SERVICE LEVEL MANAGEMENT
Utjämning av utlastningsbeläggningen i Stora
Enso – Skoghalls bruk
Mikael Johansson
Joel Karlsson
EXAMENSARBETE
2009
Service level management
Equalize unloadingencrustation at Stora Enso –
Skoghalls bruk
Mikael Johansson
Joel Karlsson
Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom
ämnesområdet industriell organisation och ekonomi. Arbetet är ett led i den
treåriga högskoleingenjörsutbildningen. Författarna svarar själva för framförda
åsikter, slutsatser och resultat.
Handledare: Jessica Bruch
Omfattning: 15 poäng (C-nivå)
Datum: 2009-08-20
Abstract
The report is part of the university´s engineer program within Industrial Organization and Economics with specialization in Logistics and Managment at Jönköping´s university.
Skoghall´s mill underlies a large supply chain, which means there should be a lot of areas in need of small improvement measures. This report illustrates a small part of one of these areas and is focused on the loading distribution services at the terminal in Karlstad.
At the moment there´s a very unequal load of the load carriers SECU box and Container at the terminal 1. Skoghall´s mill has the desire to equalize the high and low load levels of the 2 loading carriers named previously. One of the options to solve the problem is to set a limit of how much the carriers can load per week or per day. The mill also wants it to be investigated if the proposition would influence the customers in any way and if both the company and its customers could handle a lower level of delivery services in case the proposition was to be applied.
The goal to be achieved with this thesis is to provide balance to the unequall loading of the 2 load carriers, SECU and Container, and investigate whether or not the Skoghall´s mill´s customers, could manage the lower degree of delivery service that the proposition would imply.
For this goal to be achieved, random sample investigations were taken from orders of a customer that is provided with SECU load carriers and the same was made with a Container´s customer. The orders were analysed from production to consumption on the investigation.
As a result of random sample investigations and customers´s evaluations, the thesis shows that it is possible to lower the resources at terminal 1. This means that there is a full possibility to limitate the loadingprocess without causing any major effects on Stora Enso´s customers. Further investigation should be made by the company, such as random sample investigations of more customers, to generate a better picture of what the proposition would mean in reality. In case that investigation turn out to be not in accordance with the thesis, the authors worked on other two solution propositions. Both of them also would contribute to a more even torrent of unloading at terminal 1.
Sammanfattning
Examensarbetet har utförts som ett led i högskoleingenjörsprogrammet inom Industriell organisation och ekonomi med inriktning logistik och ledning vid tekniska högskolan i Jönköping.
Ett problem för många företag idag är hur de ska utföra effektiviseringar och kostnadsbesparingar och Stora Enso är inget undantag. Stora Enso Skoghall ligger som bas för en stor försörjningskedja vilket innebär att det finns många områden att göra förbättringsåtgärder på.
Den här rapporten belyser en liten del av ett förbättringsområde och kommer att beröra och fokusera på Stora Enso Skoghalls utlastningsdistribution.
I dagsläget är det mycket ojämn belastning av lastbärarna SECU och Container i terminal 1. Stora Enso Skoghall vill, på olika sätt, få en utjämning mellan topp och dal av de angivna lastbärarna. Ett av sätten kan innebära att sätta någon form av gräns på hur mycket som får lastas ut per vecka eller dag av de båda lastbärarna. Frågan är om Stora Enso Skoghall med kunder skulle klara av en minskad servicenivå som förslaget innebär.
Målet med studien är att få en jämnare utlastningsbeläggning av lastbärarna Container och SECU och att undersöka om Skoghalls bruks kunder skulle klara av den ökade leveranstiden som kommer ske av en utjämning.
För att uppnå målet utfördes stickprovsundersökningar av order till kund som försörjs med lastbäraren SECU och order till kund som försörjs med lastbäraren Container. I undersökningen analyserades order från produktion till konsumtion.
Studiens resultat, som bygger på stickprovsundersökningar och kundutvärderingar, visar att det är möjligt att minska resurserna i terminal 1. Det skulle innebära att det är fullt möjligt att sätta en maximal utlastningsgräns utan att Stora Ensos kunder skulle påverkas nämnvärt. Vidare undersökning bör göras av Stora Enso och de bör utföra en bredare stickprovsundersökning av fler kunder för att få en säkrare bild av verkligheten. Skulle den undersökningen visa sig helt gå emot studien har två andra lösningsförslag utarbetats. De två förslagen kommer också att bidra till ett jämnare utlastningsflöde på terminal 1.
Nyckelord
Leveranstid Leveransservice Kapacitetsplanering Stora Enso Cargo Unit Iso Container
Innehållsförteckning
1
Inledning ... 8
1.1BAKGRUND ... 8 1.2PROBLEMBESKRIVNING ... 9 1.3SYFTE OCH MÅL ... 11 1.4AVGRÄNSNINGAR ... 11 1.5SEKRETESS ... 11 1.6DISPOSITION ... 122
Teoretisk bakgrund ... 13
2.1LASTBÄRARE ... 13 2.1.1 SECU ... 13 2.1.2 Container ... 13 2.2KUNDSERVICE ... 132.2.1 Kundservice i olika tidsfaser... 14
2.2.2 Leveransserviceelement ... 14
2.2.3 Logistiksystemet ... 16
2.2.4 Koppling mellan service och logistikkostnader ... 17
2.3SAMVERKAN I FÖRSÖRJNINGSKEDJOR ... 18
2.3.1 Quick response ... 19
2.3.2 Efficient consumer response ... 19
2.3.3 Collaborative planning, forecasting and replenishment ... 19
2.4KAPACITETSPLANERING ... 20
2.4.1 Kapacitetsplanering på olika planeringsnivåer ... 20
2.4.2 Handlingsalternativ vid kapacitetsbehov ... 21
3
Metod och Genomförande ... 23
3.1INTRODUKTION ... 23 3.1.1 Kvalitativa metoder ... 23 3.1.2 Kvantitativa metoder ... 23 3.2LITTERATURSTUDIER ... 23 3.3DATAINSAMLINGSMETODER ... 24 3.3.1 Stickprovsundersökning ... 24
3.3.2 Dokument och informationssystem ... 24
3.3.3 Intervjuer ... 24
3.3.4 Observationer ... 25
3.4GENOMFÖRANDE ... 25
3.4.1 Stickprovsundersökning ... 25
3.4.2 Dokument och informationssystem ... 25
3.4.3 Intervjuer ... 26 3.4.4 Observationer ... 26 3.4.5 Nulägesbeskrivningen ... 26 3.4.6 Analys ... 27 3.5METODKRITIK ... 27 3.5.1 Reliabilitet ... 27 3.5.2 Validitet ... 27
4
Nulägesbeskrivning ... 29
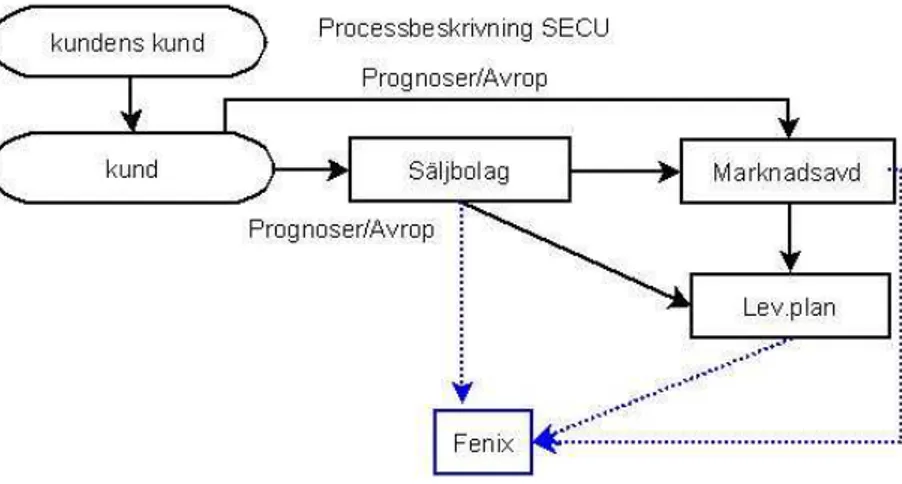
4.1PRODUKTIONSPROCESSEN... 29 4.2SÄLJ- OCH VERKSAMHETSPLANERING ... 29 4.3AVDELNINGARNA ... 30 4.4LEVERANSPLANERINGEN ... 314.4.1 SECU-processen ... 31
4.4.2 Containerprocessen ... 33
4.4.3 Allmänt om SECU- och containerprocesserna ... 34
4.5MARKNADSAVDELNINGEN... 35 4.6KUNDER... 35 4.6.1 Kund 1 ... 36
5
Analys ... 46
5.1SECU PROCESSEN ... 46 5.2CONTAINER PROCESSEN ... 47 5.3KUNDSERVICE ... 47 5.3.1 Kund 1a ... 48 5.3.2 Kund 1b ... 496
Lösningsförslag ... 50
6.1PLANERINGSLISTA FÖR MARKNADSAVDELNINGEN ... 50 6.2INLEDNING AV KUNDRELATIONSNÄTVERK ... 517
Slutsats ... 52
8
Diskussion ... 54
9
Referenser ... 56
9.1LITTERATUR ... 56 9.2INTERNET ... 56 9.3INTERVJUER ... 5610
Bilagor ... 57
Figurförteckning
FIGUR 1 – LOGISTIKPROCESSEN KRING KUND 1 VID SKOGHALLS BRUK (EGEN
BEARBETNING) 9
FIGUR 2 - VOLYMER FÖR GODS SOM AVGÅTT FRÅN TERMINAL 1 MED LASTBÄRAREN
CONTAINER UNDER 2008 (VECKA 1-45) 10
FIGUR 3 - VOLYMER FÖR GODS SOM AVGÅTT FRÅN TERMINAL 1 MED LASTBÄRAREN
SECU UNDER 2008 (VECKA 1-45) 10
FIGUR 4 – DE 4 OLIKA TIDSFASERNA MED KUNDSERVICE (JONSSON OCH MATTSON,
2005). 14
FIGUR 5 – EFFEKTIVITETSVARIABLAR SOM PÅVERKAR VARANDRA (JONSSON OCH
MATTSON, 2005). 16
FIGUR 6- ÖVER- OCH UNDERPRESTATION (JONSSON OCH MATTSSON (2005)) 17 FIGUR 7 - SAMBANDET MELLAN LEVERANSSERVICE OCH LÖNSAMHET (ARONSSON,
M.FL, 2003). 18
FIGUR 8 – TYPER AV PLANERINGSSITUATIONER MED AVSEENDE PÅ
ÖVERENSSTÄMMELSE MELLAN KAPACITETSTILLGÅNG OCH KAPACITETSBEHOV.
(MATTSSON OCH JONSSON, 2003) 22
FIGUR 9 – SAMMANFATTNING KVALITATIV METOD (EGEN BEARBETNING) 28 FIGUR 10 – ÖVERSIKT AV PRODUKTIONSPROCESSEN (EGEN BEARBETNING) 29 FIGUR 11 – SAMARBETET MELLAN AVDELNINGARNA (EGEN BEARBETNING) 30
FIGUR 12 – ORGANISATION LEVERANSPLANERINGEN (EGEN BEARBETNING) 31 FIGUR 13 – PROCESS FLÖDE - SECU PROCESSEN (EGEN BEARBETNING) 32 FIGUR 14 - PROCESS FLÖDE - CONTAINER PROCESSEN. (EGEN BEARBETNING) 34 FIGUR 15 – ORGANISATIONSSTRUKTUR MARKET SERVICE (EGEN BEARBETNING) 35
1
Inledning
I dagens läge är i stort sett alla branscher mer eller mindre påverkade av lågkonjunkturen. Det har lett till stora kostnadsbesparingar och effektiviseringar i de flesta företag. Stora Enso Skoghall är inget undantag, framför allt med tanke på den svenska kronans situation och dagens energipriser. Det har lett till att Stora Enso Skoghall arbetar mycket med kostnadsbesparingar genom effektiviseringar. Eftersom Stora Enso Skoghall är ett stort företag och ligger som bas till en stor försörjningskedja finns det många områden som har potential att bearbetas för förbättringsarbeten. Den här studien bidrar till en liten del av Stora Ensos Skoghall förbättringsarbete och kommer att beröra deras utlastningsdistribution.
1.1
Bakgrund
Under år 2007 omsatte Stora Enso 13,4 miljarder EUR. Stora Enso koncernen är etablerad i fem världsdelar, sammanlagt i mer än 40 länder och har cirka 38 000 anställda. Koncernens årliga produktionskapacitet ligger på 13,1 miljoner ton papper och kartong och 7,5 miljoner kubikmeter sågade träprodukter, varav 3,2 miljoner kubikmeter är vidareförädlade produkter (Stora Ensos interna databank).
Stora Enso koncernen är en integrerad skogsindustrikoncern med tillverkning av tidnings- och bokpapper, journalpapper och finpapper, konsumentkartong, industriförpackningar och träprodukter. Stora Enso Skoghall tillhör enheten Consumer boards, där de tillverkar framförallt livsmedels- och vätskekartong och industriförpackningar. De har cirka 1 110 anställda och är en av Värmlands största arbetsgivare (Stora Ensos interna databank).
Stora Enso Skoghall äger kartongmaskinerna KM 7 och KM 8, vilket ger dem en ledande position inom konsumentkartongstillverkning. De här två maskinerna har kapacitet att tillverka cirka 700 000 ton kartong per år med bred varians. KM 8, som är den största kartongtillverkningsmaskinen i världen, tillverkar upp till 800 meter kartong per minut och KM 7, som är en något mindre maskin än KM 8, tillverkar 540 meter kartong per minut. Sverige konsumerar 15 % kartong och resterande 85 % går till export (Stora Ensos interna databank).
Stora Enso Skoghall, fortsättningsvis kallad Skoghalls bruk, hyr lageryta och distributionstjänster i en terminal som är belägen i Karlstad. Denna terminal fortsättningsvis kallad Terminal 1 tillhandahåller tjänster som magasinering, sortering och godshantering av produkter (Stora Ensos interna databank).
Hit transporterar Skoghalls bruk den färdiga kartongen med lastbil, innan kartongen omlastas och transporteras vidare. De färdiga produkterna transporteras sedan ut från terminal 1 antingen med så kallade SECU-boxar eller i ISO-certifierade containrar beroende på kund och destination. Kartongen kan också transporteras direkt via lastbil för mindre kunder inom Europa (Stora Ensos interna databank).
En av Skoghalls bruks större kunder är kallad i författarnas studie för kund 1 som är globalt belägen och står tillsammans för 35 – 40 % av den totala volymen per år. Kund 1 använder framförallt kartongen till livsmedelsförpackningar. Beroende på destination är kund 1 kunderna en utav Skoghalls bruks större kunder som får godset levererat med lastbärarna SECU-boxar och Containrar (Stora Ensos interna databank). Lastbärarna kommer mer utförligt beskrivas nedan i 2.1.
I figur 1 nedan visas en överskådlig bild av flödet, av den del som studien behandlar, från produktion i Skoghalls bruk till kund 1a i Europa och till kund 1b i Asien
1 kan läsaren se vilka terminaler eller hamnar som kart skickas vidare med någon av lastbärarna (
Figur 1 – Logistikprocessen
1.2
Problembeskrivning
Figur 2 och 3 nedan, visar utlast
projekt för att eventuellt kunna sätta en begränsning på hur många ton som får gå iväg per vecka. Som figurerna
vecka med de båda lastbärarna. Giv
bruk. Ett av problemen är att de betalar en fast avgift för den kapacitet som terminal 1 erbjuder. Kapaciteten ligger dock enligt Skoghalls bruk för högt på grund av den ojämna utlastningen eftersom de betalar
annat problem är att mycket av kartongen som går via de här lastbärarna är till stor del lager eller avropsorder och kommer enbart transporteras till nästa terminal för vidare omlastning ut till kund. Frågan är
veckorna det har varit mycket hög utlastning?
I figur 1 nedan visas en överskådlig bild av flödet, av den del som studien behandlar, oghalls bruk till kund 1a i Europa och till kund 1b i Asien
1 kan läsaren se vilka terminaler eller hamnar som kartongen omlastas i innan de skickas vidare med någon av lastbärarna (Stora Ensos interna databank).
processen kring kund 1 vid Skoghalls bruk (Egen bearbetning)
Problembeskrivning
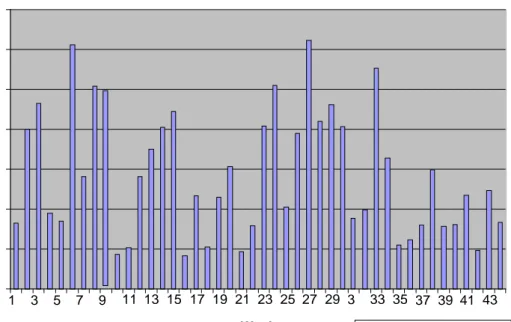
Figur 2 och 3 nedan, visar utlastat gods per vecka. Skoghalls bruk är inne i ett stort projekt för att eventuellt kunna sätta en begränsning på hur många ton som får gå iväg
Som figurerna nedan visar, har terminal 1 mycket ojämn utlast
vecka med de båda lastbärarna. Givetvis innebär det en del problem för Skoghalls bruk. Ett av problemen är att de betalar en fast avgift för den kapacitet som terminal 1 erbjuder. Kapaciteten ligger dock enligt Skoghalls bruk för högt på grund av den ojämna utlastningen eftersom de betalar lika mycket vid låg utlastning som hög. Ett annat problem är att mycket av kartongen som går via de här lastbärarna är till stor del lager eller avropsorder och kommer enbart transporteras till nästa terminal för vidare Frågan är om allt gods verkligen behöver levereras just de veckorna det har varit mycket hög utlastning?
I figur 1 nedan visas en överskådlig bild av flödet, av den del som studien behandlar, oghalls bruk till kund 1a i Europa och till kund 1b i Asien. I figur ongen omlastas i innan de Stora Ensos interna databank).
Skoghalls bruk (Egen bearbetning)
at gods per vecka. Skoghalls bruk är inne i ett stort projekt för att eventuellt kunna sätta en begränsning på hur många ton som får gå iväg ojämn utlastning per etvis innebär det en del problem för Skoghalls bruk. Ett av problemen är att de betalar en fast avgift för den kapacitet som terminal 1 erbjuder. Kapaciteten ligger dock enligt Skoghalls bruk för högt på grund av den lika mycket vid låg utlastning som hög. Ett annat problem är att mycket av kartongen som går via de här lastbärarna är till stor del lager eller avropsorder och kommer enbart transporteras till nästa terminal för vidare om allt gods verkligen behöver levereras just de
Figur 3 - Volymer för gods som avgått från terminal 1 med lastbäraren SECU under 2008 (Vecka 1-45) 2008 Secu 0 1000 2000 3000 4000 5000 6000 7000 1 3 5 7 9 1 1 1 3 1 5 1 7 1 9 2 1 2 3 2 5 2 7 2 9 3 1 3 3 3 5 3 7 3 9 4 1 4 3 Week T o n Average 3706 ton/week 2008 Container 0 500 1000 1500 2000 2500 3000 3500 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 3 33 35 37 39 41 43 Week Ton Average 1432 ton/week
Figur 2 - Volymer för gods som avgått från terminal 1 med lastbäraren Container
1.3
Syfte och mål
Författarnas uppgift kommer vara att kartlägga dagens situation, dokumentera bakgrund samt undersöka om Skoghalls bruk med kunder skulle kunna hantera en eventuell minskad servicenivå när det gäller lastbärarna SECU och Container. En minskad servicenivå skulle betyda att Skoghalls bruks kostnader för terminal 1 minskar.
Målet med studien är att få en jämnare utlastningsbeläggning av lastbärarna Container och SECU-boxarna och att undersöka om Skoghalls bruks kunder, kund 1a i Europa och kund 1b i Asien, skulle klara av den ökade leveranstiden som kommer ske av utjämning.
Med följande frågeställningar kommer målet att uppnås.
1. Hur skulle Stora Ensos kund, kund 1a, påverkas av den ökade leveranstiden som kommer inträffa av minskade fluktuationer i terminal 1?
2. Hur skulle Stora Ensos kund, kund 1b, påverkas av den ökade leveranstiden som kommer inträffa av minskade fluktuationer i terminal 1?
3. Hur förhåller sig skillnaden i utlastningsmängd av lastbäraren SECU från terminal 1 med utplocket av gods av slutkund?
4. Hur förhåller sig skillnaden i utlastningsmängd av lastbäraren Container från terminal 1 till den sista terminalen innan kund?
1.4
Avgränsningar
Som tidigare nämnts får Kunden 1 sitt gods levererat i lastbärarna SECU och containrar. Kunden är global och finns belägna i flera världsdelar. I studierna behandlas enbart försörjningsflödet till de kunder, som det har levererats mest gods till. De är kund 1a i Europa och kund 1b i Asien. Anledningen till att undersökningen görs på de här kunderna är för att få ett resultat så nära verkligheten som möjligt. Service är ett omfattande begrepp och därför kommer enbart leveranstid att behandlas i den här studien. Det innebär att studien inte kommer att behandla delar som leveransprecision, leveranssäkerhet, leveransflexibilitet och lagerservicenivå.
1.5
Sekretess
Skoghalls bruk omsätter mycket höga belopp och har ett mycket väl genomarbetat produktions- och logistiksystem som behandlar all typ av data. Stora Enso hemlighåller avtal med speditörer och kunder vilket gör att publiceringen av den här rapporten kommer att vara begränsad. Delar som har ändrats i den slutliga rapporten av representanter från skoghalls bruk är följande: kunder och terminaler har döpts om till kund 1a, 1b och terminaler har döpts om till terminal 1, 2, 3 och så vidare.
1.6
Disposition
Rapporten är indelad i följande sju avsnitt: Inledning, teoretisk bakgrund, metod och genomförande, nulägesbeskrivning, analys, slutsats och diskussion.
Inledningen är till för att ge en inbjudande bild av studien där en skildring av studien görs.
Den teoretiska bakgrunden ligger till grund för resultatet och den ska ge en inblick i området som författarna avgränsat sig till.
I metod- och genomförandedelen beskrivs hur arbetet har utförts och vilka metoder författarna har använt sig av vid införskaffning av information.
Nulägesbeskrivningen ger en insyn i hur företaget fungerar i nuläget. Det är här datainsamlingen presenteras och som ligger till grund för analysen.
I analys kapitlet presenteras en analys av nulägesbeskrivningen. Här presenteras även de lösningsförslag som författarna har kommit fram till.
Slutsatsen visar de slutsatser som grundar sig på nulägesbeskrivningen och analysavsnittet. Vissa slutsatser är även kopplade till den teoretiska bakgrunden. Diskussionen visar hur väl målet med arbetet har uppnåtts eller inte. Den avslutande diskussionen behandlar hela arbetet.
En referenslista visas i slutet av arbetet.
2
Teoretisk bakgrund
I det här kapitlet presenteras den relevanta teorin för att ge läsaren förståelse för ämnet. Den teori som behandlas är: Lastbärare, kundservice, samverkan i försörjningskedjor och kapacitetsplanering.
2.1
Lastbärare
SECU och container är de två lastbärarna som studien fokuserar på. Enligt plan som är ett vetenskapligt arkiv definieras lastbärare på följande sätt:
”En lastbärare är en anordning som bär och håller samman en mängd varor och som är speciellt utformad för att underlätta hantering. En lastpall är ett exempel på en lastbärare.”
2.1.1 SECU
SECU står för Stora Enso Cargo Unit och är en specialutvecklad lastbärare anpassad för Stora Ensos eget logistiksystem – Baseport System. SECU-boxarna har kapacitet för att lasta upp till 60 ton och är försedda med radiotranspondrar, RFID-tags, vilka snabbt och automatiskt kan identifiera varje behållare i lastsystemet. En SECU-box är 14 meter lång och 3.3 meter hög. Hantering av SECU-boxarna kan endast ske via anpassade hamnar. De kan endast transporteras på tåg och fartyg eftersom de inte är anpassade, varken storleksmässigt eller viktmässigt, för lastbilstransporter. Det gör att de är mindre flexibla än containrarna (Bilaga 8 & 9).
2.1.2 Container
Lastbäraren container är ISO-certifierad och kan transporteras med lastbil, fartyg och tåg. Den kräver inte anpassade hamnterminaler för att omlastning ska kunna ske. Maxvikt för en lastad container är 20 - 30 ton beroende på vägnät och land. Stora Enso- koncernen använder två storlekar av containrar, en som är 12,2 meter och en som är 6,1 meter. Den containern som ingår i den här studien är den som är 12,2 meter (Bilaga 6 & 7).
2.2
Kundservice
Inom logistiken kan man påverka intäkterna genom att skapa god kundservice. Kundservice är de aktiviteter som sker i kontakt och vid leverans av produkter och tjänster till kund. Kundservice kan delas in i olika tidsfaser som kommer att behandlas nedan. Lagerservicenivå, som är ett mått på hur lagerförda artiklar finns tillgängliga när de efterfrågas, är till exempel extra viktig att tänka på vid leverans från färdigvarulager. Ett kundserviceelement som är viktigt i nästa alla fall är leveranstidens längd och hur väl man håller den lovade leveranstiden (Jonsson och Mattson, 2005).
För att minska planeringsosäkerheten för parterna är det viktigt att skapa god kundservice genom materialflödesinformation, där man ökar möjligheterna för informationsutbyte (Jonsson och Mattson, 2005). Många av de artiklar som levereras till kund har kringtjänster som påverkar kundnöjdheten. Några sådana exempel kan
vara att de förpackas på ett vis
att kundens arbete vid leverans ska underlättas.
2.2.1 Kundservice i olika tidsfaser
De aktiviteter som påverkar kundservicen sker inte endast vid leveranstidpunkten utan kan delas in i fyra olika tidsfaser
service vid leverans och
2005).
Figur 4 – De 4 olika tidsfaserna med kundservice
Service före ordern handlar om de förutsättningar och den inf
behöver för sin verksamhetsplanering parterna för att god kundservice ska
bland annat leveranstider och aktuella lagernivåer. I nästa steg
leverans handlar det om att underlätta för kunden att lägga orden och att anpassa sig
till kundens önskemål när det gäller order förseningar vid ett så tidigt stadium
kunna anpassa sig till leveransflexibiliteten som kan vara leveranstider och leveransvolymer.
tillhandahålla leveranstidernas längd och i vilken grad lovade leveranstider hålls.
Service efter leverans handlar till
hantera reklamationer och returer (Jonsson och Mattson, 2005).
2.2.2 Leveransservice
Det som sker mellan genomförandet av order leveransservice(Jonsson och Mattson,
är ett antal leveransserviceelement. E
situationen. Nedan följer en kort beskrivning av de leveransserviceelementen.
Lagerservicenivå eller serviceg
artiklar finns tillgängliga när de leverera direkt från lager. Det här (make to stock). Olika sätt
order direkt från lager, andel orderrader som levereras direkt från lager och andel artiklar som kan levereras från lager
Service före ordern
vara att de förpackas på ett visst sätt eller att de märks med en streckkod. Det görs för att kundens arbete vid leverans ska underlättas.
undservice i olika tidsfaser
ar kundservicen sker inte endast vid leveranstidpunkten utan kan delas in i fyra olika tidsfaser: Service före ordern, service från order till leverans
och service efter leverans, se figur 4 (Jonsson och Mattson,
olika tidsfaserna med kundservice (Jonsson och Mattson, 2005).
handlar om de förutsättningar och den information som kunden verksamhetsplanering. Det är viktigt att skapa en öppenhet mellan god kundservice ska uppnås. Information som är viktig för kunden är bland annat leveranstider och aktuella lagernivåer. I nästa steg service från orde
r det om att underlätta för kunden att lägga orden och att anpassa sig till kundens önskemål när det gäller orderrutiner. Leverantören meddela
eningar vid ett så tidigt stadium som möjligt. Det handlar också om att kortsiktigt sig till leveransflexibiliteten som kan vara kundens
leveranstider och leveransvolymer. Service under leveransen handlar
tillhandahålla leveranstidernas längd och i vilken grad lovade leveranstider hålls. handlar till exempel om att kunna leverera reservdelar och att tioner och returer (Jonsson och Mattson, 2005).
Leveransserviceelement
ker mellan genomförandet av order–till–leveransprocess brukar man kalla (Jonsson och Mattson, 2005). Det som bäst beskriver leveransservicen l leveransserviceelement. Elementens betydelse varierar beroende på situationen. Nedan följer en kort beskrivning av de främst förekommande
.
eller servicegrad/ lagertillgänglighet är ett mått på hur lagerförda tiklar finns tillgängliga när de efterfrågas, med andra ord sannolikheten att kunna everera direkt från lager. Det här elementet är viktigt vid tillverkning mot lager (make to stock). Olika sätt att mäta lagerservicenivå på är: Andel komplett levererade order direkt från lager, andel orderrader som levereras direkt från lager och andel artiklar som kan levereras från lager(Jonsson och Mattson, 2005).
Service från ordern till leverans Service under leverans Service efter eckkod. Det görs för
ar kundservicen sker inte endast vid leveranstidpunkten utan
service från order till leverans,
(Jonsson och Mattson,
Jonsson och Mattson, 2005). ormation som kunden är viktigt att skapa en öppenhet mellan som är viktig för kunden är
service från ordern till
r det om att underlätta för kunden att lägga orden och att anpassa sig meddelar eventuella som möjligt. Det handlar också om att kortsiktigt kundens ändrade handlar om att tillhandahålla leveranstidernas längd och i vilken grad lovade leveranstider hålls. exempel om att kunna leverera reservdelar och att
brukar man kalla Det som bäst beskriver leveransservicen ens betydelse varierar beroende på främst förekommande
är ett mått på hur lagerförda efterfrågas, med andra ord sannolikheten att kunna gt vid tillverkning mot lager ndel komplett levererade order direkt från lager, andel orderrader som levereras direkt från lager och andel
Service efter leverans
Med Leveransprecision/ leveranspålitlighet avses i vilken grad leverantören kan leverera vid den överenskomna tidpunkten (Jonsson och Mattson, 2005). När man mäter leveransprecision mäter man endast vid tillfällen då företaget tillverkar mot kundorder, det vill säga artiklar som inte är lagerförda i färdigvarulager. Här definieras både tidig och sen leverans som låg leveransprecision. Det här måttet är främst betydelsefullt vid situationer där kunden är starkt beroende av artikeln och där kundens verksamhet kan stanna upp på grund av sen leverans. Jonsson och Mattson (2005) definierar leveransprecision så här:
”antal leveranser på utlovad leveranstidpunkt i förhållande till totalt antal leveranser”.
Leveranssäkerhet är ett mått på hur väl leveransens kvalitet stämmer i grad av rätt
produkt och rätt kvantitet. Är leveranssäkerheten låg leder det till merarbete för kunden. Är leveranssäkerheten hög behöver leveransen inte kontrolleras (Jonsson och Mattson, 2005). Leveranssäkerhet definieras enligt Johnsson och Mattson 2005 så här: ”antal kundorder utan anmärkning från kund i förhållande till totalt antal levererade kundorder”.
Aronsson, m.fl. (2003) definierar begreppet på följande sätt. ”rätt vara i rätt mängd med rätt kvalitet”
Leveranstid är tiden från det att leverantören har mottagit en order tills det att orden är
mottagen av kunden. Var orden är mottagen bestäms från fall till fall beroende på om kundspecifika tiden ska räknas med eller inte. Lång leveranstid ger hög kapitalbindning, höga kapitalbindningskostnader och lägre flexibilitet (Jonsson och Mattson, 2005).
Leveranstiden består av två delar: den första delen har med den egentliga verksamheten att göra som består av administrations och orderhandlingstider, diverse väntetider, eventuella tider för konstruktion och produktionsförberedelser, genomloppstider i produktion samt utleverans och transporttider. De tider som påverkas i hög grad av effektiva logistiklösningar är administrations och orderhandlingstider samt utleverans och transporttider. Genomloppstiderna i produktionen påverkas också av en rationell upplagt planering. En faktor som bidrar till sänkta leveranstider är val av lagringspunkter i materialflödet (Mattsson och Jonsson, 2003).
Den andra delen som är beroende av den aktuella beläggningen från tidigare eller andra inneliggande kundorder kan också påverkas av effektiva logistiklösningar. Genom att ha tillgång till ett system där det är lätt att följa vilka order som är inneliggande och därmed ha kontroll över rådande kapacitet kan onödiga säkerhetsmarginaler vid bestämning av leveranstid undvikas. Produktionsflexibiliteten kan också höjas, så att det tillfälligt går att öka tillgänglig kapacitet vid överbeläggning, med ett bra logistiksystem (Mattsson och Jonsson, 2003).
Leveransserviceindex är ett mått på hur stor del av leveranserna som är fullständiga
enlig elementen ovan. Här kan man se hur tillfredsställd kunden var efter leverans med hänsyn taget till ovan nämnda leveransserviceelement. Genom att multiplicera förekommande serviceelement med varandra får man andel i procent av orden som behandlades perfekt. Av Jonsson och Mattson, 2005 ges ett exempel på en uträkning av ett leveransserviceindex.
”Ett exempel på ett leveransserviceindex kan vara 80 % leveransprecision, 95 % leveranspålitlighet, 99 % perfekta fakturor, 96 % av
för en speciell kundkategori innebär att 72 % av orden levererats perfekt, dvs. 0.8*0.95*0.99*0.96=0.72”.
2.2.3 Logistiksystemet
I logistiksystemet finns ett flertal effektivitetsvariabler som påverkar varandra ( figur 5). Nedan kommer e
direkt påverkar kundservicen
Flexibilitet, är förmågan att variera
skapar värde och påverkar betydelse i logistiksystemen
produktmixflexibilitet och volymflexibi
Leveransflexibilitet är att kunna göra leveransför
kundens efterfråga. För att bestämma leveransflexibilitet tar man hänsyn till leveranstiders längd, genomloppstider
produktionen (Jonsson och Mattson, 2005).
Produktmixflexibilitet är förmågan att kunna ställa om
materialförsörjningen efter efterfrågan, med befintlig kapacitet. Produktmixflexibiliteten bestäms bland annat av
genomloppstidernas längd (Jonsson och Mattson, 2005).
Volymflexibilitet är måttet på hur snabbt företaget kan justera produktions leveransvolymerna. Måttet påverkas av utgångsmaterial, genomloppstider, seriestorlekar och grad av överkapacitet
Fokuseringen på tid är central i logistiksystemet på grund av att tiden påverkar de övriga effektivitetsvariablerna
är en del av leveransservicen. Korta genomloppstider är en viktig del för leverantörerna. Genom kortare genomloppstider
kapital och det går snabbare för föret
Mattson, 2005).
Figur 5 – Effektivitetsvariablar som påverkar varandra 2005).
”Ett exempel på ett leveransserviceindex kan vara 80 % leveransprecision, 95 % leveranspålitlighet, 99 % perfekta fakturor, 96 % av kundorder utan returer för en speciell kundkategori innebär att 72 % av orden levererats perfekt, dvs. 0.8*0.95*0.99*0.96=0.72”.
Logistiksystemet
I logistiksystemet finns ett flertal effektivitetsvariabler som påverkar varandra ( kommer en kort beskrivning av de ingående komponenterna som kundservicen
(Jonsson och Mattson, 2005).
, är förmågan att variera produktionsvolym och leveransvolym. Flexibilitet påverkar direkt kundservicen och har därmed fått en ökande betydelse i logistiksystemen. Man kan dela in flexibilitet i leveransflexibilitet, produktmixflexibilitet och volymflexibilitet (Jonsson och Mattson, 2005).
är att kunna göra leveransförändringar för att anpassa sig t kundens efterfråga. För att bestämma leveransflexibilitet tar man hänsyn till
ders längd, genomloppstider, omställningstider och seriestorlekar i (Jonsson och Mattson, 2005).
är förmågan att kunna ställa om produktionstakten och materialförsörjningen efter efterfrågan, med befintlig kapacitet. Produktmixflexibiliteten bestäms bland annat av leveranstiderna för seriestorlek genomloppstidernas längd (Jonsson och Mattson, 2005).
måttet på hur snabbt företaget kan justera produktions Måttet påverkas av utgångsmaterial, genomloppstider, lekar och grad av överkapacitet (Jonsson och Mattson, 2005).
är central i logistiksystemet på grund av att tiden påverkar de effektivitetsvariablerna. (se fig. 5) Exempel på detta är korta leveranstider som är en del av leveransservicen. Korta genomloppstider är en viktig del för . Genom kortare genomloppstider kan leverantörerna binda mindre
går snabbare för företaget att svara på kundönskemål
Effektivitetsvariablar som påverkar varandra (Jonsson och Mattson,
”Ett exempel på ett leveransserviceindex kan vara 80 % leveransprecision, 95 kundorder utan returer för en speciell kundkategori innebär att 72 % av orden levererats perfekt, dvs.
I logistiksystemet finns ett flertal effektivitetsvariabler som påverkar varandra (se ingående komponenterna som
volym och leveransvolym. Flexibilitet d fått en ökande i leveransflexibilitet, litet (Jonsson och Mattson, 2005).
ndringar för att anpassa sig till kundens efterfråga. För att bestämma leveransflexibilitet tar man hänsyn till h seriestorlekar i
produktionstakten och materialförsörjningen efter efterfrågan, med befintlig kapacitet. seriestorlekar och
måttet på hur snabbt företaget kan justera produktions- och Måttet påverkas av utgångsmaterial, genomloppstider,
är central i logistiksystemet på grund av att tiden påverkar de är korta leveranstider som är en del av leveransservicen. Korta genomloppstider är en viktig del för leverantörerna binda mindre aget att svara på kundönskemål
(Jonsson och
Med god Kundservice påverkas logistikens intäkter. Kundservice består av olika serviceelement som beskrivs utförligt ovan. Utöver de serviceelementen kan kundservice skapas med hjälp av materialflödesinformation och kringtjänster
(Jonsson och Mattson, 2005).
De kostnader som är förknippade med logistiksystemet är följande: Den fysiska hanteringen, lagring, förflyttning av gods, administrativa kostnader, bundet kapital och brist och förseningskostnader
(Jonsson och Mattson, 2005).
Den kapitalbindning som finns i logistiksystemet är lagring som består av råvarulager, komponentlager, halvfabrikat, färdigvarulager och distributionslager. Gods som är under transport binder också kapital
(Jonsson och Mattson, 2005).
Logistiksystemet har en miljöpåverkan med föroreningar, utsläpp, buller, hög energiförbrukning och bristfällig avfallshantering och återvinning
(Jonsson och
Mattson, 2005).
2.2.4 Koppling mellan service och logistikkostnader
Med logistik vill man uppnå en så hög leveransservice till ett så lågt pris som möjligt. (Aronsson, m.fl., 2003).
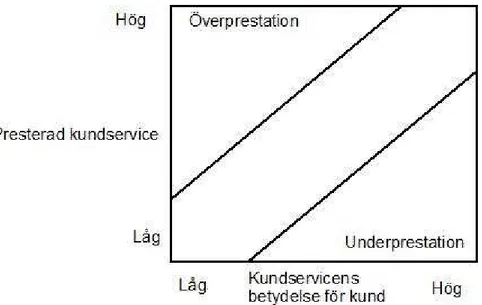
Kundservice påverkar enligt Jonsson och Mattsson (2005) både intäkter och kostnader. Figur 6 nedan visar att det går att överprestera eller underprestera kundservice. Ett företag kan till exempel satsa mycket resurser på leveranstid vilket ger höga leveransservicekostnader för företaget. Betydelsen för kunden med den höga leveransservicen kan dock vara av låg betydelse. Enligt Jonsson och Mattsson (2005) måste man därför optimera resurserna i förhållande till betydelse för kunden. En enhetlig hög service till alla kunder och för alla produkter kommer att innebära orimligt höga kostnader för företaget eftersom olika kunder värderar olika service element olika. Enligt Jonsson och Mattsson (2005) finns det en risk att företaget förlorar krävande och lönsamma kunder och istället behåller fler olönsamma kunder.
Många företag beslutar därför om en leveransservicenivå som ska uppnås utifrån marknadskrav och konkurrenssituation. Utifrån detta beslut försöker företagen minska kostnaderna för lagerföring, lagerhållning, transport och administration samtidigt som företaget försöker uppnå den beslutade servicen. Klarar man inte av att hålla leveransservicen leder det till en bristkostnad för en förlorad kund eller utebliven försäljning (Aronsson, m.fl., 2003).
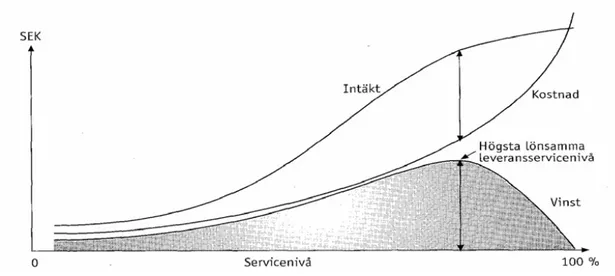
Det finns ytterligare parametrar som påverkar lönsamheten. En av dem är att produktionen inte blir mer lönsam vid en viss gräns av leveransservice. Det finns alltså en gräns för vad som är högsta lönsamma leveransservicenivå se figur 7. Det finns inget företag som kan hålla en sådan service att de kan vara förberedda på alla tänkbara situationer och kunna leverera alla order. Det skulle gå åt oändligt mycket resurser för att kunna tillfredsställa alla på det sättet. Ett lämpligt mål kan tillexempel vara att kunna leverera alla order komplett inom 5 dagar. På så sätt kan man hålla en leveransservice på 100 % (Aronsson, m.fl, 2003).
Figur 7 - Sambandet mellan leveransservice och lönsamhet (Aronsson, m.fl, 2003).
I figur 7 ser man att intäkter och servicenivå följer varandra. När kostnaderna ökar, på grund av resurserna som påverkar servicenivån, kommer en gräns där det inte längre blir lönsamt att investera i mer resurser. Det är alltså den mest optimala servicenivån för kunderna. Investerar företaget sedan ytterligare i resurser minskar lönsamheten på grund av att företaget till exempel erbjuder tjänster som kunderna inte efterfrågar eller inte är intresserade av. Det finns alltså ingen mening med att ha en för hög servicenivå (Aronsson, m.fl., 2003).
2.3
Samverkan i försörjningskedjor
Samverkansformer och informationsutbyten mellan leverantörer, företaget och kunder har stor betydelse för ledtider och leveranstider. I stora försörjningskedjor blir informationsutbytet osäkert på grund av flertalet aktörer. Den höga osäkerheten leder till ökade risker som kan påverka leveransavtalet med kunden. En förutsättning för beslutsfattande är tillgången till fullständig och aktuell information (Jonsson och Mattsson, 2005).
2.3.1 Quick response
Quick response är ett koncept för samverkan och informationsutbyte mellan tillverkare och kunder i försörjningskedjor. Quick response innebär att företag ska kunna reagera snabbare på förändringar och variationer som uppstår hos kunder. Ett bra It-system underlättar arbetet med quick response. Informationsflödet mellan kunder och leverantörer upprätthålls med system som EDI ( electronic data interchange). För att systemet ska fungera snabbt och säkert vid identifiering av volymer används automatiska identifieringssystem, som till exempel streckkoder (Jonsson och Mattsson, 2005).
Quick respons kännetecknas av följande:
Materialflöden i försörjningskedjan ska vara synkroniserade med slutkundens efterfrågan (Jonsson och Mattsson, 2005).
Informationstillgång och viljan att utbyta information mellan företag är en grund för hela quick response konceptet. Leverantörer och kunder ska få tillgång till varandras körplaner (Jonsson och Mattsson, 2005).
Tidsplanering är avgörande för att en quick respons verksamhet ska fungera. Genom att krympa ledtider i alla led i försörjningskedjan uppnås stora konkurrensfördelar (Jonsson och Mattsson, 2005).
2.3.2 Efficient consumer response
Efficient consumer response är ett mer omfattande koncept för samverkan och informationsutbyte i försörjningskedjor än quick response. Konceptet är effektivt inom områdena produktlansering, sortimentstyrning, promotion, och varuförsäljning (Jonsson och Mattsson, 2005).
Effektiv produktlansering syftar till att öka träffsäkerheten vid introduktioner av nya produkter och att reducera lanserings- och provkostnader (Jonsson och Mattsson, 2005).
Effektiv promotion är att uppnå en effektivare marknadsförsörjning mot konsument och att minska kostnaderna för marknadsbearbetning mellan aktörerna i kedjan (Jonsson och Mattsson, 2005).
Med effektiv sortimentstyrning menas att med utgångspunkt från kundernas efterfrågan, planera in ett produktsortiment som optimerar användningen av tillgängliga lager och försäljningsställen (Jonsson och Mattsson, 2005).
Effektiv varuförsörjning syftar till att optimera flödet av varor från tillverkare till slutkund. Efterfrågan och produktion styrs av signaler från kunden (Jonsson och Mattsson, 2005).
2.3.3 Collaborative planning, forecasting and replenishment Collaborative planning, forecasting and replenishment skapar speciella
samverkanrelationer mellan leverantörer och kunder genom gemensamma processer och ett strukturerat informationsutbyte som till exempel gemensamma prognos- och körplaner. Med de samverkningsrelationer som skapas uppnår företagen effektivare
materialflöden och mindre kapitalbindning. Konceptet består av följande delar (Jonsson och Mattsson, 2005):
Reduktion av lager där kunden måste förbättra prognosnoggrannheten. På motsvarande sätt måste tillverkarna förbättra noggrannheten med sina leveranser (Jonsson och Mattsson, 2005).
Samverkan som bygger på ömsesidigt förtroende. Hela försörjningkedjan måste ha gemensamma mål (Jonsson och Mattsson, 2005).
Att utnyttja kärnkompetenserna i försörjningskedjan, vilket innebär att lägga över en uppgift till den aktören som har högst kompetens i försörjningskedjan.
2.4
Kapacitetsplanering
För att åstadkomma värdeförädling av en produkt krävs att det tillförs en resurs av något slag. I den utsträckning som företaget kan åstadkomma värdeförädling med företagets resurser kallas det kapacitet. Att ha resurser är alltid förknippat med kostnader vare sig de används eller inte. Det är också förknippat med intäktsbortfall att inte ha tillräckligt med resurser när de efterfrågas. Det är viktigt att balansera tillgång av kapacitet och behov av kapacitet (Mattsson och Jonsson, 2003). Enligt plan som är ett vetenskapligt arkiv definieras kapacitetsplanering på följande sätt:
”Kapacitetsplanering är den planeringsfunktion som omfattar aktiviteter för att säkerställa tillgång till produktionsresurser med kapacitet som kan förväntas behövas under den aktuella planeringshorisonten och som står i överensstämmelse med övergripande produktionsbudgets och produktionsplaner”.
2.4.1 Kapacitetsplanering på olika planeringsnivåer
Att skapa en balans mellan behov av kapacitet och tillgång av kapacitet är något som utförs på samtliga planeringsnivåer parallellt med planering av framtida produktion. Första steget är att produktionsplaner och tillverkningsorder planeras utan hänsyn till kapacitetsbegränsningar. Syftet är att beräkna vilken kapacitet företaget skulle ha för att täcka de behov som finns. Det är viktigt i de övre planeringsnivåerna, där
framförhållningen är så lång att det finns möjlighet att justera den tillgängliga kapaciteten om den inte motsvarar behoven (Mattsson och Jonsson, 2003).
Kapacitetsplanering berör alla planeringsnivåerna men tillvägagångssättet och metoderna för planeringen skiljer sig. Framförhållningen i de olika nivåerna kan variera från en månad till flera år. Möjligheten att anpassa tillgång till behov skiljer sig åt på de olika planeringsnivåerna (Mattsson och Jonsson, 2003).
2.4.1.1 Sälj och verksamhetsplaneringsnivå
Kapacitetsbehoven i den här nivån grundas på långsiktig planerad produktion. Det görs för att de planerade utleveranserna, som är baserade på prognoser, ska kunna genomföras. Möjligheterna att justera tillgänglig kapacitet är nästan obegränsade på grund av den långa framförhållningen som ofta sträcker sig över 1 år. Besluten som tas på den här nivån omfattar förändringar av bemannings- och kompetensammansättning på personal (Mattsson och Jonsson, 2003).
2.4.1.2 Huvudplaneringsnivå
På den här nivån baseras kapacitetsbehoven dels på planerade produktionsvolymer och dels på planerade och frisläppta order. På den här nivån baseras planerade utleveranser på faktiska kundorder och delvis på samma sätt som i sälj och verksamhetsplaneringsnivån. Framförhållningen sträcker sig från 0,5 till 1 år, därför är möjligheterna att anpassa tillgänglig kapacitet mer begränsad. Besluten på den här nivån berör enstaka produktionsgrupper (Mattsson och Jonsson, 2003).
2.4.1.3 Orderplaneringsnivå
Till skillnad från de andra planeringsnivåerna baseras den här nivån endast på frisläppta och planerade tillverkningsorder. Order kommer från huvudplaneringens produktionsplaner eller som en konsekvens av kundorder. På den här nivån sträcker sig planeringshorisonten mellan 1 till några månader och därmed är möjligheten att anpassa den tillgängliga kapaciteten mer begränsad än i de ovan nämnda nivåerna. På den här nivån handlar det om att ändra i marginalerna på den kapacitet som redan finns. Till exempel att använda övertid eller omfördela arbetskraft mellan produktionsavdelningarna (Mattsson och Jonsson, 2003).
2.4.2 Handlingsalternativ vid kapacitetsbehov
Vid längre framförhållning finns det alltid möjlighet att anpassa den kapacitet som finns för att täcka det kapacitetsbehov som förväntas. Om det inte finns några finansiella begränsningar kan företagen alltid investera i nya tillgångar för att öka kapaciteten alternativt avveckla tillgångar för att minska kapaciteten. Det här gäller även för de anställda. I de allra flesta fall är handlingsutrymmet mer begränsat än så. Företagen måste arbeta med att anpassa kapacitetsbehovet så att den täcker den kapacitetstillgång som redan finns (Mattsson och Jonsson, 2003).
Med kapacitetsplanering avses att fördela kapacitetsbehovet på olika planeringsperioder och att jämföra det kapacitetsbehovet med den kapacitet som finns på den aktuella platsen. När en jämförelse har gjorts kan det inträffa att den tillgängliga kapaciteten inte räcker till det kapacitetsbehov som finns i en enskild period eller i hela planeringshorisonten. Vid en sådan situation måste företaget vidta åtgärder för att antingen ändra kapacitetstillgångar eller kapacitetsbehov alternativt båda två. Enligt figur 8 nedan finns det fyra olika planeringssituationer. Den ackumulerade överensstämmelsen innebär att den ackumulerade tillgängliga kapaciteten stämmer överens med det ackumulerade kapacitetsbehovet som sträcker sig över hela planeringshorisonten. Det här betyder alltså att kapacitetsbehovet under alla planeringsperioder är lika stort som tillgången till kapacitet är. När det finns en balans mellan kapacitetsbehov och kapacitetstillgång i varje planeringsperiod kallas det periodvis överensstämmelse som motsvarar den vänstra sidan av figur 8. I ett företag där den kapacitetsplanerande verksamheten fungerar optimalt finns det en överensstämmelse inom respektive period och hela planeringshorisonten. I figur 8 visas handlingsalternativ, om inte det optimala tillståndet finns som beskrivs ovan. (Mattsson och Jonsson, 2003)
figur 8 – Typer av planeringssituationer med avseende på överensstämmelse mellan
kapacitetstillgång och kapacitetsbehov
Typer av planeringssituationer med avseende på överensstämmelse mellan kapacitetstillgång och kapacitetsbehov. (Mattsson och Jonsson, 2003)
3
Metod och Genomförande
I det här kapitlet beskrivs tillvägagångssättet som ligger till grund för studien. De metoder som använts är datainsamling, teoribeskrivning, nulägesbeskrivning och analys. Här beskrivs tekniker och verktyg som har använts i studien. Avslutningsvis beskrivs metodkritik där fördelar och nackdelar med angivna metoder visas.
3.1
Introduktion
Det finns ett stort utbud av metoder där data bearbetas och struktureras för att nå fram till ett tillförlitligt resultat. Det finns allt mellan statistiska metoder som beskriver hur statistik ska tolkas till metoder som beskriver hur man skall tolka texter. Metoderna kan delas in i följande: Kvantitativa metoder och kvalitativa metoder. De beskrivs nedan. Enligt Patel & Davidson, (2003) avgörs valet av metoder av studiens problembeskrivning (Patel och Davidson, 2003).
I den här studien har kvalitativa och kvantitativa metoder använts i samma omfattning. Tyngdpunkten på de olika metoderna har dock varierat beroende på kapitlens innehåll. I analysen ligger till exempel tyngdpunkten på kvalitativa metoder.
3.1.1 Kvalitativa metoder
Patel och Davidson, (2003) menar att kvalitativa metoder är tänkta att användas för att tolka textmaterial. Det finns olika typer av textmaterial vilka är ljudupptagning, videoupptagning och intervju. Den här metoden ger, enligt Williamson, (2002), mer flexibel design i arbetet på grund av att intervjuer och observationer anpassas till situationen. En annan fördel med den här metoden är, enligt Williamson, (2002), att man får högre transparens och närhet till det objekt som undersöks. Målet med metoden är att ge en förståelse för helheten Patel och Davidson, (2003).
3.1.2 Kvantitativa metoder
Patel och Davidsson (2003) menar att kvantitativa metoder är tänkta att användas för att tolka statistisk data. Patel och Davidsson (2003) menar också att statistiken delas in i beskrivande data och hypotesprövande data. Den beskrivande statistiken innebär att man i siffror beskriver det insamlade materialet. Den hypotesprövande statistiken används för att testa och sedan beskriva statistiska hypoteser (Patel och Davidsson, 2003).
Den största skillnaden mellan metoderna är att, vid kvalitativ undersökning undersöks allt insamlat material och vid kvantitativ undersökning analyseras materialet först när allt material är insamlat (Patel och Davidsson, 2003).
3.2
Litteraturstudier
Den teoretiska delen i studien ger läsaren inblick och förståelse för ämnet. I nulägesbeskrivningen och i analysen används facktermer, som förklaras i teorin. I litteraturstudien har ett urval och därefter jämförelser genomförts. Informationskälla har till stor del varit programenlig kurslitteratur.
3.3
Datainsamlingsmetoder
Nedan följer en teoretisk beskrivning av datainsamlingsmetoderna som har använts.
3.3.1 Stickprovsundersökning
Enligt Ejlertsson (2005) används stickprovsundersökningar istället för totalundersökningar då populationen är för stor. Eljertsson (2005) nämner tre huvudmetoder som ingår i stickprovsundersökningar vilka är ett obundet slumpmässigt urval, systematiskt urval och klusterurval.
I ett slumpmässigt urval måste populationen representeras på ett sätt så att alla individer har lika stor chans att komma med i undersökningen Patel och Davidsson (2003).
I ett systematiskt urval väljs systematiskt individer ut i populationen. Det finns en risk att urvalet inte stämmer med populationen för samma urvalskriterier, vilket forskarna måste ta hänsyn till Patel och Davidsson (2003).
Med klusterurval beskriver Patel och Davidsson (2003) att man oftast gör stickprovsundersökningen i två steg. I det första steget väljer man slumpmässigt ut ett antal kluster eller huvudgrupper i populationen. I det andra steget kan man sedan välja att göra ett slumpmässigt urval mellan dem eller att ta alla individerna i de huvudgrupperna (Patel och Davidsson, 2003).
3.3.2 Dokument och informationssystem
Skoghalls bruk arbetar i huvudsak med två administrationssystem vilka är Fenix och 4S. Fenix kan beskrivas som ett gemensamt internt administrativt verktyg för att dela information vilket förenklar rapportering, försäljning och logistik. Ur Fenix kan man även tillhandahålla rapporter av olika order som visar vart den aktuella ordern befinner sig i processen.
4S är ett renodlat logistiksystem, där man kan se status på rullar både på ordernivå, individnivå, destination och allmän information.
3.3.3 Intervjuer
Intervjuer kräver mer förberedelse eftersom de i regel tar längre tid att utföra. Undersökaren måste vara noga med valet av vilka personer som ska intervjuas och det är viktigt att informera personen ifråga om syftet med intervjun. Under intervjun ska pauser planeras in för att kunna reflektera över vad som sagts och dokumentera. Efter en intervju har ägt rum ska ett exemplar av dokumentationen överlämnas till den intervjuade personen. Det görs för att personen i fråga ska kunna ändra, rätta, lägga till eller ta bort information (Eivegård, 1993).
3.3.3.1 Slutna intervjuer
Williamson (2003) menar att intervjuer som består av slutna frågor används mestadels för att jämföra resultaten bland de intervjuade. Slutna intervjuer kan vara någon typ av formulär där de intervjuade kan sätta någon form av betyg enligt en skala. Fördelen blir då att det är lätt att bearbeta resultatet samtidigt som man kan jämföra resultaten
mellan olika individer. En nackdel är att variationen av svaren kan gå förlorade eftersom svaren är oftast givna på förhand (Williamson, 2003).
3.3.3.2 Öppna halvstrukturerade intervjuer
Fördelen med öppna halvstrukturerade intervjuer är att intervjun blir av mer öppen karaktär där intervjun blir mer en diskussion än en formell intervju (Williamson, 2003). Williamson (2003) menar att öppna halvstrukturerade intervjuer oftast är uppbyggda på så sätt att svaret på en fråga genererar nästa fråga under intervjun och att forskaren ofta har ett ramverk med frågor med sig i intervjun.
3.3.4 Observationer
Vid observationer finns det ett antal faktorer som påverkar observatören på olika sätt. Ett fel som inte går att komma ifrån helt är slarvfel och felavläsningar vid informationstolkning. Det här problemet går oftast att lösa med hjälp av upprepade observationer av observatörer som är oberoende av varandra. Minnet är ett problem som kan avhjälpas genom att föra anteckningar och dokumentera. Observatörers resultat påverkas mycket av förväntningar och förkunskaper inom ämnet (Molander, 2003).
3.4
Genomförande
Nedan följer en beskrivning på hur och på vilket sätt de angivna metoderna i metoddelen har använts.
3.4.1 Stickprovsundersökning
Här har en blandning mellan klusterurval och slumpmässigt urval använts. I första steget avgränsades stickprovsundersökningen via klusterurval vilket innebär att det valdes ut veckor som bestod av hög respektive låg nivå av utlastat gods enligt figur 1 och 2. Därefter utfördes ett slumpmässigt urval av 4 order från en vecka med låg respektive en vecka med hög utlastning. Anledningen till det var att stickprovsundersökningen skulle generera en representativ bild av verkligheten och för att jämföra eventuella skillnader vid låg och hög nivå av utlastat gods från terminal 1. De utvalda orderna spårades från produktion till att kunden plockade ut kartongen.
3.4.2 Dokument och informationssystem
Den kvantitativa datan som har behandlats i studien kommer från programmet Fenix och består av utdrag av orderhistorik. Utdragen visar data från ordernummer, destination, utlastningsdatum, datum för utlastning, datum för ankomst, transportsätt, antal rullar och vikt. Från bearbetad data kunde följande information läsas ut:
• Hur länge respektive order har befunnit sig i vila på respektive lagerställe.
• Tidpunkten då ordern avgick från respektive lagerställe.
• Tidpunkten då ordern ankom till respektive lagerställe.
• Hur stora skillnaderna var i uttagningsfrekvens och medel transporterat ton per dag mellan lagerhusen.
Från den här informationen skapades diagram som visar skillnader i medeltransporterat gods per dag och uttagningsfrekvens mellan de olika lagerhusen och från kunden. Utdragen från programmet Fenix finns i bilaga 5.
3.4.3 Intervjuer
Intervjuerna utfördes på leveransplaneringen och marknadsavdelningen på Skoghalls bruk och på färdigvarulagret i terminal 1. De har bidragit med information till nulägesbeskrivningen. Intervjuerna var vid inledning av examensarbetet av halvstrukturerande karaktär därför att inte relevant information skulle gå förlorad. Personerna som intervjuades kontaktades i förväg via e-post för att kunna sätta sig in i frågeställningen. Intervjufrågorna utformades så att nulägesbeskrivningen kunde kopplas till studiens syfte och mål. Under intervjuerna fördes anteckningar samtidigt som den intervjuade fick prata fritt. Intervjun pausades vid lämpliga tillfällen för att säkerställa att författaren fått med relevant information till den angivna frågan.
Längre fram i studien fördes öppna intervjuer. Med den här metoden har det framkommit mer information om orderprocessen vilken har bidragit till en stor del av nulägesbeskrivningen. Metoden har använts för att kontrollera att informationen från de halvstrukturerade intervjuerna har varit korrekt.
Nedan visas kort information om vilken avdelning de intervjuade personerna tillhör och vilket ansvar de har. Intervjufrågor finns i bilaga 2, 3 och 4.
Marknadsavdelningen: En ansvarig för kund 1
En ansvarig på operativ nivå om det dagliga arbetet
Leveransplaneringen: En ansvarig för SECU transporter och kund 1 En ansvarig för Container transporter
En ansvarig på operativ nivå om det dagliga arbetet
Terminal 1: En ansvarig för terminal 1.
3.4.4 Observationer
Första besöket på Skoghalls bruk inleddes med en rundvandring med en guide från företaget. Den guidade turen gav ett helhetsperspektiv på processen från råmaterial till färdig produkt. Rundturen avslutades på leveransplaneringen, där delvis studien och arbetet med rapporten utfördes. Problem och formulering av problembeskrivning formulerades med hjälp av personalen på avdelningen. Under studiens gång gavs ett flertal tillfällen att observera hur de intervjuade personerna arbetade. Personerna berättade om det dagliga arbetet och hur en typisk dag kunde se ut. Med hjälp av de här observationerna fick författarna en bra bild av de olika avdelningarna.
3.4.5 Nulägesbeskrivningen
Nulägesbeskrivningen är av både kvalitativ och kvantitativ karaktär och har kunnat utföras med hjälp av intervjuer, observation och datainsamling. Eftersom företaget
och organisationen är komplext har en avvägning gjorts vilket har lett till att nulägesbeskrivningen har baserats på och avgränsats till hur samarbetet mellan leveransplaneringen och marknadsavdelningen samverkar. Nedan följer en kort beskrivning av avdelningarna och en beskrivning på hur orderprocessen går till och vad som är avgörandet när rutt och lastbärare väljs till kunderna. Till orderprocessen har även processcheman genomarbetats för att kunna följa orderprocessen grafiskt. I nulägesbeskrivningen presenteras hur utlastningsbeläggningen ser ut hos de olika aktörerna.
Avslutningsvis har författarna beskrivit förhållandet mellan Skoghalls bruk och kunderna och vilken relation de har till varandra. Dessa fyra huvudområdena har sedan fått utgöra grunden för nulägesbeskrivningen.
3.4.6 Analys
I analysen utvärderas framförallt stickprovsundersökningarna och övriga problem från nulägesbeskrivningen.
3.5
Metodkritik
Nedan följer faktorer som kan påverka trovärdigheten i studien
.
3.5.1 Reliabilitet
Reliabiliteten anger hur pålitligt och hur användbart ett mätinstrument och dess måttenhet kan vara. Reliabiliteten avgörs av hur mätningarna utförs och hur noga undersökaren är vid bearbetningen av informationen. Variationer kan bero på att forskaren ofta konstruerar mätinstrumentet själv. Ett sådant mätinstrument kan tillexempel vara ett frågeformulär för att ta reda på politiskt intresse (Ejvegård, 1993). Då mycket av kurslitteraturen är programenlig litteratur anses teoristudierna ha hög trovärdighet. Författarna är dock medvetna om att de kan ha missuppfattat viktiga moment eller belyst teoriområden som andra författare kan ha lyft fram mer eller mindre än andra. Till nulägesbeskrivningen har studien både en kvantitativ och kvalitativ ansats. Den kvantitativa datan har erhållits från Skoghalls bruks eget informationssystem och materialsystem. Den delen anser författarna ha hög trovärdighet då systemen är en illustrativ bild av verkligheten. Författarna är dock medvetna om att under stickprovsundersökningen som gjordes, genererades en något tunn volym i förhållande till Skoghalls bruks totala utlastade volym. Den delen behöver inte nödvändigtvis vara en bild av verkligheten.
3.5.2 Validitet
Med hög validitet vid en forskning avser forskaren i hög grad mäta det som studien avser att mäta (Ejvegård, 1993).
Orderstudien av kund 1b har genererat en förhållandevis tunn volym mot Skoghalls bruks totalt utlastade volym. Stickprovskontrollen av denna kund anses av författarna vara för liten för att utgöra en representativ bild av verkligheten eftersom den totala utlastade volymen från terminal 1 i Karlstad är en mycket liten del av den totala volymen. Det finns härmed en hög risk att flödet av andra utlastade order skiljer sig
mot författarnas fall. Författarna anser dock att den mäter det avsedda områd utgör ett bra exempel på flödet från Karlstad till den sista terminalen ut till kund. För att väga upp den låga volymen som stickprovsundersökningen genererat har författarna granskat kundens leverantörsutvärdering som väger upp trovärdigheten av stickprovsundersökningens fall.
Författarna anser att intervjuer och observationer genererar Skoghalls bruk har stora kunskaper när det gäller sina inom området. Eftersom intervjuerna även utfördes på och med flera personer, har författarna
flera gånger och från flera olika personer. Det i sin tur genererar trovärdighet till sammanställningen
Figur 9 nedan, visar en
genom intervjuer för datainsamlingen som bidragit till nulägesbeskrivningen i nästa kapitel.
Figur 9 – Sammanfattning kvalitativ metod
mot författarnas fall. Författarna anser dock att den mäter det avsedda områd utgör ett bra exempel på flödet från Karlstad till den sista terminalen ut till kund. För att väga upp den låga volymen som stickprovsundersökningen genererat har författarna granskat kundens leverantörsutvärdering som väger upp trovärdigheten av
ickprovsundersökningens fall.
anser att intervjuer och observationer genererar hög tro
Skoghalls bruk har stora kunskaper när det gäller sina kunder och organisation inom området. Eftersom intervjuerna även utfördes på plats på de olika avdelningar
har författarna fått liknande problem och information belyst och från flera olika personer. Det i sin tur genererar en högre
till sammanställningen.
Figur 9 nedan, visar en överskådlig sammanfattning av den kvantitativa metoden genom intervjuer för datainsamlingen som bidragit till nulägesbeskrivningen i nästa
Sammanfattning kvalitativ metod (Egen bearbetning)
mot författarnas fall. Författarna anser dock att den mäter det avsedda området och utgör ett bra exempel på flödet från Karlstad till den sista terminalen ut till kund. För att väga upp den låga volymen som stickprovsundersökningen genererat har författarna granskat kundens leverantörsutvärdering som väger upp trovärdigheten av
hög trovärdighet då kunder och organisationen olika avdelningarna liknande problem och information belyst en högre grad av
överskådlig sammanfattning av den kvantitativa metoden genom intervjuer för datainsamlingen som bidragit till nulägesbeskrivningen i nästa