Nils-Gunnar Göransson
Leif Viman
Olle Eriksson
Avnötningsbeständighet för högkvalitativa
slitlagerbeläggningar
Slitagemätningar i VTI:s provvägsmaskin (PVM) och
jämförelser med laboratorietester enligt Prall
VTI notat 27-2016
|
A
vnötningsbeständighet för högkvalitativa slitlagerbeläggningar
www.vti.se/vti/publikationer
VTI notat 27-2016
Utgivningsår 2018
VTI notat 27-2016
Avnötningsbeständighet för högkvalitativa
slitlagerbeläggningar
Slitagemätningar i VTI:s provvägsmaskin (PVM) och
jämförelser med laboratorietester enligt Prall
Nils-Gunnar Göransson
Leif Viman
Författare: Nils-Gunnar Göransson, VTI, https://orcid.org/0000-0002-0286-430X, Leif Viman, VTI, https://orcid.org/0000-0002-3648-3759
Olle Eriksson, VTI, https://orcid.org/0000-0002-5306-2753
Diarienummer: 2011/0633-29 Publikation; serie och nr: N27-2016
Förord
Slitaget på de större högtrafikerade vägarna ökar och därmed också spårbildningen. Orsaken är i första hand intensivare trafik och en fortsatt hög användning av dubbdäck, men också att trafiken kanaliseras genom införandet av smala körfält samt vägutformningen i övrigt. Trafikverket har initierat en
undersökning av slitlagerbeläggningar med hög förväntad kvalitet. Avnötningsbeständigheten har testats i VTI:s unika provvägsmaskin (PVM) och enligt laboratoriemetoden Prall.
Initiativtagare till projektet var Torsten Nordgren som sedermera också varit kontaktman från beställarsidan. Nils-Gunnar Göransson har varit projektledare vid VTI. Provberedning har utförts av Henrik Hellman, Romuald Banek och Terry McGarvey. För laboratorietesterna har Leif Viman svarat. Testerna i och handhavandet av PVM har varit Tomas Halldins ansvarsområde. Harry Sörensen har sett till så att insamlad mätdata blivit hanterbar. Olle Eriksson har föreslagit och genomfört metoderna i den statistiska efterbearbetningen.
Linköping december 2016
Nils-Gunnar Göransson Projektledare
Kvalitetsgranskning
Intern peer review har genomförts 11 oktober 2017 av Andreas Waldemarson. Nils-Gunnar Göransson har genomfört justeringar av slutligt rapportmanus. Forskningschef Anita Ihs har därefter granskat och godkänt publikationen för publicering 7 december 2017. De slutsatser och rekommendationer som uttrycks är författarnas egna och speglar inte nödvändigtvis myndigheten VTI:s uppfattning.
Quality review
Internal peer review was performed on11 October 2017 by Andreas Waldemarson. Nils-Gunnar Göransson has made alterations to the final manuscript of the report. The research director Anita Ihs examined and approved the report for publication on 7 December 2017. The conclusions and recommendations expressed are the authors’ and do not necessarily reflect VTI’s opinion as an authority.
Innehållsförteckning
Sammanfattning ...7
Summary ...9
1. Bakgrund och syfte...11
2. Metodik ...12
Provhantering ...12
Tillverkning av asfaltplattor ...13
VTI:s provvägsmaskin (PVM) ...14
Slitagemätningar i PVM ...15
Slitagetest enligt Prall ...18
3. Resultat av slitagemätning och övrig provning ...19
Slitagemätningar PVM-ring 1 ...20
Övrig provning ring 1 ...21
Slitagemätningar PVM-ring 2 ...23
Övrig provning ring 2 ...25
Slitagemätningar PVM-ring 3 ...26
Övrig provning ring 3 ...28
Begränsning beroende på varierande dubbutstick ...29
4. Metod vid varierande dubbutstick ...30
Anpassning av dubbutstick ...30
Kombination av varv och dubbutstick ...31
Anpassning av avnötning ...31
5. Resultat efter justering för varierande dubbutstick ...33
Koefficienterna i avnötningsfunktionen ...33
Gruppering av beläggningarna ...34
Jämförelse mellan Provvägsmaskin och test enligt Prall ...36
Jämförelse mellan ABT-massor ...37
6. Jämförelse med provsträckor ...40
7. Diskussion och slutsats ...42
Referenser ...43
Bilaga 1 Grunddata laboratorieundersökningar ...45
Bilaga 2 Funktionen för dubbutstick ...47
Bilaga 3 Funktionen för avnötning ...49
Bilaga 4 Koefficienter ...51
Sammanfattning
Avnötningsbeständighet för högkvalitativa slitlagerbeläggningar
av Nils-Gunnar Göransson (VTI), Leif Viman (VTI) och Olle Eriksson (VTI)
Högkvalitativa beläggningsmassor samlades in vid produktion under beläggningssäsongerna 2009– 2013, däribland gummiasfalt samt referensbeläggning (ofta använd av VTI med ”Skärlundagranit” som ballast). Slitageprovning med avseende på avnötning från dubbdäck utfördes i VTI:s cirkulära Provvägsmaskin (PVM) i tre omgångar. Även provning enligt Prallmetoden (EN 12697/16) utfördes för att kontrollera överenstämmelsen mellan de olika provningssätten. I några fall har avnötningen även kontrollerats på platser där de aktuella beläggningarna utförts som slitlager. Dessa mätningar har utförts inom andra uppdrag vid VTI, varefter resultaten blivit tillgängliga för jämförelser.
Varje enskilt test omfattade 14 beläggningstyper inklusive referensbeläggning fördelade på 28 provplattor i en PVM-ring. Provplattorna tillverkades i laboratoriemiljö. Vid tillverkningen av plattor kompletterades med en extra platta per beläggningstyp för laboratorieprovningar (tillverkning av 3 plattor per beläggningstyp det vill säga 42 plattor per ring). Plattorna karaktäriseras som normalplatta för PVM-test med en tjocklek av ca 40 millimeter.
Varje test startade med däck som ”körts in” cirka 500 kilometer, monterade på personbil under näst intill identiska omgivande förhållanden. Däck, av samma fabrikat, för fyra testomgångar (4*4=16) köptes in vid samma tillfälle och delades upp slumpmässigt mellan ringarna.
Slitagetesterna i PVM pågick tills ett linjärt slitageförlopp uppnåddes, dock minst 200 000 och högst cirka 300 000 varv. Uppföljningen utfördes genom slitage-/ beständighetsmätning med VTI:s Laserprofilometer av samtliga 28 provplattor per ring.
Resultaten visar att det är stor skillnad i avnötningsbeständighet mellan massorna, vilket är föga förvånande eftersom ballastkvalitet och innehåll av grov ballast tillsammans med använt bindemedel varierar. Avnötningsbeständigheten kan jämföras grafiskt eller med några få mått. Det är tydligt att det finns ett samband mellan avnötning i PVM och Prall, men sambandet ser inte likadant ut för alla bindemedelstyper, vilket talar för att Prall inte fullt ut kan ersätta PVM vid bedömning av avnötnings-beständighet.
Även däckens dubbutstick har en avgörande betydelse för avnötningen i PVM-testerna. Dubbutsticken börjar på liknande sätt i alla omgångar men förändras därefter på ett sätt som inte är likadant för alla tre provomgångar. En metod för att justera för olika dubbutstick utvecklades. Den resulterar i en god jämförbarhet mellan referensmassan i de olika provomgångarna trots olika dubbutstick. Det kan därmed anses vara utrett hur beläggningsmassor från olika testomgångar helt oberoende kan jämföras med varandra.
Summary
Abrasion resistance for high quality wearing course pavements
Nils-Gunnar Göransson (VTI), Leif Viman (VTI) and Olle Eriksson (VTI)
Samples from high-quality wearing course asphalt mixes were collected during production in the seasons 2009-2013. The samples included modified asphalts as well as reference mixes. Three different surface wear tests, with respect to abrasion from studded tyres, were carried out using VTIs circular road simulator (PVM). In order to verify the correlation between the three different test modes, tests according to EN 12697-16, Prall method, have been carried out.
Each of the tests included 14 mix types, including a reference mix, distributed over 28 test plates. The test plates were constructed in a laboratory environment. Extra plates were also constructed for
laboratory testing. In total, 42 plates were required per test. Standard plates for PVM testing were used and had a thickness of about 40 millimetres.
Each test used tyres that had been “run-in” for about 500 kilometres. Sixteen tyres (including 4 reserve) were required for the test runs. Tyres were purchased at the same time from the same manufacturer and divided up randomly.
Testing was carried out until a constant linear rate of surface wear was achieved. The minimum and maximum number of machine revolutions were set at 200 000 and 300 000 respectively. Surface wear measurements were made by a laser profilometer and were taken at regular intervals on all 28 sample plates.
The results showed that there were large differences in the abrasion resistance of the different asphalt mixes. Abrasion resistance can be compared either graphically or numerically. There was a clear correlation between the abrasion values achieved from the PVM and Prall testing. However,
relationships between the different types of bitumen binder were not so clear. It is considered that Prall cannot easily replace PVM in the evaluation of abrasion resistance.
Differences in the tyres stud protrusion has also been considered. The abrasion rate of the studded tyres was similar in the beginning of all test rounds. It then changed in a manner that was not uniform for all three test rounds. A method to adjust for differences in stud protrusion rates was proposed and it produced good comparability between the reference mixes in the various test rounds. Consideration should be given to investigate other comparison methods that can take in account differences in stud protrusion.
1.
Bakgrund och syfte
Avnötning orsakad av dubbdäcksförsedda personbilar är på högtrafikerade vägar ett tämligen stort problem i Sverige. Användande av rätt beläggning på rätt plats, anpassad för att motstå denna typ av slitage, är därför av yttersta vikt. Kvaliteten på ingående ballast och dess kornstorleksfördelning samt bindemedlets inverkan på beständigheten är variabler som starkt påverkar ett slitlagers livslängd. Provning under kontrollerade betingelser behövs för att få rättvisa mått för olika beläggningstyper och för att jämföra hur beläggningsmassorna klarar dubbdäcksavnötning. VTI:s provvägsmaskin (PVM), som kan anses vara unik i sitt slag, är ett utmärkt hjälpmedel i detta sammanhang. PVM beskrivs närmare i kapitel 2.3 och slitagemätningar i PVM beskrivs närmare i kapitel 2.4.
I början av 90-talet utfördes jämförelser mellan slitaget hos provplattor placerade i PVM med plattor infrästa i hjulspår på ett antal vägar med varierande trafikmängd. Dessa försök visade ett mycket bra samband mellan slitaget på vägen med slitaget i PVM (Jacobson, T). Efter detta genomfördes omfattande försök i PVM på de beläggningar som då var aktuella på det svenska vägnätet. Med hjälp av all data från dessa försök togs en slitagemodell fram där slitaget kan predikteras om man känner till beläggningens basdata som recept, ballastegenskaper m.m. Modellen kompletterades så småningom med Prallslitage, som är en laboratoriemetod där asfaltprovkroppar utsatts för slitage av ett antal stålkulor. Detta test har stora ekonomiska och tidsmässiga fördelar jämfört med försök i PVM. Slitagemodellen och test enligt Prall är användbara verktyg när nya beläggningar ska utprovas. Under senare år har dock nya material tillkommit, främst nya bitumenkvaliteter som polymer- och
gummibitumen, men även olika tillsatser för att förbättra vidhäftningsegenskaper eller sänka
tillverkningstemperaturer m.m. Ett gott samband mellan vägslitage, slitaget i provvägsmaskinen och slitage enligt Prall har tidigare påvisats. Frågan har ställts om dessa samband även gäller för de nya material som idag används i våra slitlagerbeläggningar? Trafikverket har bedömt att det finns anledning att upprepa försöken i PVM och Prall med den här typen av beläggningar. Kontroll av om slitagemodellen gäller även för dessa nya material innefattades inte inom detta uppdrag.
2.
Metodik
Inom detta projekt har ett 40-tal slitlagerbeläggningar, inkl. referenser, testats genom 3 olika försök i VTI:s provvägsmaskin, i rapporten benämnda Ring 1, 2 respektive 3. För att få ett så jämnt slitage som möjligt i varje körning har beläggningarna sorterats med hänsyn till det förmodade slitaget hos varje beläggning. Detta innebar att Ring 1 bestod av ABS-beläggningar, Ring 2 av ABT-beläggningar och Ring 3 av en blandning av ABS 11- och ABT 16-beläggningar (med viss inkonsekvens enär
leveranserna inkom under projektets gång). Variationerna av den förmodade nivån för plattornas spårdjup togs även hänsyn till vid placering inom varje ring för att undvika tvära övergångar med stor nivåskillnad mellan olika plattor, kapitel 2.4. Slitageprovning av Ring 1 och 2 utfördes under 2012– 2013 medan Ring 3 utfördes under 2014. Förberedelser för slitageprovning innebär inventering av inkomna beläggningstyper och sammanställning av tillverkningsparametrar samt inköp av referens-massa och däck för upp till 4 ringar. Hittills har dock endast tester för 3 ringar genomförts.
För bestämning av slitageegenskaperna hos insända högkvalitativa asfaltmassor har asfaltplattor tillverkats och provats på två sätt:
1. slitageprovning i PVM av beläggningar samt referensbeläggning
2. slitageprovning på laboratoriet med Prallmetoden, SS-EN 12697–16, av borrkärnor från en ”systerplatta”, en extraplatta utöver de två plattor som används i PVM.
Tillvägagångssättet kan sammanfattningsvis beskrivas sålunda: • beläggningsprov skickades in av tillverkare
• referensmassa köptes in
• däck för upp till 4 ringar köptes in (16 st) och ”kördes in” 500 km monterade på personbil • provkroppar och plattor tillverkades
• montering av plattor i PVM • ”inslitning” i PVM
• test i PVM med flera kontroller av avnötningen med laserprofilometer tillsammans med kontroll av dubbutstick på däcken
• slitageprovning av borrkärnor med Prallmetoden • rapportering under hand ”weekly report”
• utvärdering och jämförelse av resultat.
2.1.
Provhantering
All provning har utförts på VTI. Asfaltmassorna skickades in till VTI från respektive entreprenör. VTI utförde provberedning i form av Marshallinstampning och tillverkning av beläggningsplattor (kapitel 2.2). En systerplatta tillverkades för att borrkärnor skulle kunna tas ut för slitagetester enligt Prall (kapitel 2.5). Information om egenskaperna hos respektive asfaltmassa har erhållits från uppdrags-givaren, främst i form av entreprenörernas arbetsrecept, men även annan dokumentation har förekommit.
2.2.
Tillverkning av asfaltplattor
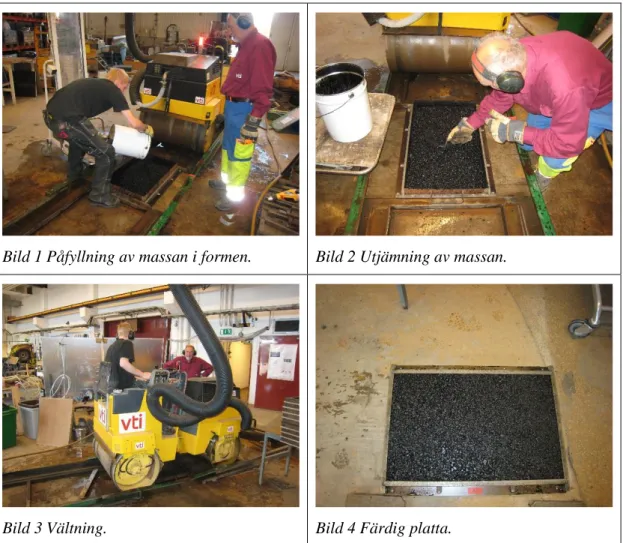
Asfaltplattor till PVM tillverkas enligt ett förfarande som genom åren utvecklats på VTI och som innebär att asfaltmassorna, efter uppvärmning, vältas med en vibrerande stålvalsvält med beteckningen DYNAPAC CG11 som har en totalvikt på ca 1 700 kg. Efter packningen av massan kontrolleras packningsgraden hos plattan. Tillverkningen går till på följande sätt (Se även Figur 1):
Provberedning
För att plattorna skall erhålla nominell tjocklek, i detta fall 40 mm, beräknas erforderlig mängd massa per platta med utgångspunkt från skrymdensiteten enligt Marshall och plattans volym som har
formatet 48*75 cm och höjden 40 mm. Erfarenheten har visat att medelvärdet av skrymdensiteten bestämd med vattenmetoden och skjutmåttsmetoden hos Marshalltillverkade provkroppar ger det önskade hålrummet i färdiga asfaltplattor efter vältning, d.v.s. det hålrum som asfaltmassorna normalt får vid packning på väg vid ordinarie produktion.
Packningsförfarande
Asfaltmassan värms till föreskriven packningstemperatur i värmeskåp. Massorna läggs jämnt fördelat i formen (2 satser per platta) och packas med välten tills massan tryckts ned i formen och välten fritt rider på sargen runt formen. Eventuell lös massa på sargen måste tas bort (läggs till provet) efter varje vältöverfart. Antalet vältöverfarter kan variera beroende på massans packningsmotstånd. I huvudsak utförs vältningen utan vibrering men beroende på beläggningstyp läggs ibland några vibrerande vältöverfarter in i vältschemat. I slutskedet av packningen läggs en tunn masonitskiva på asfaltytan för att förhindra att stenmaterial fastnar på valsen.
Kontroll av packningsgrad
Plattornas skrymdensitet bestäms genom vägning i luft och vatten. Packningsgraden beräknades som förhållandet i procent av skrymdensiteten mellan plattan och Marshallprov. Vid dessa försök utfördes dock inte detta moment hos hela plattor. Skrymdensiteten bestämdes istället hos de borrkärnor som användes för testerna enligt Prall.
Bild 1 Påfyllning av massan i formen. Bild 2 Utjämning av massan.
Bild 3 Vältning. Bild 4 Färdig platta.
Figur 1. Tillverkning av asfaltplattor för test i PVM samt för uttagning av borrprov till test enligt Prall. Foton: Leif Viman
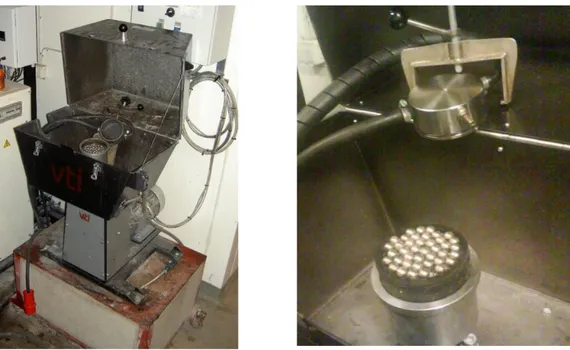
2.3.
VTI:s provvägsmaskin (PVM)
PVM (Figur 2) består av en ca 16,5 meter lång cirkelrund bana som kan beläggas med valfritt slitlager. En ring med slitageprovning i PVM omfattar 14 beläggningstyper inkl. referensbeläggning fördelade på 28 dubbelprovlattor av typen normalplatta för PVM-test. Maskinen roterar kring en central vertikal axel på vilken sex hjulaxlar är monterade. På dessa kan olika typer av däck monteras. Fyra av axlarna är i drift och drivs av elmotorer. Vid provning sänks hjulen ner mot banan tills önskat axeltryck erhålls. Hjulen driver sedan maskinen för att uppnå rotation. Hastigheten kan varieras steglöst upp till 70 km/h. I hastigheter över 30 km/h kan en excenterrörelse kopplas in. Dessutom är avståndet från däckens centrum till hela maskinens centrumlinje något olika, där två däck går nära mitten och två något sidoförskjutet mot varsin kant av banan. Detta gör att hjulen inte passerar i samma spår utan rör sig över nästan hela ”banbredden”.
I PVM rullar däcken i en snäv cirkelformig bana. Däcket rör sig något långsammare i innerkant än i ytterkant, sett till rörelsen i den cirkulära banan. Eftersom hela däcket roterar lika snabbt kring sin egen axel kommer däckets rotationsrörelse kring den egna axeln att vara lite snabbare än rörelsen mot underlaget i däckets innerkant och på motsvarande sätt lite långsammare i däckets ytterkant.
Vridningen i kontaktytan medför att dubbarna i däckkanterna skrapar lite i längsled istället för att bara slå vertikalt. Detta får till följd att slitaget är större i PVM än i verkligheten. Hur mycket större beror på beläggning, men en god korrelation föreligger mellan tester i fält och i PVM (Jacobson och Wågberg, 2007).
Figur 2. VTI: s provvägsmaskin (PVM). Foto: Mats Gustafsson, VTI.
Faktaruta:
1 varv = 16,49 m 70,7 varv/min = 70 km/h Hjullast: 4,41 kN Ringtryck: 196 kPa
4 hjul, alla drivande Excenterrörelse: +/- 30 mm
2.4.
Slitagemätningar i PVM
Vid slitagemätningar i PVM finns plats för 28 provplattor (50 * 70 cm). Normalt utförs dubbelprov, vilket innebär att 14 olika beläggningar per försök kan ingå. Indelningen sker så att placering 1 och 15, 2 och 16 o.s.v. består av samma beläggningsmassa (halvt varvs förskjutning) (Figur 3). För att kunna jämföra flera försök med varandra ingår alltid någon form av referensbeläggning. Dessutom placeras de plattor som antas ha liknande motståndsförmåga intill varandra för att inte orsaka för stor
Figur 3. Provplattornas placering i PVM.
Vid alla försök i PVM är ambitionen att ha så lika förutsättningar som möjligt för att kunna jämföra resultat. Utvecklingen av däck och dubbar gör dock att man ibland tvingas att byta fabrikat med ibland skiftande gummiegenskaper, antal dubbar per däck och placering samt utseende och kvalitet för dessa. Under denna testserie har dubbdäck av typen Nokian Hakkapelitta 7 använts (Figur 4).
Figur 4. Däck. Källa: www.nokiantyres.se.
Däck för fyra testomgångar (4*4=16) införskaffades vid samma tillfälle och delades upp slumpmässigt mellan ringarna. Hittills har bara 12 däck använts. Varje test startar med däck som ”körts in” ca 500 km, monterade på personbil under så identiska förhållanden som möjligt, detta för att dubbarna ska hamna i sitt ”normala” läge och på lika nivå. Dubbutsticket mäts sedan vid flera tillfällen under försökets gång eftersom dubbutsticket har stor inverkan för slitagets storlek. Ett större dubbutstick medför generellt en större avnötning. Eftersom utsticket kan utvecklas olika under försök i PVM, troligen beroende på beläggningstyp, måste hänsyn tas till detta vid utvärdering av försöken. I normalfallet minskar dubbutsticket under försökens gång.
Då den nya beläggningen lagts in i PVM, behöver även denna ”köras in” för att slita bort den översta bitumenfilmen och överflödigt bruk, så att ballasten friläggs. Detta görs genom att köra PVM i
70 km/h och okulärt besiktiga då beläggningen är tillräckligt ”insliten”. När detta är gjort startar själva försöket.
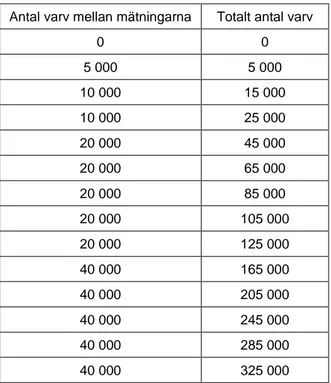
Slitagekörningen pågår tills ett linjärt slitageförlopp uppnåtts, dock minst 200 000 och högst ca 300 000 varv. Uppföljningen utförs genom slitagemätning med laserprofilometer på samtliga 28
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 Diameter 5,25 m Rotationsriktning
provplattor per ring enligt nedanstående Tabell 1 (3 mätlinjer per platta), även dubbutstick mäts samtidigt (10 dubbar per däck), dock med något glesare intervall.
Tabell 1. Antal varv när mätningar utförts
Antal varv mellan mätningarna Totalt antal varv
0 0 5 000 5 000 10 000 15 000 10 000 25 000 20 000 45 000 20 000 65 000 20 000 85 000 20 000 105 000 20 000 125 000 40 000 165 000 40 000 205 000 40 000 245 000 40 000 285 000 40 000 325 000
Vid mätning av slitagespårets utveckling användes den av VTI framtagna laserprofilometern, för övrigt samma utrustning som används vid mätningar i fält. En registrering sker med ungefär 2,4 mm mellanrum, Figur 5. De däck som användes i PVM-testen har flertalet av dubbarna nära sidorna vilket medför att profilen får en form med två bottnar. Se även Figur 4.
Figur 5.1. Laserprofilometer för slitagemätning samt principskiss över spårdjupsberäkningen (medelvärde för den avnötta delen). Foto: Thomas Halldin
Figur 5.2 Bilder från plattor som utsatts för avnötning i PVM. Foton: Nils-Gunnar Göransson
0 50 c/c 412,5 462,5
2.5.
Slitagetest enligt Prall
För testerna enligt Prall har borrkärnor från den extra provplattan av varje beläggningstyp använts. Enligt standarden, SS-EN 12697–16, skall provning utföras på osågad yta på borrkärnor från väg och på sågad yta för laboratorietillverkade provkroppar. Eftersom de aktuella borrkärnorna är utborrade från plattor är de att jämställa med prover från vägen varför provningen utförts på osågade ytor. Skrymdensiteten har bestämts på provkropparna före test så att volymen bortnött material, angivet i milliliter, kan beräknas.
3.
Resultat av slitagemätning och övrig provning
Beläggningarna har testats i VTI:s provvägsmaskin och genom försök enligt Prall. Resultaten från slitagemätningarna redovisas inledningsvis för respektive ring. I några fall har också VTI, på uppdrag av Trafikverket, utfört mätningar i fält på objekt som har någon av de massor som ingått i PVM-försöken, vilket gett möjlighet till jämförelse med slitagemätningarna i PVM.
För att kunna jämföra och bedöma slitstyrkan hos de olika beläggningarna och för att försöka förstå vad som förklarar skillnaden i slitstyrka måste man känna till egenskaperna hos ingående material och recept m.m. för varje beläggning. Ambitionen har varit att få in arbetsrecept m.m. från de objekt de aktuella asfaltmassorna tagits ifrån. En av bristerna är att ett mått på ballastens kvalitet saknas, som exempelvis kulkvarnsvärde.
3.1.
Slitagemätningar PVM-ring 1
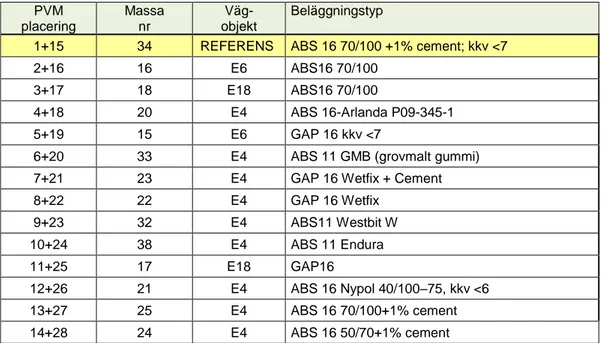
I det första försöket (Ring 1) ingår ABS-beläggningar innehållande penetrationsbitumen, polymer- och gummibitumen med varierande recept och stenkvalitet. En sammanställning över beläggningarna och dess placering i PVM redovisas i Tabell 2. Slitaget efter avslutat försök (325 000 varv) redovisas i Figur 7 och slitageförloppet under hela försöket i Figur 8. Ett tydligt resultat i Ring 1 är att beläggningarna med stenstorlek max 16 mm klarar slitaget bättre än de med 11 mm.
Tabell 2. Placering av beläggningarna i ring 1 (PVM-placering, se figur 3 i kap.2.4; Massa nr enligt inregistreringen vid ankomst till VTI).
PVM placering Massa nr Väg- objekt Beläggningstyp
1+15 34 REFERENS ABS 16 70/100 +1% cement; kkv <7
2+16 16 E6 ABS16 70/100
3+17 18 E18 ABS16 70/100
4+18 20 E4 ABS 16-Arlanda P09-345-1 5+19 15 E6 GAP 16 kkv <7
6+20 33 E4 ABS 11 GMB (grovmalt gummi) 7+21 23 E4 GAP 16 Wetfix + Cement 8+22 22 E4 GAP 16 Wetfix 9+23 32 E4 ABS11 Westbit W 10+24 38 E4 ABS 11 Endura 11+25 17 E18 GAP16 12+26 21 E4 ABS 16 Nypol 40/100–75, kkv <6 13+27 25 E4 ABS 16 70/100+1% cement 14+28 24 E4 ABS 16 50/70+1% cement
Rangordning PVM nr [mm] sten 3/17 2,16 16 11/25 2,44 16 4/18 2,52 16 13/27 2,55 16 14/28 2,68 16 2/16 3,36 16 8/22 3,90 16 5/19 3,96 16 7/21 4,12 16 12/26 4,18 16 1/15 6,06 16 9/23 9,43 11 10/24 10,06 11 6/20 10,65 11 Figur 8. Medelavnötningsutveckling.
3.2.
Övrig provning ring 1
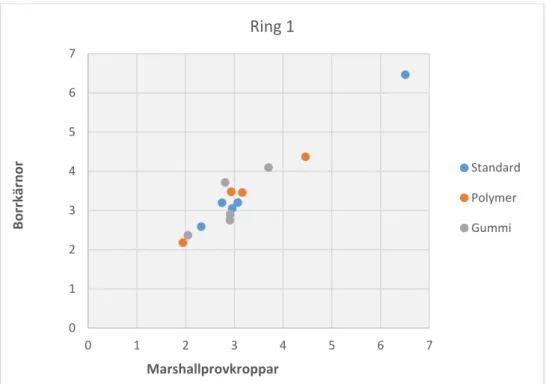
För att bedöma hur väl tillverkning av provplattorna lyckats avseende packningsgrad kan man jämföra hålrumshalterna hos Marshallprovkropparna med borrkärnorna till test enligt Prall. I Ring 1 är det mycket god överenstämmelse som framgår av Figur 9. När man jämför slitagemätningarna i Figur 10 kan man konstatera att beläggningar med penetrationsbitumen och polymerbitumen påverkats
likvärdigt i PVM och Prall medan beläggningar med gummibitumen ger ett lägre slitage i testet enligt Prall.
Figur 9. Jämförelser mellan hålrumshalter på Marshallprov och plattor till PVM.
Figur 10. Jämförelser mellan slitage i PVM och Prall.
0 1 2 3 4 5 6 7 0 1 2 3 4 5 6 7 B o rr kär n o r Marshallprovkroppar
Ring 1
Standard Polymer Gummi 0 10 20 30 40 50 0 2 4 6 8 10 12 Pra ll, m l PVM (285 000 varv), mmRing 1
Standard Polymer Gummi3.3.
Slitagemätningar PVM-ring 2
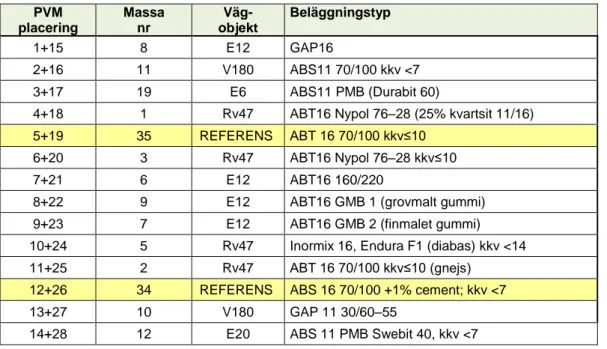
I det andra försöket (Ring 2) ingår ABT-beläggningar innehållande penetrationsbitumen, polymer- och gummibitumen med varierande recept och stenkvalitet samt några resterande ABS 11-beläggningar från Ring 1. En sammanställning över beläggningarna och dess placering i PVM redovisas i Tabell 3. Slitaget efter avslutat försök (285 000 varv) redovisas i Figur 11 och slitageförloppet under hela försöket i Figur 12. Ett tydligt resultat i Ring 2 är att ABS-beläggningarna klarar slitaget bättre än ABT-beläggningarna trots att ABT-beläggningarna har större stenstorlek. En förklaring till detta kan vara att man ofta har hårdare krav på stenkvalitet (kulkvarnsvärde) på en ABS-beläggning.
Tabell 3. Placering av beläggningarna i ring 2 (PVM-placering, se figur 3 i kap.2.4; Massa nr enligt inregistreringen vid ankomst till VTI).
PVM placering Massa nr Väg- objekt Beläggningstyp 1+15 8 E12 GAP16 2+16 11 V180 ABS11 70/100 kkv <7 3+17 19 E6 ABS11 PMB (Durabit 60)
4+18 1 Rv47 ABT16 Nypol 76–28 (25% kvartsit 11/16) 5+19 35 REFERENS ABT 16 70/100 kkv≤10
6+20 3 Rv47 ABT16 Nypol 76–28 kkv≤10 7+21 6 E12 ABT16 160/220
8+22 9 E12 ABT16 GMB 1 (grovmalt gummi) 9+23 7 E12 ABT16 GMB 2 (finmalet gummi) 10+24 5 Rv47 Inormix 16, Endura F1 (diabas) kkv <14 11+25 2 Rv47 ABT 16 70/100 kkv≤10 (gnejs)
12+26 34 REFERENS ABS 16 70/100 +1% cement; kkv <7 13+27 10 V180 GAP 11 30/60–55
Figur 11. Medelavnötning (”spårdjup”) efter 285 000 varv. Rangordning PVM nr [mm] typ 14/28 1,99 ABS11 3/17 2,26 ABS11 13/27 2,37 GAP11 2/16 2,43 ABS11 1/15 2,47 GAP16 12/26 3,32 ABS16 8/22 3,86 ABT16 9/23 4,03 ABT16 4/18 4,88 ABT16 7/21 5,29 ABT16 5/19 6,13 ABT16 11/25 6,48 ABT16 10/24 8,63 Inormix16 6/20 8,74 ABT16 Figur 12. Medelavnötningsutveckling.
3.4.
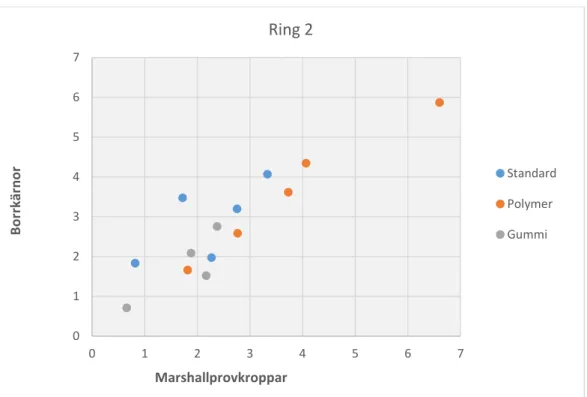
Övrig provning ring 2
Av Figur 13 framgår att även beläggningarna i Ring 2, på motsvarande sätt som i Ring 1, uppvisar en tämligen god överenstämmelse när det gäller packningsgraden hos plattorna jämfört med
Marshallprovkropparna. Även bedömningen av slitagemätningarna i Figur 14 ger samma bild som i Ring 1 (Figur 10) d.v.s. att beläggningar med gummibitumen ger lägre slitage i Prall jämfört med PVM. Sambandet för övriga prover är dock något ”spretigare” i Ring 2 än i Ring 1.
Grunddata redovisas i bilaga 1.
Figur 13. Jämförelser mellan hålrumshalter på Marshallprov och plattor till PVM.
Figur 14. Jämförelser mellan slitage i PVM och Prall.
0 1 2 3 4 5 6 7 0 1 2 3 4 5 6 7 B o rr kär n o r Marshallprovkroppar
Ring 2
Standard Polymer Gummi 0 10 20 30 40 50 0 2 4 6 8 10 Pra ll, m l PVM (285 000 varv), mmRing 2
Standard Polymer Gummi3.5.
Slitagemätningar PVM-ring 3
I det tredje försöket (Ring 3) ingår både ABS och ABT-beläggningar innehållande penetrations-bitumen, polymer- och gummibitumen med varierande recept och stenkvalitet. En sammanställning över beläggningarna och dess placering i PVM redovisas i Tabell 4. Slitaget efter avslutat försök (285 000 varv) redovisas i Figur 15 och slitageförloppet under hela försöket i Figur 16. En intressant jämförelse av resultaten i ring 3 är de två likvärdiga ABT16 beläggningarna där den ena består av okubiserad sten och den andra av kubiserad sten. Efter 285 000 varv har beläggningen med den kubiserade stenen ett slitage på 5,34 mm medan beläggningen med den okubiserade stenen har 6,69 mm slitage. En skillnad på 1,35 mm (>20 %), till den kubiserade stenens fördel.
Tabell 4. Placering av beläggningarna i ring 3 (PVM-placering, se figur 3 i kap.2.4; Massa nr enligt inregistreringen vid ankomst till VTI).
PVM placering Massa nr Väg- objekt Beläggningstyp 1+15 51 V 137 ABS16 PMB KGO 2+16 62 V580 ABS16 GMB 3+17 61 V580 ABS16 100/150
4+18 34 REFERENS ABS 16 70/100 +1% cement; kkv <7
5+19 57 E20 ABS 11 GMB
6+20 55 E20 ABS 11 GMB LTA
7+21 40 E6 ABS11 70/100 (70% kvartsit) 8+22 48 E10 ABT16 (okubiserad)
9+23 49 E10 ABT16 (kubiserad)
10+24 50 V580 ABT16 100/150 GMB kkv <5
11+25 41 E6 ABS 11 GMB 30/60–55, kkv <7 (GAP11)
12+26 ABS 11 PMB?
13+27 59 E20 ABS 11 70/100 14+28 56 E20 ABS 11 GMB KGO
Figur 15. Medelavnötning (”spårdjup”) efter 285 000 varv. Rangordning PVM nr [mm] 2/16 1,40 3/17 1,60 1/15 2,33 7/21 2,82 11/25 3,07 12/26 3,17 10/24 3,18 4/18 4,13 9/23 5,34 14/28 6,18 13/27 6,37 8/22 6,69 6/20 7,17 5/19 7,35 Figur 16. Medelavnötningsutveckling.
3.6.
Övrig provning ring 3
Av Figur 17 framgår att även beläggningarna i Ring 3, på motsvarande sätt som i Ring 1 och 2, uppvisar en tämligen god överenstämmelse när det gäller packningsgraden hos plattorna jämfört med Marshallprovkropparna. Även bedömningen av slitagemätningarna i Figur 18 ger samma bild som i Ring 1 och 2 d.v.s. att beläggningar med gummibitumen ger lägre slitage i Prall jämfört med PVM. Sambandet för övriga prover är dock ännu ”spretigare” i Ring 3 än i Ring 2.
Grunddata redovisas i bilaga 1.
Figur 17. Jämförelser mellan hålrumshalter på Marshallprov och plattor till PVM.
Figur 18. Jämförelser mellan slitage i PVM och Prall.
0 1 2 3 4 5 6 7 0 1 2 3 4 5 6 7 B o rr kär n o r Marshallprovkroppar
Ring 3
Standard Polymer Gummi 0 10 20 30 40 50 0 2 4 6 8 10 Pr al l, m l PVM (285 000 varv), mmRing 3
Standard Polymer Gummi3.7.
Begränsning beroende på varierande dubbutstick
Det är en fördel för PVM-körningen om alla plattor i ringen har liknande nötningsbeständighet då det annars kan uppstå nivåskillnad i övergången från en platta till en annan. Här var avsikten att gruppera massorna till ringar efter deras nötningsbeständighet för att undvika sådana nivåskillnader.
Dubbarna nöter på asfaltsytan men stenarna i asfalten nöter också på dubbarna. Grupperingen av massor medför att det blir skillnad i nötningsbeständighet mellan ringarna och därmed att det blir skillnad i dubbutstick mellan ringarna. I Figur 19 visas mätningen av dubbutstick efter olika antal varv vid dessa tre försök i PVM. Man ser här att dubben slits mindre på ABS-beläggningarna (ring 1) än på ABT-beläggningarna (ring 2 och 3). Man ser också att dubbutsticken har börjat på samma sätt i alla ringar men utvecklats olika. Om skillnaderna beror på att dubben påverkas olika av olika beläggnings-typer eller om det finns någon systematisk skillnad mellan de två försöken har hittills inte gått att reda ut.
Figur 19. Dubbutstickets variation mellan ringarna.
Det finns en referensmassa som varit med i alla tre ringarna, och avnötningen på referensmassan skiljer mellan ringarna på ett sätt som ser ut att hänga samman med dubbutsticket. Resultat och jämförelser ovan som avser avnötning blir därför begränsade till att gälla en ring i taget. För att kunna jämföra mellan ringar så behövs någon justeringsmetod som tar hänsyn till att dubbutsticken
utvecklats olika i de tre ringarna. Justeringsmetoden kan kontrolleras genom att referensmassan ska ha ungefär samma justerade avnötning i alla tre ringarna. Justeringsmetoden skulle dessutom tillåta att justerade resultat jämförs mellan massor från olika ringar.
4.
Metod vid varierande dubbutstick
Om man betraktar avnötningen i förhållande till antal körda varv så ser man att avnötningen sker snabbare i början av försöket och långsammare mot slutet. Man kan misstänka att den långsammare avnötningstakten mot slutet beror på att dubbarna har nötts ned. En jämförelse mellan beläggningar på samma ring kan gå bra även under sådana förutsättningar. En jämförelse mellan beläggningar från olika ringar kräver däremot en justering för att dubbarna nöts ned olika snabbt i de olika ringarna. Här föreslås en metod som kan hantera att dubbarna nöts under försöket i ett förlopp som inte är likadant för varje ring. Analysen sker i två steg. Första steget är att anpassa dubbutsticket till en funktion så att utsticket kan skattas efter ett godtyckligt antal varv, inte bara de varv då maskinen stoppats. Andra steget är att analysera hur spårdjupet påverkas av den sammantagna nötning som beläggningarna utsätts för genom kombinationen av antal varv och dubbutstick.
4.1.
Anpassning av dubbutstick
En bild av utsticket mot antal varv, se prickarna i Figur 20, visar ett långsiktigt förlopp som i huvudsak beskrivs med ett initialt utstick som nöts ned exponentiellt vid fler körda varv. Om man börjar vid ett högt antal varv, följer prickarna bakåt mot försökets start och samtidigt ”ritar” en sådan form så skulle kurvan gå brant uppåt sista biten mot försökets början. Man ser att utsticket inte uppträder med ett så högt startvärde i verkligheten. Vi lägger därför till att det finns en initial och snabbt avklingande avvikelse från det långsiktiga förloppet. Vi modellerar alltså inte detta som en initial och en långsiktig funktion som ska mötas efter några tusen varv, utan istället som en långsiktig funktion över hela förloppet och en avvikelse från denna som har viss betydelse vid start men vars betydelse klingar av ganska snabbt. Dubbutsticket kan därmed beskrivas matematiskt som 𝑎 ∙ exp(𝑏 ∙ 𝑥) + 𝑐 ∙ exp(𝑑 ∙ 𝑥), där 𝑥 är antalet varv och där 𝑎, 𝑏, 𝑐 och 𝑑 är koefficienter. 𝑎 och 𝑏 bestämmer utstickets startvärde och minskning i det långsiktiga förloppet medan 𝑐 och 𝑑 bestämmer storleken på den initiala avvikelsen från det långsiktiga förloppet samt hur snabbt den klingar av. En utökad förklaring till funktionen och parametrarnas betydelse visas i bilaga 2.
Den initiala avvikelsen och det långsiktiga förloppet har samma matematiska struktur men med olika värden på koefficienterna. Man kan anmärka att det därför inte är entydigt vilken del som är vilken eftersom det till varje parameteruppsättning finns en lika bra där bara ordningen kastats om. Genom att bestämma enkla villkor för koefficienternas värden kan man ändå se till att de representerar initial och långsiktig del så som texten beskriver dem.
Koefficienterna kan skattas med data från de olika ringarna men lämpligen forcerar man att egenskaper som är lika i de tre ringarna också representeras med samma värde. 𝑎 beskriver en egenskap i däcket medan 𝑏 påverkas av hur massan nöter ned dubben. Det är därför lämpligt att 𝑎 väljs gemensamt för de tre ringarna medan 𝑏 väljs separat. 𝑐 och 𝑑 beskriver också egenskaper i däcket så man bör välja ett 𝑐 gemensamt för de tre ringarna och på motsvarande sätt välja ett 𝑑 gemensamt för de tre ringarna. För det sammanlagda materialet av de 3 ringarna skattas därför 6 parametrar, 𝑎, 𝑏1, 𝑏2, 𝑏3, 𝑐 och 𝑑. Skattningsmetoden beskrivs ej närmare här. Anpassningen visas som kurvor i Figur 20.
Även om beskrivningen av valda funktioner m.m. fått stort utrymme här så är avsikten enkel. Vi föreslår detta som en sorts utjämning eller anpassning för att kunna skatta dubbutsticket vid något godtyckligt valt varv, inte bara vid de tillfällen då maskinen stoppats och dubbutsticket mätts.
Figur 20. Dubbutstick mot antal varv för de 3 ringarna.
4.2.
Kombination av varv och dubbutstick
Antag att avnötningen per varv är proportionell mot dubbutsticket inom det intervall av dubbutstick som förekommer i det här försöket. Vi antar alltså t.ex. att ett utstick om 1 mm nöter dubbelt så mycket som ett utstick om 0,5 mm om förutsättningarna är lika i övrigt. Vi inför här begreppet ”dubbvarv” som ett mått på vilken nötning beläggningarna utsätts för under försökets gång. Måttet kombinerar antalet varv med det genomsnittliga dubbutsticket. Om man t.ex. kör 1 000 varv med genomsnittligt dubbutstick 1 mm så räknas det som 1000*1=1000 dubbvarv. Om man kör 700 varv med genomsnittligt dubbutstick 1,2 mm så räknas det som 700*1,2=840 dubbvarv o.s.v. Om man kör 10 000 varv där dubben nöts ned rätlinjigt från 1,0 till 0,9 mm så blir antalet dubbvarv
1,00000+0,99999+0,99998+ . . .+0,90001+0,90000 (avrundat till 5 decimaler) som blir 9 500 dubbvarv. Vi har, enligt ovan, en skattning av hur dubbutsticket förändrats kontinuerligt under hela försöken. Vi har därmed också ett underlag för att beräkna den ackumulerade nötningen uttryckt som dubbvarv. Funktionen för dubbens nötning är inte rätlinjig och beräkningen kan inte göras lika enkel som i exemplen ovan. För att beräkna antalet dubbvarv vid t.ex. 100 000 maskinvarv i ring 1 så får man integrera den anpassade funktionen (svart kurva i Figur 20) från 0 till 100 000.
4.3.
Anpassning av avnötning
När man ska utvärdera spårdjupet efter olika antal varv så behövs en justering för hur dubbutsticket har varit från början och framåt genom hela försöket, och därför föreslår vi begreppet ”dubbvarv” enligt ovan. Avnötning bör analyseras i förhållande till antalet dubbvarv för att kunna göra jämförelser mellan beläggningar på olika ringar. Som kontroll används att referensmassan ska visa upp samma avnötning i förhållande till antalet dubbvarv på alla tre ringarna.
Beläggningarnas nötningsegenskaper kan framställas som ett långsiktigt samband mellan spårdjup och antalet dubbvarv. En bild av avnötningen mot antal dubbvarv visar ett långsiktigt förlopp som i huvudsak är en rät linje för de flesta beläggningarna. Avnötningen visas för referensmassan i de tre
ringarna med punkter i Figur 21. Överensstämmelsen med en rät linje är inte bra vid försökets start så även här läggs en initial avvikelse in. Den väljs så att spårdjupet börjar på 0 vid försökets start, växer snabbt i början men böjer av ganska tidigt för att sen följa ett rätlinjigt förlopp. Matematiskt betraktas spårdjupet som 𝐴 + 𝐵 ∙ 𝑥 − 𝐴 ∙ exp(𝐶 ∙ 𝑥) där 𝑥 är antalet dubbvarv och där 𝐴, 𝐵 och 𝐶 är
koefficienter. 𝐴 och 𝐵 beskriver startvärde och lutning i det långsiktiga förloppet medan 𝐶 bestämmer hur snabbt spårdjupet anpassar sig till det långsiktiga förloppet från att ha startat på 0. Även här avstår vi från att beskriva själva skattningstekniken. Däremot kan det förtydligas att 𝐴 har enheten mm och 𝐵 har enheten mm/dubbvarv. Den anpassade funktionen visas som kurvor i Figur 21. Funktionen och koefficienterna beskrivs också i bilagorna 3 och 4.
Figur 21. Referensbeläggningarnas avnötning per dubbvarv för ring 1, 2 och 3.
Det var ett mål att kunna jämföra avnötningsbeständigheten för beläggningarna i de tre ringarna med varandra. För att kunna göra det behövs en uppfattning om ifall avnötningen i de tre ringarna går att jämföra trots olika dubbutstick. Figur 21 visar att referensmassans avnötning per dubbvarv är nära densamma i alla ringarna trots att dubbutsticken inte varit lika. Referensmassans avnötning mot antal dubbvarv i ring 1 är mycket lik avnötningen i ring 2. Ring 3 sammanfaller inte riktigt med ring 1 och 2 men skillnaden är inte alarmerande stor. Linjerna bedöms sammanfalla tillräckligt bra. Med andra ord är koefficienterna i sambandet mellan avnötning och dubbvarv jämförbara mellan ringarna för referensmassan. Därför bör man kunna jämföra olika massor i olika ringar med varandra trots olika dubbutstick om jämförelsen uttrycks som avnötning i förhållande till antal dubbvarv.
5.
Resultat efter justering för varierande dubbutstick
Genom att använda begreppet dubbvarv, beskrivet i kapitel 4.2, kan resultat mellan olika körningar jämföras även om dubbutsticket varierat vid respektive körning. Jämförelserna uttrycks med koefficienterna 𝐴 och 𝐵, i viss utsträckning även 𝐶, som beskrevs i kapitel 4.3.
5.1.
Koefficienterna i avnötningsfunktionen
Analysen söker i huvudsak skattningar av 𝐴 och 𝐵, ett första mått som representerar spårdjupets startvärde och ett andra som visar hur snabbt spåret växer vid avnötning med dubbade däck. Värden på 𝐶 nära 0 antyder att den initiala avvikelsen hänger kvar länge d.v.s. att massan har egenskapen att avnötningen kommer in i ett stabil rätlinjigt förlopp väldigt sent under försöket.
Figur 22 nedan visar hur spårdjupet förändrats med antal dubbvarv för massa 3 och 6 i ring 1. De dubbla prickarna för samma massa och samma antal dubbvarv representerar spårdjupet hos de två segmenten med samma massa.
Figur 22. Spårutveckling för två olika beläggningar i ring 1.
Jämförelser mellan flera massor genom figurer av samma typ som ovan blir oläsliga vid jämförelser mellan många massor. De synliga egenskaperna i bilden kan visas med beräknade koefficienter och koefficienterna kan enklare användas för jämförelse mellan flera massor. Tabell 5 visar koefficienterna för referensmassan samt massa 3 och 6 i ring 1.
Tabell 5. Faktorerna A, B och C för ring 1 i analysen.
𝐴 𝐵 𝐶 Anm.
1,0532059 0,0000171 -0,0000431 Referensmassa
0,8469373 0,0000045 -0,0000795 Massa 3
5,1405569 0,0000200 -0,0000101 Massa 6
Man kan använda koefficienterna för att läsa ut väsentlig information om skillnader mellan massorna. • Massa 3: Det långsiktiga förloppet för den här massan har ett lågt startvärde (litet 𝐴) och har
därefter en långsam spårutveckling (litet 𝐵). Från start svänger den snabbt in till sitt långsiktiga förlopp (stort negativt 𝐶)
• Massa 6: Det långsiktiga förloppet för den här massan har ett högt startvärde (stort 𝐴) och har därefter en snabb spårutveckling (stort 𝐵). Från start svänger den långsamt in till sitt
långsiktiga förlopp (negativt 𝐶 nära 0).
Referensmassan finns ej med i Figur 22, men avsikten här var att beskriva hur jämförelser kan göras med de beräknade koefficienterna. Det syns på koefficienterna att referensmassan har lägre
avnötningsbeständighet än massa 3 men högre än massa 6. I det långsiktiga förloppet så utgår massa 3 och referensmassan från ungefär samma startvärde (nästan samma 𝐴). Avnötningen är därefter större hos referensmassan än hos massa 3, nästan lika snabb hos massa 6 (se koefficienterna 𝐵). Massa 3 har svängt in mot sitt långsiktiga förlopp redan efter 50 000 dubbvarv medan massa 6 inte gjort det förrän efter 150 000 dubbvarv. Referensmassan ligger någonstans däremellan, (se koefficienterna 𝐶). Bilaga 4 ger all väsentlig information om hur snabb avnötningen är i förhållande till antalet dubbvarv, uttryckt med koefficienterna 𝐴, 𝐵 och 𝐶 i avnötningsfunktionen.
I Kapitel 4.1 diskuteras en funktion för dubbutstick mot antal varv. Vissa egenskaper hör till däcken och kan förväntas vara lika i de tre ringarna medan andra egenskaper representerar massans påverkan på dubben och kan inte förväntas vara lika i de tre ringarna. Dubbutstickets initialvärde borde vara detsamma i alla ringarna men data ger inte bra stöd för det. Bilaga 5 visar en alternativ beräkning som i huvudsak är densamma som ovan men där man inte har något antagande om att dubbutsticken ska var lika initialt för de tre ringarna. Bilagan omfattar hela kedjan från skattning av dubbutstick till redovisning av koefficienter i avnötningsfunktionen.
5.2.
Gruppering av beläggningarna
Avnötningen beror på antalet dubbvarv d.v.s. antalet varv efter justering för att dubbutsticket förändras under försökets gång på ett sätt som inte är identiskt för ringarna. Beläggningarnas beständighet mot avnötning beskrivs av en funktion med 3 tolkningsbara mått. Spårdjupstillväxten beskrivs som en rät linje mot avnötningen där ett första mått är linjens startvärde och ett andra mått är linjens lutning. På kort sikt spelar startvärdet störst roll och på lång sikt spelar lutningen störst roll. Det är inte uppenbart hur man ska jämföra en massa med stort startvärde och liten lutning mot en annan massa med litet startvärde och stor lutning. En egenskap i den här analysmetoden är också att de två måtten ej skattas oberoende av varandra. Om man får in någon störning i data så tenderar den att påverka det ena måttet åt ett håll och det andra måttet åt andra hållet. Man bör därför se på någon samtidigt bild av startvärde och lutning.
I Figur 23 visas samtliga beläggningars startvärde och lutning. En gruppering visas med färgkoder. Grupperingen är gjord endast utifrån en bedömning av hur beläggningarna grupperas utan någon speciell analys. Beläggningarna som ligger långt ned åt vänster har bäst beständighet mot avnötning. Gruppen som markerats grön utgör en samling av bra beläggningar där det bedöms orimligt att försöka
separera dessa då skillnaden mellan dem är liten i förhållande till mängden tillgänglig data och skillnaden mellan ringar. De tre numrerade punkterna är referensmassan i ring 1-2-3. De har ritats ut speciellt för att ge något mått på likheten mellan ringar.
Det tredje måttet är hur snabbt avnötningsförloppet svänger in och stabiliserar sig mot det långsiktiga rätlinjiga förloppet. Man kan observera att beläggningar med sämre nötningsbeständighet ofta svänger in långsamt mot det långsiktiga förloppet, men det är mest en iakttagelse och inte ett mått som vi egentligen använder. Större punkter används för beläggningar som svänger in långsamt mot det långsiktiga förloppet.
Figur 23. Samtliga beläggningars startvärde och lutning.
I Figur 24 visas samtliga beläggningars beräknade spårdjup efter 140 000 dubbvarv med samma färgkodning som i Figur 23. Även här visas referensmassan i de 3 ringarna med ringnummer.
Figur 24. Samtliga beläggningars beräknade spårdjup efter 140 000 varv.
Figur 23 och Figur 24 visar bara i vilken omfattning det går att gruppera beläggningarna. De olika beläggningarnas tillhörighet till olika grupper visas i Tabell 6 nedan.
Tabell 6. Gruppering efter färgkoden i Figur 23, 24 och 27.
Den bästa gruppen, grön färgkod Ring 1, massa 3, 4, 11, 13 och 14 Ring 2, -
Ring 3, massa 2 och 3 Gul
Ring 1, massa 2, 5, 7, 8 och 12 Ring 2, massa 1, 2, 3, 13 och 14 Ring 3, massa 1, 7, 10, 11 och 12 Orange
Ring 1, massa 1
Ring 2, massa 8, 9 och 12 Ring 3, massa 4
Röd
Ring 1, massa 6, 9 och 10
Ring 2, massa 4, 5, 6, 7, 10 och 11 Ring 3, massa 5, 6, 8, 9, 13 och 14
5.3.
Jämförelse mellan Provvägsmaskin och test enligt Prall
I Figur 25 jämförs alla resultat från Ring 1, 2 och 3 i Provvägsmaskinen med resultaten enligt Prall, då PVM-slitaget omräknats till 140 000 dubbvarv. Man får ett ganska svagt samband (Korrelation=0,54). Sambandet ökar dock till korrelation 0,72 om man tar bort gummibeläggningarna och 0,78 om man studerar beläggningar med enbart standardbitumen (penetrationsbitumen). Slutsatsen blir att Prall inte ger en fullgod beskrivning av slitaget för andra typer av bitumen än penetrationsbitumen, dock med den reservationen att man även måste ta hänsyn till andra variabler som stenstorlek, stenkvalitet m.m. för att kunna göra en helhetsbedömning av slitagesambanden. Punkterna inom ringen i Figur 25 motsvarar samma referensbeläggning som ingått i alla 3 försöken. Detta visar att omräkningen till dubbvarv tycks fungera väl.
Figur 25. Slitage i PVM efter 140 000 dubbvarv jämfört med Prall.
R² = 0,54 0 10 20 30 40 50 0 2 4 6 8 10 Pr al l, ml PVM (140 000 dubbvarv), mm Standard Polymer Gummi
5.4.
Jämförelse mellan ABT-massor
Det var planerat att de ABT-massor som ingått i försöket skulle jämföras. Massa 4–9 och 11 i ring 2 samt 8–10 i ring 3 är ABT-massor. Massa 5 i ring 2 utgör en referens för ABT-massorna och de övriga ska jämföras med den och också med varandra. Det finns flera sätt att jämföra ABT-massorna.
• Om man ser på koefficienterna i bilaga 4 så framgår att det är stor skillnad mellan ABT-massorna. Alla har ungefär samma startvärde i det långsiktiga förloppet (samma A), men lutningen är ganska olika (olika B). De beter sig alltså ganska lika tidigt i slitageförloppet, tills dess att det har stabiliserat sig som ett rätlinjigt förlopp, men därefter är avnötningen olika snabb för de olika massorna.
• Figur 26 visar det anpassade långsiktiga förloppet för ABT-massorna med färgkoder (ring 2 röd, ring 3 grön) och segmentnummer. Figuren baseras på koefficienterna och visar därför samma sak men med annat visningssätt. Återigen ser man att i det långsiktiga förloppet så börjar avnötningen på ungefär samma sätt men därefter förändras de i ganska olika takt. • Om man vill jämföra vid 140 000 dubbvarv (se grå stödlinje i figuren) så kan man läsa av den
anpassade avnötningen i Bilaga 1.
• En gruppindelning var föreslagen i kapitel 5.2. Figur 27 kan ritas om med bara ABT-massor, eller på annat sätt lyfta fram dessa. Figur 27 är likadan som Figur 23 förutom att ABT-massorna har markerats med en blå ring där massa 5 i ring 2 fått en extra tydlig markering. • Mycket av de beräkningsmetoder som används här är valda för att kunna justera för att
dubbutsticket varierat mellan ringar. Det finns inte någon ABT-massa i ring 1. Ring 2 och 3 har ungefär samma dubbutstick. Det blir därför nära rätt att jämföra ABT-massorna genom att använda uppmätta data endast för ABT-massorna i kapitel 3.
Figur 26 Avnötning mot antal dubbvarv för ABT-massor. Röda kurvor hör till massor i ring 2 och gröna kurvor hör till massor i ring 3. Siffrorna anger segmentnummer.
Figur 27 Grupperingen med ABT-massorna inringade. ABT-referensmassan (ring 2 massa 5/19) har markerats med en extratjock ring.
Det finns tydligen flera olika sätt att komma åt en jämförelse mellan ABT-massor, men de ger i stort sett samma information. Alla ABT-massor börjar på ungefär samma sätt i det långsiktiga förloppet men utvecklas därefter ganska olika. Det är stor skillnad mellan den med lägst och den med högst uppmätt avnötning. Skillnaden är ca 4–5 ggr högre avnötningsbeständighet för den bättre, men man behöver bestämma exakt vilket jämförelsemått som ska användas innan ett mer exakt jämförelsetal kan fastställas. Massa 5/19 i ring 2 är lite sämre än genomsnittet av de ABT-massor som använts i försöket.
För ABT-massorna är det en ganska god överensstämmelse mellan avnötning och test enligt Prall. Alla massor utom 2 ligger ganska väl samlade runt en rät linje som beskriver sambandet mellan avnötning och Prall. De två som avviker är massa 7 och 11 i ring 2. Båda dessa har höga Prall men bara ungefär genomsnittlig avnötning jämfört med hela gruppen av ABT-massor.
6.
Jämförelse med provsträckor
Några av massorna som provats i PVM har också lagts ut på provsträckor. Dessa provsträckor finns i Uppsala, Mölndal och Falköping (Carlsson, H). De massor som kan jämföras med PVM hör till grupperna gummimodifierad bitumen (G), polymermodifierat bitumen (P) eller standard (S). Varje grupp finns inte representerad på varje provsträcka. På provsträckorna har mätning av avnötning utförts höst och vår. Slitaget under en vintersäsong, som antas motsvara dubbslitage, kan därefter subtraheras ut.
Figur 28. Jämförelse mellan avnötning på provsträckor och i PVM för några av massorna.
Figur 28 visar uppmätt avnötning på provsträckor mot avnötning i PVM. I delfigur Uppsala (överst till vänster) visas det ackumulerade dubbslitaget (mm) på provsträckan i Uppsala efter 4 vintersäsonger mot dubbslitaget i PVM efter 140 000 dubbvarv för två massor med gummimodifierad bitumen och två massor med standardbitumen. Överensstämmelsen mellan data från PVM och från provsträckor är mycket god. Delfigurerna från Mölndal och Falköping visar motsvarande värden för andra
Även om ordningen mellan massor är ungefär densamma i PVM som för provsträckorna så är inte den absoluta avnötningen ungefär lika. Det beror naturligtvis i stor utsträckning på att belastningen
140 000 dubbvarv inte återkommer även på provsträckorna. Den sista delfiguren (nere till höger) visar ett försök att beräkna slitage enligt PVM så att det blir jämförbart med provsträckorna.
Slitage-funktionerna som beskrevs i kapitel 4.3 har beräknats vid det antal dubbvarv som ger att medelslitaget för massorna som återfinns på provsträckan sammanfaller med medelslitaget som mätts upp på provsträckan. Det ger en bedömning av hur massorna skulle förhålla sig till varandra i PVM om man körde ett antal dubbvarv som är anpassat för att likna det man kan bedöma är motsvarande last på provsträckorna. Viss försiktighet ska iakttas när man läser av den sista delfiguren. Sättet att anpassa antal dubbvarv gör att centrumpunkten i punktsvärmen för respektive sträcka forceras att lägga sig på en ideal linje med startvärde 0 och lutning 1. Därför kan bilden ge ett totalintryck av bättre
samstämmighet mellan PVM och provsträckor än vad som finns stöd för i uppmätta data. Metoden förbättrar däremot inte samstämmigheten inom respektive punktsvärm. I första hand ska därför respektive punktsvärm jämföras med sin motsvarighet i de tidigare delfigurerna där skillnaden främst sitter i att antalet dubbvarv valts på olika sätt utifrån olika önskemål om vad redovisningen ska representera.
Det har nämnts ovan att det finns tidigare studier av överensstämmelsen mellan PVM och provsträckor som gett goda resultat. Resultaten här är lite blandade och framför allt är det den polymermodifierade massan på provsträckan i Mölndal som visar dålig överensstämmelse mellan PVM och provsträcka. Fotografier från platsen och texturvärden i form av MPD från vägytemätning tyder på en
inhomogenitet och grov textur med stor standardavvikelse. Orsaken härtill kan bero på problem vid utförandet eller en massa som var inhomogen vid leveransen. Detta leder till ökad spårtillväxt.
7.
Diskussion och slutsats
• Sambandet mellan test enligt Prall och slitage i PVM är tydligt endast om man särredovisar för en Bindemedelstyp i taget. Tidigare har man använt ett samband men det går inte längre att uttrycka ett allmänt samband lika enkelt nu när olika bindemedelstyper används.
• Beläggningar med penetrationsbitumen och polymerbitumen påverkas likvärdigt i PVM och Prall medan beläggningar med gummibitumen ger ett lägre slitage i testet enligt Prall. • Speciellt för gummibitumen visar test enligt Prall överdrivet bra beständighet mot nötning. • De massor som har jämförts visar väldigt olika avnötningsbeständighet. Man kan visa
skillnaderna grafiskt men också visa dem som beräknade koefficienter i en avnötningsfunktion.
• Ett välkänt faktum såsom att stenstorleken har stor betydelse för avnötningsbeständigheten visas tydligt när 16-massor fått betydligt bättre värden än 11-massor.
• ABS-beläggningarna klarar slitaget bättre än beläggningarna trots att
ABT-beläggningarna haft större stenstorlek. En förklaring till detta kan vara att man ofta har hårdare krav på stenkvalitet (kulkvarnsvärde) på en ABS-beläggning, samt inverkan från ballastens sammansättning.
• En kubiserad sten har en fördel i avnötningssynpunkt i jämförelse med okubiserad dito (omkring 20 %).
• Avnötningsfunktionen går att justera för varierande dubbutstick så att jämförelse mellan ringar går att genomföra även om dubbutsticken ej varit desamma i ringarna. Referensmassan, som varit med i alla tre ringarna, har ganska olika avnötning i ringarna men väldigt lika avnötning efter justering för dubbutstick.
• Det går att utse en liten grupp av bästa massor bland de massor som är testade.
• Önskvärt hade varit om flera uppgifter som beskriver de olika beläggningsmassorna hade varit tillgängliga såsom utförliga arbetsrecept och kulkvarnsvärden för ingående ballast.
Referenser
Carlsson, H. (2015). Profilmätning på sträckor med gummimodifierat bitumen på E4 Uppsala och E6
Mölndal, Uppföljning efter tre års trafik. VTI notat 5–2015. Linköping: Statens väg- och
transportforskningsinstitut.
Carlsson, H. (2015). Profilmätning på sträckor med polymermodifierat bitumen på riksväg 47
Falköping, Uppföljning efter tre års trafik. VTI notat 6–2015. Linköping: Statens väg- och
transportforskningsinstitut.
Jacobson, T. (1996) Undersökning av slitlagerbeläggningars resistens mot dubbade däck: försök i
VTI:s provvägsmaskin - PVM 13. VTI notat 15–1996. Linköping: Statens väg- och
transportforskningsinstitut.
Jacobson, T. (1994) Undersökning av slitlagerbeläggningars resistens mot dubbade däck i VTI:s
provvägsmaskin. VTI meddelande 732. Linköping: Statens väg- och transportforskningsinstitut
Jacobson, T. (1993) Undersökning av slitlagerbeläggningars resistens mot dubbade däck. Försök i
Bilaga 1 Grunddata laboratorieundersökningar
Grunddata för ring 1–3 avseende hålrumshalter, test enligt Prall och slitage i PVM (även omräknat till dubbvarv):
Borrk La b PVM dubbva rv
s kjutmå tt Pra l l 285 000 140 000
1+15 34 Sta nda rd ABS 16 70/100 kkv<7 (Referens ) 9,4 2,7 3,2 25,6 5,7 3,4
2+16 16 Sta nda rd ABS16 70/100 9,5 3,0 3,1 22,2 3,2 2,2
3+17 18 Sta nda rd ABS16 70/100 15,6 6,5 6,5 20,8 2,0 1,5
4+18 20 Pol ymer ABS 16-Arl a nda P09-345-1, 2010-08-23 14,3 4,5 4,4 20,6 2,4 1,7
5+19 15 Gummi GAP 16 kk 7 7,3 2,9 2,8 22,5 3,7 2,4
6+20 33 Gummi ABS 11 gmb g 6,7 2,8 3,7 36,0 10,3 6,7
7+21 23 Gummi GAP16 wetfi x+cem 8,8 2,9 2,9 16,2 3,9 2,6
8+22 22 Gummi GAP16 wetfi x 9,5 3,7 4,1 15,7 3,7 2,5
9+23 32 Pol ymer ABS11 wes tbi t w 7,2 3,2 3,5 31,8 9,0 5,8
10+24 38 Pol ymer ABS 11 Endura ( Nynä s ) 5,0 1,9 2,2 28,6 9,6 6,1
11+25 17 Gummi GAP16 6,8 2,0 2,4 13,3 2,4 1,7
12+26 21 Pol ymer ABS 16 Nypol 40/100-75 11,9 2,9 3,5 24,1 4,0 2,6 13+27 25 Sta nda rd ABS 70/100+1%cem(cem/wetfi x)? 9,9 3,1 3,2 13,4 2,4 1,6 14+28 24 Sta nda rd ABS 16 50/70+1% cem(cem/wetfi x)? 9,5 2,3 2,6 16,9 2,6 1,8
Borrk La b PVM dubbva rv
s kjutmå tt Pra l l 285 000 140 000
1+15 8 Gummi GAP16 7,1 2,4 2,8 14,8 2,5 2,5
2+16 11 Sta nda rd ABS11 70/100 8,7 1,7 3,5 25,5 2,4 2,5
3+17 19 Pol ymer ABS11 PMB 9,4 3,7 3,6 22,8 2,3 2,3
4+18 1 Pol ymer ABT16 Nypol 76-28 11/16 kva rts i t 5,9 2,8 2,6 30,6 4,9 4,9
5+19 35 Sta nda rd ABT 16 70/100 kkv ≤10 3,0 0,8 1,8 34,4 6,1 6,2
6+20 3 Pol ymer ABT16 Nypol 76-28 kkv ≤10 10,4 6,6 5,9 44,2 8,7 8,9
7+21 6 Sta nda rd ABT16 160/220 5,2 2,3 2,0 46,5 5,3 5,3
8+22 9 Gummi ABT16 GMB 1 (grovt gummi ) 4,4 1,9 2,1 15,3 3,9 3,9
9+23 7 Gummi ABT16 GMB 2 (fi nt gummi ) 2,5 0,7 0,7 22,5 4,0 4,1
10+24 5 Pol ymer Inormi x 16 Endura F1, Di a ba s 4,5 1,8 1,7 43,5 8,6 8,6 11+25 2 Sta nda rd ABT 16 70/100 kkv ≤10 6,4 3,3 4,1 47,0 6,5 6,5 12+26 34 Sta nda rd ABS 16 70/100 kkv<7 (Referens ) 9,4 2,8 3,2 25,6 3,3 3,4
13+27 10 Gummi GAP 11 KÅ 8,3 2,2 1,5 13,6 2,4 2,4
14+28 12 Pol ymer ABS 11 PMB Swebi t 40 9,8 4,1 4,3 26,6 2,0 2,0
Borrk La b PVM dubbva rv
s kjutmå tt Pra l l 285 000 140 000
1+15 51 Pol ymer ABS16 PMB KGO Henri k Ha mri n. 11,4 3,5 3,3 16,0 2,3 2,1
2+16 62 Gummi ABS16 GMB 10,3 3,6 3,8 8,9 1,4 1,3
3+17 61 Sta nda rd ABS16 100/150 10,6 3,5 4,1 19,2 1,6 1,5
4+18 34 Sta nda rd ABS 16 70/100 +1% cem; kkv<7 8,8 2,7 3,2 25,6 4,1 3,7
5+19 57 Gummi ABS 11 GMB 6,8 2,5 3,0 19,6 7,3 6,6
6+20 55 Gummi ABS 11 GMB LTA (Lå gtempera tura s fa l t) 9,7 4,0 4,4 23,1 7,2 6,4
7+21 40 Sta nda rd ABS11 70/100 (70% kva rts i t) 5,9 5,1 4,6 28,4 2,8 2,6
8+22 48 Sta nda rd ABT16 (okubi s era d) 4,2 1,1 2,0 32,3 6,7 5,9
9+23 49 Sta nda rd ABT16 (kubi s era d) 6,6 1,8 3,6 33,0 5,3 4,7
10+24 50 Gummi ABT16 100/150 GMB kk<5 7,4 5,3 5,6 15,0 3,2 3,0 11+25 41 Gummi GAP11 KÅ (Kå l l ered) 5,3 2,6 2,5 14,6 3,1 2,8 12+26 35 Pol ymer ABS11 PMB 7,8 0,8 3,2 34,7 3,2 2,9 13+27 59 Sta nda rd ABS 11 70/100 8,8 3,5 4,1 35,9 6,4 5,7 14+28 56 Gummi ABS 11 GMB KGO 8,8 5,2 5,9 21,4 6,2 5,5
Sl i ta ge
Pvm nr Pl a tta Bi tumentyp Bel ä ggni ng PVM-ring 3
Sl i ta ge
Pvm nr Pl a tta Bi tumentyp Bel ä ggni ng PVM-ring 2
Sl i ta ge
Pvm nr Pl a tta Bi tumentyp Bel ä ggni ng PVM-ring 1 va tten Mprk Hå l rum va tten Hå l rum Mprk va tten Hå l rum Mprk
Bilaga 2 Funktionen för dubbutstick
Betrakta figuren nedan. Funktionen för dubbutstick var 𝑎 ⋅ exp(𝑏 ⋅ 𝑥) + 𝑐 ⋅ exp(𝑑 ⋅ 𝑥) där 𝑥 är antalet varv. Den svarta kurvan är identisk i alla de 4 delfigurerna nedan, och har parametrarna 𝑎 = 1,2, 𝑏 = −0,00001, 𝑐 = −0,4 och 𝑑 = −0,0004. I delfigurerna ändras en parameter i taget genom att den halveras. Rubrikerna visar vilken parameter som halveras
Man ser att 𝑎 påverkar dubbutstickets nivå genom hela förloppet, 𝑏 påverkar hur snabbt dubbutsticket minskar, 𝑐 påverkar storleken på den initiala avvikelsen och 𝑑 påverka hur snabbt den initiala
Bilaga 3 Funktionen för avnötning
Betrakta figuren nedan. Funktionen för avnötning var 𝐴 + 𝐵 ⋅ 𝑥 − 𝐴 ⋅ exp(𝐶 ⋅ 𝑥) där 𝑥 är antalet dubbvarv. Den svarta kurvan är identisk i alla de 3 delfigurerna nedan, och har parametrarna 𝐴 = 2, 𝐵 = 0,00005 och 𝐶 = −0.0002. I delfigurerna ändras en parameter i taget genom att den halveras. Rubrikerna visar vilken parameter som halveras
Man ser att 𝐴 är startvärdet och 𝐵 är lutningen i det långsiktiga förloppet. Avnötningen är 0 vid försöket start men det långsiktiga förloppet startar ändå inte på 0. 𝐶 beskriver hur snabbt avnötningen svänger in, eller stabiliserar sig, mot det långsiktiga förloppet.
Bilaga 4 Koefficienter
Tabell 7. Koefficienterna A, B och C för alla massor i de tre ringarna.
Ring Massa 𝐴 𝐵 ⋅ 106 𝐶 ⋅ 106 1 1 1,05 17,1 -43,1 1 2 1,14 7,6 -49,5 1 3 0,85 4,5 -79,5 1 4 0,85 5,8 -70,7 1 5 1,08 9,6 -60,7 1 6 5,14 20,0 -10,1 1 7 1,21 10,1 -70,9 1 8 1,23 9,2 -60,3 1 9 2,85 22,7 -17,5 1 10 3,06 24,1 -15,6 1 11 1,06 4,8 -69,0 1 12 1,14 10,5 -65,2 1 13 0,81 6,0 -72,7 1 14 0,94 6,1 -49,1 2 1 1,11 10,0 -58,1 2 2 1,05 10,3 -79,6 2 3 1,04 9,1 -67,8 2 4 2,24 19,2 -54,7 2 5 1,60 32,7 -61,2 2 6 1,35 53,7 -145,8 2 7 1,47 27,7 -78,3 2 8 1,79 15,2 -57,9 2 9 2,02 14,7 -55,7 2 10 1,02 54,3 -138,5 2 11 1,40 36,6 -98,8 2 12 1,14 15,9 -48,3 2 13 1,13 9,1 -78,0 2 14 0,78 8,9 -140,1 3 1 1,10 7,3 -52,0 3 2 0,77 3,8 -72,4 3 3 1,02 3,6 -76,3 3 4 1,58 15,1 -39,7 3 5 4,21 20,8 -14,8 3 6 7,34 8,3 -9,0 3 7 1,26 9,4 -59,6 3 8 2,22 26,7 -33,3 3 9 1,61 22,3 -42,7 3 10 1,81 8,3 -69,1 3 11 1,33 10,5 -61,5 3 12 1,41 10,6 -71,7 3 13 5,51 12,8 -8,6 3 14 1,72 26,9 -35,8
Bilaga 5 Alternativ metod för bestämning av dubbutstickens betydelse
Bland antagandena ingår att det långsiktiga förloppet av dubbutstick sjunker med en hastighet som beror på beläggningarna och alltså på ringarna. Denna del anpassas individuellt för ringarna.
Dubbutstickens initiala värde och kortsiktiga förlopp antas däremot vara helt relaterade till däcken och bör vara lika för alla ringar. Antagandet om att däcken har samma egenskap i varje ring bör också diskuteras. I data från ring 1 och 2 ser dubbutsticken började på samma värde. Det var rimligt att skatta dubbens egenskaper på ett sätt som forcerar att de anpassade värdena på dubbutstick ska börja i samma punkt. Dubbutsticken i ring 3 börjar på en lite annan nivå, med dubbutstick ca 0,1-0,2 mm större än ring 1 och 2. Man kan överväga att släppa antagandet om att dubbutsticken ska börja på samma nivå för alla 3 ringar. Det kanske inte ska benämnas som en annan metod, snarare som en variant av tidigare använd metod. I så fall får man ett individuellt valt 𝑎 för varje ring och därefter följande bild över anpassade dubbutstick.
Figur 29 Dubbutstick mot antal varv för ring 1-3.
Jämför med Figur 20. Anpassningen ser nu bättre ut, vilket talar för att det är den här anpassningen som ska användas. Detta ska vägas mot att det är likadana däck som används i alla 3 ringarna, däck som borde ha likadana egenskaper. Det är inte något självklart val. Vi går vidare genom att beräkna hur stor betydelse detta val får för de slutliga resultaten.
Bilden som jämför referensbeläggningarna mellan ringar med den nya anpassningen av dubbutstick följer nedan och kan jämföras med Figur 21.


![Figur 11. Medelavnötning (”spårdjup”) efter 285 000 varv. Rangordning PVM nr [mm] typ 14/28 1,99 ABS11 3/17 2,26 ABS11 13/27 2,37 GAP11 2/16 2,43 ABS11 1/15 2,47 GAP16 12/26 3,32 ABS16 8/22 3,86 ABT16 9/23 4,03 ABT16 4/](https://thumb-eu.123doks.com/thumbv2/5dokorg/4762003.126804/26.892.108.701.105.485/figur-medelavnötning-spårdjup-rangordning-gap-abs-abt-abt.webp)