STUDIE AV MOMENTBEGRÄNSARE
Rebal Marcos
Ali Bazzi
STUDIE AV MOMENTBEGRÄNSARE
STUDY OF A TORQUE LIMITER
Rebal Marcos Ali Bazzi
Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom ämnesområdet Maskinteknik. Arbetet är ett led i den treåriga
Abstract
Abstract
This thesis is carried out on request from Saab Avitronics in Jönköping. Saab Avitronics develops and produces electric actuators that are used to control the wing flaps on flying vessels, both for the civil- and military market. This project aims to study a new type of torque limiter that will be a part of an actuator. The main task of the torque limiter is to disconnect the driving torque if the system goes to an undesirable stop and thereby protect sensitive machine parts from being overloaded.
The aim of this thesis was to investigate the parameters that influence on the functionality of the product theoretically and validate these studies with the results from practical experiments. The arrangement of the practical tests was selected in a way that enabled a comparison with the theoretical evaluation.
The work has resulted in a good understanding of how the different parameters influence the torque limiter and to what extent these affect the final function. A theoretical relation that describes the significance of different parameters was developed and compared with the results from the practical testing. The theoretical equation was found to be in accordance with the results from the practical tests. Positive changes leading to a more beneficial development of the product have been made based on the knowledge obtained in this study.
Sammanfattning
Sammanfattning
Examensarbetet är utfört på begäran av Saab Avitronics i Jönköping. Saab
Avitronics utvecklar och producerar elektriska aktuatorer som ska användas för att styra vingklaffarna på flygande farkoster, såväl civila som militära. Uppgiften var att studera en ny typ av momentbegränsare som kommer vara en del av en aktuator. Momentbegränsarens huvuduppgift är att koppla bort moment om systemet går mot oönskat stopp och därmed skydda känsliga maskindelar från överbelastning.
Tillvägagångssättet i detta arbete var att teoretiskt studera parametrar som påverkar produktens funktionalitet och sammankoppla studierna med resultat från en praktisk provning. Upplägget på den praktiska provningen valdes på ett sätt som möjliggjorde en jämförelse med den teoretiska utvärderingen.
Arbetet har resulterat i en bra uppfattning av de olika parametrarnas inverkan på momentbegränsaren samt i vilken utsträckning dessa påverkar slutfunktionen. Ett teoretiskt samband som beskriver de olika parametrarnas betydelse utvecklades och jämfördes med resultat från den praktiska provningen. Resultaten från den
teoretiska studien stämde väl överens med den praktiska provningen. De kunskaper som införskaffades utgjorde grunden för förändringsarbetet och har bidragit positivt till utvecklandet av produkten.
Nyckelord
Momentbegränsare Säkerhetskoppling SlirkopplingErkännande
Erkännande
Vi vill inledningsvis rikta ett stort tack till Saab Avitronics i Jönköping som givit oss möjligheten och förtroendet att utföra detta examensarbete. Vi vill även tacka alla som visat intresse och varit involverade i detta arbete.
Ett speciellt stort tack går till våra handledare Mats Johansson och Peter Albertsson på Saab Avitronics samt Patrik Cannmo på Tekniska högskolan i Jönköping.
Innehållsförteckning
Innehållsförteckning
1 Inledning ... 1 1.1 FÖRETAGSBESKRIVNING... 1 1.2 BAKGRUND... 1 1.3 SYFTE OCH MÅL... 2 1.4 AVGRÄNSNINGAR... 2 1.5 DISPOSITION... 3 2 Teoretisk bakgrund ... 4 2.1 MOMENTBEGRÄNSARE... 4 2.1.1 Friktionskoppling...4 2.1.2 Brytpinnekoppling...5 2.1.3 Snäppkoppling ...62.1.4 Momentbegränsare av typen ”Skewed Roller Disc” ...7
2.2 FRIKTION... 8
2.3 NÖTNING VID GLIDANDE KONTAKT... 11
2.4 SMÖRJMEDEL... 11 2.4.1 Smörjfetter ...12 2.5 AXIELL FJÄDERBELASTNING... 12 3 Genomförande ... 13 3.1 PLANERING... 13 3.2 METOD... 13 3.3 TEORETISK UTVÄRDERING AV MTSRD ... 14 3.3.1 Materialutvärdering ...15
3.3.2 Utvärdering av nötning i rullar ...17
3.4 ANALYS AV TEORETISKT MAXIMALMOMENT... 19
3.4.1 Kinematisk analys...20
3.4.2 Statisk jämvikt...20
3.4.3 Friläggning och jämviktsvillkor...21
3.5 PRAKTISK PROVNING... 24 3.5.1 Provningsplanering ...24 3.5.2 Utrustning...25 3.6 BESTÄMNING AV FJÄDERKRAFT... 26 3.6.1 Metod 1...26 3.6.2 Metod 2...27 3.6.3 Metod 3...28 3.7 MOMENTPROVNING... 29 4 Resultat ... 32
Innehållsförteckning
5.3 FORTSATT ARBETE... 45
6 Referenser... 46
7 Sökord... 47
Figur- och tabellförteckning
Figurförteckning
FIGUR 2.1.FRIKTIONSKOPPLING ... 4
FIGUR 2.2.BRYTPINNEKOPPLING ... 5
FIGUR 2.3.SNÄPPKOPPLING ... 6
FIGUR 2.4.SKEWED ROLLER DISC ... 7
FIGUR 2.5.DEFINITION AV RA-VÄRDET... 8
FIGUR 2.6.FÖRSTORAD BILD AV EN KONTAKTYTA... 8
FIGUR 2.7.DEFINITION AV FRIKTIONSKOEFFICIENTEN... 9
FIGUR 3.1.SPRÄNGSKISS PÅ EN MTSRD ... 14
FIGUR 3.2.MTSRD SOM ANVÄNDES VID PROVNINGEN... 15
FIGUR 3.3.MATERIAL SOM KLARADE GRUNDLÄGGANDE KRAV... 16
FIGUR 3.4.MATERIAL MED HÖGST STRÄCKGRÄNS... 16
FIGUR 3.5.AREA FÖR ETT SEGMENT AV EN CIRKEL... 17
FIGUR 3.6.VOLYMEN FÖR ETT SEGMENT AV EN CYLINDER... 18
FIGUR 3.7.MEDELVÄRDET O ... 19
FIGUR 3.8.PÅVERKANDE KRAFTER PÅ EN RULLE... 20
FIGUR 3.9.FRILÄGGNING AV EN RULLE... 21
FIGUR 3.10.DEFINITION AV RC... 21
FIGUR 3.11.(1)DIGITAL MÄTKLOCKA (2)MONTERINGSVERKTYG (3)MOMENTNYCKEL... 25
FIGUR 3.12.MOMENTBEGRÄNSARE PLACERAD I PRESS... 26
FIGUR 3.13.FJÄDERPAKETET PLACERAD I PRESSEN MED... 27
FIGUR 3.14.SAMBAND MELLAN PÅLAGD LAST OCH HOPTRYCKNING... 29
FIGUR 3.15.MTSRD PLACERAD I MONTERINGSVERKTYGET... 29
FIGUR 3.16.MÄTNING AV HÖJDSKILLNAD... 30
FIGUR 3.17.LÄGE DÅ NOLLSTÄLLNING UTFÖRS... 30
FIGUR 3.18.ROTATION AV MOMENTNYCKEL MED MARKERAD KALIBRERINGSPUNKT. ... 31
FIGUR 4.1.JÄMFÖRELSE AV MAXIMALMOMENTEN FÖR OLIKA DIMENSIONER PÅ RULLAR... 34
FIGUR 4.2.VARIATION AV MAXIMALMOMENT VID OLIKA TEMPERATURER... 35
FIGUR 4.3.JÄMFÖRELSE AV TEORETISKT MAXIMALMOMENT MED UPPMÄTTA... 36
FIGUR 4.4.JÄMFÖRELSE AV TEORETISKT MAXIMALMOMENT MED UPPMÄTTA... 36
FIGUR 4.5.INTERVALL FÖR VARIANT 8 MED EN FJÄDERKRAFT PÅ CIRKA 1600N... 37
FIGUR 4.6.INTERVALL FÖR VARIANT 8 MED EN FJÄDERKRAFT PÅ CIRKA 2100N... 37
FIGUR 4.7.INTERVALL FÖR VARIANT 8 MED EN FJÄDERKRAFT PÅ CIRKA 2700N... 38
FIGUR 4.8.INTERVALL FÖR VARIANT 8 MED EN FJÄDERKRAFT PÅ CIRKA 3300N... 38
FIGUR 4.9.INTERVALL FÖR VARIANT 2 ... 39
FIGUR 4.10.INTERVALL FÖR VARIANT 3 ... 39
FIGUR 4.11.INTERVALL FÖR VARIANT 5 ... 40
FIGUR 4.12.INTERVALL FÖR VARIANT 6 ... 40
FIGUR 4.13.INTERVALL FÖR VARIANT 7 ... 41
FIGUR 4.14.INTERVALL FÖR VARIANT 1 ... 41
FIGUR 4.15.INTERVALL FÖR VARIANT 4 ... 42
Inledning
1 Inledning
Detta inledande kapitel innefattar en företagsbeskrivning, bakgrund, syfte och mål samt avgränsningar och en disposition av rapportens uppbyggnad.
Examensarbetet har utförts i samarbete med Saab Avitronics i Jönköping och är en del av maskiningenjörsutbildningen på Tekniska högskolan i Jönköping.
Huvuduppgiften i arbetet var att studera en ny typ av momentbegränsare som kommer vara en del av en så kallad aktuator. Denna studie ska ge en inblick i hur momentbegränsaren fungerar och i vilken utsträckning olika parametrar påverkar funktionen.
1.1 Företagsbeskrivning
Saab Avitronics är en affärsenhet inom Saab-koncernen som utvecklar och tillverkar avancerad elektronik främst för militära tillämpningar. Det är ett av världens ledande högteknologiska företag med huvudsaklig verksamhet inom försvar, flyg och rymd. Huvudkontoret ligger i Järfälla men företaget har även verksamhet i Kista, Linköping och Jönköping samt i Centurion och Kapstaden i Sydafrika. I Jönköping utvecklas och tillverkas kvalificerad elektronik,
programvara och mekanik för flygplan, helikoptrar och andra krävande applikationer. De flesta projekt drivs i en internationell miljö och produkter levereras bland annat till två av världens största flygplanstillverkare, Airbus och Boeing.
1.2 Bakgrund
I Jönköping utvecklar och producerar Saab Avitronics elektriska aktuatorer som ska användas för att styra vingklaffarna på flygande farkoster, såväl civila som militära. I en aktuator kan det ingå elmotor, resolver, momentbegränsare, broms och planetväxel. Aktuatorn levererar en roterande rörelse som via stänger styr klaffarna. I systemet är elmotorns masströghetsmoment betydande och dessutom uppväxlat via växeln. Momentbegränsaren används för att koppla bort
masströghetsmoment om transmissionen går mot oönskat stopp. Hårda krav finns på urkoppling och inkopplingsmoment, och så snävt intervall som möjligt är
Inledning
1.3 Syfte och mål
Målet är att studera hur en momentbegränsare av typen ”Skewed roller disc” beter sig om smörjmedel, material, vinklar och fjäderkraft varieras. Man vill ta fram ett samband så att momentbegränsare kan dimensioneras för olika typer av
applikationer då den befintliga formel som idag används har visat sig
överensstämma dåligt med verkligheten. Kunskapen som tillförs företaget skall visa med en bättre noggrannhet hur denna typ av momentbegränsare beter sig. Krav som ställts av uppdragsgivare är:
• Utvärdering av vilka konstruktionsprinciper som finns. • Analys av ”Skewed Roller Disc”.
• Analys av vinkelns inverkan på slirmoment.
• Utvärdering av om vinkeln kan varieras för att nå mindre intervall. • Beräkning på hur länge slirkopplingen kan verka innan den degraderar. • Utvärdering av konstruktionens temperaturkänslighet och eventuell
självkompensering.
• Utförande av parameterstudie avseende:
- Olika material i rullar och skivor - Olika vinklar
- Olika smörjmedel - Olika tryck
Tyngdpunkten i rapporten kommer att läggas på att utreda hur de olika faktorerna påverkar momentet som behövs för att kopplingen skall börja slira. Kopplingen används sällan och hänsyn till detta kommer att tas. Detta innebär att kopplingen skall vara fullt funktionell även under en längre tid av ”vila”. Arbetet anses vara klart när en teoridel och en praktisk del har jämförts och sammanbundits av analytiska samband.
Inledning 1.5 Disposition
Rapporten börjar med en teoretisk bakgrund som bland annat innefattar en kort beskrivning om vilka olika konstruktionsprinciper för momentbegränsare som finns. Kapitlet innehåller även information om friktion, smörjmedel, nötning och axiell fjäderbelastning. Informationen används i senare skede i rapporten för att ge svar på frågeställningar som ställts.
Genomförandet är uppdelat i en teoretisk del och en praktisk del. Den teoretiska delen innefattar utvärdering av momentbegränsare av typen ”Skewed Roller Disc” samt en analys av hur ett teoretiskt maximalmoment skall beräknas. Den praktiska delen beskriver hur provningen planerades och utfördes.
I resultatet presenteras resultat från momentprovningen och jämförs med
teoretiskt beräknade värden. Kapitlet innefattar även jämförelser av olika prover, utvärdering av friktionskoefficienten i momentbegränsaren samt en utvärdering på hur en varierande temperatur inverkar på denna.
Rapportens avslutande kapitel innehåller slutsatser och diskussioner kring arbete och resultat samt förslag till fortsatt arbete. I kapitlet tas personliga reflektioner och åsikter om förbättringar på produkten upp.
Teoretisk bakgrund
2 Teoretisk bakgrund
Kapitlet syftar till att ge en inblick i vad en momentbegränsare är och används till, samt att allmänt beskriva friktion och nötning. Kapitlet innefattar även en beskrivning av hur en axiell fjäderbelastning fås samt vilka smörjmedel som lämpar sig i produkten som studerats.
2.1 Momentbegränsare
Många av dagens maskiner drivs av elmotorer. Vid ett eventuellt driftstopp så ökar det utgående momentet från motorn kraftigt. Ökningen kan medföra
överbelastning på känsliga maskindelar med dyra reparationer och driftstopp som följd. För att undvika dessa problem används en så kallad momentbegränsare (säkerhetskoppling), vars uppgift är att koppla ifrån det drivande momentet när detta når oönskad nivå. Momentbegränsare som används idag bygger oftast på tre olika principer nämligen friktion, brotthållfasthet och elasticitet. En komplikation med denna typ av maskinelement är svårigheter att med noggrannhet bestämma urkopplingsmomentet. För att uppfylla ett av de satta målen, tas det upp några vanliga konstruktionsprinciper av momentbegränsare som idag finns.
2.1.1 Friktionskoppling
Varianten (se figur 2.1) utnyttjar att friktionskraften mellan två fjäderbelastade lameller är begränsad. När momentet ökar så räcker inte friktionskraften till och kopplingen börjar slira (kallas därför även slirkoppling).
Teoretisk bakgrund
Friktionskoefficienten µ kan olyckligtvis variera mycket på grund av yttre miljöpåverkan, som ger en stor osäkerhet i det maximalt överförbara momentet (maximalmomentet). En annan nackdel är att friktionsvärmet blir ett problem om slirning (vid överlast) varar under en längre tid, vilket medför att kopplingen förslits snabbt och kan i extrema fall leda till brand. Om kopplingens avsedda funktion uteblir under en längre tid finns risk att maximalmomentet uppnås vid ett högre värde än förväntat. Fördelen med friktionskopplingar är att de klarar upprepade överlaster samt att de arbetar mjukt och tyst [1].
2.1.2 Brytpinnekoppling
Momentet i kopplingen överförs av en så kallad sprängpinne (kallas därför även sprängkoppling). I sprängpinnen finns en markerad brottanvisning som ger med sig vid eventuell överlast. När detta sker måste pinnen bytas ut för att moment åter skall kunna överföras. Maximalmomentet beror i denna variant på sprängpinnens brotthållfasthet och varieras därför genom att använda olika material i denna. Brytpinnekopplingens stora fördel (se figur 2.2) är att maximalmomentet kan bestämmas med större noggrannhet än friktionskopplingen.
Figur 2.2. Brytpinnekoppling [2]
Momentbegränsare av denna typ används oftast då det önskas att systemet ska kontrolleras och driftstoppets orsak undanröjas innan drift återupptas. En säkerhetsrisk föreligger om en pinne med bättre hållfasthet än som ämnats för applikationen isättes [2].
Teoretisk bakgrund
2.1.3 Snäppkoppling
I en snäppkoppling (se figur 2.3) finns ett eller flera rullelement som med fjäderkraft pressas in i V-formade spår. Rullelementen kan vara kulor eller
cylindriska rullar. När momentet ökar till ett specifikt värde räcker ej fjäderkraften till för att hålla rullelementen kvar i spåren och överkuggning sker (kallas därför även överkuggningskoppling).
Figur 2.3. Snäppkoppling [2]
Överkuggningen resulterar i en hög ljudnivå och kan ses som en indikator på att ett fel har uppstått. När felet åtgärdats och momentet sjunker till önskade värden faller rullelementen tillbaka i sina spår och kopplingen överför återigen moment. Det finns två olika konstruktionsprinciper för denna kopplingsvariant nämligen med axiell- samt radiell fjäderkraft. Vid val av typen med radiell fjäderkraft kan maximalmomentet bli varvtalsberoende om centrifugalkraften på rullelementen inte balanseras. Snäppkopplingens maximalmoment kan med relativt stor
noggrannhet fastställas då osäkerheten för styvheten hos en fjäder är mycket liten. Om kopplingen används i en applikation där upprepade eller långvariga överlaster förekommer måste kopplingen smörjas för att reducera värmeutveckling och slitage [2].
Teoretisk bakgrund
2.1.4 Momentbegränsare av typen ”Skewed Roller Disc”
Varianten består i regel av två platta skivor, ett antal vinklade cylindriska rullar, en skiva med urtag för rullarna och ett ytter hölje (se figur 2.4).
Figur 2.4. Skewed Roller Disc [3]
Den ena av de platta skivornas uppgift är att driva medan den andra skall drivas. Vilken skiva som skall ha respektive uppgift spelar i denna typ inte någon roll. Om den drivande skivan hålls fast medan den andra roterar så roterar varje enskild rulle kring sin egen axel samtidigt som uppsättningen av rullar roterar runt skivornas centrumaxel. På grund av det vinklade arrangemanget av cylindriska rullar uppstår slirning mellan rullar och skivor slupmässigt. För att funktionen som
momentbegränsare skall fullföljas behövs friktionskraften som uppstår när en relativ rotation mellan skivorna sker. Uppenbarligen behövs en axiell kraft för att uppnå önskad normalkraft mellan skivor och rullar. Den axiella kraften fås genom att fjäderbelasta skivorna vilket medför att skivorna konstant forceras mot
varandra. Friktionskraften från rullarna bidrar tillsammans med hävarmen till att ett begränsat vridande moment kan överföras. Då det ingående vridande
momentet överstiger friktionskraftens förmåga att överföra moment så uppstår rotation och slirning mellan rullar och skivor. Storleken på friktionskraften är därför den avgörande faktorn för storleken av det maximalt överförbara momentet. För att uppnå maximalmoment i nivå med andra typer av momentbegränsare behövs en relativt hög fjäderkraft vilket medför stor belastning på rullarna i
Teoretisk bakgrund
2.2 Friktion
Friktion [4] är det motstånd mot glidning som uppstår mellan två
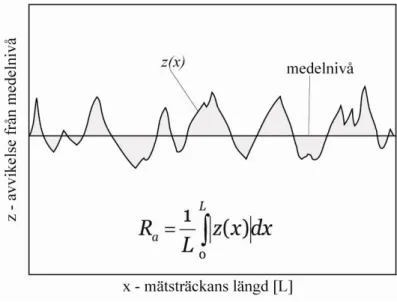
normalkraftsbelastade ytor och uppstår bland annat på grund av ojämnheter i materialen. Även om en yta, för ögat, kan verka fri från ojämnheter så är alla ytor alltid ojämna då de betraktas med tillräcklig förstoring. För att få en uppfattning av ojämnheternas omfattning i ett material används flera olika mätmetoder. Det mest vanliga mått för utvärdering av ojämnheter är det så kallade Ra-värdet som är ett medelvärde av en ytas vertikala avvikelse från medelnivå (se figur 2.5).
Figur 2.5. Definition av Ra-värdet
På grund av dessa variationer i ett materials ytstruktur kommer två fasta kroppar som pressas mot varandra i verklig kontakt endast i ett begränsat antal
Teoretisk bakgrund
De enskilda kontaktfläckarnas area beror i sin tur på storleken av den normalkraft som sammanpressar ytorna. Eftersom omfattningen av den verkliga kontaktarean kan vara svår att förutspå så är det relativt svårt att förutse storleken på
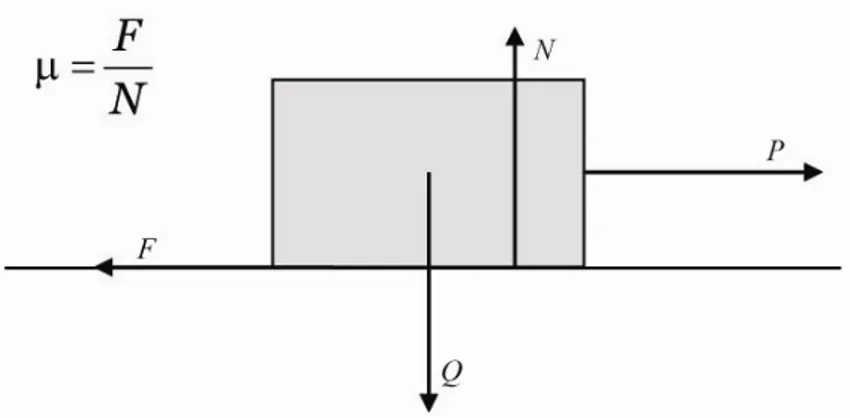
friktionskraften mellan två okända ytor. För att förenkla beräkningen för storleken av friktionskraften används en koefficient, kallad friktionskoefficienten, som är experimentellt framtagen för olika typer av kontakt. Friktionskoefficienten räknas fram som kvoten mellan friktionskraften och normalkraften och tecknas vanligtvis med den grekiska bokstaven µ (se figur 2.7).
Figur 2.7. Definition av friktionskoefficienten
Friktionskoefficienten kan sedan användas för att förutspå friktionskrafter med samma kontaktsituation men med exempelvis annan normalkraft. Från
definitionen för friktionskoefficienten kan dessa slutsatser dras: • Friktionskraften ökar proportionellt mot normalkraften. • Friktionskoefficienten påverkas ej av ytornas kontaktarea. • En eventuell glidhastighet påverkar ej friktionskoefficienten. Det föreligger en skillnad mellan den statiska (µs) och den kinetiska (µk)
friktionskoefficienten. Den statiska gäller för gränsvärdet för att initiera glidning medan den kinetiska gäller under glidning. Vanligtvis är den statiska
friktionskoefficienten högre än den kinetiska beroende på vidhäftningar mellan toppar i kontaktfläckarna på ytorna. För att få uppfattning av storleken på den kinetiska och statiska friktionskoefficienten för några vanliga
Teoretisk bakgrund
Tabell 2.1. Exempel på några friktionskoefficienter [5]
Vid friktion i rullande kontakt (exempelvis rullningslager) är friktionskoefficienten ofta betydligt mindre än den för glidande kontakt, ofta inom intervallet 1·10-5
till 5·10-3.
Några regler för friktion i rullande kontakt är enligt följande: • Friktionskraften ökar snabbare än normalkraften.
• När radien på de rullande elementen ökas så minskar friktionskraften. • För jämna ytor fås en lägre friktionskraft.
• Hastighetsberoendet för den kinetiska friktionskoefficienten är litet. Det är svårt att ge några allmängiltiga kvantitativa lagar för rullande friktion, därför är dessa regler endast allmänt hållna.
Teoretisk bakgrund
2.3 Nötning vid glidande kontakt
Kvantifiering av andelen bortnött material efter utfört nötningstest kan redovisas som viktförlust eller volymminskning hos det nötta materialet. Det är dock vanligare att resultatet presenteras som en så kallad nötningskoefficient vilken vanligtvis benämns K. Nötningskoefficienten definieras som ett samband mellan volymen bortnött material V, totala glidsträckan S, den pålagda lasten F och det nötta materialets hårdhet H. Sambandet benämns Archard´s nötningsekvation (se ekvation 2.2).
V F
K
S = H (2.2)
För att K skall bli en dimensionslös parameter måste F anges i Newton, V i kubikmeter, S i meter och H i Pascal. Då hårdhetsskalorna Vickers och Brinell vanligen anges i kp/mm2 måste dessa multipliceras med 9.81·106m/s2 för att sambandet skall gälla [4].
2.4 Smörjmedel
Smörjmedlet har i en MTSRD en viktig funktion då det uppstår oacceptabelt höga friktionskrafter i frånvaron av detta. I förhållandena som
momentbegränsaren i denna studie är tänkt att användas i så ställs höga krav på smörjmedlets mekaniska egenskaper. Ett avgörande krav är att smörjmedlet stannar på plats och ger en kontinuerlig smörjning under momentbegränsarens tänkta livslängd. Smörjfetter innehåller en förtjockare med en tvättsvampsliknande struktur vars uppgift är att suga upp olja och hålla denna på plats. I drift avger förtjockaren kontinuerligt olja som tillgodoser behovet av smörjning. Då smörjoljor ej besitter dessa egenskaper så har smörjfetter studerats närmare.
Teoretisk bakgrund
2.4.1 Smörjfetter
Ett smörjfett [4] består till ca 80 % basolja, 10 % förtjockare samt 10 % tillsatser. Förtjockarens uppgift är att suga upp basoljan och hålla denna på plats.
Smörjfetter har en dubbelnatur som på ett avgörande sätt skiljer dessa från tjocka smörjoljor. Om ett smörjfett utsätts för låga krafter beter det sig som en fast kropp. När kraften sedan stiger övergår det att bete sig som en vätska som vid avlastning återtar fast form. En nackdel med smörjfetter är att en för hård bearbetning av dessa kan medföra att fettet förlorar sin struktur och därmed funktion. Även den sämre förmågan smörjfetter har som värmeledare i jämförelse med oljor är en nackdel. Beroende på dessa nackdelar så används smörjoljor i större utsträckning än fetter. Det är däremot vanligare att rullningslager smörjs med fett än med olja beroende på att oljor har svårt att hålla sig på plats i ett lager. När ett rullager, smort med fett, börjar rotera skjuts fettet åt sidan och friger kontinuerligt olja som aktivt smörjer rullningbanan. Det bortskjutna fettet fungerar även som en spärr mot inflöde av vatten och föroreningar.
Då MTSRD kommer att användas i temperaturer ner mot -50°C duger ej de flesta konventionella fetter. Det fett som idag används i produkten benämns Aeroshell 33 [6] och är specialanpassat till att användas i flygindustrin. Fettet klarar av lägre temperaturer utan att förlora sina smörjande egenskaper relativt konventionella fetter. En annan orsak till att detta fett lämpar sig väl till
flygindustrin är att det kvarhåller basoljan under en längre tid i jämförelse med andra fetter. Aeroshell 33 klarar av Boeings krav på smörjfetter (BMS 3-33A) som bland annat innebär en arbetstemperatur mellan -73°C - 121°C.
2.5 Axiell fjäderbelastning
För att uppnå den fordrade axiella belastningen [1] krävs någon typ av fjäder som forcerar skivorna mot de cylindriska rullarna. Fjädern som krävs skall bidra med en stor kraft relativt en liten kontaktyta samt vara lämplig för statisk belastning under en längre tid. Behov av en fjäder som ger stor kraft vid ett begränsat utrymme finns, därför lämpar sig tallriksfjädrar väl för denna konstruktion. Enligt SMS 2313 finns tallriksfjädrar i två utförande, den ena avsedd för dynamisk belastning och den andra för statisk belastning. Det är tallriksfjädrar anpassade för statisk belastning som idag används i MTSRD.
Genomförande
3 Genomförande
I detta kapitel beskrivs en teoretisk utvärdering av MTSRD vilken innefattar en allmän utvärdering, materialutvärdering, utvärdering av nötningen i de cylindriska rullarna i produkten och en analys av hur ett teoretiskt maximalmoment beräknas. Kapitlet innefattar även en beskrivning på hur de praktiska proverna planerades och genomfördes.
3.1 Planering
Arbetet inleddes med litteraturstudier samt samtal med uppdragsgivaren i syfte att förstå problemställningen och definiera målen. Vidare erhölls en kravspecifikation som möjliggjorde att planering av arbetet kunde utföras. För att få en bättre överblick över planeringen gjordes ett Gant-schema (se bilaga 1.1). Planeringen gjordes för att underlätta att arbetet hölls inom de avgränsningar som satts samt att tidsramen för arbetet hölls.
3.2 Metod
För att uppnå de satta målen för detta arbete krävdes att en teoretisk- och en praktisk del utfördes. Målet med den teoretiska delen var att utvärdera MTSRD i syfte att förstå hur olika faktorer och parametrar påverkar slutfunktionen. Den praktiska provningen utfördes för att bekräfta och eventuellt justera den teoretiska utvärderingen. Hänsyn har ej tagits till temperaturförändringar i den teoretiska utvärderingen, således undersöktes detta i den praktiska provningen.
Genomförande
3.3 Teoretisk utvärdering av MTSRD
Följande del innefattar en teoretisk utvädering av en befintlig MTSRD med grundutförande enligt figur 3.1. En kort beskrivning av detaljerna i produkten följer:
1. Axel 6. Distansring
2. Kullager 7. Låsbricka
3. Fjäderpaket 8. Mutter
4. Skiva med urtag för rullar 9. Skiva med inre kuggar
5. Skiva med yttre kuggar 10. Cylindrisk rulle
Figur 3.1. Sprängskiss på en MTSRD
De två skivor med yttre kuggar (5) har i uppgift att föra vidare momentet som tillförs i axeln (1). Fjäderpaketets (3) uppgift är att tillföra den axiella belastningen som krävs. Av geometriska skäl används i denna konstruktion fyra skivor med urtag för rullar (4) som har i uppgift att hålla rullarna (10) på plats. De tre skivor med inre kuggar (9) har i uppgift att överföra det ingående momentet till rullarna. Muttern (8) samt låsbrickan (7) används för att ställa in och bevara den önskade fjäderkraften. I konstruktionen finns ett kullager (2) för att momentbegränsaren skall kunna rotera utan större motstånd i det hölje som den skall monteras i.
Genomförande
I den praktiska provningen användes en MTSRD med grundutförande enligt figur 3.1, men med två skivor med urtag för rullar samt ett antal extra distanser i syfte att kompensera för geometriförändringen (se figur 3.2).
Figur 3.2. MTSRD som användes vid provningen
3.3.1 Materialutvärdering
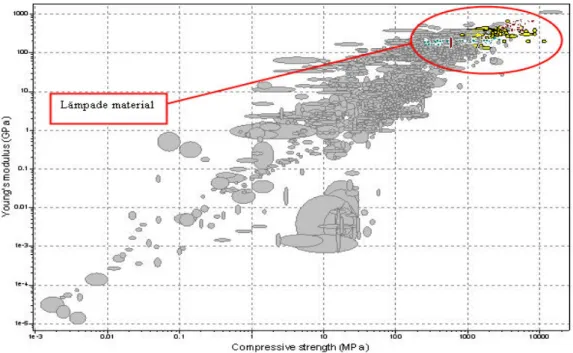
Materialet i skivor och rullar måste ha hög hårdhet, bra utmattningsegenskaper samt vara nötningståligt. Krav finns på att materialet skall klara av temperaturer mellan -50°C – 100°C utan att egenskaperna förändras allt för mycket. Detta ställer bland annat krav på att värmeutvidgningskoefficienten skall hållas så låg som möjligt. För att få en uppfattning om hårdhet, E-modul mm. så undersöktes typiska material som används i rullager. Hjälpmedlen vid utvärderingen var Internet, litteratur samt CES Edu Pack 2006. Med de krav på mekaniska
egenskaper som ställdes så kunde vissa materialkategorier bortses ifrån. De flesta material som uppnådde kraven tillhörde kategorin låg- och höglegerade kolstål samt keramiska material (se figur 3.3). Vid slirning mellan skivor och rullar i en MTSRD uppstår krafter som kan bidra till att materialet i dessa plastiskt
deformerar. Det är därför viktigt att värdena på materialets sträckgräns och
Genomförande
Genomförande
3.3.2 Utvärdering av nötning i rullar
Utvärderingen gjordes i syfte att approximera slitaget på rullarna samt undersöka när MTSRD degraderar. För att detta skulle vara möjligt krävdes ett antagande om hur omfattande slitaget behöver bli innan en degradering sker. Vid en studie av en rulle med diameter 3mm och längd 5mm kan antagandet för omfattningen av slitaget på 0,1mm göras vid varje kontaktlinje. Beräkningarna kommer att utförs på en rulle mot en kontaktyta för att sedan multipliceras med två. I denna utvärdering beräknas den totala glidsträckan S i Archard´s nötningsekvation (se kapitel 2.4) enligt följande:
=VH
S
KF (3.1)
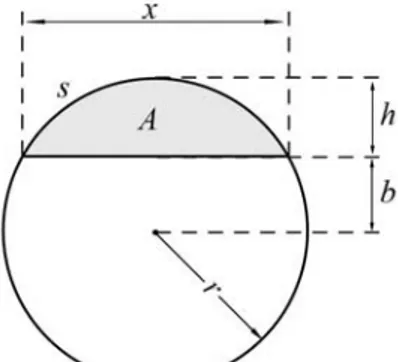
Nötningen i rullriktningen är liten i jämförelse med nötningen i glidriktningen och försummas därför i denna utvärdering. För att det ska vara möjligt att använda ekvation (3.1) krävs bland annat kännedom om den bortnötta volymen för rullen. Volymen för ett segment av en cylinder beräknas genom att först beräkna arean av ett cirkelsegment [7] enligt följande:
Figur 3.5. Area för ett segment av en cirkel
1
( )
2
= −
A rs bx (3.2)
Genomförande
insättning av (3. 4) och (3. 3) i (3.2) ger följande:
2 2 1 16 ( ( ((2 (2 )) )) (2 (2 )) 2 3 = − + − − A r h r h h b h r h (3.5)
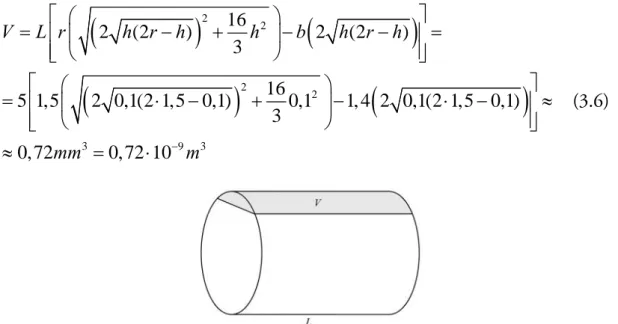
Ekvation (3.5) multiplicerat med längden av rullen samt med två (två kontaktytor) ger följande volym:
(
)
(
)
(
)
(
)
2 2 2 2 3 9 3 16 2 (2 ) 2 (2 ) 3 16 5 1,5 2 0,1(2 1,5 0,1) 0,1 1, 4 2 0,1(2 1,5 0,1) 3 0, 72 0, 72 10 V L r h r h h b h r h mm − m ⎡ ⎛ ⎞ ⎤ = ⎢ ⎜ − + ⎟− − ⎥= ⎢ ⎝ ⎠ ⎥ ⎣ ⎦ ⎡ ⎛ ⎞ ⎤ = ⎢ ⎜ ⋅ − + ⎟− ⋅ − ⎥ ≈ ⎢ ⎝ ⎠ ⎥ ⎣ ⎦ ≈ = ⋅ (3.6)Figur 3.6. Volymen för ett segment av en cylinder
Materialet i denna utvärdering antogs vara AISI 52100 med en hårdhet på 848
kp/mm2 i Vickers skala, således fås H i ekvation (3.1) till 848·9,81·106 (se kapitel 2.4).
Om ett antagande nu görs att lasten på en rulle F är 500N och nötningskoefficienten K är
2·10-5
fås den totala glidsträckan enligt nedan:
6 9 5 848 9,81 10 0, 72 10 599 2 10 500 HV S m KF − − ⋅ ⋅ ⋅ ⋅ = = ≈ ⋅ ⋅ (3.7)
Genomförande
Sträckan som en rulle förflyttar sig på ett varv O i MTRSD beräknas som medelvärdet av omkretsen för skivan med urtag samt dess centrumhål enligt nedan: Figur 3.7. Medelvärdet O 3 1 2 41,5 25,1 104, 6 104, 6 10 2 2 d d O= + π = + π ≈ mm= ⋅ − m (3. 8)
vilket medför antalet varv N:
3 599 5726, 6 104, 6 10 S N O − = = ≈ ⋅ (3.9)
Eftersom rullarna ej endast glider gjordes ett antagande om att rullarna rullar och glider i samma utsträckning vilket skulle innebära att antalet varv fördubblas. Vid ett varvtal n av 3900 varv/min fås den maximala tiden för slirning Z enligt
följande: 2 2 5726, 6 2.94 min 3900 N Z n ⋅ = = ≈ (3.10)
En MTSRD slirar endast under mycket kort tid under de få driftstopp som inträffar, därför antas den maximala tiden för slirning tillräcklig.
Genomförande
3.4.1 Kinematisk analys
Fram till att det maximala momentet uppnås befinner sig rullar och skivor i statisk jämvikt och en kinematisk analys antas därför ej relevant i detta arbete.
3.4.2 Statisk jämvikt
För att statisk jämvikt [9] skall råda måste varje punkt i ett referenssystem antas vara i vila vilket innebär att varje koordinat skall vara konstant fast förbunden med ett koordinatsystem under ett tidsintervall. För att detta skall gälla måste ingående och utgående vridande moment, teoretiskt, vara av samma storlek. Den avgörande faktorn som ger upphov till att moment kan överföras är friktionskraften mellan rullar och skivor. För att få överblick på storleken på den totala friktionskraften för samtliga rullar följer en figur av påverkande krafter på en rulle (se figur 3.8).
Figur 3.8. Påverkande krafter på en rulle
Friktionskrafterna fr1 och fr2 samt fa1 och fa2 är (då statisk jämvikt råder) av samma
storlek dock motriktade, vilket innebär att två kontaktytor per rulle bidrar till att moment överförs. Figur 3.8 påvisar att även den axiella kraften f ger upphov till en lika stor motriktad kraft. Med information som framlagts samt ett antagande om att rullen är en partikel i referenssystemet kunde en friläggning utföras (se figur
Genomförande
3.4.3 Friläggning och jämviktsvillkor
Figur 3.9. Friläggning av en rulle
I figur 3.9 har påverkande friktionskrafter samt avstånd till centrumaxel från en rulles mittpunkt Rc satts ut (se figur 3.10).
Genomförande
Rc beräknas enligt följande:
1 2
2
c
d d
R = − (3.11)
När jämvikt råder skall verkande krafter bilda ett nollsystem, vilket innebär att summan av samtliga krafter i respektive riktning skall bli noll. En summering av dessa i x- och y-led utfördes därför och följer nedan:
2 1 2 1
:μ cosθ μ cosθ μ cosθ μ cosθ 0
→ f + f − f − f = (3.12)
2 1 2 1
:μ sinθ μ sinθ μ sinθ μ sinθ 0
↑ f + f − f − f = (3.13)
Även summan av momenten med avseende på O (se figur 3.9) i negativ riktning moturs skall vara noll:
2 1 2 1
: cos sin cos sin 0
o c c c c t A M R f R f R f R f M M μ θ+ μ θ− μ θ− μ θ = 144444424444443 144444424444443 (3.14)
de motriktade momenten skall vara av samma storlek då jämvikt råder, vilket ger:
t A
M =M (3.15)
där Mt är storleken på det maximalt överförbara momentet för en rulle, vilket ger:
2 cos 1 sin ( 2cos 1sin )
t c c c
M =R μ f θ+R μ f θ =R f μ θ μ+ θ (3.16)
Eftersom en skiva med urtag i momentbegränsaren innehåller ett flertal cylindriska rullar som överför moment (se figur 3.1), måste sambandet för maximalmomentet anpassas. Anpassningen innebär en multiplikation av sambandet med antalet rullar enligt följande:
2 1
( cos sin )
t r c
M =N R f μ θ μ+ θ (3.17)
Genomförande
Sambandet gäller endast under förutsättningen att vinkel θ för samtliga rullar är av samma storlek. För en varierande vinkel θ måste sambandet i ekvation i (3.17) modifieras för detta, vilket innebär en summering enligt nedan:
2 1 1 1 2 1
( cos sin ) , , ( cos sin )
t c c n n
M =R f μ θ μ+ θ +K +R f μ θ +μ θ (3.20)
som även kan skrivas enligt följande:
2 1 1 ( cos sin ) Nr n n t c n M R
f
μ θ μ θ = =∑
+ (3.21)Friktionskoefficienten i radiell riktning (µ2) är betydligt mindre än den i axiell riktning (som beskrivs i kapitel 2.3), således kan ett försummande av denna göras. Antagandet innebär att ekvation (3.21) kan skrivas enligt följande:
1 1 sin Nr n t c n M μ R
f
θ = =∑
(3.22)Sambandet gäller för en MTSRD med endast en skiva med urtag. Om flera skivor med urtag används måste sambandet multipliceras med antalet av dessa:
1 1 sin Nr n t s c n M N μ R
f
θ = =∑
(3.23)Det teoretiska maximalmomentet kommer fortsättningsvis att beräknas med detta samband som grund.
Genomförande
3.5 Praktisk provning
Följande stycke beskriver hur planeringen och utförandet av den praktiska provningen gick till samt vilken utrustning som användes.
3.5.1 Provningsplanering
Fakta i den teoretiska utvärderingen möjliggjorde insikt i vilka faktorer som teoretiskt hade inverkan på maximalmomentet. Eftersom vinkel och fjäderkraft ingår i ekvationen för det teoretiska maximalmomentet valdes det, i samråd med uppdragsgivaren, att testas några rimliga variationer av dessa faktorer. Valen gjordes i syfte att jämföra det verkliga maximalmomentet med det teoretiska. Utvärdering av huruvida kontakttrycket mellan rullar och skivor påverkar slutfunktionen utfördes ej, därför valdes det att testas rullar med olika diameter och längd. För att på ett strukturerat sätt få en överblick över hur de olika faktorerna kan kombineras så gjordes en provplan. Med material som
införskaffades till detta projekt så har alla möjliga kombinationer presenterats som en matris (se bilaga 3.1). Varje variant är en kombination av ett alternativ i varje rad i matrisen. För projektets ändamål valdes några specifika varianter ut för provning. För att få en uppfattning om hur mycket de olika parametrarna påverkar produkten så valdes mått, vinklar och fjäderkraft kring en befintlig variant. Varianterna återfinns i matrisen som siffror från ett till åtta med cirklar kring. För att klargöra kombinationen av parametrar för en variant följer här ett exempel:
Variant 6 Vinkel θ1 (2x): 60
○
(med detta menas att två av rullarna är placerade med en vinkel på 60○). Vinkel θ 2 (4x):50
○
(med detta menas att fyra av rullarna är placerade med en vinkel på 50○). Diameter (mm): 3
Längd (mm): 5
Fjäderkraft (N): 2700N
Exemplet illustrerar hur man följer en variant genom matrisen (Bilaga 3.1) och får ut gällande parametrar.
Alla varianter förutom variant åtta testas med samma fjäderkraft och samtliga fall testas med låg (-30○C) samt hög (80○C) temperatur.
Genomförande
3.5.2 Utrustning
Inför den praktiska provningen införskaffades rullar och skivor enligt varianterna i provningsplanen. Materialet i samtliga rullar var AISI 52100, CuAl10Ni5Fe4 för skivorna med urtag, samt 15-5 PH för de inre- och yttre skivorna (se bilaga 2.1). Vid inställning av önskad fjäderkraft användes en digital mätklocka med en upplösning på tusendels millimeter (se figur 3.11). För mätning av det maximalt överförbara momentet för de olika varianterna användes en kalibrerad digital momentnyckel samt ett monteringsverktyg som har i syfte att förhindra rotation av skivorna med yttre kuggar (se figur 3.11). Det är endast vid ihopmontering och isärtagning av MTSRD som stålpinnarna i figur 3.11 används då de möjliggör åtdragning av mutter.
Figur 3.11. (1) Digital mätklocka (2) Monteringsverktyg (3) Momentnyckel
En temperaturkammare användes för att värma upp respektive kyla ned momentbegränsaren till önskad temperatur. Vid bestämning av fjäderkraft användes bland annat en dragprovmaskin samt en press med tillkopplad kraftgivare.
Genomförande
3.6 Bestämning av fjäderkraft
3.6.1 Metod 1
För att se till att rätt fjäderkraft pressar skivorna mot varandra så behövdes ett samband som beskriver höjdskillnaden som inträffar på momentbegränsaren vid pålagd last. En digital höjdmätare och en press med tillkopplad kraftgivare (Se figur 3.12) användes för att bestämma sambandet.
Figur 3.12. Momentbegränsare placerad i press
Momentbegränsaren mättes först upp obelastad och höjdmätaren nollställdes i detta läge. Kraftgivaren som momentbegränsaren var placerad på rörde på sig något i höjdled då testet utfördes. En mätning på denna rörelse utfördes därför. När detta var gjort så lades en kraft på 2500 N på momentbegränsaren varefter en mätning av höjdskillnad utfördes.
Rörelsen på kraftgivaren uppmättes till 0,038 mm och höjdskillnaden på momentbegränsaren till 0,387 mm. Den verkliga hoptryckningen av momentbegränsaren blev alltså:
Genomförande
teoretiskt förutbestämda värdena. Eftersom det förelåg en stor osäkerhet i bestämmandet av fjäderkraft enligt den metod som tillämpades, så kopplades variationen till betydande fel i fjäderkraften. Osäkerheten i bestämmandet av fjäderkraft beror med stor sannolikhet på bland annat mätfel då en exakt mätning av hoptryckningen inte kunde utföras med de verktyg som användes. En annan orsak är mätningen av rörelsen på kraftgivaren. Vid summering av dessa två fel blir variationen tillräckligt stor för att resultatet ska bli tillräckligt avvikande för denna studie. Ett fel som är svårt att undvika uppkommer vid mätning av hoptryckning, då en bestämd fjäderkraft önskas. Det är därför viktigt att se till att andra fel hålls minimala.
3.6.2 Metod 2
För att undvika de mätfel som uppstod vid bestämning av fjäderkraft användes i ett andra försök en lägesgivare. Det krävdes att mätningen endast utfördes på de lösa tallriksfjädrarna (se figur 3.13) för att försöket skulle vara möjligt.
Figur 3.13. Fjäderpaketet placerad i pressen med lägesgivare tillkopplad
Återigen lades en last på dessa och resultatet plottades upp (se bilaga 4.1). Distanser på 9,8mm användes för att säkerställa höjden på fjäderpaketet då maximalkraft var pålagd. Lägesgivaren gav ett utslag på 1V/mm och kraftgivaren 1mV/N. För att det skulle vara enkelt att läsa av och räkna på grafen som plottats så valdes skalan på x-axeln till 20mV/cm och på y-axeln till 200mV/cm.
Genomförande
Kraften som krävdes för att fjäderpaketet skulle hoptryckas till höjden 9,8 mm avlästes i grafen till:
16,8cm⋅200mV =3360mV =3360N (3.29)
Svårigheter förelåg att med precision mäta fjäderpaketets höjd i obelastat läge, därför beräknades denna genom att ta reda på hur mycket fjädrarna trycks ihop för att nå höjden 9,8mm. Lutningen och den maximala kraften sattes in i ekvationen för räta linjen med x som höjdskillnaden och y som maximala kraften.
3360 6551, 72 / 0 y kx m= + ⇒ N = N mm x⋅ + (3.30) 3360 0,5129 6551, 72 N x mm N mm = = (3.31)
Fjäderpaketet var alltså 9,8 0, 5129 10, 3129mm+ = i obelastat läge.
Vidare så bestämdes ett värde på hur mycket hoptryckningen blir per Newton, precis som i föregående test.
N mm N mm 0,1526 10 3 3360 5129 , 0 = ⋅ − (3.32) Skillnaden från föregående test blev alltså inte stort. Eftersom testet endast
utfördes på det lösa fjäderpaketet så togs ingen hänsyn till höjdskillnad som
berodde på hoptryckning av skivor och elastiska deformationer i materialet. Testet kunde därmed ej anses felfritt.
3.6.3 Metod 3
Ytterligare ett försök utfördes för att minska de fel som kan uppstå vid bestämning av fjäderkraften enligt metod ett och två. I försöket användes en dragprovmaskin för att tillföra den önskade kraften. För att undvika fel som kan uppstå beroende på hoptryckning av skivor och elastiska deformationer i materialet så utfördes försöket på hela kopplingen i monterat tillstånd (se figur 3.2). Dragprovmaskinen är utrustad med kraft- samt lägesgivare som är kopplade till en dator, vilket medför att fel som uppstår vid manuell mätning av höjdskillnad och pålagd last undgås. Ett antal prov utfördes och resultaten plottades upp i diagram, med
Genomförande
Figur 3.14. Samband mellan pålagd last och hoptryckning
Diagrammet visar, så som metod ett och två, att hoptryckningen är relativt liten. Ett antagande om linjärt samband antas därför medföra tillräckligt stora fel för att förkastas. För att på ett bättre sätt beskriva sambandet användes ett polynom av andra graden enligt nedan:
2
739, 09 3353, 6
y= x + x (3.33)
Sambandet användes i senare skede för att ställa in en bestämd fjäderkraft.
3.7 Momentprovning
Provningen inleddes med infettning av skivor och rullar varefter ihopmontering skedde. Smörjfettet som användes i provningen var Aeroshell 33. För att få en konstant fördelning av smörjfettet placerades MTSRD i monteringsverktyget (se figur 3.15) och roterades ett antal varv.
Genomförande
Efter att infettningen och montering avklarats ställdes den önskade fjäderkraften in. Inställningen gjordes genom att mäta höjden på MTSRD i obelastat läge, nollställa den digitala mätklockan för att sedan spänna muttern och notera höjdskillnaden som inträffat (se figur 3.16). Eftersom noggrannheten i denna mätning är av en stor betydelse utfördes samtliga mätningar vid en markerad punkt på MTSRD.
Figur 3.16. Mätning av höjdskillnad
Sambandet i ekvation (3.33) användes sedan för att identifiera vilken fjäderkraft hopptryckningen medförde. När önskad fjäderkraft var uppnådd placerades åter igen MTSRD i monteringsverktyget varefter maximalmomentet uppmättes. Mätningen utfördes genom att först placera momentnyckeln i MTSRD för att sedan nollställa momentnyckeln i detta läge (se figur 3.17). Om nollställning ej utförs i detta läge finns risk att resultatet blir missvisande.
Genomförande
viktigt att tillföra kraft vid denna kalibreringspunkt för att korrekt maximalmoment skulle fås (se figur 3.18).
Figur 3.18. Rotation av momentnyckel med markerad kalibreringspunkt.
När resultaten för de första momentprovningarna noterats placerades MTSRD i en temperaturkammare som ställts in på temperaturen -30○C. Tiden i
temperaturkammaren uppgick till en timma för att säkerställa att
momentbegränsaren uppnått den önskade temperaturen. Därefter utfördes återigen mätning av maximalmomentet på samma sätt som nämndes ovan (vid rumstemperatur). Vidare ställdes temperaturkammaren in på temperaturen 80○C och samma procedur som vid låg temperatur (-30○C) upprepades. I proverna vid hög och låg temperatur noterades en större variation av maximalmomentet än vid rumstemperatur. Variationerna vid hög temperatur var mer omfattande än vid låg temperatur, därför utfördes 22 tester vid låg temperatur samt 33 vid hög
temperatur. Efter att dessa mätningar gjorts ansågs provningen för en variant avklarad. Samma procedur genomfördes för samtliga varianter i provningsplanen (se bilaga 3.1).
Resultat
4 Resultat
Kapitlet innefattar en utvärdering av den verkliga friktionskoefficienten i produkten då denna inte kunde bestämmas teoretiskt. Resultaten från den praktiska provningen presenteras och en jämförelse med teoretiska beräkningar och antaganden görs. Intervallen på det maximalt överförbara momentet studeras även för de olika varianterna.
4.1 Resultat från momentprovning
Varianterna som provades har sammanställts med respektive värden på parametrar i tabell 4.1. Variant åtta provades med fyra olika fjäderkrafter, mer detaljerad information återfinns i provningsplanen (se bilaga 3.1).
Tabell 4.1. Varianter som provades
De uppmätta resultaten av provningen för samtliga varianter sammanställdes och analyserades (se bilaga 5.1 – 5.11). För att få en förenklad överblick över resultaten återfinns medelvärdet av maximalmomentet vid låg-, hög- och rumstemperatur i tabell 4.2.
Resultat
4.2 Friktionskoefficient
För att ta reda på den gällande friktionskoefficienten i kontakten mellan rullar och skivor studerades resultaten av momentprovningen. Eftersom ett samband mellan friktionskoefficient och moment tidigare togs fram i rapporten (se ekvation 3.23) användes detta för att teoretiskt beräkna friktionskoefficienten enligt nedan.
1 1 sin t Nr s c n n M N R
f
μ θ = =∑
(4.1)Med hjälp av ekvation (4.1) beräknades friktionskoefficienten med data från uppmätta moment i rumstemperatur för samtliga varianter varefter ett medelvärde av dessa beräknades (se tabell 4.3).
Tabell 4.3. Medelvärde av friktionskoefficienter
Medelvärdet används fortsättningsvis för att beräkna teoretiskt maximalmoment. De lägre värdena på friktionskoefficienten för variant ett och fyra kopplas till att rullarna i dessa varianter har en mindre vinkling. En stor vinkel resulterar i att
Resultat
4.3 Dimensioner
Enligt den teoretiska analysen spelar dimensionerna på rullarna ej någon roll för storleken av maximalmomentet. För att bekräfta denna teori jämfördes det uppmätta maximalmomentet för variant två, tre och fem där rullar med olika dimensioner används. I syfte att åskådliggöra denna jämförelse så plottades
maximalmomenten med avseende på en dimensionsfaktor D/L där D är diametern och L är längden för en rulle (se figur 4.1).
Figur 4.1. Jämförelse av maximalmomenten för olika dimensioner på rullar
Variationerna i figur 4.1 är relativt små, därför antas detta vara en tillräcklig bekräftelse av teorin om dimensionernas betydelse för maximalmomentet.
Resultat
4.4 Temperatur
Provningarna vid låg temperatur visade en ökning av maximalmomentet i
jämförelse med rumstemperatur. Ökningen varierade för de olika varianterna och ett samband kunde ej fastställas. Vid hög temperatur noterades en minskning av maximalmomentet, ett samband kunde även här ej fastställas. Det kan dock konstateras att avvikelsen vid hög temperatur allmänt sett är något större vilket kopplas till att smörjfettet som använts är bättre lämpat för låga temperaturer (se figur 4.2).
Figur 4.2. Variation av maximalmoment vid olika temperaturer
4.5 Teoretiskt- och uppmätt maximalmoment
För att bekräfta att analysen av det teoretiska maximalmomentet överensstämde med uppmätta värden beräknades ett teoretiskt maximalmoment för varierande fjäderkrafter. Parametrarna som användes i beräkningen togs från variant åtta och sambandet sattes tillsammans med medelvärden av uppmätta maximalmoment för varianten ut i en graf (se figur 4.3).
Resultat
Figur 4.3. Jämförelse av teoretiskt maximalmoment med uppmätta värden vid en ökande fjäderkraft
Jämförelsen antas vara tillräcklig för att bekräfta analysen av det teoretiska maximalmomentet med hänsyn till de antaganden som gjordes.
Eftersom provning utfördes på varianter med olika vinklar beräknades
maximalmomentet som funktion av vinkeln och jämfördes med uppmätta värden (se figur 4.4).
Resultat
4.6 Intervall på maximalmoment för samtliga varianter
Variationerna på de uppmätta värdena på maximalmomentet är relativt små. För att få en överblick över vad dessa variationer beror på sattes dessa ut i grafer med ett medelvärde som referens, detta gjordes för samtliga varianter.För variant åtta noterades varierande intervall vid de olika fjäderkrafterna (se figur 4.5 – 4.8)
Resultat
Figur 4.7. Intervall för variant 8 med en fjäderkraft på cirka 2700N
Figur 4.8. Intervall för variant 8 med en fjäderkraft på cirka 3300N
Resultat
Figur 4.9. Intervall för variant 2
En större tendens till rullning, beroende på att variant två innehåller något längre rullar, kan förklara de relativt små intervallen. De längre rullarna innebär längre kontaktlinje vilket kan medföra en något bättre smörjning än för varianter med kortare rullar.
Resultat
Figur 4.11. Intervall för variant 5
Eftersom längden på rullarna i variant fem är kortare än de i variant två och längre än de i variant tre fås ett intervall som ligger mellan dessa. Det kan även noteras att intervallen för denna variant är mindre än de för variant åtta med samma
fjäderkraft (se figur 4.7). Noteringen kan förklaras med att en lägre vinkel har en större tendens till rullning och därmed förskjuts smörjmedlet bort i mindre utsträckning. Två varianter med varierande vinklar på rullarna provades i syfte att få ett mindre intervall. En jämförelse av variant sex och sju gjordes därför (se figur 4.12 & 4.13)
Resultat
Figur 4.13. Intervall för variant 7
Ett något lägre intervall ficks för variant sju och kopplas till en lägre vinkel på två av rullarna i jämförelse med variant sex. Intervallet för variant sju minskade något i jämförelse med variant fem (se figur 4.11) vilket endast kan förklaras med en lägre vinkel.
Resultaten visar en tendens på mindre intervall för en lägre vinkel, således jämfördes variant ett och fyra (se figur 4.14 & 4.15).
Resultat
Figur 4.15. Intervall för variant 4
Det kan noteras att variant tre och fyra uppvisar de minsta intervallen vilket kopplas till den låga vinkel som dessa har. Den låga vinkeln medför fördelaktiga smörjningsförhållanden och därmed lägre friktionskoefficient (se tabell 4.3).
Slutsats och diskussion
5 Slutsats och diskussion
Kapitlet innehåller slutsatser och diskussioner baserade på resultatet av detta arbete. Personliga reflektioner och åsikter om förbättringar på produkten tas upp samt ges förslag på fortsatt arbete även i detta kapitel.
5.1 Slutsats
Då man studerar resultatet av detta arbete kan man dra den inledande slutsatsen om att den teoretiska utvärderingen överensstämmer någorlunda med den praktiska. Därför anses även att det teoretiska sambandet kan användas vid framtida dimensioneringar av momentbegränsare av typen ”Skewed roller disc”. Sambandet kan dock inte användas för att förutspå intervall och
friktionskoefficient utan skall endast användas för att få en riktlinje på storleken av maximalmomentet. Man kan dock ta reda på den gällande friktionskoefficienten från en praktisk provning med hjälp av sambandet. De parametrar som varierats i den praktiska provningen har visat sig påverka mer än bara storleken på
maximalmomentet. Ett exempel på detta är att rullarnas längd har visat sig påverka intervallen på det uppmätta maximalmomentet även om dimensionerna på
rullarna ej påverkar storleken på maximalmomentet. En annan parameter som påverkar intervallen är vinklingen av rullarna där en låg vinkel har visat sig
resultera i små intervall. Däremot har proverna med varierande vinklar ej visat sig minska intervallet nämnvärt. En nackdel med en låg vinkel är att den erfordrade fjäderkraften för att uppnå ett visst maximalmoment blir högre än för en större vinkel. En ökning av fjäderkraften skulle bidra till ökad nötning på rullarna och därmed begränsa livslängden på momentbegränsaren. För att kompensera en eventuell ökning av fjäderkraften är det möjligt att öka antalet rullar i skivorna med urtag. Då det gäller resultaten från provningen i olika temperaturer kan en slutsats dras om att konstruktionen är känsligare för höga temperaturer än för låga. Detta kan förklaras med att smörjmedlet är mindre lämpat för höga temperaturer. Med dessa slutsatser som grund anser vi att följande förändringar skulle medföra en förbättring av den befintliga momentbegränsaren:
• En lägre vinkling av de cylindriska rullarna. • Ett ökat antal rullar per skiva med urtag.
Slutsats och diskussion
5.2 Diskussion
De avvikelser som uppkom mellan den teoretiska delen och den praktiska provningen beror förmodligen bland annat på toleranser i verktyg och små variationer i utförandet. Ett exempel är att det var svårt att ställa in den rätta fjäderkraften för varje variant. Denna svårighet berodde till stor del på metoden som användes för att göra detta. Utrustningen som användes vid mätning av hoptryckning var väldigt känslig och resultaten varierade beroende på vilken punkt på produkten som vi mätte på. En bättre metod kunde kanske vara att ta reda på hur stor höjdskillnaden blev för varje varv som muttern roterades. En annan metod kan vara att momentbegränsaren utsätts för en önskad axiell belastning varefter muttern skruvas på.
En annan felkälla i provningen var den ”mänskliga faktorn” vilken medförde att provningarna inte utfördes på exakt samma sätt. Ett exempel på detta var att det var svårt att rotera momentnyckeln med samma hastighet och utgå från
kalibreringspunkten varje gång. Provningen kunde utföras på ett bättre sätt genom användning av någon sorts testbänk som skulle rotera momentbegränsaren med en bestämd hastighet. Man skulle sedan stoppa den utgående axeln med en
momentnyckel och avläsa maximalmomentet. Om provningen utfördes på detta sätt skulle man även kunna studera eventuell nötning och värmeutveckling. Då vi tror att en ganska stor värmeutveckling sker vid slirning i produkten kan man ifrågasätta om smörjmedlets värmetålighet samt materialets maximala
driftstemperatur är tillräckliga.
Det hade varit intressant att utföra fler provningar med t ex olika profiler på rullarna, keramiska rullar och ett ökat antal rullar. Bland annat dessa provningar innefattas som förslag till fortsatt arbete.
Arbetet i helhet har lett till resultat som kunde förväntas med hänsyn till tidsramarna som var satta. Då arbetet har behandlat en relativt ny typ av momentbegränsare har det krävts mycket litteraturstudier, diskussioner och antaganden för att få det uppnådda resultatet. Uppdelandet av arbetet i en teoretisk- och praktisk del har medfört ett ökande förstående för de involverade parametrarna i momentbegränsaren under arbetets gång. Sammanfattningsvis tycker vi att samtliga krav som ställdes i det inledande skedet av arbetet har uppfyllts. Med de förslagen på förbättringar och informationen i denna rapport tror vi att en positiv vidareutveckling av produkten kan ske.
Slutsats och diskussion
5.3 Fortsatt arbete
I denna del ges förslag på fortsatt arbete. Punkterna baseras på den erfarenhet vi fått under arbetets gång och tros kunna ge en fördjupad kunskap om produkten:
• Provning av rullar med olika profiler (exempelvis. ”Full crown with two arcs profile”).
• Provning av keramiska rullar med och utan tillsatt smörjmedel. • Provning av rullar med andra material (se bilaga 2.1).
• Statistisk försöksplanering i syfte att undersöka eventuella samspel mellan parametrarna.
• Provning med ett ökat antal rullar per skiva med urtag.
• Undersökning av om antalet skivor med urtag ger upphov till oönskade intervall.
• Nötningsprovning med varierande vinklar.
• Undersökning av utvecklad friktionsvärme vid variation av vinkling på rullar.
• Provning med mer värmetåligt smörjfett.
• Provning med olja istället för smörjfett i syfte att minimera värmeutveckling.
• Provning av olika varianter med till exempel varannan rulle, varannan kula i skivorna med urtag.
Referenser
6 Referenser
[1] Dahlén, Finn (1987), Konstruktionselement. Liber, Stockholm, ISBN 91-40-80009-1 [2] Gerbert, Göran (1991), Maskinelement.
Maskin- och fordonskonstruktion, Chalmers Tekniska Högskolan [3] http://v3.espacenet.com/origdoc?DB=EPODOC&IDX=US6089363&F
(Datum: 2007-02-05)
[4] S, Jacobsson (1996), Tribologi.
Liber Utbildning AB,Arlöv, ISBN 91-634-1532-1 [5] http://sv.wikipedia.org/wiki/Friktion (Datum: 2007-03-14) [6] http://www.shell.com/home/Framework?siteId=aviation- en&FC2=/aviation-en/html/iwgen/productservice/aeroshelllubricants/aeroshellgreases/zzz_lhn. html&FC3=/aviation-en/html/iwgen/productservice/aeroshelllubricants/aeroshellgreases/aeroshell grease33_10081025.html (Datum: 2007-04-18)
[7] Råde, Lennart; Westergren, Bertil (1998), BETA. Fourth edition, Studentlitteratur, ISBN 91-44-00839-2 [8] Lampman, Steve (1997), Friction and wear testing.
ASM International, ISBN 0-87170-617-2
[9] Grahn, Ragnar; Jansson, Per-Åke (2002), Mekanik. Andra upplagan, Studentlitteratur, ISBN 91-44-01909-2
Sökord
7 Sökord
A Aeroshell 33... 12 Aktuator ... 1 Archard´s nötningsekvation ... 11 B Brytpinnekoppling... 5 D Diameter ... 39 Dimensioner... 34 Dimensionsfaktor ... 34 F Fjäderkraft ... 26 Fjäderpaket... 27 Friktion ... 8 Friktionskoefficient... 9, 33 Friktionskoppling ... 4 Friläggning ... 21 H Hoptryckning ... 28 I Intervall ... 37 K Kontaktarean ... 9 Kontaktfläckar ... 8 Kontaktlinje... 39 Kravspecifikation ... 2 M Material ... 15 Maximalmoment ... 19, 32 Momentbegränsare ... 4 Monteringsverktyg ...29 MTSRD ... 7, 14 Mätklockan...29 N Nollställning ...30 Nötning ...17 Nötningskoefficient...11 P Provning ...24 Provningsplan ...24 R Ra-värde...8 Rullar...17 S Skewed Roller Disc ...7Skivor med urtag...14
Smörjfett...12 Snäppkoppling...6 Statisk jämvikt ...20 T Tallriksfjäder...12 Temperatur... 31, 35 Teoretiska maximalmomentet ...23 U Utrustning ...25 V,W Variant...32 Variationer...37 Vinklar...36
Bilagor
8 Bilagor
Bilaga 1.1 Gant-schema
Bilaga 2.1 Lista med lämpliga material Bilaga 3.1 Provningsplan
Bilaga 4.1 Samband mellan pålagd last och hoptryckning Bilaga 5.1 Resultat för variant 1
Bilaga 5.2 Resultat för variant 2 Bilaga 5.3 Resultat för variant 3 Bilaga 5.4 Resultat för variant 4 Bilaga 5.5 Resultat för variant 5 Bilaga 5.6 Resultat för variant 6 Bilaga 5.7 Resultat för variant 7
Bilaga 5.8 Resultat för variant 8 (1500N) Bilaga 5.9 Resultat för variant 8 (2100N) Bilaga 5.10 Resultat för variant 8 (2700N) Bilaga 5.11 Resultat för variant 8 (3300N)
![Figur 2.2. Brytpinnekoppling [2]](https://thumb-eu.123doks.com/thumbv2/5dokorg/5483966.142767/13.892.318.574.540.697/figur-brytpinnekoppling.webp)
![Figur 2.3. Snäppkoppling [2]](https://thumb-eu.123doks.com/thumbv2/5dokorg/5483966.142767/14.892.339.556.332.535/figur-snäppkoppling.webp)
![Figur 2.4. Skewed Roller Disc [3]](https://thumb-eu.123doks.com/thumbv2/5dokorg/5483966.142767/15.892.310.583.263.460/figur-skewed-roller-disc.webp)
![Tabell 2.1. Exempel på några friktionskoefficienter [5]](https://thumb-eu.123doks.com/thumbv2/5dokorg/5483966.142767/18.892.188.707.102.525/tabell-exempel-på-några-friktionskoefficienter.webp)