Bindningsstyrkan mellan
CoCr och porslin utifrån olika
förbehandlingar
Marie Byman
Evalotta Kelemen
Handledare: Evaggelia Papia
Examensarbete (15 hp)
Malmö Universitet
Tandteknikerprogrammet
Odontologiska fakulteten
Sammanfattning
Syfte
Syftet med föreliggande studie var att undersöka om olika förbehandlingar av metallens yta påverkar bindningsstyrkan mellan CoCr och porslin.
Material och metod
Sexton metallbasar med totalt 64 porslinscylindrar tillverkades genom gjutning av CoCr och porslinsuppläggning (de olika skikten; bondingagent, opak och dentin). Metallbasarna delades slumpmässigt in i 4 grupper; SB 50 sandblästrade med 50 µm Al2O3, SB 250 sandblästrade med 250 µm Al2O3, OASB oxiderade med atmosfäriskt tryck och sandblästrade med 250 µm Al2O3, samt kontrollgrupp OVSB oxiderade i vakuumtryck och sandblästrade med 250 µm Al2O3, samtliga grupper blästrades med 3 bars tryck. Efter glansbränning termocyklades provkropparna i 5000 cykler, förvarades fuktigt i 36o C och testades enligt
ISO/TS11405:2016. Resultaten analyserades med one-way ANOVA, Tukey´s test.
Signifikansnivån sattes till a = 0,05. Brottytorna analyserades visuellt och fotograferades i mikroskop.
Resultat
Medelvärdet för samtliga grupper var likvärdiga men med stor skillnad i spridning inom grupperna. Brotten delades in i tre grupper, adhesiv-, kohesiv- och blandfraktur.
Slutsats
Med reservation för de begränsningar som finns inom föreliggande studie kan följande slutsatser dras:
• De olika förbehandlingsmetoderna, oxidering med vakuum eller atmosfäriskt tryck följt av sandblästring eller enbart sandblästring med olika kornstorlekar, ger ingen specifik skillnad vad gäller bindningsstyrkan mellan metall och porslin.
• Oxidering med vakuum har ingen negativ inverkan på bindningsstyrkan mellan metall och porslin. De-gasing av metallen kan utföras.
• Sandblästring med 50 µm hade större spridning inom gruppen än de övriga tre grupperna.
Abstract
Purpose
The purpose of the present study was to investigate whether various pretreatments affect the bond strength between CoCr and porcelain.
Material and method
64 porcelain cylinders were manufactured (bonding agent, opaque, dentin) divided on sixteen metal bases. The metal bases were randomly divided into 4 groups; SB 50 sandblasted with 50 µm Al2O3, SB 250 sandblasted with 250 µm Al2O3, OASB oxidized with atmospheric pressure and then sandblasted with 250 µm Al2O3 and control group OVSB oxidized in vacuum and then sandblasted with 250 µm Al2O3. All groups were sandblasted with 3 bars pressure. After glazefiring, the specimens were thermocycled 5000 cycles, stored in moist at 36o C and tested according to ISO / TS11405: 2016. The results were analyzed with one-way ANOVA, Tukey's test with significance level a = 0.05. The fracture surfaces were analyzed visually and photographed in microscope.
Results
The mean values in all groups were equivalent but with large difference in standard deviation within the groups. The fractures were divided into three groups, adhesive-, cohesive and mixed fractures.
Conclusion
Within the limitations of the study, the following conclusions can be drawn:
• The different pretreatment methods, vacuum or atmospheric pressure, oxidation with or without sandblasting do not affect the bond strength between metal and porcelain. • Oxidation with vacuum does not adversely affect the bonding strength between metal
and porcelain. De-gasing of the metal can be performed.
• Sandblasting with 50 µm had a greater deviation within the group than the other groups
Innehållsförteckning
Inledning ... 8
Frågeställning ... 10
Syfte ... 10
Hypotes ... 10
Material och metod ... 12
Poweranalys ... 12 Termisk expansionskoefficient ... 12 Metallbas ... 12 Gruppindelning ... 13 Oxideringsprogram ... 13 Sandblästring ... 13 Porslin ... 13 Termocykling ... 15 Skjuvkraftstest ... 15 Statistisk analys ... 16 Resultat ... 18 Diskussion ... 20
Förslag på vidare studier ... 22
Slutsats ... 24
Referenser... 26
Slutord ... 30
Materiallista ... 32
Inledning
Att skapa en tandersättning som både har hållfasthet och estetik är något tandvårdsteamet strävar efter i patientbehandlingen. Porslin är ett estetiskt men hårt och sprött material. En tandersättning av enbart porslin, som till exempel en Jacketkrona1, innebär oftast en estetisk men inte så hållfast krona. För att öka hållfastheten kan ett metallskelett, en
underkonstruktion, skapas som ger stöd för det porslin som bränns på, vilket ger en metallkeram-konstruktion (MK-konstruktion)1,2,3.
1962 släpptes Weinstein och Weinstein et al.4,5 patenten som förklarar vikten av relationen i den termiska expansionskoefficienten (TEK)2 mellan lågbränt6 eller högbränt porslin till metallegeringar med kompatibla materialegenskaper7 och förutsättningarna för att binda kiselpartiklarna i ytporslinet mot metallen. När porslin bränns på metall finns fyra olika mekanismer som binder dem samman1,3;
• kemisk bindning – vilket syftar på den kemiska bindningen som sker mellan kislet och syreatomerna i oxidskiktet.
• mikromekanisk retention – vilket syftar på den råa ytan på metallen som bildas vid sandblästring.
• kompressionskraft – vilket syftar på relationerna mellan de termiska expansionskoefficienterna i porslin och metall.
• van der Waals-krafter – sekundära bindningar mellan metall och porslin. Det finns två teorier kring den kemiska bindningen. Sandwich-teorin, där oxidskiktet är bundet till metallen på ena sidan och till porslinet på andra sidan som en sandwich eller oxidlösningsteorin, där oxidskiktet fungerar som ett övergångslager för porslin att komma i atomär kontakt med kemisk bindning till metallen (diffunderar)1.
För att kunna binda porslin till en legering behövs ett oxidskikt1,8. Oxidskiktet bildas när
legeringen hettas upp till en temperatur där de reaktiva atomerna i legeringen har möjlighet att evakuera till ytan och binda sig till syreatomer som finns i brännugnen genom en kemisk reaktion. När sedan porslinet bränns på metallen kan kiselpartiklarna binda genom en kemisk förening med syreatomerna i oxidskiktet. Även vid oxidering under vakuum2 finns en liten
mängd syreatomer tillgängliga9. Ädelmetaller1,3, som är stabila och inerta, reagerar inte själva
med syreatomerna vid upphettning utan det måste vid användning av högädla/ädla legeringar
inkludera en liten mängd reaktiv metall som reagerar med syreatomerna och bildar ett oxidskikt. På högädla/ädla legeringar sparas och används oxidskiktet som
bindningsmöjlighet1 medan på basmetallegeringar som kobolt-krom (CoCr) reduceras
oxidskiktet med syra1,2 eller luftburen partikelabrasion (sandblästring med aluminiumoxid
Al2O3) för att oxidskiktet inte skall bli för tjockt. Ett tjockt oxidskikt leder till en sprödare
bindning1.
Sedan 1999 är kobolt-krom (CoCr) en godkänd biokompatibel basmetallegering inom tandvården i Sverige7,10,11. Tidigare användes högädla och ädla legeringar12 främst till fastsittande protetik. Dessa högädla/ädla legeringar oxiderades för att dels skapa
bindningsmöjligheter mellan metall och porslin genom att få en oxid på underkonstruktionens yta, dels för att förgasa eventuella kontamineringar. De flesta CoCr-legeringar behöver inte oxideras för bindningens skull utan snarare för att förgasa eventuella kontamineringar på ytan och på så sätt skapa en så ren yta som möjligt för att binda till mellan metall och porslin. Oxidskiktet blästras som regel bort innan det första lagret av bindning1,2,3,13 skapas med exempelvis bondingagent. Vid bränning av bondingagent tillförs nya syreatomer som bildar
ett tunt oxidskikt på CoCr-legeringen under det första skiktet av bondingagent som kemiskt binder samman bondingagentens yta till CoCr-legeringens yta1,2,3.
Idag finns det mer än ett sätt att skapa CoCr-underkonstruktioner14. Gjutning enligt lostwax metoden är den metod som använts längst. Det blir allt vanligare att använda det digitala flödet genom Computer Aided Design/Computer Aided Manufacturing (CAD/CAM). Det finns idag två möjliga sätt att skapa avtryck, antingen tas ett avtryck med avtrycksmassa på patientens mun som sedan skapas en gipsavgjutning i, en modell som sedan scannas in för att skapa en digital fil att arbeta utifrån. Alternativt kan tandläkaren scanna med en intraoral scanner i patientens mun och skicka den digitala filen till sitt tandteknikerlaboratorium. Därefter designas den aktuella produkten utifrån den information och de relationer som finns registrerade digitalt.
När den fysiska produkten skall framställas finnsidagtvå typer av framställningstekniker, subtraktiv teknik och additiv teknik. Den subtraktiva15 tekniken innebär att produkten fräses ut ur solida CoCr-diskar i en fräsmaskin. Här förekommer ett relativt stort materialsvinn. Den additiva16 tekniken som till exempel lasersmälta16,17 innebär att en laserstråle sammanfogar små CoCr-partiklar och bygger upp konstruktionen lager för lager i likhet med en 3D-printer. Här förekommer i princip inget materialsvinn, då det material som inte sammanfogas i konstruktionen går att använda vid ett annat tillfälle. Det finns variationer i
tillvägagångssätten vid produktion av CoCr-konstruktioner tack vare att samma legering kan framställas på olika sätt.
Fabrikanternas anvisningar18,19,20 skall alltid följas för att kunna säkerställa en korrekt hantering av material. Men med det snabba flödet av information som finns tillgängligt idag via det digitala flödet på internet kan det uppstå situationer där information om samma produkt och hantering med samma eller annan datering ställs mot varandra. Idag finns det olika tillvägagångssätt i hantering vid produktion av CoCr och förbehandling av ytan innan porslin appliceras. Med helt eller delvis felaktig information kan lyckandefrekvensen av produkten påverkas, som i sin tur påverkar patienten. Kunskapen på tandtekniska laboratorier om olika förbehandlingssätts betydelse för bindningsstyrkan mellan CoCr-underkonstruktion och porslin kan variera. En otillräcklig stabil bindning mellan de olika gränsskikten skulle kunna påverka lyckandefrekvensen på MK-konstruktionen som cementeras i munnen på en patient och kan då påverka patientens livskvalité. En fraktur på till exempel porslinet, en så kallad chip-off1,21, innebär att en del av porslinet lossnar från underkonstruktionen. Frakturen kan vara i porslinet, en kohesiv fraktur eller mellan gränsskiktet porslin och metall, en adhesiv fraktur. En fraktur kan påverka tal, sväljning och tuggning negativt. Den orala hälsan väger in i patientens psykosociala upplevelse.
Trots frammarschen av helkeramiska konstruktioner22 på marknaden är MK-konstruktionerna fortfarande ett mycket bra alternativ till att ersätta förlorade tänder och tandsubstans. Det är en beprövad teknik med lång erfarenhet av inom tandvården och studier finns inom ämnet23. Viss problematik finns dessutom fortfarande i att skapa en lika stabil och hållfast bindning mellan oxidkeramoch dess ytporslin23,24.
Frågeställning
Med bakgrund av detta är frågeställningen; påverkas bindningsstyrkan mellan porslin och CoCr beroende på olika förbehandlingssätt av metallensom oxidering med eller utan vakuum och/eller sandblästring med olika kornstorlekar?
Syfte
Syfte med föreliggande studie är att undersöka om bindningsstyrkan mellan porslinet och CoCr påverkas avolika typer av förbehandlingar som oxidering i atmosfäriskt tryck eller vakuum följt av sandblästring eller enbart sandblästring med olika kornstorlekar innan applicering av porslin.
Hypotes
Studiensnollhypotes är att varken val av oxideringsmiljö (vakuum eller atmosfärisk), om oxidering utförs eller ej, eller val av kornstorlek vid sandblästring har betydelse för bindningsstyrkan mellan metall och porslin.
Material och metod
PoweranalysEn power analys gjordes för att fastställa antalet provkroppar. Baserat på poweranalysen med 90% i styrka och med beräkningarna: bindningsstyrka 20 MPa, förväntad klinisk relevant skillnad 10 MPa, standardavvikelse 8 MPa och signifikansnivå α= 0,05 behövdes totalt 64 provkroppar. 64 porslinscylindrar fördelade på 4 grupper, inklusive kontrollgruppen, med 4 metallbasar à 4 porslinscylindrar.
Termisk expansionskoefficient
Till metallbasen användes WirobondÒ 280 som är en CoCr-legering och till
porslinscylindrarna användes GC Initialä MC-porslinssystem. WirobondÒ 280 har en termisk expansionskoefficient (TEK) som matchar GC Initalä MC´s TEK.
Metallbas
En form i silikon(1,2) med måtten 15 x 15 x 10 mm ± 0,5 mm, godstjocklek 1 mm på hela objektet skapades för att kunna standardisera en modell som sedan fylldes med en
urbränningsbar plast(3,4). Plastmallarna försågs med 2 stycken 3 mm tjocka och 3 mm långa gjutledare(5) vardera25, som fästes på en vaxad reservoar(6,7) på gjutkon(8). Plastmallarna fästes två per kyvett (9) innan inbäddning. Plastmallarna penslades med vätmedel(10) på alla ytor för att minska risken för luftinneslutningar vid inbäddning, som kan ge pärlor på götet. Objekten bäddades in med fosfatbunden inbäddningsmassa(11,12,13,14) enligt fabrikantens anvisningar och sattes in i rumstempererad urbränningsugn(15) för långsam uppvärmning under 5 timmar och 3 minuter till 925oC enligt ”lostwax-teknik”. Därefter gjöts mallarna i CoCr(16) i en
induktionsgjutugn(17). Efteråt fick göten avsvalna långsamt i rumstemperatur. De kalla göten bäddades ur och blästrades(18) rent från oxider och inbäddningsmassa innan gjutkanalerna kapades av med kaptrissa. Metallbasarna (figur 1) delades in slumpmässigt i 3 grupper plus 1 kontrollgrupp, som behandlades enligt fabrikantens anvisningar, som var oxidering med vakuum följt av sandblästring med Al2O3 250 µm med 3 bars tryck. Testytan på metallbasarna slipades med våt slippapper i en slipmaskin(19,20) under vattenkylning i 200 sekunder, 100 RPM innan de behandlades utifrån vilken grupp de tillhörde.
1 2 3 4
Figur 1. 4 steg vid tillverkningen av metallbasarna; 1-silikonform, 2-urbränningsbar plastmall, 3-plastmallar
Gruppindelning
Metallbasarna förbehandlades utifrån respektive grupp innan det första bindande lagret med bondingagent applicerades (figur 2).
Figur 2. Gruppindelning med förkortning av gruppnamn, samt typ av förbehandling av testytan.
Oxideringsprogram
Åtta metallbasar behandlades med oxideringsprogram(25), 4 i atmosfäriskt tryck och 4 i vakuumtryck (tabell 1).
Tabell 1. De två olika oxideringsprogrammen.
Grupper Uppvärmningstid Vakuum, tid Sluttemperatur Hållningstid
Atmosfäriskt 3 min Nej 950O C 5 min
Vakuum 3 min Ja, 7,5 min 950O C 5 min
Sandblästring
Sandblästringen(21) skedde på 20 mm avstånd med 45o vinkel mot objektet i 15 sekunder för 250 µm(22) och i 30 sekunder för 50 µm(23) med 3 bars tryck. Därefter ångblästrades(24) alla objekt i 10 sekunder på 100 mm avstånd.
Porslin
En mall(26,27) framställdes för att kunna standardisera uppläggningen av bondingagent och porslinsmassorna. Mallen hade samma innermått som metallbasens yttermått, samt 4 symmetriskt placerade cylindriska hål. Hålens diameter var 5 mm och höjden 2 mm. Bondingagent(28,29) applicerades med hjälp av mallen och de runda formernas kant
korrigerades på fri-hand där pastan saknades eller var för tunt lager innan bränning. Pasta Opak(30,31) applicerades, enligt fabrikantens anvisningar, på fri-hand i två lager med respektive bränning över den brända bondingagenten. Mallens fyra hål isolerades(32) innan
porslinsmassan(33,34) applicerades i hålen. Porslinspulvret vägdes(35) upp till 0,6 gram och SB 50 sandblästrade med 50 µm Al2O3 med 3 bars tryck.
OVSB oxiderade i vakuumtryck följt av sandblästring med 250 µm Al2O3 med 3 bars tryck. Kontrollgrupp.
OASB oxiderade i atmosfäriskt tryck följt av sandblästring med 250 µm Al2O3 med 3 bars tryck
Första dentinlagret applicerades(37) i alla 4 hålen systematiskt, lager för lager och byggdes upp jämt i hålen samtidigt för att få likvärdig torktid för alla fyra porslinscylindrarna, de
kondenserades med papper(38) i 6 sekunder med lätt tryck av två fingrar innan mallen lyftes av. Korrigering av porslinscylindrarnas kanter, höjd och bredd, och rengöring(39) av ytor där porslin inte skulle förekomma gjordes på fri-hand innan bränning(40,41) i kalibrerad ugn. För att kontrollera porslinets krympningsgrad torkades det helt tills den obrända dentinmassan blev vit. En metallbas med fyra porslinscylindrar brändes per bränntillfälle. Efter bränning fick provkroppen avsvalna långsamt i rumstemperatur. Andra lagret av dentinmassa lades helt på fri-hand av en tekniker. Även här läts den obrända dentinmassan torka helt innan bränning, en metallbas med fyra porslinscylindrar per bränningstillfälle, med långsam avsvalning i rumstemperatur efter bränning. Före glansbränning kontrollerades porslinscylindrarnas
diameter, Æ 5 mm ± 0,5 mm och höjd 2 mm ± 0,5 mm. Alla provkropparna slipades(42) ner till höjd 2 mm (figur 3). Som guide användes samma mall som vid porslinsuppläggningen. Allt porslin brändes enligt fabrikantens rekomendationer26 (tabell 2).
Figur 3. Mall som användes vid
porslinsuppläggning och vid slipning på höjden av porslinscylindrarna.
Tabell 2. Brännschema för samtliga porslinslagren. Start
temperatur Torktid (min) Temperatur- stigning Vakuum temperatur Slut Hållningstid Bondingagent 550o 6 min 80o C/min Ja 980o 1 min
1; a opak 550o 6 min 80o C/min Ja 960o 1 min
2; a opak 550o 6 min 80o C/min Ja 950o 1 min
1; a dentin 580o 6 min 55o C/min Ja 890o 1 min
2; a dentin 580o 6 min 55o C/min Ja 880o 1 min
Termocykling
Termocykling(43) med 5000 cykler där varje cykel varade i 1 minut genomfördes. En cykel bestod av 20 sekunder i respektive 55o C och 5o C avjoniserat vattenbad med 10 sekunders transfertid mellan baden (figur 4). Efter termocyklingen förvarades(44) provkropparna i 36o C fuktig miljö fram tills skjuvkraftstest utfördes.
Figur 4. Termocykling
Skjuvkraftstest
Med en universaltestmaskin(45) gjordes ett skjuvkraftstest där belastningsenheten placerades i gränssnittet mellan metall och porslin med en belastningshastighet på 0,5 mm/min (figur 5). Belastningen vid brott angavs i Newton (N). Bindningsstyrkan räknades om till MPa enligt formeln;
𝑀𝑃𝑎 = 𝑁/𝑟(∙ 𝜋
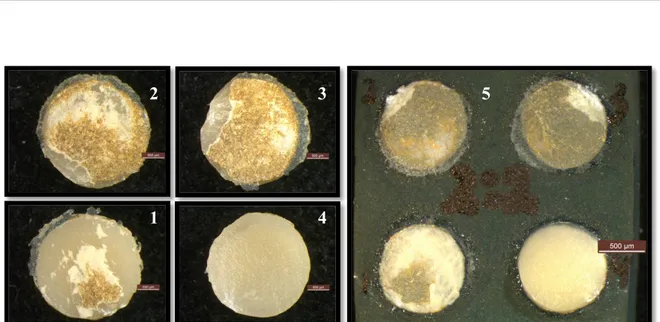
Frakturerna delades in i tre kategorier; adhesiv-, kohesiv- och blandfraktur. För att en fraktur skulle bedömas som adhesiv skulle frakturytan visa <90% adhesiv fraktur och kohesiva frakturer 100% kohesiv fraktur i porslinet, övriga brott bedömdes som blandfrakturer där det fanns delar av både adhesiva och kohesiva frakturytor. All bedömning av brottytor gjordes visuellt.
Kontrollmätning(46) av porslinscylindrarnas diameter gjordes efter brott och alla porslinscylindrarna och metallbasarnas brottytor fotograferades i mikroskop(46).
Statistisk analys
Resultaten analyserades med one-way ANOVA och Tukey´s test, där signifikansnivån sattes till a = 0,05.
Resultat
Resultaten i föreliggande studie påvisade ingen signifikant skillnad mellan grupperna
eftersom p-värdet var högre än 0,05 (p = 0,60). Medelvärdena i alla grupperna var likvärdiga men med stor skillnad i spridning inom grupperna (tabell 3). Fem provkroppar i grupp SB 50 fick 0-värde, då porslinscylindern gick av från metallbasen i samband med montering av metallbasen inför skjuvkraftstest.
Tabell 3. Resultatet för bindningsstyrkan, redovisat i MPa
Antal Medelvärde Standardavvikelser ± Högsta värdet Lägsta värdet
Grupp SB 50 11 23,6 14,7 55,8 10,5
Grupp SB 250 16 22,2 12,4 45,5 10,4
Grupp OASB 16 18,5 7,8 35,9 6,3
Grupp OVSB 16 22,8 10,1 41,2 8,4
Det var en relativt jämn fördelningen av de 3 olika frakturtyperna mellan grupperna som enbart sandblästrades (tabell 4, figur 6) medan grupperna som oxiderades hade flest blandfrakturer.
Tabell 4. Fördelning av frakturtyperna mellan de 4 grupperna.
Grupper Adhesiv fraktur Kohesiv fraktur Blandfraktur
SB 50 5 3 3 SB250 7 6 3 OASB 3 1 12 OVSB 2 5 9 2 3 5 1 4
Figur 6. Tre olika frakturtyperna finns representerad; 1 - blandfraktur, 2 - adhesiv fraktur, 3 - adhesiv fraktur och
Diskussion
I föreliggande studie har bindningsstyrkan mellan metall och porslin testats utifrån olika förbehandlingsmetoder av metallens yta innan applicering och bränning av porslin på ytan. Materialvalet har skett utifrån det som funnits tillgängligt och som är vanligt förekommande på olika tandtekniska laboratorier idag.
I planeringsfasen av studien skulle provkropparna utformas enlig ISO-standard 969327 som är
materialtest för metall-keramsystem. Provkropparna skulle genom CAD/CAM-teknik fräsa
eller lasersmälta metallbleck som sedan porslinet kunde brännas på och ett
trepunktböjhållfasthetstest utföras. Vid efterforskning konstaterades att det var svårt att få tag på material och framställningsteknikerna är relativt dyra. Detta gjorde att testet fick revideras och testmetoden ändrades till ett skjuvkraftstest istället. För att ändå kunna förankra
testresultatens tillförlitlighet valdes att delvis följa ISO/TS11405:201628 som är ett test av
dentala materials adhesion till tandsubstans inom tandvården vid skjuvkraftstestets utförande
och delvis följa ISO-standard 9693 i hantering av materialen.
En metodutveckling har gjorts på metallbasarnas och porslinscylindrarnas utformning för att kunna skapa en definierad bindningsyta mellan materialen. Materialen har bearbetats för hand vid produktion av provkropparna för att återspegla det kliniska arbetet på tandtekniska
laboratorier så mycket som möjligt.
För att kunna standardisera tillverkningen av både metallbasarna och porslinscylindrarna framställdes mallar för båda. Metallbasens mall gjordes i silikon, som kunde fyllas med urbränningsbar plast. Mallen till porslinscylindrarna tillverkades i en kombination av light-body och heavy-light-body, samma typ av massor som tandläkare använder vid avtryckstagning. Detta för att få en så noggrann återgivning av formen som möjligt.
En pilotstudie gjordes innan huvudtestet för att säkerställa att testmetoden fungerade. Provkropparna har tillverkats av två tandteknikerstudenter. För att sprida riskerna för
eventuella felkällor fördelades tillverkningen av provkropparna lika av alla fyra grupperna på två tandteknikerstudenter. Dock finns det flera moment som skulle kunna ge felkällor som till exempel slipningen av testytorna, porslinsupplägg för hand och sandblästring. Att
standardisera vid manuell hantering är svårt.
Provkropparna delades in i tre grupper plus en kontrollgrupp med fyra metallbasar i varje grupp. Kontrollgruppen behandlades enligt metallfabrikantens anvisningar. Fabrikantens anvisningar har dock visat sig kunna skilja sig åt beroende på var informationen hittas och när informationen är daterad.Detta kan ge upphov till olika tolkningar och hanteringsalternativ på tandtekniska laboratorier. Det borde finnas ett intresse hos fabrikanten att ta bort inaktuell information för att minska risken för helt eller delvis felaktig hantering av materialet då detta skulle kunna påverka lyckandefrekvensen på MK-konstruktioner med brister som till exempel ”chip-off frakturer”29 som resultat. I föreliggande studie valdes att följa den anvisning som medföljde CoCr vid inköp från dentaldepå och kontrollgruppen har fått en behandling med oxidering i vakuum och följt av sandblästring med 250µm Al2O3 med 3 bars tryck då det är ett alternativ till behandling enligt produktbladet. Information har hittats på fabrikantens hemsida, där denna behandling av materialet inte rekommenderas.
De tre grupperna som sandblästrades med 250µm Al2O3 blästrades i 15 sekunder medan den gruppen som sandblästrades med 50µm Al2O3 blästrades i 30 sekunder då längre tid behövdes
för att kunna bearbeta hela ytan med de finare kornen som även hade en smalare stråle från munstycket.
När provkropparna var färdigställda gjordes ett artificiellt åldrande av provkropparna genom termocykling på 5000 cykler enligt ISO-standard 9693, som är ett materialtest för metall-keramsystem, för att få ett mer realistiskt värde som i högre grad kan motsvara kliniska ersättningar över tid i en oral miljö. Temperaturvariationerna under termocyklingen kan påverka bindningarna i och till porslinet.
Efter termocyklingen förvarades provkropparna i ett reglerbart värmeskåp som höll 36o C och i fuktig miljö för att inte provkropparna skulle torka innan skjuvkraftstestet genomfördes. Skjuvkraftstestet utfördes i en universaltestmaskin där provkroppen monterades i ett skruvstäd och belastningsenheten lades an mot metallbasen innan testet startades. Städet gick inte att fästa i maskinen så viss mobilitet förekom under testet. Detta kan ha påverkat att
belastningsenhetens belastning inte hamnat exakt i gränssnittet mellan metallbasen och porslinscylindern, utan vandrat ut på porslinet och gett en felaktig belastning.
Bedömning av frakturerna gjordes utifrån tre olika frakturtyper, adhesiva, kohesiva och bladfrakturer (både adhesiva och kohesiva delar). I föreliggande studie valdes att en fraktur som visade övervägande adhesiv karaktär på frakturytan, »90%, räknades som adhesiv fraktur. Ingen adhesiv fraktur blev 100%. Fanns det mer av kohesiv karaktär än »10% räknades frakturen som blandfraktur. Kohesiva frakturer var 100% av kohesiv karaktär. Fem porslincylindrar i grupp SB 50 fick 0-värde på grund av att porslinscylindern gick av från metallbasen vid montering av metallbas i testmaskinen. Eventuellt kan bindningsstyrkan mellan metallen och porslinet varit otillräcklig på dessa fem provkropparna som sandblästring med 50 µm. Möjligen hade en porslinscylinder per metallbas varit mer lämplig så att inte spänningar från belastningsenheten eller städet kunnat påverka mer än en provkropp i taget. En trolig faktor till de kohesiva frakturerna skulle kunna vara att belastningsenhetens position inte blivit hundraprocentigt korrekt och därav tryckt på porslinet istället för i gränssnittet mellan metall och porslin. Alternativet är att bindningsstyrkan mellan metallbasen och porslinscylindern är högre än bindningsstyrkan inom porslinet.
Syftet med föreliggande studien var att undersöka bindningsstyrkan utifrån olika förbehandlingsmetoder av metallen. I föreliggande studie har enbart ett märke av CoCr-legering och ett märke av porslin använts. Enligt studier som Joias et al.30, 2008 kan
sammansättningen i CoCr-legeringarna påverka bindningsstyrkan till porslin medan i studier som Lee et. al.15 , 2015 och de Melo et. al.7, 2005 visades ingen signifikant skillnad i
bindningsstyrkan mellan CoCr och porslin utifrån olika förbehandlings metoder, i likhet med denna studie. Utformning av provkropparna skiljer sig mellan studierna och kan vara en anledning till att värdena i de olika studierna skiljer sig trots att alla fyra studierna gjort skjuvkraftstest.
En etisk prövning var inte tillämpbar i föreliggande studie då testet skett på tillverkade provkroppar. Dock bör ett etiskt och moraliskt förhållningssätt avseende hållbarhet både ekonomiskt och miljömässigt och för patientsäkerhet vid val av material och
framställningsprocess tillämpas. Ur ett arbetsmiljömässigt perspektiv för tandteknikern kan framställningsprocessen ha betydelse. Efterbearbetningsgraden av CoCr bör reduceras så mycket som möjligt då partiklar från materialet kan ge upphov till både luftvägsproblem, kontaktallergi och cancer31 .
Förslag på vidare studier
Studier som publicerats nyligen inom området är begränsat i antal och svåra att hitta, en möjlig orsak kan var att det konstant kommer nya och förbättrade dentala material på marknaden. MK-underkonstruktioner är ett bra alternativ till att ersätta förlorade tänder och tandsubstans. CoCr främsta fördelar är att den är korrosionsresistent och är ekonomiskt fördelaktigt32 gentemot ädelmetaller. Metall-keramsystemet har oftast bra bindningsstyrka mellan materialen men problem som adhesiva frakturer vid felaktig materialhantering gör att ytterligare forskning kring metall-kerambindningarna behövs för att öka lyckande och överlevnadsfrekvensen.
Slutsats
Med reservation för de begränsningar som finns inom föreliggande studie kan följande slutsatser dras:
• De olika förbehandlingsmetoderna, oxidering med vakuum eller atmosfäriskt tryck följt av sandblästring eller enbart sandblästring med olika kornstorlekar, ger ingen specifik skillnad vad gäller bindningsstyrkan mellan metall och porslin.
• Oxidering med vakuum har ingen negativ inverkan på bindningsstyrkan mellan metall och porslin så ”degasing” av metallen kan utföras.
• Sandblästring med 50 µm hade större spridning inom gruppen än de övriga tre grupperna.
Referenser
1. Naylor WP, King AH. Introduction to Metal-Ceramic Technology. Chicago: International Quintessence Publishing Group, 2009.
2. van Noort R. Introduction to Dental Materials. 4th ed. Mosby: Elsvier, 2013.
3. Phillips RW, Anusavice KJ, Shen C, Rawls HR. Phillips' Science of Dental Materials. 12th ed. St. Louis: Elsevier/Saunders, 2013.
4. Weinstein M et al. 1962. Fused porcelain-to-metal teeth. Patent 3,052,982.
5. Weinstein et al., 1962. Porcelain covered metal-reinforced teeth. Patent 3,052,983.
6. Sipahi C, Özcan M. Interfacial shear bond strength between different base metal alloys and five low fusing feldspathic ceramic systems. Dent Mater. J 2012; 31: 333-337.
7. de Melo RM, Travassos AC, Neisser MP. Shear bond strengths of a ceramic system to alternative metal alloys. J Prosthet Dent. 2005;93(1): 64-69.
8. Li J, Ye X, Li B, Liao J, Zhuang P, Ye J. Effect of oxidation heat treatment on the bond strength between a ceramic and cast and milled cobalt-chromium alloys. Eur J Oral Sci. 2015; 123: 297-304.
9. Wu Y, Moser JB, Jameson LM, Malone WF. The effect of oxidation heat treatment of porcelain bond strength in selected base metal alloys. J Prosthet Dent. 1991;66:439-444. 10. Socialstyrelsen. Oädla Legeringar För Metallkeramik: Basmetallegeringar. 2007.
Tillgänglig: https://www.socialstyrelsen.se/Lists/Artikelkatalog/Attachments/9213/2007-123-39_2007123391.pdf Läst 20180207.
11. Hjalmarsson L. Kobolt-krom eller titan? En översikt av materialens för- och nackdelar. Tandläkartidningen. 2013;105(4):64-67.
12. Bessing C. Kobolt-kromlegeringar – utmärkta alternativ till guldlegeringar för metallkeramik. Tandläkartidningen. 2003;95(8):38-43.
13. Shillingburg HT, Jr. Fundamentals of Fixed Prosthodontics. 4th ed. Chicago: Quintessence Pub. Co, 2012.
14. Li KC, Prior DJ, Waddell JN, Swain MV. Comparison of the microstructure and phase stability of as-cast, CAD/CAM and powder metallurgy manufactured Co-Cr dental alloys. Dent Mater. 2015;31:306.
15. Lee D, Lee B, Kim S, Lee K. Shear bond strength of porcelain to a new millable alloy and a conventional castable alloy. J Prosthet Dent. 2015;113(4):329-335.
16. Akova T, Ucar Y, Tukay A, Balkaya MC, Brantley WA. Comparison of the bond strength of laser-sintered and cast base metal dental alloys to porcelain. Dent Mater.
2008;24(10):1400-1404.
17. Lawaf S, Nasermostofi S, Afradeh M, Azizi A. Comparison of the bond strength of ceramics to Co-Cr alloys made by casting and selective laser melting. J Adv Prosthodont. 2017;9:52-56.
18. Bego. WirobondÒ 280 Instructions of use, English. 2016. Tillgänglig:
https://www.bego.com/fileadmin/_products/pdf/de_14565_0009_ga_en.pdf Läst 20180213 19. Bego. WirobondÒ 280 Instructions of use, Deutsch/English. 2016. Tillgänglig:
http://data.dt-shop.com/fileadmin/media/ga/01008_ga_deu.pdf Läst 20180213 (denna manual följde med Bego´s WirobondÒ 280 vid köp från dentaldepå)
20.Bego. Guidelines the crown and bridge technique for processing non-precious alloys. 2017. Tillgänglig: https://www.bego.com/fileadmin/_products/pdf/de_82093_0004_br_en.pdf
Läst 20180213
21. Anusavice KJ. Standardizing failure, success, and survival decisions in clinical studies of ceramic and metal–ceramic fixed dental prostheses. Dent Mater. 2012;28(1):102-111.
22. Larsson C. Zirkoniumdioxid-baserade rekonstruktioner fungerar. Tandläkartidningen. 2011;103(10):74
23. Sailer I, Pjetursson BE, Zwahlen M, Hämmerle CHF. A systematic review of the survival and complication rates of all-ceramic and metal–ceramic reconstructions after an observation period of at least 3 years. Part II: fixed dental prostheses. Clin Oral Impl Res. 2007;18:86-96. 24. Al-Dohan HM, Yaman P, Dennison JB, Razzoog ME, Lang BR. Shear strength of core-veneer interface in bi-layered ceramics. J Prosthet Dent. 2004;91(4):349-355.
25. Öwall B, Olsson S. Gjutning och lödning. Stockholm Tandläkarförl. 1989. 26. GC Initial™ MC. Technical Manual. 2017. Tillgänglig:
https://cdn.gceurope.com/v1/PID/initialmc/manual/MAN_Initial_MC_en.pdf Läst 20180326 27. SS-EN ISO 9693-1:2012. Tandvård - Kompabilitetstest - Del 1: System för metall-keram (ISO 9693-1:2012).
28. SIS-ISO/TS 11405:2016. Tandvård – Testning av dentala materials adhesion till tandsubstans (ISO 11405:2016)
29. Aslam A, Khan DA, Hassan SH, Ahmed B. Ceramic Fracture in Metal-Ceramic Restorations: The Aetiology. Dent Update. 2017;44(4):456.
30. Joias RM, Tango RN, de Araujo JEJ, et al. Shear bond strength of a ceramic to co-cr alloys. J Prosthetic Dent. 2008;99(1):54-59
31. Hariyani N, Berniyanti T, and Setyowati D. Effects of Occupational Environmental Controls on the Level of Co, Ni and Cr among Dental Technicians. Int J of Env Sci and Dev. 2015;6:643-647.
32. Hjalmarsson L. Materialval vid tandstödda MK-konstruktioner. 2015. Tillgänglig:
https://www.internetodontologi.se/materialval-vid-tandstodda-mk-konstruktioner/ Läst 20180425.
Slutord
Stort tack tillEvaggelia Papia, tandtekniker/ Dr odont vet., Malmö universitet, vår handledare för fantastiskt stöd, vägledning, återkoppling och hjälp med vårt examensarbete.
Lars Olsson, odont.mag/tandtekniker, Malmö universitet, för rådgivning, stöd och hjälp. Zdravko Bahat, odont.mag/tandtekniker, Malmö universitet, för rådgivning, stöd och hjälp. Camilla Johansson, odont.mag/tandtekniker, Malmö universitet, för rådgivning, stöd och hjälp.
Jens Anderberg, tandtekniker, Malmö universitet för fantastiskt stöd, rådgivning och hjälp med metodutveckling på våra provkroppar.
Tandsköterskorna Thelenza, Erika och Lotta på pre-klinik plan 4 för hjälp att tillverka porslins mallen.
Våra familjer som stöttat oss och gjort det möjligt för oss att utföra examensarbetet. Våra kurskamrater för stöttning och feedback på vårt arbete.
Materiallista
Använda material, instrument och apparatur
Apparat/produkt Tillverkare, Tillverkningsland Batch/Modell/Lot 1 Protesvax Dentsplay Detrey, England LOT: 802 917 2 Dublisil 20 silikon Dreve Dentamid, Tyskland LOT: 704704 &
704712 3 Pi-Ku-Plast HP 36,
polymer Bredent, Tyskland LOT: 461170
4 Pi-Ku-Plast HP 36
monomer Bredent, Tyskland REF: 54000211
5 Gjutledare Æ 3,0 mm Bego, Tyskland LOT: 03214
6 Gjutledare Æ 4,0 mm Bego, Tskland LOT: 03198
7 Gjutledare Æ 5,0 mm Renfert GmbH, Tyskland Ingen information
8 Gjutkon Degussa, Tyskland Storlek 3
9 Gjutkyvett Degussa, Tyskland Storlek 3
10 Vätmedel Aurofilm Bego, Tyskland LOT: 5022240716 11 Fujivestâ Premium, vätska GC, Belgien LOT: 1707031 12 Fujivestâ Premium, pulver GC, Belgien LOT: 1704261
13 Vacuumblandare Degussa Dental, Tyskland Multivacâ compact 14 GC casting ring liner GC, Belgien LOT: 170115A 15 Urbränningsugn Nabertherm GmbH, Tyskland
16 Wirobondâ 280 Bego, Tyskland LOT: 14272
17 Natilus CC Bego, Tyskland 26170
18 Cobra, pink Renfert GmbH, Tyskland Al2O3 125µm
19 Slipmaskin Buehler, USA Phoenix 4000
20 Våtslippapper Buehler, USA Grit 220
21 Sandbläster maskin Renfert GmbH, Tyskland Basic quattro IS no. 2955-0000 22 Cobra Precious
Corundum
Renfert GmbH, Tyskland Al2O3 50 µm 23 Ingen information Ingen information Al2O3 250 µm
24 Ångbläster Bego, Tyskland Triton sla
25 Oxideringsugn Vita Zahnfabrik, Tyskland Vacumat 200 26 Provilâ novo,
Cartridge medium regular set
Heraeus, Tyskland LOT: 410039
27 Provilâ novo, dynamix putty
Heraeus, Tyskland LOT: 410039
28 MC Bonder agent GC Initial, Belgien LOT: 1711081
29 Pensel Ingen information Carat
30 MC Pasta Opaq GC Initial, Belgien LOT: 1610111
31 Pensel Ingen information Carat
32 Ceramic separating
33 MC Dentin GC Initial, Belgien LOT: 1712211 34 MC Modelling liquid GC Initial, Belgien LOT: 1712141 35 Våg PT 600 Sartorius, Tyskland Fabr. Nr: 39010183
36 Doseringsspruta BD, USA Luer-lokÔ tip 1ml
37 Pensel Da Vinci Nova, Tyskland Cosmotop st. 3 38 Näsdukar Kleenexâ, USA
39 Pensel (städning) Da
Vinci Nova, Tyskland Synthetics st. 5
40 Brännbord Labor S&S Scheftner, Tyskland
41 Porslinsugn Ivoclar Vivadent, Tyskland Programat P 500 42 Diagen Turbo-grinder
cylinder Æ 4,8 mm Bredent, Tyskland 34000180
43 Termocykling SD Mechatronik, Tyskland THE1100 serie nr. 290515-T-265 44 Värmeskåp Memmert, Tyskland
45 Universal testmaskin Instron limited, USA 4465 46 Digitalt skjutmått
Limit
Luna, Sverige
Bilaga 1
Figur B1. Samtliga 16 metallbasar med à 4 porslinscylindrar, gruppvis i fallande led uppifrån SB 50, SB 250,