Institutionen för Innovation, Design och Produktutveckling
En serie exklusiva
plastglas
Examensarbete,
produktdesign – formgivning KPP 106
15 hp, grundnivå 300
Produkt‐ och processutveckling
Högskoleingenjörsprog
rammet Innovat
ion och produktdesign
Piotr Okeli
Rapportkod: IDPPOPEXC:08:12 Uppdragsgivare: AB Mälarplast Handledare (företag): Peter Wall Handledare (högskola): Ragnar Tengstrand Examinator: Rolf LövgrenSammanfattning
Detta examensarbete är baserat på ett uppdrag från AB Mälarplast, en plasttillverkare i Eskilstuna, med syftet att designa en serie med tre olika glastyper. Ett vin‐, champagne‐ och grogglas skulle ges förslag på, som alla innehöll en gemensam nämnare som kopplade de alla glastyperna. Uppdragsgivaren hade redan före arbetet skapa kontakt med en kund som importerade en glasserie från Nya Zeeland. På grund av att den långa transportvägen innebär en hög kostnad försöker Mälarplast ta över den utländska leverantörens plats, och därigenom kunna erbjuda ett bättre pris. Examensarbetet är ett stöd för tillverkningen som kommer starta innan årets slut. Arbetet kom att baseras på en bakgrundsundersökning av vinkultur, materiallära och produktionsteknik för att sedan genom olika verktyg och modeller komma fram till en konkurrenskraftig lösning för AB Mälarplasts situation. De nämnda verktygen behandlar följande områden: marknad, kvalitet och design för att nå fram till ett koncept som uppfyller kraven från uppdragsgivaren och lämpar sig bäst enligt egna observationer. Materialalternativen och ekonomiska faktorer beskrivs i arbetet men behandlas inte djupgående eftersom de av AB Mälarplast redan fastsällts och därmed mer eller mindre lämnats låsta för mig. Dessutom var begränsningar nödvändiga och dessa delar fick stå utanför. Större fokus lades istället på det som uppdragsgivaren bad om hjälp med, dvs. designen, och basera detta på en vetenskaplig grund genom olika designrelaterade verktyg som lärts ut på Mälardalens högskola. Det har varit viktigt att inte lägga fram ogrundade förslag när man som designer kontra VD haft olika syn på vad som bör prioriteras: försäljning genom design eller högre intäkter genom ekonomistyrning. Uppdragsgivaren granskade det slutgiltiga förslaget i form av en fysisk modell av typen vinglas, då denna är huvudprodukten. Därefter resulterade den slutliga designen i en CAD‐fil. Detta är grunden till framtida produktion av glasserien.Förord
Härmed vill jag tacka Ragnar Tengstrand som möjliggjort att jag fått privilegiet att få arbeta med ett intressant och roligt projekt. Peter Wall vill jag tacka för ett gott samarbete och entusiasm. Bengt Erik Gustavsson och Nils‐Gunnar Lindh vill jag tacka för hjälpen med modelltillverkningen och CAD‐ritningarna. Jag vill även tacka alla intervjupersoner, enkätdeltagare och andra som på ett eller annat sätt bidragit till att arbetet blivit roligt och lyckat. Tack! Eskilstuna, maj 2008 Piotr OkeliInnehållsförteckning
Sammanfattning ... 2 Förord ... 3 Innehållsförteckning ... 4 1 Inledning ... 6 1.1 Bakgrund ... 6 2 Syfte och mål ... 7 3 Projektdirektiv ... 7 3.1 Marknad ... 7 3.1.1 Dimension ... 7 3.1.2 Tyngd ... 7 3.1.3 Innovation, klassicism och tidlöshet ... 8 3.1.4 Breddning av serie ... 8 3.1.5 Diskvänlig ... 8 3.1.6 Okrossbar ... 8 3.2 Produktionsteknik ... 9 3.2.1 Släppvinkel ... 9 3.2.2 Söm... 9 3.2.3 Delning ... 9 3.2.4 Sammanfogning ... 9 3.2.5 Insprutning färg ... 9 3.2.6 Godsansamling ... 9 3.2.7 Verktyg ... 10 3.2.8 Material ... 10 4 Problemformulering ... 11 4.1 Kravspecifikation ... 12 5 Projektavgränsningar ... 13 5.1 Behandlade områden... 13 6 Teoretisk bakgrund och lösningsmetodik ... 14 6.1 Teoretisk bakgrund ... 14 6.1.1 Vinkultur ... 14 6.1.2 Materiallära ... 14 6.1.3 Produktionsteknik ... 18 6.2 Lösningsmetodik ... 21 6.2.1 Designprocessen och produktutvecklingens faser ... 21 7 Tillämpad lösningsmetodik ... 23 7.1 Marknadsundersökning ... 23 7.1.1 Befintliga produkter ... 24 7.2 Målgruppsanalys ... 26 7.3 Critical‐to‐quality ... 27 7.3.1 CTQ‐träd ... 28 7.4 Funktionsanalys ... 297.5 Idéframtagning ... 30 7.5.1 Inspirationer ... 30 7.5.2 Idégenerering ... 31 7.6 Enkätundersökning ... 33 7.7 Semiotik ... 35 7.7.1 Semantisk analys ... 35 7.7.2 Semiotisk syntes ... 36 7.8 Konceptutvärdering ... 37 7.8.1 Pughs matris ... 38 7.9 Konceptanalys ... 40 7.10 Konceptbeslut ... 40 7.11 Konceptförbättring ... 41 7.11.1 Pughs matris – omgång 2 ... 42 7.12 Quality Function Deployment ... 43 7.12.1 Konkurrenter ... 45 7.13 SWOT‐analys ... 46 7.14 Failure Mode Effect Analysis ... 47 7.14.1 Kommentar ... 47 8 Resultat ... 49 8.1 Konstruktion av vinglas ... 50 8.2 Konstruktion av champagneglas ... 51 8.3 Konstruktion av ölglas ... 52 8.4 CAD‐bild av glasserie... 53 8.5 Modell av vinglas ... 54 8.6 Rendering av glasserie ... 55 9 Analys ... 58 10 Slutsatser och rekommendationer ... 59 11 Referens ... 60 12 Bildreferens ... 62 13 Bilagor ... 63 13.1 Bilaga 1 – Registreringsdokument för examensarbete ... 63 13.2 Bilaga 2 – Enkät med intervjufrågor ... 64 13.3 Bilaga 3 – Ritningsunderlag för vinglas ... 65 13.4 Bilaga 4 – Ritningsunderlag för champagneglas ... 66 13.5 Bilaga 5 – Ritningsunderlag för ölglas ... 67 13.6 Bilaga 6 – Enkätsammanställning ... 68
1 Inledning
Denna rapport, En serie exklusiva plastglas, har utförts av mig, Piotr Okeli, under våren 2008 som en grund för tillverkningen av uppdragsgivarens tillverkning av en ny serie plastglas. AB Mälarplast är i detta fall företaget som är initiativtagaren för projektet. Kontaktpersonen under arbetets gång har varit Peter Wall, VD på AB Mälarplast, som har väglett mitt arbete inom området tillverkning. Ragnar Tengstrand har agerat handledare och blivit konsulterad av mig i designfrågor. Hur projektet påbörjades och under vilka förhållanden det utfördes beskrivs enligt följande.1.1 Bakgrund
VD på AB Mälarplast, Peter Wall, kontaktade Ragnar Tengstrand och meddelat att han haft ett lämpligt projekt för ett examensjobb. Några dagar efter detta frågade jag Ragnar om hjälp med att hitta något lämpligt och intressant projekt att jobba med. Svårigheten med att hitta ett exjobb var att de flesta företagen erbjöd konstruktionsinriktade projekt medan jag sökte något mera formgivningsbetonat. Efter all formalia avklarats förklarade VD Peter Wall situation: en distributör i Eskilstuna köper och importerar en serie av tre dricksglas av plast från en tillverkare i Nya Zeeland. Denna Distributör vill kunna köpa dessa glas mera lokalt för att spara på transportkostnader. Affärsidén är alltså att ta över den nuvarande leverantörens plats genom att erbjuda en serie plastglas av samma höga kvalitet men billigare (delvis pga. kortare transportsträcka). Förutom att detta skapar många fördelar för distributören som lägre kostnad, snabbare leverans, bättre kommunikation mm., ska jag dessutom skapa ett mervärde genom utformningen. Många begränsningar lades fram redan under första mötet vilka redovisas senare i rapporten. Vid de flesta begränsningar fanns alternativ vilket gjorde att det mesta var möjligt, dock fanns ingen åtgärd som inte följdes av en kompromiss. Avvägningen berodde på uppdragsgivarens direktiv och tycke, projektets uppsatta syfte och mål och andra anledningar. Dock var den huvudsakliga begränsningen hur tillverkningen rent praktiskt skulle gå till väga.2 Syfte och mål
Arbetet ska resultera i en produktserie av tre olika glastyper som går att tillverka i plast. De tre glastyperna består av ett champagneglas, ett vinglas och ett grogg‐ /ölglas. Dessa ska sedan tillverkas och säljas till ett redan utvalt företag men även till andra framtida kunder. Syftet är såvida att utnyttja kunskapen ur industridesign, dvs. de olika verktygen som brukas för produktutveckling, för att skapa en bestående produkt med hög efterfråga på den svenska marknaden. Delmålet i denna resa blir alltså att genom detta arbete skapa ett underlag i form av en CAD‐fil. Detta blir då uppdragsgivarens utgångspunkt för vidare realisering av huvudmålet.3 Projektdirektiv
De begränsningar och instruktioner som erhållits av uppdragsgivaren förmedlades alla muntligt vid möten vid AB Mälarplast. Huvudkravet var att det skulle vara en serie på tre dricksglas av typerna vin, champagne och öl. Direktiven gavs dels med hänseende till marknadens förväntningar och dels till de befintliga tillverkningsmöjligheterna som fanns inom företaget.3.1 Marknad
3.1.1 Dimension De tre glasen ska kunna placeras i en flytande hållare av plast för bruk i pool, Pool Mate (se figur 1). Därför är fotens diameter bestämd i viss utsträckning men kan variera något. Höjden på glasen varierar sinsemellan men får inte överskrida champagneglasets höjd då locket på Pool Mate riskerar att slå emot överdelen på glaset. Då inte n exemplar av någon Pool Mate fanns tillgänglig togs måtten utifrån de befintliga glasen (se figur 1) som importerats från Nya Zeeland. ågot 3.1.2 Tyngd Glasen som utgicks ifrån ägde en tyngd som är sällsynt bland plastglas, vilket gjorde att de inte bara såg ut att vara gjorda av glas men hade samma känsla när man tog i dem. Det är först när man slår på plastglaset som ljudet avslöjar att det Figur 1. Strahls produktserie med Poolmateär plast. Samma massiva känsla skulle erhållas ur detta projekt. Detta skulle vara en av de viktigaste egenskaperna som gjorde glasen exklusiva. 3.1.3 Innovation, klassicism och tidlöshet Uppdragsgivaren önskade inte ha någon kopia på konkurrenternas produkter utan en ny produkt som skulle vara iögonfallande. Något nytt eller ovanligt samtidigt som det är estetiskt tilltalande skulle bakas in i designen. Dock får inte formgivningen avvika för mycket från den klassiska föreställningen av servisglas för kundens igenkännande. Summering av dessa två aspekter skapar en ”tidlös” design som ska överträffa de föregående skaparnas formgivning av dagens plastglas. 3.1.4 Breddning av serie En större möjlighet för försäljning ska kunna skapas genom att billigt kunna skapa en variation i produktserien, utan att behöva köpa till nya verktyg vid sidan av de som krävs för grundutföringen. Detta för att erbjuda kunden större valmöjlighet. 3.1.5 Diskvänlig Ett krav som är standard bland de flesta bestick och servisglas är möjligheten att maskindiska och diska enkelt för hand. Detta gäller även för produkterna i detta projekt. 3.1.6 Okrossbar Designen på de resulterande glasen ska överträffa de av konkurrentens föregångare, som tål att tappas i golvet utan att spricka, och det gäller även hållbarheten.
3.2 Produktionsteknik
AB Mälarplast använder plastsprutningsmaskiner av tillverkaren Engel, som likt andra plastsprutningsmaskiner kräver en släppvinkel för att kunna få loss det tillverkade stycket från verktyget. 3.2.1 Släppvinkel Ett verktyg får inte täckas av gods i alla leder (x, y, z) utan maximalt två. Den tredje leden används för att verktyget ska kunna återgå till startpositionen och frigöra den färdigproducerade varan. 3.2.2 Söm Vid tillverkning av en detalj med konkav yta krävs att de två verktygsdelarna möts vid den högsta punkten för att uppfylla kraven för släppvinkel. Efter denna process uppstår ett spår efter skarven av de två mötande verktygen, en så kallad söm. Detta spår kan enkelt upptäckas på t.ex. PET‐flaskor. Åtgärden för att undertrycka detta spår är en efterbearbetning i form av slipning, alternativt att dölja det med ett mönster som är inbakat i verktyget och uppstår under formsprutningsprocessen. 3.2.3 Delning Det billigaste och i första läget mest intressanta sättet att tillverka glasen är genom att kunna få fram en färdig produkt genom endast ett moment. All extra bearbetning betyder extra mantimmar och därför extra kostnad. Vid vissa utformningar krävs en delning för att uppfylla kraven för släppvinkel. Detta blir dyrare att tillverka men kan öka kvaliteten. 3.2.4 Sammanfogning Om en produkt behöver tillverkas i två separata delar krävs det att de fogas samman. Denna fog ska gå problemfritt och ska kunna maskeras utifrån designen. 3.2.5 Insprutning färg Vid behov finns det en möjlighet att kombinera två färger i en och samma detalj men under en separat process. 3.2.6 Godsansamling En massiv detalj ger stabilitet men allt för tjock godsansamling höjer kostnaden då ledtiden ökar exponentiellt med godstjockleken. Det är önskvärt att få en optimal tjocklek som uppfyller kraven för stabilitet och samtidigt går snabbt att tillverka. Vidare finns ett fenomen som gör att en krympning förekommer underkylningen vid tjockare delar av detaljen. Detta kan skapa ovälkomna effekter men kan samtidigt utnyttjas för att skapa en önskad form. 3.2.7 Verktyg Då det krävs en investering i inköpta verktyg vill man hålla dessa i så låg kvantitet som möjligt. Vid tre olika produkter är det ultimata att ha ett verktyg för varje detalj. Om detaljerna består av flera komponenter ska det tillkommande verktyget kunna användas till andra detaljer för att spara på verktygskostnader. 3.2.8 Material Inledningsvis hade uppdragsgivaren redan bestämt vilket material som kommer att användas under tillverkningen. Preliminärt är Polykarbonat planerat för projektet. Eventuell ändring sker efter examensarbetets slut.
4 Problemformulering
För att konstruktivt kunna nå ett resultat behöver man först definiera tydliga problemformuleringar. Utmaningen i detta fall är att komma fram till en design för en produktserie plastglas. Detta kan tyckas vara vagt och därför behövs en tydligare formulering som lättare kan mätas. Det förenklar även om man delar upp problemen i olika punkter. Nedan följer en generell problemdefinition uppdelat i fyra punkter: • Skapa en design som går att tillverka med tillgänglig teknik. Produkten ska formges så att det går att tillverka med AB Mälarplasts befintliga maskinpark. • Inte slösa resurser på det som inte efterfrågas av marknaden dvs. slopa det som inte ger mervärde. En marknadsundersökning ska lägga grunden för vad som anses vara av mervärde hos kunden. • Skapa en serie där de enskilda produkterna känns igen. De tre designen förenas genom en gemensam nämnare. • Skapa en formgivning som uppfattas som ny. Marknadsundersökningen och en analys av referensprodukten ska vara utgångspunkt för detta. Ett annorlunda utseende är målet. En mera specifik och kategoriskt sorterad beskrivning av krav och önskemål finns listat under 4.1 Kravspecifikationen och 3.1 Direktiv. Kravspecifikationen är en numrerad lista med förbestämda rubriker för områden där olika krav ska uppfyllas. Direktiven är däremot muntliga instruktioner direkt från uppdragsgivaren VD på AB Mälarplast.4.1 Kravspecifikation
1. Marknadsbedömning 1.1 Glasserien riktas mot den nordeuropeiska marknaden inom områden: husvagnsbutiker, båtrelaterade affärer och catering. 1.2 Legotillverkning enligt efterfrågan. 1.3 Tillverkning beräknas starta innan årets slut. 1.4 Glasens dimensioner ska motsvara den av en befintlig produkt, Pool Mate, som dessa glas ska rymmas i. 1.5 Olika färgkombinationer som tillval ska kunna erbjudas till kunden. 2. Produktkrav 2.1 Glasen ska vara attraktiva och exklusiva i sin utformning. 2.2 Glasen ska vara innovativa. 2.3 Glasen ska vara okrossbara. 2.4 Glasen ska inte avslöja några spår efter tillverkning i form av sömmar. 2.5 Glasen ska kännas som vanliga glas av konventionellt material. 2.6 Materialet måste enligt svensk lag vara livsmedelsgodkänd och märkas med erforderlig symbol. 3. Service och reservdelar 3.1 Vid förfrågningar om glasen tas kontakt via e‐post eller telefon. 3.2 Reservdelar erbjuds inte. Allmän reklamationsrätt gäller istället. 4. Dokumentation 4.1 Tillverkningsunderlag kommer finnas i form av CAD‐ritningar. 4.2 Glasen ska förses med tillverkningsdatum och aktuell materialsymbol. 5. Packning och emballage 5.1 Leveransmängd enligt standardkvantitet i storleken sex glas per paket. 5.2 Gods fraktas i kartong. 6. Återvinning 6.1 100% av produktens material kommer vara återvinningsbart.5 Projektavgränsningar
Tiden är den viktigaste resursen som man måste beakta för att få ett godkänt resultat. För att få tiden att räcka var det viktigt att begränsa sig till vissa områden och aspekter. En tydlig avgränsning hjälper att hålla arbetet inom det väsentliga och förhindrar tidsspill på annat.5.1 Behandlade områden
För att arbetet inte ska bli för omfattande och rymmas i den förutsedda tidsramen har fokus i arbetet lagts på följande områden (med efterföljande motivering till valet): 9 Kultur – en kortfattad summering av relevant och användbar information om vanor och seder inom vinkulturen som ska stärka förståelsen bakom de konventionella vinglasens utformning. 9 Tillverkningsteknik – kunskap om tillverkningsteknik inom formsprutning ska ge en klar förståelse för hur processer går till väga och på så sätt kan underlätta för nya tankegångar inom detta område. 9 Materiallära – grundläggande vetskap om det aktuella arbetsämnet, Polykarbonat, ska ge en mera gedigen grund och trovärdighet för arbetet samtidigt som det är en viktig referens. 9 Marknad – forskning kring marknad och målgrupp bygger grunden på all beslutsfattning vad gäller design och produktutveckling och ska återge en positiv respons vid försäljning. 9 Kvalitet – kvalitet ska knyta samman alla områden och bekräfta dess lämplighet utifrån marknaden synsätt men även med hänseende till övriga aspekt. 9 Design – design är den röda tråden som löper genom hela arbetet och ska knyta samman estetik med teknik och form med funktion.6 Teoretisk bakgrund och lösningsmetodik
6.1 Teoretisk bakgrund
Nedan beskrivs vilken referensram som utgåtts från och vilka metoder som används för att lösa problemformuleringen. 6.1.1 Vinkultur Den vinkultur som härskar idag har en lång tradition bakom sig och står gärna fast vid sitt konservativa levnadssätt. Som de flesta specialområden har även vinälskare sitt fackspråk med mycket hämtat från Frankrike och det överklassamhälle som fanns förr. Än idag har vinkulturen en viss tendens att verka märkvärdig och lite snobbig pga. vinets höga priser, de obegripliga termerna och annat. Kunskapen kring vin är omfattande vilket gör att jag håller mig till vinglasets roll i det hela, vilket är det väsentliga. Glasen finns i olika utformningar men i regel är vinglas kortare och bredare än champagneglas. Dock finns inga exakta bestämmelser vad gäller mått för dessa. Det kan skilja mycket mellan tillverkare. Det mesta utgår från designerns smak och tycke. Det finns dock ett sk. ISO‐glas som används vid vinprovning. För glasen generellt finns det ungefärliga beskrivningar för kupans volym. Utformningen på glasen påverkar vinets doftupplevelse och syresättning. En vinprovare observerar först vinet, där han/hon tittar på kulör, fyllnad och annat. Lukten beaktas därefter och slutligen smaken. Glasen är transparenta för att man ska kunna se vinets fyllnad och hur det flyter längs väggarna i kupan för att avgöra dess karaktär. Det kan då vara störande att ett vinglas är mönstrat eftersom man då inte har fri sikt. Kupan ska vara avsmalnad upptill för att samla in all den arom som lämnar vinet och koncentrera doften vid överkanten av glaset. Det gör det också lättare att behålla innehållet då man snurrar glaset som vinprovare ofta gör. Anledningen till champagneglass är smalare är för att förhindra kolsyran att försvinna för snabbt. 6.1.2 Materiallära Vilket material som skulle användas var inte ett alternativ för mig utan bestämdes redan i förväg av uppdragsgivaren. Dock anses materialvalet vara en fundamental del av tillverkningen vilket motiverar dess plats i rapporten. Materialvalet kan man säga vara det första steget i en produkts liv. Detta första beslut kommer sedan vara en avgörande faktor för produktens fysiska form och prisklass. Således kontrollerades VD:s ställningstagande för att antingen bekräfta eller argumentera emot det.Termoplast Termoplaster blir plastiska när deras linjära eller förgrenade polymerer mjuknar eller smälter vid uppvärmning. Efter nerkylning stelnar dessa igen. Pga. dess svaga molekylära bindningar räcker en uppvärmning för att få termoplasterna att mjukna eller smälta. Det är vid det plastiska eller smälta tillståndet som man utnyttjar materialet egenskaper och bearbetar det till den önskade utformningen. Vid arbete med termoplaster innebär inte en kassation en total förlust då man kan smula ner det på nytt och återanvända det i princip oändligt många gånger. (Strömvall, 2002) Till skillnad från härdplaster, som är den andra stora gruppen i plastfamiljen, reagerar termoplaster inte kemiskt under formningen genom värmning och härdning utan fysikaliskt. Vid höga temperatur, 350 – 450 oC, sönderdelas härdplasten genom att kedjorna bryts ned. Materialet är därefter förstört (Sörelius, 1973). Härdplaster får sin slutliga form efter härdningen och är för industritillverkning obrukbara efter det. Dessa egenskaper och deras olika sätt att reagera på temperaturförändringar utgör vilken typ av plast som användas för olika ändamål. Generellt används härdplaster för utsatta miljöer där kemikalie‐ och/el‐resistens behövs. Termoplaster är lämpliga då det inte finns så höga krav på tidigare nämnda resistans. I gruppen, termoplast, finner man en rad olika plaster med skilda egenskaper. Det som är gemensamt för dem alla är de fördelar de erbjuder som kostnadseffektiv produktion, ökat energiutnyttjande, förbättrade produktfunktioner, minskade kostnader etc. (Strömvall, 2002) Amorfa termoplaster Kedjemolekylerna hos amorfa termoplaster är helt slumpmässigt ordnade vilket ger effekten att deras mellanmolekylära krafter är relativt låga. Vid uppvärmning ökar molekylaktiviteten i materialet vilket resulterar i att plasten mjuknar för att sedan övergå till en flytande fas (Strömvall, 2002). Till amorfa termoplaster hör bl.a. den aktuella plasten polykarbonat (PC) som uppdragsgivaren valt att tillverka glasen i. ”Glasomvandlingstemperaturen, Tg, är den temperatur vad vilken en amorf polymer övergår från ett hårt och styvt (glas) till ett gummiliknande tillstånd” (Strömvall, 2002). Vid denna temperatur förändras plastens egenskaper. Det är alltså detta fenomen som man utnyttjar inom produktion för att skapa en önskad form på en detalj.
Karbonatplast
Materialet har Tg ca 150 oC och smälttemperatur på Tm 220 oC. Plasten kan inte användas kontinuerligt i vatten varmare än 60 oC. Transparensen ligger på 89% ljusgenomsläpplighet med en svagt gulaktig nyans. Karbonatplast har goda isolatoriska egenskaper men innehar en sämre resistans mot kemikalier. Krympningsbenägenheten är låg jämfört med andra termoplaster. Vad som gör karbonatplasten unik är dess styvhet, hållfasthet och slagseghet. Termoplaster är i övrigt ofta spröda (Strömvall, 2002). Kemikaliska svagheter Som tidigare nämnts är den anmärkningsvärda nackdelen med karbonatplast dess låga resistanskraft mot olika kemikalier. Dessutom släpper dessa plaster igenom soljus men absorberar dess UV‐strålning, vilket medför att materialet gulnar och blir spröd med tiden (Edshammar, 2002). När man talar om resistans hos plaster syftar man på ett materials kemikaliska beständighet mot olika ämnen. Resistansen beror bland annat på hur starka molekylbindningarna är hos plasten (Sörelius, 1973). Vid kontakt med ett ämne som plasten inte är resistent mot försvagas bindningarna och en reaktion följer. Karbonatplast sväller i kontakt med bensen och aceton, och löses upp i metylenklorid, kloroform, trikloreten och andra klorerade lösningsmedel (Edshammar, 2002). Nedan följer en lista angående karbonatens resistans. God resistens – kan utsättas för kontinuerligt och under en längre tid • Svaga syror • Alifatiska kolväten • Paraffin • Alkoholer • Animaliska och vegetabiliska oljor och fetter Begränsad resistens – bör undvikas i denna miljö • Oxiderande syror • Baser • Ammoniak • Metanol • Aromatiska och klorerade kolväten
Användningsoråden för polykarbonat Man kan se polykarbonatplast säljas under namnen ”Makrolon” och ”Lexan” med en försäljningsslogan som ”okrossbar plast”. Nedan följer en rad olika områden som plasten används i, där man känner igen behovet av genomskinlighet och hållfasthet: • Maskinskydd • Skyddshjälmar • Flygplansfönster • CD‐skivor • Flaskor • Hushållsgods • Strömbrytarskåp, mm. Som tidigare nämnts bör inte karbonatplast utsättas för varmt vatten över 60 o C. Effekten på materialet blir att den bryts ned och blir spröd. Trots detta kan hushållsgods numera maskindiskas oändligt många gånger utan att påverkas avsevärt (Edshammar, 2002).
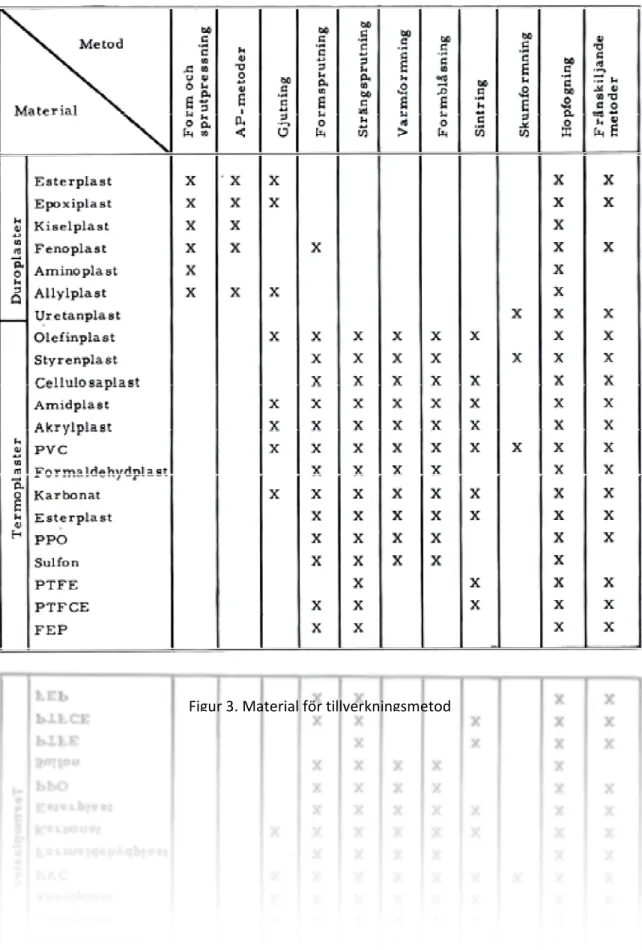
6.1.3 Produktionsteknik Formsprutning Med tiden har formsprutningen blivit den vanligaste tillverkningsmetoden för detaljer av plast. Detta gäller i synnerhet termoplaster (Persson, 1968). Innan plastmaterialet kan användas i formsprutningsmaskinen måste den smulas ner till pulver eller granulat vilket i detta sammanhang man kallar för sprutmassan. Denna massa matas in i en elektriskt uppvärmd cylinder genom en tratt. I cylindern värms smältan upp och mjuknar. Under denna process sker plastificeringen i materialet vilket tillåter formningen. Sedan sprutas det plastificerade materialet med stor kraft av en kolv in i en metallform. I formen kyls plasten ner och får den önskade avgjutningen. Formverktyget som plastdetaljen sitter i öppnas upp och matas ut för att förslutas på nytt och göra plats för nästa detalj. Ekonomiska faktorer Beroende på volym som ska produceras väljer man verktygsformar av olika material men främst stål och aluminium. Beslutet görs främst med ekonomiska motiveringar. Stålverktygen är generellt sett dyrare men har längre livslängd. Detta gör att man helst väljer aluminium för mindre produktionsserier och stål för större volymer där ingångskostnaden är högre men lönar sig i längden. Materialval Vilket material som väljs för tillverkningen av den avsedda produkten beror på materialets egenskaper som påverkar varans utseende och slutliga egenskaper. Hur materialet reagerar under formsprutningsprocessen beror på vilken typ man valt. Några av egenskaper som skiljer sig mellan materialen är: formkrympning, formfyllnadsförmåga, infärgning mm. Variationen kan vara omfattande och är därför viktig att beakta (Persson, 1968). Figur 2. Formsprutningsprocess
Nedan finns möjliga materialalternativ för olika tillverkningstekniker (se figur 3).
Formverktygets konstruktion För lyckad produktion krävs ett formverktyg av anpassat kvalitet till rimligt pris. Plastmaterialen är ofta lättflytande och kräver därför hög precision hos verktygen. Följande punkter tas hänsyn till: • Seriestorleken – för att bestämma vilket verktygsmaterial som är ekonomiskt mest gynnsamt. • Intagets placering – för att minimera materialspill, för att formen ska fyllas på bästa sätt, och för att dölja efterblivande märken. • Delningsplanets placering – av funktionella och visuella skäl. • Utstötarnas placering – för att detaljen ska kunna stötas ut ur formen problemfritt. • Kylkanalernas placering och dimensionering – för att materialet ska stelna rätt, undvika oönskade inre spänningar, och för optimal produktion (Persson, 1968). Kostnader Tillverkningskostnaderna av produkter av termoplast är beroende av materialets pris, seriestorleken och formverktygets komplicitet. Formverktygens pris varierar mellan några tusen kronor och hundratusentals kronor (Persson, 1968). I detta projekt uppskattas formverktyget att ligga mellan 50 000kr och 80 000kr. Toleranser Måttoleranser är beroende av fabrikens maskinpark och formverktyg lika mycket som materialvalet. För att nå önskat resultat måste formkrympning och efterkrympning räknas med och betänkas redan under formgivningens inledande skede. Med de flesta termoplasterna kan man uppnå en mycket hög ytkvalitet men detta under förutsättning att rätt kompetens finns tillgänglig (Persson, 1968).
6.2 Lösningsmetodik
6.2.1 Designprocessen och produktutvecklingens faser Tillvägagångssättet i detta arbete kommer stödja sig på de två följande modellerna som är inriktade på design och produktutveckling. Designprocessen Designprocessen är en modell som riktar sig mot designarbete inom produktutveckling. Modellen är en del av hela organisationens utvecklingsprocess. Målet är att kunna dra nytta av designkunskapen och integrera den i produktutvecklingens arbetsgång. På så sätt ska man kunna föra samman form och funktion och skapa en kreativ lösning. Figur 4. Designprocessen Utgångspunkt Den miljö och kultur man lever i påverkas man av. Det samma gäller för design där man kan se hur formgivningen utvecklas i takt med den kulturen som den omges av. Kulturella skillnader inom design bör tas hänsyn till. Inriktar man sig på en utländsk marknad är det desto mera relevant. Vilka resurser och tidsbegränsningar man har kommer styra arbetsgången. Användarstudier En korrekt bild av vilken målgrupp som man siktar in sig på är en fördel för att projektet ska lyckas. Det görs genom omvärldsstudier, intervjuer mm. Koncept och visualisering Olika koncept genereras för att sedan testas och presenteras. Här utnyttjar man marknads‐ och produktionskompetenser. Man söker kreativa lösningar som samtidigt grundar sig på den kunskap man fått ut ur användarstudier. Utvärdering och konceptval Presenterade koncept utvärderas genom ett verktyg där man prioriterar olika aspekter och poängsätter dem. Koncepten kan jämföras med varandra eller mot en referensprodukt. De valda koncepten arbetar man sedan vidare med för att förbättra dem.Justering och genomförande Slutliga förändringar görs för att sedan påbörja tillverkningen när alla osäkerheter är avklarade. Uppföljning och utvärdering Utvärdering av produktionen görs med syftet att effektivisera framtida projekt. Användartester utförs för att sedan dra nytta i marknadsföringen. I detta projekt kommer de fyra första stegen behandlas, då det inte finns resurser för att täcka samtliga. Dessa punkter är samlade under rubriken Ansats och metod med beskrivningar i detalj (SVID, 2008). Produktutvecklingens faser Med en motsvarande modell till designprocessen, med en produktutvecklingsaspekt, ser vi ett liknande upplägg. Förstudie‐, initieringsfas En grundlig forskning som framtida arbete kommer stödja sig på utförs. Här tar man hjälp av en kravspecifikation för att tillgodose produkten med alla tekniska krav. Förberedande fas Figur 5. Produktutvecklingsfaser I denna fas skapar man idéer, utvärderar dem, analyserar och söker principlösningar. Alla modeller som bidrar till utvecklingen av dessa koncept hör även hit t.ex. QFD, FMEA mm. Huvudfas Under denna fas anskaffas ritningsunderlag, tillverkningsmetoder fastställs, verktyg och maskiner köps in, personal utbildas och erforderliga åtgärder mot leverantör och marknad görs. Detta projekt kommer arbeta med dessa punkter men där de sista, produktion och avveckling, enbart kommer angå företaget i fråga.
7 Tillämpad lösningsmetodik
Utifrån vad som kommits fram till i 6.2 Lösningsmetodik kommer nu detta strukturupplägg följas och konkretiseras.7.1 Marknadsundersökning
För att få en bild av vad som finns på världsmarknaden men framförallt på den svenska har internet varit en tillgång för att söka upp olika typer av produkter med olika tankar bakom dem. Dessutom har flera lokala butiker besökts för att se vad som erbjuds där. Det intressanta i dessa observationer har varit formspråket i alla dessa olika modeller. Bilden på vad som anses som rimligt blir tydlig. Det är av vikt att produkten man försöker lägga ut på marknaden inte verkar för speciell i sin utformning. Varan man säljer måste kunna associeras av kunden till det syfte det är menat för. Man har alltid en egen uppfattning hur olika saker ska se ut trots att dessa har olika utseenden. Som produktutvecklare bör man sträva en s efter att hålla sig inom denna gräns s.k. Current Product Sign (CPS). CPS är de tecken som gör att produkten är det d är. Utan dessa vitala tecken skulle den inte vara igenkännbar. Samtidigt som en skapelse ska hålla sig inom dessa gränser med dessa tecken involverade ska den helst röra sig på gränsen för att skapa något nytt och innovera. CPS är inte en statisk gräns utan rör sig med tiden. Man talar då om trender. Man förstår tydligare vad CPS är om man tänker tillbaka på en modern produkt och hur dess arketyp såg ut dvs. ursprungsmodellen (Thies, 2005). De flesta förändringar åstadkoms inte över en natt utan snarare genom små successiva förbättringar som slagit igenom inom marknaden sk. inkrementella innovationer. Då vinindustrin är konservativ och följer långa traditioner är det inte mycket som förändras på marknaden. Champagne och vin förknippas med fina middagar och ses därför som något exklusivt. Nya produkter på marknaden som svävar ut något i sin design görs ofta med eleganta detaljer. Eftersom marknaden är relativt statisk så gör detta att även de minsta detaljerna faller i ögat. Den semiotiska syntaxen, dvs. jämförelsen med liknande produkter, gör då att glasen ter sig mindre traditionell, exklusiv och istället billig och oseriös. Ölkultur har en lite mera folklig attityd där det kan tillåtas mera frihet och detta ser man på de olika formerna på glasen som finns idag. I vissa fall ser ölglas suspekt likt vinglas Figur 6. Current Product Signmedan andra modeller rör sig mera åt formen av vanliga vattenglas. Detta vill då inte säga att ölglas bara består av en enda modell. De flesta vin‐ och champagneglas med något nytt har ofta fått ett mönster. Då det är svårt att direkt avgöra vad som är nytt och inte har förändringar som väcker uppmärksamhet, har detta varit en motivation till påståendet. Nya former ger snabbt ett radikalt intryck inom den traditionella dricksklassmarknaden på grund av dess traditionella natur. Därför är de flesta designers inom detta område relativt diskreta i sin formsättning. 7.1.1 Befintliga produkter Nedan följer ett par kollektioner av servisglas av det finare slaget. De är attraktiva på marknaden och välkända. Den stora variationen av modeller i en och samma serie demonstrerar vinvärldens komplexitet. Att kartlägga alla typer av glas vore allt för omfattande för detta projekt, därför har beslutet tagits att koncentrera sig på ett vinglas som kan uppfattas som allround. Figur 7. Kosta Boda, Line‐kollektion Figur 8. Kosta Boda, Château‐kollektion
Figur 12. Riedel, Tyrol‐kollektion Figur 10. Riedel, Vitis‐kollektion Figur 9. Riedel, Sommeliers‐kollektion Figur 11. Riedel, Vinum‐kollektion
7.2 Målgruppsanalys
Att gör en målgruppsanalys syftar till att identifiera krav från de som ska använda produkterna. Informationen som fås fram kommer sedan bli drivande inom designbesluten. Det finns många metoder för hur man kan gå tillväga för att uppnå detta. Några av dem är enkäter, intervjuer, observation och dagbok (Ottersten & Berndtsson, 2002). I detta projekt har metoderna varit enkätundersökningar och enkla intervjuer som gett information om hur designen ska dirigeras. Flera utgångspunkter ger en bättre förståelse för hur målgruppen vill ha sin produkt, därför tillkom en kvalitetsanalys i form av ett CTQ‐träd längre fram. Att identifiera målgruppen från grund och botten var i detta fall inte nödvändigt. En redan utsedd sådan har sökts fram av det företaget som AB Mälarplast avser att leverera de resulterande glasen ur detta projekt till. Vad man kan göra är att finna ytterligare målgrupper som skulle kunna tänkas. Befintliga målgrupper • Båtägare • Husvagnsägare • Cateringföretag Potentiella målgrupper • Funktionshindrade • Flygbolag • Nattklubbar De befintliga sektorerna har nytta av plastglasens förmåga att tåla stötar, i synnerhet båt‐ och husvagnsbranschen. Man skulle kunna utöka försäljningen genom att inrikta sig på sektorer som skulle kunna ta nytta av okrossbara glas, så som gruppboende för funktionshindrade till exempel. Flygbolag serverar redan drycker i plast under sina turer, men ett mera exklusivt glas för första klass‐ resenärer skulle kanske kunna vara aktuellt.7.3 Criticaltoquality
Critical To Quality (CTQ) är ett verktyg taget ur Six Sigma‐läran och syftar till att identifiera vad som av kunden anses som kvalitet. Eftersom tillverkaren och kunden ser detta ur olika perspektiv måste tillverkare kunna skapa sig en bild av vad kunden vill ha, för att kunna tillgoda se dennes krav och behov. I Six Sigma‐läran mäter man variationerna inom ett företags produkter och processer. För att identifiera vilka faktorer som är kritiska för kvaliteten delar man upp begreppet i tre mindre: kritiskt för kund, kritiskt för process, och kritiskt för realisering. Vad som är kritiskt för kunden tar man reda på genom intervjuer, enkäter, analyser av reklamationer och andra felanmälningar. Processens kritiska moment får man fråga produktionsingenjörer, anställda som jobbar med processen eller granska mätningar och andra relevanta dokument. Kritiskt för realisering tas fram genom att bekanta sig med gällande lagar, interna såväl som externa riktlinjer och standarder (Magnusson, Kroslid, Bergman, 2003). En undersökning för att ta reda på vad en köpare av glas egentligen uppfattar som kvalitet har gjorts. Detta gjordes genom enskilda intervjuer med 20 deltagare. Fler än så behövdes inte då man redan hann få en mättnad dvs. där alla svar i princip blev de samma. Vid en kvalitativ undersökning som denna finns det inget syfte med att fortsätta när man nått den punkt då endast upprepningar uppstår. Man talar då om att man nått en mättnad. Figur 13. CTQ7.3.1 CTQträd Nedan följer ett CTQ‐träd som visar vilka faktorer som påverkar kunden från att bli nöjd med sina glas och uppfatta det som högkvalitativt. Figur 14. CTQ‐träd
7.4 Funktionsanalys
För att bättre kunna se vad man kan göra på en produkt utan att minska dess användbarhet är det bra att göra en funktionsanalys, där huvudfunktion först identifieras för att sedan delas in i delfunktioner. Detta är ett verktyg för att lösa problem där man kan hitta sätt att lösa en uppgift på ett alternativt sätt. Man finner att vissa funktioner är låsta medan andra har flera lösningar. Funktionsträdet beskriver ”varför” uppåt och ”hur” neråt. Figur 15. Funktionsanalys7.5 Idéframtagning
Idéer har tagits fram genom att skåda liknande befintliga produkter, produkter ur andra områden, naturen och annat. Genom dessa inspirationskällor har idéer tagits fram, visualiserats genom skissering och sedan jobbats vidare på. Skisseringen vid idégenering inom formgivningen kan betraktas som en visuell brainstorming där idéer matas ut ohämmat. 7.5.1 Inspirationer Figur 18. Inspiration7.5.2 Idégenerering har fokus lagts på vin och champagnetyperna då dessa har sen är relativt enkla i sin raka design och därför kommer ts gång började jag arbeta med champagneformen men slutligen lades all energi åt att formge vinglaset. Detta pga. uppdragsgivaren senare påpekat att den var Vid skisseringen av olika glas mest komplex form. Groggla den att anpassas efter samma koncept som kommer utvecklas för vin‐ och champagneglas. Under skissarbete högst prioriterad eftersom störst efterfråga fanns på den modellen hos kunderna. Detta gjorde att vinglaset blev riktlinje för de resterande glasens utformning. Figur 17. Koncept 1‐7 Figur 18. Koncept 8‐13
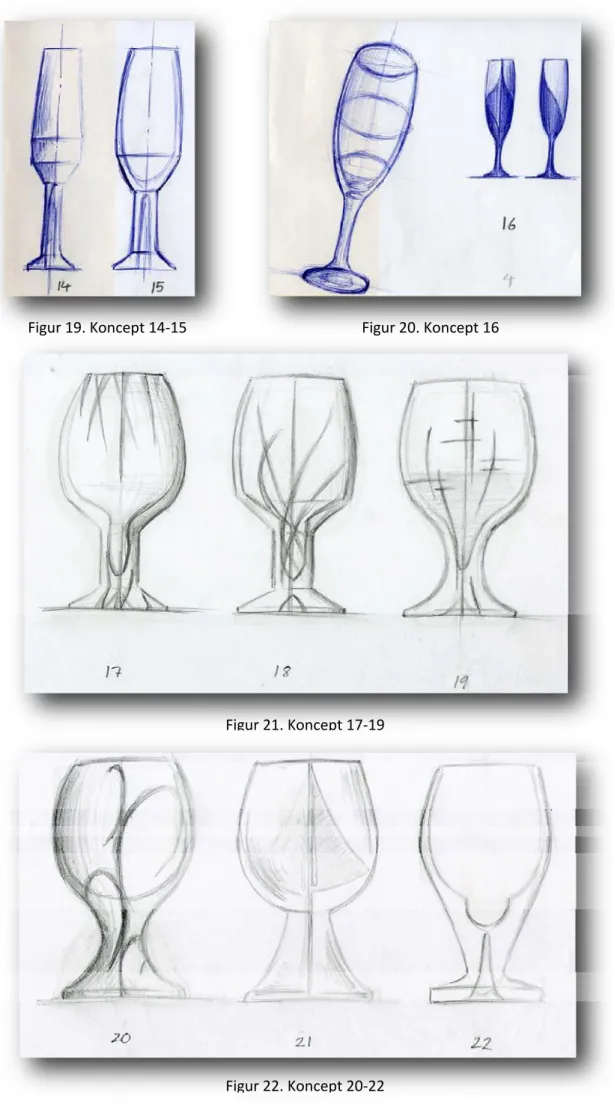
Figur 19. Koncept 14‐15 Figur 20. Koncept 16
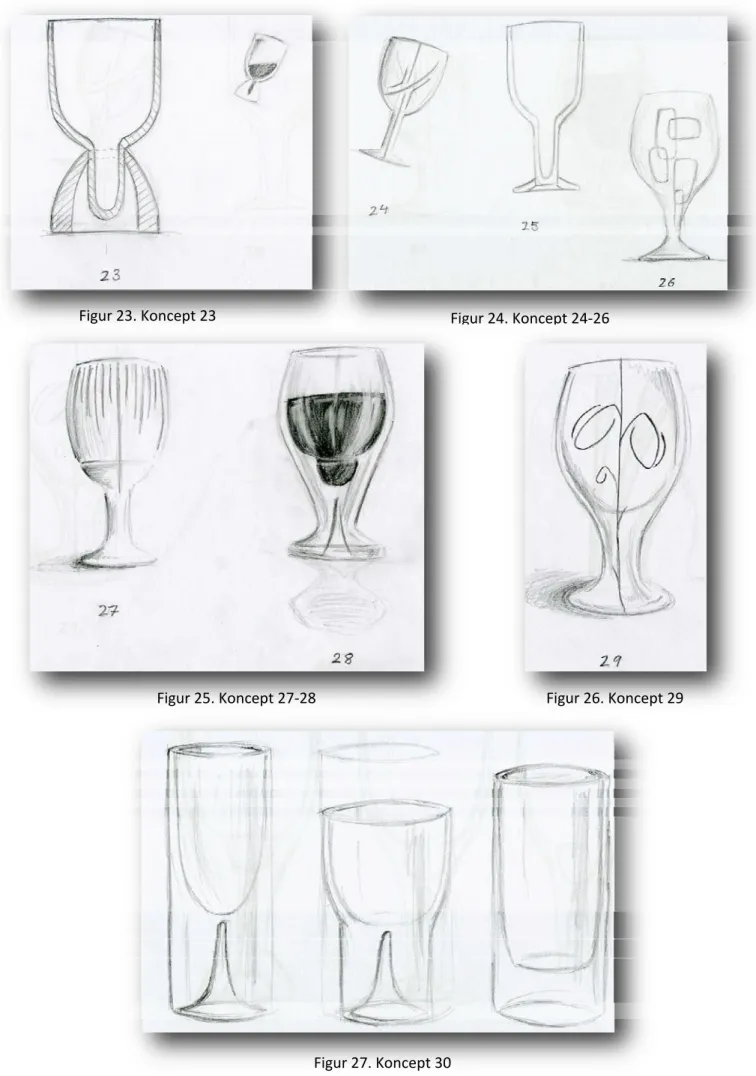
Figur 23. Koncept 23 Figur 24. Koncept 24‐26
Figur 25. Koncept 27‐28 Figur 26. Koncept 29
7.6 Enkätundersökning
För att få en uppfattning av hur marknaden föreställer sig attraktiva glas har en enkätundersökning genomförts där 29 olika skisser presenterats. Ett obegränsat antal modeller fick väljas ut. Ca. tre modeller valdes ut per person. Deltagarna av undersökningen överrenstämde med den valda målgruppen vad gällde ålder. Syftet med detta test var att få en mera objektiv uppfattning om glasens estetiska element. Tyvärr är detta svårt att åstadkomma i praktiken då man får en rad människors subjektiva uppfattningar. Trots detta ger testet en viktig indikation på vad som är önskvärt hos kunderna. Den vågrätta axeln är konceptförlagen och den lodrätta är antal poäng som varje koncept tilldelades. De mörka pelarna symboliserar männens poängsättning och de ljusa är kvinnors. Koncept 30 gjordes efter enkätundersökningen och är således inte presenterad i den. 0 2 4 6 8 10 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29P
o
äng
Koncept
12 14 16Enkätundersökning
Figur 28. Enkätundersökning7.7 Semiotik
Produktsemiotik är läran om tecken där man kan dela upp ett objekt utifrån olika aspekter för att analysera hur dessa kommunicerar med användaren och dess omgivning. Därefter har man ett underlag som förenklar att sända ut önskade signaler genom en produkt, må det vara känslor, uppmaningar eller annat. Semiotik i sig är läran om kommunikation med tecken av sorten språkliga ord, ljudsignaler och bilder (Westerholm & Åström, 2002). I detta fall är det de bildliga tecknen som är intressanta. 7.7.1 Semantisk analys Nedan följer en semantisk analys som gjorts på den befintliga glasserien som detta projekts resultat ska ersätta. Syftet är att förstå hur produktens tecken kommunicerar med omvärlden. Det finns fyra aspekter som denna analys delas in i: uppmana, beskriva, uttrycka, identifiera. Då inte hela serien finns tillgänglig görs analysen utifrån ölglaset och champagneglaset. Uppmana Champagneglas har i regel ett gediget skaft med en diameter som ser ut att passa mellan fingrarna vilket gör att man gärna ta tag i skaftet och provar. Detta är ett indexalt tecken som utnyttjar kroppens storlek för att anpassa produkten efter den. Man greppar skaftet på glaset för att den ser stabil ut. Bålen i detta fall har en bredd som också skulle tänkas passa i en hand, men materialets tunnhet tyder på att den är bräcklig upptill vilket leder bort handen. Även ölglaset ger en uppmaning till att ta i den och lyfta. Eftersom glaset är tjockare i bredden tar man hellre med hela handen än med bara några fingrar. Beskriva Användningsområdet är självklart men med en del av detta beror på förinlärda kunskaper. Skaftet känns naturligt att hålla i pga. dess dimensioner men bålen kan tänka fyllas med annat än champagne resp. öl. Uttrycka Både champagne‐ och ölglaset har en tjock botten vilket gör att den ger ett tungt intryck, men för övrig ser bägge glas tunna ut upp till. Trots att de är gjorda av plast luras man visuellt av dess förbluffande likhet med glas. Detta ger glasen ett statuslyft och uttrycker lyx i jämförelse med konventionella plastglas. Identifiera Då produkten är sällsynt eller diskret på marknaden är det svårt att koppla samma den med någon direkt identifikation. Det enda som avslöjar något i detta hänseende är klistermärket med texten Strahl. Allmänt har man samma kopplingmed dessa plastglas som med vanliga glas eftersom de inte ser ut att vara av plast med blotta ögat. Man kan då associera produkten till finmiddagar, högtider och välbärgade miljöer. 7.7.2 Semiotisk syntes Att göra en semiotisk syntes är ett bra sätt för att strukturerat komma fram till hur man ska utforma sin produkt efter den reaktion man vill uppnå. Syntesen grundar sig på den semantiska analysen där den befintliga produktens tecken kartlades. Nu är det meningen att utifrån den analysen bygga på med förbättringar på produktgestalten. Alla fyra semantiska funktioner behandlas separat enligt analysen tidigare. Uppmana Som i referensglasen ska uppmaningen bli att ta i glaset men med mera betoning på en spännande ny form för att locka köpare. Beskriva Glasen ska naturligtvis beskriva att de ska drickas ur men genom att lägga till ett element eller två ska en viss otydlighet skapas för att väcka en fascination hos betraktaren. Uttrycka Den ursprungliga designens sätt att framföra sin gedigna form kommer att förbli den samma på uppdragsgivarens begär. Identifiera Någon form av logotyp kommer inte finnas på glas för att koppla samman den med en specifik försäljare, eftersom glaset planeras att tillverkas åt olika köpare som sedan säljer till slutkunden. Samma exklusiva utseende ska finnas hos de nya glasen (Thies, 2005).
7.8 Konceptutvärdering
Efter att ha eliminerat tillräckligt många idéer för att gå vidare för att strukturerat kunna avgöra vilken som är mest lämpad, har en utvärdering gjorts efter Pughs matris. Idéerna som tagits med finns skissade under rubriken 7.5.2 Idégenerering. Den gallring som görs innan koncepten matas in i matrisen baseras på lämplighet för marknaden, teknikinnehåll och uppfyllande av kravspecifikation. Varje krav bedöms utifrån hur viktigt det är. Varje koncept bedöms efter referenskonceptet som är den befintliga produktserien som detta projekt ska ersätta. Varje koncept poängsätts med ”+1” om den överträffar referenskonceptet, ”‐1” om det är sämre, och ”0” om det drar jämt. Därefter behandlas de koncept med högst poäng. Kravet på estetik har bedömts ifrån enkätundersökningen och efter egenbedömning. Eftersom detta är en subjektiv uppfattning fanns det behov av åsikter från flera håll. Graden på innovation utgick ifrån den marknadsundersökningen som genomfördes i det inledande skedet av projektet. Jämförelsen gjordes med befintliga champagne‐, vin‐, och ölglas av både plast och glas. Med breddning av produktserie menas att man kan erbjuda något tillvall för kunden. I detta fall finns det redan tre olika modeller vilka ska förses med färg. Diskvänligt bedöms utifrån skisserna och om dessa har några snäva ytor som är svåra att komma åt manuellt. Den gedigna formen bedöms främst genom formen på foten och skaftet. Glasen ska vara okrossbara och detta ska de också uttrycka i sin design. En mera utförlig beskrivning om önskade utformning finns tidigare i rapporten under 3 Projektdirektiv.7.8.1 Pughs matris
KONCEPTUTVÄRDERING
Projekt Upprättad av Pughs matris
Mälarplast glasserie P. Okeli Del 1
Krav- Koncept
Krav vikt Ref 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Estetik 5 0 0 0 +1 0 0 0 +1 0 +1 -1 +1 0 0 0 0
Innovation 4 0 0 0 +1 0 +1 +1 0 -1 +1 +1 -1 +1 +1 +1 +1
Möjlighet till breddning av serie 2 0 0 0 0 0 0 0 0 0 -1 -1 -1 0 0 0 0
Diskvänlighet 3 0 0 -1 -1 0 0 -1 0 +1 -1 -1 0 -1 -1 -1 -1
Gedigen tjocklek 3 0 0 0 0 0 +1 0 0 -1 0 0 -1 0 0 -1 0
Släppvinkel 5 0 -1 0 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -1
Dold söm 4 0 0 0 -1 -1 -1 -1 -1 -1 0 0 -1 0 0 0 0
Ring godsansamling 3 0 +1 +1 +1 0 0 0 -1 +1 -1 0 +1 +1 +1 +1 +1
Minimalt antal delar 2 0 0 0 0 0 0 0 0 +1 +1 +1 +1 +1 +1 0 0
Antal + 0 1 1 3 0 2 1 1 3 3 2 3 3 3 2 2 Antal - 0 1 1 3 2 2 3 3 4 4 4 5 2 2 3 2 Summa 0 0 0 0 -2 0 -2 -2 -1 -1 -2 -2 1 1 -1 0 Viktad summa 0 -2 0 0 -9 -2 -8 -7 -8 -2 -9 -8 1 1 -4 -1 Figur 29. Pughs matris 1
-1
KONCEPTUTVÄRDERING
Projekt Upprättad av Pughs matris
Mälarplast glasserie P. Okeli Del 2
Krav- Koncept
Krav vikt Ref 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
Esteti k 5 0 +1 0 0 +1 + 1 0 +1 -1 0 0 +1 +1 +1 +1
Innovation 4 0 +1 +1 +1 +1 +1 0 +1 +1 -1 +1 0 0 +1 -1 +1
Möjlighet till breddning av serie 2 0 -1 -1 -1 -1 -1 0 0 0 -1 0 -1 -1 0 -1 -1
Diskvänlighet 3 0 0 -1 -1 -1 0 0 -1 -1 0 -1 0 0 -1 0 -1
Gedigen tjocklek 3 0 -1 0 0 +1 +1 +1 +1 +1 -1 0 -1 0 +1 0 +1
Släppvinkel 5 0 -1 -1 -1 -1 -1 -1 -1 0 0 0 -1 -1 -1 -1 0
Dold sö m 4 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Ring godsansamling 3 0 +1 +1 +1 +1 0 -1 0 +1 +1 +1 -1 0 0 0 -1
Minimalt antal delar 2 0 +1 +1 +1 +1 +1 +1 0 0 +1 0 +1 +1 0 +1 +1
Antal + 0 4 3 3 5 4 2 3 3 2 2 2 2 3 2 3 Antal - 0 3 3 3 3 2 2 2 2 3 1 4 2 2 3 4 Summa 0 1 0 0 2 2 0 1 1 -1 1 -2 0 1 -1 -1 Viktad summa 0 4 -1 -1 7 7 -3 4 2 -4 4 -6 0 4 -4 -4 Figur 30. Pughs matris 2
7.9 Konceptanalys
Utifrån resultaten från Pughs matris kan vi nu koncentrera oss på de koncept som når upp till de uppsatta kraven. Högst placerat blev koncept 16, 19, 20, 22, 23, 25, 28. Utifrån dessa ska ett slutligt koncept kombineras ihop efter att de starka sidorna hos varje koncept identifierats. Koncept Poäng Koncept 16 är intressant om man väljer att tillverka glasen i en bit dvs. med en lodrätt skarv rakt igenom glaset som då bör maskeras. Man kan genom resultaten ur matrisen se att möjligheten att breda sortimentet försvinner när man väljer att tillverka glasen i en bit. De blir i det fallet enfärgade. Då målet är att hitta den ultimata lösningen försvinner koncept 16 ur utvärderingen. 16 4 19 7 20 7 22 4 23 2 25 4 28 4 Koncept 19 och koncept 20 ger inte heller någon möjlighet till breddning och tas bort. Figur 31. Matrispoäng Koncept 22 och koncept 28 är det samma men illustrerat på olika sätt för att kunna avgöra hur detta påverkade testpersonerna under enkätundersökningen. Resultatet påvisade att det skilde något men båda fick acceptabla poäng. Poängen var även höga i matrisen och gör konceptet till en stark kandidat. Koncept 23 har en bra fot som både är relativt tunn men ger ett grovt intryck vilket är det som efterfrågas. Detta element kommer att tas tillvara på. Koncept 25 har en bra fördelning av material och kommer att bidra till slutresultatet.7.10 Konceptbeslut
Åtgärden efter utvärderingen blir att utgå från koncept 22 och 28 och lägga till följande element från de andra koncepten: • Koncept 23 – fot • Koncept 25 – släppvinkel Förbättringar påföljande områden kommer göras: • Breddningsmöjligheter • Diskvänligheten underifrån • Släppvinkel • Mindre godsansamling7.11 Konceptförbättring
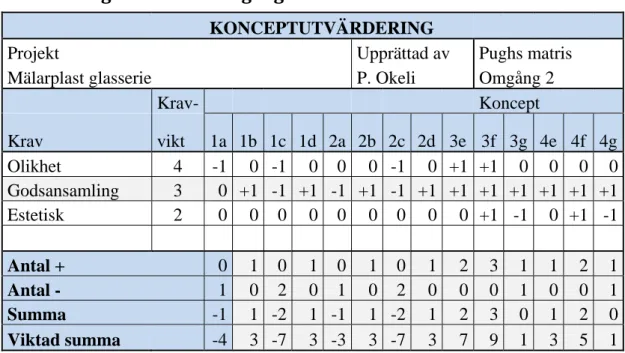
Färre delar betyder mindre möjlighet för breddning av produktserien vilket är ett pris som får betalas för att få produkten attraktiv. Resultatet av dessa åtgärder är fyra typer av kupor och sju fötter. Alla uppfyller föregående kriterier lika bra förutom godsansamling och estetik vilket är svårbedömt. Figur 32. KonceptförbättringDenna matris kommer dels vara en estetiskt bedömande och dels ekonomisk, eftersom tjockare material kräver längre cykeltid som i sin tur betyder ökade dessa två er d .11.1 Pughs matris – omgång 2 kostnader. Till detta har olikheten också bedömts för att undvika att slutresultatet blir allt för lik ursprungsmodellen. Bålen har numrerats och fötterna betecknats med bokstäver. Valet kommer ske utifrån hur bra element passar ihop. Förutom bål och fot tillkommer en detalj som komm sprutas in vid ett tredje respektive andra moment i fotens hålrum. Dilemmat i detta fall är att bål 1 och 3 har en mera tilltalande form, men måste förses me en skarv vilket avbryter det vågformade mönster i glaset. 7 KONCEPTUTVÄRDERING Projekt Upprättad av Pughs matris Mälarplast glasserie P. Okeli Omgång 2 Krav- Koncept Krav vikt 1a 1b 1c 1d 2a 2b 2c 2d 3e 3f 3g 4e 4f 4g Olikhet 4 -1 0 -1 0 0 0 -1 0 +1 +1 0 0 0 0 Godsansamling 3 0 +1 -1 +1 -1 +1 -1 +1 +1 +1 +1 +1 +1 +1 Estetisk 2 0 0 0 0 0 0 0 0 0 +1 -1 0 +1 -1 0 1 0 1 0 1 0 1 2 3 1 1 2 Antal + 1 1 0 2 0 1 0 2 0 0 0 1 0 0 Antal - 1 Summa -1 1 -2 1 -1 1 -2 1 2 3 0 1 2 0 Viktad summa -4 3 -7 3 -3 3 -7 3 7 9 1 3 5 1 Resultatet ur denna utvärdering lämnar 3f som segrare eftersom den uppfyller alla uppsatta kriterier. De därefter följande kombinationerna i rankordning är 3e t s t har r . gh gång 2
Figu 33 Pu s matris om
och 4f, bägge med två av tre uppfyllda krav. Vad man kan avläsa ur detta resulta är att kupa 3 och fot f uppfyller kraven separat. Dessa två i kombination ger ingen förlust i kravuppfyllelse och är därför ett vinnande koncept. För att kontrollera resultatet kan man jämföra de två kombinationer som värderade som bästa förlorare, dvs. 3e och 4f. Man kan se att det vinnande koncepte den mest unika formgivningen och en mera fördelsaktig form för tillverkning.
7.12 Quality Function Deployment
Produktegenskaper Stabilitet Låg tyn gdp un kt A natomisk S tyvt mat e ri al Ingen synli g söm KonkurrentjämförelseMarknadskrav Viktning krav Egen Åhlens Strahl Marimekko Varsam
Snygg design 5 1 9 5 3 3 2 1 Känsla 4 3 3 9 9 3 4 2 4 4 2 Diskvänlig 1 3 4 3 4 4 3 Pris 3 5 2 3 1 2 Quality Function Deployment (QFD) är ett verktyg där man använder kundens önskemål och behov och omvandlar dessa till mätbara parametrar. Dessa resultat ska sedan vara riktlinje för konstruktions‐ och produktionslösningar om det genomförs i ett tidigt stadium. Om man, som i detta fall, väljer att använda verktyget i ett senare skede är syftet att mäta konceptets styrka på marknaden. Det uppnås genom att jämföra sitt koncept med andra konkurrenter. När det gäller att poängsätta saker så är det svårt att inte låta egna värderingar styra. Med QFD‐matrisen blir det svårare att fuska bl.a. pga. dess komplexitet. Poängskalan är 1‐5 resp. 1,3,9 i matrisen där 1 är svagast. Vid inte ifyllda fält saknas samband mellan produktegenskaper och marknadskrav. Varumärke 3 3 2 3 4 3 Tekni s k jämf örel se Egen 5 3 4 4 5 Åhlens 3 1 2 2 1 Strahl 5 4 3 4 5 Marimekko 5 4 3 4 1 Varsam 5 2 4 4 3 Egenskapsvikt 12 12 41 39 57 Figur 34. QFD
Resultaten som man ska observera är produktegenskapernas egenskapsvikt. Man kan då läsa av om mera fokus behöver läggas på något område. Dessutom visar graferna på nästa sida hur de konkurrerande produkterna förhåller sig till varandra inom området marknad och teknik. Uppgifterna är tagna från CTQ och funktionsanalysen. CTQ‐modellen har tagits fram genom intervjuer (se bilaga 2) i samband med marknadsundersökningen, se 7.3 CTQ. Verktyget har medvetet valts för att pröva kunna mäta konceptets duglighet enligt slutkonsumenten. Det moderna arbetet kring kvalitet sätter kundens behov och förväntningar i centrum (Bergman & Klefsjö, 2001). Därför har jag valt att utgå från en källa som direkt kommer från kunden själv för att minska risken för missuppfattningar och missbedömningar. Figur 35. QFD‐graf marknad Figur 36. QFD‐graf teknik
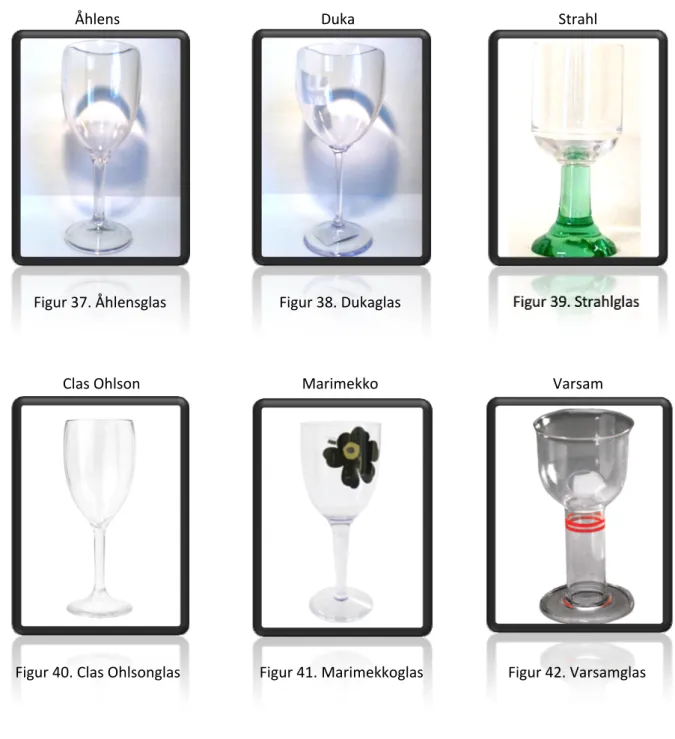
7.12.1 Konkurrenter Följande produkter uppträder som konkurrenter i QFD‐matrisen. Dukas och Clas Ohlsons modeller togs inte med eftersom de är snarlika Åhlens glas. Den era alla tre för enkelhetens skull. Alla glasen är ms glas n
Åhlens Duka Strahl
Figur 38. Dukaglas
Figur 37. Åhlensglas Figur 39. Strahlglas
Figur 40. Clas Ohlsonglas Figur 41. Marimekkoglas Figur 42. Varsamglas sistnämnda fick då represent gjorda av plast. Det är av de få typerna man hittar i affärer idag. Huvudkonkurrenten, Strahl, fanns bara att se på internet. Likaså var Varsa bara tillgänglig på nätet. Möjligheten att köpa dem i butiken kanske finns me inte i de stora affärskedjorna.
7.13 SWOTanalys
SWOT‐analysen hjälper att identifiera interna styrkor och svagheter jämtemot andra konkurrerande produkter genom att analysera de kraven som kunderna har. Därefter kan man dra slutsatser av var man bör jobba mera på. Externt ser man vilka hot och möjligheter som finns på marknaden. De kundbehov som produkten anses ha uppfyllt relativt högt är en styrka medan de som den har uppfyllt lågt blir då en svaghet. De behov som ingen produkt uppfyller men där konceptet är starkare än de konkurerande har då en möjlighet. Om detsamma gäller för en konkurrerande produkt blir detta ett hot. Det koncept som valts till vinnare i konceptutvärderingen har analyseras nedan. • Styrka – konceptet är nytt och liknar inget annat, samtidigt som det håller sig inom ramen av acceptans. o Svaghet – designen är otraditionell och kan ha svårt att tas emot av allmänheten trots enbart ringa förändringar. • Möjlighet – det finns en möjlighet att andra tillverkare väljer att skapa en liknande design som sedan leder till en standardisering. o Hot – liknande formgivningar med lägre pris kan komma att ta över marknaden.7.14 Failure Mode Effect Analysis
Normalt sett går en grupp noggrant och systematiskt igenom konstruktionen för att hitta potentiella Vi ser tydligt ur analysen (se figur 43) att toleransvidden för verktyget är äger hög rson bli ansvaring och k Failure Mode of Effect Analysis (FMEA) är ett verktyg för att kunna kartlägga möjliga fel som kan komma att uppstå innan produktionen startats. Det görs så att säga i förebyggande syfte. Man försöker hitta de svagaste punkterna med högst allvarlighetsgrad i en produkt och förstärker dessa. fel. Resultatet dokumenteras och används som underlag för framtida utvecklingsarbete. Förklaring av förkortningar Frekv – Felfrekvens Allv – Allvarlighetsgrad Uppt – Upptäcktssannolikhet 7.14.1 Kommentar sannolikhet för att överstiga det tillåtna värdet. Detta betyder att en skärpt rutin vid kontroll och mätning bör vara införstådd. Här bör även en pe för att bestämda rutiner utförs och att ledningen får detta bekräftat do umenterat.FMEA No
Funktion/
Komponent Felsätt Feleffekt Felorsak Riskanalys
Rekommen erad Vidtagen d
åtgärd åtgärd Ny riskanalys
Frekv Allv Uppt RPN Frekv Allv Uppt RPN
1 Överkant Brott Vass spricka
Luftbubbla i
materialet 2 6 1 12 Maskinkontroll Kontroll 1 6 1 6 2 Fot Glapp
Dålig
3 1 3 oll 2 1 3
Glaset välter sammanfogning 9 Maskinkontroll Kontr 6
3 Skaft Brott Vass spricka
Luftbubbla i
materialet 3 3 3 27 Maskinkontroll Kontroll 2 3 3 18 4 Hela glaset
Materialet smulas
Glaset obrukbart
Fel inställning vid
härdning 4 2 1
Tillsyn av
2 2 1
8 inställningar Tillsyn 4
5 Brott Vassa delar Felblandat material 2 18
Tillsyn av 9 3 3 material Tillsyn 1 3 3 6 För stora Komponenter 5 9 2 5 9
tolerans passar ej Verktygsslitage 5 225 Mätkontroll Kontroll 90 7
Låg
transparens Matt yta Porer i verktyget 4 28
Kontakta
leverantör Reklama 4
7 1 tion 2 7 1 1
Kommentarer:
Kriteria för bedömning av felintensitet Kriteria för bedömning av allvarlighetsgrad
Värdering Värdering Värdering
1 Osannolikt att fel kan uppträda Ingen olycksrisk eller inverkan på produkten 1 1
Mycket liten sannolikhet för fel Ingen olycksrisk eller inverkan på produkten men intakt
funktion 2 - 3 2 - 3 2 - 4
5 - 7 Låg sannolikhet för fel Mycket liten olycksrisk eller risk för störd funktion 4 - 5 4 - 6
Viss sannolikhet för fel Olycksrisk under speciella omständigheter eller utebliven
funktion 6 - 7 7 - 9 8 - 9
10 Hög sannolikhet för fel Allvarlig risk för personskada 8 - 9 10
Mycket hög sannolikhet för fel
Figur 43.
Figur 44. FMEA‐komm FMEA
entar