IMPLEMENTERING AV HÖGHÅLLFAST
STÅL I BYGGBRANSCHEN
Analys av hur höghållfasta stålkonstruktioner kan appliceras för byggnadstekniska verk: fördelar, risker och användningsområden
SOUZAN BAKR ALEXANDER FRID MASIS MANSOUR
Akademin för ekonomi, samhälle och teknik Kurs: Examensarbete i byggnadsteknik Kurskod: BTA205
Ämne: Byggnadskonstruktion Högskolepoäng: 15 hp
Program: Högskoleingenjörsprogrammet i byggnadsteknik
Handledare: Henrik Wahlberg Examinator: Allan Hawas
Uppdragsgivare: Andreas Sjöström, SSAB Datum: 2020-06-14
E-post:
Sbr18003@student.mdh.se Afd17001@student.mdh.se Mmr16004@student.mdh.se
i
ABSTRACT
Purpose: The purpose of this study has been to investigate the essentials of being able to incorporate high-strength steels (460 MPa and beyond) for structural elements in buildings. As of late, structural steels with a yield point of 355 MPa have been considered standard and have been for the past decade. One of the problems that occur with an increased yield point, is that deflection of structural elements increases, as the Young’s modulus does not increase with increasing yield point. Welding, stability, behavior during fire, and fatigue are also subjects of interest. Method: The study was conducted through several courses of action: a literature review covering the latest research of high-strength steels within the sought-after area of interest, followed by calculations of a truss resting on two columns, being subject to bending moment and compressive force, in both 355 MPa and 700 MPa, in order to review the differences that occur and how they can be counteracted. Lastly, interviews were carried out, where structural engineers gave their thoughts and experiences on the matter at hand. Results: The results show that welding is one of the largest hurdles with being able to utilize high-strength structural steels, though there are newer, more promising methods of welding which can be used, such as electron beam welding. Regarding structural integrity and buckling of structural elements, high-strength steel can be used for trusses, where the structural members are mainly being pulled, opposed to being subject to compressive force. This was shown with the performed calculations, during the interviews, and by the literature overview. Conclusions: The general conclusions of the study is that for welding, further research, education, and training is required for all concerned parts, such as the structural engineers and the on-site welders, which will increase the knowledge regarding how welding of high-strength steels should be performed, but also raise awareness about newer and more modern methods. Fire behavior for high-strength steels are a higher risk factor that should be treated and executed with higher degrees of caution by engineers. Reduction factors for fire affected steel construction elements should be corrected to fit the behavior for high-strength steels as well, as they differ from the current Eurocode 3 for lower class steels. Problems with instability can be counteracted by utilizing the steel in pulled structural members, such as trusses and struts. Lastly, for high-strength steels to be used more widely, structural engineers and manufacturers need to work together for any of the two to profit, as low production rates are costly.
Keywords: High-strength steel, structural engineering, structural steel, steel truss, steel column, fatigue design, fire behavior, structural stability
ii
FÖRORD
Detta examensarbete agerar som ett avslut på vår högskoleingenjörsutbildning i byggnads-teknik, och omfattar 15 högskolepoäng. Studien har utförts på uppdrag av SSAB, där syftet var att undersöka det höghållfasta stålets applicerbara områden för byggnadskonstruktioner. Författarna vill tacka Andreas Sjöström på SSAB, som med sitt engagemang och sin kreativitet medfört stöd för lärandeprocessen, och som inledningsvis givit upphov till examensarbetet i sig. Därutöver utlämnas ett stort tack till de intervjuade byggnadskonstruktörerna, Lars Cederfeldt, Andreas Elofsson, och Tomas Storm, som bidragit med goda erfarenheter och tankar gällande området. Slutligen tillägnas ett enormt tack till vår handledare, Henrik Wahlberg, som kontinuerligt tillfört sin gedigna och förtroendeingivande kompetens beträffande området i fråga.
Västerås i juni 2020
iii
SAMMANFATTNING
Detta arbete grundar sig i de problemområden som förorsakas vid nyttjandet av höghållfasta stål-konstruktioner, såsom instabilitetsproblem kopplade till den slankhet som naturligt förekommer med en ökad hållfasthet, samt problemområden liksom brandpåverkan, nedböjning, svetsning, och utmattnings-hållfasthet. Syftet med arbetet har således varit att konkretisera huruvida dessa kan mot-verkas och reduceras, och vilka användningsområden som är lämpliga för stål med sträckgränser över 420 MPa.
Metoden som givit upphov till arbetet i sig är indelat i två kategorier: en Ämnesmässig referensram och
en Aktuell studie, där den aktuella studien utgörs av en beräkningsjämförelse av en fackverks-konstruktion i två hållfasthetsklasser, samt utförda intervjuer av certifierade stålbyggnadskonstruktörer.
Den ämnesmässiga referensramen har utformats för att bidraga med adekvat information gällande de ingående poster som präglar det höghållfasta stålet och dess huvudsakliga problemområden. Denna är således kategoriserad utefter dessa problemområden, där ämnesmässig litteratur samt vetenskapliga, kvalitetsgranskade forskningsartiklar.
De Resultat och Slutsatser som arbetet givit visar därefter att svetsning av höghållfasta stål-konstruktioner är ett av de större problemen, men att forskning visar på nyare former av svetsmetoder, där bland annat elektronstrålesvetsning ter sig lovande för att undvika problem med värmepåverkade zoner och spänningskoncentrationer, samt kan utnyttjande av HiFIT minska utmattningsproblematik, såsom vid brokonstruktioner. Detta i samband med utbildning av konstruktörer och yrkesverksamma svetsare bör därmed utgöra fokus för att höghållfast stål skall nyttjas i högre grad, i förhållande till svetsning. Gällande instabilitetsproblematik kan höghållfast stål tillgodogöras i mestadels dragna konstruktioner, såsom fackverk eller vindsträvor i större plåthallar. Brandpåverkan hos höghållfasta stål-konstruktioner är något som bör beaktas mer ingående, då dessa slanka konstruktionselement har högre benägenhet att som hastigast tappa hållfastheten. Yttermera bör reduktionsfaktorer för brandpåverkade, höghållfasta stålkonstruktioner korrigeras, då forskning visar att dessa inte överensstämmer med de av Eurokod 3 framställda reduktionsfaktorer, som är utformade i förhållande till i huvudsak lägre hållfasthet. Slutligen bör konstruktörer och stålproducenter samverka mer, då de båda är beroende av varandra, eftersom konstruktörer inte vill stå för en låg produktionsåtgång, då detta blir mer kostsamt, och stålproducenterna vill inte heller producera små kvantiteter stål.
Nyckelord: Höghållfast stål, instabilitet, brandpåverkan, utmattningshållfasthet, nedböjning, fackverk, svetsning, elektronstrålesvetsning
iv
INNEHÅLL
1 INLEDNING ...1 1.1 Bakgrund... 1 1.2 Tidigare studier... 2 1.3 Problemformulering ... 3 1.4 Syfte ... 3 1.5 Frågeställningar ... 4 1.6 Avgränsning ... 4 2 METOD ...5 2.1 Ämnesmässig referensram ... 5 2.2 Aktuell studie ... 5 2.2.1 Intervjuer ... 52.2.2 Beräkning av fackverk i höghållfast stål ... 5
3 ÄMNESMÄSSIG REFERENSRAM ...6
3.1 Materialegenskaper för stål ... 6
3.1.1 Sträckgräns och töjningsbarhet ... 6
3.1.2 Stålets seghet ... 7
3.2 Tvärsnittsklasser ...10
3.2.1 Stålets tvärsnittsklasser enligt Eurokod ...10
3.2.2 Tvärsnittsklasser ...10 3.3 Instabilitetsproblem ...15 3.3.1 Elastisk utböjning ...15 3.3.2 Buckling ...16 3.4 Temperaturpåverkan ...19 3.4.1 Slagseghet ...19 3.4.2 Svets ...21 3.4.3 Brandpåverkan...26 3.5 Utmattning ...31
3.5.1 Utmattningslast och utmattningshållfasthet ...31
3.5.2 Sprickbildning och spricktillväxt ...32
3.5.3 Svetsning och utmattningshållfasthet ...35
3.6 Stålets miljö- och ekonomipåverkan ...37
3.6.1 Kostnader ...37 4 AKTUELL STUDIE ... 39 4.1 Utförda intervjuer ...39 4.2 Beräkningsgenomgång ...40 4.2.1 Beräkningsgenomgång för stålkvalitet S355 ...41 4.2.2 Beräkningsgenomgång för stålkvalitet S700 ...48 5 RESULTAT ... 50 5.1 Svets ...50 5.2 Instabilitetsproblem ...51 5.3 Brandpåverkan ...51 5.4 Utmattning ...51
5.5 Beräkning av fackverkskonstruktion i S700 och S355 ...52
6 DISKUSSION... 55
6.1 Fackverkskonstruktion i höghållfast stål ...55
6.2 Tolkning av huvudsakligt resultat ...55
6.3 Osäkerheter med studien ...57
7 SLUTSATSER ... 58
8 FÖRSLAG TILL FORTSATT ARBETE... 60
REFERENSER ... 61
v BILAGA 2: BERÄKNINGAR ... 71 FÖRUTSÄTTNINGAR... 71 BERÄKNINGAR ... 72 Snölast för tak...72 Vindlasten ...74 Kontroll av tvärsnittsklasser i S355 ...75 Kontroll av tvärsnittsklasser i S700 ...76 Beräkningsgenomgång i stålkvalitet S355 ...78 Beräkningsgenomgång i stålkvalitet S700 ...84
vi
FIGURFÖRTECKNING
Figur 1. Arbetskurva för varm- respektive kallbearbetat stål. ... 6
Figur 2. Efter gränstöjningen minskar den mest kritiskt belastade tvärsnittsdelens tvärsnittarea, och en såkallad brottarea uppstår.. ... 7
Figur 3. Flyt- och brottgränsytor för sega respektive spröda brott. ... 8
Figur 4. Kolfasdiagram (vänster) och temperatur-tid-diagram (höger) för stål... 9
Figur 5. Spänningsfördelning i tvärsnittsklass 1 och 2. ... 11
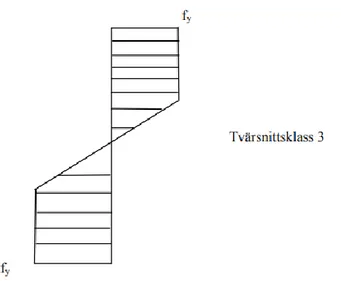
Figur 6. Spänningsfördelning i tvärsnittsklass 3. ... 11
Figur 7. Spänningsfördelning i tvärsnittsklass 4. ... 12
Figur 8. Slankhetsgränser för tryckta tvärsnittsdelar upplagda längs två längsgående kanter. ... 13
Figur 9. Slankhetsgränser för tryckta tvärsnittsdelar upplagda längsgående en fri kant. ... 14
Figur 10. Samma tröghetsmoment på två olika I- balkar, men med två olika tvärsnittareor. ... 15
Figur 11. Exempel på a) lokal buckling, b) distorsionsknäckning, och c) global knäckning, i detta fall böjknäckning. ... 16
Figur 12. Spännings- och stukningsdiagram.. ... 17
Figur 13. Seghet mäts i joule vid olika temperaturer. ... 19
Figur 14. Diagram över hur brottkaraktären påverkas av temperatur. ... 20
Figur 15. Smältdike.. ... 21
Figur 16. Spänningsfördelning över värmepåverkat material på grund av svets. ... 22
Figur 17. Svetslägen. ... 24
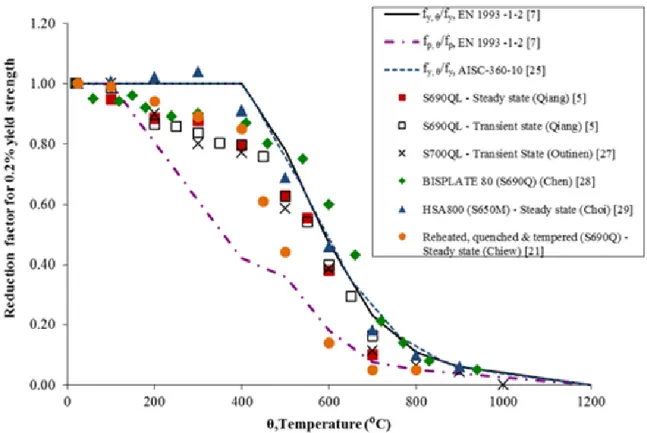
Figur 18. Reduktionsfaktorer - beroende på materialets temperatur.. ... 26
Figur 19. Reduktionsfaktorer - beroende på materialets temperatur. ... 27
Figur 20. Styrkan hos stål vid högre temperaturpåverkan.. ... 28
Figur 21. Temperaturförändring på balkar med olika tvärsnittsformer av standardbrand. ... 29
Figur 22. Konstruktionslösningar för brandskydd... 30
Figur 23. Roterande provstav med belastning, illustrerad i form av sinuskurva för de olika verkande pulserande belastningarna. Efter N varv brister provstaven i tvärsnittet vid A. ... 31
Figur 24. Wöhlerdiagram. Anger sambandet mellan spänningsamplitud och livslängd. ... 32
Figur 25. Samband mellan en belastad provkropps ytbeskaffenhet och dess inverkan för utmattningsbrott. ... 33
Figur 26. Utmattningens hållfasthet i relation till den statiska, för olika typer av tvärsnitt. ... 34
Figur 27. Bockade flänsar hos en U-profil ger upphov till en minskad spänningskoncentration vid kanterna.. ... 34
Figur 28. S-mått. ... 35
Figur 29. Friends Arena nyttjade högre hållfast stål vid dimensionering av takets fackverkskonstruktioner.. ... 37
Figur 30. KKR-profil. ... 45
Figur 31. Svets förband vid den dragna stången KKR 50x50x4. ... 48
Figur 32. Sammanställning av Tabell 2 för illustrativ jämförelse mellan tryckta och dragna strävor. Ur Tabell 2 försummas blåmarkerade rutor. ... 53
Figur 33. Sammanställning av Tabell 3 för illustrativ jämförelse mellan tryckta och dragna strävor. Ur Tabell 3 försummas blåmarkerade rutor. ... 54
vii
Figur 34. Sedumtakskonstruktion av Seduna. ... 71
Figur 35. Laster på takplåt belagd ovanför fackverkskonstruktionen. ... 72
Figur 36. Formfaktorer för sadeltak. ... 73
Figur 37. Formfaktorer för väggar. h = 6 meter; e = 12 meter; b = 42 meter; d = 10,6 meter. ... 74
Figur 39. Kapacitet för övre ram. Stagad i planets riktning. Tryckt sträva. ... 90
Figur 38. Tvärsnittskontroll av övre ram – utnyttjandegrad. ... 90
Figur 40. Kapacitet för pelare 13. Stagad i planets riktning. ... 91
Figur 41. Tvärsnittskontroll av pelare 13 – utnyttjandegrad. Instabilitet beaktas. ... 91
Figur 42. . Kapacitet för stång 15. Dragen sträva. Ingen instabilitet uppstår. ... 91
Figur 43. Tvärsnittskontroll av stång 15 – utnyttjandegrad... 91
Figur 44. Kapacitet för stång 16. Tryckt sträva. Instabilitet beaktas. ... 91
Figur 45. Tvärsnittskontroll av stång 16 – utnyttjandegrad... 91
Figur 46. Tvärsnittskontroll av undre ram – utnyttjandegrad. Dragen sträva. ... 91
Figur 47. Tvärsnittskontroll av stång 14 – utnyttjandegrad. Tryckt sträva. ... 91
Figur 48. Tvärsnittskontroll av stång 17 – utnyttjandegrad. Tryckt sträva. ... 91
Figur 49. Tvärsnittskontroll av stång 18 – utnyttjandegrad. Tryckt sträva. ... 91
Figur 50. Tvärsnittskontroll av stång 19 – utnyttjandegrad. Tryckt sträva. ... 91
Figur 51. Tvärsnittskontroll av stång 20 – utnyttjandegrad. Dragen sträva. ... 91
Figur 52. Tvärsnittskontroll av stång 21 – utnyttjandegrad. Dragen sträva. Stabiliserande sträva. ... 91
Figur 53. Tvärsnittskontroll av stång 22 – utnyttjandegrad. Stabiliserande sträva. ... 91
Figur 54. Tvärsnittskontroll av stång 23 – utnyttjandegrad. Tryckt sträva. ... 91
Figur 55 Tvärsnittskontroll av stång 24 – utnyttjandegrad. Dragen sträva. ... 91
Figur 56. Deformationer i bruksgränstillstånd med snö som huvudlast. ... 91
Figur 57. Deformationer i bruksgränstillstånd med vind som huvudlast. ... 91
Figur 58. Kapacitet för övre ram. Stagad i planets riktning. Tryckt sträva. ... 91
Figur 59. Tvärsnittskontroll av övre ram – utnyttjandegrad. ... 91
Figur 60. . Kapacitet för pelare 13. Stagad i planets riktning. Tryckt sträva. ... 91
Figur 61. Tvärsnittskontroll av pelare 13 – utnyttjandegrad. ... 91
Figur 62. Kapacitet för stång 15. Dragen sträva. ... 91
Figur 63. Tvärsnittskontroll av stång 15 – utnyttjandegrad... 91
Figur 64. Kapacitet för stång 16. Dragen sträva. ... 91
Figur 65. Tvärsnittskontroll av stång 16 – utnyttjandegrad... 91
Figur 66. Tvärsnittskontroll av undre ram – utnyttjandegrad. ... 91
Figur 67. Tvärsnittskontroll av stång 14 – utnyttjandegrad... 91
Figur 68. Tvärsnittskontroll av stång 17 – utnyttjandegrad... 91
Figur 69. Tvärsnittskontroll av stång 18 – utnyttjandegrad... 91
Figur 70. Tvärsnittskontroll av stång 19 – utnyttjandegrad... 91
Figur 71. Tvärsnittskontroll av stång 20 – utnyttjandegrad... 91
Figur 72. Tvärsnittskontroll av stång 21 – utnyttjandegrad... 91
Figur 73. Tvärsnittskontroll av stång 22 – utnyttjandegrad... 91
Figur 74. Tvärsnittskontroll av stång 23 – utnyttjandegrad... 91
Figur 75. Tvärsnittskontroll av stång 24 – utnyttjandegrad... 91
viii
Figur 77. Deformationer i bruksgränstillstånd med snö som huvudlast. ... 91
Figur 78. Sektiondata tillhörande stång 1. ... 91
Figur 79. Sektiondata tillhörande stång 1, med alternativ tvärsnitt. ... 91
Figur 80. Tvärsnittskontroll av stång 1 (alternativa) – utnyttjandegrad ... 91
Figur 81. Nedböjning av övre ram, mellan anslutning till stång 21 & 22. Profil: 120x120x5 ... 91
Figur 82. Nedböjning av övre ram, mellan anslutning till stång 21 & 22. Profil: 150x150x4 ... 91
Figur 83. Modell i Frame Analysis 6.4. Bilden är vriden 90°, se pilen för gravitationsriktning. ... 91
Figur 84. Sektionsdata tillhörande stång 15. ... 91
Figur 85. Sektionsdata tillhörande stång 13. ... 91
Figur 86. Sektionsdata tillhörande stång 16. ... 91
Figur 87. Sektionsdata tillhörande stång 1. ... 91
Figur 88. Sektionsdata tillhörande stång 13. ... 91
Figur 89. Sektionsdata tillhörande stång 16. ... 91
Figur 90. Sektionsdata tillhörande stång 15. ... 91
TABELLFÖRTECKNING
Tabell 1. Frågeställningar till utförda intervjuer, med motiv bakom frågorna i sig. ... 39Tabell 2. Profilernas procentuellt minskade tvärsnittsareor för konstruktionselement i huvudsakligen tryck- respektive dragspänning. Grönmarkerat är tryckspänning, vitmarkerat är dragspänning. ... 52
Tabell 3. Profilernas procentuellt minskade tröghetsmoment för konstruktionselement i huvudsakligen tryck- respektive dragspänning. Grönmarkerat är tryckspänning, vitmarkerat är dragspänning. ... 53
Tabell 4 Jämförelse av två profiler med ungefärligt lika utnyttjandegrad för att visa sambandet mellan tvärsnittets utformning och dess påverkan på tröghetsmomentet. ... 54
Tabell 5. Allmänna förutsättningar för beräkningar. ... 71
ix
GREKISKA ALFABETET
Bokstav
Stor Liten Namn
Bokstav
Stor Liten Namn
𝐴 𝛼 Alfa Ν 𝜈 Ny 𝐵 𝛽 Beta Ξ 𝜉 Xi Γ 𝛾 Gamma 𝑂 𝑜 Omikron Δ 𝛿 Delta Π 𝜋 Pi Ε 𝜖 Epsilon Ρ 𝜌 Ro Ζ 𝜁 Zeta Σ 𝜎 Sigma Η 𝜂 Eta Τ 𝜏 Tau Θ 𝜃 Teta Υ 𝜐 Ypsilon Ι 𝜄 Jota Φ 𝜙 Fi Κ 𝜅 Kappa 𝑋 𝜒 Chi Λ 𝜆 Lambda Ψ 𝜓 Psi Μ 𝜇 My Ω 𝜔 Omega
FÖRKORTNINGAR
Förkortning BeskrivningS Beteckning för konstruktionsstål. Exempelvis S355. 355 Anger stålets övre sträckgräns. Exempelvis S355, S420.
Mäts i MPa.
J/K; JR/JO/J2 Stålets slagseghet. J = 27 joule; K = 40 joule. JR = 27 joule vid 20 °C; JO = 27 joule vid 0 °C; J2 = 27 joule vid -20 °C. Exempelvis S355JR.
N/M N = Normaliserat stål; M = Termomekaniskt valsat stål. H-Profil Europeisk bredflänsprofil. Anges i typer HEA, HEB &
HEM.
VKR/KKR Varmformat respektive kallformat konstruktionsrör. EK Eurokod – Europeiska standarder för
konstruktionsberäkningar.
SS-EN Svensk Standard Europeisk Norm – Europeisk standard fastställd som svensk standard.
𝜀 1. Storhet för töjning av ett material.
2. Parameter vid bestämning av tvärsnittsklass. HAZ Heat affected zone. Värmepåverkad zon.
x
DEFINITIONER
Somliga definitioner hämtade ur Hållfasthetslära för tekniska gymnasier av T. Lundberg (1963).
Definition Beskrivning
0,2-gräns Anger sträckgräns för stål med spännings-töjningskurvor som har tvetydig övergång mellan elastiskt och plastiskt område. Definierad som den spänning som efter avlastning ger en deformation på 0,2 procent, och karaktäriseras grafiskt som det elastiska området parallellförflyttat åt höger. Vanligast för kallformat stål.
Austenit/Ferrit Typer av stål beroende på dess kristallina struktur, på-verkas av temperaturen. Medför olika materialegenskaper. Bindfel När det inte sker en bindning mellan svetsgods och
grundmaterial. Alltså inga intermetalliska bindningar har skett.
Brottgräns Den högsta spänning – mätt på ursprunglig tvärsnittsarea – för vilken en provstav utsätts vid prov till brott.
Dislokationer Avvikelser i en ordnad kristallin struktur.
Elasticitetsmodul, E Proportionalitetskonstant för spänning i ett material och dess töjning. Beskriver hur ett material beter sig vid linjära elastiska förhållanden. För stål: Cirka 200–210 GPa. Eurokod Europagemensamma dimensioneringsregler för bärverk till
byggnader och anläggningar.
Fluss Ämnen som är till för att sänka ett materials smältpunkt och därmed göra det mer lättflytande.
Fogsvets/Stumsvets En typ av svets som sammanfogar två parallella plåtar med varandra kant i kant
V-fog/Y-fog En typ av fogberedning som används vid svetsning på kanten av två plåtar, med specifikt format som bokstaven V eller Y. Tillhör kategorin stumsvets.
Kallbearbetat Process som förstärker stålet via plastisk deformation i rumstemperatur, till exempel tråddragning och
kallvalsning.
Kallformad Process för att forma ett material till önskade dimensioner utan uppvärmning.
Knäckningskurva Samband mellan slankhet och imperfektioner för en tvär-snittsyta, för att ta fram en godtycklig reduktionsfaktor vid beaktning av knäckning för en pelare eller balk.
Kolekvivalent Ett mått på härdbarheten som beror på legering. Ett koncept som konverterar procenthalten av andra legeringsämnen till en ekvivalent procentuell kolhalt, eftersom järnkolsfaserna av en simplare natur.
xi
Kortbågssvetsning Svetsen tillförs i form av större droppar från elektrodmaterialet till smältbadet.
Kälsvets En typ av svets som sammanfogar vinkelräta plåtar. Se Figur 28.
Martensitbildning Martensit struktur kan uppnå en hårdhet på 700 Brinell och har låg duktilitet, därav den spröda karaktären. Bildas i kolstål vid snabb nedkylning av austenitiska struktururen. Kolatomerna hinner inte diffundera från kristallstrukturen i tillräcklig mängd för att bilda cementit.
Normalisering En termisk värmebehandlingsmetod. Metall kyls i luft efter uppvärmning, för att minska spänningar i materialet. Den tillförda värmen är inom storleksordningen 30–60 grader över omvandlingslinjen, vilket är där metallen övergår till Austenit.
Normaliserat stål Se avsnitt 3.4.1.3
Omvandlingslinje Temperatur (723 ℃ vid kolhalten 0,76 %) då stålets kristallstruktur övergår från ferrit till austenit. PA Horisontalläge respektive stående horisontalläge. Pulverbågsvetsning Elektrod matas mekaniskt in till ett svetshuvud som för
strömmen till elektroden och orsakar kortslutning när den kommer i kontakt med grundmaterialet. Ljusbåge bildas av kortslutningen och smälter elektroden i en pol av
oxidationshindrande pulver.
Reduktionsfaktor Faktor betecknad 𝜒, som reducerar bärförmågan hos ett konstruktionselement baserat på inverkan av relevant instabilitetsmod. Exempelvis vippning eller buckling. Rotfel Ofullständig genomsvetsning, smältfel eller slagg i roten. Seghet Egenskapen hos ett material eller en kropp att under
utövande av motstånd undergå formändring före brott. Smältdike Uppstår i övergången mellan svets och grundmaterial. Är
ogynnsamt ur utmattningssynpunkt (kan vara startpunkt för en spricka). Se Figur 15.
Smältpool/smältbad Är området som binder fast grundmaterialen. Självaste svetssträngen.
Sprödhet Egenskapen hos ett material eller en kropp att brista utan att undergå avsevärd formändring.
Sträckgräns Den spänning som lokalt uppmäts eller som kan teoretiskt beräknas i den mest ansträngda punkten i en konstruktion, vid det lägsta värde av yttre last, för vilket efter avlastning kvarvarande formändring av viss storlek uppträder i konstruktionen.
Sträckenergi Tillförd energi per längdenhet av svetsförband [𝐾𝑗 𝑚𝑚 ⁄ ]
xii
Svetssprut När en droppe av smält elektrodmaterial kommer i kontakt med grundmaterialet kortsluts ljusbågen, samtidigt stiger strömnivån avsevärt så att droppen säras från elektroden, strömökningen kan orsaka sprut av smält elektrod vid ljusbågen.
Töjning, 𝜀 Förhållandet mellan längdändringen 𝛿 och kroppens ursprunliga längd 𝐿.
Varmvalsat Stålet hettas upp till cirka 1000 ℃ och matas in mellan två eller flera roterande valsar. Vanligt i Sverige, vid
tillverkning av HEA balkar etcetera.
Varmformad/varmbearbetad Plastisk bearbetning (över rekristallisationstemperatur) vid cirka 600 – 1250 ℃.
Yttröghetsmoment/-böjtröghetsmoment
Tvärsnittets förmåga, hos exempelvis en balk, att kunna ta upp normalspänning, framkallad av böjning.
1
1
INLEDNING
Detta inledande kapitel ger bakomliggande struktur för arbetet och dess upplägg. Dessa behandlar bakgrunden och det huvudsakliga syftet med varför frågan om höghållfasta stål-konstruktioner för byggnadsstål-konstruktioner är tillämpbara och vederbörliga att studera, både för akademiska men även samhälleliga ändamål, för att effektivisera materialåtgång och ekonomiska förutsättningar.
1.1
Bakgrund
Konventionell järntillverkning har nyttjats sedan 1400-talet f.Kr och tidigare, fram till mitten av 1800-talet, då det började utvecklas nya metoder för massproducering av stål. Detta möjlig-gjorde att stål kunde nyttjas i byggnadstekniska konstruktioner, utöver den dåvarande normen som bestod av betong, tegel, och trä. En medföljd av detta var revolutionerande konstruktions-principer, där tidigare nyttjade valv- eller bågkonstruktioner ansågs ineffektiva och förlegade vid framställning av fackverkskonstruktioner. Det var denna princip som möjliggjorde upp-förandet av Eiffeltornet i Paris 1889 (Isaksson, Mårtensson & Thelandersson, 2017; ”järn”, u.å.).
Huruvida stål kan ta upp laster av diverse storlekar, utan att deformeras nämnvärt, beror på hur hållfast stålet är. Denna hållfasthet mäts i pascal, vanligtvis i storleksordningen miljontals pascal. Vanliga klassifikationer för stål inom byggnadskonstruktion är S275 och S355, samt S420. Vid ökad hållfasthet för stålet kan samma konstruktionstvärsnitt ta upp högre laster, vilket i sin tur gör det möjligt att tillverka byggnader med en mindre mängd stål. Denna reducering leder till en minskad miljöpåverkan, minskade ekonomiska belastningar, samt mer effektiv montering av konstruktionselementen då dessa kan utformas till att bli betydligt lättare. I en jämförelse av höghållfast stål med standarden S355 för Friends Arena i Stockholm, resulterade detta i en 15 procent lättare konstruktion, med 2,2 miljoner euro insparade, 585 ton lägre materialåtgång, och 900 ton koldioxid (cirka 17 %) mindre belastning på klimatet via växthuseffekten (Winful, Cashell, Afshan, Barnes, Pargeter, 2018; Shahin & Karlsson, 2017; Hjelmgren, 2016; Isaksson, Mårtensson & Thelandersson, 2017).
Detta kan definieras i form av ett citat av T. Lundberg, som konstaterar att ”För samtliga konstruktioner gäller, att man bör ge dem så ekonomiska dimensioner som möjligt, /…/ samtidigt som materialåtgången bör vara den minsta möjliga. Detta kan också uttryckas så, att konstruktionen bör besitta tillräcklig hållfasthet” (1963, s. 1). Vilket sammanfattar en konstruktörs huvudsakliga uppgift, och som till synes förblivit densamma under en väldigt lång tid. Detta arbete skall därav ge underlag för att fullfölja denna tradition.
2
Enligt Dr. H. Wahlberg (Personlig kommunikation, 2020-04-28) har den tidigare standardiserade hållfasthetsklassen nyttjad av byggnadskonstruktörer i Sverige varit S235. Denna har därefter ersatts alltmer av S275 och S355, som givit upphov till högre belastningar i förhållande till konstruktionselementets tvärsnittyta. I dagsläget är det dock av intresse att utöka standarden till högre hållfasthetsklasser, som klassificeras enligt Eurokod 3 del 1–12 vara mellan S460 och S700. Denna ökade proportion mellan belastning och tvärsnitt kan vid tryckbelastning av en balk eller pelare, eller för tryckzonen vid böjning, öka risken för att plåtarna i tvärsnittet knäcks lokalt, via fenomenet buckling. Denna buckling av plåtarna ökar således risken för kollaps av konstruktionen innan sträckgränsen är uppnådd, och reducerar konstruktionselementets bärförmåga signifikant. Därav är slankhet, och instabiliteten den medför, ett stort problem när stålets hållfasthet ökar (Rehnström & Rehnström, 2016; Svenska Institutet för Standarder, 2007).
1.2
Tidigare studier
2016 studerade V. Hjelmgren höghållfasta stålkonstruktioner inom byggindustrin, med syfte att ta fram underlag för beräkningar inom området. Detta arbete avgränsades däremot till att bland annat inte behandla temperaturpåverkan av stålet, vid exempelvis brand. Hjelmgren berörde sedermera inte knäckningskurvor, och differensen mellan dessa för standardiserade håll-fasthetsklasser kontra höghållfasta. Slutsatser som konkluderades var att höghållfast stål i dagsläget kan kräva mer tid under beräkningsstadiet, och en satsning på undervisning inom ämnet är vad som krävs för att höghållfast stål skall tillämpas i större utsträckning på byggnads-marknaden.
Shahin & Karlsson utförde en studie 2017 för övergången från hållfasthetsklassen S355 till S690 för HEA-profiler. Arbetet fullföljdes genom att beräkna ingående konstruktionselement för en stålhall, där resultatet visade att pelarstorlekarna minskades med tre tvärsnittsprofiler vid användning av S690 kontra S355. Däremot uppnåddes tvärsnittsklass 3 och 4 för ett fåtal pelare, som kräver mer omfattande dimensioneringsutföranden, då risken för buckling av dessa tvärsnitt ökar. Slutsatserna för arbetet var att det i dagsläget kan vara ekonomiskt försvarbart att välja högre hållfasthetsklasser, samt innebär det mindre transporter av konstruktions-elementen.
I en studie utförd 2016 av Li et al. undersöktes beteendet hos stålpelare med sträckgränsen 690 MPa, för att se huruvida knäckningskurvor för kinesiska, amerikanska, och europeiska standarder överensstämmer med högre hållfasthetsklasser. Resultatet visade att de nuvarande knäckningskurvorna generellt underskattar brottgränsen för axiellt belastade rörpelare och H-profilerade pelare. För Eurokod 3 korresponderar knäckningskurva ”a” lämpligast för de testade profilerna. Detta kontrollerades med experiment utförda på ett antal pelare, i samband med
3
numeriska parametriska analyser. Vid de numeriska analyserna erhölls även att för pelare utan egenspänningar motsvarar en högre sträckgräns även mindre känslighet mot initialkrokighet och geometriska imperfektioner.
1.3
Problemformulering
Problematiken med nyttjandet av högre hållfasthet kan kategoriseras enligt följande: först och främst får konstruktionselementen i sig en ökad slankhet kontra dess belastning, som i sin tur ger upphov till instabilitetsproblem såsom buckling och knäckning. Därefter föreligger problematik med att stålets förhöjda sträckgräns inte påverkar elasticitetsmodulen, som därav förorsakar en ökad nedböjning vid dimensionering i bruksgränstillståndet. Sedermera framställs höghållfast stål generellt via kallformning, där svetsning blir ett problem då avsedda egen-spännningar i materialet riskerar att neutraliseras via den tillförda värmen av svetsen. Svetsning är även ett allmänt problem vid höghållfast stål, då dessa är tänkta att uthärda högre spänningar överlag, vilket är riskabelt för svetsförband.
1.4
Syfte
Målet med arbetet är att visa vilka områden inom byggbranschen som är lämpliga för hög-hållfasta stålkonstruktioner, där bland annat en fackverkskonstruktion är tänkt att undersökas djupare. Problemområden såsom slankhet, instabilitet, och inverkan av svets skall undersökas och analyseras för att ta fram lösningar på hur dessa kan motverkas, för att i sin tur ge goda argument för hur höghållfast stål kan nyttjas i byggbranschen. Vidare skall områden såsom utmattning, brandpåverkan, och slagseghet studeras, för att avgöra dess relevans för området. Arbetet skall således även kunna tillämpas som underlag för verksamma byggnads-konstruktörer, då det finns bristande mängder information gällande ämnet. Utöver detta skall arbetet inspirera byggföretag om fördelarna med höghållfast stål, genom att bidra med relevanta och smarta lösningar.
Därefter skall arbetet även kortfattat undersöka höghållfast stål utifrån ett miljö- och ekonomiperspektiv, genom att konkret avhandla olika problem när det gäller att använda höghållfast stål.
4
1.5
Frågeställningar
• Hur förhåller sig i dag brukliga hållfasthetsklasser för stål mot högre hållfasthet vid olika typer av konstruktionselement?
• Hur kan de problematiska egenskaperna hos höghållfast stål motverkas och reduceras? • Vilka användningsområden är lämpliga vid nyttjandet av höghållfast stål för
byggnadskonstruktioner?
• Vad krävs av branschen som helhet för att höghållfasta stålbyggnadskonstruktioner skall bli mer aktuella?
1.6
Avgränsning
Detta arbete förhåller sig till höghållfasta stålkonstruktioner. Vidare fördjupar sig arbetet inte i stålets metallurgi mer än vad som ter sig relevant för situationen. Exakta värden för miljöpåverkan, resursförbrukning, och ekonomiska aspekter kommer inte behandlas djup-gående, utan redogörs endast ytligt.
5
2
METOD
Den huvudsakliga forskningsmetoden har utförts i form av en litteraturstudie, med inslag av beräkningar och jämförelser för konkreta konstruktionselement, i samband med intervjuer av certifierade stålbyggnadskonstruktörer i Kapitel 4 Aktuell studie.
2.1
Ämnesmässig referensram
Den ämnesmässiga referensramen syftar till att belysa relevanta områden kopplade till höghåll-fasta stålkonstruktioner, och härrör från ämnesrelevanta vetenskapliga artiklar som behandlat höghållfasta stålkonstruktioner. Utöver detta har praktiska anknytningar till byggbranschen utförts i form av personlig kommunikation med byggnadskonstruktörer som projekterat och dimensionerat dessa typer av konstruktioner.
2.2
Aktuell studie
Den aktuella studien är uppdelat i två sektioner: jämförande beräkningar av en fackverks-konstruktion i S355 och S700, samt utförda intervjuer.
2.2.1 Intervjuer
Utöver de teoretiska referenserna och beräkningarna, har intervjuer med branschverksamma, certifierade stålbyggnadskonstruktörer genomförts, för att erhålla en praktisk synvinkel över höghållfast stål och dess problemområden samt vinster. Dessa redogörs för i den aktuella studien, och förläggs fullständigt i Bilaga 1.
2.2.2 Beräkning av fackverk i höghållfast stål
Författarna valde en fackverkskonstruktion med anledning av att detta ger en god översikt för vad som konkret händer med stålkonstruktioner som är utförda med högre hållfasthet, där både dragna och tryckta strävor medverkar, samt en övre och undre ram för själva fackverket. Detta vilandes på två pelare ger även en god bild över hur dessa påverkas. Beräkningen av fackverkskonstruktionen ger med den ämnesmässiga referensramen som bakgrund en konkret jämförelse över hur höghållfast stål förhåller sig till de i dag brukliga hållfasthetsklasserna för godtyckliga konstruktionselement. De teoretiska dimensioneringsmodellerna redogörs för i Kap 4.2 för att illustrera hur beräkningarna genomförts, kompletterade med de faktiskt utförda beräkningarna i Bilaga 2.
6
3
ÄMNESMÄSSIG REFERENSRAM
Den ämnesmässiga referensramen består av sex delavsnitt, för att bidraga med adekvat information gällande de ingående poster som påverkar arbetet och dess resultat. Kapitlet behandlar materialegenskaper för stål och hur dessa påverkas av sträckgränser, samt tvärsnitts-klasser, temperaturpåverkan, och kall- respektive varmformning. Även fenomen som material-utmattning och slagseghet behandlas.
3.1
Materialegenskaper för stål
3.1.1 Sträckgräns och töjningsbarhet
Hållfastheten för stål karaktäriseras generellt på två olika sätt; sträckgräns 𝑓𝑦 och brottgräns 𝑓𝑢. Det som anges vid klassificering av stålkvaliteten är sträckgränsen, som anger den punkt då stålet övergår från det elastiska stadiet till det plastiska; stålet börjar flyta. Se Figur 1. Vid belastning av stålet påverkas det inledningsvis linjärelastiskt enligt Hookes lag, och förutsätter en proportionalitet mellan spänning och töjning. Bärförmågan anses här överskridas när spänningen 𝜎 i stålet uppnår sträckgränsen. Under det inledande stadiet motsvarar lutningen på arbetskurvan således stålets elasticitetsmodul, vilket är cirka 200–210 GPa. När belastningen ökar, och därmed även spänningen i stålet, elasticeras stålet alltmer, vilket kan exemplifieras via elasticeringen hos en gummisnodd, på en mindre skala. Vid avlastning inom det elastiska området tillträder stålet till dess ursprungliga form, utan bestående skador (Isaksson, Mårtensson & Thelandersson, 2017; Heyden, Dahlblom, Olsson & Sandberg, 2017).
Figur 1. Arbetskurva för varm- respektive kallbearbetat stål. Från Isaksson, Mårtensson & Thelandersson (2017, s. 223). © Författarna och Studentlitteratur 2008, 2017. Återgiven med
7
När spänningen överstiger stålets framställda sträckgräns, plasticeras stålet och får därmed bestående töjningar och formändringar. Ökar belastningen når stålet till slut en gränstöjning vid dess brottspänning, och eftersom spänningen i stålet är definierat utifrån dess ursprungliga tvärsnittsarea illustreras detta i arbetskurvan som en minskning av spänningen i stålet, med en ökning av töjningen, tills stålet går till brott. Denna minskning av tvärsnittsarea åskådliggörs i Figur 2, och benämns traditionellt brottarea (Isaksson, Mårtensson & Thelandersson, 2017; Heyden, Dahlblom, Olsson & Sandberg, 2017).
Figur 2. Efter gränstöjningen minskar den mest kritiskt belastade tvärsnittsdelens tvärsnittarea, och en såkallad brottarea uppstår. Från Engineering Archives (u.å.). © Engineering Archives 2008 –
2012. Återgiven med tillstånd.
Figur 1 illustrerar hur sträckgräns och töjningsegenskaper för stålet skiljer sig beroende på huruvida det är bearbetat förmedelst kall- eller varmformning. Vid avlastning för ett material som befinner sig i plasticeringsområdet sker en linjärelastisk formändring parallellt med den ursprungliga elastiska deformationen, med en kvarstående deformation. Sedermera, vid ytterligare belastning, följer denna ett nytt elastiskt område; stålets sträckgräns har därmed ersatts med ett nytt, som överensstämmer med det nya elastiska området. Detta är principen för kallsträckning, och innebär att stålets sträckgräns ökas via kontrollerade deformationer, som ger upphov till egenspänningar. Risker med dessa egenspänningar uppstår bland annat vid svetsade konstruktioner, som behandlas djupare i avsnitt 3.4.2 (Isaksson, Mårtensson & Thel-andersson, 2017; Heyden, Dahlblom, Olsson & Sandberg, 2017).
3.1.2 Stålets seghet
Då arbetskurvan för kallformat stål inte inger något större utrymme för plasticering, kan konstateras att brott som då uppstår generellt är av spröd karaktär. Detta kan förefalla vara mer riskabelt än vid segare och mer plasticerbart stål, då en konstruktion kan gå till brott utan förvarning, vilket traditionellt är något som undviks för byggnader. Figur 3 på nästkommande blad anger en analytiskt geometrisk indikation över hur spröda brott förhåller sig gentemot sega brott (Isaksson, Mårtensson & Thelandersson, 2017; Heyden, Dahlblom, Olsson & Sandberg, 2017).
8
Som Figur 3 ådagalägger, uppvisar olika typer av material, och därmed olika typer av bearbetade stål, olika beteenden vid brott. Utöver tidigare nämnda spröda brott, finns även sega brott. Det är dessa typer av stål som traditionellt nyttjas vid byggnadsverk i Sverige i dag, då dessa plasticerbara brott är mer gynnsamma än plötsliga spröda brott, där det sega stålet generellt är tillverkat via varmvalsning. Enligt SSAB:s produktchef A. Sjöström (personlig kommunikation, 2020-01-31) finns det däremot tekniker för att undvika alltför spröda brottsituationer även för mer höghållfast kallformat stål, vid kombination av normalisering, släckhärdning och glödgning (Isaksson, Mårtensson & Thelandersson, 2017; Heyden, Dahlblom, Olsson & Sandberg, 2017; Doverholt, 2007).
A. Sjöström (personlig kommunikation, 2020-01-31) förklarar att släckhärdning är ett till-vägagångssätt för att påverka materialegenskaperna hos exempelvis stål. Metoden innebär att det kallformade stålet värms upp via värmebehandlingsprocessen normalisering, tills önskade materialegenskaper såsom hårdhet och duktilitet är uppnådda, sedan kyls det hastigt ned via olika typer av kylmedium, vilket leder till att kristallerna i stålet inte struktureras som vid konventionell, mer långvarig nedkylning. Därefter är stålet hårdare och starkare, men även sprödare. En lösning till denna sprödhet är olika typer av glödgning, vilket innebär att stålet värms upp ytterligare till en specifik gränstemperatur, med ändamålet att omvandla ferrit i stålet till austenit, med storleksordningen 500 till 750 °C. Se Figur 4 på nästkommande blad för en ungefärlig illustration över hur stålets kolfas beter sig vid olika temperaturer, samt hur stålet påverkas vid olika påskyndade nedkylningar. Via dessa metoder kan därav kallformat stål tillverkas och nyttjas med den förhöjda sträckgränsen, och som sedan kan manipuleras till att bli mindre sprött, vilket i sin tur är gynnsamt för konstruktionselement i byggnadsverk. Se avsnitt 3.4.1.3 för glödgning.
Figur 3. Flyt- och brottgränsytor för sega respektive spröda brott. Från Isaksson, Mårtensson & Thelandersson (2017, s. 237). © Författarna och Studentlitteratur 2008, 2017. Återgiven med
9
Figur 4. Kolfasdiagram (vänster) och temperatur-tid-diagram (höger) för stål. Från föreläsning hos SSAB i Västerås, via produktchef Andreas Sjöström (2020-01-31). Återgiven med tillstånd.
10
3.2
Tvärsnittsklasser
3.2.1 Stålets tvärsnittsklasser enligt Eurokod
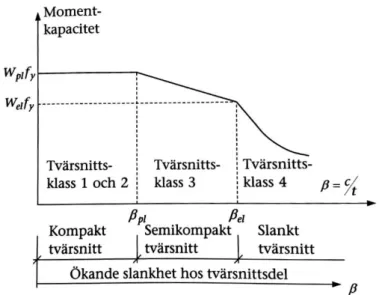
Vid dimensionering av stålkonstruktioner är det betydelsefullt att ta hänsyn till initiala bucklor och imperfektioner. I Eurokod delas tvärsnitt in i fyra tvärsnittsklasser baserat på vad deras tvärsnittsförhållanden ger för egenskaper, såsom benägenhet att buckla samt slankheten hos tvärsnittsdelar. Tvärsnitten delas in i kompakta, semikompakta och slanka tvärsnitt. För den kompakta tvärsnittsklassen uppnås plasticering i hela tvärsnittet (Isaksson, Mårtensson & Thelandersson, 2017).
Den plastiska böjmomentkapaciteten bestäms av det plastiska böjmotståndet 𝑊𝑝𝑙 multiplicerat med stålets sträckgräns 𝑓𝑦. Däremot, om tvärsnittsklassen innehåller slanka delar, kommer det påverkas av buckling i viss mån beroende på reduktion av böjmomentkapacitet, vilket i detta fall innebär att endast somliga delar av tvärsnittsklassen kan plasticeras (Isaksson, Mårtensson & Thelandersson, 2017). Vid dimensionering av höghållfasta stålkonstruktioner kan det användas slanka liv och flänsar, och därmed finns det risk att en lokal buckling sker vid ren tryckbelastning, som i sin tur kan leda till brott och därav en allmänt minskad bärförmåga hos exempelvis balkar och pelare (Shahin & Karlsson, 2017).
3.2.2 Tvärsnittsklasser
Tvärsnittsklass 1 och 2, så kallade kompakta tvärsnitt, medför generellt samma mekaniska egenskaper. I båda tvärsnittsklasser uppnår hela tvärsnittet full plasticitet utan att buckling kan förekomma i någon tvärsnittsdel. Flytledsmetoden används när flytleder kan bildas, det vill säga vid obegränsad rotationskapacitet, som uppfyller kraven för att genomföra en plastisk analys på en bärverksdel, vilket generellt omfattar tvärsnittsklass 1 vid ett statiskt obestämt system. För tvärsnittsklass 2 gäller begränsad rotationskapacitet, vilket innebär att endast en flytled bildas, där den begränsade rotationskapaciteten inte tillåter uppkomsten av ytterligare flytleder.
11
Tvärsnittsklass 3, så kallat semikompakt tvärsnitt, kan i vissa delar eller i den mest tryck-belastade delen av tvärsnittet uppnå plasticitetsgränsen innan ett bucklingsbrott inträffar. Böjmomentkapacitet är lika med 𝑊𝑒𝑙 multiplicerat med 𝑓𝑦. Spänningsfördelningen illustreras i Figur 6 nedan.
Figur 6. Spänningsfördelning i tvärsnittsklass 3. Från Isaksson, Mårtensson & Thelandersson (2017, s. 255). © Författarna och Studentlitteratur 2008, 2017. Återgiven med tillstånd.
Tvärsnittsklass 4 benämns som ett slankt tvärsnitt, eftersom påkänningarna verkar i hela tvärsnittet för det elastiska området av arbetskurvan. När bucklingsbrott inträffar är spänningen lägre än sträckgränsen. Se Figur 7 på nästkommande blad (Isaksson, Mårtensson & Thelander-sson, 2017).
Figur 5. Spänningsfördelning i tvärsnittsklass 1 och 2. Från Isaksson, Mårtensson & Thelandersson (2017, s. 255). © Författarna och Studentlitteratur 2008, 2017. Återgiven med tillstånd.
12
Figur 7. Spänningsfördelning i tvärsnittsklass 4. Från Isaksson, Mårtensson & Thelandersson (2017, s. 255). © Författarna och Studentlitteratur 2008, 2017. Återgiven med tillstånd.
3.2.2.1. Bestämning av tillhörighetsgrupp
Vid bestämning av olika tvärsnittsklasser används generellt nedanstående parametrar: 𝛽 =𝑐
𝑡 , 𝜀 = √235/𝑓𝑦
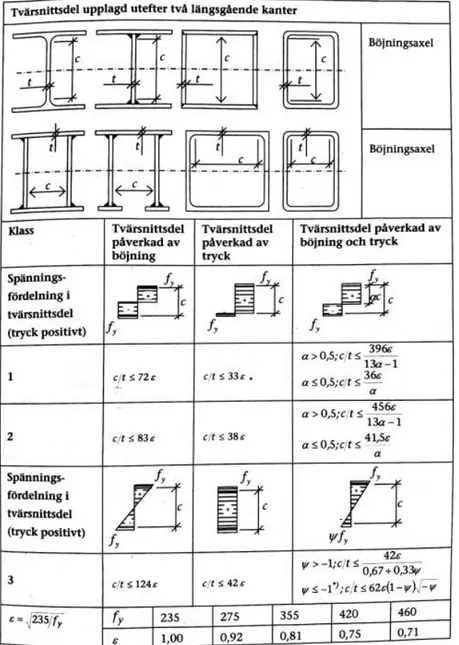
Där β är slankhet, 𝜀 är förhållandet mellan sträckgränserna, och 𝑓𝑦 är det karaktäristiska värdet för stålets sträckgräns, i förhållande till den lägsta hållfasthetsgränsen 235 MPa. Vid beräkning av tvärsnittsklasser skall samband mellan tvärsnittets dimensioner 𝑐 och 𝑡 (Fig. 8 & 9) tas fram, för att sedan sättas i relation till ett värde 𝜀, baserat på stålets sträckgräns. Först beräknas livets tvärsnittsklass, där tryckta tvärsnittsdelar är upplagda längs med två längsgående kanter. Tvärsnittsklasserna i sig beräknas vid böjning, tryck, samt böjning och tryck samtidigt enligt Figur 8 nedan (Isaksson, Mårtensson & Thelandersson, 2017).
13
Figur 8. Slankhetsgränser för tryckta tvärsnittsdelar upplagda längs två längsgående kanter. Från Isaksson, Mårtensson & Thelandersson (2017, s. 260). © Författarna och Studentlitteratur 2008,
2017. Återgiven med tillstånd.
För valsade tvärsnitt gäller att 𝑐 = ℎ − 2(𝑡 + 𝑅), där 𝑡 är liv eller flänstjocklek i en profil, 𝑅 är radie mellan liv och fläns, och ℎ är tvärsnittets höjd. Därefter beräknas flänsens tvärsnittsklass, där tryckta tvärsnittsdelar är upplagda via en längsgående kant. Tvärsnittsklasserna i sig beräknas vid tryck, samt böjning och tryck samtidigt enligt Figur 9, där 𝑐 = 𝑏
2− 𝑡
2− 𝑅 för valsade tvärsnitt, och där b är profilens bredd (Isaksson, Mårtensson & Thelandersson, 2017).
14
Figur 9. Slankhetsgränser för tryckta tvärsnittsdelar upplagda längsgående en fri kant. Från Isaksson, Mårtensson & Thelandersson (2017, s. 260). © Författarna och Studentlitteratur 2008, 2017.
Återgiven med tillstånd.
3.2.2.2. Skillnad mellan tvärsnittsklasser
Bestämning av tvärsnittsklasserna leder till differenser i senare beräkningsgångar. I tvärsnitts-klass 1 och 2 beräknas plastisk momentkapacitet via:
15 𝑀𝑝𝑙,𝑅𝑑 =
𝑊𝑝𝑙∗ 𝑓𝑦 𝛾𝑀0
Medan i tvärsnittsklass 3 beräknas elastisk momentkapacitet enligt:
𝑀𝑒𝑙,𝑅𝑑 = 𝑊𝑒𝑙,𝑚𝑖𝑛∗ 𝑓𝑦 𝛾𝑀0
I tvärsnittsklass 4 skall hänsyn tas till en lokal buckling, vilket betyder att elastisk moment-bärförmåga inte uppnås (Shahin & Karlsson, 2017).
3.3
Instabilitetsproblem
3.3.1 Elastisk utböjning
Höghållfast stål betyder egentligen stål med hög sträck- och brottgräns, vilket inte påverkar elasticitetsmodulen, E, som är densamma för lägre hållfast stål. Tröghetsmoment är en faktor som gör att höghållfasta stålkonstruktioner bevarar samma elastiska böjstyvhet som en motsvarande mjuk stålkonstruktion. Ur profil- och utformningsperspektiv är det tämligen inte gynnsamt att använda alltför slanka tvärsnitt som gör att materialet och dess spänning inte utnyttjas i full skala. Detta i sin tur begränsar användning av höghållfast stål i konstruktioner med tanke på nedböjningskrav. Plåthöjden som ingår i tröghetsmoment skall utnyttjas, vilket betyder att i det istället bör användas tunna och höga tvärsnitt. Nackdelen med det kan vara att en lokal buckling förorsakas (Hjelmgren, 2016).
16
3.3.2 Buckling
Det främsta problemet med slanka tvärsnitt som är utsatt för tryck är buckling. Detta hanteras genom att ta hänsyn till denna lokala buckling när ett tvärsnitt dimensioneras, som fordras när tvärsnittsdelar skall vara så tunna som möjligt. Buckling betraktas som ett instabilitetsfenomen som orsakas av tryck- eller skjuvspänningar i plåtens plan, och förekommer i slanka detaljer. Med detaljer avses att bredden är större än tjockleken. Spänningarna vid buckling förflyttas, vilket leder till att de ökar mellan bucklorna, och minskar i de utböjda delarna i plåtfältet. Buckling förekommer i tre huvudformer, speciellt vid kallformade profiler, och utgörs av lokal buckling som inträffar lokalt i en tvärsnittsdel och påverkas av tryckspänning, global knäckning och distorsionsknäckning (Mattsson, 2004). Se Figur 11 nedan.
Figur 11. Exempel på a) lokal buckling, b) distorsionsknäckning, och c) global knäckning, i detta fall böjknäckning. Från Mattsson (2004, s. 10). Återgiven med tillstånd.
Den viktigaste faktorn som påverkar tvärsnittet är plåtens slankhet som leder till buckling, det vill säga att slanka profiler bucklar tidigare än icke slanka profiler (Mattsson, 2004).
Buckling påverkas inte av sträckgränsen, det vill säga att det kan förekomma både före och efter sträckgränsen uppnåtts. Exempelvis förekommer detta i tvärsnittklass 4, där buckling inträffar på grund av tryckspänningar, som kallas för elastiska bucklingsspänningen, då plåten bucklar ut. Dessa spänningar påverkas av plåtens tjocklek respektive bredd, som gör att slankheten spelar en avsevärd roll vid bucklingsfenomenet. Med hjälp av andra ordningens teori kan bucklingslasten beräknas, och efter att bucklingslasten har uppnåtts måste denna last beräknas genom att använda tredje ordningens teori, där deformationer i tvärsnittet inte längre anses vara obetydliga för konstruktionen i fråga (Mattsson, 2004). Tredje ordningens teori behandlas däremot inte i detta arbete.
Ett liv i en balk som är fyrsidigt upplagt förhindras från att böjas ut och knäckas om kanterna förblir raka, livet böjs i en dubbelkrökt linje och spänningen överskrider elastiska
bucklings-17
spänningen. För icke stagade kanter kan livet böjas ut och knäckas. Slanka plåtar har stor bärförmåga, utöver bucklingslasten som ökar med ökande slankhet, och innebär att det finns ett betydligt utrymme för spänningsförflyttning när det uppstår en stor skillnad mellan sträck-gränsen och bucklingsspänningen. Genom att förse balkprofiler med avstyvningar klarar de höga spänningar, och därmed stabiliseras plana plåtytor mot buckling. Förslag till avstyvning kan vara tvärs över plåtfältet, en påsvetsad plåt längst med plåtfältet, eller ett veck på plåten. Avstyvningarna kan tillverkas på olika sätt, exempelvis genom rullformning då den utformas som veck eller rillor. Avstyvningsplåtens deformationer förhindras om oavstyvade plåtens bucklingsspänning är mindre än avstyvningarna knäckspänning. Bucklingsspänningen skall dimensioneras för varje enskilt plåtfält, samt skall dessa anses vara inspända via avstyvningarna (Mattsson, 2004).
3.3.2.1. Lokal buckling
Hänsyn till bucklingsfenomenet skall tas vid dimensionering av balkar, specifikt för liv och flänsar, eftersom lokal buckling förekommer innan sträckgränsen uppnåtts, vilket därav riskerar medföra den höga hållfastheten outnyttjad. Dimensioneringen kan vara speciellt viktigt vid konstruktioner med höghållfasta stålbalkar, där tjockleken är liten i förhållande till plåtfältets bredd. Lokal buckling kommer i form av små bucklor längs ett liv eller en fläns, vars storlek beror på tvärsnittsdelens bredd. Tvärsnittsdelar med fri kant betraktas inte i detta antagande,
18
eftersom att bucklingslängden är två till fem gånger tvärsnittets bredd hos tvärsnittsdelar med fri kant. Lokal buckling kan uppstå vid låga spänningar, och utöver den elastiska bucklings-spänningen kan lasten ökas. När en buckla tar överhand över andra bucklorna uppstår det slutliga brottet. I tvärsnittsklass 4, där lokal buckling generellt uppstår, nyttjas en effektiv tvärsnittsyta vid dimensionering (Mattsson, 2004).
3.3.2.2. Distorsionsknäckning
Tryckspänning på kallformade profiler med fria kanter leder till fenomenet distorsionsbuckling. Konstruktionen knäcker ut i långa vågor, i samband med att avstyvningar knäcks, vilket innebär invikning av liv, rillor och fläns, vilket också klassificeras som distorsionsknäckning. Distorsionsknäckning delas in i två fall: det första fallet är avstyvningens knäckning, såsom veck och rillor, och det andra fallet är kantveckets knäckning vid exempelvis en C-balk (Matt-sson, 2004).
3.3.2.3. Global knäckning
Beroende på olika typer av deformationer som sker vid knäckning finns det olika typer av global knäckning. Exempelvis vippning, böjknäckning och vridknäckning. I alla typer av global knäckning böjer balken ut och knäcks, vilket kan räknas som en gemensam egenskap (Mattsson, 2004).
19
3.4
Temperaturpåverkan
3.4.1 Slagseghet
Slagseghet kan påverkas av ett flertal faktorer såsom temperatur, kornstorlek i materialet, kemisk sammansättning och spänningskoncentration, som kan leda till problem i form av sprödhet. Slagsegheten kan definieras som ett mått på materialets förmåga att uppta en momentan energikoncentration vid en specifik temperatur, utan att gå till sprödbrott. Detta kan karaktäriseras som den area under funktionen för materialets brottkaraktär i relation till temperaturen. Se Figur 13. Dessa faktorer påverkar stålets slagseghet i olika grader, ingen av dessa kan ensam vara avgörande för slagsegheten (Doverholt, 2014).
3.4.1.1. Temperaturpåverkan
Temperatur är en faktor som påverkar slagseghet hos ett material, där minskad temperatur leder till minskad slagseghet. Nedan visar diagrammet processen från sprött brott till segt brott, via omvandlingsområdet som visar för vilka temperaturer materialet går från att vara sprött till segt. Höga temperaturer gör att materialet får vara segt. Inom stålindustrin är efterfrågan för segt stål hög, vilket innebär att det efterfrågas ett omvandlingsområde så långt till vänster som möjligt, vilket medför att stålet erhåller sega materialegenskaper vid låga temperaturer (Doverholt, 2014).
Figur 13. Seghet mäts i joule vid olika temperaturer. Från Stålbyggnadsinstitutet (2008, s. 72). Återgiven med tillstånd.
20
Figur 14. Diagram över hur brottkaraktären påverkas av temperatur.
3.4.1.2. Kemisk sammansättning och legeringsämnen
Stål består huvudsakligen av järn samt 0,5 till 2,0 procent kol. Under två procent benämns det som kolstål, som gör att stålet blir härdbart. Stålets egenskaper kan förändras beroende på legeringsämnen. Dessutom påverkas stålets egenskaper av variationer i dess kemiska samman-sättning, som i sin tur påverkar stålets slagseghet. När det gäller kemiska sammansättningar kan kolhalten vara den dominerande faktorn för att få bra slagseghet. Kol sänker segheten hos stål, men ökar samtidigt draghållfastheten och hårdheten. Utöver kol används kisel, som ökar stålets hållfasthet, och kan tillsammans med andra passande legeringar även öka segheten (Jern-kontoret, 2019; Doverholt, 2014).
3.4.1.3. Glödgning
Beroende på vilka specifika egenskaper som önskas uppnås i materialet används olika typer av värmebehandlingar, och för att ändra materialets egenskaper och struktur används bland annat glödgning, som är en typ av värmebehandling (Gästrike Härdverkstad AB, 2012). Olika typer av glödgning definieras nedan.
• Avspänningsglödgning:
Avspänningsglödgning tar bort de spänningarna som uppstått vid materialbearbetning. Detta uppnås genom att värma upp metallen till 550–650 °C då spänningarna minskas, och detta fortsätter tills minskning av ytspänningar avstannat (Uddeholm, 2005). • Mjukglödgning:
Denna typ av glödgning ger ett segare men mjukare stål. Detta påverkar stålets struktur genom uppvärmning (Uddeholm, 2005).
• Rekristallisationsglödgning:
Detta kan användas vid deformerade detaljer, exempelvis efter kallvalsning. Processen fungerar genom att värma upp stålet till cirka 50 °C över austenitiska temperaturlinjen
21
𝐴𝑐𝑚. Se Figur 4. Detta gör att stålet initierar en ny kärnbildning, och på så vis ger ett högre hållfast stål (Uddeholm, 2005; efunda, u.d.).
• Normalisering:
Normalisering är en typ av värmebehandling som ger ett material med en mer finkornig struktur, vilket gör att stålet värms upp till en viss temperatur, cirka 30–60 °C över omvandlingslinjen (linje 𝐴1 i Figur 4), och därmed ger ett grovkornigt stål med finare och en minimerad kristallstruktur, vilket gör att slagsegheten ökar hos materialet samt att detta material får en högre hållfasthet (Doverholt, 2014; Bodycote värmebehandling AB, 2000).
3.4.2 Svets
3.4.2.1. Svetsade stålkonstruktioner
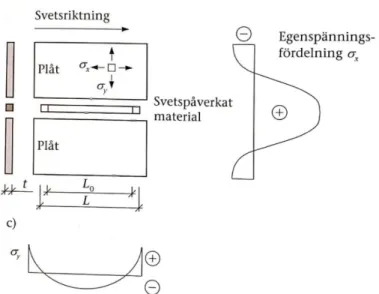
Lokal temperaturpåverkan på en stålkonstruktion orsakar egenspänningar allteftersom om-givande material har lägre temperatur som hindrar expansion av det mest värmepåverkade området. Den snabba nedkylningen av svetssträngen resulterar i dragspänningar i tre olika riktningar i förhållande till denna: tjockleksriktningen, vinkelrätt mot och i längsriktningen. Dragspänningarna får motkrafter av omgivande material där det uppstår tryck för att uppnå kraftbalans. Se Figur 16. Spänningarna är som störst i svetssträngen, vilket relateras till temperaturfördelningen i materialet som svetsas. För att minimera svetsens påverkan på bär-förmågan för en konstruktionsdel, bör svetsen placeras där spänningar på grund av yttre laster orsakar liten spänning (Isaksson, Thelandersson & Mårtensson, 2017).
Figur 15. Smältdike. Framtagen via bildmanipulations- och illustrationsverktyget Microsoft Paint.
Vanliga risker som kan uppstå vid svetsning är smältdiken där smältan inte täckt hela området efter smältning, orsakat ihåliga utrymmen och rotfel där anvisningar uppstår på grund av slagg som fastnat i svetsen, i stället för att flyta upp. Dessa risker bidrar till påskyndad material-utmattning (Eriksson & Larsson, 2005).
22
En I-profil utsatt för böjmoment av normalkraft, exempelvis pelare, kommer snabbare uppnå sträckgränsen till följd av egenspänningar, jämfört med en I-profil utan egenspänningar. Egenspänningar i valsade profiler är vanligen hälften så stora som för svetsade profiler (Isaksson, Thelandersson & Mårtensson, 2017).
Enligt produktchef A. Sjöström (Personlig kommunikation, 2019-11-26) sker tillverkning av höghållfast stål via ett antal processer där målet är att uppnå en kristallin struktur, som ökar stålets sträckgräns. Kornstorleken i dessa strukturer avgör styrkan, sprödheten och hur hårt materialet är. Svetsning i höghållfast stål kan orsaka sprickor och flagning som följd av sprödheten i materialet. Vid svetsning tillförs en hög mängd energi som försvagar strukturen, och kristallerna rör sig från varandra, vilket leder till att materialet förlorar sin hållfasthet.
3.4.2.2. Svetsens effekter på hållfastheten
Egenspänningarna som ett resultat av kallformning, där dislokationer uppstår som stärker molekylära banden, förloras vid denna värmepåverkan. Starkare material innebär högre sprödhet och är känsligare för lokal värmepåverkan (Jiang, Zhang, Liu, Chiew & Lee, 2018). Mikrostrukturen i värmepåverkade området, HAZ, innehåller olika typer av mikrostrukturer som påverkas av lokal max och kylningstillstånd vid svetsutförandet, och därmed även avstånd från svetssträngen. Andra faktorer som bestämmer kornstorlek, metallurgiska, fysiska, och mekaniska egenskaper kan summeras enligt följande:
• Grundmaterialets komposition och produktionsprocess. • Temperaturer under svetsförfarandet.
• Total energitillförsel.
Figur 16. Spänningsfördelning över värmepåverkat material på grund av svets. Från Isaksson, Mårtensson & Thelandersson (2017, s. 241). © Författarna och
23
• Kylningshastighet som beror på tjocklek på godsmaterial. • Förvärmning och omgivningens temperatur.
I kontrast till dessa är den svetsade metallen primärt påverkad av kemisk komposition och kylningshastighet (Maurer et al., 2012).
Svetsning på höghållfast material kan lämpligen utföras i två steg. Först används tillsatsmaterial med lägre hållfasthet än grundmaterialet, för den så kallade rotsträngen, som minskar risken för sprickor när fyllnadssvetsen läggs på. Fyllnadssvetsen består av minst lika bra hållfasthet som grund-materialet. Svetsbarhet för höghållfast stål beror på kolekvivalenten, som inte bör överstiga 0,41, då svetsens kvalitet försämras, om inte förvärmning utförs för att hindra martensit-bildning. Vid tjocklekar över 30 millimeter bör förvärmning utföras även när kolekvivalenten understiger 0,41. Utöver grundmaterialets och svetsens egenskaper är svetsens utformning viktig för att hindra allt för stor reducering av bärförmågan (Eriksson & Larsson, 2005).
Hydrogensprickor uppstår vid nedkylning av svetsen och närvaro av väte. Sprickorna befinner sig i svetssträngen eller i den värmepåverkade zonen. Väte tränger genom stålet när svetsen utförs. För att reducera risken till hydrogensprickor kan grundmaterialet förvärmas för att tillåta vätet diffundera ut ur materialet (Nöbauer, 2015).
När temperaturen når över 1200 °C kan varmsprickor uppstå vid stelningsförloppet. Sprickan uppstår oftast i rotsträngen och har samma riktning som svetssträngen. Orsaken till detta är spänningar som uppstår tvärs genom strängen, upp till ytan. Svavel och fosfor ökar risken för varmsprickor och kan reduceras genom användning av basiska elektroder. Risken för varmsprickor i höghållfast stål är liten, eftersom fosfor-, svavel och kolhalterna är lägre jämfört med normaliserat stål (Eriksson & Larsson, 2005).
3.4.2.3. Svetsmetoder
Manual Metal Arc Welding, MMA, även kallat metallbågsvetsning, tillför en högt koncentrerad mängd energi på kort tid på grundmaterialet. Genom en ljusbåge mellan spetsen på elektroden och grundmaterialet utvecklas värme med hög temperatur (Lagerqvist, 1990).
Submerged arc welding, SAW, är en utveckling av MMA där trådelektroder automatiskt matas kontinuerligt med en drivanordning. Ljusbågen smälter elektroden i fluss, som hindrar oxidation av smältpoolen. En viktig faktor till kvaliteten av svetsen är valet av fluss. Högbasisk fluss klarar av kraven för hög hållfasthet och slagseghet (Weman, 2003).
Metal inert gas, MIG, består av en metallisk elektrod som matas kontinuerligt, smälts av ljusbågen och skyddas av en gas, exempelvis helium eller argon. Gasen skyddar smältbadet från oxidation genom att ersätta luften. En inert gas innebär att gasen ej reagerar med
24
svetsprocessen. Metal active gas, MAG, använder en aktiv gas som reagerar med ljusbågen, exempelvis koldioxid eller en blandning av argon och koldioxid. Svetsmetoden kan användas som halvautomatisk svetsning där manövreringen är manuell, eller robotiseras helt. MIG/MAG är den mest använda svetsmetoden vid verkstadstillverkning i dag. Vid svetsning för högre temperaturer är det viktigt att välja rätt storlek på svetspistolen. Denna svetsmetod används ofta till exempelvis konstruktionsstål. Innan svetsning är det viktigt att rengöra ytan från eventuell fukt, smuts, rost och andra orenheter för att få optimal kvalitet (Weman, 2003).
En ogynnsam effekt med kortbågssvetsning (MIG/MAG), är risken till bindfel och sprut, eftersom tiden som ljusbågen är antänd är minskad. Därmed blir temperaturen lägre, och med detta blir det otillräcklig inträngning. Det finns kommersiella lösningar som följer principen om kontrollerad båge. Genomen att styra strömmen under kortslutningstiden och när ljusbågen är tänd, kan riskerna undvikas. Strömmen minskas prompt innan bågen återtänds, vilket förhindrar okontrollerbar materialseparation. Fördel med MIG/MAG är mindre temperaturpåverkan på omgivande material. Med kallare svets erhålls mindre deformationer och sträckenergi. Kostnader reduceras med större diameter på elektrod, användning av koldioxid som skyddsgas, och mindre sprut medför effektivare användning av svetsgods. Bättre arbetsmiljö uppnås då mindre rök, strålning och sprut uppstår, jämfört med den traditionella processen. Utrustningen kostar mer och det krävs utbildning för att justera svetsparametrar. Det har visat sig att utmattningsegenskaperna är goda, och det är bäst att utföra svetsar i läge PA, se Figur 17. I moderna strömkällor kan synergisk kontroll användas som lagrar information om tidigare svetsparametrar som är beroende på valt material, elektrod, diameter och skyddsgas, vilket underlättar för svetsare, och är praktiskt då inställningar blir konsekventa (Karlsson, 2017).
Plasmasvetsning består av omslutande plasmagas som antänds till en ljusbåge och smälter elektroden. En yttre skyddande gas används för att förhindra oxidation av smältbadet. Elektrod-materialet består vanligtvis av volfram. Bågen är rak och koncentrerad, och därmed inte lika känslig mot varierande avstånd av ljusbågen och grundmaterialet, som äldre svetsmetoder är. Med den höga effektiviteten är det viktigt att hålla svetsen i centrumlinjen. Metoden kräver noggrannhet och lämpar sig bäst för helautomatiserad användning. Plasmasvetsning är snabbt och ger obetydlig deformation i grundmaterialet, samt är det en pålitlig tändning av ljusbågen (Weman, 2003).