨osa, s ˚a kallad problemned-brytning. Denna nedbrytningen g ¨ors genom att de parametrar som p ˚averkas huvudproblemet s ¨atts upp som mindre delproblem. Vid extremt enkla funktio-ner och problem ¨ar nedbrytningen ofta ¨overfl ¨odig och inte n ¨odv ¨andig men f ¨or mer invecklade problem kan det vara ett bra s ¨att att f ¨orenkla processen efter problemformuleringen. Ett exempel p ˚a ett problem ¨ar Ladda mobilen, detta kan sedan delas upp i exempelvis tv ˚a delproblem som ¨ar Energik ¨alla och Ener-gi ¨overf ¨oring.
Steg tv ˚a i genereringen best ˚ar av extern informations ¨okning d ¨ar andra
l ¨osningar till samma eller liknande problem samlas och analyseras [9]. Det g ¨ors genom att utf ¨ora benchmarking d ¨ar befintliga produkter hos exempel-vis konkurrenter unders ¨oks. Ofta ¨ar konkurrenterna k ¨anda av arbetslaget och d ¨arav relativt enkelt att hitta information om deras produkter. Informationen kan ¨aven komma ifr ˚an patentbyr ˚aer d ¨ar skisser och ritningar beskriver detal-jerat hur produkten fungerar. Andra s ¨att att s ¨oka information ¨ar att intervjua spetsanv ¨andare, konsultera experter eller s ¨oka publicerad litteratur. Oavsett hur informationen samlas ¨ar det viktigt att f ˚a fram vad andra har gjort och hur de har l ¨ost problemet eller delproblemen. Information om delproblem fr ˚an olika k ¨allor kan vara ett bra s ¨att att f ˚a ihop en komplett l ¨osning till ett unikt problem. Det finns n ¨astan alltid n ˚agon som har l ¨ost samma eller ett liknande problem och d ¨arf ¨or ¨ar detta ett viktigt steg i utvecklingen.
Steg tre ¨ar den interna informations ¨okningen eller konceptgenerering, d ¨ar
f ¨oretagets eller arbetslagets egna id ´eer och koncept tas fram. Vad ska vi g ¨ora och vad ¨ar unikt f ¨or oss? I detta steget ¨ar det viktigt att generera s ˚a m ˚anga id ´eer och l ¨osningar till problemet som m ¨ojligt f ¨or att sedan analysera och unders ¨oka varje l ¨osning f ¨or sig. Fler l ¨osningar eller id ´eer leder ofta till diskussioner och andra s ¨att att utveckla framtagna id ´eer.
Brainstorming ¨ar en metod f ¨or att skapa/generera id ´eer kring ett givet tema beroende p ˚a situation [10]. Metoden utf ¨ors av ett arbetslag av flera personer vil-ket ¨ar viktigt f ¨or att f ˚a olika insyn kring temat som unders ¨oks. Brainstormingen b ¨orjar genom att problemet/temat som ska arbetas kring defineras och skrivs upp p ˚a exempelvis en whiteboard s ˚a alla i arbetslaget tydligt kan se det. Alla medarbetare skriver ner sina id ´eer p ˚a enskilda lappar d ¨ar id ´een beskrivs
kort-fattat och enkelt, ofta anv ¨ands post-it lappar f ¨or att enkelt placera runt dem i efterhand. Hela arbetslaget jobbar med detta i ungef ¨ar 15-20 minuter och ef-ter ˚at f ¨asts alla lappar vid temat som i detta exemplet ¨ar p ˚a en whiteboard-tavla. Det kommer garanterat att finnas id ´eer som ¨ar v ¨aldigt lika eller baseras p ˚a sam-ma princip d ¨arf ¨or samlas liknande id ´eer i olika grupper eller kategorier, exakt likadana id ´eer tas bort. Efter grupperingen g ¨ors processen om en g ˚ang till d ˚a deltagarna ofta f ˚ar nya tankar n ¨ar samtliga id ´eer ¨ar synliga, nya id ´eer placeras p ˚a tavlan. Alla id ´eer som sitter p ˚a tavlan diskuteras av samtliga delatagare och tillsammans enas arbetslaget om id ´een ¨ar bra eller om den borde avl ¨agsnas.
Sex t ¨ankande hattar ¨ar en annan id ´egenereringsmetod d ¨ar arbetslaget f ˚ar se p ˚a ett problem p ˚a sex olika s ¨att. De olika s ¨atten illustreras av de sex ”hat-tarnasom har olika f ¨arg d ¨ar hattens f ¨arg mlotsvarar ett visst s ¨att att t ¨anka eller angripa ett problem [8]. Hatternas f ¨arger ¨ar vit, svart, bl ˚a, gr ¨on, r ¨od och gul.
Steg fyra innefattar att resultatet ifr ˚an den interna och den externa
informa-tions ¨okningen ska unders ¨okas [9]. Vilka kombinationer av l ¨osningar till delpro-blemen ¨ar b ¨ast? I m ˚anga fall finns det v ¨aldigt m ˚anga kombinationer som kan st ¨allas upp om det finns m ˚anga l ¨osningar till delproblemen. F ¨or att f ¨orenkla och organisera hanteringen av koncepten anv ¨ands konceptklassifikationstr ¨ad och konceptkombinationstabeller. Konceptklassifikationstr ¨adet anv ¨ands f ¨or att gall-ra bort de l ¨osningar p ˚a delproblemen som antingen inte ¨ar relevanta eller bagall-ra ¨ar sv ˚ara att uppn ˚a, kan vara bland annat tekniska eller ekonomiska sv ˚arigheter med l ¨osningen. Detta g ¨or att de mer lovande och g ¨orbara l ¨osningarna finns kvar och det ¨ar h ¨ar som teamet l ¨agger mer fokus och resurser. Utifr ˚an de l ¨osnignar som ¨ar kvar s ¨atts en konceptkombinationstabell upp, denna tabellen anv ¨ands som ett verktyg f ¨or att unders ¨oka de kvarst ˚aende l ¨osningskombinatio-nerna. Det g ¨ors ofta flera olika tabeller och tr ¨ad i samma projekt f ¨or att ¨oka kreativiten hos teamet.
Steg fem ¨ar det sista steget i processen och det ¨ar en reflektion ¨over b ˚ade
l ¨osningarna och processen som helhet [9]. Detta g ¨ors f ¨or att s ¨akerst ¨alla att resultatet ¨ar det optimala. Vanliga saker att t ¨anka p ˚a i detta steget ¨ar:
• Har alla m ¨ojliga l ¨osningar tagit upp eller finns det n ˚agon del som teamet har missat?
• Kunde problemst ¨allningen och problemnedbrytningen g ¨oras annorlunda? Vilka konsekvenser kunde det f ˚att?
• Har de externa k ¨allorna f ¨oljt upp?
Reflektionen ¨ar viktig till kommande projekt och ¨ar alltid bra att ta till vara p ˚a. P ˚a detta s ¨att kan m ¨ojligheter f ¨or f ¨orb ¨attringar finnas till framtiden.
3.2
CAD
Computer Aided Design(CAD) ¨ar ett samlingsbegrepp f ¨or konstruktion och rit-ning d ¨ar datorst ¨od anv ¨ands [11]. Programmen har m ¨ojlighet att utf ¨ora kontruk-tionsarbete i tv ˚a eller tre dimensioner d ¨ar tv ˚adimensionellt arbete best ˚ar fr ¨amst av ritningsframtagning d ¨ar grundelement som bland annat r ¨ata linjer och cir-kelb ˚agar anv ¨ands f ¨or att rita upp vyer av t ¨ankt produkt. I den tredimensionella delen av programmen byggs en virtuell modell upp med hj ¨alp av kurvor, ytor el-ler solida kroppar. Modelel-lerna anv ¨ands f ¨or att tillverka ritningsuderlag d ¨ar olika vyer anv ¨ands f ¨or att ange dimensioner.
Inventor Professional 2020 ¨ar ett CAD-program som inriktar sig p ˚a mekaniska produkter och framf ¨or allt prototyp framtagning [12]. Programmet tillhandah ˚aller verktyg f ¨or att bygga upp virtuella modeller av produkter. Dessa modeller kan sedan analyseras och simuleras f ¨or att g ¨ora den optimala produkten redan innan den har lanserats eller tillverkats. Syftet ¨ar att g ¨ora b ¨attre produkter, mi-nimera utvecklingskostnad och ¨aven minska behovet av att tillverka verkliga prototyper. Allt detta bidrar till en ¨overlag snabbare utvecklingsprocess vilket b ˚ade tillverkare och anv ¨andare gynnas av.
4
Balkteori
I detta kapitel beskrivs balkteori samt hur balken beter sig under belastning. Ber ¨akningarna innefattar nedb ¨ojning, b ¨ojsp ¨anning och b ¨ojmotst ˚and. Balkteorin kommer att anv ¨andas f ¨or att ber ¨akna nedb ¨ojningarna som uppst ˚ar under en avsticksoperation och ¨aven f ¨or att analysera styrkan i ett h ˚ardmetallsk ¨ar genom ber ¨akningar f ¨or b ¨ojmotst ˚and och b ¨ojsp ¨anningar.
4.1
Nedb ¨
ojning
En balk ¨ar en l ˚ang kropp som har ett godtyckligt tv ¨arsnitt. L ¨angden p ˚a kroppen m ˚aste vara v ¨asentligt st ¨orre ¨an tv ¨arsnittets dimensioner f ¨or att balkteori ska g ¨alla [13]. I detta arbete kommer enkel balkteori att anv ¨andas d ¨ar raka balkar med kontinuerligt tv ¨arsnitt anv ¨ands. Definitionen f ¨or balken ¨ar att den belas-tas i tv ¨arsriktningen, l ¨angsriktningen och/eller runt ett rotationscentrum som utg ¨or ett moment. Belastningen som verkar p ˚a balken beskrivs av tre ekvatio-ner varav tv ˚a ¨ar kraftekvatioekvatio-ner i balkens tv ¨arled respektive axiell led och den tredje ¨ar en momentekvation i balkens tv ¨arled. Tillsammans utg ¨or dessa tre ek-vationer den totala belastningen p ˚a balken och ur dessa kan inre belastningar best ¨ammas och analyseras [14].
Inom balkber ¨akning finns olika s ˚a kallade elementarfall som illustrerar van-ligt f ¨orekommande fall. Elementarfallet som kommer att anv ¨andas i detta arbete ger nedb ¨ojningen enligt [14]
δ = P × l
3
3 × E × I =
4 × P × l3
E × b × h3 (1)
d ¨ar P ¨ar kraften som verkar p ˚a balken, l ¨ar balken totala l ¨angd, E ¨ar bal-kens elasticitetsmodul, I ¨ar balbal-kens areatr ¨oghetsmoment, b och h motsvarar det kvadratiska tv ¨arsnittets bredd respektive h ¨ojd. Detta elementarfall motsva-rar en balk d ¨ar ena ¨anden av balken ¨ar fixerad och den andra ¨ar fri att r ¨ora sig i alla led. Fr ˚an ekvation (1) kan det utl ¨asas att nedb ¨ojningen p ˚averkas mest av l ¨angden p ˚a balken tillsammans med h ¨ojden p ˚a tv ¨arsnittet. Detta g ¨aller endast f ¨or solida kvadratiska balkar, andra tv ¨arsnitt har andra b ¨ojmotst ˚and vilket g ¨or att storhet I kommer att ¨andras.
4.2
B ¨
ojsp ¨anning och b ¨
ojmotst ˚and
Vid b ¨ojande belastning uppst ˚ar det en normalsp ¨anning i materialet som ¨ar be-roende av tv ¨arsnittet samt vilket moment som belastar ¨amnet. Normalsp
¨annin-gen kan ber ¨aknas enligt
σ =M
I × z (2)
d ¨ar M ¨ar p ˚alagda momentet, z ¨ar l ¨angsta avst ˚andet ifr ˚an tv ¨arsnittets ytcentrum och I ¨ar areatr ¨oghetsmomentet, se Figur 5. [14]
Figur 5: B ¨ojsp ¨anningarna som uppst ˚ar i en balk d ˚a ett moment verkar. Balken uts ¨atts b ˚ade f ¨or drag- och trycksp ¨anningnar p ˚a respektive sida om moment-centrum. [15]
B ¨ojmotst ˚and f ¨or ett godtyckligt tv ¨arsnitt defineras enligt Wb=
I | z |m ax
(3) D ¨ar areatr ¨oghetsmomentet divideras med maximala avst ˚andet ifr ˚an centrum i z-led. Om avst ˚andet fr ˚an areacentrum ¨okas leder detta till att b ¨ojmotst ˚andet f ¨or tv ¨arsnittet minskas och b ¨ojsp ¨anningen ¨okar linj ¨art. [13]
5
Sk ¨arande bearbetning
Sk ¨arande bearbetning innefattar processerna svarvning, fr ¨asning, hyvling, borr-ning, brotchning och slipning [16]. Nedan beskrivs typiska formler som anv ¨ands fr ¨amst vid sk ¨arande bearbetning och framf ¨or allt inom svarvning.
Sk ¨arhastighet ¨ar en term som inneb ¨ar vilken hastighet som det bearbetade materialet r ¨or sig relativt verktyget. Eftersom materialet roterar kring en fast punkt ber ¨aknas hastigheten med hj ¨alp av omkretsen p ˚a arbetstycket enligt [17]
vc = Dm× π × n (4)
D ¨ar Dm st ˚ar f ¨or materialets diameter vid sk ¨arspetsen och n ¨ar varvtalet som
materialet roterar med.
Vid svarvning uppst ˚ar krafter p ˚a sk ¨areggen, dessa krafter ¨ar beroende av vilket sk ¨ardata som verktyget uts ¨atts f ¨or samt vilket material som bearbetas. Den tangentiella kraften som verkar p ˚a sk ¨areggen ber ¨aknas enligt [18]
Fc= kc1× ap× fn (5)
D ¨ar kc1 ¨ar den specifika sk ¨arkraften vilket inneb ¨or den kraft som beh ¨ovs f ¨or
att avverka 1 mm2 av ett givet material, a
p ¨ar sk ¨ardjupet eller sk ¨arbredden
varv. Sk ¨arkraften Fc p ˚averkas inte av den relativa hastigheten mellan sk ¨aret
och arbetstycket [19].
Ett svarvsk ¨ar slits under anv ¨andning, denna utslitning kan ledas till den ti-den som sk ¨aret ¨ar i ingrepp med detaljen. Ingreppstiti-den ber ¨aknas enligt [20]
Tc=
lm
fn× n
(6) d ¨ar lm ¨ar den totala l ¨angden eller djupet som bearbetas.
Precis som verktygen har en begr ¨ansning har ¨aven maskinerna de anv ¨ands i ocks ˚a en breg ¨ansing. Detta ben ¨amns som nettoeffekt och denna utr ¨akningen visar hur mycket effekt som maskinen m ˚aste ha f ¨or att klara av en specifik operation. Nettoeffekten ber ¨aknas enligt [21]
Pc= vc× ap× fn× kc (7)
6
Finita elementmetoden
Finita elementmetoden (FE) ¨ar en numerisk metod som kan anv ¨andas f ¨or att analysera konstruktioners inre sp ¨anningar och deformationer. Konstruktionen som analyseras delas upp i segment som kallas f ¨or element, se figur 6, d ¨ar ele-mentens styvheter ¨ar k ¨anda. Samtliga element i konstruktionen sammans ¨atts med noder och deras styvheter summeras, p ˚a s ˚a s ¨att kan hela konstruktio-nens styvhet ber ¨aknas. Det kan ¨aven s ¨attas randvillkor p ˚a konstruktionen vil-ket inneb ¨ar att exempelvis vissa noder ¨ar fast fixerade och inte kan r ¨oras, glatt ledade vilket till ˚ater rotation, de kan ¨aven vara fixerade i en viss riktning. D ˚a konstruktionens styvhet ¨ar k ¨and kan deformationer och sp ¨anningar i konstruk-tionen ber ¨aknas om ¨aven lasterna som verkar p ˚a konstrukkonstruk-tionen ¨ar k ¨anda. Resultatet som f ˚as ¨ar nodernas deformationer och sp ¨anningarna i elementen. [22]
Deformationerna som uppst ˚ar i varje element m ˚aste avbildas i det verk-liga rummet och beroende p ˚a vilket typ av element ser ber ¨akningen olika ut men gemensamt f ¨or samtliga ¨ar att det g ¨ors genom interpolation. Interpola-tion inneb ¨ar att elementets riktning/koordinater r ¨aknas om till konstrukInterpola-tionens koordinatsystem genom linj ¨ar avbildning. Exempelvis har ett st ˚angelement en riktning l ¨angs sin centrumsaxel och d ˚a elementet ej beh ¨over vara parallellt med n ˚agon av konstruktionens koordinataxlar m ˚aste en avbildning g ¨oras f ¨or att se hur noderna har deformerats, d.v.s r ¨orelse l ¨angs en axel omskrivs till r ¨orelse i tv ˚a eller tre axlar beroende p ˚a konstruktionens utformning [23].
Finita Element Metoden ¨ar idag en popul ¨ar och kraftfull metod som anv ¨ands inom bland annat h ˚allfasthetsl ¨ara, v ¨armefl ¨ode, str ¨omning och elektromagne-tism. Anledningen till att metoden kan anv ¨andas inom m ˚anga olika omr ˚aden ¨ar att metoden fungerar som ett ingenj ¨orsredskap p ˚a alla omr ˚aden d ¨ar f ¨altekvatio-ner m ˚aste l ¨osas. [25]
Figur 6: Exempel p ˚a hur uppdelningen av element och noder i en konstruktion kan se ut, de svarta strecken motsvarar elementen och noderna ¨ar punkterna som de sammans ¨atts, se r ¨od ring. Till h ¨oger ¨ar en grov uppdelning och i mit-ten ¨ar en finare uppdelning. Desto fler element desto fler ber ¨akningar, antalet element best ¨ams av noggrannheten p ˚a analysen. Fler element ger ¨aven ett s ¨akrare resultat.
7
Produktutveckling
WhizCut ¨ar en premiumprodukt som anv ¨ands f ¨or att tillverka produkter inom branscher d ¨ar kostnaden f ¨or materialet som bearbetas ¨ar h ¨og, som tidigare n ¨amnt bland annat medicin, bil och flygindustrin. Dessa industrier arbetar ofta med material som rostfritt st ˚al, titan och ¨aven platinum i vissa fall och det ¨ar av kundernas intresse att spara material f ¨or att spara pengar, plus att en minskad material ˚atg ˚ang ¨aven minskar belastningen p ˚a milj ¨on.
7.1
Problemst ¨allning
Huvudproblemet s ¨atts till att bredden p ˚a de konventionella h ˚ardmetallssk ¨aren ¨ar f ¨or stor. F ¨or att minska bredden m ˚aste parametrar defineras och sedan sor-tera ut vilka parametrar som m ˚aste arbetas vidare med f ¨or att uppn ˚a optimalt resultat. Eftersom det nya systemtet ska ha motsvarande prestanda som kon-ventionellt system s ˚a blir parametrarna som arbetet fokuserar kring baserade p ˚a vad som p ˚averkar sk ¨arets stabilitet. Stabiliteten i avsticksoperationerna kan kopplas till b ¨ojningen av sk ¨arspetsen d ˚a mindre b ¨ojning av spetsen leder till minskade vibrationer vilket i sin tur leder till ¨okad livsl ¨angd p ˚a sk ¨aret. B ¨ojningen p ˚averkas av:
• ¨Overh ¨angets storlek • B ¨ojmotst ˚andet • Sk ¨arkraften
Minskat ¨overh ¨ang, ¨okat b ¨ojmotst ˚and och minskad sk ¨arkraft leder till minskad b ¨ojning av sk ¨arspetsen och ¨ar alla tre m ¨atbara vilket g ¨or att systemen kan j ¨amf ¨oras under projektets g ˚ang. F ¨or vidare definition av vad som ska g ¨oras m ˚aste ytterligare nedbrytning g ¨oras. ¨Overh ¨anget vid bearbetning av diametrar som ¨ar mindre ¨an 13 mm ¨ar beroende av verktygsh ˚allarens utformning, se figur 7. ¨Overh ¨angets l ¨angd p ˚averkas av sk ¨arets geometri. I detta fall ¨ar det ett
tv ˚ask ¨arigt sk ¨ar och f ¨or att hela sk ¨aret ska ha st ¨od under anv ¨andning m ˚aste den 22 mm l ˚anga f ¨orst ¨arkningen g ¨oras p ˚a verktygsh ˚allaren. Denna f ¨orst ¨arkningen motsvarar den minimala ¨overh ¨anget som kan uppn ˚as under anv ¨andning, detta vill minskas f ¨or att uppn ˚a en minskad nedb ¨ojning av verktygsh ˚allaren som ¨ar direkt kopplat till nedb ¨ojningen av sk ¨arspetsen. D ˚a f ¨orst ¨arkningen m ˚aste vara lika l ˚ang som sk ¨aret ¨ar kan ¨overh ¨anget p ˚averkas av sk ¨arets totall ¨angd. Ett kortare sk ¨ar leder direkt till ett m ¨ojligt kortare ¨overh ¨ang och mindre nedb ¨ojning.
Figur 7: ¨Overh ¨anget som h ¨ar ¨ar 22 mm motsvarar det kortaste ¨overh ¨anget som ¨ar m ¨ojligt att ha med denna verktygsh ˚allaren. Den r ¨oda rektangeln visar det undre anl ¨agget och det ¨ar detta som m ˚aste f ¨orst ¨arkas.
B ¨ojningen kan ¨aven ske i axiell led l ¨angs med arbetstycket. Denna b ¨ojning ¨ar kritisk d ˚a den leder till brott under bearbetning, se figur 8. Brott f ¨orekommer d ˚a operationen ¨ar instabil eller operat ¨oren anv ¨ander f ¨or h ¨oga maskinparametrar s ˚a som sk ¨arhastighet och matning. Brottet g ¨or att sk ¨aret inte kan anv ¨andas och leder ¨aven ofta till att detaljen som bearbetas f ˚ar kasseras. B ¨ojmotst ˚andet kan fr ˚an ekvation (3) kopplas till tv ¨arsnittsarean och areatr ¨oghetsmomentet f ¨or brottytan, se figur 9.
Figur 8: Brott p ˚a ett konventionellt WhizCut avsticksk ¨ar. Det kan tydligt ses att brottet uppst ˚ar s ˚a l ˚angt ifr ˚an sk ¨arspetsen som m ¨ojligt, d ¨ar h ¨avarmen fr ˚an den axiella kraften p ˚a spetsen ¨ar som st ¨orst.
Figur 9: Snitt vid maximal belastning p ˚a ett standard avstickssk ¨ar ger ett are-atr ¨oghetsmoment p ˚a 0,98 mm4p ˚a 1,5 mm sk ¨arbredd.
Enligt ekvation (5) kan sk ¨arkraften kopplas direkt till bredden p ˚a sk ¨aret ef-tersom sk ¨ardatan inte varierar d ˚a samma prestanda ska uppn ˚as. Tillsammans med ovanst ˚aende formulering kan sammanst ¨allning g ¨oras. F ¨or att konstrue-ra ett system som har samma prestanda m ˚aste det nya systemet ha f ¨oljande egenskaper:
• Minska sk ¨arbredden - Leder till minskad sk ¨arkraft och material ˚atg ˚ang. • Kortare sk ¨ar - Minskar ¨overh ¨anget och nedb ¨ojningen i radiell led.
• Samma eller ¨okat areatr ¨oghetsmoment i brottytan - S ¨akerst ¨aller att brotts-risken inte blir h ¨ogre f ¨or det nya systemet.
7.2
Konceptgenerering
Enligt industriell produktutveckling har problemen identifierats som att sk ¨aren ¨ar f ¨or breda och ¨overh ¨anget ¨ar f ¨or l ˚angt. Dessa tv ˚a huvudproblem s ¨atter grun-den f ¨or grun-den interna och externa informations ¨okningen. Den externa informa-tions ¨okningen best ˚ar fr ¨amst av att s ¨oka upp vad konkurrenterna till WhizCut har f ¨or avsickst ˚al. Datan som samlas in sammanst ¨alls i tabell 1 som visar vilka sk ¨arbredder som beh ¨ovs till vilket sk ¨ardjup.
Konkurrent St ˚angdiameter(mm) Minsta sk ¨arbredd(mm) Overh ¨ang(mm)¨
NTK 12 1,0 15
Applitec 10 0,8
-Applitec 14 1,5
-Sandvik 12,6 1,0 28
Utilis 10 0,8
-Tabell 1: -Tabellen visar vilken sk ¨arbredd som som konkurrenterna m ˚aste anv ¨anda sig av f ¨or att sticka av specificerad st ˚angdiameter samt vilket ¨overh ¨ang som en verktygsh ˚allaren ger med 10x10 mm skaft. Streck betyder att inget ¨overh ¨ang finns. [26][27][28][29][30]
Den interna informations ¨okningen utf ¨ors i form av brainstorming. D ˚a endast tv ˚a personer var med under processen f ¨oljs inte alla steg i industriell produktut-veckling och vissa g ¨ors annorlunda. Brainstormingen utf ¨ors under en dag d ¨ar f ¨orsta delen av dagen ¨ar till f ¨or att diskutera nuvarande sortiment och produk-ter. Diskussionen g ˚ar ut p ˚a att se om det finns potential och m ¨ojligheter till utveckling inom det nuvarande sortimentet. Resterande delen av dagen spen-deras p ˚a framtagning av nya koncept. Dagens resultat ¨ar tre koncept med olika grund, f ¨orsta i utveckling av befintligt system, andra i utveckling av andra sorti-mentgrupper och den tredje i utveckling av ett komplett nytt system.
Koncept 1
Det f ¨orsta konceptet har grunden i det nuvarande sortimentet av avsticksk ¨ar. Id ´een ¨ar att det befintliga systemet kan f ¨orb ¨attras genom att optimera slippro-cesserna f ¨or att tillverka ett b ¨attre sk ¨ar. Detta g ¨ors genom att anv ¨anda samma blanks som tidigare men slipningen av sk ¨aret g ¨ors annorlunda f ¨or att st ¨arka
sk ¨aret och p ˚a s ˚a s ¨att uppn ˚a b ¨attre resultat, se figur 10. Idag slipas sk ¨aren i raka instick vilket g ¨or att de gr ¨ona linjerna blir resultatet vid tillverkning. Tan-kes ¨attet ¨ar att slipningen g ¨ors i en radie ist ¨allet f ¨or att uppn ˚a samma bredd vid sk ¨areggen men sedan ¨oka bredden under sk ¨areggen successivt. Slipningen g ¨or att aretr ¨oghetsmomentet f ¨or sk ¨aret ¨okas vilket leder till minskad risk f ¨or brott och minskade vibrationer. Det ¨okade areatr ¨oghetsmomentet ger direkt en st ¨orre massa under sk ¨areggen vilket ocks ˚a leder till minskad nedb ¨ojning p ˚a grund av att h ˚ardmetallen ¨ar styvare ¨an st ˚alet som verktygsh ˚allaren ¨ar tillver-kad av.
Figur 10: F ¨orsta konceptet f ¨or ett nytt avstick. Ett standardsk ¨ar som har optime-rad sliprocess f ¨or att uppn ˚a mer stabilitet. De gr ¨ona linjerna illustrerar bredden av ett standardsk ¨ar under sk ¨areggen(bl ˚a linjen) och de svarta illustrerar det nya konceptet. Det kan ses att l ¨angst ner p ˚a sk ¨aret(r ¨od ring) har bredden ¨okat.
Koncept 2
F ¨or att f ˚a fram nya id ´eer diskuteras om andra produktlinjer hos WhizCut kan anv ¨andas f ¨or att utveckla ett nytt system f ¨or avstick. Deras fyra-sk ¨ariga sp ˚arsk ¨ar kan optimeras f ¨or avstick och anv ¨andas f ¨or att sticka av diametrar som ¨ar mind-re ¨an 6 mm, se figur 11. Detta l ¨oser problemet med det l ˚anga ¨overh ¨anget d ˚a detta sk ¨ar ¨ar 13 mm l ˚angt samt att det har fyra sk ¨areggar vilket ocks ˚a ¨ar ett stort plus. Tanken vid tillverkning ¨ar att slipa bredden p ˚a tv ˚a eggar samtidigt f ¨or att optimera produktionen.
Figur 11: Andra konceptet f ¨or ett nytt avstick. Modifierat sp ˚arsk ¨ar med ett max-imalt sk ¨ardjup p ˚a 3 mm.
Koncept 3
Genom samma produktionsprincip som i koncept 2 kom id ´een att g ¨ora ett sk ¨ar med tv ˚a sk ¨areggar. Det ska g ¨oras genom att halvera sk ¨aret i koncept tv ˚a och p ˚a s ˚a s ¨att f ˚a b ˚ada sk ¨areggarna riktade fram ˚at, se figur 12. Grundtanken ¨ar ett avstickssk ¨ar med tv ˚a sk ¨areggar d ¨ar sk ¨areggarna ger st ¨od till varandra. Kon-ventionella sk ¨ar med tv ˚a sk ¨areggar har problemet att sk ¨areggen som inte ¨ar i ingrepp ligger inne i h ˚allaren och tar plats vilket f ¨orl ¨anger ¨overh ¨anget.
Figur 12: Enkel skiss som illustrerar tankes ¨attet med koncept 3. Sk ¨aret visas i svart och arbetsstyckets diameter visas enligt den bl ˚a cirkeln.
Tack vare att koncept 3 har tv ˚a eggar fram ˚at ¨ar det m ¨ojligt att producera sk ¨aren med mer h ˚ardmetall under sk ¨areggen, se figur 13. Direkt under sk ¨areggen beh ¨ovs det frig ˚ang f ¨or att arbetstycket inte ska skada sk ¨aret, denna frig ˚angen g ¨ors i en radie f ¨or att uppn ˚a optimal sl ¨appning precis efter sk ¨areggen men sedan successivt g ¨ora sk ¨aret starkare l ¨angre ifr ˚an sk ¨areggen. B ˚ada eggarna slipas samtidigt vilket g ¨or att h ˚ardmetallen som agerar sl ¨appning f ¨or ena eggen blir st ¨od till den andra. Den extra h ˚ardmetallen hamnar inte bara i brottytans tv ¨arsnittet utan ¨aven l ¨angre fram under eggen och denna massan ger st ¨od till sk ¨areggen som ¨ar i ingrepp. F ¨or att illustrera skillnaden mellan koncept 3 och standardsk ¨aret j ¨amf ¨ors bredden p ˚a sk ¨aren efter eggen, se figur 14. Sk ¨arets bredd vid arbetstyckets yttre diameter ¨ar st ¨orre med koncept 3.
Figur 13: Skillnaden av placering av h ˚ardmetall mellan WhizTwin och dardsk ¨ar. Det bl ˚a omr ˚adet illustrerar extra h ˚ardmetall j ¨amf ¨ort med stan-dardsk ¨ar. M ¨angden h ˚ardmetall ¨okar b ˚ade under sk ¨areggen och i axiell led.
7.3
Konceptval
Tabell 2 visar en sammanst ¨allning med egenskaperna som ¨ar av st ¨orsta vikt vid konceptvalet. Egenskaperna viktas med + eller - beroende om de ¨ar bra eller d ˚aliga i f ¨orh ˚allande till kraven som ¨ar st ¨allda p ˚a konceptet, sammanst ¨allningen ses i tabell 3.
Koncept 1 Koncept 2 Koncept 3
St ˚angdiameter(mm) 12,7 6,0 13
Sk ¨arl ¨angd(mm) 19,8 13 14,3
¨
Overh ¨ang(mm) 22 15,5 15
Sk ¨areggar 2 4 2
Tabell 2: Tabellen visar vilka egenskaper som de olika koncepten har.
Koncept 1 Koncept 2 Koncept 3
St ˚angdiameter(mm) + - + Sk ¨arl ¨angd(mm) - + + ¨ Overh ¨ang(mm) - + + Sk ¨areggar - + -Resultat -2 +2 +2
Figur 14: Till v ¨anster syns ett nytt WhizTwin sk ¨ar sett uppifr ˚an f ¨or att illustrera att mycket mer h ˚ardmetall finns kvar vid den kritiska punkten i j ¨amf ¨orelse med ett standardsk ¨ar. Standardsk ¨aret syns till h ¨oger d ¨ar det ¨ar tydligt att sk ¨aret ¨ar v ¨aldigt smalt vid den kritiska punkten vid maximalt stickdjup.
Det kan konstateras ur tabell 3 att koncept 1 inte ¨ar ett bra val d ˚a ¨overh ¨anget inte p ˚averkas. Detta var v ¨antat d ˚a samma blanks som standardsortimentet anv ¨ands vilket g ¨or att st ¨odet p ˚a h ˚allaren inte kan minskas. D ¨aremot ¨ar kon-cept 2 och 3 bra v ¨al n ¨ar det g ¨aller minskningen av ¨overh ¨anget och konkon-cept 2 har en klar f ¨ordel d ˚a varje sk ¨ar har fyra sk ¨areggar. Problemet som uppst ˚ar med koncept 2 ¨ar att st ˚angdiametern som kan stickas av endast uppg ˚ar till 6 mm vilket ¨ar f ¨or lite d ˚a standardsortimentet idag klarar av 12,7 mm. Det nya konceptet m ˚aste ha m ¨ojligheten att ers ¨atta det gamla och d ˚a ¨ar koncept 2 in-te ett alin-ternativ. D ¨arvid ¨ar endast koncept 3 kvar och efin-tersom det koncepin-tet uppn ˚ar alla krav som st ¨alls s ˚a g ¨ors valet att arbeta vidare med koncept 3 som f ˚ar namnet WhizTwin.
8
Analys av konceptval
Det nya blankset ska enligt problembeskrivningen vara kortare f ¨or att mins-ka ¨overh ¨anget p ˚a verktygsh ˚allaren. WhizTwin blankset ¨ar 14,3 mm l ˚angt och j ¨amf ¨ors detta med WhizCuts standardsortiment f ˚as enligt figur 15 att WhizTwin blankset ¨ar 28% kortare ¨an nuvarande sortiment. Tack vare att WhizTwin blank-set ¨ar kortare kan st ¨odet p ˚a verktygsh ˚allarna minskas d ˚a l ¨angden p ˚a sk ¨aret direkt p ˚averkar l ¨angden p ˚a st ¨odet. F ¨or de sm ˚a h ˚allarna kommer st ¨odet att mot-svara ¨overh ¨anget eftersom att h ˚allaren inte kan placeras l ¨angre in ¨ar vad st ¨odet till ˚ater. Enligt figur 16 ¨ar st ¨odet och d ¨armed ¨overh ¨anget p ˚a WhizTwin h ˚allaren 7 mm kortare ¨an nuvarande verktygsh ˚allare. Detta medf ¨or att ¨overh ¨anget ¨ar 32% kortare.
Figur 15: Totall ¨angden p ˚a det gamla blankset j ¨amf ¨ort med nya WhizTwin.
Figur 16: Skillnaden p ˚a ¨overh ¨angen p ˚a det gamla sk ¨aret j ¨amf ¨ort med det nya WhizTwin.
F ¨or att g ¨ora ber ¨akningar p ˚a sk ¨arets och h ˚allarens nedb ¨ojning g ¨ors uppskatt-ningen att verktygsh ˚allaren antas vara fixerad i maskinen och den teoretis-ka balkens l ¨angd blir d ˚a liteoretis-ka med ¨overh ¨anget, se figur 17 d ¨ar L och P mot-svarar ¨overh ¨angets l ¨angd respektive den tangentiella sk ¨arkraften som verkar p ˚a sk ¨aret. Sk ¨arkraften samt sk ¨ardatan antas vara samma f ¨or b ˚ada systemen. Tv ¨arsnittet f ¨or den teoretiska balken ¨ar samma f ¨or b ˚ada systemen, tv ¨arsnittsh ¨ojd p ˚a 11 mm och bredd p ˚a 10 mm.
Figur 17: Teoretisk balk som motsvarar verktygen i ingrepp med balkl ¨angd L och sk ¨arkraft P.
Angivna storheter s ¨att in i ekvation (1) engligt. δ1= 4 × P × 223 E × 10 × 113, δ1= 3.2P E (8) δ2= 4 × P × 153 E × 10 × 113, δ2= 1.01P E (9) δ2= 0.32 × δ1 (10)
d ¨ar δ1motsvarar nedb ¨ojningn f ¨or ett standardsk ¨ar och δ2motsvarar nedb ¨ojningen
av det nya sk ¨aret. Tack vare att WhizTwin blankset ¨ar 5,5 mm kortare har nedb ¨ojningen hos verktygsh ˚allaren minskat med 68%. Har ska noteras att kraf-ten som uppst ˚ar p ˚a spetsen antas vara samma, vilket inneb ¨ar att i praktiken har vi bytt fr ˚an en standardh ˚allare till en ny WhizTwin h ˚allare.
8.1
Finita elementanalys
F ¨or att s ¨akerst ¨alla att det teoretiska v ¨ardet p ˚a nedb ¨ojningen ¨ar relativt korrekt g ¨ors en FE-analys i Inventor Professional 2020 d ¨ar kraften P placeras direkt p ˚a sk ¨arspetsen och har en riktning som ¨ar ortogonal med verktygsh ˚allaren. Analy-sen ¨ar en statisk analys som anv ¨ander sig av tredimensionella triangelelement d ¨ar storleken specificeras av anv ¨andaren. D ˚a nedb ¨ojningen ska vara relevant r ¨aknas sk ¨arkraften ut f ¨or en typiskt avsticksoperation med hj ¨alp av ekvation (5). Sk ¨arbredden s ¨atts till 1,5 mm, matningen s ¨atts till 0,02 mm per varv och den specifika sk ¨arkraften s ¨atts till 2000 N/mm2vilket motsvarar en operation i
rost-fritt st ˚al med en h ˚ardhet p ˚a max 200 HB [31]. Ins ¨attning i ekvation (5) ger att kraften P ¨ar 60 N, sk ¨arkraften antas vara samma f ¨or att f ˚a ut f ¨orh ˚allandet mel-lan konventionellt och nytt sk ¨ar. Verktygsh ˚allaren ¨ar tillverkad i st ˚al och sk ¨aren i h ˚ardmetall, detta specificeras i Inventor med v ¨arden enligt tabell 4.
Material St ˚al H ˚ardmetall
E-modul (GPa) 205 620
Densitet (g/cm3) 7,73 14,7
Skjuvmodul (GPa) 80 274
Str ¨ackgr ¨ans (MPa) 250 1350 Brottgr ¨ans (MPa) 400
-Tabell 4: Materialdata specificerade i Inventor till j ¨amf ¨orelse mellan gammalt och nytt system. Materialen antas vara isotropiska och linj ¨arelastiska vilket g ¨or att ingen plastisk deformation kan ske i varken sk ¨ar eller h ˚allare.
Elementstorleken s ¨atts st ¨orre p ˚a st ¨allen som inte f ¨orv ¨antas ¨andras s ˚a mycket och mindre p ˚a st ¨allen som ¨ar intressanta. I detta fall ¨ar det sk ¨aret som ¨ar den intressanta punkten. Storleken p ˚a elementen p ˚a sk ¨aret och runt sk ¨arspetsen s ¨atts till 0,25 mm och resterande del samt verktygsh ˚allaren f ˚ar elementstorle-kar som ¨ar beroende av dimensionerna. Det s ¨atts att de l ˚anga dimensioner-na har tio element p ˚a l ¨angden, det ¨ar on ¨odigt att ha fler element l ¨angs verk-tygsh ˚allaren d ˚a den inte f ¨orv ¨antas p ˚averkas vid insp ¨anningen och det kr ¨aver bara extra datorkraft att ha en finare elementuppdelning. Elementindelningen f ¨or det nya konceptet kan ses i figur A-1 och figur A-2 f ¨or standardsortimentet. Med angiven data kan nedb ¨ojningen best ¨ammas och fr ˚an figur A-3 och figur A-4 i bilaga A. Nedb ¨ojningen minskar med 35% i f ¨orh ˚allande till ett standard avstick med samma sk ¨arbredd, vilket inte st ¨ammer ¨overens med det teoretiska v ¨ardet p ˚a 68%. Det kan konstateras att balkteorin inte kan anv ¨andas f ¨or att ber ¨akna nedb ¨ojningen d ˚a balken ¨ar kort i f ¨orh ˚allande till tv ¨arsnittet. Detta ¨ar v ¨antat d ˚a definitionen f ¨or en balk s ¨ager att balken m ˚aste vara godtyckligt l ˚ang i f ¨orh ˚allande till tv ¨arsnittet.
D ˚a balkteorin inte kan anv ¨andas f ¨or att g ¨ora j ¨amf ¨orelser mellan olika sk ¨arbr-edder anv ¨ands FE ist ¨allet. Med samma data som tidigare j ¨amf ¨ors ett 1,5 mm konventionellt sk ¨ar med ett 1,0 mm nytt WhizTwin sk ¨ar. Sk ¨arkraften ¨andras till 40 N med tanke p ˚a att sk ¨arbredden minskar. Nedb ¨ojningen med samma sk ¨ardata uppg ˚ar till 0,0024 mm enligt figur A-5 i bilaga A, vilket inneb ¨ar att nedb ¨ojningen inte ¨okar d ˚a sk ¨arbredden minskar. D ˚a kraften ¨ar beroende av sk ¨ardjupet alternativt sk ¨arbredden, matningen och den specifika sk ¨arkraften kan det konstateras att ett smalare sk ¨ar inte ger upphov till en ¨okad nedb ¨ojning d ˚a sk ¨arkraften minskar med minskar sk ¨arbredd enligt
P1= kc× 1, 0 × fn1 (11)
P2= kc× 1, 5 × fn2 (12)
d ¨ar P1 och P2 ¨ar sk ¨arkrafterna som uppst ˚ar d ˚a 1,0 mm respektive 1,5 mm
sk ¨arbredd anv ¨ands. D ˚a ingen sk ¨ardata antas ¨andras s ˚a kan b ˚ade matningen och den specifika sk ¨arkraften f ¨orkortas bort och resultatet blir d ˚a att P1uppg ˚ar
till 67% av P2. Detta betyder att tack vare att vi har f ¨orkortat blankset b ¨ojs
verktygsh ˚allare avsev ¨art mindre vid samma belastning vilket bidrar till mindre vibrationer och eventuellt l ¨angre livsl ¨angd p ˚a sk ¨aret. Det konstateras ¨aven att ett smalare sk ¨ar inte ger upphov till en ¨okad nedb ¨ojning.
8.2
Analys av brottrisk
Brott uppst ˚ar d ˚a axiella krafter verkar p ˚a sk ¨aret d.v.s ortogonalt mot sk ¨aret,(ej i sk ¨arriktningen). Dessa krafter g ¨or att vibrationer och b ¨ojning uppst ˚ar. F ¨or att stabilisera sk ¨aret och i sin tur operationen analyseras sk ¨arets b ¨ojmotst ˚and mot dessa krafter. Ett h ¨ogre b ¨ojmotst ˚and ¨okar sk ¨arets styrka och i sin tur minskar risken f ¨or b ˚ade b ¨ojning, vibrationer och brott. F ¨or att unders ¨oka b ¨ojmotst ˚andet i WhizTwin sk ¨aret anv ¨ands Inventor Professional 2020, d ¨ar den teoretiska brot-tytan ritas upp, se figur 18. Snittet anv ¨ands f ¨or att r ¨akna ut snitbrot-tytans are-atr ¨oghetsmoment vilket anv ¨ands f ¨or att r ¨akna ut sk ¨arets b ¨ojmotst ˚and.
Figur 18: Till v ¨anster syns ett verktigt brott som uppst ˚ar vid h ¨og axiell belastning p ˚a sk ¨aret. Till h ¨oger visas det teoretiska snittet vid brottytan, h ¨ar ¨ar belastning-en p ˚a WhizTwin sk ¨aret st ¨orst. Areatr ¨oghetsmombelastning-entet i snittytan ¨ar 1,8 mm4
p ˚a 1,5 mm sk ¨arbredd. Den r ¨oda pilen motsvarar snittets Z-axel och den gr ¨ona motsvarar snittets X-axel.
Med hj ¨alp av areatr ¨oghetsmomentet som ges ur Inventor kan b ¨ojmotst ˚andet f ¨or ett WhizTwin sk ¨ar med sk ¨arbredden 1,5 mm r ¨aknas ut enligt
Wb1=
I1
z1
(13) d ¨ar Wb1 ¨ar b ¨ojmotst ˚andet i ett WhizTwin sk ¨ar med 1,5 mm sk ¨arbredd, I1 ¨ar
areatr ¨oghetsmomentet i brottytan och z1 ¨ar det maximala avst ˚andet i snittet
l ¨angs z-axeln f ¨or. z1 ¨ar 0,7 mm och I1 ¨ar 1,8 mm4, vilket ger ett b ¨ojmotst ˚and p ˚a
2,6 mm3. Samma utr ¨akning g ¨ors f ¨or ett WhizTwin sk ¨ar med 1,0 mm sk ¨arbredd
enligt
Wb2=
I2
z2
d ¨ar I2 ¨ar 0,84 mm4 och z2 ¨ar 0,54 mm. Wb2 ¨ar 1,6 mm3, detta j ¨amf ¨ors med
b ¨ojmotst ˚andet i ett 1,5 mm brett standardsk ¨ar vilket uppg ˚ar till 1,6 mm3enligt
Wb3=
I3
z3
(15) d ¨ar I3 ¨ar 0,98 mm4 och z3 ¨ar 0,6 mm. Detta inneb ¨ar att b ¨ojmotst ˚andet i ett
1,0 mm brett WhizTwin sk ¨ar ¨ar samma som ett 1,5 mm konventionellt sk ¨ar. D ˚a den axiella kraften baserar p ˚a faktorer som inte ¨ar direkt kopplade till sk ¨aret, som bland annat maskinens stabilitet och kvaliteten p ˚a arbetstycket, g ¨ors en j ¨amf ¨orelse mellan ett standardsk ¨ar och ett WhizTwin sk ¨ar med samma bredd. Detta g ¨or att antagande kan g ¨oras att den axiella kraften ¨ar lika. F ¨or att f ˚a ut momentet i ekvation (2) m ˚aste den axiella kraften multipliceras med av-st ˚andet fr ˚an sk ¨areggen till snittplanet. Avav-st ˚andet p ˚a WhizTwin sk ¨aret ¨ar 6,5 mm och p ˚a standardsk ¨aret ¨ar det 6,35 mm, detta f ¨or att sk ¨aren har olika sk ¨ardjup. B ¨ojsp ¨anningarna i sk ¨aren r ¨aknas ut enligt
σ1= F × 6.35 × 10−3 I3 × z3 (16) σ2= F × 6.5 × 10−3 I1 × z1 (17) σ2= 0.65 × σ1 (18)
d ¨ar σ1och σ2 ¨ar b ¨ojsp ¨anningarna som uppst ˚ar i standardsk ¨aret och respektive
WhizTwin sk ¨aret. B ¨ojsp ¨anningarna som uppst ˚ar i WhizTwin sk ¨aret minskar med 35% j ¨amf ¨ort med ett konventionellt sk ¨ar med samma sk ¨arbredd.
8.3
Effekt
D ˚a tanken ¨ar att minska sk ¨arbredden p ˚a avsticket finns det ¨aven en stor f ¨ordel f ¨or slutkunden genom att effekten som maskinen kr ¨aver minskar. Enligt ekva-tion (7) kan effekten minska med 33% om sk ¨arbredden minskar med 0,5 mm enligt Pc1= vc× 1.5 × fn× kc 60 × 103 (19) Pc2= vc× 1.0 × fn× kc 60 × 103 (20) Pc2= 0.67Pc1 (21)
d ¨ar Pc1 och Pc2 motsvarar den effekt som kr ¨avs f ¨or en process med 1,5 mm
respektive 1,0 mm sk ¨arbredd. D ˚a tanken ¨ar att slutkunderna ska ha m ¨ojligheten att byta rakt av till ett WhizTwin sk ¨ar fr ˚an det som de anv ¨ander idag f ¨orblir sk ¨ardatan densamma och d ˚a f ¨or ¨andras ej kc.
8.4
Utvidgning av koncept
Till koncept tre konstrueras tv ˚a olika verktygsh ˚allare som sk ¨aret ska placeras i under anv ¨andning. Verktygsh ˚allarna ska ha kvadratiska skaft med dimensio-ner fr ˚an 8x8 upp till 16x16 mm d ˚a det ¨ar dessa skaftdimensiodimensio-nerna som ¨ar aktuella vid bearbetning av diametrar som ¨ar mindre ¨an 13 mm. Den f ¨orsta ¨ar en h ¨ogerorienterad verktygsh ˚allare avsedd f ¨or avstick i huvudspindeln med av-smalnande skaft l ¨angs fram f ¨or att g ¨ora plats till subspindeln att greppa tag om avstucken detalj. Den andra ¨ar en v ¨ansterorienterad verktygsh ˚allare avsedd f ¨or avstick mot subspindeln med avsmalnande skaft f ¨or att avsticket ska ske s ˚a n ¨ara huvudspindeln som m ¨ojligt. Tillsammans med h ˚allarna har ett komplett sortiment av sk ¨ar best ¨amts, detta nya sortiment baseras p ˚a tidigare erfarenhe-ter och ¨aven p ˚a tidigare sortiment. Det konstrueras tre olika sk ¨artyper utifr ˚an koncept tre d ¨ar de olika profilerna motsvarar det gamla sortimentet. De best ˚ar av olika frontvinklar d ¨ar vinklarna best ¨ams till 0, 6 och 15 grader. Sk ¨aren finns tillg ¨angliga i olika sk ¨arbredder och i vissa fall har sk ¨arspetsarna radier, bred-derna varierar fr ˚an 0,3 mm upp till 2,0 mm och radierna fr ˚an R0,03 till R0,05, se figur 19 f ¨or exempel p ˚a sk ¨arprofiler.
9
Resultat
Det kompletta systemet inneh ˚aller tv ˚a olika verktygsh ˚allare och tre olika sk ¨ar-profiler, se figur 20. Det nya systemet g ¨or att nedb ¨ojningen av sk ¨arspetsen kan minskas med 35% i f ¨orh ˚allande till konventionellt system. B ¨ojsp ¨anningarna vid den kritiska brottsytan har minskats med 35% vilket g ¨or att risken f ¨or att sk ¨aret bryts under avsticket minskar drastiskt. Tack vare att sk ¨aret har minskad nedb ¨ojning och ¨okad styvhet kan ett smalare avstick anv ¨andas, ett 1,0 mm brett WhizTwin sk ¨ar har samma b ¨ojmotst ˚and som ett konventionellt 1,5 mm brett avsticksk ¨ar.
Figur 20: Komplett system med tv ˚a olika verktygsh ˚allare, en f ¨or h ¨oger- respek-tive v ¨ansterbearbetning. Tre olika sk ¨arprofiler med 0, 6 och 15 graders profil-vinkel.
10
Diskussion
Syftet med detta arbetet ¨ar att minska material ˚atg ˚angen vid avsticksoperationer vid diametrar som ¨ar mindre ¨an 13 mm. Detta ska uppn ˚as genom att utveckla och konstruera ett stickst ˚al som kan sticka av samma diameter som konven-tionella system men minska sk ¨arbredden. Resultatet ¨ar ett tv ˚ask ¨arigt sk ¨ar med b ˚ada eggarna riktade mot arbetstycket. Detta unika tankes ¨att g ¨or det m ¨ojligt att minska nedb ¨ojningen och med det ¨aven vibrationerna som g ¨or avstickopera-tionen instabil. Tack vare att avsticket blir mer stabilt kan sk ¨arbredden minskas vilket leder till minskad material ˚atg ˚ang.
Till den interna informations ¨okningen valdes att anv ¨anda brainstorming ist ¨a-llet f ¨or andra metoder f ¨or ideframtagning. Anledningen var att eftersom det ba-ra var tv ˚a personer som var med under projektet s ˚a var det bba-rainstormingen enklast att anpassa till v ˚ar situation. Produktutvecklingsprocessen gjordes utan att anv ¨anda konceptklassifikationstr ¨ad eller konceptkombinationstabeller, detta f ¨or att konceptgenereringen endast resulterade i tre olika koncept. Om betydligt fler koncept hade genererats hade detta varit alternativet f ¨or att v ¨alja koncept. D ˚a arbetet har en fast tidsram har det underl ¨attat att inte beh ¨ova g ¨ora detta steget i produktutvecklingen utan ist ¨allet l ¨agga tiden p ˚a att optimera det val-da konceptet genom att diskutera designen med b ˚aval-da personer fr ˚an WhizCut men ¨aven med tillverkare av h ˚ardmetallssk ¨ar och slutanv ¨andare f ¨or att samla information innan konceptet f ¨ardigst ¨alls.
Balkteori valdes d ¨arf ¨or att bland annat Sandvik anv ¨ander sig av det n ¨ar de r ¨aknar p ˚a nedb ¨ojning vid avstick av st ¨orre detaljer. Eftersom de r ¨aknar p ˚a sma-lare och l ¨angre balkar ¨ar balkteorin mer l ¨ampad i deras fall ¨an vid detta arbetet. Av denna anledningen valdes det att komplettera teorin med FE-analyser f ¨or att testa om balkteorin gick att anv ¨anda ¨aven vid mindre balkdimensioner. D ˚a FE-analysen inte ger samma resultat som balkteorin kan det konstateras att balkteori inte ¨ar en bra metod f ¨or att ber ¨akna nedb ¨ojningen vid sm ˚a ¨overh ¨ang och d ¨arf ¨or ¨ar det inte heller en bra metod att anv ¨anda hos f ¨oretag som inriktar sig p ˚a l ¨angdsvarvning.
D ˚a balkteorin inte uppn ˚adde ¨onskade resultat fick FE-analyserna mer plats i arbetet ¨an vad som var planerat. Detta g ¨or att j ¨amf ¨orelserna mellan konven-tionella sk ¨ar och nya sk ¨ar inte har ett enkelt s ¨att att utf ¨oras, vilket g ¨or att vi-dareutveckling av denna produkten ¨ar sv ˚arare och betydligt mer tidskr ¨avande. FE-analyserna hade kunnat g ¨oras mer detaljerade genom att anv ¨anda mer specifika materialdata och ¨aven anv ¨anda ett finare elementn ¨at, p ˚a s ˚a s ¨att ha-de ett s ¨akrare resultat uppn ˚atts men p ˚a grund av begr ¨ansad tid och datorkapa-citet valdes det att g ¨ora enkla FE-analyser i Inventor som ¨ar ett program som WhizCut AB anv ¨ander sig av idag. D ˚a Inventor ¨ar ett CAD-program fr ¨amst finns det betydligt med l ¨ampade program och verktyg f ¨or att utf ¨ora FE-analyser. F ¨or att g ¨ora en mer avancerad analys kan exemeplvis Abaqus Explicit som ¨ar ett simuleringsprogram som anv ¨ands f ¨or dynamisk analys. P ˚a s ˚a s ¨att kan hela ingreppet analyseras fr ˚an start till slut p ˚a operationen, d ¨ar sk ¨arets beteende kan vara olika vid tidpunkten f ¨or ingrepp och f ¨or kontinuerlig svarvning. Det ¨ar ¨aven m ¨ojligt att analysera b ˚ade sk ¨arkraftens v ¨arde och sp ˚anans utformning [32]. Ytterligare kan ¨aven ytfinheten p ˚a detaljen unders ¨okas, d ˚a tanken ¨ar att ¨oka sk ¨ardatan med det nya sk ¨aret p ˚averkas ytfinheten d ˚a matningen ¨okar [33]. Problemet som uppst ˚ar med utveckling av avstick ¨ar att m ˚anga operat ¨orer
inte vill ¨andra bredden p ˚a deras avstickssk ¨ar. Anledningen ¨ar att de inte vill g ¨ora om programmen i maskinen, d ¨arf ¨or m ˚aste vi ¨aven ¨andra deras s ¨att att se p ˚a materialkonsumtionen och den ekonomiska delen i detta. F ¨ordelen som uppst ˚ar med det nya avstickssk ¨aret ¨ar att kunden kan g ¨ora ett val som ¨ar in-dividuellt f ¨or kunden och deras arbets ¨att. Antingen v ¨aljer kunden att inrikta sig p ˚a att spara resurser genom att anv ¨anda ett smalare avsticksk ¨ar vilket i sin tur sparar material och energikonsumption eller ers ¨atter kunden sitt nuvarande sk ¨ar rakt av vilket g ¨or att kunden kan ¨oka sin sk ¨ardata och p ˚a s ˚a s ¨att spara tid. Detta valet g ¨or att WhizCut kan erbjuda slutkunderna tv ˚a alternativ med samma koncept vilket ¨ar unikt, det ¨ar ¨aven en stor f ¨ordel d ˚a m ˚anga anv ¨andare har brist p ˚a maskinkapacitet n ¨ar de tillverkar detaljer i relativt billiga material.
¨
Okad produktivitet kan uppn ˚as hos kunderna som inte vill eller har m
¨ojlig-het till att g ¨ora st ¨orre f ¨or ¨andringar i sina program. Det kan ¨aven f ¨orkomma att en fabrik vill anv ¨anda sig av samma bredd p ˚a samtliga av sina maskiner f ¨or att underl ¨atta f ¨or operat ¨orerna. F ¨ordelen som WhizTwin kan erbjuda denna typen av kunder ¨ar att erbjuda samma sk ¨arbredd fast ¨oka sk ¨ardatan f ¨or avsticket. P ˚a detta s ¨att kan kunden spara in cykeltid f ¨or avsticket och p ˚a s ˚a s ¨att producera fler antal detaljer per dag. Alternativt kan samma sk ¨ardata beh ˚allas om ¨okad livsl ¨angd p ˚a sk ¨aret ¨onskas av kunden. Detta kan ocks ˚a vara l ¨onsamt f ¨or kunden gen om att spara tid p ˚a verktygsbyte och ¨ovrigt underh ˚all.
Minskad material ˚atg ˚ang ¨ar ofta efterfr ˚agad d ˚a exklusiva material
bearbe-tas. Guld, titan, Inconel, platina och ¨aven m ˚anga rostfria st ˚alsorter kan vara dy-ra i f ¨orh ˚allande till detaljens slutkostnad. Det kan ¨aven vady-ra intressant vid pro-duktion av stora kvantiteter. Exempelvis kan 50 l ¨opmeter av ett material sparas om sk ¨arbredden minskas fr ˚an 2,0 till 1,5 mm vid produktion av 100 000 detal-jer. Inom l ¨angdsvarvning ¨ar 100 000 detaljer inte ovanligt och i m ˚anga fall ¨ar detaljerna som produceras i stora kvantiveter v ¨aldigt sm ˚a vilket ger ¨annu st ¨orre anledning till att minska material ˚atg ˚angen. Anledningen ¨ar att om detaljen ¨ar 10 mm l ˚ang och 0,5 mm kan sparas vid varje avstick minskas material ˚atg ˚angen med ungef ¨ar 4,2% vilket kan resultera i v ¨aldigt stora summor beroende p ˚a ma-terial. Minskningen av material ˚atg ˚ang i procent r ¨aknas ut enligt
U = 100 ×B1− B2 L + B1
(22) d ¨ar B1 − B2 ¨ar skillnaden i sk ¨arbredd mellan det konventionella sk ¨aret och
WhizTwin sk ¨aret och L ¨ar detaljens totala l ¨angd. Det ¨ar ¨aven v ¨aldigt vanligt att detaljer som tillverkas i en l ¨angdsvarv ¨ar betydligt mindre ¨an 10 mm. Det intressanta h ¨ar ¨ar att WhizTwin sk ¨aret beh ¨over inte tillverka fler antal detaljer ¨an konkurrenterna vilket ofta brukar vara anledningen till att ett sk ¨arbyte g ¨ors, det kan l ¨ona sig f ¨or kunden ¨aven om ett mindre antal detaljer produceras.
Minskad milj ¨op ˚averkan i f ¨orh ˚allande till konventionella system ¨ar ocks ˚a
en stor f ¨ordel med WhizTwin. Minskad material ˚atg ˚ang leder direkt till att mindre material m ˚aste ˚atervinnas vilket har en rad olika f ¨ordelar. ˚Atervinningen mins-kar direkt med den minskade sk ¨arbredden och om bredden minskas fr ˚an 2,0 till 1,5 mm minskar m ¨angden material som beh ¨over ˚atervinnas med 25% enligt tabell 5. Minskningen av material ˚atervinning i procent ber ¨aknas enligt
Y = 100 ×B1− B2 B1
D ˚a minskad material ˚atg ˚ang leder direkt till att kunderna kan minska sitt ink ¨op av material och samtidigt skickas mindre material till ˚atervinning blir det positivt p ˚a tv ˚a fronter. F ¨orst s ˚a kan produktionen av materialet minskas d ˚a WhizTwin optimerar materialkonsumtionen och f ¨or det andra s ˚a blir det mindre material som ska ˚atervinnas och processas en g ˚ang till. Detta inneb ¨ar att den verkliga vinningen i detta ¨ar egentligen betydligt st ¨orre ¨an bara kundernas intresse.
Konsumtion(m) Material ˚atg ˚ang(m) Konsumtion Material ˚atg ˚ang WhizTwin(m) WhizTwin(m)
1200 200 1150 150
Tabell 5: R ¨akneexempel f ¨or material ˚atg ˚ang vid produktion av 100 000 detaljer d ¨ar detaljerna ¨ar 10 mm l ˚anga.
11
Slutsats
I detta arbete har ett nytt system f ¨or avstick av st ˚angdiametrar som ¨ar mindre ¨an 13 mm tagits fram. Sk ¨aret ska anv ¨andas till l ¨angdsvarvning och inrikta sig p ˚a produktion av sm ˚a detaljer. Syftet har varit att optimera materialkonsumtionen genom att minska material ˚atg ˚angen vid avsticksoperationer. Detta har gjorts genom att utveckla ett tv ˚ask ¨arigt sk ¨ar med en unik design d ¨ar sk ¨areggarna ¨ar riktade fram ˚at och ger st ¨od till varandra. Resultatet av detta blev ett system med betydligt kortare ¨overh ¨ang ¨an konventionellt system och slutanv ¨andaren kan ¨oka sin l ¨onsamthet p ˚a m ˚anga olika s ¨att med samma verktyg. Syftet med arbetet anses ha uppn ˚atts d ˚a den nya produkten erbjuder slutanv ¨andarna ett smalare avstickssk ¨ar upp till 13 mm i st ˚angdiameter.
Vidareutveckling av arbetet ¨ar att konstruera sk ¨ar med liknande design f ¨or st ¨orre sk ¨ardjup. Marknaden f ¨or l ¨angdsvarvar fokuseras inte endast p ˚a sm ˚a de-taljer och det ¨ar ¨onskv ¨art att ha sk ¨ar som kan sticka av b ˚ade 20 mm och 32 mm i framtiden. Det kan ¨aven vara ett alternativ att utveckla kylh ˚allare till detta konceptet d ˚a h ¨ogtryckskylning ofta har en positiv effekt p ˚a verktygslivsl ¨angd och prestanda.
Slutligen ¨ar ett framtida projekt att sammanst ¨alla testrapporter f ¨or att g ¨ora praktiska j ¨amf ¨orelser ist ¨allet f ¨or teoretiska. Med hj ¨alp av detta kan rekommen-derade sk ¨ardata sammanst ¨allas f ¨or att underl ¨atta f ¨or operat ¨orerna och p ˚a s ˚a s ¨att optimera anv ¨andningen av produkten.
Referenser
[1] Gnosj ¨o Regionen, Svarvning, [Internet], 2020-02-04 H ¨amtad fr ˚an: https://www.gnosjoregion.se/svarvning [2] Gnosj ¨o Regionen, CNC-Svarvning, [Internet], 2020-02-04
H ¨amtad fr ˚an: https://www.gnosjoregion.se/svarvning/cnc-svarvning
[3] SWISS-TECH, How Does a CNC Swiss-Type Lathe Work & Why is It Use-ful?, [Internet], 2020-02-05
H ¨amtad fr ˚an: https://www.swisstechllc.com/how-does-a-cnc-swiss-type-la the-work/
[4] STAR, SR-10J type C, [Internet], 2020-02-05
H ¨amtad fr ˚an: https://www.star-m.jp/eng/products/lathe/la22.html [5] TORNOS, SwissNano, [Internet], 2020-02-05
H ¨amtad fr ˚an: https://www.tornos.com/en/content/swissnano
[6] Special tools for Swiss-type lathes, Manufacturing Engineering; Nov 1999; 123, 5; ABI/INFORM Global, [Internet], 2020-04-20
H ¨amtad fr ˚an: file:///C:/Users/zebal 000/Desktop/Special%20tools%20for% 20Swiss-type%20lathes.pdf
[7] Aerospace Manufacturing, Swarf management chips in, [Internet], 2020-02-05
H ¨amtad fr ˚an: https://www.aero-mag.com/swarf-management-chips-in/ [8] de Bono E, Six Thinking Hats: An Essential Approach to Business
Mana-gement. Little, Brown, Company, ISBN 0-316-17791-1, 1985.
[9] Ulrich K.T , Eppinger S.D, Produktutveckling, Konstruktion och design, Upp-laga 1, Studentlitteratur AB ,2014
[10] Andersen E.S, Schwencke E, Projektarbete, En v ¨agledning f ¨or studenter, Upplaga 1:2, Studentlitteratur AB, 2013.
[11] National Encyklopedin, Datorst ¨odd konstruktion, [Internet], 2020-06-25 H ¨amtad fr ˚an: https://www-ne-se.proxy.mau.se/uppslagsverk/encyklopedi /l%C3%A5ng/datorst%C3%B6dd-konstruktion
[12] MacMillan J, Autodesk Inventor 2017: Introduction to Solid Modeling - Part 1, f ¨orsta upplagan, Center for Technical Knowledge, 2016
[13] Ljung C, Saabye Ottosen N, Ristinmaa M, Introduktion till h ˚allfasthetsl ¨ara, Upplaga 1:5, Studentlitteratur AB, 2007.
[14] Alfredsson B, Handbok och formelsamling i H ˚allfasthetsl ¨ara, Andra uppla-gan, Institutionen f ¨or h ˚allfasthetsl ¨ara KTH, 2014.
[15] B ¨ojnormalsp ¨anningar — Naviers formel, [Internet], 2020-04-07
H ¨amtad fr ˚an: http://demechanica.com/sv/hallfasthetslara/kapitel/balken/boj normalspanningar-naviers-formel/