V ZL/notat
Nummer: V 79 Datum: 1989-03-08
Titel: TERMOPLASTMASSORS HÄLLBARHET
Författare: Ylva Colldin
Avdelning: Vägavde lningen (Materialsektionen) Projektnummer: 42311-1
Pråjektnamn: Vägfärg och vägmarkeringsmassa Uppdragsgivare: Vägverket
Distribution: $4y/ begränsad /
vd» V
%
Statens väg- och trafikinstitut
TERBDPLASMSSORS HÅLLBARHET
Effekten av lång föruppvärmning och artificiell åldring.
Notat nr 79
INNEHÅLLSFÖRTECKNING
1.
INLEDNING
2.
UNDERSÖKTA TERMOPLASTMASSOR
3. UPPVÃRMNINGSFÖRFARANDE4.
PROVNING
4.1 Trögerslitage 4.2 Stämpelbelastningsvärde 5. KOMMENTAR 6. REFERENSER BILAGORTERmrmsmssons HÅLLBARHET
Effekten av lång föruppvärmning och artificiell åldring.
Notat nr 79.
1. INLEDNING
Under 1986 utfördes på VTI en laboratoriestudie av uppvärmr
ningens betydelse för termoplastmassors slitageegenskaper. Undersökningen har redovisats i VTI-notat 16 (1987).
I notatet konstateras bl.a. att värmebeständigheten varierar
väsentligt för olika termoplastmassor och kan få avgörande
betydelse för massans slitageegenskaper:
- Lång föruppvärmning (vid 150°C) påverkar inte nämnvärt de
undersökta massornas slitageegenskaper (som nylagda).
w Lång uppvärmning kring appliceringstemperatur, liksom för
hög uppvärmningstemperatur, kan få negativa konsekvenser
för produktens hållbarhet.
För att ytterligare belysa denna "problematik" har en
komplet-terande undersökning gjorts under 1988. Föruppvärmningens
in-verkan på termoplastmassans åldringsegenskaper har studerats för några av de i VTI-notatet undersökta produkterna.
Den aktuella undersökningen omfattar laboratorieprovning med avseende på trögerslitage efter två olika
uppvärmningsförfaran-den ( normal" respektive lång föruppvärmning) i kombination med artificiell åldring i Xenotest. Även stämpelbelastningsvärden
har bestämts.
2 .
UNDERsöm mmrmsmsson
Fyra termoplastmassor har undersökts (se tabell 1). Tre av de aktuella massorna (20, 5 och 14) levererades under hösten 1986 till VTI. Massa 10 är tillverkad 1987.
Tabell 1: Undersökta termoplastmassor
Mårkning*) Tillverkare Av tillverkaren angiven
appliceringstemp (°C) 20 (-86) Cleanosol 200 10 (-87) Cleanosol 180-200 5 (-86) Geveco 180-190 14 (-86) Skandinavisk 190-200 , Vägmarkering
*) Märkning i enlighet med ref. 1 och 2.
3 . UPPVÃRMNINGSFÖRFARANDE
Vid utläggning av termoplastmassa i fält startar föruppvärmr
ningen av massan som regel dagen före ett planerat
utläggnings-arbete. Massan står i extremfallet på föruppvärmning (vid cirka 150°C) i drygt 60 timmar, varefter temperaturen höjs till
lämp-lig utläggningstemperatur och utläggningen börjar. Denna
"fält-situation" har simulerats på laboratoriet för de aktuella ter-moplastmassorna. Prov mm cirka 1 kg har uppvärmts i l-liters "färgburkar" av aluminium Uppvärmning har skett i vänmeskåp
och/eller i termostatreglerad utrustning med kontinuerlig om-rörning (figur 1).
De båda uppvärmningsalternativen som använts beskrivs nedan:
Uppvärmningsalternativ 1 (med lång föruppvärmning)
Provet uppvärms under 65 timmar (valt av praktiska skäl) i värmeskåp vid 150°C utan kontinuerlig omrörning.
Prov-burken Överförs sedan till en värmemantel (se figur 1)
och uppvänms ytterligare. Då massan antagit lämplig
app-liceringstemperatur (cirka l80-l90°C) gjuts provkroppar
upp. Uppvärmningen i värmemantel (från 150°C till
Uppvärmningsalternativ 2 ( n0rmal" provberedningl
Provet uppvärms i värmemantel under kcntinuerlig
omrör-ning (från 150°C) till appliceringstemperatur och gjuts därefter upp. Uppvärmningen tar totalt cirka 2 timmar.
--+- Omrörarmofor
_2:. -_ /Termome'rer I!
W
> q v Temperatur-givareGlaskdri __ _ Temperatur-Burk H / regulaior Värm emanfel -Prov i m __ 0 ' 1.00
4. PRÖVNING OCH RESULTAT
Trögerslitage har bestämts vid -10°C på marshallprovkropp som applicerats med cirka 3 mm termoplastmassa (bilaga 1). Provning
har utförts före och efter artificiell åldring. Bestämning av stämpelbelastningsvärde har utförts vid 20°C (bilaga 2).
4.1 Trögerslitage
p
En provserie på totalt 48 provkroppar undersöktes m.a.p. trög-erslitage, vid -10°C. Provkroppar som applicerats efter lång föruppvärmning av massan (alt.1) jämfördes med provkroppar som applicerats på "normalt" sätt (alt.2).
Hälften av provkropparna (3 för varje uppvärmningsalternativ
och produkt) åldrades därefter artificiellt (1000 timmar i Xenotest) före slitageprovningen. Skillnader i trögerslitage före och efter artificiell åldring, ger en uppfattning om
ter-moplastmassans åldringsegenskaper på vägen (2).
Artificiell åldring innebär att provkroppen placeras i en
väd-ersimulator (Xenotest 250) för accellererad åldring under in-verkan av UV-ljus och vatten, enligt ISO 4892. UV-bestrålningen
(vid 25°C) fortgår under totalt 1000 timmar, med regn 18
minu-ter varannan timme. Åldringen kan för termoplastmassor anses
motsvara minst 2 års åldring på väg.
Erhållna värden (se tabell 1) indikerar att lång föruppvärmning vid 150°C inte eller i ringa omfattning påverkar de undersökta produkternas åldringsegenskaper.
Tabell 1: Trögerslitage före och efter artificiell åldring. Vid två olika
uppvärmningsförfaranden.
Provets
TRÖGERSLITAGE VID -10°c (g)
.
märkning Lång föruppvârmning (alt.1) Hermal föruppvårmning (alt.2) före åldring efter åldring före åldring* efter åldring
20 (-86) 0.2 1.8 0.1 1.4 (O.1;O.3;0.3) (1.6;1.8;l.9) (O.1;O.2;O.1) (1.2;1.0;1.1) (l.7;2.0) (2.0;1.7) 10 (-87) 0.2 2.0 0.3 I,5 (0.2;O.2;O.2) (2.1;1.9;2.1) (O.2;0.3;O.4) (1.6;1.2;1.8) 5 (-86) 0.4 2.1 0.5 2.6 (O.1;O.8;0.2) (l.6;3.l;1.7)*) (O.6;O.4) (2.5;2.7;2.7) 14 (-86) 0.7 1.1 0.4 0.8
(O.3;1.2;0.7) (l.2;0.9;(3.6)**) (O.4;O.4;O.5) (018;O.7;O.8)
*) Skillnaden mellan medelvärde och enskilt värde är större än metoden
godkänner. Fler bestämningar har dock ej utförts.
**) Stryks som enskilt värde, då massa slogs loss från provkroppen.
112 mm V 98mm - V 3nun VJHJ§4 3cn1
Mim
1 101 mm 7.4.2 Stämpelbelastningsvârde
Stämpelbelastningsvärde har även bestämts för de aktuella
produkterna, efter "lång" respektive "normal" föruppvârmning. Små skillnader erhölls, något som också konstaterats i
VTI-notat 16.
Den långa föruppvârmningen fick som följd att stämpelvärdet som mest ökade med cirka 20 sekunder (från 49 till 68 sekunder för massa 20). Övriga produkters stämpelvärden förändrades med 5
p
sekunder eller mindre. Resultaten redovisas i tabell 2.
. Tabell 2: Stämpelbelastningsvärden för undersökta
termoplast-massor vid olika uppvärmningsförfaranden.
Provets STÃMPELBELASTNINGSVÄRDE VID 20°c (s) märkning Lång föruppvârmning' Nörmal uppvärmning
20 (-86) 68 (75:60) 49 (48;49)
10 (-87) 6 (6:6) 11 (10:12)
5 (-86) 7 (7:6) 4 (4:4)
5. KOMMENTAR
På grundval av föreliggande och tidigare presenterade resultat ((2),(3)) kan för undersökta massor följande konstateras:
- Uppvärmning vid cirka 150°C upp till 65 timmar (i direkt an-slutning till fortsatt uppvärmning och utläggning) påverkar
inte massan nämnvärt m.a.p. slitage- och åldringsegenskaper.
- Lång uppvärmning kring appliceringstemperaturen kan ha
avgö-rande betydelse för hållbarheten (trögerslitage och/eller stämpelbelastningsvärde).
En sammanställning har gjorts av de trögerslitage- och
stämpel-belastningsvärden som erhållits för de aktuella produkterna vid undersökningar på VTI (inom VV-projekt) under L983-88
Ta be ll 3: Sa mm an st äl ln in g av tr ög er sl lt ag e-oc h st äm pe lb el as tn in gs vär de n för ak tue ll a te rm op la st ma ss or . Be st äm ning ar ut för da på VT I 19 83 -1 98 8. Pr ove ts m är k n . Pr od uk ti on sår -8 3
Pr
ovn
in
ge
n
ut
för
d
(8
3-84
)
(8
6-87
)
20 -8 610
-8 3 -8 6 -8 7 -8 8 (8 3-84 ) (8 6-87 ) -8 8 -8 35
14
-8 6 83 -8 6 (8 3-84 ) (8 6-87 ) -8 8 (8 3-84 ) (8 6-87 ) -8 8 T R ÖG ER S L I T A GE (3 ) Ej ål dr ad ma ss a no rm al pr ovb er ed ni ng 0. 3 65 ti m vi d 15 0°C 3 ti m vi d2 5 0 °C Ål dr ad ma ss a (1 00 0 ti m 1X en otes t) no rm al pr ovb er ed ni ng 3. 5 65 ti m vi d 1 5 0 °C S TÄM P E L B E L A S T N IN G S V ÃR D E (s ) no rm al pr ovb er ed ni ng 28 65 ti m vi d 15 0°C 8 ti m vi d 19 0°C 3 ti m vi d 25 0°C 0. 2 >10 57 73 155-55
4 *)
0. 1 0. 2 3. 7 5. 8 0. 3 0. 2 1. 9 1. 4 1. 8_<_
1.5
1.5
2.0 49 11 49 11 68 17 6 32 >1 5 3. 0 0. 5 0. 4 0. 7 0. 8 >1 0 >1 0 2. 6 2. 1 <l.0 14 4 18 13 7 10 6 10 9 17 011
*)
0. 4 0. 7 0. 8 1.1 170 174 *) Pr ove t så hår t at t pr ovn in gen ej kun de ful lf öl ja s un de r "r im li g ti d" .6 . REFERENSER
(1) VTI-notat 16. "En laboratoriestudie av uppvärmningens
be-tydelse för termoplastmassors slitageegenskaper". Y. Colldin, 1987.
(2) VTI Meddelande 482. "Laboratorie- och fältprovning av termoplastiska värmarkeringsmassors hållbarhet,
1989-01-01
Bilaga 1
TERMOPLASTISK VÄGMARKERINGSMASSA
Bestämning av stämåelbelastningsvärde
Sid 1
Termoplastisk vägmarkeringsmassa Bestämning av stämpelbelastningsvärde
Thermoplastic road marking materials. Detenmination of indentation
value. l. Orientering 2. Sammanfattning 3. Utrustning 4. Provberedning 5. Provning 6. Beräkning
7. Precision, eventuell upprepning '
8. Rapport
1. Orientering
Denna metod är avsedd för bestämning av stämpelbelast-ningsvärdet hos en termoplastisk vägmarkeringsmassa.
Stämpelbelastningsvärdet är den tid i sekunder, som.en
cylinder med basytan 1 cm. och på vilken kraften 515 N
verkar, behöver för att sjunka 10 mm vid en given temr
peratur.
Metoden bygger i huvudsak på DIN 1996, blad 13 "Prüfung
bituminöser Massen für Strassenbau und verwandte
Gebi-ete. Eindruckversuch mit ebenam Stempel".
2. Sammanfattning
Ett prov på den termoplastiska vägmarkeringsmassan upp-gjutes i formar till provkuber med 7 cm sida.
Provku-berna tempereras med fonm i ett vattenbad.
En cylindrisk stämpel med 1 cm? yta anbringas lodrätt
mot provytan och belastas med en kraft av 515 N. Stämr
pelns intryckningsdjup varierar med tiden och avläses med hjälp av enmätklocka.
Tiden för 10 mm intryckningsdjup registreras.
Normalt utföres bestämningar på två provkuber.
3. Utrustning
3.1. Stämpelbelastningsapparatur med provstämpel, mätklocka och vattenbad enligt DIN 1996, blad 13.
Bestämning av stämpelbelastningsvärde Sid 2
Vikter
'Höj-och sühkanordning
Mütur
Fininstüllning
Provsfüm pel
Vattenbad
Figur 1. Stämpelbelástningsapparatur, Viatest typ ETG I; ETG II.
Bestämning av stämpelbelastningsvârde Sid 3
3.2.
0 m
F'dsfunor
En stämpelbelastningsapparatur som uppfyller DIN 1996, blad 13, är Viatest från Ernst Otto Heise, Viatest Baumaschinen und Fahrzeugwerk, D 7251 Weissach-Flacht. Denna utrustning är så konstruerad att provytan genom
stämpeln kan belastas med en total kraft av 515 i 1 N
lodrätt mot provytan. Belastningsaxeln bidrar med en
kraft av 24.5 N och de vikter som påverkar provytan vid varje mättillfälle ytterligare 490, 5 N.
Provstämpeln består av en stålcylinder med plan
botten-yta på 100 um? (motsvarande en diameter på 11.3 mm).
Stämpelns mantel och bottenyta är finslipade.
Vattenbadets temperatur skall kunna regleras och hela utrustningen skall placeras på ett plant underlag.'
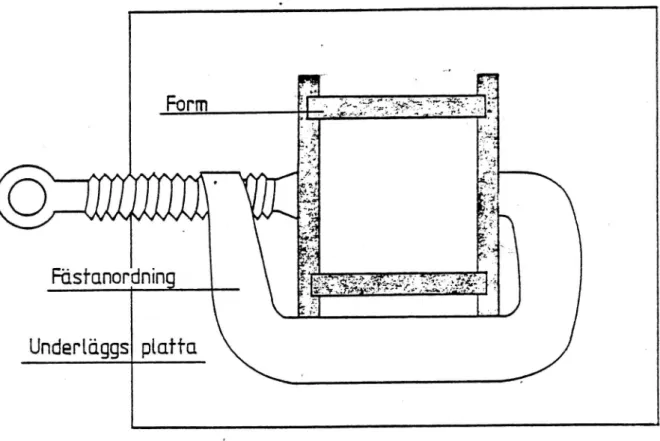
Kubisk stålform med inre kant 70 i 1 mm, bestående av
underläggsplatta och fästanordning (se figur 2).
Underläggs
Bestämning av stämpelbelastningsvärde Sid 4
Tidur.
Glycerin, för infettning av stålform.och
underläggs-platta.
Verktyg för eventuell neddelning av prov, t.ex. hammare eller Slägga.
Lämpligt kärl, t.ex. av plåt, glas eller kartong att
uppvärma erforderlig provmängd i.
Verktyg, t.ex. en spatel, för omrörning av massan. Torkskåp anslutet till ventilationssystem.och inställ-bart på temperaturer upp till ca 220°C.
p
Provberedning
4.2.
Neddelning av prov
Vägmarkeringsmassan neddelas vid behov med hjälp av
hammare eller slägga. För att underlätta neddelningen
kan provet nedkylas i t.ex. ett frysskåp minst ett par
timmar (gärna över natt) för att få en sprödare
konsi-stens och sedan neddelas med hammare eller Slägga i mindre bitar.
Vid sådan neddelning skall skyddsglasögon användas.
Provet kan övertäckas med t.ex. en tygduk för att
för-hindra att bitar flyger omkring vid neddelningen. Uppgjutning av provkuber
Den erforderliga provmängden uppvärmes i ett värmeskåp
eller på annat sätt under omrörning till lägsta möjliga
temperatur vid vilken provet lätt kan homogeniseras och ösas upp.
Denna temperatur ligger normalt vid 180-200°C och
mot-svarar en temperatur strax under den för massan rekomr menderade utläggningstemperaturen. Den uppvärmda
prov-mängden fördelas sedan jämnt i formen (infettad med glycerin). Då provkuben svalnat något bearbetas över-ytan försiktigt med t.ex. en spatel, så att den bildar en liten upphöjning i mitten. Upphöjningen skall vara
så stor att en plan yta bildas då provkuben svalnat helt.
Amm. Den provmängd som skall användas får upphettas
Bestämning av stämpelbelastningsvärde Sid 5
Då provkuben antagit rumstemperatur tages den ur sin
form, vändes så att en sidoyta bildar bottenyta och
spänns på detta sätt åter fast i formen. Det är då vik-tigt att provkuben får fullständigt stöd mot
botten-plattan.
4.3. Temperering
Den i formen vända och väl fastspända provkuben pla-ceras därefter i vattenbadet och tempereras vid 20°C i minst en timme (andra provningstemperaturer kan före-komma).
Normalt utföres bestämning på två provkuber.
5. Provning
Provkuben lägges under provstämpeln och totallasten
flyttas med hjälp av höj- och sänkanordningen nedåt tills den när provkubens yta på ett avstånd av cirka 20 mm från provkanten.
Den kraft som då påverkar provkroppen är 24.5 N.
Mäturet nollställes därefter med hjälp av fininställ-ningsskruven.
Genom långsam.vridning på höj- och sänkarmen anbringas så den totala kraften på provkroppen (515 N) och tid-uret startas. Samtidigt vrides armen 2-3 varv så att
lasten blir helt fri. '
Tiden för 10 mm nedsjunkning registreras.
6. Beräkning
Tiden för 10 mm nedsjunkning av stämpeln anges i
sekun-der för respektive provkub. Det aritmetiska medelvärdet beräknas.
7. Precision, eventuell upprepning
Om den relativa avvikelsen mellan enskilt värde och me-delvärde ej överstiger 5 3 för meme-delvärden mindre än
50 8, eller 10% för medelvärden större än 50 s godtas värdena.
Är skillnaden större provas ytterligare två provkuber.
Det aritmetiska medelvärdet av samtliga värden beräk-nas. Om den relativa avvikelsen mellan detta medelvärde
Bestämning av stämpelbelastningsvärde
8. Rapport
Sid 6
och något enskilt värde är större än 5 3 respektive 10% förkastas värdet och ett nytt medelvärde beräknas ur godtagna värden.
Vid bestämning av stämpelbelastningsvärde skall prov-ningsrapporten ge besked om
a) att provningen utförts enligt denna metod,
b) provstämpelns bottenyta, o) den totala provbelastningen,
d) provningstemperaturen,
e) tiden för 10 mm intryckning, medelvärde och
1989-01-01 Bilaga 2
TERMOPLASTISK VÃGMARKERINGSMASSA
Bestämning av slitage med Trögerapparat
Sid 1
Termoplastisk vägmärkeringsmassa
Bestämning av slitage med Trögerapparat.
Thermoplastic road marking materials.
Determination of abrasion value usingthe Tröger apparatus.
1. Orientering 2. Sammanfattning 3. Utrustning 4. Provberedning 5. Provning 6. Beräkning
7. Precision, eventuell upprepning
8. Rapport '
1. Orientering
Denna metod är avsedd för bestämning av slitageegen-skaper hos termoplastisk vägmarkeringsmassa. Slitaget utförs i en s.k. Trögerapparat på massa uppgjuten i
form. Provningstemperaturen är -10°C.
2. Sammanfattning
Den uppvärmda, homogeniserade, termoplastiska
vägmar-keringsmassan uppgjuts i speciell form.och tempereras
vid -10°C under 15-20 timmar. Provkroppen spännes sedan fast i en Trögerapparat.
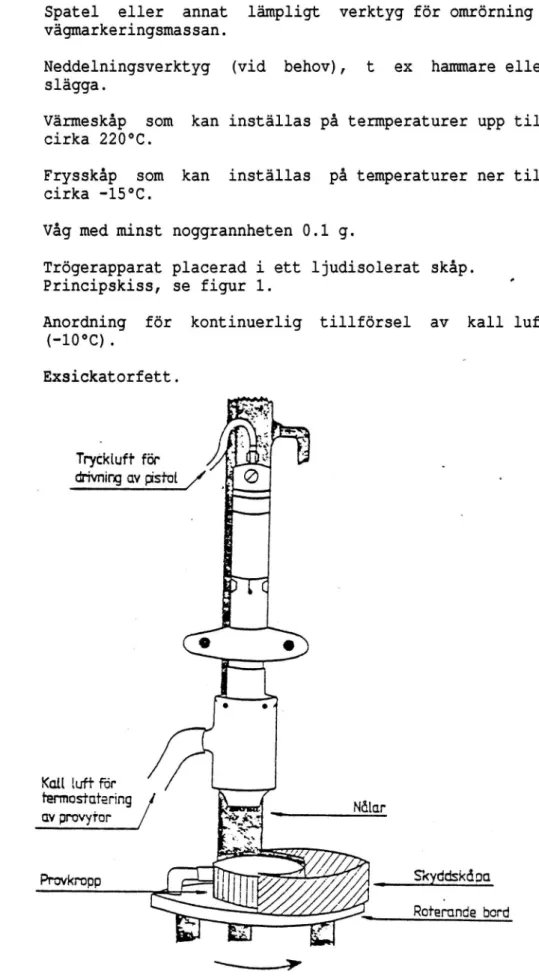
Slitaget utförs av en nålpistol som drivs med tryck-luft. Under provningens gång blåser luft (-10°C) kon-tinuerligt över provkroppen.
Mängden bortslitet material registreras genom Vägning före och efter provning.
Normalt utförs provning på två provkroppar.
3. Utrustning
3.1 Trögerformar: stålring med ytterdiameter 105 mm, inner-diameter 101 mm och höjd 30 mm.
Bestämning av slitage med Trögerapparat 3.3 3.4 3.5 3.6 3.7 3.8 3.9 3.10 Sid 2
Spatel eller annat lämpligt verktyg för omrörning i vägmarkeringsmassan.
Neddelningsverktyg (vid behov), t ex hammare eller
Slägga.
Värmeskåp som kan inställas på termperaturer upp till
cirka 220°C.
Frysskåp som kan inställas på temperaturer ner till
cirka -15°C.
Våg med minst noggrannheten 0.1 g.
Trögerapparat placerad i ett ljudisolerat skåp. Principskiss, se figur 1.
Anordning för kontinuerlig tillförsel av kall luft (-10°C). Exsickatorfett.
5??
Trytkluff för
'I'
ø
dmmkgcwçEmMJ// j= J W W W a . r . r \ J '1 '< c. §ø. u. ,\ -v. ,. _ Kdlháfñk termosfufering av provyfor ü;_. * §_\ » L Roterande bord§5
:8
V Nmar *Bestämning av slitage med Trögerapparat 4. 5. 5.1 5.2 Sid 3 Provberedning Provning
Vägmarkeringsmassan neddelas vid behov med hjälp av
hammare eller slägga. För att underlätta neddelningen
nedkyles provet i t ex ett frysskåp minst ett par timr mar för att få en sprödare konsistens.
Vid neddelning med hammare eller slägga skall
skydds-glasögon användas.
Provet kan övertäckas med en tygduk för att förhindra att bitar flyger omkring vid neddelningen.
Efter avslutad neddelning tages slumpvis, på olika ställen från provets inre delar, bitar till en
samman-lagd vikt av cirka 1.5-2 kg. '
Det så uttagna provet placeras i "lämpligt kärl" (t ex en plåtburk eller kraftig pappkartong) för uppvärmning i värmeugn eller på annat likvärdigt sätt. Kärlet över-täcks under uppvärmningen med t ex folie, dock ej med
tätslutande lock. Provet uppvärms under försiktig omr
rörning till en temperatur strax under den av
tillver-karen rekommenderade utläggningstemperaturen eller till sådan temperatur att massan lätt kan homogeniseras och ösas upp.
Då provet nått erforderlig temperatur och
homogenise-rats fylls en Trögerform (3.1) med massa upp till for-mens kant.
Formen skall vara placerad på ett med exsickatorfett
insmort plant underlag av stål.
Provkroppen får därefter svalna till rumstemperatur och
tempereras sedan cirka 15-20 timmar vid -10°C. Normalt utförs provning på 2 provkroppar.
Vägning, allmänt
Vägningarna görs med avläsning på 0.1g. Invägning och körning i Trögerapparat
Provkroppen vägs in och spänns fast i Trögerapparaten.
Nâlpistolens läge justeras så att avståndet mellan nål-knippet och provkroppens överyta blir 5 mm.
Det roterande bordet med provkroppen igångsätts. Rota-tionshastigheten skall vara 30 varv per minut.
Bestämning av slitage med Trögerapparat Sid 4
Dörren till det ljudisolerande skåpet stängs och Trö-gerapparaten startas.
Provkropparna köres 16x40 sekunder (lufttryck 500 kPa)
med 32 sekunders paus mellan varje period. Samtidigt blåses kall luft (-10°C) kontinuerligt över
provkrop-pen. Genom lämplig automatik kan start och stopp av Trögerapparaten ske utan laborantens medverkan.
5.3 Vägning
Då provningen avslutats tages provkroppen bort, borstas väl och väges.
6. Beräkning
Slitaget anges i gram och beräknas enligt följande: S = m; - ms
där S = slitaget i gram
mi= vikt av ursprunglig provkropp i gram
ms= vikt av provkropp efter provning i gram Slitaget anges på 0.1 g när.
Det aritmetiska medelvärdet beräknas. 7. Precision, eventuell upprepning
Om den relativa avvikelsen mellan enskilt Värde och
me-delvärde ej överstiger 0.5 g, för meme-delvärden mindre än
5.0 g, eller 10%, för medelvärden större än 5.0 g, god-tas värdena.
År skillnaden större provas ytterligare två provkrop-par. Det aritmetiska medelvärdet av samtliga värden
be-räknas. Om den relativa avvikelsen mellan detta medel-värde och något enskilt värde är större än 0.5 g
res-pektive 10% förkastas värdet och ett nytt medelvärde
beräknas ur godtagna värden. 8. Rapport
Vid bestämning av slitaget skall provningsrapporten ge besked om
a) att provning utförts enligt denna metod,