Konceptutveckling av bindningsverktyg SkiClicker 2.0
Concept development of ski binding tool SkiClicker 2.0
Examensarbete, 15 hp, Produktutveckling och design, VT 2019
Magnus Dalebjer Daniel Jordy
Sammanfattning
En skidpjäxas passform i en bindning för utförskidåkning är vital för att minimera åkarens skaderisk. Utan korrekt passform löper skidåkare större risk att drabbas av bindningar som löser ut för tidigt eller för sent. Inpassning av bindningar vid försäljning samt uthyrning av skidor görs i nuläget med hjälp av en pjäxa och tidsåtgången för att hämta pjäxor samt svårigheten för att arbeta med en pjäxa som monteringsverktyg är stor. "No More Boots" är ett företag som har utvecklat ett verktyg för att snabba på processen och eliminera behovet av att använda pjäxor vid inställning samt montering av bindningar. På uppdrag av kund utvecklas ett koncept för ett nytt förbättrat verktyg. Syftet med konceptet är att det nya verktyget ska innehålla förbättrade lösningar gällande fixering, ergonomi och vädertålighet med materialval och tillverkningprocesser i åtanke. Målet är att genom illustrationer och ritningar presentera ett koncept som svarar mot den definierade kravspecifikationern. Ett koncept som svarar mot kravspecifikationen tas fram genom en konceptgenerering. Processen genomsyras av användarcentrerad designmetodik. Ett vinnande koncept utses genom konceptval och vidareutvecklas sedan med skisser, skissmodeller, renderingar, CAD-modeller samt en skalenlig prototyp. Det vinnande konceptet svarar mot kraven på fixering, ergonomi och vädertålighet genom fixering med normalkraftsöverföring, ett handtag som ergonomiskt svarar mot tänkt arbetssätt samt mekaniska komponenter som är inkapslade i handtaget. Beräkningar utförs på friktionskrafter och huvudspänningar i konstruktionen och därefter görs materialval med hjälp av materialvalskartor. Slutligen presenteras verktygets delar i en renderad sammanställning gjord i Solidworks.
Abstract
Accurate fitting of a ski boot in a ski binding is vital in order to minimize the injury risk for the skier. An incorrect fit increases the risk of early or late binding release which in turn could be dangerous for the skier. In ski sales and ski rental shops today the mounting and fitting of bindings are done with the aid of an actual ski boot, this is time consuming and the ski boot is not very easy to manouver. "No More Boots" is a company that have developed a tool which speeds up the process and eliminates the need to use ski boots when mounting and fitting bindings. A concept is developed for a new, improved version of the original tool. The purpose of the project is to improve solutions regarding fixation, ergonomics and weather proofing of the existing tool. The goal is to present a concept that answers towards the upgraded specification list. The concept is presented through illustrations and drawings. A concept that answers to the specification list is developed through concept generation. The thought process of user centered design is applied throughout the project. The winning concept is chosen through a choice of concept matrix and is then further developed through sketches, sketch models, renders, CAD models and a prototype. The winning concept answers towards the specification list regarding fixing, ergonomics and weather proofing. It entails a fixing mechanism that utilizes normal forces, a handle that is ergonomical towards the intended use of the tool and weatherproofing thanks to the mechanical components being located inside the handle. Calculations are done on friction force and the bending stress that arises in the tool. Materials are chosen through the aid of choice of material charts. Finally the parts are assembled and shown in a assembly made in Solidworks.
Förord
Detta examensarbete på kandidatnivå vid Malmö universitet har genomförts av Magnus Dalebjer och Daniel Jordy, studenter på högskoleingenjörsprogrammet Produktutveckling och design. Arbetet har genomförts under vårterminen 2019 och omfattar 15 högskolepoäng per student. Gruppen vill rikta ett stort tack till företaget No More Boots för möjligheten att göra examensarbete riktat mot vidareutvecklingen av en av deras produkter. Ett särskilt tack till vår handledare på företaget, Oscar Arvidsson som hjälpt oss vid behov. Vi vill också tacka Ulf Hejman för hjälp och stöttning i rapportskrivningen. Sist men inte minst vill vi tacka vår
handledare på Malmö universitet, Olle Wingård, för sitt stöd och expertis i
produktutvecklingsprocessen. Malmö 2019-05-19
Innehållsförteckning
1 Inledning 1
2 Befintligt verktyg 2
3 Konceptframtagning 3
3.1 Behov- och egenskapsmatris . . . 4
3.2 Användarcentrerad design . . . 4
3.2.1 Ergonomi . . . 4
3.3 Konceptgenerering . . . 5
3.3.1 Extern sökning av information . . . 5
3.3.2 Intern sökning av information . . . 6
3.4 Konceptval . . . 7
4 Mekanik- och hållfasthetsberäkningar 7 5 Vidareutveckling valt koncept 8 5.1 Skissmodeller . . . 8 5.2 Komponenter . . . 8 5.3 Materialval . . . 9 5.4 Tillverkning . . . 9 5.5 CAD . . . 10 6 Testning 10 6.1 Finita elementmetoden . . . 10 6.2 Släppvinklar . . . 10 7 Framtagning av SkiClicker 2.0 11 7.1 Behov- och egenskaper för SkiClicker 2.0 . . . 11
7.2 Informationsinsamlig för SkiClicker 2.0 . . . 12
7.2.1 Benchmarking av konkurrenter . . . 12
7.2.2 Observation av verktygsanvändning . . . 13
7.2.3 Intervju med spetsanvändare . . . 14
7.2.4 Studie av handtag . . . 15
7.3 Generering av koncept . . . 15
7.4 Val av koncept . . . 16
7.5 Utvärdering av lösningsvarianter . . . 18
7.6 Formgivning . . . 19
7.6.1 Handtagsskisser och modeller . . . 19
7.6.2 Designförslag . . . 21
7.7 Materialval och tillverkning . . . 23
7.8 Modellering . . . 25 7.9 Prototyp . . . 28 7.10 Testning koncept . . . 28 8 SkiClicker 2.0 38 9 Diskussion 40 10 Slutsats 42 Referenser 43
A Kravspecifikation
B Intervju med spetsanvändare
C Elimineringsmatris
D Beräkningar
1
Inledning
Vintersportsindustrin idag är global och det finns ett antal större aktörer som är aktiva i flera världsdelar. En del av dessa bolag är moderbolag till mindre aktörer som riktar in sin verksamhet på specifika områden, såsom exempelvis utförsåkning, snowboardåkning och längdskidåkning. Vid sidan av dessa större aktörer och dess dotterbolag finns ett antal mindre fristående företag som producerar varor och tjänster inom industrin. Aktuellt område för projektet är försäljning och uthyrning av skidor, där tjänsterna montering och inställning av bindning för utförsåkning ingår.
Vid utförsåkning av skidor behövs bland annat hårdvara i form av skidor, stavar och pjäxor. Storleken på pjäxans sula avgör vilket avstånd bindningens främre och bakre del behöver sitta på för att ge korrekt passform. En korrekt passform mellan bindning och pjäxa är vital för att bindningen ska erbjuda användaren möjlighet att kontrollera skidan samtidigt som bindningens funktioner kan minska skaderisken för åkaren. Detta är möjligt genom att bindningens utformning tillåter den att släppa lös pjäxan vid lägen där åkarens ben och fot utsätts för krafter som kan vara skadliga. Vid sämre passform mellan bindning och pjäxa samt vid felaktigt inställda bindningar är det inte säkert att bindningen löser ut ordentligt. Den kan även i vissa lägen lösa ut för tidigt och följden av dessa scenarion blir en ökad skaderisk för åkaren [1].
Vid uthyrning av skidor kan kunden antingen använda egna pjäxor eller hyra av verksamheten. Vid användning av egna pjäxor tas dessa antingen med till uthyrningen eller så anges dess storlek. Om kunden inte har med sig pjäxan alternativt ska hyra på plats behöver butiksbiträdet hämta tänkt pjäxa, ta med den ut till arbetsbänken och ställa in bindningarna efter pjäxans yttermått samt åkarens vikt. Butiksbiträdet går sedan i vissa fall tillbaka med pjäxorna som inte ska användas till förvaringsutrymmet. Vid köp av nya skidor kan bindningar antingen monteras på så kallade rails, en form av platta som möjliggör storleksändring av bindningarna, alternativt genom att dess främre och bakre del monteras var för sig. Vid användning av rails monteras dessa med en mall, hål borras i skidan och plattan skruvas fast. Därefter sätts bindningarna på dessa rails och kan därefter förflyttas i sin längdriktning. När främre och bakre del monteras var för sig görs detta genom att en pjäxa används som storleksreferens, därefter läggs hålmallen för främre och bakre del dit och hela sammansättningen hålls på plats av pjäxan. Under tiden borrar montören hål med hjälp av mallen och sedan skruvas bindningsdelarna fast i skidan.
No More Boots är ett svenskt innovationsföretag med flera års erfarenhet av arbete inom vintersportsindustrin, framförallt inom försäljning och uthyrning av skidor [2]. Företaget har tack vare sin erfarenhet utvecklat "SkiClicker", ett verktyg vars funktioner underlättar arbetsåtgången vid montering och inställning av bindningar för utförsskidåkning. SkiClicker finns redan på marknaden och återkoppling från kunder samt från intern användning av verktyget har lett till en uppdaterad
kravspecifikation som det befintliga verktyget inte lever upp till. Användning av den befintliga
låsningsmekanismen resulterar i oönskade deformationer på en av stängerna. Den ojämna ytan på stången resulterar i en ryckig känsla vid längdjustering och påverkar noggrannheten negativt. Utöver den deformerade stången är företaget inte heller nöjda med verktygets ergonomiska aspekter vid
längre tids användning. Bristen på väderskyddade mekaniska komponenter anses även vara ett
problem då verktyget kan komma att användas utomhus. Dessa ändrade krav har föranlett företaget till att skynda på utvecklingen av en förbättrad och mer genomtänkt version 2.0 av verktyget.
I projektet undersöks alternativa låsmekanismer samt möjligheter att tillämpa en mer ergonomisk och användarcentrerad design. Slutligen undersöks möjligheten att öka tåligheten mot snö och vatten. Resultatet av undersökningarna presenteras i form av ett koncept med illustrationer, en skalenlig prototyp och ritningar. Konceptförslaget svarar mot den nya kravspecifikationen gällande
låsningsmekanism, ergonomi och vädertålighet. Lösningarna motiveras och materialval samt
tillverkningsprocesser tas i åtanke. Materialval som föreslås grundas på önskvärda mekaniska
egenskaper, känslan som eftersökes i kravspecifikationen samt möjliga tillverkningsproceser som i sin tur endast undersöks i form av huruvida dessa är möjliga att utföra. Befintliga mått som är enligt ISO-standard 5355 Alpin förblir oförändrade. Beslut rörande ergonomi tas med avseende på vuxna då det är denna målgrupp som kommer att använda verktyget. Beräkningar baseras på en kraft om
2700 N som verkar på verktyget, kraften är ett extremfall och används för att kontrollera fixering av låsmekanism och materialval.
Hänsyn tas inte till kostnader för material och tillverkning då beställaren inte vill begränsa möjligheten att skapa ett exklusivt konceptförslag. Knapp för fixering väljes men dess tekniska funktion motiveras inte. Avläsning av längdinställning föreslås i konceptförslaget endast som illustration och ingen hänsyn tas till dess tekniska funktion. Hållfasthetsanalyser utförs inte på komponenter i metall. Beräkningar på plastkomponenter utförs på förenklade fall där verktygets kropp antas vara stel och ojämna ytor antas vara jämna med rektangulära tvärsnitt. Belastningen ses som en utbredd last och antas vara jämnt fördelad över aktuell yta.
2
Befintligt verktyg
SkiClicker 1.0 har ett ytterhölje bestående av formsprutad plast. Stänger samt dess låsmekanism är i metall och orange knapp består av 3D skriven plast. SkiClickern i dess befintliga version visas i sitt låsta läge i figur 1. Verktygets längdmått går att förändra genom att lossa samt skjuta orange knapp framåt, då frigörs låsmekanismen och montören tillåts justera den främre delen av verktyget. Den totala inställda längden avläses på skalan placerad på ena sidan vilket i nuläget gynnar högerhänta men inte vänsterhänta.
Låsningsmekanismen fungerar genom att den horisontella stången placerad i mitten går genom ett vertikalt metallbleck. När det vertikala blecket snedställs deformeras stången och friktion erhålls mellan stångens yta och hålets kant. För att verktyget ska förbli i låst läge är det vertikala blecket belastat med en förspänd fjäder vars kraft snedställer blecket och fixerar justeringen. Tack vare den öppna konstruktionen riskerar dessa komponenter exponering mot vatten och snö om verktyget används i sådan miljö. Det snedställda blecket vid låst läge visas i en sektionsvy i figur 2.
SkiClickern ersätter pjäxor vid inställning av bindningar tack vare dess formgivning. Delar som passar i bindningen ser ut som bottendelen av en pjäxa för utförsskidåkning. Verktygets passform i en monterad bindning visas i figur 3.
Tester av befintligt verktyg har enligt beställare utförts där belastning om 2700 N har lagts på som en tryckkraft i verktygets längdriktning. Testet utfördes som ett slagprov och vid denna belastning uppstod glidning mellan bleck och stång.
Figur 2: SkiClicker 1.0 i låst läge sedd från sidan i sektionsvy [2].
Figur 3: SkiClickern som ersätter en pjäxa vid inställning av bindning [2].
3
Konceptframtagning
I en produktutvecklingsprocess kan flera metoder användas för att ta fram och välja ett koncept som sedan ligger till grund för vidareutveckling. En rad olika systematiska processer finns att tillgå för att lösa problem som kan förekomma under processens gång. Användning av sådana processer möjliggör, tack vare sin utformning, en mätbar förankring och tydlig motivering av beslut som tas under arbetet. När en produktutvecklingsprocess börjar med att använda lämpliga delmoment i en specifik ordning vägleds användaren genom processen från start till mål [3]. Startskottet för ett projekt kan
vara skapandet av en problemformulering och upprättandet av en produktspecifikation.
Specifikationen kan sedan uttryckas i form av en behov- och egenskapsmatris. Om ett projekt önskas
genomsyras av ett speciellt tankesätt bör det presenteras innan arbetet fortskrider. När önskat
tankesätt är presenterat kan externa och interna informationssökningar genomföras. I den interna informationssökningen genereras lösningsförslag. Lösningsförslagen kan sedan utvärderas med hjälp
av urval- och poängsättningsmatriser. När den systematiska processen följs återstår slutligen en
vinnande lösningsvariant som ligger till grund för ett slutgiltigt konceptval.
I vidareutvecklingen av det valda konceptet, när val med tydliga motiveringar som återspeglar produktspecifikationer gjorts, kan med fördel en inriktning som är mindre styrd användas. På så sätt tillåts en friare tolkning av återstående problem, vars lösningar i sin tur får större möjlighet att svara mot krav och önskemål som speglar känslor, estetik och formgivning.
3.1 Behov- och egenskapsmatris
Första steget i en produktutvecklingsprocess är att definiera vilket problem som ska lösas samt vilka behov lösningen ska svara mot. Problemet bör beskrivas i ett få antal meningar som kan tolkas öppet och bjuder in användaren till abstrakta lösningar. Behoven som produkten ska tillgodose kan vara allt från subjektiva uttryck som beskriver känslan som söks hos användaren till väldefinierade tekniska krav. Helst är behoven beskrivna utan förslag för hur dessa ska mötas. Därefter upprättas egenskaper som svarar mot listade behov. Egenskaperna är så specificerade som möjligt, helst i mätbara enheter eller andra värden som inte går att missuppfatta. Det kan exempelvis räcka med ja eller nej som värde [3].
För att upprätta specificerade egenskaper undersöks ett behov åt gången och den
produktegenskap som svarar mot det nämnda behovet listas och definieras som ett mätbart värde. Önskvärt är att det bara finns en mätbar egenskap för varje behov, men i praktiken kan flera egenskaper svara mot olika behov. Förhållandet mellan behov och definierade egenskaper visas i en matris där raderna i matrisen motsvarar behoven och kolumnerna egenskaperna. En punkt i en cell i matrisen innebär att behovet kan mätas med listad egenskap. Önskvärt är att den enhet en egenskap ska mätas i finns med i matrisen.
3.2 Användarcentrerad design
Användarcentrerad design bygger på att undersöka användarens behov och arbetssätt för att kunna
anpassa en design därefter. För att få en ökad förståelse för användarens behov och tänkt
användningsmiljö kan empiri som belyser detta samlas in. Förslag på metoder för att samla in empiri kan vara, men är inte begränsade till, intervjuer med tänkt målgrupp, observationer av arbetssätt och
undersökning av produkter som anses kunna bidra med värdefull information. Målet med
informationsinsamlingen är att identifiera mönster och trender i användarens beteende. Dessa trender bör sedan utvecklaren ha i åtanke under hela designprocessen. En väldesignad produkt är något vars användning förklarar sig själv och inte behöver någon manual [4].
Både tidigt i processen där lösningsförslag genereras och efter, vid vidareutvecklingen av valt koncept kan en användarcentrerad designprocess som har fokus på användbarhet hjälpa projektet att nå uppsatta mål angående ergonomi.
3.2.1 Ergonomi
Ergonomi kan både handla om ett verktygs fysiska utformning, såsom storlek på grepp samt hur handtag sitter placerade relativt varandra och det generella arbetssättet som tillämpas vid användningen av ett verktyg. Korrekt utformning av ett handverktyg är väsentlig för att förebygga kroppsliga skador i form av överansträngning och muskelutmattning [5].
Arbetssätt och utformning som belyses genom insamlad empiri kan utvärderas med avseende på ergonomi och en formgivning som svarar bättre mot detta kan tas fram. På så sätt kommer föreslagen formgivning att erbjuda bättre ergonomi än vad en befintlig produkt gör.
Antropometri är ett område inom ergonomi som behandlar mätningar av människokroppens storlek, form samt styrka. Dessa mätningar är en viktig del inom användarcentrerad design då de alla påverkar användbarheten i det som designats. Mått som visar vilken diameter exempelvis ett handtag bör ha benämns som antropometrisk data [5]. Data finns för en mängd olika delar av befolkningen och täcker olika kroppsdelar. Genom att undersöka statistik över tänkt målgrupps handmått kan formgivning och måttsättning som minimerar skaderisken samtidigt som den erbjuder störst möjliga
antropometrisk data [5]. En illustration över det rekommenderade tvärsnittet för ett handtag optimerat för tryck och dragkrafter visas i figur 4, där längderna C och D motsvarar bredd respektive längd.
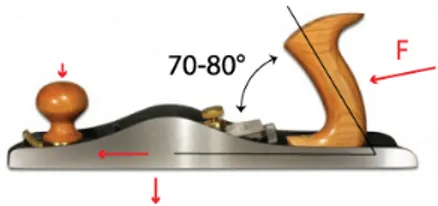
För att möjliggöra maximal kraftöverföring och bibehålla ergonomi för användaren bör verktyg vars handtag fattas likt en gevärskolv ha en vinkel som består av 70 - 80 grader mellan handtaget och riktningen verktyget ska handhas i [5]. En förklarande bild över kraftöverföringen som möjliggörs tack vare ett handtag som lutar 70 - 80 grader visas med hjälp av en hyvel i figur 5. Kraften F är den yttre kraften som användaren lägger på och som i sin tur överförs i både vertikal och horisontell led.
Figur 4: Elliptiskt handtag där längderna C och D motsvarar bredd respektive längd.
Figur 5: Hyvel med vektorer som visar kraftöverföringen vid pålagd yttre kraft.
3.3 Konceptgenerering
I en konceptgenerering kan ett antal förslag som möter de behov och egenskaper som krävs av lösningen formas. Projektets huvudproblem kan omvandlas till en huvudfunktion som sedan bryts ned i delfunktioner som löses med hjälp av externa och interna informationssökningar. Uppdelning till delfunktioner gör att ett svårlöst problem blir överskådligt och lösbart genom att angripa varje funktion var för sig. För att inte utelämna någon viktig del bör förslagen bearbetas genom reflektion och diskussion inom projektgruppen. När huvudfunktionen och dess underfunktioner är definierade kan arbetet med externa och interna sökningar börja.
3.3.1 Extern sökning av information
Externa sökningar är ett arbete som pågår under en hel produktutvecklingsprocess men som får extra fokus i början av ett projekt. Insamlad data kan exempelvis hjälpa projektgruppen att utesluta eller inspireras av befintliga lösningar, vilket i sin tur kan minimera onödigt arbete. Externa sökningar kan utföras genom benchmarking, observationer, intervjuer, studier av handverktygs formgivning och antropometriska studier [3].
Benchmarking handlar om att analysera och kartlägga befintliga aktörer vars produkter och tjänster konkurrerar med den egna verksamhetens. Det som är intressant är framförallt hur deras produkter och tjänster svarar mot målgruppens behov [3]. Analysen kan hjälpa den egna verksamheten att inse var deras fokus bör ligga.
Observationer är en metod för insamling av data där ett arbetssätt, en produkt eller en tjänst
iakttas och analyseras. Generellt finns det deltagande eller systematiska observationer [7]. Den
kvalitativ data som behöver sorteras samt analyseras innan den kan användas som beslutsunderlag i produktutvecklingsprocessen. En systematisk observation följer istället ett observationsschema där målet att samla information om någonting specifikt leder till att insamlad data blir sorterad direkt [8].
En spetsanvändare är någon som använt sig av en specifik produkt eller en produkt med liknande delfunktioner under en längre tid och som genom användarupplevelsen upptäckt behov som saknas. En intervju med en spetsanvändare kan ge angelägen och unik information som kan utnyttjas i produktutvecklingsprocessen [3].
Det går att generalisera intervjutekniker till kategorierna ostrukturerade, semi-strukturerade och strukturerade intervjuer [7]. Ostrukturerade intervjuer har inga förutbestämda frågor och ger intervjupersonen större frihet att berätta om ämnet och leder till breda svar. Semi-strukturerade intervjuer följer förutbestämda frågor. Dessa frågor ger intervjuaren chans att leda intervjupersonen och sedan ställa följdfrågor inom önskvärda områden, samtidigt som intervjupersonen ges möjlighet att utveckla sina svar fritt. En strukturerad intervju har både huvudfrågor samt följdfrågor som redan är förutbestämda. Samma frågor ställs med fördel till flera intervjupersoner och svaren tolkas med hjälp av förutbestämda checklistor. Detta kontrollerade upplägg gör att svaren redan är strukturerade och redo för analys samtidigt som en del svar riskeras att förloras på grund av den hårda strukturen.
En studie av handverktygs formgivning kan utföras för att identifiera vanligt förekommande former på grepp samt återkommande vinklar i form av relation mellan ett verktygs tänkta arbetsrörelse och dess handtag. Data kan identifieras ur en antropometrisk studie för att kartlägga och motivera vilka dimensioner ett färdigutvecklat verktyg bör ha på dess handtag och eventuella greppytor.
3.3.2 Intern sökning av information
I en intern informationssökning skapas lösningsförslag till del- och huvudfunktionerna som definierades i början av processen. I sökningen används kunskaper, egenskaper och kompetens som finns inom gruppen för att generera lösningsförslag. Varje delfunktion bör gås igenom var för sig och så många olika lösningar som möjligt kan då genereras till dessa. Intern sökning är en kreativ process som för att hållas på rätt spår och för att mynna ut i något användbart med fördel utförs med hjälp av riktlinjer. En riktlinje kan vara att i ett tidigt skede hålla idéerna så abstrakta som möjligt, en annan kan vara att skjuta fram beslut så långt det är möjligt. På så sätt bibehålls ett högt tak där många lösningar genereras och risken för att välja bort en lösning som kanske hade kunnat bli bäst minimeras. Omöjliga idéer bör vara välkomna då dessa kan utvecklas med hjälp av gruppens kompetens, omöjliga förslag bidrar också till en ökad lösningsrymd vilket till slut genererar fler lösningsförslag och en större sannolikhet för att hitta rätt lösning. Det kan vara användbart att illustrera idéer grafiskt då det kan vara svårt att beskriva omöjliga och komplexa idéer med ord.
The Perfect Brainstorm är en idégenereringsmetod som inleds med skapandet av ett väldefinierat uttalande av problemet som ska lösas. Uttalandet skall snarare fokusera på förbättringar eller användarens specifika efterfrågan, än att uppfylla ett mål som organisationen vill uppnå. Metoden går ut på att ta fram en eller flera innovativa lösningar genom att utveckla ett brett utbud av varierande idéer som bearbetas visuellt och fysiskt. Gruppmedlemmarna delar med sig av sina idéer och genom att repetera dessa moment skapas ett bredare utbud av idéer [9].
Efter lösningsgenereringen kan lösningsförslag sorteras baserat på vilken delfunktion de svarar mot. En konceptkombinationsmatris som tydligt visar dessa delfunktioner samt vilka lösningar de parats ihop med bör skapas. Tänkta kombinationer av lösningar till varje delproblem dokumenteras och med hjälp av en morfologisk analys undersöks alla möjliga kombinationer. Beroende på mängden
3.4 Konceptval
Konceptvalet är den del av processen där valda lösningsvarianter kan testas gentemot behov och egenskaperna som är listade. Huvudfunktionen delades upp i delfunktioner och med hjälp av ett
viktningsträd kan vikten av varje delfunktion noteras i förhållande till huvudfunktionen.
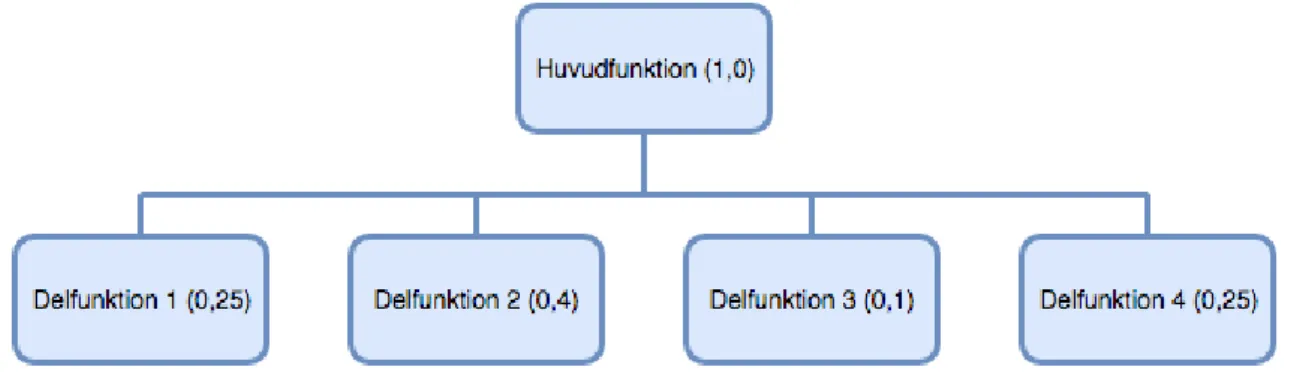
Delfunktionernas totala poäng bör uppgår till 1,0 och svara mot huvudfunktionen som står för problemet till 100%. Ett exempel på viktningsträd visas i figur 6.
Viktningen kan användas för att poängsätta lösningsvarianterna i en
konceptpoängsättningsmatris, som i sin tur rangordnar alla alternativ efter hur väl de uppfyller
funktionerna. Lösningsförslagens olika dellösningar och hur väl dessa löser delfunktionerna kan
förslagsvis bedömas på en skala av 1-5. Faktorn 0-1,0 som hämtas ur viktningsträdet multipliceras sedan med lösningsvarianternas bedömda värde på varje delfunktion och genererar ett betyg. Till slut kvarstår en lösningsvariant vars totala poäng är högst och denna anses då vara den bästa lösningen [3].
Figur 6: Exempel på ett viktningsträd där huvudfunktionen delats upp i delfunktioner med olika betydelsefaktorer.
4
Mekanik- och hållfasthetsberäkningar
För att undersöka hur väl en mekanisk konstruktion hanterar yttre påfrestningar kan beräkningar på aktuella krafter och tänkta lastfall utföras [10].
Friktionskraft är den kraft som motverkar rörelse mellan två ytor som är i kontakt med varandra. Friktionskraften är beroende av en normalkraft och en friktionskoefficient. Normalkraften verkar vinkelrätt mellan ytorna och friktionskoefficientens värde beror på ojämnheter och eventuell
adhesion mellan materialen som är i kontakt. Specifika värden för friktionskoefficienter finns i
materialdatabaser. För att motverka glidning behöver friktionskraften vara större än den kraft som försöker skapa rörelse. Friktionskraften ges av uttrycket
F ≤ µN (1)
där F är friktionskraften, µ är friktionskoefficient och N är normalkraften [10].
Om en balk påfrestas av en last erhålls plan böjning. Böjningen ger upphov till en böjspänning som bestäms av uttrycket
σb = Mb Wb
(2)
där Mb är böjmomentet som verkar i en specifik punkt i konstruktionen och Wb är böjmotståndet.
Böjmotståndet är beskrivningen över hur bra ett tvärsnitt står emot böjning under belastning [11]. För att undvika permanent deformation bör huvudspänningar i en konstruktion inte överskrida
materialets sträckgräns. När sträckgränsen nås deformeras materialet plastiskt och permanenta
för ämnat material. Det dimensionerande fallet bör vara fallet då konstruktionen utsätts för maximal last.
5
Vidareutveckling valt koncept
Valt koncept vars lösningsvariant består av en bred beskrivning kan vidareutvecklas till ett färdigt
konceptförslag genom detaljerade beskrivningar av dess lösningar. Beskrivningen kan växa fram
genom visualisering av tänkt design med hjälp av skiss- och lermodeller samt genom att bestämma vilka komponenter konstruktionen ska bestå av. Genom att göra materialval och bestämma lämplig
tillverkningsmetod kan digitala verktyg såsom 3D-CAD användas för modellering och
ritningsframställning.
5.1 Skissmodeller
Syftet med skissmodeller är att visualisera lösningsförslag och ge alla i gruppen en förståelse för varandras idéer. Det kan ske genom att skissa förklarande bilder och bygga skalenliga modeller i olika material. Modellerna hjälper till att undersöka och utvärdera idéer som föreslagits. Problem och möjligheter som har förbisetts i tankeverksamheten kan upptäckas tack vare att det finns en fysisk modell att titta och känna på [12].
5.2 Komponenter
Komponenter kan ingå i mekaniska konstruktioner som rörliga eller stationära delar. Ett skruvförband kan användas för att att förhindra rörelse mellan olika delar. Det består av en skruv med gängor och kan förekomma både i kombination med en mutter eller med integrerade gängor i den delen där skruven fäster. Dimensionen av en skruv bygger på skruvens diameter, avståndet mellan dess gängor och gängornas stigning. Skruvförbandens funktion är formbetingad och lämpar sig bäst för överföring av normalkrafter [13].
En tryckfjäder är en fjäder konstruerad för att motstå axiella tryckkrafter. Tack vare sin
utformning lagrar fjädern mekanisk energi när den trycks ihop. Fjädern försöker således under
belastning återgå till sitt naturliga läge och detta kan uttnyttjas i olika konstruktioner. En förspänd tryckfjäder kommer att ge en konstant kraft mot dess anläggningsyta i axiell riktning [13].
En kuggstång är ett kugghjul med oändligt stor radie och oändligt många kuggar. Vanligaste användningsområdet är för att omvandla en roterande rörelse till en linjär. Men beroende på dess utformning och placering kan en kuggstång även låsas fast enbart för att förhindra linjära rörelser. Kontakten mellan kuggstången och övriga komponenters ytor är formbetingad och överför normalkrafter [13].
5.3 Materialval
Materialval till komponenter som ska ingå i en konstruktion kan underlättas genom att egenskaper, mål och eventuella begränsningar för varje komponent definieras. Mål och egenskaper som eftersträvas kan exempelvis handla om sträckgräns och densitet. Eventuella begränsningar kan exempelvis handla om kostnader och tillverkningsmetoder. Utvalda egenskaper, mål samt begränsningar kan listas enligt tabell 1.
När det är känt vilka dimensioner och egenskaper en viss komponent ska ha kan ett materialindex slås upp i en tabell. Materialindexet plottas sedan i form av en linje som kan användas i en materialvalskarta för att visa vilka material som anses passa bäst. Vilket materialindex som bör
användas beror på vilken typ av belastning samt vilket tvärsnitt belastade del består av. Vid
rektangulära tvärsnitt som belastas med en böjande last bestäms materialindex av
M = E
1/2
ρ (3)
där M är lutningen på linjen, E är elasticitetsmodul och ρ är densiteten [14]. Verktyget CES EduPacks digitala materialbibliotek kan användas för att ta fram materialvalskartor och plotta linjen enligt ekvation 3 [14].
Tabell 1: Exempel på tabell som överskådligt sammanfattar egenskaper, mål och begränsningar en komponent bör svara mot
Namn på komponent
Egenskaper Önskvärd egenskap
Mål Önskvärt mål
Begränsningar Eventuella begränsningar
5.4 Tillverkning
Formsprutning är en bearbetningsteknik som omvandlar plaster och metaller med hjälp av värme och tryck. Formsprutningverktygets design anses vara kritiskt viktig för produktens kvalitet, finish och för formsprutningsprocessens totala kostnad [15]. Formsprutning möjliggör komplexa och organiska former, men för att processen ska vara genomförbar måste formen ha så kallade släppvinklar. Utan släppvinklar fastnar den formsprutade delen i verktyget. Släppvinkeln varierar beroende på material och ytfinish men vanligt för plastdetaljer är 1-3 graders lutning [16].
Inom tillverkningsindustrin blir lasern ett allt mer förekommande verktyg. Den kan användas för olika ändamål då dess stråle av ljus kan kontrolleras och därmed både penetrera material och behandla ytor. Bearbetning med hjälp av laser innebär precision, produktivitet, hög kvalitet och möjligheten att skära komplexa geometrier. Laserskärning är en skärteknik som genererar mindre avfall och en effektivare arbetstid än vissa traditionella skärmetoder [17].
En 3D-skrivare bygger ett objekt med ett uppvärmt plastfilament som extruderas lager efter lager, från botten till toppen. Det är en tillverkningsteknik som tillåter många olika former då objektet formges i ett CAD-program. De program som används kan hantera tekniska former med noggranna toleranser. På grund av verktygets utformning, där skrivaren rör sig på axlar, är 3D-skrivaren något begränsad när det kommer till att skapa organiska former [18].
5.5 CAD
Computer-aided design (CAD) är ett samlingsnamn för digitala hjälpmedel. CAD är bland annat användbart för att illustrera bilder av 3D-modeller, visualisera huvudspänniingar och masscentrum samt framställa ritningar för olika ändamål [19].
SolidWorks är ett 3D-CAD program som används vid modellering av produkter och kan användas för att skissa komponenter, visa huvudspänningar samt var spänningskoncentrationer finns, lokalisera masscentrum i en konstruktion samt sammanställa ritningar [20].
6
Testning
Testning av en konstruktion kan ske genom kontroll av storleken på huvudspänningar i konstruktionen. Kontrollen kan med fördel ske genom ett CAD program och dess inbyggda finita elementfunktion. Utöver undersökning av huvudspänningar kan utsatta släppvinklar på modellerade delar kontrolleras.
6.1 Finita elementmetoden
Finita elementmetoden (FEM) används bland annat inom mekanisk konstruktion för att utföra hållfasthetsanalyser och finns integrerat i många av dagens CAD-system. Metoden går ut på att approximativt lösa partiella differentialekvationer. Vid användning av metoden i ett CAD-system kan spänningar beräknas genom att en modell delas upp i mindre element som tilldelas randvillkor, material och laster. Randvillkoren bestämmer hur en yta är länkad till en annan, materialen har egenskaper såsom sträckgräns och elasticitetsmodul specificerade och lasterna läggs på för att simulera det scenario som önskas testas.
När processen utförs i rätt ordning leder den till en uppsättning linjära algebraiska ekvationer för hela konstruktionen. Dessa ekvationer skapar i sin tur, med hjälp av nodfunktioner, den partiella
differentialekvationen. De huvudspänningar som finns i konstruktionen presenteras visuellt i
CAD-programmet och kan även plottas i ett diagram. Metoden är till stor hjälp för att identifiera huvudspänningar i konstruktioner [21].
Förslagsvis bör extremfall i den position som anses vara mest kritisk för en konstruktion testas. Huvudspänningar som identifieras genom metoden bör kontrolleras mot manuellt gjorda beräkningar. Kontrollen görs för att se huruvida en konstruktion tål påfrestningar enligt önskemål samt för att se så att randvillkor och laster ställts in på rätt sätt. Ett felaktigt randvillkor alternativt en felaktigt angiven last kommer göra att FEM metoden ger värden som är missvisande för användaren.
6.2 Släppvinklar
Utöver FEM-analys kan släppvinklar på modellerade delar testas med hjälp av Solidworks inbyggda verktyg "Draft Analyzer". Verktyget undersöker huruvida en konstruktion har släppvinklar som är tillräckligt stora samt riktade på rätt håll. Om kontrollen av släppvinklar inte görs finns det risk att verktyget vid tillverkning via formsprutning fastnar i formen.
7
Framtagning av SkiClicker 2.0
Framtagningen av det nya verktyget består av flera delar. Den första delen fokuserar på att generera
och välja ett koncept för vidareutveckling. Syftet med konceptframtagnignen är att generera ett
konceptval som svarar mot arbetets syfte och mål. För att hitta rätt lösning identifieras
huvudproblemet till att verktyget ska förbättras. Förbättring ska ske genom undersökning av
låsfunktion, ergonomi samt möjligheter att öka vädertåligheten. Med dessa delproblem i åtanke tas det fram en problemformulering som bygger på identifierade kundbehov från den erhållna
kravspecifikation listad i Bilaga A. Kundbehoven definieras och listas i en behov- och
egenskapsmatris. Därefter görs externa sökningar i form av benchmarking, intervjuer och
observationer. Konceptgenereringen som följer tar slutsatser från dessa i åtanke och problem belyses med metodik från användarcentrerad design genom hela processen. Konceptval sker med hjälp av viktningsträd och en poängsättningsmatris.
Under vidareutvecklingen av valt koncept går arbetet in i en fas där processerna inte längre är lika mätbara i givna värden. Istället läggs fokus på illustrationer och skiss- samt lermodeller för att försäkra gruppen om att den känsla och utseende som eftersträvas finns kvar. Den sista delen består av testning och utvärdering av tänkta lösningar i form av beräkningar och materialvalskartor. Tekniska lösningar som föreslås i konceptgenereringen förfinas och vidareutvecklas under hela processens gång. Ändringar sker om behov finns och motiveringar noteras.
7.1 Behov- och egenskaper för SkiClicker 2.0
Problemet som verktyget ska lösa består av flera delproblem. Verktyget ska gå att justera i längsgående riktning, det ska fixera vid önskad längd, det ska vara ergonomiskt att använda, det ska tåla exponering mot snö och vatten och det ska uttala en viss estetik. Behoven listas var för sig och egenskaper som svarar mot dessa definieras med mätbara värden. Behov och egenskaper listas i tabell 2 i form av en behov- och egenskapsmatris där egenskaperna som paras med olika behov markeras med en punkt.
Tabell 2: Identifierade behov och egenskaper för SkiClicker 2.0
Längdjustering [mm] Fixering inställd längd [N] Greppstorlek [mm] Materialutvidgning [mm/ ∆ T] Minim um an tal cykler [st] Spänningsk oncen tration [σ ] K omm unicera rätt k änsl a [ja/nej] Tillv erkningstid [h] Sk aderisk vid an v ändning[ja/nej] P assform ti ll bindningar [mm] Tillåter finjustering •
Tydlig och enkel att justera •
Noggrann tolerans •
Fixera i önskat läge •
Ergonomisk att använda •
Tåla vatten och snö •
Tåla slitage •
Tåla yttre påfrestningar •
Uttrycka funktion •
Enkel att konstruera •
Estetiskt tilltalande •
Inte farlig att använda •
Yttermått delar som ska passa bindning •
Hålla fixering vid yttre påfrestningar •
7.2 Informationsinsamlig för SkiClicker 2.0
Genom benchmarking fastställs att det finns en konkurrent, hur deras produkt ser ut och vilka lösningar den fokuserar på. Det utförs en observation över hur SkiClicker 1.0 används och slutsatser kring arbetssätt samt hantering dras för att bidra till vidareutvecklingen av verktyget. Det genomförs intervjuer med spetsanvändare för att få reda på feedback och önskemål som kan ha missats under
observationen samt i skapandet av behov- och egenskapsmatrisen. Slutligen genomförs en
handtagsstudie för att identifiera vinklar samt lämplig form på handtag innan den slutgiltiga formgivningen genomförs.
7.2.1 Benchmarking av konkurrenter
Företaget Wintersteiger har en konkurrerande produkt vid namn Sizefit. Verktyget har minimalistisk form och utstrålar en futuristisk känsla. Det ingår i ett helheskoncept som utvecklar hela processen inom skiduthyrning och bygger på att alla delar köps in till verksamheten som bedriver uthyrning. Verktyget i profil visas i figur 7.
Med hjälp av teknisk utrustning sker en scan av kundens fötter, inscannad data används sedan för att formgjuta sulor speciellt anpassade för kundens fot. Storleksinformationen från avläsningen skickas direkt till verktyget Sizefit. Verktyget i sin tur sitter fast i dess tillhörande station, inuti stationen finns en motor som direkt ställer in verktyget på rätt mått för att rekommenderad pjäxa ska passa i bindningarna. Montören tar sedan verktyget från stationen och använder den för att ställa in bindningarna.
Då Sizefit används i ett helhetskoncept där hela konceptet måste köpas in ses deras produkt i nuläget inte som en stark konkurrent. Processerna i konceptet sker automatiskt och därför behövde Wintersteiger inte ta hänsyn till ergonomi för användaren vid justering samt fixering av verktyget. Detta har endast gjorts med avseende på arbetsmomentet då verktyget fixeras i bindningen. Wintersteiger har istället fokuserat på en estetisk och futuristisk design snarare än en formgivning som erbjuder högsta möjliga komfort och ergonomi vid arbete med verktyget.
7.2.2 Observation av verktygsanvändning
För att få förståelse för hur verktyget används utförs en deltagande observation med motiveringen att låta dagliga användare visa deras arbetssätt och hantering av verktyget. Användarens steg vid användning av verktyget för att ställa in en bindning är följande:
• Längdinställning och fixering av verktyget
• justera bindningen efter verktyget
• fixera verktyget i bindningen
• ställa in viktskalan
• kontrollera att bindningen har rätt passform
• utlös bindning och ta bort verktyget.
Under observationen fastställs att verktyget överlag fungerar bra, men att verktyget vid fixering och lossning ur bindningen greppas på ett annat sätt än vad verktygets formgivning kommunicerar. Vid längdjustering greppar användaren verktyget i dess naturliga riktning och greppet visas i figur 8.
Innan användaren placerar verktyget i skidbindningen greppas verktyget åt andra hållet. På så sätt kan den lediga handen samtidigt användas på bindningens bakre del. Denna teknik underlättar verktygets fastsättning i bindningen och visas i figur 9. Det är tydligt att användaren byter grepp för att vid fixering och lossning kunna generera större krafter i vertikal led. Beroende på olika bindningars form används antingen båda händerna på verktyget där all kraft trycks rakt ned i bindningen, alternativt används en hand på verktyget medan den andra handen hjälper bindningsdelen att skifta mellan öppet och låst läge.
Figur 9: Handplacering när SkiClicker 1.0 placeras i bindning [2].
7.2.3 Intervju med spetsanvändare
Intervju via mail utförs med två spetsanvändare. Intervjun hålls semi-strukturerad med motiveringen att styra intervjun till att handla om användning, formgivning och ergonomi samtidigt som intervjuobjekten får möjlighet att utveckla vissa svar mer än andra. På så sätt samlas kvalitativ data in som behandlar hela användningen av verktyget och inte bara de delar som anses vara viktiga av
projektgruppen. Fullständiga intervjufrågor och svar finns i bilaga B. Det som framgår av
intervjuerna sammanfattas i att:
• Verktyget uppfyller förväntningarna i form av att det gör jobbet, det är enkelt att använda och förenklar arbetsprocessen
• känslan användaren får är att det känns billigt
• låsningen hackar vid användning på grund av deformering på stången
• den fungerar bäst för högerhänta och krafterna i knappen är något stora för längre tids användning. Användarna blir trötta i händerna
• det finns en klämrisk för handen som trycker ner verktyget i bindningen, mellan verktyg och bindning
• användarna efterfrågar bättre ergonomi och enklare låsning samt enklare inställning av rätt mm mått.
7.2.4 Studie av handtag
Då tänkt målgrupp är både män och kvinnor anses det lämpligt att använda mått som svarar mot störst möjliga antal användare inom dessa kategorier. Ur en studie som utförts på 60 vuxna kvinnor och män avläses genomsnittliga mått för deras handlängd, handbredd och tjocklek på något deras händer komfortabelt kan greppa [23]. En cylinderhöjd på 79,4 mm möjliggör att en stor andel av människor kommer få plats med handen i greppet. Måtten som sammanfattas i tabell 3 visar att det elliptiska tvärsnittet bör vara 38,3 mm brett och 30,7 mm långt i tvärsnittet med störst omkrets.
Tabell 3: Sammanfattning över medelvärden från män och kvinnors handmått
Handdel Mått (mm)
Handlängd 177,9
Handbredd 79,4
Bredd grepptvärsnitt 38,3
Längd grepptvärsnitt 30,7
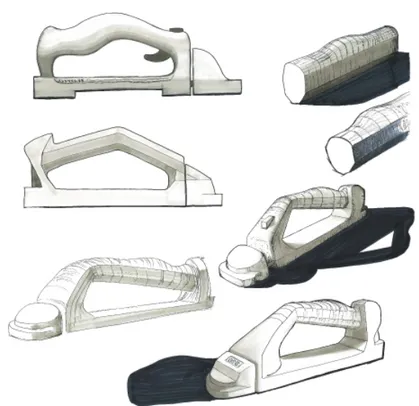
En undersökning av handverktyg vars form och funktion liknar SkiClickern genomförs. Fokus läggs på handverktyg som främst används med enhandsgrepp och har ett handtag som skapar en kraftöverföring från en axel till en annan. Sammanställningen av handverktygen visas i figur 10, där
handtagsvinkeln om 70 - 80 grader är återkommande oavsett verktygstyp. Det noteras också att
handtagens tvärsnitt inte är konstanta utan att en viss utbuktning mer eller mindre förekommer i någon form på alla undersökta handtag. Efter provgreppning av verktygen konstateras det att denna utbuktning bidrar till god ergonomi vid arbete med verktygen.
Figur 10: Handverktyg för tryck- och dragkraft med liknande handtagsvinklar.
7.3 Generering av koncept
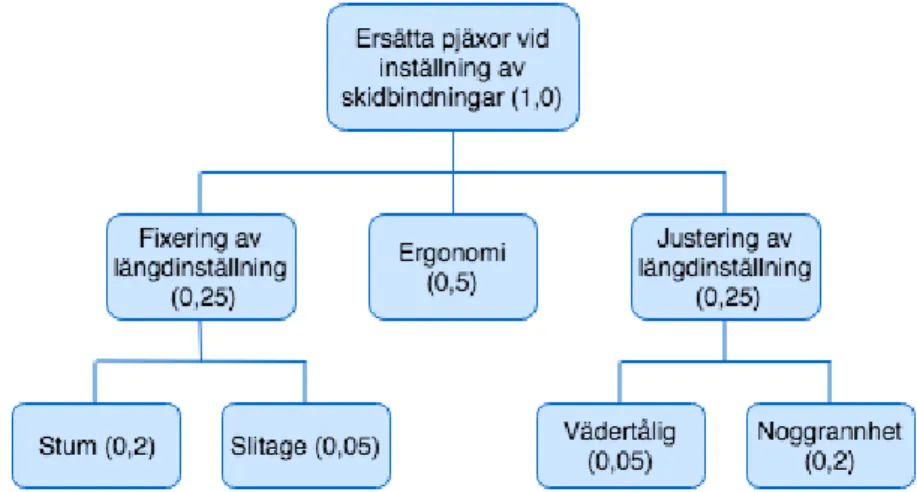
Huvudproblemet besvaras med identifiering av verktygets huvudfunktion, vilket är att ersätta en pjäxa vid inställning av bindningar. Huvudfunktionen består av underfunktionerna justering och fixering, avläsning av mått, ergonomi samt vädertålighet. Justering och fixering innebär att verktyget ska kunna justeras i längsgående riktning samt fixeras när önskad längd valts. Med avläsning av mått menas att verktygets inställda längd ska kunna läsas av. Verktygets ergonomi svarar mot att verktygets användningsprocess ska vara självförklarande och att det ska vara utformat på ett sätt som inte skadar eller sliter på människokroppen. Vädertålighet svarar mot att verktyget ska kunna utsättas för en del snö och vatten utan att förstöras.
Justering och fixering samt avläsning anses vara delfunktioner som svarar väl mot lösningsgenerering riktad mot tekniska problem. Ergonomi löses genom formgivning och påverkas
främst indirekt av verktygets tekniska lösningar. Verktygets vädertålighet anses också vara en
delfunktion som går att lösa oavsett vilka lösningar som väljes för verktygets tekniska aspekter. Resultatet av den externa informationssökningen låg till grund för det fortsatta arbetet. Genomförandet av The Perfect Brainstorm resulterade i 88 st lösningsförslag. De flesta förslagen var
i enlighet med metoden inte välutvecklade utan bjöd in till bred tolkning. Andra brainstormingmetoder kan användas för att generera ännu fler lösningsförslag men dessa ansågs överflödiga då den använda metoden genererade mer än tillräckligt antal förslag.
Lösningarna skrevs ner på post it lappar och sorterades efter vilka underfunktioner de svarade mot. Förslag som ansågs vara lika rensades bort och en del förslag som ansågs vara omöjliga att
genomföra rensades bort. De lösningar som ansågs vara mest genomförbara listas i en
konceptkombinationsmatris som visas i tabell 4.
För att ge samtliga lösningskombinationer som kan upprättas med hjälp av listade lösningar skapas en morfologisk matris, där alla möjliga kombinationer listas enligt bilaga C. Då en del lösningar rensats bort innan konceptkombinationsmatrisen ställdes upp återstod totalt 120 st lösningar. Varje lösningsförslag analyserades sedan genom diskussion i gruppen kring dess genomförbarhet samt ifall dessa löste huvudproblemet. I den morfologiska matrisen betyder ett plus i kategorierna K och HP att förslaget löser krav och huvudproblem. Ett minus betyder att delar eller hela förslaget är otillräckligt för att lösa krav och huvudproblem.
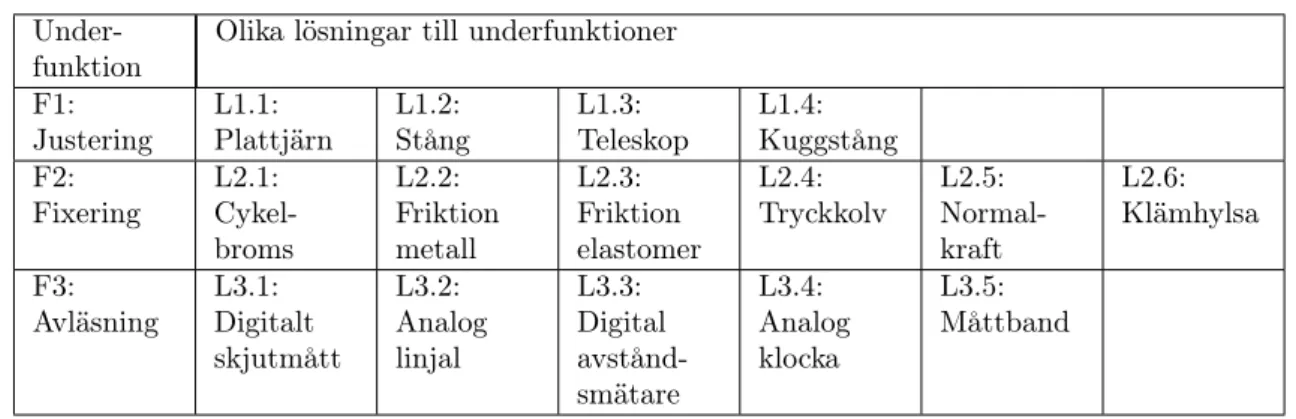
Tabell 4: Konceptkombinationsmatris som visar underfunktioner med respektive lösningsförslag
Under-funktion
Olika lösningar till underfunktioner F1: Justering L1.1: Plattjärn L1.2: Stång L1.3: Teleskop L1.4: Kuggstång F2: Fixering L2.1: Cykel-broms L2.2: Friktion metall L2.3: Friktion elastomer L2.4: Tryckkolv L2.5: Normal-kraft L2.6: Klämhylsa F3: Avläsning L3.1: Digitalt skjutmått L3.2: Analog linjal L3.3: Digital avstånd-smätare L3.4: Analog klocka L3.5: Måttband 7.4 Val av koncept
Ur den morfologiska matrisen väljs slutligen fem lösningsvarianter som visas i tabell 5. Lösningsvarianterna anses vara mest praktiskt genomförbara och bäst svara mot delproblemen. Inom ramen av rimlighet är de fem lösningsvarianterna så olika varandra som möjligt.
För att bestämma vilken variant som anses vara den bästa används en
konceptpoängsättningsmatris. I matrisen definieras sex kriterier som alla har olika betydelse för att
lösa huvudproblemet. Då samtliga lösningsvarianter avläses med digitalt skjutmått är den
betydelselös i poängsättningen och finns därför inte med i viktningsträdet. Urvalskriteriernas
betydelse visas i ett viktningsträd i figur 11.
Urvalskriterien ergonomi bedömer lösningsvarianters förmåga att vara ergonomiska. Ergonomin i det här fallet handlar om eventuella krafter eller handtagspositioner som krävs för att en mekanisk lösning ska vara genomförbar och inte ergonomi sett till formgivning och totalfunktion. Verktyget anses inte kunna nå önskvärd ergonomi om en delfunktion är oergonomisk och därför viktas ergonomi till 50 % då detta har stor inverkan på slutresultatet. Fixering och justering av verktyget anses bestå av 25 % vardera då dessa i sin tur delas in i kriterier som svarar mot delproblemen. Viktningen innebär att lösningsvarianter som kräver stora krafter eller som inte möjliggör enkel justering samt tillräcklig fixering av verktyget kommer få sämre betyg.
Tabell 5: Fem utvalda lösningsvarianter med tillhörande beskrivning för justering, fixering och avläsning
Lösningsvariant Beskrivning av lösningsvariant
LV1 Plattjärn med cykelbroms och digitalt skjutmått
LV2 Kuggstång med normalkraft och digitalt skjutmått
LV3 Plattjärn med friktion metall och digitalt skjutmått
LV4 Stång med friktion metall och digitalt skjutmått
LV5 Stång med elastomer friktion och digitalt skjutmått
Figur 11: Viktningsträd för poängsättning av lösningsvarianterna.
Lösningsvarianternas förmåga att svara mot kriterierna bedöms på en femgradig skala, där en etta inte alls uppfyller önskat kriterium medan en femma gör det till största möjliga del.
Lösningsvarianternas bedömda betyg multipliceras sedan med viktningen av kriteriet.
Lösningsvarianternas delbetyg summeras sedan och den variant med högst totalpoäng anses vara det bästa föslaget. Eftersom samtliga lösningsvarianter har digitalt skjutmått som avläsningsfunktion är
den irrelevant i poängsättningen. Lösningsvarianternas poängfördelning och dess totala slutbetyg
visas i tabell 6.
Ur tabellen går det att utläsa att lösningsvariant fyra har fått högst betyg. Den består av en stång som fixeras med hjälp av friktionskraft och avläsning genom ett digitalt mått. Det som summeras ihop är praktiskt taget dagens lösning men med en annan form av avläsning. I diskussionen kring lösningsvariant fyra framkommer det också att tanken bakom friktionskraften är att den ska vara så stor att deformering på stången inte erhålls. Förändring av friktionskraften i verktyget antas kunna ske med hjälp av att höja värdet på friktionskoefficienten. Totalpoängen för lösningsvariant fyra är tätt följd av lösningsvariant två.
Tabell 6: Konceptpoängsättningsmatris där alla fem lösningsvarianter bedöms enligt viktade
urvalskriterier. Vinnande koncept har högst poäng
LV1 LV2 LV3 LV4 LV5
Kriterier vikt V bed. B V*B bed. B V*B bed. B V*B bed. B V*B bed. B V*B
Stum 20% 3 0,6 5 1 4 0,8 5 1 3 0,6 Slitage 5% 1 0,05 3 0,6 4 0,2 1 0,05 4 0,2 Vädertålig 5% 1 0,05 5 0,25 5 0,25 4 0,2 2 0,1 Noggrannhet 20% 4 0,8 5 1 4 0.8 5 1 3 0.6 Ergonomi 50% 2 1 3 1,5 4 2 5 2,5 3 1,5 Total 100% 2,50 4,35 4,05 4,75 3
7.5 Utvärdering av lösningsvarianter
Vinnande lösningsvariant, LV4, bygger på att konstruera verktyget så att fixering endast sker med hjälp av friktionskrafter. Varianten är tänkt som en vidareutveckling av befintlig lösning där inga oönskade deformationer ska finnas. Den befintliga lösningens funktion visas i detalj i sitt fixerade läge i figur 12. Beslut tas att mer grundläggande friktionkraftsberäkningar behöver genomföras innan tid läggs på vidareutveckling av lösningsvarianten. För att undersöka hur stor kraft som måste ansättas på blecket för att fixera det med friktion vid 2700 N belastning utförs en beräkning med stor friktionskoefficient. Friktionskoefficienten som väljs är för gummi och speglar ett gynnsamt fall där både stång och bleck består av samma material [24]. Val av koefficient motiveras med att bibehållen ergonomi enklast nås genom att så små krafter som möjligt ska behöva ansättas. Fullständig beräkning visas i bilaga D1 -D2. Beräkningen visar att 169 N behöver läggas an på bleckets övre del för att framkalla tillräcklig friktionskraft. En friktionskoefficient med lägre värde än för gummi resulterar i att ännu högre kraft behöver verka på blecket. Att användaren behöver belasta blecket med 169 N eller mer innebär att tänkt konstruktion inte återspeglar önskvärda krav på ergonomi vid användning.
Beslut tas att gå vidare med lösningsvariant nummer två, LV2, som istället fixeras med en
kuggstång. Motivering till beslutet är att lösningsvarianten bygger på fixering med hjälp av
normalkrafter och inte friktionskrafter. Kraftöverföring genom normalkrafter gör att konstruktionen kan fixeras utan att användaren behöver ansätta någon större kraft. Lösningsvariant två anses därför svara mot önskvärda krav på ergonomi, lösningsvarianten och dess föreslagna fixering mellan bleck och kuggstång visas i figur 13.
För att kuggstången ska kunna hantera påfrestningar behöver anläggningsytan mellan det snedställda bläcket och kuggstången vara tillräckligt stor. Bleckets hålbild utformas för att optimera anläggningsytan mot kuggstångens profil. Kuggstången antas vara 10 mm bred, med 0,5 mm djupa spår och ha ett spåravstånd på 1 mm. Måtten resulterar i att ingreppsvinkeln för kuggstången är 45 grader och då blecket lutar 10 grader vid låsning medför detta att bleckets spår lutar totalt 55 grader vid jämn anläggning mot aktuell kuggtand. När kuggstångens ovan- och undersidan är i kontakt med
snedställt bleck ges en anläggningsyta om 7 mm2 per sida och därmed blir yttrycket vid
kraftöverföringen 191 MPa. Värdet är inom inom ramarna för sträckgränser för stål och om ännu
lägre spänning önskas kan anläggningsytan ökas genom att bredda bleck och stång. Fullständiga
beräkningar visas i Bilaga D3. Utformningen av bleckets hålbild och dess passform mot kuggstångens utformning undersöks vidare genom CAD-modellering där det säkerhetsställs att tillräcklig passform kan uppnås genom vidare anpassning av hålbilden. En detaljerad vy över hålbildens utformning visas i bilaga E4.
Den yttre kraften som verkar på kroppen angriper verktyget i längsgående riktning på
konstruktionens yttre delar som är i kontakt med skidbindningen. För att undersöka
huvudspänningar i verktygets yttre delar förenklas verktygets delar som är i kontakt med bindningen till balkar med rektangulära tvärsnitt. Lasten antas vara jämnt utbredd över den tänkta ytan och det största böjmomentet hittas då vid halva längden. Formeln för utbredd last vid elementarfall hämtas ur tabell [25]. Vid belastning om 2700 N beräknas den maximala böjspänningen till 14 MPa. Då böjspänningen verkar längsgående i konstruktionen antas böjspänningen utgöra en huvudspänning. Fullständig uträkning visas i bilaga D4-D5.
Figur 12: Detaljerad sektionsvy över LV4. Stången fixeras med hjälp friktionskrafter mellan bleck och stång när blecket snedställts 10 grader.
Figur 13: Detaljerad sektionsvy över LV2. Kuggstången fixeras med hjälp normalkrafter mellan bleck och kuggstång när blecket snedställts 10 grader.
7.6 Formgivning
För att nå fram till ett konceptförslag undersöks möjliga former som bemöter de ergonomiska och estetiska krav som önskas uppfyllas. Först skissas potentiella former av handtag på papper och sedan används skiss- och lermodeller för att fysiskt undersöka användbarheten och känslan i tänkt design. Därefter skissas tre designförslag på hela konceptet för att undersöka den estetiska aspekten. Ett konceptförslag utses och modelleras i Solidworks där materialval och testning av produkten utförs.
7.6.1 Handtagsskisser och modeller
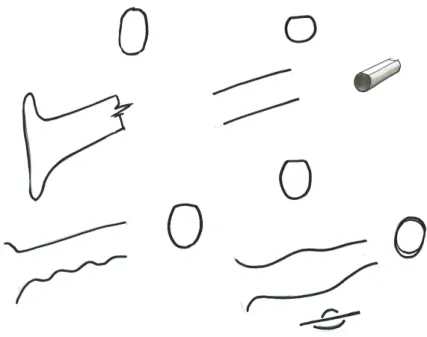
Handtagsformer som förekom i handverktygen samt som projektgruppen kommit på internt och anses vara intressanta skissas på papper och visas i figur 14. Slutsatserna från observationen där användarna vänder håll på verktyget leder till att gruppen undersöker en omvänd formgivning. I tänkt formgvining finns ett grepp som är vänt på rätt håll och ergonomiskt att greppa vid just insättning och uttagning ur bindningen. Denna positionering av handtaget ligger till grund för den fortsatta formgivningen av verktyget.
Föreslagna grepp testas genom modellering i billera. Fyra olika handtag skapas och kategoriseras som puttergrepp, såggrepp, handhyvelgrepp samt hexagongrepp. Puttergreppet erbjöd stabilitet för fingrarna men stödet i handflatan ansågs vara otillräckligt vid tryckrörelser. Greppet som inspirerades från handsågar erbjöd mycket bra ergonomi för just tryck och dragrörelser men projektgruppen ansåg att en exakt passform behövdes för ultimat komfort och ergonomi. Putt- och såggreppen visas i profil samt hur de ligger i handen i figur 15.
Det handhyvelinspirerade handtaget visade mycket god ergonomi och komfort för handen när totalt grepp erhållits. I andra positioner så ansågs utbuktningen snarare vara ivägen och inte speciellt ergonomiskt. Den hexagonala formen inspirerades av befintlig modell, som är kantig och har en större yta för handflatan. Den stora ytan erbjuder ergonomi vid tryckrörelser och därför modellerades ett grepp baserat på hexagonal form, med en platt yta överst. Handtaget visade sig likt puttergreppet erbjuda stor stabilitet och ergonomi för de greppande fingrarna. Hyvel och hexagonalt formade grepp visas i profil samt hur de ligger i handen i figur 16.
Den erhållna känslan av att hålla i en kantigare form ledde till vidareutveckling av det
hexagonala greppet. En kombination av såghandtag, hyvelhandtag och hexagonal form sattes
samman och modellerades i lera och ansågs vara det bästa alternativet. Den rundade formen som skapar en utbuktning in i handflatan ger användaren kontakt och känsla av ett gediget grepp vid tryck, samtidigt som den spetsiga och kantiga undersidan ger känslan av att fingrarna hamnar i en naturlig position samtidigt som dessa har bra grepp. Den hexagonala formen i profil erbjuder också en sportigare känsla än de andra alternativen. Slutgiltlig modellering visas i profil, i sitt tvärsnitt samt hur det ligger i handen i figur 17.
Figur 14: Sett från vänster syns handtagsform i profil samt dess tvärsnitt som hyvel, golfputter, handsåg samt utbuktande såghandtag.
Figur 16: Lermodell av typen hyvel- och hexagonalt handtag.
Figur 17: Lermodell av vald handtagstyp.
7.6.2 Designförslag
Den valda handtagsformen vidareutvecklas med hjälp av mer detaljerade skisser till ett helt verktyg. Ur lermodelleringen bestämdes att en hexagonal form i kombination med en utbuktning för handflatan är den önskvärda formen. För att få en rättvis bild över hur den kan komma att se ut i ett färdigt verktyg jämfört med de andra, ritas ett koncept baserat på ett såghandtag, ett hexagonalt koncept, samt en illustration över den föreslagna kombinationen. Dessa visas överst i figur 18. Vidareutvecklingen av den kombinerade formen skedde i form av fler illustrationer där försök till att visa varierande längd, höjd och tjocklek gjordes. Dessa visas längst ned i figur 18.
Beslut tas att formen med kombinerat hexagonalt tvärsnitt och utbuktande handtag svarar mot de estetiska kraven. För att ge ännu bättre förståelse för formerna innan CAD modelleringen påbörjas ritas tre detaljerade varianter av den kombinerade modellen. Dessa visas i figur 19. Koncepten benämns som 1, 2 och 3. Små detaljer såsom tjocklek och form ändras på handtaget samt övriga delar av konstruktionen. Alla tre har för illustrationsskäl någon form av knapp som styr låsmekanismen. Förslag ett har en något fylligare form, förslag två en något smäckrare och kantigare form och förslag tre är tänkt som en kombination av dessa. Alla är ritade i verklighetstrogen skala. Den hexagonala formen på greppets undersida sprider sig vidare till resten av verktyget. Alla förslagen har en digital display som kan läsas av oavsett om användaren är vänster- eller högerhänt. Efter diskussion i gruppen kring den estetiska känsla som eftersökes samt de önskemål beställaren klargjort väljes förslag två som vinnare och illustrationen blir underlaget för CAD modelleringen.
Figur 18: Kollage över formgivningsförslag som förändrades från sågliknande form till sågliknande form med hexagonala inslag.
7.7 Materialval och tillverkning
Materialval görs för verktygets kropp samt komponenter som ingår i lås- och justeringsmekanismen. För verktygets kropp och knapp bestäms egenskaper till att omfatta densitet i relation till sträckgräns och mål sätts till att erhålla en relativt låg totalvikt. Motiveringen till besluten är önskemålen om förbättrad ergonomi med avseende på verktygets totalvikt. Materialförslagen för kroppen begränsas av att det måste gå att tillverka genom formsprutning alternativt 3D skrivning.
För lås- och justeringsmekanismen bestäms egenskaper också till densitet i relation till sträckgräns. Det är en mindre totalvolym på komponenterna som ingår i mekanismen men delarnas
sammanlagda vikt spelar roll för känslan och ergonomin i verktyget. Mål sätts till att efter
bearbetning erbjuda noggranna toleranser. Motiveringen till målet är att låsmekanismen kräver en
noggrann passform efter bearbetning. Begränsning sätts till att föreslagna material ska kunna
bearbetas genom laserskärning eller skäras i en fräs. Definierade mål och begränsningar för
konstruktionen listas i tabell 7.
Material som bestäms för kroppen identifieras delvis med avseende på sträckgräns. Ur
beräkningar i bilaga D noteras det av ekvationen D-46 att sträckgränsen bör vara större än 90 MPa
vid extremfallet. I materialvalen används därför 90 MPa som ett önskvärt värde. Tack vare
förenklingen av kroppens geometri, där delarna som passar i bindningen ses som balkar med rektangulära tvärsnitt används ekvation 3 som materialindex. Ett fåtal material i gruppen polymer har en sträckgräns på mer än 90 MPa och visas i figur 20. Polyamid (PA) anses ha högst sträckgräns kontra densitet och svarar mot begränsningar gällande tillverkning. Efter en djupare undersökning noteras det även att polyamid är den typ av polymer som används i befintligt verktyg. Polyamid utses därför som vinnare.
För låsmekanismen identifieras lämpligt material också genom dess sträckgräns. Ur
beräkningarna i bilaga D4 noteras det i ekvation D-16 att sträckgränsen bör vara minst 190 MPa för delar som ligger an mot varandra. Detta värde är beräknat som ett extremfall med förutsättningen att kontakten mellan bleck och kuggstång är optimal och att hela den beräknade anläggningsytan används. En säkerhetsfaktor om två antas behövas för att med säkerhet veta att valt material klarar av påfrestningarna som kan förekomma. Delarna som ingår i låsmekanismen ses som en rektangulär
balk och ekvation 3 används som materialindex. Endast material i gruppen metaller svarar mot
önskvärda krav på sträckgräns och visas i figur 21. Rostfritt stål förefaller vara ett lämpligt material då dess sträckgräns har mer än nog säkerhetsmarginal för beräknade påfrestningar, samtidigt som dess totalvikt blir likt befintlig stållösning. Materialet går även att skära med laser och erbjuder den estetik som önskas i slutändan.
Tabell 7: Sammanfattning av målet, begränsningarna och de fria variablerna beträffande komponenten. Denna information används för att formulera ett materialindex
Handtagskropp Lås- och justeringsmekanism
Egenskaper Densitet och sträckgräns Densitet och sträckgräns
Mål Relativt lätt totaltvikt Relativt lätt totaltvikt &
Formbar med noggrann tolerans Begränsningar Möjlig att formspruta eller 3D
skriva
Möjligt att laserskära eller skäras i fräs
Figur 20: Materialvalskarta över lämpliga material till verktygets handtag. Materialindex syns i form av en rät linje, material som ej speglar kraven är markerade med grå färg [14].
Beroende på handtagets organiska form och komplexa geometri, som både är svåra att måttsätta och svåra att tillverka i annat än en färdig form bestäms formsprutning som en lämplig tillverkningsmetod. Formsprutning möjliggör serietillverkning med noggrann tolerans. Utöver detta konstateras det att nuvarande verktyg är tillverkat genom formsprutning och kontakter att utöka tillverkningen finns således redan.
För komponenter som ska ingå i låsmekanismen och som behöver bearbetas för att få rätt geometri samt dimensioner rekommenderas laserskärning. Skärverkyg i form av metallfräs går också att använda, men på grund av dimensioner för geometrin i den räfflade skenan behöver minsta möjliga radie på skärverktyg användas. Då skärverktygets radiella hastighet tack vare dess radiemått blir långsammare än önskvärt kommer fräsning att ta lång tid och påverka möjligheterna till serietillverkning.
Knappen kan tillverkas i 3D-skriven plast alternativt formsprutas. Vid serieproduktion är det mer lönsamt att formspruta komponenten då tidsåtgången är mindre.
7.8 Modellering
Verktygets delar ritas i Solidworks som olika solida parter för att sedan slutligen sättas samman i en sammanställning. Av delarna och sammanställningen skapas ritningar. På grund av verktygets oregelbundna och organiska former sätts endast huvudmått på ritningarna ut och resterande mått hänvisas till digitalt underlag. Samtliga ritningar finns i bilaga E där en sammanställningsritning med stycklista visar var olika komponenter sitter. Invärtes komponenter syns inte i listan.
Utöver skruvar och fjäder som erhålls ur befintliga verktygets CAD modell ritas alla delar. För att möjliggöra tillverkning genom formsprutning ritas handtaget i två delar, sett ur verktygets längdriktning. Släppvinklar sätts på ytor som är i behov av det. Tjockleken på samtliga väggar och förstärkningsribbor sätts till 2 mm. Förstärkningsribborna ritas ut på lämplig plats med avseende
på delens geometri för att stärka konstruktionen. Plats lämnas åt komponenter som ska huseras
inuti verktyget. Handtagsdelen speglas sedan och bearbetas för att möjliggöra ihopsättning med
skruvförband. Handtagets vänstra del visas från in och utsida i figur 22.
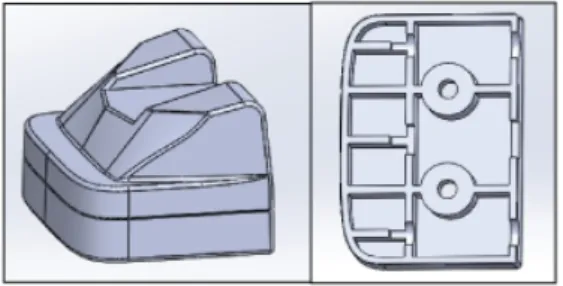
För att möjliggöra formsprutning av verktygets framdel ritas denna som över- och underdel. Släppvinklar läggs på, och förstärkningsribbor sätts ut även i denna delen. Ribborna används som infästning till stängerna, som blir fastsatta i verktygets främre del och rörliga inuti handtagsdelen. Framdelen visas i sin helhet samt i genomskärning i figur 23.
Mittenstången består av en kuggstång, yttre stängerna blir rundade och stabiliserar verktyget vid längdljustering. Stängerna ritas var för sig, den mittersta stången får ett spår fräst i dess bakre kortsida. I spåret läggs sedan ett stopp, som hindrar verktyget från att bli för långt och således motverka att stängerna faller ut ur handtagsdelen. I de runda stängernas främre del syns spåren som framdelens förstärkningsribbor låser fast med. Stängerna visas tillsammans i figur 24.
Bleckets snedställda hålbild möjliggör en noggran passform och tillåter blecket att låsa fast stången när det önskas. Blecket visas i genomskärning i öppet och låst läge, med 10 grader snedställning i figur 25.
Sammanställningen av delarna visas i sin helhet samt i sektionsvy i figur 26. I sektionsvyn syns det hur delarna inuti handtaget samspelar för att möjliggöra justering och fixering. I sektionsvyn illusterars verktyget i låst läge.
Figur 22: Verktygets vänstra handtagsdel sedd från in och utsida.
Figur 23: Verktygets framdel sett i sin helhet och dess nedre del sedd från dess insida.
Figur 25: Vänstra bilden visar blecket i öppet läge och högra bilden visar blecket i låst läge då det är snedställt med 10 grader.
]
Figur 26: Den övre bilden visar verktyget i sin helhet och den undre bilden visar sammanställningen i en sektionsvy.
7.9 Prototyp
Sammanställning och ena handtagshalvan från CAD modelleringen skrivs ut i en 3D skrivare i skala 1:1. Utskrifterna görs för att ge föreslaget koncept en verklighetsförankring och tillåta användare samt beställare känna på handtagsutformning och måttsättning. Utskrivet verktyg och handtagshalva visas i figur 27.
Figur 27: 3D skrivet verktyg och handtagshalva i skala 1:1.
7.10 Testning koncept
Delar av konstruktionen testas i en FEM-analys i Solidworks för att kontrollera huvudspänningar i konstruktionen med valt material. Beräkningarna i kapitel 7.5 är gjorda med avseende på kraften som beställaren under tester utsatt det befintliga verktyget för. För att kontrollera hur verktyget presterar med valt material testas fram- och bakdel som är i kontakt med skidbindningen med en kraft som totalt belastar konstruktionen med 2700 N på verktygets fram- och baksida i längsgående riktning. Kraftens riktning är normal mot ytan. De lila pilarna i kapitlets figurer visar pålagd last och de gröna pilarna visar var verktyget fixeras. Belastningen vid extremfallet antas vara en jämt utbredd last och visas i figur 28. Den bakre delen, främre överdel samt främre underdel testas var för sig. Analyserna utförs med solidelement då modellerna är ritade som solida kroppar vars geometri inte tillåter omvandling till skalelement utan merarbete. Då analyserna inte tar nämnvärt lång tid att utföra anses detta vara en snabbare lösning än att rita om modellerna i form av skalelement. Den bakre delen består av 30009 st, främre överdel 5109 st och främre underdel 4511 st. FEM-nätet som solidelementen utgör visas för
Figur 28: Extremfall med belastning om 2700 N. Lila pilar indikerar var lasten läggs på samt dess riktning.
Figur 29: FEM-nät på bakre handtagshalva och främre ovan samt underdel.
Verktygets bakre del, handtagsdelen fixeras på insidan, där metallblecket ligger an mot plasten och i dess symmetriplan så att test utförs på ena halvan. Fixeringen i analysen är inte helt realistisk
då den fixerar mot hela ytan och inte bara över en yta motsvarande bleckets storlek. Då syftet
med analysen endast är att få en indikation på om verktyget klarar av extremfallen anses detta vara en godtagbar fixering för testerna. Den pålagda lasten och var fixeringen sker visas i figur 30 och
symmetrilåsningarna visas i figur 31. Verktygets främre ovandel fixeras där stängernas infästning sitter. Utbredd last läggs på i längsgående riktning på utsidan. Infästning och lastfall för främre ovandel visas i figur 32. Verktygets främre underdel fixeras också där stängernas infästning sitter och last läggs även här på i längsgående riktning. Fixering och pålagd last för underdelen visas i figur 33. För att säkerhetställa att bleckets påverkan på plasten inuti handtaget inte överskrider materialets sträckgräns undersöks också lastfallet där 2700 N läggs på i längsgående riktning inuti handtaget och fixering sker i verktygets bakkant. Last och fixering visas i figur 34.