Ankarskenor i byggandet
Anchor Rails in Construction
Examensarbete, 15 hp, Byggingenjörsprogram
VT 2020
Bashar Alkrdi
Jonas Lindberg
ii
Förord
Examensarbetet Ankarskenor i byggbranschen som omfattar 15 högskolepoängen är en del av det avslutande momentet för vår utbildning inom byggingenjörsprogrammet på Malmöuniversitet.
Vi tackar våra två handledare Niclas Andersson och Hans Söderling som har hjälp oss och
bidragit med viktig information om arbetet. Utan deras vägledning, stöd och information hade arbetet inte kunnat utföras. En stor eloge till er…
Ett stort tack till alla de intervjuade som tog sig tiden även i dessa stressade tider och ställde upp och gav oss viktiga detaljer om arbetet, utan er bidrag hade studien inte haft någon grund att stå på och hade inte kunnat fullföljas.
Ett sista tack går ut till alla som har bidragit med hjälp, våra familjer och vänner…
Malmö 2020
Bashar Alkrdi Jonas Lindberg
iii
Sammanfattning
Vårt examenarbete om ankarskenor i byggandet omfattar implementering av en ny teknik i byggandet i form av föringjutna ankarskenor för installationer av VS rör, ventilation, sprinkler och EL. I en allt mer globaliserad värld råder en allt högre konkurrensutsatt marknad, vilket gör att det också ställs högre krav på entreprenörerna inom byggsektorn. Att man inom produktionen ägnar sig åt aktiviteter som inte tillfört något värde till slutprodukten klassas som slöseri. Konsten att effektivisera sina arbetsmetoder för att därmed uppnå en mer effektiv produktion, samt minska rådande slöseri anses inte vara en enkel uppgift inom byggindustrin. Byggindustrin har uppfattningen om att branschen är unik i sitt slag då förutsättningarna ständigt förändras. En betydande del av detta slöseri är aktiviteter knutna till internhanteringen av material. Slöseriet kan visa sig i form av väntan, materialspill, skador och produktionsstörningar.
Byggbranschen anmäler fler arbetsolyckor med sjukfrånvaro än genomsnittet för samtliga branscher. Byggbranschen har i jämförelse med många andra branscher även en betydligt mer fysiskt påfrestande arbetsmiljö. Det handlar då bland annat om tunga lyft, buller och vibrationer. Alla de intervjuade var eniga om att de besparingar som görs med ankarskenor i förhållande till traditionell montering är att momenten borrning och montering av skruvankare eller slagankare försvinner. Analysen visar att tiden för montering har reducerats för alla yrkesgrupper förutom EL. Det visar sig att sprinkler har mest att vinna på monteringen av ankarskena, då de får en reducering på 66% av tiden för montering. VS och ventilation får en minskning på 50% vardera för tidsåtgången vid montering. En våning på vårdbyggnad BY 35 i norra sjukhusområdet är
3480m2. De tidsmässiga besparingarna med ankarskenor är 45,41h per våning. Vilket ger en
total tidsmässig besparing för installationerna med ankarskenorna på 0,013 h/m2.
Arbetsmomenten för en montering och utmätning på ett Peri skydeck normalvalv på 2200m2
med skenor tar cirka 30 timmar att utföra. I tillägg kommer sedan en rengöring av skenorna där gummiskyddet ska plockas ut och betongrester tas bort maskinellt med en mejselhammare. Den processen tar armerarna cirka 50 timmar att utföra, vilket ger en tidsåtgång för utsättning och
rengöring på 0,036h/m2. Utsättningen äter därför upp besparingarna som görs med
ankarskenorna i förhållande till traditionell montering.
Alla nya metoder har sina utmaningar när de implementeras på arbetsplatsen Även ankarskenorna har detaljer som behöver förbättras enligt brukarna. Arbetare som använder dem eller är involverade har följande förslag på hur ankarskenorna kan förbättras med hänsyn till tid och arbetsmiljö. På de stråken där det hänger mycket rör bör avstånden och placering ses över. Projektörerna måste vara uppmärksamma på vad där ligger. Skenorna skulle varit lika höga som distanserna för armeringen. Då skulle de kunna användas som distanser för att få ett bättre tryck när armeringen pressar ner skenan på armeringen. Skenorna spikas på plats vilket kan ses som en nackdel. Skenorna hade suttit bättre om de hade skruvats på plats. Momentet som inte har tittats på är när det väl är gjutet ska skumgummilisten som sitter i tas bort. Man bör finna ett smidigare sätt att göra det på. När den dras kommer mycket betongvatten. Ett tunt
iv
betongskikt på en millimeter som spjälkas loss när den dras bort leder till att det kommer mycket smuts på golvet eller armeraren som drar bort det. Man borde använda sig av heltäckande skyddsglasögonen av typen goggles, vilket skulle reducera risken för damm och partiklar i ögat vid borrning och rengöring av ankarskena.
Noggrannheten och precisionen av hur ”korrekta” tiderna som uppgetts är kan ifrågasättas även om det är projektledare och ledande montörer med flera års erfarenhet som kalkylerat tiderna. Det bör tänkas att det vid upphandling oftast är entreprenörer som ger det lägsta priset som vinner. En sådan upphandling leder till att det är en låg vinstmarginal. Det finns således ett vinstintresse för projektledarna och ledande montörer när de kalkylerar tiderna för montering. Slutsatsen är att tiden för ankarskenorna blir längre än för den traditionella tiden för montering. Det är utsättning och rengöring som bidrar till att det blir en tidsförlust i förhållande till traditionell montering. De tidsmässiga vinsterna i form av mindre städning och hämtning av
material kan inte mätas och jämföras per m2. De vinster som ankarskenorna bidrar med
tidsmässigt är av mer teoretiskt slag om hur arbetsmomenten kan förändras vid montering. Arbetsmiljön för montörerna förändras och förbättras i form att risken för arbetsskador minimeras eller elimineras. För montörerna försvinner de tunga lyften de måste utföra under borrningen när ankarskenan inte kan användas. Buller, vibrationer, flygande partiklar och kvartsdamm elimineras helt med ankarskenan. För armerarna blir arbetsmiljön sämre då de måste rengöra ankarskenan efter gjutning, risker som rengöringen medför är att arbeta med tunga maskiner som ger buller och vibrationsskador.
v
Abstract
Our thesis on anchor rails in construction comprises the implementation of a new technology in construction in terms of precast anchor rails for the installation of VS pipes, ventilation, sprinkler, and electrical equipment. The purpose of the study is to critically evaluate the differences between the traditional installations of VS pipes, ventilation, sprinklers, and electricity in relation to installations with precast anchor rails. Our methods include literature studies, semi-structured interviews, and observations. Our study is a field case study that comprises the implementation of anchor rails in the construction project for the two new care buildings in Malmö hospital area for Region Skåne. The result is based on interviews from fitters of the installations, senior installers and project managers.
The analysis shows that sprinklers reduces its time by 66%, pipefitters and ventilation by 50% by eliminating the drilling when installing. The time saved with mounted anchor rails is
45,41hrs per floor which gives a time saving, for installations with anchor rails, of 0,036h/m2.
The work activities to mount, measure and clean on a 2200m2 Peri skydeck normal vault with
rails, take about 80 hours to carry out. The time spent on placement and cleaning is 0,036m2.
The accuracy and precision as to how “correct” the times stated are can be questioned even if they have been calculated by project managers and senior installers with years of experience. The conclusion is that the amount of time required to mount anchor rails is greater than that for traditional mounting. It is placement and cleaning that contribute to a time loss in relation to traditional mounting. The installers’ working environment changes or improves as the risk for work related injuries is minimized or eliminated. Noise, vibrations, flying particles and quartz dust is eliminated when using the anchor rail. For concrete workers, the working environment becomes worse when they must clean the anchor rail after molding as the risks include working with heavy machinery that can cause noise and vibration damage.
vi
Innehållsförteckning
1 Inledning ... 1 1.1 Bakgrund ... 1 1.2 Syfte ... 2 1.3 Frågeställningar ... 2 2 Metod ... 32.1 Metod och genomförande ... 3
2.2 Fallstudie ... 3
2.3 Litteraturstudie ... 3
2.4 Kvalitativ metod ... 4
2.5 Semistrukturerade intervjuer ... 4
2.6 Förberedelse till intervjun ... 4
2.7 Observationer ... 5
2.8 Validitet och reliabilitet ... 6
3 Upphandling och arbetsmiljö på bygget ... 7
3.1 Entreprenadform ... 7
3.1.1 Entreprenadformer och ersättningsmodeller ... 7
3.2 Montering av installationer ... 8
3.2.1 Drifttid och totaltid ... 8
3.3 Arbetsmiljön i byggbranschen ... 9 3.4 Arbetsmiljöskador ... 10 3.4.1 Ergonomi på arbetsplatsen ... 10 3.4.2 Kvartsdamm i luften ... 10 3.4.3 Bullerskador ... 11 3.4.4 Ögonskador ... 12 3.4.5 Vibrationer från maskiner ... 12
4 Traditionell montering jämfört med ankarskena ... 14
4.1 Arbetsprocessen vid traditionell montering ... 14
4.2 Ankarskenan ... 17
4.3 Projektering av ankarskena ... 17
4.4 Utsättning ... 18
4.5 Montering med ankarskena ... 18
5 Resultat ... 21
5.1 Tiden för montering enligt de intervjuade ... 21
5.1.2 Tidsbesparingar per plan/våning ... 22
5.1.3 Besparing per m2 ... 22
5.2 Arbetsmiljö för traditionell montering ... 23
5.3 Arbetsmiljö med ankarskenan och vid utsättning ... 23
5.4 Behöver kompletteras vid användning av ankarskenor ... 24
5.4.1 EL installationer och mänskliga faktorn ... 24
5.4.2 Ingjutningsprocessen ... 24
5.4.3 Avstånd, placering och stick ... 24
5.5 Förslag till förbättringar för användning av ankarskenor ... 25
6 Analys ... 26
vii
8 Slutsatser ... 31
8.1 Vidare forskning ... 32
Referenser ... 33
1
1 Inledning
1.1 Bakgrund
I en allt mer globaliserad värld råder en allt högre konkurrensutsatt marknad, vilket gör att det också ställs högre krav på entreprenörerna inom byggsektorn (Jensen, 2010). Att man inom produktionen ägnar sig åt aktiviteter som inte tillfört något värde till slutprodukten klassas som slöseri. Konsten att effektivisera sina arbetsmetoder för att därmed uppnå en mer effektiv produktion, samt minska rådande slöseri anses inte vara en enkel uppgift inom byggindustrin (Egerup & Tränck, 2016). Byggindustrin har uppfattningen om att branschen är unik i sitt slag då förutsättningarna ständigt förändras (Ibid). En betydande del av detta slöseri är aktiviteter knutna till internhanteringen av material. Slöseriet kan visa sig i form av väntan, materialspill, skador och produktionsstörningar (Jensen, 2010).
Byggföretagen har idag svårare att se intäkter av ny teknik än motsvarande kostnader, vilket upplevs som ett problem i byggbranschen. Begreppet ”ny teknik” definieras som en processinnovation som förbättrar byggprocessen och som är ny för dem som skall använda den (Hansson, et al., 2004). Innovation har länge ansetts vara en av nyckelfaktorerna till ekonomisk tillväxt, högre levnadsstandard, konkurrenskraft, ökad produktivitet och en hållbar utveckling för företag och industrier (Hildingsson & Wirdemo, 2016). Trots att innovation driver tillväxt och konkurrenskraft har byggbranschen länge blivit kritiserad för sin låga innovationsvilja i jämförelse med andra branscher (Hildingsson & Wirdemo, 2016). En starkt bidragande orsak till problemen med byggsektorns effektivitetsutveckling är avsaknaden av incitament för innovationer (svagt innovationsklimat) (Svensson & Hörström, 2016). Enligt Samuelsson (2010) uppstår, utvecklas, testas och utvärderas innovationer i skarpa projekt. Den ekonomiska pressade situationen gör att varje projekt suboptimerar sin insatts för att gå med vinst. Kunskapsöverföring från projekt till projekt fungerar också dåligt vilket gör att innovationen kan bli svår att införa i nästkommande projekt och går då förlorad. Vad gäller ersättningsformer för entreprenader delas de vanligast upp i två huvudgrupper: fast pris och löpande räkning, vilka kan kombineras och användas i olika varianter med exempelvis tak eller incitament. Ersättningsformen väljs utifrån entreprenad – och projekttyp, oftast med syfte att hitta den ekonomiska mest fördelaktiga lösningen för byggherren för det unika projektet: sällan föra att hitta nya tekniska lösningar eller innovationer (Samuelson, 2010).
Många byggprojekt karaktäriseras av ganska hög komplexitet, kundanpassning, varaktighet, osäkerhet, och tidspress. För dem är samarbetsbaserad coopetition lämplig, det vill säga mer fokus på samarbete än på konkurrens (Eriksson & Hane, 2014). Denna intressekonflikt blir ju särskilt tydlig mellan konkurrenter men den kan också uppstå mellan andra aktörer, till exempel i vertikala relationer mellan köpare och säljare där varje aktör försöker maximera sin egen nytta (Eriksson & Hane, 2014). En projektidé identifieras genom att projektutvecklare, affärschefer och marknadsansvariga jobbar mot kunder och marknaden (Svensson & Hörström, 2016).
2
Samordning har för olika yrkesgrupper olika innebörd. På byggarbetsplatsen handlar det om att ha ett gott samarbete mellan alla individer och aktörer på plats (Svensson & Hörström, 2016). Lösningar som är förankrade hos båda parter, det vill säga hos både byggare och installatörer saknas dock. Följden blir oftast att man tenderar att övervältra problemen på motparten istället för att gemensamt arbeta för bättre samarbete i byggprojekten. Bättre samarbete skulle enligt de flestas uppfattning leda till minskade totalkostnader i projektet och minskad total tidsåtgång (Persson, 2009). Vid installationer av VS, Ventilation, sprinkler och EL har utvecklingen stått still en längre tid. De olika entreprenörerna arbetar under tidspress och i en dålig arbetsmiljö. Vinstintresset för deras egen del bidrar till att kooperation inte är aktuellt då det skulle ta tid från deras pressade schema. Det är en risk att arbeta med nya tekniker som entreprenörerna ej är insatta i. Det kan bli fel i kalkyleringar och det utförda arbetet kan ta längre tid om något skulle bli fel. Innovation och incitament till att testa ny teknik behövs för att förbättra förutsättningar för yrkesarbetarna vid installationer av VS, ventilation, sprinkler och EL. Ingjutningsskenan kan vara ett sätt för aktörerna att samarbeta mot ett vällyckat projekt som går enligt plan och är utan olyckor. Ett lyckat projekt återspeglas inte enbart i den ekonomiska vinsten utan även den arbetsmiljömässiga. Innovation och incitament lägger grunden för att underlätta samarbeten i framtida projekt med de aktörerna som de har varit involverade med tidigare, vilket medför att arbetsprocessen och förhandlingar kan färdigställas tidigare.
1.2 Syfte
Syftet med studien är att kritiskt utvärdera skillnaderna mellan traditionella installationer av VS rör, ventilation, sprinkler och el i relation till installationer med föringjutna ankarskenor.
1.3 Frågeställningar
Följande frågeställning har formulerats för att kunna besvara syftet med examenarbetet: 1. Hur kommer tiden för montering av VS, sprinkler, ventilation och EL installationer i
projektet påverkas av förmontering av ankarskenor i betongen i jämförelse med traditionell montering av VS, sprinkler, ventilation och EL installationer?
3
2 Metod
2.1 Metod och genomförande
I det följande avsnittet beskrivs och förklaras den metod som använts för att samla in information för studien, vilka typer av metoder som användes och hur de användes vid undersökningen. Metodval, urval och tillvägagångsätt beskrivs och diskuteras i kapitlet. Författarnas resonemang och tankegång gällande studiens validitet och reliabilitet diskuteras också. Kapitlet avslutas med en återspegling av processen. Metoderna som används för att utföra forskningsarbetet är litteraturstudier, semistrukturerade intervjuer och observationer. Syftet med detta är att samla in detaljerade data för vår studie. Enligt Backman (2016) har en kvalitativ forskningsprocess ett stort mått av flexibilitet vilket ger ett stort utrymme för variationer. Backman (2016) nämner vidare att litteraturstudiens fas är viktigt för att lägga grunden för studiens ämnesområde samt belysa tidigare forskning.
2.2 Fallstudie
Fallstudie genomfördes på Skanska byggprojekt. Detta för att möjliggöra en djupförståelse inom studie och få en detaljerad undersökning av ankarskenor i byggprojektet för de två nya vårdbyggnaderna på Malmös sjukhusområde åt Region Skåne. Byggnaderna har en totalarea på
108 000 m2 och byggs av generalentreprenören Skanska AB. Ersättningsmodellen är löpande
räkning med takpris.
Skanska är ett byggföretag som grundades år 1887. Idag är Skanska ett av de världens ledande bygg- och projektutvecklingsföretag i Europa, Norden och USA. Företaget har totalt 38 700
anställda med 176,8 Mkr intäkter. (Skanska, 2019). Vilket gör att Skanska är ett lämpligt företag
för fallstudien då implementering av ankarskenor i byggprojekt behövs för att förbättra arbetsmiljö för montörerna och minska tid för montering av VS-rör, ventilation, sprinkler och EL.
En semistrukturerade intervjuer kommer att genomföra med berörda aktörer och sakkunniga personer inom projekt. Detta för att samla in deras uppfattningar om hur arbetsprocess sker med och utan ankarskenor. Dessutom kommer en litteraturstudie att göras löpande för att få fram bakgrundsfakta om ämnesområdet.
2.3 Litteraturstudie
En litteraturstudie är undersökning av tidigare forskning inom det berörda området i olika avseenden (Backman, 2016). För att få en bra uppfattning kring studiens ämnesområde, är det oerhört viktigt att skapa en grund för studien. Vidare säger Backman (2016) att man med en litteraturstudie får en bakgrund och överblick av problemformulering. Sökmetoder som användes under arbetet var Google, Libsearch och Google Scholar. I undersökningen har vi använt oss av sökord för att söka rätt och relevant information. Sökorden är ”bullerskador, vibrationsskador, dålig ergonomi på arbetsplatsen och kvartsdamm”.
4
2.4 Kvalitativ metod
Kvalitativa undersökningar ger djupare förståelse och en hel uppfattning av en individs tankesätt. Det finns olika sätt att utföra ett kvalitativt test. Det vanligaste sättet är intervjuer (Bryman , 2018). Kvalitativ forskning är undersökande forskning. Den används för att få en förståelse för bakomliggande skäl, åsikter och motivationer. Den ger insikter i problemet. Kvalitativ forskning används också för att avslöja trender i tankar och åsikter, samt för att dyka djupare in i problemet. Kvalitativa insamlingsmetoder varierar med ostrukturerade eller semistrukturerade tekniker. Backman (2016) skriver att det vanligaste i det kvalitativa perspektivet utgörs av intervju, olika slags av deltagande och naturalistiska studier samt dokument. För att kunna få ett specifikt svar på vår problemformulering har vi använt oss av intervjuer som startar med 19 semistrukturerade intervjufrågor.
2.5 Semistrukturerade intervjuer
Enligt Bryman (2018) finns det olika sätt att utföra en kvalitativ forskningsmetod på men den metod som används i arbetet är semistrukturerad intervju. Björklund & Paulsson (2012) beskriver att genom intervjuer får författaren tillgång till data som samlats in för att sedan kunna användas i den aktuella studien. En intervjuguide med ett antal frågor bestämdes och förbereddes i förväg för att kunna ge en tydlig uppsättning instruktioner för intervjuare och kan tillhandahålla tillförlitliga, jämförbara kvalitativa data. Frågorna berörde studiens ämnesområde och vi ställde upp öppna frågor för att ge intervjupersoner möjlighet att svar på ett flexibelt och fritt sätt.
Vi bestämde oss för att använda denna intervjuform eftersom det ger ett utrymme att komma med följdfrågor baserade på utgångsfråga. Vi valde att intervjua personerna individuellt för att få en bred förståelse av deras tankar och åsikter om hur ankarskenor påverkar tidsaspekten samt arbetsmiljö. Intervjuer spelades in efter ett samtycke av intervjuare. Vi intervjuade olika personer med olika backgrundsutbildning för att kunna få så stor bredd som möjligt kring informationen om deras tankesätt och åsikter. Intervjuerna gjordes under april månad 2020.
2.6 Förberedelse till intervjun
Innan besöket på byggarbetsplatsen har vi genomgått en säkerhetsutbildning. Syftet med utbildningen är att förstå vilka risker som kan uppstå vid besöket på byggarbetsplatsen. Efter säkerhetsutbildningen hade vi möjlighet att besöka Skanska byggarbetsplats på sjukhusområdet i Malmö för att få en tydlig bild och djupare uppfattning av hur arbetet sker på plats.
Innan intervjuerna förberedde vi i förväg en intervjuguide som vi har ämnat ställa till respektive yrkeskategori. Genom att förberedda en intervjuguide tenderar kvalitativ intervju att vara flexibel och anpassad efter den riktning som intervjupersoners svar går i (Bryman , 2018). Vi har valt att ställa semistrukturerade öppna frågor som ger möjlighet för oss att komma med följdfrågor baserade på utgångsfråga. Därefter har vi skickat intervjuguiden till vår handledare på Skanska för ett godkännande.
Till studien har vår handledare på Skanska hjälpt oss med urvalet av intervjupersoner. Han har gett ett förslag på vilka personer som är mest involverade i projektet. Kylen Påpekar (2004) att
5
urvalet av intervjupersoner är betydelsefullt för undersökningens pålitlighet För att öka
pålitlighet i vår studie och hålla trovärdig information har vi valt att intervjua personer som är involverade i projektet samt har långa arbetslivserfarenhet inom byggbranschen. Några av intervjupersonerna var exempelvis produktionschef för ventilation, installationssamordnare för EL, projektchef för VS och ledande montör för sprinkler. Dessa hade mer erfarenhet om projektet, andra mindre.
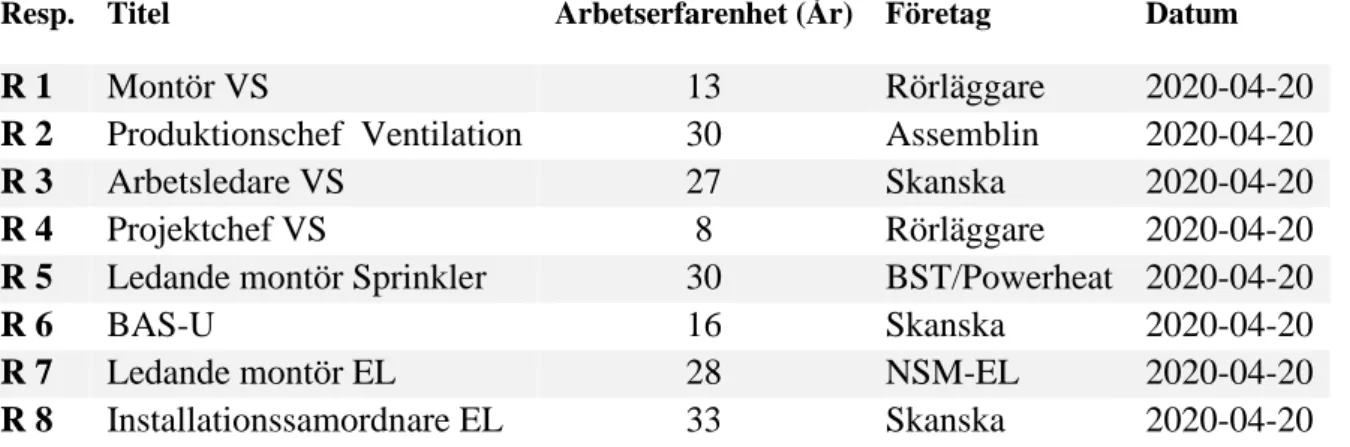
Vi valde att intervjua 8 personer bland 11. Anledningen till att vi valde dessa 8 personer är att de har testat att arbeta med ankarskenorna vilket kan belysa deras erfarenhet samt helhetssyn på processen. Intervjuerna ägde rum på Skanska byggarbetsplats där deltagarna arbetar. Vi ringde de och bokade tid för en intervju. Vi valde att intervjua personerna individuellt för att få en bred förståelse av deras tankar samt åsikter om hur ankarskenor påverkar tidsaspekten samt arbetsmiljö. Innan intervjun hade påbörjats fick vi samtycke av personerna att kunna spela in intervjun och vi meddelade att deras namn kommer anonymiseras i vårt arbete. Intervjuerna gjordes under april månad 2020 och genomfördes utifrån en semistrukturerad intervjuguide (se bilaga 1&2). Personerna som intervjuades har olika utbildning och arbetslivserfarenhet (se tabell 1). Vi valde att intervjua olika personer med olika backgrundsutbildning för att kunna få så stor bredd som möjligt kring informationen om deras tankesätt och åsikter och varje intervju tog mellan 10–20 minuter. Därefter samlades intervjuerna in i ett dokument för bearbetning och analysering.
Tabell nedan visar intervjupersoner som intervjuades för studien
Resp. Titel Arbetserfarenhet (År) Företag Datum
R 1 Montör VS 13 Rörläggare 2020-04-20
R 2 Produktionschef Ventilation 30 Assemblin 2020-04-20
R 3 Arbetsledare VS 27 Skanska 2020-04-20
R 4 Projektchef VS 8 Rörläggare 2020-04-20
R 5 Ledande montör Sprinkler 30 BST/Powerheat 2020-04-20
R 6 BAS-U 16 Skanska 2020-04-20
R 7 Ledande montör EL 28 NSM-EL 2020-04-20
R 8 Installationssamordnare EL 33 Skanska 2020-04-20
Tabell 1 visar de intervjuade personer
2.7 Observationer
Observationer är en samlingsbeteckning för både litteraturstudier och intervjuer, (Backman, 2016). I våra observationer valde vi att besöka Skanskas byggarbetsplats. Besöket ägde rum på Malmö sjukhusområde, där ett byggprojekt utförs. Besöket skedde under april månad 2020. Vi besökte arbetsplatsen tre gånger. Detta för att lättare kunna få en bättre förståelse av hur förmontering av ankarskenor påverkar tidsaspekten för ett byggprojekt och arbetsprocessen för
installationerna av VVS under byggnationen. Där kunde vi studera hur arbetsprocessen med
och utan ankarskenor går till samtidigt som vi också fick möjligheten att träffa montörerna på byggarbetsplatsen samt fotografera medan de arbetade och se hur en arbetsprocess går till.
6
Backman (2016) nämner att vill man veta något om verkligheten så skall man observera den. Efter besöken som vi har gjort ute på byggarbetsplatsen och efter att vi har gått igenom arbetsprocessen har vi fått såväl en bredare inblick i och en bättre uppfattning av processen för montering av installationer med ankarskenor i förhållande till den traditionella monteringen av installationer.
2.8 Validitet och reliabilitet
I det följande avsnittet diskuteras forskningsgiltighet och tillförlitlighet i mer detaljer med avseende på den aktuella forskningen. Bryman (2018) och Stukat (2011) påpekade att det är en oerhörd tillgång att ta hänsyn till validitet (giltighet) och reliabilitet (tillförlitlighet).
Söderbom & Ulvenblad (2016) nämner att oavsett vilket mätningsinstrument som används och vem som genomför undersökning skall resultatet vara samma om det skulle testas igen. För att öka reliabilitet (tillförlitlighet) har vi spelat in alla intervjuer med ljud för att säkerställa att insamlade data förvaras och för att undvika feluppfattning i svaren. Dessutom har vi valt att intervjua åtta olika erfarna personer med olika bakgrundsutbildning och som är involverade i projektet för att få högt resultat med reliabilitet. Valet av intervjupersoner är betydelsefullt för undersökningens pålitlighet, (Kylen, 2004). Därmed har alla intervjuade personerna liknande svar, vilket ökar och styrker studiens reliabilitet.
För att öka validitet (giltighet) har vi planerat och förberett i intervjufrågorna förväg för att kunna utnyttja arbetstagarna kunskap och insatser genom projekt. Vid formuleringen av intervjuguiden speglades intervjupersonernas åsikter och tankesätt samt deras erfarenheter av projektet. Genom att intervjupersonerna kan ha frihet att utrycka sig fritt om sina kunskaper samt erfarenheter och följdfrågor kan ställas och frågas kan validiteten stärkas och ökas i en kvalitativ intervju, (Bryman , 2018).
7
3 Upphandling och arbetsmiljö på bygget
I följande avsnitt kommer en beskrivning hur de olika entreprenadformerna kan se ut för entreprenörerna och dess ersättningsmodeller. En beskrivning om drifttid och icke värdeskapande tid för montörer. Hur arbetsmiljön i byggbranschen ser ut för montörerna i dagsläget. En genomgång om vilka arbetsrelaterade skador och olyckor som kan uppstå vid installationer av VS, ventilation, sprinkler och EL kommer redovisas.
3.1 Entreprenadform
3.1.1 Entreprenadformer och ersättningsmodeller
I Sverige finns två grundläggande entreprenadformer, totalentreprenad och
utförandeentreprenad. Entreprenadformernas namn har ingen juridisk betydelse. Det är de bestämmelser som parterna avtalat om tillsammans med de individuella föreskrifter, det vill säga vad parterna kommit överens om i det specifika fallet, som avgör vad som gäller mellan parterna (Andreason & Öggesjö, 2017). De finns två olika avtalsformer som används vid upphandling av de olika entreprenadformerna. AB 04 (Allmänna Bestämmelser) används vid byggnads-, anläggnings- och installationsentreprenader på utförandeentreprenad, det vill säga då beställaren svarar för projektering och entreprenören för utförande. Standardbestämmelserna kan användas både vid delad entreprenad och generalentreprenad (Byggherrarna, 2019). ABT 06 (Allmänna Bestämmelser för totalentreprenader) användas vid byggnads-, anläggnings- och installationsarbeten som utförs på totalentreprenad, dvs då entreprenören svarar för projektering och utförande. Standardbestämmelserna kan användas både vid delad entreprenad och generalentreprenad (Ibid).
Från entreprenadformerna ska särskiljas upphandlingsformer. Upphandlingsformen reglerar antalet entreprenörer som ska upphandlas och dess förhållande till varandra. Det finns i Sverige två grundläggande upphandlingsformer, delad entreprenad och generalentreprenad. Precis som i entreprenadformerna finns ett flertal olika varianter och kombinationer av upphandlingsformerna (Andreason & Öggesjö, 2017). I en delad entreprenad står entreprenörerna i direkt avtalsförhållande med beställaren. Beställaren måste från varje delentreprenad sammanställa förfrågningsunderlag, infordra, pröva anbud och har även enligt lag ansvar för samordningen (Andersson, et al., 2015). Vid en generalentreprenad sammanställs alltså endast ett förfrågningsunderlag för utförandet av entreprenaden. Beställaren har således endast ett entreprenadavtal och en samarbetspartner. Sådana entreprenader upphandlas normalt i konkurrens mellan olika entreprenörer (Andersson, et al., 2015). Beställarens kontroll är i allra högsta grad begränsad, då denne enbart har kontakt med generalentreprenören. Om beställaren vill ha särskild kontroll över vissa moment, kan så ske genom upphandlande av sidoentreprenörer vilka får ansvara för just dessa delar (Nyström, 2016).
Valet av ersättningsform är en viktig del som påverkar upphandlingen. Extra viktigt är valet i projekt med osäkerhet, tid- samt resurs kritiska förhållanden (Fredriksson & Larsson, 2017). De vanligaste är fast pris och löpande räkning. Avtalen finns i flera olika utförande och ansvaret samt de ekonomiska riskerna fördelas olika beroende på ersättningsmodell.
8
Vid fast pris kommer köpare och säljare redan initialt överens om slutpriset innan kontraktet skrivs. Ersättningsformen möjliggör en enkel jämförelse mellan olika anbud och främjar därmed konkurrensutsättning. En fördel för beställaren är att entreprenören tar risken för oväntade händelser eller ineffektivt arbete som kan påverka kostnaden i projektet. Löpande räkning innebär att entreprenören får betalt i efterhand, oftast per månad, för arbetena som utförts i projektet. Traditionellt sett har löpande räkning ett inslag av fast pris genom ett entreprenörsarvode (Fredriksson & Larsson, 2017). Kommer parterna överens om att ersättning ska utgå efter löpanderäkningsprincipen men också om att ersättningen inte ska överskrida ett visst belopp kallas detta löpande räkning med takpris. Tanken är att beställaren ska känna särskild trygghet, eftersom han bara behöver betala vad bygget verkligen kostat men ändå inte behöver befara att ett visst belopp överskrids (Liman, 2008).
3.2 Montering av installationer
3.2.1 Drifttid och totaltid
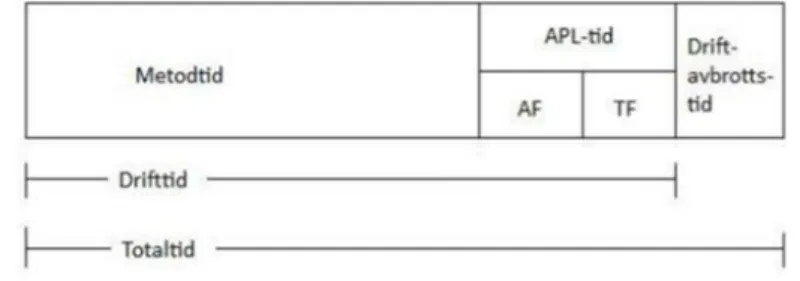
Under en arbetsdag utför montörerna ett flertal sysslor som inte tillhör ren produktion, dessa sysslor kallas delmoment och behöver has i åtanke vid beräkningar av hur tiden fördelas under ett arbetsmoment. Enligt (Révai, 2012) har montörerna olika tidsbegrepp för de olika delmoment som ett arbetsmoment består av. Tidsbegreppen för tiderna är följande:
❖ Metodtid ❖ APL -tid ❖ Drifttid
❖ Driftavbrottstid ❖ Totaltid
Metodtiden är den tid det tar att genomföra ett arbetsmoment. I denna tid ingår till exempel montering, förflyttning av material, bearbetning, spikning, mätning och märkning. Till metodtiden hänförs också nödvändig tid för att vänta på varandra i ett arbetslag (Révai, 2012)
Arbetsplatstillskottstid (APL-tid) är tiden för arbetsplanering samt den sammanlagda tiden för
väntan, hinder, störningar och avbrott upp till en timmeDessutom hänförs hit tid för samtal om
arbetet, återhämtning och dylikt. APL-tidernas förekomst och storlek varierar bland annat med arbetsplatsens organisation, gångavstånd till bodar, störningar i materialförsörjning, väderstörningar och hur arbetstiden utnyttjas (Révai, 2012).
Drifttid är summan av metodtiden och APL-tiden. Vid kalkylering och planering är det drifttiden man utgår ifrån. Det innebär alltså att enhetstider i dessa sammanhang som används är driftenhetstid (Révai, 2012).
Driftavbrottstid är den tid för avbrott under produktion som överskrider en timme. Vid ett avbrott som varar 80 minuter betraktas 20 minuter som driftavbrottstid. Resterande 60 minuter tillhör APL-tiden och ingår således i drifttiden och följaktligen i driftenhetstiden.
9
Totaltiden för ett arbete är all den tidsåtgång som är hänförbar till ett visst arbete. Det innebär att såväl produktiv som improduktiv tid ingår utan åtskillnad i tidsangivelse (Révai, 2012). För att får fram tiden som en aktivitet tar använder sig byggbranschen av enhetstider, med enhetstid menas driftenhetstid. Vilket är drifttiden dividerad med den teoretiska mängden från en ritning för en arbetsuppgift. Enhetstiden anger den tid som det tar för en eller flera personer att utföra en mängdenhet. Vilken mängdenhet som de ska använda sig av beror på vad som är lämpligt i det specifika fallet. Ska det läggas golv används persontimmar per kvadratmeter
(ptim/m2) medan armering traditionellt anges i (ptim/kg). Eftersom enhetstider är ett uppskattat
medeltal är det viktigt att följa upp resultatet efteråt. Ett företag som jobbar med enhetstider och följer resultatet under lång tid kan med god säkerhet få fram en realistisk tid (Révai, 2012). I figur 1 redovisas hur ett arbetsmoment analyseras med hjälp av de olika tidsbegreppen. Drifttiden divideras sedan med den teoretiska mängden som arbetsmoment innehåller.
Figur 1 visar hur ett arbetsmoment analyseras ( Pettersson, 2011)
3.3 Arbetsmiljön i byggbranschen
Byggbranschen anmäler fler arbetsolyckor med sjukfrånvaro än genomsnittet för samtliga branscher. Byggbranschen har i jämförelse med många andra branscher även en betydligt mer fysiskt påfrestande arbetsmiljö. Det handlar då bland annat om tunga lyft, buller och vibrationer (Arbetsmiljöverket, 2015)(b). Det har visat sig att de yrkesarbetare som arbetar i byggbranschen mer än genomsnittet för samtliga näringsgrenar, uppger att de upplever luftföroreningar, kyla, buller, vibrationer och vriden arbetsställning i sitt arbete (Arbetsmiljöverket, 2015)(b). Den enskilt vanligaste orsaken till arbetsolyckor i byggverksamhet är förlorad kontroll över handverktyg vilket motsvarade 18 procent av olyckorna år 2015 (Berglund, et al., 2017). En fysisk överbelastning är vanligt förekommande. De motsvarar cirka 16 procent av olyckorna som sker. Dessa olyckor ska inte förväxlas med belastningsfaktorer som beror på långvarig felaktig fysisk belastning och klassas som arbetssjukdom (Berglund, et al., 2017). Närmare 60 procent av alla anmälda arbetssjukdomar beror på så kallad belastningsfaktorer, såsom tunga lyft, dåliga arbetsställningar och långvarigt ensidigt arbete (Berglund, et al., 2017). För att byggföretag ska kunna vara socialt ansvarsfulla måste de implementera en ledningsstruktur som tar hänsyn till hållbarhetsfrågor, arbetsmiljö och säkerhet. De måste även ta hänsyn till relationerna med leverantörer och med de omgivande samhällena (Berglund, et al., 2017).
10
3.4 Arbetsmiljöskador
3.4.1 Ergonomi på arbetsplatsen
Ordet ergonomi kommer från de grekiska orden Ergon – arbete och Nomos – lag. Det syftar till samspelet mellan människans arbetsuppgifter och den omgivande miljön (Landstinget, 2012). Det är välkänt från äldre basal forskning inom ergonomiområdet att utformningen av arbeten, arbetsplatser och arbetsställningar påverkar människors möjligheter att utföra sina arbetsuppgifter med precision eller snabbhet (Brännmark, et al., 2012). Brister i ergonomin när samspelet mellan människan och arbetsmiljön inte fungerar innebär risker för arbetstagaren. Tunga lyft, ensidigt upprepat arbete, starkt styrt arbete samt dåliga synförhållanden är exempel på sådana risker (Arbetsmiljöupplysningen, u.å).
En god kroppshållning kännetecknas av att det råder balans mellan muskelgrupperna för kroppens fram - och baksida samt mellan höger och vänster kroppshalva (Landstinget, 2012). Många skador uppkommer eller förvärras när kroppen belastas fel. En felaktig lyftteknik, ensidigt arbete, dålig utrustning och felaktigt utformade arbetsplatser är bara några faktorer som kan orsaka problem (Landstinget, 2012). Risken för besvär ökar vid arbete i kraftigt böjda, sträckta eller vridna arbetsställningar. Leder i kroppen som belastas när de är maximalt böjda eller sträckta är mer utsatta för att bli skadade (Arbetsmiljöverket, 2018). Arbete över axelhöjd är påfrestande för nacke, skuldror, axlar, armar och rygg. Vid till exempel montering av rör, dragning av el och montering av ventilation hålls armar och händer ovanför axlarna utan stöd (Arbetsmiljöverket, 2015)(a). Arbete som sker med armarna över axelhöjd och huvudet bakåtböjt belastar muskulaturen i axelleden (rotatorcuffen) och nackens leder och muskler. Det ger en hög risk för nackbesvär och/eller skuldertendiniter till exempel i supraspinatusmuskeln och långa bicepssenan om arbetet pågår under en längre tid (EIC, 2011). Arbetsgivaren är skyldig att bedriva systematiskt arbetsmiljöarbete, det vill säga att ständigt undersöka arbetsmiljön för att se vilka risker som finns. Därefter ska riskerna åtgärdas (Arbetsmiljöupplysningen, u.å).
3.4.2 Kvartsdamm i luften
Kvartsdamm är ett arbetsmiljöproblem som kan leda till allvarliga konsekvenser för de utsatta arbetstagarna. De sjukdomar som uppstår vid en hög exponering av kvartsdamm är framförallt silikos och lungcancer (Persson & Lövstedt, 2019). Bilning, slipning och borrning är exempel på arbetsmoment som skapar en dammig arbetsmiljö på byggarbetsplatser. När dessa arbetsmoment utförs på kvartshaltiga material så kommer dammet innehålla respirabla kvartspartiklar (Ibid).
Kvarts är ett kristallint mineral som ingår i våra vanligaste bergarter granit och gnejs (Arbetsmiljöverket, 2015)(c). Damm som innehåller kvartspartiklar är en hälsofara och kan finnas på många arbetsplatser. Kvartsdamm som andats in kan ge upphov till sjukdomar som silikos som är en obotlig lungsjukdom. (Arbetsmiljöverket, 2015)(c). Det farliga dammet är osynligt för ögat och farligt damm kan därför uppfattas som ofarlig luft (Orsén & Bengts, 2019). Vid inandning kan respirabla partiklar tränga ända ner i lungblåsorna. Partiklar som avsätts i
11
lungblåsorna kapslas in leder till inflammation och ärrbildning i lungvävnaden. Det vill säga silikos (stendammslunga), som är en obotlig sjukdom (Antonsson & Sahlberg, 2019).
Risken för att få en sjukdom på grund av kvartsdamm beror på hur ofta och hur mycket kvartsdamm en människa utsätts för (Orsén & Bengts, 2019).Det tar lång tid innan silikos uppträder. Därför är det viktigt att skydda sig mot dammet redan från början (Arbetsmiljöverket, 2015)(c). Silikos leder precis som KOL, i ett senare skede till nedsatt lungfunktion och ökad belastning på hjärtkärlsystemet (Antonsson & Sahlberg, 2019). Silikos eller stendammslunga tar lång tid innan det uppträder och är mycket svårt att upptäcka i ett tidigt stadium även på röntgen då kvartspartiklarna är väldigt små (Orsén & Bengts, 2019). Antal dödsfall per år på grund av kvarts (dödsorsak lungcancer och ischemisk hjärtsjukdom) är cirka 116 personer (Andersson, et al., 2019) .
3.4.3 Bullerskador
Allt oönskat ljud kallas för buller. Det kan vara svaga ljud som ”bara” är störande eller starka ljud som är skadliga för hörseln. Känsligheten för buller varierar från person till person. Buller ska i möjligaste mån tas bort. Hörselskydd är en nödlösning. Det vill säga något att ta till i sista hand när alla andra vägar att minska bullret har prövats (Arbetsmiljöupplysningen, u.å). Arbetstagare inom byggindustrin utsätts dagligen för starka bullernivåer och riskerar därför att få en arbetsrelaterad hörselnedsättning (Fagerström & Hämäläinen, 2017). Det som utmärker byggarbetsplatser är att arbetstagaren utsätts för stark bullerexponering. Ofta är bullernivåerna starkare än 85 dB(A) och styrkan kan bli både högre och lägre (Fagerström & Hämäläinen, 2017).
Arbetsrelaterat buller kan påverka arbetsprestationen och därmed vara påfrestande för hörseln (Fagerström & Hämäläinen, 2017). Starkt buller kan påverka arbetstagaren tillfälligt eller ge bestående skador på hörseln. Buller kan också göra arbetstagaren tröttare och mer stressad och göra så att hen arbetar sämre (Arbetsmiljöverket, 2016). Dessutom karaktäriseras buller inom byggindustrin av att vara högst varierande både i tid och i styrka. Vidare visar forskning att hörseln påverkas av bullerexponering redan tidigt i yrkeslivet för arbetare inom branschen (Fagerström & Hämäläinen, 2017). Vid för höga ljud kan de ljudkänsliga hårcellerna i innerörat och nervceller i hörselnerven skadas. Ju högre ljudet är, desto kortare tid behövs för att en skada ska uppstå (Arbetsmiljöverket, 2016).
Hörseln återhämtar sig oftast efter en tid, men om man utsätts för höga ljud på nytt kan det hända att örat inte återhämtar sig. Då finns det risk för en obotlig hörselnedsättning (Arbetsmiljöupplysningen, u.å). Den försämrade hörseln blir då bestående och går inte att bota. Tinnitus innebär att man upplever ljud, fast det inte finns något verkligt ljud. Det kan till exempel vara susningar, ringningar och toner. Tinnitus är ofta en del i en bullerskada, men kan också förekomma i samband med hörselskador som man fått av andra orsaker (Arbetsmiljöverket, 2016).
Man kan också drabbas av att ljuden förvrängs. Även när det tydligt går att höra ljuden, så hör man dem med sämre kvalitet på grund av skadan i örat. En form av förvrängd hörselupplevelse är dubbelhörande. Då kan man uppfatta en ren ton som två toner som tillsammans låter mycket illa (Arbetsmiljöverket, 2016). Om du under längre tid utsätts för buller som är högre än cirka
12
85 dB (A) riskerar du att få en hörselskada. Sådana höga ljud förekommer till exempel vid plåtbearbetning, betongbilning och kapning av trä och metall (Arbetsmiljöverket, 2016). Risken för olyckor ökar i en bullrig miljö. Det blir svårare att höra och korrekt uppfatta tal. Det kan leda till att en muntlig instruktion missförstås, vilket i sin tur kan leda till att en olycka inträffar (Arbetsmiljöverket, 2016).
För att undvika bullerskador behöver arbetsgivaren organisera och sätta in hörselpreventiva åtgärder. Inom hörselvetenskap innebär dessa olika förebyggande åtgärder som bidrar till att förebygga hörselnedsättning orsakad av exponering av buller (Fagerström & Hämäläinen, 2017). Hörselpreventiva åtgärder kan kopplas till både miljö och beteende. De hörselpreventiva åtgärderna i arbetsmiljö handlar om att minska bullernivån eller dämpa buller och därigenom förebygga hörselnedsättningar (Fagerström & Hämäläinen, 2017).
3.4.4 Ögonskador
Vanligt förekommande vid skador i ansiktet är att något främmande föremål hamnar i ögat, vilket är ett resultat av arbete med verktyg där till exempel flisor och spån flyger runt (Afa, 2017). Borrmaskin är ett av de vanligaste olycksverktygen när det gäller maskiner och verktyg (Afa, 2017). Skräp, eller främmande föremål i ögat (också kallat främmande kropp) definieras som ytliga, fastsittande eller genomborrande. Skräp kan vara så mycket, och olika föremål ger olika skador. Damm och småbitar sitter oftast ytligt. Metallflisor i hög hastighet kan tränga djupt in i horn- eller bindhinnan. I värsta fall kan metallflisorna tränga genom dessa hinnor och in i ögat (Halldin, 2013).
Om skräpet inte försvinner av sig själv är det viktigt att låta någon ta bort det. För att förhindra att ärrbildning uppstår på hornhinnan som kan leda till inflammation i eventuella sår på hornhinnan (Halldin, 2013).
Främmande föremål i ögat kan ge följande komplikationer (Halldin, 2013):
❖ Inflammation i hornhinnan (kornea) eller bindhinnan (sklera).
❖ Det främmande föremålet kan lämna ett sår på hornhinnan. När såret läker kan det bildas
ärrvävnad som kan ge synrubbningar.
❖ Om det främmande föremålet har trängt in i själva ögat kan det innebära förhöjd risk
för grå starr, grön starr eller näthinneskada. 3.4.5 Vibrationer från maskiner
Vibrationsskador är den vanligaste arbetssjukdomen för dem som arbetar med handhållna maskiner. Sjukdomen drabbar främst män inom industri- och bygg- och anläggningsverksamhet (Arbetsmiljöverket, 2018). Effekterna av vibrationsskador kan vara kraftiga. För att förhindra dessa från att uppstå, behöver arbete med vibrationer tas hänsyn till och kontrolleras (Böör & Sporrong, 2019). Arbetsgivaren är skyldig att bedöma de riskerna som arbetstagaren kommer att utsättas för så de kan förhindra att skador och olyckor uppstår på grund av vibrationer (Arbetsmiljöverket, 2005). Brister i hur handhållna maskiner sköts och används är grunden till att skador på nerver, leder, muskler och så kallade vita fingrar uppstår. Skadorna kan medföra ett livslångt lidande för den som drabbas (Arbetsmiljöverket, 2018).
13
Arbete med handhållna vibrerande maskiner kan ge upphov till skador på arbetstagaren som utför arbetet. Kroppen utsätts för vibrationer och det är främst händer och armar som blir utsatta (Böör & Sporrong, 2019). Övergående skador innebär att arbete med vibrerande verktyg har tillfällig påverkan på kroppen. Vibrationer påverkar de utsatta kroppsdelarna temperatur-och beröringssinnen, muskel-och nervfunktion, reflexer och cirkulation. Om skadan är övergående försvinner dessa symtom vid exponeringsvila och upphör vanligen efter cirka 15 minuter upp till en timme efter exponeringsvilans start (Böör & Sporrong, 2019). Då vibrationsexponering skett kontinuerligt under längre tid utan tillräckligt exponeringsvila, uppkommer de så kallade bestående skadorna. Bestående skador upphör inte vid exponeringsvila, eftersom vibrationerna redan skadat kärl-och nervssystem till den grad att det inte självläker vid vila (Böör & Sporrong, 2019). Effekter som kan uppstå vid vibrationer där vissa drabbas mer än andra är följande: Hand- och armvibrationer - övergående effekter (Arbetsmiljöverket, 2005):
❖ Köldkänsla ❖ Domningar ❖ Nedsatt känsel ❖ Muskeltrötthet Bestående effekter (Ibid):
❖ Kärlskador (vita fingrar) ❖ Nervskador,
❖ Muskelskador ❖ Ledskador ❖ Skelettskador
Skador på nerver och känselsinne i händer kan uppstå utan att den drabbade själv märker det eller förknippar det med en skada (Arbetsmiljöverket, 2005). Karpaltunnelsyndrom är en typ av nervskada som uppkommer på grund av förträngning av nerver i handlovskanalen. Både vibrationsexponering och ogynnsamma arbetsställningar som arbete med böjd handled kan vara orsaker till att skadorna uppstår (Arbetsmiljöverket, 2005).
14
4 Traditionell montering jämfört med ankarskena
Hur ser arbetsmoment ut med traditionell montering för en montör i dagsläget? Arbetsmomenten för traditionell montering alternativt med ankarskenor kommer att beskrivas i detalj för att få en förståelse för hur de förändras och vilken effekt de har på tiden och arbetsmiljön.
4.1 Arbetsprocessen vid traditionell montering
Arbetsprocessen för en montör kan variera beroende på vilken typ av installationer som ska utföras och hur platsen ser ut där installationen ska äga rum. Installationer sker oftast i höga höjder då de flesta stråken dras ovanför undertaket som ligger på en höjd på 2.3 till 3,2 meter. Flera moment av processerna för installationerna är likartade, vilket gör att en allmän beskrivning stämmer in för de flesta fallen av en utförd installation. Undantag gäller dock för VS då de oftast kapar en skena nere på marken som de borrar upp i taket för att kunna montera sina hållare.
Det första steget i montering är att märka ut med en laser som visas i figur 2 var stråket ska gå i taket. Genom att följa laserns linje kan det första hålet för var hållaren ska sitta märkas ut av montören.
Figur 2 visar en linjelaser PM 2-LG för att märka ut linjer i tak (HILTI, 2017)
Tillverkning av hållaren som visas i figur 3 sker på marken. Hållaren består av en gängstång och en rörklamma.
15
Montören behöver en saxlift som i figur 4 som är en arbetsplattform för en eller flera personer beroende på storleken. Vid smalare utrymmen väljs de mindre storlekarna på grund av platsbrist. Det är oftast trångt att arbeta på en saxlift, vilket medför att det kan uppstå situationer där montörerna får vrida kroppen i onaturliga positioner.
Figur 4 visar en saxlift som används som arbetsplattform (YRC, rental, 2020)
Montörerna hissar upp sig själva med saxliften upp till taket. I liften har de med sig borrmaskin, slagankare, monteringssats för upphäng.
För håltagningen använder sig montörerna av en borrmaskin som visas i figur 5 med en ansluten dammsugare som har en dammbehållare. Tanken är att dammsugaren ska samla in allt kvartsdamm som uppstår vid borrningen av hålet.
Figur 5 visar en borrmaskin med dammsugare och dammbehållare (CalVan, 2020)
Arbetet med borrningen utförs över axelhöjd. Vikten på borrmaskin är 3.3 kg och borret måste forceras in i betongen för att hålet ska bli cirka <40mm djupt. Efter håltagningen sker sedan monteringen av en skruvankare eller slagankare som visas i figur 6.
16
Figur 6 visar en skruvankare (HILTI, 2018) till vänster och en slagankare (Hornbach, 2020) till höger
Skruvankaren dras åt med en mutterknackare som visas i figur 7 och slagankaren slås in för hand med ett sättverktyg för slagankare.
Figur 7 visar en mutterknackare (HILTI, 2020)(b)
17
4.2 Ankarskenan
En föringjuten ankarskena som visas i figur 8 är en produkt som HILTI har utvecklat för att underlätta installationer med hänsyn till tid och arbetsmiljö. Skenan finns i olika längder och bredder beroende på vad beställaren vill ha. En ankarskena har fördelen i förhållande till traditionell montering att hållarna enkelt kan flyttas i sidled vid behov och att varje fästpunkt tål mer last i förhållande till en skruvankare eller slagankare.
Figur 8 visar en HAC30 ankarskena (HILTI, 2015)
4.3 Projektering av ankarskena
Vid projekteringen av skenornas placering är det installationsledarens jobb att ta fram de senaste konstruktionsritningarna, installationshandlingarna och en 3D modell av våningen som ska ritas. I programmet Bluebeam ritas ankarskenorna ut på en ritning för installationer. Ankarskenorna anpassas manuellt för att de ska kunna utnyttjas så bra som möjligt. Skenorna förekommer i tre olika färger för att skilja på de olika längderna. Avståndet är förutbestämt genom en överenskommelse mellan de olika entreprenörerna och är 1800 mm centrum till centrum. En färdigprojekterad bild från vårdbyggnad BY 35 på plan 8 från Malmös sjukhusområde visas i figur 9.
Olika längder på ankarskenor: ❖ Lila 2 meter långa ❖ Röda 3 meter långa ❖ Bruna 6 meter långa
18
Installationsledaren skickar den färdigprojekterade planritningen till de olika installatörerna för granskning. Ritningen justeras sedan av installatörerna vid behov för att sedan skickas tillbaka till installationsledaren. När planritningen är färdig och godkänd skickas den vidare till arbetsledaren för armering. Ritningen används som grundlag vid beställning av ankarskenor till ingjutning. Arbetsledaren tar emot leveransen från leverantören av ankarskenor och placerar ute på fält för utsättningen. ICDS står för utsättningen och monterar skenorna ute på plats enligt ritning.
4.4 Utsättning
Valvformen sätts upp och sedan mäter de in skenorna. De börjar med att mäta in 900 mm från närmaste vägg. Ankarskenorna placeras sedan på ett avstånd av 1800 CC mellan varandra och det fortsätter till nästa vägg där den sista placeras 900 mm från väggen. De utgår från ett schema som visar om skenorna ska ligga åt höger eller vänster och om de ska ligga åt norr, söder, öster eller väster. Skenorna spikas på plats av armerarna för att ligga stadigt på plats. I det sista momentet rullas armeringen ut på skenorna. Arbetsmomenten för en montering och utmätning
på ett normalvalv på 2200m2 med skenor tar cirka 30 timmar att utföra. I tillägg kommer sedan
en rengöring av skenorna där gummiskyddet ska plockas ut och betongrester tas bort maskinellt med en mejselhammare som visas i figur 10. Den processen tar armerarna cirka 50 timmar att
utföra, vilket ger en tidsåtgång för utsättning och rengöring på 0,036h/m2. Utsättningen är inte
ett moment som finns vid traditionell montering utan ett tilläggsmoment som kommer vid användning av ankarskenor.
Figur 10 visar en mejselhammare (Stavdal, 2020)
4.5 Montering med ankarskena
Uppmärkningen börjar med en laser där de mäter ut var linjen ska gå. När det första fästet är uppmärkt kan monteringen av hållaren påbörjas. Vid montering av installationer med ankar skena behövs NSM HAC 30 pendel som består enligt figur 11 av följande delar, vingmutter
19
MQM-M8, gängbult AM8x80 4.6 förzinkad, underlagsbricka 8,4x40x3 A2K Sim.ISO7089 och en sexkantsmutter M8 förzinkad
Figur 11 visar en pendels beståndsdelar (HILTI, 2020)(a)
Vingmuttern placeras i skenan och vrids om för att den ska haka fast i spåren som ligger i skenan. Muttern och brickan skruvas på gängbulten med cirka 1–2 cm fria gängor för att möjliggöra montering. I sista steget skruvas gängbulten in i vingmuttern som figur 12 visar. Muttern dras åt för att hållaren ska sitta stabilt och inte flytta på sig.
20
I figur 13 demonstreras hur en färdigmonterad pendel med hållare kan se ut med ankarskena. Röret kan efterjusteras i både höjd och i sidled vid behov.
21
5 Resultat
I resultat kommer informationen från undersökningarna och intervjuerna presenteras. Ankarskenor påverkar både tiden för monteringen och arbetsmiljön. Redovisningen kommer att bestå av hur lång tid monteringen tar för traditionell montering i förhållande till installation med ankarskena samt hur arbetsmiljön ser ut för en montör vid traditionell montering och med skena.
5.1 Tiden för montering enligt de intervjuade
Tiderna för traditionell montering samt med montering med ankarskenor är baserade på kvalificerade uppskattningar av de ledande montörerna och projektledarna. De är baserade på en kostnadskalkyl om vilka kostnadsbesparingar ankarskenorna kunde bidragit med för projektet. Fästpunkterna är kalkylerade för de fallen där ankarskenorna kan användas. Det är inte baserat på totalt antal fästpunkter per plan. Tiden är endast beräknad för drifttiden och omfattar inte moment som städning, hämta verktyg, hämta material och dylikt.
All de intervjuade var eniga om att de besparingar som görs med ankarskenor i förhållande till traditionell montering är att momenten borrning och montering av skruvankare eller slagankare försvinner. Tidsbesparingarna för de olika yrkena kommer at redovisas nedanför för varje yrkeskategori. Det visade sig att EL-installatörerna inte gjorde några direkta tidsbesparingar vid installation med ankarskena.
Enligt ledande montörer och projektledare för VS, ventilation och sprinkler tar montering för en hållare med den traditionella metoden enligt tabell 2 nedan:
Disciplin Traditionell (sek)
VS 648
Ventilation 60
Sprinkler 180
Tabell 2 visar tiden för installation av en hållare
Enligt ledande montörer och projektledare för VS, ventilation och sprinkler tar installationen för en hållare med ankarskena enligt tabell 3 nedan:
Disciplin Ankarskena (sek)
VS 324
Ventilation 30
Sprinkler 60
22
5.1.1 Tidsmässig skillnad mellan traditionell montering och med ankarskena
Genom att jämföra den traditionella metoden i förhållande till ankarskena kan differensen beräknas i sekunder. Differensen för varje yrkeskategori redovisas i tabell 4 nedan.
Disciplin Traditionell Ankarskena Differens I procent (%)
VS 648 324 324 50
Ventilation 60 30 30 50
Sprinkler 180 60 120 66
Tabell 4 visar differensen mellan traditionell montering och med ankarskena
5.1.2 Tidsbesparingar per plan/våning
För beräkningar av tidsbesparingen för ett plan/våning har vi tagit de antal fästpunkter de intervjuade har redovisat för ett plan och multipliceras fästpunkterna med differensen mellan traditionell montering och med ankarskena. Beräkningar samt den totala besparingen för ett plan/våning redovisas i tabell 5.
Enhet VS Ventilation Sprinkler
Ant. fäst punkter (st) 299 1000 305
Tid (sek) 324 30 120
Besparing per plan (sek) 96 876 30 00 36 600
I timmar (h) 26.91 8,33 10.17
Total besparing (h) 45.41
Tabell 5 visar beräkningar av tidsbesparingen för installationerna och den totala besparingen i timmar
5.1.3 Besparing per m2
En våning på vårdbyggnad BY 35 i norra sjukhusområdet är 3480m2. De tidsmässiga
besparingarna med ankarskenor är 45,41h per våning. Vilket ger en totala tidsmässigt
besparingen för installationerna med ankarskenorna på 0,013 h/m2 enligt beräkning nedan.
45.41ℎ
23
5.2 Arbetsmiljö för traditionell montering
Alla de intervjuade tyckte att arbetsmiljön har förbättrats efter monteringen av ankarskenor. Problemen de hade vid traditionella installationer var följande:
❖ Dålig ergonomi
❖ Inandning av kvartsdamm
❖ Kvartsdamm och partiklari ögonen
❖ Buller ❖ Vibrationer
Byggarbetsmiljösamordnaren för utförande (BAS U) har den mest omfattande redogörelsen om arbetsriskerna vid traditionell montering. De andra intervjuade bekräftade alla genom sina intervjuer att det BAS U påstår är relevant och riktigt. Enligt BAS U påstår han att ett av problem med förankring utan ankarskenor är att allt jobb sker ovanför axelhöjd, vilket ger dåliga ergonomiska förutsättningar för montören.
Nackdelen med att jobba uppåt är att montören får lägga mycket kraft på att lyfta borrmaskinen och pressa den upp mot taket samtidigt under borrningen. Det finns även en stor risk att de prickar armeringsjärn under borrningen och får då borra samma fästpunkt flertalet gånger tills det går vägen. Under borrningen utsätts montören för vibrationer och upprepade repetitioner av ett moment som ger vibrationer kan leda till arbetsskador. Montörerna jobbar uppåt mot ett tak vilket medför att när de tittat upp mot borret så finns det risk att det faller ner damm i ögonen även om det finns en monterad dammsugare på borrmaskinen. Dammbehållaren måste ses över regelbundet så den inte blir full och kvartsdammet faller ner på montören.
Det förekommer även att det faller ner betongbitar och metallflisor mot ögonen. Olyckor har inträffat där montören har behövt skölja ur ögonen eller uppsöka vård för att plocka ut föremålet från ögat. Montörerna använder sig av de vanliga skyddsglasögonen som är kravet på byggarbetsplatsen. De ger inte ett fullständigt skydd utan lämpar sig bättre för arbete som sker mellan axel och knähöjd. Montörerna sätter sedan i en skruvankare i hålet där det behöver använda en mutterknackare för att dra åt muttern, vilket innebär att det blir mer arbete över axelhöjd och de blir utsatta för mer vibrationer. Det är runt 300 borrhål bara för VS montörerna per våning vilket bidrar till att det blir repetitioner av arbetsmomenten och ökade risker för skador vid varje monterad hållare.
5.3 Arbetsmiljö med ankarskenan och vid utsättning
Vid montering av ankarskena har de flesta momenten försvunnit vilket innebär att det inte blir någon borrning eller användning av mutterknackare. Det är bara en kort period som montören behöver arbeta med händerna över axlarna. Pendeln är mycket lättare att hålla så det medför inte någon större belastning för ryggen eller nacken när den monteras. Vid utsättningen av ankarskenorna på valvformen så finns det en risk att snubbla över skenorna när de är fastspikade. När armerarna maskinellt rengör skenorna eller dras loss gummiskyddet finns det risk att de får kvartsdamm eller/och partiklar i ögonen. De jobbar även över axelhöjd med en tung maskin som kan ge vibrations- och belastningsskador.
24
5.4 Behöver kompletteras vid användning av ankarskenor
5.4.1 EL installationer och mänskliga faktorn
EL-installatörerna kalkylerade att deras tidsbesparing i bästa fall var 5–10%. De kunde inte uppge hur många fästpunkter de hade för varje plan då deras stråk kunde förändras under montering. El sa att det var svårt att använda ankarskenorna då avstånden mellan dem inte var direkt anpassade för dem, vilket innebar att de oftast inte kunde utnyttja ankarskenorna vid montering. EL har en annorlunda arbetsprocess för installationer i förhållande till de andra och vilken typ av installation de gör påverkar arbetsprocessen. El påpekade att deras tidsmässiga vinster var mer i form att de kunde komma igång snabbare med arbetet eftersom de är sist på plats och måste invänta de andra montörerna. Det finns ett övergripande problem med att montörerna ej använder sig av ankarskenorna, dels lägger de inte märke till dem dels kör de på och använder sig av traditionell metod av ren rutin. Det är en process att få montörerna att frångå sina rutiner och anpassa deras hållare för att skenorna ska utnyttjas till fullo på de platser som är bra anpassade för rören.
5.4.2 Ingjutningsprocessen
Vid utsättningen av skenorna på valvformen spikas de fast i formen, från skenorna sticker det ut en ingjutningshylsa som kan utgöra en risk att armerarna trillar och skadar sig.
Enligt arbetsledaren för armering får de problem med att det finns en halvmåne vid vissa skarvar på grund av att de använder sig Peri skydeck vid gjutningen. Månen gör att ankarskenorna blir förhöjd en 5-7mm och betong läcker in. Läckaget ger då efterarbete i form av att skenorna måste rengöras från betongen. Vid rengöringen och när skyddet av skumgummi dras bort så utsätts armerarna för arbete ovanför axelhöjd, kvartsdamm, vibrationer och fallande material som kan träffa ögat. Montörerna påpekade också att upp till hälften av gångerna träffar de spik eller att de får rengöra skenan innan de kan fästa hållaren. Det tar bort besparingarna av tiden vilket gör att syftet går förlorat med skenan med hänsyn till tid. När hållaren monteras och den ej är tillräckligt rengjord blir fästena sneda och rören kan då inte installeras utan rengöring.
5.4.3 Avstånd, placering och stick
Det har visat sig att avståndet mellan skenor utgör ett problem för montörerna då olika installationer har olika krav på längden mellan upphäng för stråken. El vill ha längre avstånd mellan skenorna medan VS vill ha mindre avstånd mellan skenorna. De olika montörerna har också åsikter om var skenorna ska placeras. Det är viktigt att få placeringen rätt annars kan skenorna inte användas. Det är en utmaning för projektörerna då gjutningen av stommen ofta ligger långt före själva projekteringen av rörstråket på våningen. Många av stråken har så kallade stick från huvudledningen. Det kan till exempel vara rör som går i sidled utifrån ledningen för montering av sprinklerhuvud i form av rör till sprinklerhuvud. Huvudledningarna går igenom de långa korridorer och skenorna är placerade efter stråkets riktning. Skenorna kan ej användas vid de här sticken, vilket innebär att alla stick måste borras för hand vid montering av hållare.
25
5.5 Förslag till förbättringar för användning av ankarskenor
Alla nya metoder har sina utmaningar när de implementeras på arbetsplatsen. Även ankarskenorna har detaljer som behöver förbättras enligt brukarna. Från intervjuer med arbetare som använder dem eller är involverade har följande förslag kommit fram om hur ankarskenorna kan förbättras med hänsyn till tid och arbetsmiljö.
Enligt ledande montör för VS: På de stråken där det hänger mycket rör bör avstånden ses över, projektörerna måste vara uppmärksamma på vad där ligger.
Enligt arbetsledare för armering: Skenorna skulle varit lika höga som distanserna för armeringen. Då skulle de kunna användas som distanser under gjutningen. Armeringen hade då pressat ner skenan på valvformen. Skenorna spikas på plats vilket kan ses som en nackdel, skenorna hade suttit bättre om de hade skruvats på plats.
Skenorna spikas på plats vilket kan ses som en nackdel, skenorna hade suttit bättre om de hade skruvats på plats.
Enligt BAS U: Momentet som inte har tittats på är när det väl är gjutet ska skumgummilisten som sitter i tas bort, så bör man finna ett smidigare sätt att göra det på.
När den dras kommer mycket betongvatten ett tunt betongskikt på en millimeter som spjälkas loss när den dras bort leder till att det kommer mycket smuts på golvet eller armeraren som drar bort det. Använda sig av heltäckande skyddsglasögonen av typen goggles, vilket skulle reducera risken för damm och partiklar i ögat vid borrning och rengöring av ankarskena. Enligt VS montör: Vill ha mer anpassade avstånd, de har svårt att använde 1800 CC då många av deras fäste ligger på kortare avstånd.
26
6 Analys
I det här avsnitten kommer vi att analysera den empiriska data vi samlat in från våra intervjuer. Tiden för montörerna har reducerats för alla yrkesgrupper förutom EL. Det visar sig att sprinkler har mest att vinna på monteringen av ankarskena, då de får en reducering på 66% av tiden för montering. VS och ventilation får en minskning på 50% vardera för tidsåtgången vid
montering. Den totala besparingen för montering med ankarskena blir 0.78 min/m2 för alla
yrkesgrupper. Utsättningen och rengöringen av ankarskenorna är tilläggsmoment som inte utförs vid traditionell montering. Utsättningen bidrar då negativt till tidsbesparing med
ankarskena. Den totala tiden för utsättningen och rengöringen är 2.16 min/m2.
Differensen mellan den totala besparingen och utsättning samt rengöring redovisas i tabell 6.
Utsättning (min/m2) Montering (min/m2) Differens
2.16 0.78 1.38
Tabell 6 visar differensen mellan utsättning och besparingen med ankarskena
På grund av att utsättningen och rengöringen är ett tidsförödande moment för monteringen med ankarskena kommer den insparade tiden för monteringen ”ätas upp” vid utsättningen och
rengöringen. Det visar sig att det blir en förlust i tidsåtgången med på 1.38 min/m2 för montering
med ankarskena i förhållande till traditionell montering.
Arbetsmiljön förbättras för montörerna av installationerna genom att de slipper borrning och montering av skruvankare/slagankare. Momentet med kapning av skena försvinner för VS installatörerna, vilket medför att det blir mindre tid för att hämta skenor och att de är mindre material som måste lagerhållas nere på arbetsplatsen i nybygget. De behöver inte arbeta mer än någon minut ovanför axelhöjd och med mycket mindre belastning på kroppen. Momenten som bidrar till buller, vibrationer, partiklar i ögat, och dålig ergonomi försvinner helt vid monteringen.
För armerarna uppstår några nya risker i form av att ramla över skenorna, vibrationer, partiklar i ögonen och riken för kvartsdamm i ögon och mun. Resultatet visar att arbetsmiljön blir bättre för montörerna med att några av riskerna som montörerna utsätts för flyttas till armerarna istället.
EL-installatörerna vinner på att de kan få tillgång till arbetsplatsen snabbare än vid traditionell montering, det blir en teoretisk tidsvinst för deras del då de oftast är sist på plats när det gäller installationer. De försöker att utnyttja skenorna när det är möjligt, men på grund av att deras avstånd mellan fästpunkterna är längre än avståndet för två skenor går det oftast inte.
Det finns många avvikelser för montering med ankarskena. Det visar sig att många av dessa avvikelser bidrar till att monteringen med ankarskena inte alltid kan ske även om det finns en skena upphängd på plats. Det leder till att montörerna måste använda sig av båda arbetsmetoder