Akademin för Innovation, Design och Teknik
Implementation of
automation within a
warehouse company
Bachelor thesis
Basic level,15 hp
Innovation, production and logistics
Philip Huynh
Kim Tavakoli
Titel på svenska: Implementering av automation i ett lagervaruhus Rapport nr:
Supervisor, Mälardalens University: Viktorija Badasjane & Christopher Gustafsson Examiner: San Aziz Giliyana
Abstract
The aim of this study is to present the advantages and disadvantages of automation in warehouses. The goal is to introduce a way of approaching when implementing a new technology. The following research question are thus stated:
RQ1. What are the advantages with automation in warehouse companies?
RQ2. What are the disadvantages with automation in warehouse companies?
RQ3. How can automation be implemented within a warehouse company?
The research questions worked as a guideline to build the theoretical framework and result section. The analysis and conclusion section were then formulated, and the research questions were answered. To answer the research questions, the approach of the systematic literature review has been used. Which means the information gathered was done in a systematic way. It can be said that there are both advantages and disadvantages when it comes to automation in warehouses. The automated systems that were introduced in this thesis was AGVs and palletizing robots. Both these systems require more investigation and do not fully fulfil the customer demand. Yet, it can be said that automation in warehouses can have many positive effects on for example productivity, effectivity, and employees phycological and physical aspect.
For implementation of automation a guiding principle of three head phases was introduced with several steps. The head phases are the pre-project phase, implementation phase and post-project phase. The pre-project phase is about analysing the current company state and deciding if the implementation is possible with the resources available. The implementation phase is about the importance of structuring the planning and reducing the uncertainty during the project. Lastly, post-project phase is about adjusting after the automation and reflecting about the implementation. Reflecting the processes that occurred during the project is valuable experience, therefore it is important to think over the whole process and how to keep improving processes within the organization.
There are both advantages and disadvantages with the use of automation within warehouse companies. It is believed that implementation of automation in a warehouse is strongly dependent on the individuals involved. In this study the key individuals that were discussed were managers and employees. A framework for implementation of new technology was introduced as a guiding principle for managers. The framework is aimed to work for warehouse companies and presents the risks of not following the recommended procedure.
In future studies, the programming field within palletizing and AGVs can be further researched, which can reduce the disadvantages with the usage of automation within warehouse companies. Keywords: Warehouse company, implementation, automation, palletizing, AGV, robot, management
Sammanfattning
Detta avhandlingsarbete informerar om fördelar, samt nackdelar med automation. Syftet med detta avhandlingsarbete är även att presentera ett tillvägagångsätt vid implementation av automation. Frågeställningarna som skapades för att besvara på syftet med denna studie är då följande:
Frågeställning 1. Vad är fördelarna med automation i lagervaruhus företag?
Frågeställning 2. Vad är nackdelarna med automation i ett lagervaruhus företag?
Frågeställning 3. Hur implementeras automation i ett lagervaruhus företag?
Utifrån forskningsfrågorna kunde det teoretiska ramverket och resultatdelen utformas, eftersom forskningsfrågorna agerade som riktlinjer för att inkludera relevant information. Därefter formulerades analys- och avslutningsavsnittet, för att besvara på forskningsfrågorna. För att besvara frågeställningarna, användes metoden systematiskt litteraturöversikt. Vilket betyder att information som samlades utfördes på ett systematiskt sätt.
Studien visar att användning av automation i lagervaruhus medför både för- och nackdelar. De automatiserade systemen som introduceras i denna avhandling är AGV och palleteringsrobot. Båda systemen kräver mer forskning och i dagsläget uppfyller inte fullständigt kundens efterfrågan. Däremot medför automation i lagervaruhus positiva verkan, några exemplar på dessa är produktivitet, effektivitet, anställdas fysiska och psykiska tillvaro.
För implementering av ny teknologi infördes en vägledande princip i form av ett ramverk, vilket består av tre huvudfaser med flera steg. Huvudfaserna av implementeringsprojektet består av pre-project phase, implementation phase och post-project phase. Pre-project phase uttrycker det viktiga att se över företagets nuvarande tillstånd och överväga ifall resurserna som är tillgängliga räcker. Implementation phase bygger på att planera och utföra implementation på ett väl strukturerat sätt för att minska osäkerheten. Post-project phase är till för att göra en självbedömning kring projektet som har pågått. Genom att lära sig från misstag och arbeta för att inte upprepa samma misstag. Därför utförs det självreflektion angående processen som har pågått, det bidrar till kunskap och erfarenhet för individerna involverade.
Det finns både för- och nackdelar med att använda automation inom lagervaruhus företag. Antaganden är också att involverade individer i implementering av automation är den avgörande faktorn för ett lyckat implementeringsprojekt. I detta arbete sätts chefer och anställda i centrum, där det diskuteras och analyseras utifrån de individerna. Ett ramverk för implementering av ny teknologi i lagervaruhus introducerades och är riktade till ledingen. Detta ramverk är tänkt att agera som en vägledande princip och presenterar riskerna med att inte följa den rekommenderade vägledningen.
I framtida studier, kan vidare forskning kring programmering inom palletering samt AGV ske. Detta skulle i sin tur minska nackdelarna kring användningen av automation i lagervaruhus. Nyckelord: lagervaruhus företag, implementering, automation, palletering, AGV, robot, ledning
Acknowledgements
This thesis work was done at Mälardalens University for the Bachelor of Science in
engineering – innovation, production and logistics program. We find logistics very interesting and wanted to expand our knowledge by investigating about automation. Knowledge about automations contribution in warehouses seems to be an interesting topic since it is expanding so rapidly. This topic interested us since it was challenging and required us pushing our earlier knowledge to the test.
First, we want to express our gratitude towards Conrad Edgren at Matsmart who gave us the opportunity to conduct this thesis. Conrad has been supportive and involved when developing the research questions. We are grateful that Erik Nguyen was available to answer our questions and supporting us. This thesis was intended to be a collaboration with Matsmart, however due to COVID-19, that was not possible.
Viktorija Badasjane and Christopher Gustafsson have been very supportive supervisors at Mälardalens University. We are grateful for their patience and feedback they provided us, without them, this thesis would not have been possible. They motivated and believed in us despite the difficult circumstances in Sweden. Special thanks to our families, that supported us in these difficult times.
Eskilstuna, May of 2020
Table of content
1. INTRODUCTION ... 1
1.1. BACKGROUND ... 1
1.2. PROBLEM STATEMENT ... 2
1.3. AIM AND RESEARCH QUESTIONS ... 2
1.4. SCOPE ... 2
2. METHODOLOGY ... 3
2.1. RESEARCH DESIGN ... 3
2.2. LITERATURE REVIEW... 3
2.3. LITERATURE ANALYSIS ... 4
2.4. VALIDITY AND RELIABILITY ... 4
3. THEORETICAL FRAMEWORK ... 6
3.1. DISTRIBUTION WAREHOUSE ... 6
3.2. INTRODUCTION TO AUTOMATION... 7
3.3. ROBOT AUTOMATED PALLETIZING ... 8
3.4. PRODUCTION SYSTEM DEVELOPMENT PROCESS ... 9
3.5. THREE PHASES FOR IMPLEMENTATION ... 10
3.6. THREE CRITICAL CHOICE PROCESSES ... 11
3.7. LEAN MANAGEMENT ... 12
4. RESULTS ... 13
4.1. MANUAL LABOR ... 13
4.2. AUTOMATION OF PALLETIZING ... 13
4.3. AUTOMATED GUIDED VEHICLE ... 14
4.3.1 AGVs for picking process ... 15
4.3.2 Problems when using AGVs ... 17
4.4. PRODUCTION SYSTEM DEVELOPMENT PROCESS ... 17
4.4.1 Management and control... 17
4.4.2 Preparatory design ... 18
4.4.3 Design specification ... 19
4.4.4 Realization and planning... 19
4.4.5 Start-up ... 20
4.5. TECHNOLOGY CHOICE PROCESS ... 20
4.5.1. Rightomation... 21
4.6. FINANCIAL JUSTIFICATION PROCESS ... 22
4.7. MANAGEMENT ... 22
4.8. EMPLOYEES IMPACT ... 23
5. ANALYSIS AND DISCUSSION... 24
5.1. ADVANTAGES AND APPLICATION OF AUTOMATION ... 24
5.1.1 Automated palletizing application ... 25
5.1.2 Using AGVs to improve work conditions ... 25
5.2. DRAWBACK AND CHALLENGES WITH AUTOMATION... 26
5.2.2 Challenges when using AGVs ... 28
5.3. THE THREE IMPLEMENTATION PHASES ... 29
5.3.1 Pre-project phase ... 29
5.3.2 Implementing phase ... 30
5.3.3 Post-project phase ... 31
5.3.4 The presented framework ... 32
6. CONCLUSION AND RECOMMENDATIONS ... 34
6.1. RQ1-WHAT ARE THE ADVANTAGES WITH AUTOMATION IN WAREHOUSE COMPANIES? ... 34
6.3. RQ3-HOW CAN AUTOMATION BE IMPLEMENTED WITHIN A WAREHOUSE COMPANY?... 34
6.4. FUTURE RESEARCH ... 35
List of figures Figure 1: Illustration of time spent for an employee working with picking orders, modified from De Koster, et al. (2007). ... 6
Figure 2: Production development: design and operation of production systems, modified from Bellgran and Säfsten (2010) ... 9
Figure 3: An illustration of the phases and the processes in each phase, modified from Baker and Halim (2007) .. 10
Figure 4: a) Centralized and b) decentralized system for AGVs, modified from De Ryck, et al. (2020). ... 16
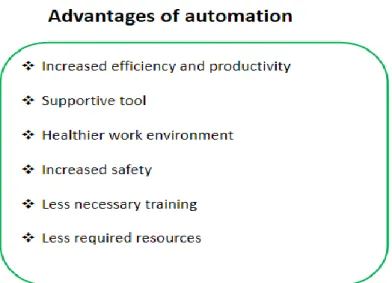
Figure 5: Overview of advantages for automation ... 24
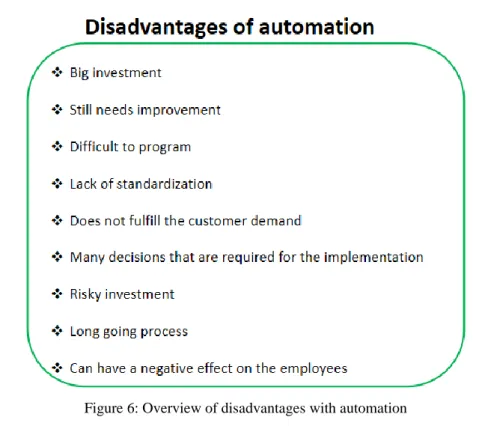
Figure 6: Overview of disadvantages with automation ... 26
Figure 7: Three phases when working with implementing new technology and the risks ... 32
List of tables Table 1: Different patterns and their working time, modified from Masood & Khan (2014)... 14
Table 2: Following steps for an AGV and time spent on each, modified from Yan, et al. (2017). ... 15
Abbreviations
AGV Automated Guided Vehicle
DW Distribution Warehouse
E-commerce Electronic commerce
1 1. Introduction
This section involves the background, problem statement, aim, research question and scope. The background presented brings up the topic regarding automation within companies.
Thereafter, problem statement introduces the research questions which is about implementation of automation and when it is suitable.
1.1. Background
Warehouses in recent years have received more attention due to the growing trend of E-commerce and the services E-E-commerce offer. This growing attention have contributed to an increase in demand for these industries (Tatsumoto, et al., 2018). Due to the increasing demand from the customers, workers will be pushed to their limits. To relieve this pressure an
automation system can be implemented (Kulkarni et al., 2019; Baker & Halim, 2007).
Krajewski et al. (2019, p.83) defines automation as “Automation is a system, process, or piece of equipment that is self-acting and self-regulating". Sjøbakk et al. (2014) expand on the definition by reflecting that automation is a substitution for the absence of a human.
Automating a process defines such as no human assistance is longer required for that specific process (Granlund & Wiktorsson, 2014). Automation systems normally involves the use of elaborate sorting systems or the usage of robotics. A typical reason for automation of processes is to meet demand and contribute to a cost-effective change. The automated process is expected to give value back, for instance in forms like more productivity and a higher service level (Kulkarni et al., 2019; Baker & Halim, 2007).
Automation in various forms is becoming the norm within warehouse companies
(Baker & Halim, 2007). Automation is viewed as a solution for improving actions, for example faster production and higher quality, compared to manual labor (Sattar, et al., 2014; Rogers, 2009; Kulkarni, et al., 2019). Studies show that robots implemented into an automatic system can improve processes with higher accuracy, reliability and repeatability, to name a few. Furthermore, it is stated that automation with robots is an important attribute in industries, as it has the capability to replace manual labor and at the same time contributing to higher quality in production and processes (Iqbal, et al. 2016). The trend of implementing robotics into their company is increasing over time and it is becoming more common to replace manual labor within companies with help of robots. One of the many labors that are being replaced by automation is the process of lifting loads (Usha & Narasimman, 2019). Replacing that process with automation contributes to the wellbeing of the workers, lifting loads is seen as a heavy and tedious task, which affect the individual negatively (Krug, et al., 2016). Resulting in a trend where companies invest more time and capital into the research of robotics and automatic solutions that follows (Huang & Mok, 2018).
Cultural change within the organization and the roles of the personnel needs to be changed to accommodate for the use of automation, or when change is implemented in general (Paiva, et al. 2017). However, if the management does not handle the cultural change in a proper manner, such as involving all individuals and making sure they are comprehending the change, the company could instead receive backlash from its employees. Which is a concern and requires a proper way to handle its personnel during such events (Jacobsen, 2019). A problem that the companies are aware of is them having lack of knowledge when it comes to automation. When implementing automation, companies have difficulties when it comes to knowledge and finding suitable technology for their environment (Granlund & Wiktorsson, 2014: Baker & Halim, 2007; Pournasir, 2013). Choosing wrong form of automation solution can lead to a negative impact for the companies, such as less efficient working environment (Säfsten, et al., 2007). One of the many areas in the industry that requires further research in successful
2
implementation of automation is within warehouses (Granlund & Wiktorsson, 2014: Baker & Halim, 2007).
1.2. Problem statement
Due to the ever-increasing use of automation in warehouses, having better understanding of automation is advantageous and how it can be utilized in the warehouse company.
Implementation of automation does not only result in positive outcome. There are challenges to overcome before getting the benefit of automation, an example given by Säfsten, et al. (2007) is that choosing the right amount of automation is complicated.
1.3. Aim and research questions
The aim of this study is to present the advantages and disadvantages of automation in warehouses. The goal is to suggest an approach when implementing a new technology. The following research question are thus stated:
RQ1. What are the advantages with automation in warehouse companies? RQ2. What are the disadvantages with automation in warehouse companies? RQ3. How can automation be implemented within a warehouse company? 1.4. Scope
In this bachelor thesis there will be a discussion about which factors that are necessary when implementing automation in a warehouse company. Problems involved with implementation of automation will be more focused and discussed upon. This thesis will limit itself to a couple of areas within the warehouse that could be automated, those areas are the picking process and the palletizing process. For the respective processes, automated guided vehicles were investigated and provided a holistic view of that technology. For automated palletizing, a couple of systems will be presented and then evaluation of challenges that might occur when implementing robots to replace said task. Disadvantages and advantages that were brought up for the automated systems are general questions.
3 2. Methodology
In this section the methodology is presented, which includes the gathering of information and the procedure of the literature study.
2.1. Research design
To get a better understanding of the term automation and how previous individuals have worked with this concept, a systematic literature study was conducted. The design of the systematic literature study began with obtaining knowledge surrounding the studied topic. The introduction was written and from there, research questions were formulated. The research questions needed to be focused on the subject, consisted and arguable. Thereafter, the scope was formulated to constrain the thesis work and limiting the amount of data available for the literature study. The methodology section was then written and acted as a guideline and reminder on the methods used to conduct this literature study. To begin the theory and result sections, a systematic approach was needed to comply with the methodology. The discussion regarding certain keywords and which forms off literature should be included were discussed. Thereafter a culling process were required when the satisfied amount of article was gathered, to further limit the amount of data found. Lastly there is an analyzing part combined with the conclusion to present the data and result of the literature study.
2.2. Literature review
There are different types of literature review, one is systematic literature review. All types of literature review have one thing in common, which is being objective, and the important factor is summarizing and analyzing non-research and research literature (Cronin, et al., 2008). One of the first steps in literature review is to understand the knowledge that is actual within the area, this is also known as state-of-the art (Säfsten & Gustavsson, 2019). Systematic literature review differs from other kind of literature review since this kind of approach is done when a specific subject is going to be studied. The procedure of the studied subject will then be done in a systematic order, following a set off guidelines. Another factor is that the research questions are well-focused (Cronin, et al., 2008). Systematic literature review can be divided into 10 steps, those steps functions as a guideline when approaching a literature study. The 10 steps serve also as a reminder to self-reflect and evaluate if proper methods have been used (Säfsten & Gustavsson, 2019).
For this systematic literature study, articles were read about the studied topic to understand the topic better and to get an understanding of how well developed the area is (state-of-the art). The second step was to categories the relevant scientific articles in a excel file, when deciding if the scientific article were relevant or not, the abstract and the conclusion were read. The third step was to properly and carefully read through the scientific articles, which was in the excel-file and choose the ones that were relevant for the aim of this thesis. The relevant scientific articles were selected and used in this thesis work. If there was a need for more information the same process that was described above was done again.
Most of the scientific articles are taken from data engines that are trustworthy and ensures high quality. For searching and finding data, Scopus was used as the primarily data base. When it comes to the sorting process, first, only articles that were marked with open access were used. To ensure reliability, the aim was to only include scientific articles that were written in English and within the 10-year frame (2010-2020), but there were some exceptions due to the process of backward snowballing since some of those scientific articles were older than 10 years. According to Williamson (2002) backward snowballing is a data gathering method that is put into practice by finding interesting information and searching through its referencing list to find
4
the original source of those statements. The backward snowballing scientific articles that were older than 10 years, were deemed relevant since recent researches included those within their own research. Another factor that was taken into consideration was to only read from peer-reviewed scientific articles, but in some cases conference papers were included since they contained accurate information regarding the studied topic. Bryman (2011) informs that it is easy to be bias when approaching data collection and only include journal article, due to articles being held in high regard and provide much more reliably data. But Bryman (2011) points out that this results in exclusion of other relevant scientific articles or even literatures that may serve as valuable data. Therefore, conference paper and literature were used in this thesis work to include potential valuable data, which might have been excluded if only journal articles were included. When searching after relevant scientific articles and controlling the amount of hits received, search words such as automation, implementation, packing robots, robotics, palletizing and warehouse company were used in various combinations and synonyms of the search words.
2.3. Literature analysis
Before writing the analysis, the thesis work was read from the beginning to get a clear picture of the context. This would in turn result in finding the different head categories in the thesis. Based on the earlier step, a plan for the structure of the analysis section was formulated. The analysis section was put together with the discussion since this way there would be less repetitive information. When writing the analysis, the procedure was an iterative approach, which means that the information was gathered from different part of the theoretical framework and the result section. The information that was gathered should involve and answer the
research questions. Discussions was based on the information that was gathered from the results and the theoretical framework. With the help of the analysis section the research question was answered, which presents the outcome of this literature study. For the last research question a framework of the guidelines was presented which should make it possible for the reader to get an overview of the important factors.
2.4. Validity and reliability
One of the sorting process methods that can be used is by checking if the previous research is valid and reliable. For the scientific articles to be valid it means that the information gathering process needs to accurate. This means that for a literature study to be valid it is necessary that the selected data is about the subject that is being investigated about. Reliability is divided into extern and intern reliability, extern reliability concerns if the work can be done again with the same output. Intern reliability means explanation of how the authors decided to interpret the collected information for the study (Bryman, 2011). One of the methods that was used for this thesis to ensure the extern reliability was to work transparent. This means that the process of data collection was detailed and that every process along the way is included. By being honest with the process the possibility of someone else having the same output when doing the same literature study will increase. The internal reliability is fulfilled in this thesis since both authors have the same education background and by constantly communicating and informing each other how the information was going to be interpreted.
Another method that can be used to ensure the reliability is triangulation (Williamson, 2002). The triangulation method has been used in this literature study which is a method that can be used when there is a need for information to be more reliable. There are two types of
triangulation, method triangulation and source triangulation. Source triangulation is the concept of different authors pointing out the same thing (Williamson, 2002). By presenting information
5
from different authors which came to similar conclusions, the reliability can be increased in this literature study.
When deciding if the scientific article was valid or not the abstract section was read, if this section contained relevant data the rest of the article was read and used. To clarify, information gathering was mainly collected from the analysis and conclusion part of the scientific article. If there were interesting facts which were in the theoretical framework, backward snowballing was used.
Internal validity is described as how convincing and relevant the conclusion is. The level of conviction is depending on how well the research question is answered (Bryman, 2011). In this thesis work, conclusions from several works are used. By using this method of using several articles, less bias is present and provides more evidence for the claim presented in this thesis. External validity concerns the generalization of the presented result. If the same result could be reached within different environments or including different individuals, those are examples of variable that could affect the result (Bryman, 2011). The study achieves external validity by transparent, for example by presenting the search words, limitations of the study and presenting the procedure of the study. Which allows other researchers to follow the same search words, with the same limitation that this study took. By not having empirical findings, there are no subjective facts taken from individuals.
6 3. Theoretical framework
In this section the theoretical framework is presented. The theoretical framework is made regarding automation in warehouses, manual labor, and the management impact.
3.1. Distribution warehouse
The function of a warehouse is to store products of various forms, those products will transport to its next destination, it could be transported for example to a shop or a manufacturing plant. The products available are in general placed in the distribution warehouse (DW). The DW take direct orders from the customers and works after that. Distribution warehouse (DW) works and takes orders directly from the customers, the products available are usually also stored in a warehouse. In the warehouse, normally workers move from section to section to pick and gather the orders sent by the customers, those products from the orders will then be placed in a box for further handling. This method is commonly referred to as picker-to-parts and are mostly handled by humans. The picker-to-parts method of working is one of the most common methods of operating a warehouse (Custodia & Machado, 2020). The process of picker-to-parts is according to De Koster et al. (2007) one of the mayor wastes within any warehouse. It is shown that approximately half of the working time of any employees is spent walking to the products. Then, only 15 % of the time is spent picking and placing the product in a box, the rest of the time, besides walking, is spent on searching, setting up and other miscellaneous tasks (See Figure 1) (De Koster, et al., 2007). The box with all its content will then be sent to a final station where a worker will place or stack the box on a pallet, the procedure of placing or stacking things on a pallet is called palletizing (Custodia & Machado, 2020).
Figure 1: Illustration of time spent for an employee working with picking orders, modified from De Koster, et al. (2007).
7
Usually manual labor defines as an action done by an individual with the usage of their hands (Negrello, et al., 2020). Manual labor is achieved normally with human workers, which can contribute to problematic factors such as, fatigue and disinterest (Iqbal, et al., 2016). If the demand increases within a DW, employees are normally pushed to do their assignments faster. This faster tempo will result in physical damage on the employees, one example is muscle contraction when doing such repetitive tasks (Hanson, et al. 2016).
Replacing humans with automation have benefits for the employee’s health, both physically and psychologically. Manual work can have negative impact on the employees since the work is often demanding and uninspiring (Iqbal, et al., 2016). One such benefit with implementing automation is that automation demands less training compared to employees for the same process, since the skill is fulfilled by the machines/robots (Sattar, et al., 2014; Kulkarni, et al., 2019). Due to robots having the ability of performing a wide range of tasks, many processes can be solved by them within industries. Solving the problem of lifting and placing heavy objects is one of the many usage of robots (Negrello, et al., 2020). Robots can also perform the same job at a higher rate and can work longer than humans are able to (Sattar, et al., 2014; Kulkarni, et al., 2019).
3.2. Introduction to automation
There are two definition normally associated with automation. One of the definitions associated with automation in the early development of automation is, mechanization. The meaning of the definition is defined as the substitution of physical human labor or even animals by
implementing a machine that can perform the desired task. The development of computer technology lay the foundation for automated information handling and controlling of machines, which developed the second definition, computerization. Nowadays automation is seen as a combination of both mechanization and computerization due to the development in the field of automation and the potential for industries to operate without/less human interaction (Sjøbakk, et al., 2014).
Automation are also split into three forms of systems, hard automation, soft automation and flexible automation. Hard automation is defined as an automated system that lacks in flexibility and adaptation to new tasks for the machines in the system. Instead, hard automation is
commonly used in stations that produces the same products without change, due to no change in the production line, hard automation systems shines in speed and consistency of the same task. Soft automation, or also referred to as programmable automation, have more flexibility and the ability to perform different tasks depending on the program it currently is in place. Due to its ability to use different programs and adapting to the next production process, a common waste is the time it requires for the machine to change tool/equipment and program depending on its task. Lastly there is flexible automation, the automation system is highly sought after because of the flexibility it comes with. Flexible automation has the functional capability to produce different product or volumes, which contributes to the diversity off products the company can have at any given moment. Compared to soft automation, a lot less or even no time is required during flexible automated systems to change tasks (Custodia & Machado, 2020).
Successful implementation is defined as reaching the intended goal or desired change within the desired time. An example of a goal could be doubling the speed of a certain process, if the goal were met with the help of implementation of automation, the implementation could be considered successful. But if the desired goal were not met within the expected time limit and
8
instead were met through extended work, the initial implementation is seen as unsuccessful, even if the goal was met (Boehlert & Trybula, 1984).
The process of finding the suitable technology for the environment is difficult and requires knowledge (Granlund & Wiktorsson, 2014: Baker & Halim, 2007; Pournasir, 2013). Wrong kind of technology for the environment can have negative impact, such as reduction of
efficiency within the work environment. It is also important to have knowledge of right amount of automation for the environment, which is defined as “Rightomation”. Automation is a supportive tool and can work as a complement for the organization. Not having the right amount of automation can have negative effects, for example having too low amount of
automation can result in low productivity and having too high amount of automation can result in high investment cost (Säfsten, et al., 2007). Human hands are also considered as a very practical and multi-purposed “tool” in various tasks and in various industries. To replicate such a delicate tool and keeping all those functions a human hand have is complicated. Much more research is needed in many automated sections, which in turn requires more findings and time (Negrello, et al., 2020).
There are different types of automation and it is important to choose the right automation for the environment (Krajewski, et al., 2019). Machado and Custodia (2020) mentions three categories of automation, which are hard automation, soft automation and flexible automation. This is important to achieve successful implementation and receive the benefits from
automation. The definition of having the perfect amount of automation is called
“rightomation”. Having too low amount of automation is called under automation and having excessive amount of automation is called over automation (Säfsten, et al., 2007).
3.3. Robot automated palletizing
An overview of the robot automated palletizing station shows three main components, firstly there is the robot that performs the desired task, then a conveyor belt to bring the product closer to the robot and lastly there is a pallet for the robot to place the products on (Xu, et al., 2016). Xu, et al., (2016) informs that the automated palletizing process can be explained in 4
processes:
1. The object will be grabbed and lifted.
2. The object will be transported to the pallet (the object is still in the air) 3. The object will slowly be released.
4. The robot will transition to the starting point and do step 1-3 again.
A method that is mostly used when arranging boxes is called overlap stacking. Overlap stacking is when every layer has the same pattern and when no interlacing exists between the boxes. Advantages with this method is that it is easy to count the boxes and that it is efficient. The disadvantage with this method is that the pattern results in unstable palletizing. There are different arrangement methods which results in a steadier pile, but these stacking styles reduce the efficiency (Xu, et al., 2016).
The first stage of choosing robot automation is to analyze the station that needs to be automated and its processes. It is important to understand what the automated station will handle, in terms of weight or size to exemplify. The rate of products being palletized is strongly depended on the products that are handled (Wohlrab, 2008; Wang, et al., 2020).
9 3.4. Production system development process
The production system development (PSD) process is a supportive tool when developing existing systems.The PSD process can be explained in eleven steps with five head phases (see figure 2) and can work as a guide for a project team (Bellgran & Säfsten, 2010).
10
The first phase of this process concerns the preparation for the investment and the development for the planning. The two steps in management and control formulates the planning of the PSD. The next phase is the preparatory design where the background study and the pre-study will be performed which will specify the requirement specification. The requirement specification will lead to the start of the next phase which is the design specification. This phase includes the design, evaluation and the choice of conceptual production system which will result in the system solution. In this phase it is important to first perform the evaluation of the conceptual production system before doing the design of conceptual production system. The realization and planning begin right after the design specification is formulated. Having formulated the specification, the implementation of the physical system can begin. When the implemented system is in place, the next sub step is to start planning the start-up of the production system. Continuing to the last phase, the start-up phase, which involves the process of carrying out the start-up plan and thereafter evaluate the results of the system. It is important that all the phases are fulfilled since this will result in making sure that all the important problems have been presented (Bellgran & Säfsten, 2010).
3.5. Three phases for implementation
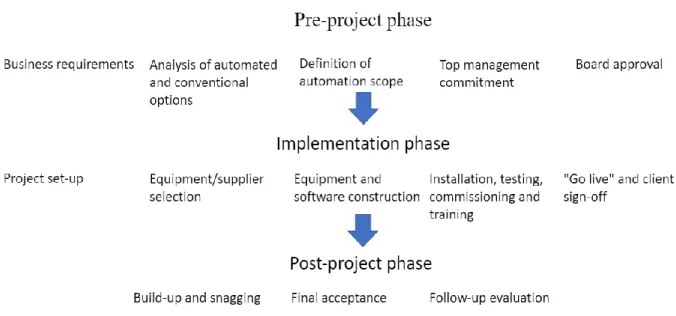
Baker and Halim (2007) presents three distinct phases when working with automation projects (See figure 3).
Figure 3: An illustration of the phases and the processes in each phase, modified from Baker and Halim (2007)
The first phase is called the “pre-project phase”, this phase involves the higher up management, they have the authority to allow projects or shut them down. Naturally in the pre-project phase, the board needs to approve of this project, but before that, to be able to start a project it is necessary that the proposal is promoting for the company. Therefore, the pre-project phase is to analyze the current situation within the company and thoroughly look through all the options before deciding on the proposal of the project. If the board allow the project to start, the project will go into the second phase, which is the “implementation phase”. The implementation phase is where the actual practical work will start, proper planning will be started, and work
assignments are distributed. The next step is to find suitable equipment for the proposed project and suppliers to deliver the required equipment, then start constructing the stations. When the
11
equipment and infrastructure is set up, the test period of the system will take place. Parallel with the testing, the employees will be trained and educated to handle the system. When the management evaluate enough training and testing, it is time to put the automated system into the production line and dismiss the external partners. Lastly, there is a final phase, which is the “post-project phase”, this process serves to self-evaluate the implementation process and the output of the implementation. The build-up and snagging refer to the period when the system reaches it desired capacity, this period is dependent on the company, and have an average build-up time of three months. Snagging refers to the rectification of the system, meaning fixing all the problems that have occurred due to the implementation to reach the intended capacity. Thereafter is the final acceptance, when it is time to pay for the implementation and the external partners that contributed to the change. Lastly there is a control if the equipment is performing as intended and if there is any need for modifications for the implemented system to accommodate for the company (Baker & Halim, 2007).
3.6. Three critical choice processes
It is difficult to draw general conclusions when it comes to implementation of automation, but there are some guidelines for this procedure. Langley and Truax (1994) introduces three parts that should be taken into consideration when implementing automation, those are the
technology choice process, the financial justification process and the strategic commitment process.
The technology choice process is the method of deciding which system/s that would be most likely to be suitable for the company and its working environment. Under this process the priorities are defined and an evaluation process is conducted regarding which technological solution is available to meet the priorities (Langley & Truax, 1994).
The financial justification process is the part which includes factors regarding the financial support for the project (Langley & Truax, 1994). When making the decision if the project is economical beneficial or not, a method called decision tree can be used. This method will include all possible decisions and how economical beneficial those are (Tyrychtr, 2017). The strategic commitment process is about factors that concerns management (Langley & Truax, 1994). It is necessary to take into consideration that at every company there is a person in charge of a project, often this person is the project manager or equivalent of that roll. The responsibility relies on the project manager to make the right decisions (Baker & Halim, 2007).
12 3.7. Lean management
Lean Philosophy is a long-term thinking and focuses on building a stable environment where customers and the employees are in the center. Toyota works after the 14 principles and is one of the most successful organizations in the world. Principle 9-14 are described, since principle 9-11 concerns lean management and principle 12-14 concerns decision making as a manager (Liker, 2004).
Principle 9: Grow leaders who thoroughly understand the work, live the philosophy, and teach it to others. This principle explains that it is preferred to grow leaders within the organization since these individuals understand the culture of the organization. This can have a positive impact on better learning within the organization. Growing leaders within the organization can increase the motivation of the employees. Having leaders from the organization can make projects less stressful since the employees are comfortable with their leader (Liker, 2004). Principle 10: Develop exceptional people and teams who follow your company´s philosophy. This principle informs the importance of respect within the organization, one of the areas is respect within teamwork. Having stable teamwork can have positive affect on the employee’s participation and motivation. This in turn will lead to improvement within the company since the employees strives for constant improvement (Liker, 2004).
Principle 11: Respect your extended network of partners and suppliers by challenging them and helping them improve. Principle 11 is one of the most necessary principles that Toyota works after since it helps the individual, but also the organization development. When working with external companies and having partnership, ideas will be exchanged which helps the
organization to develop and grow (Liker, 2004).
Principle 12: Go and see for yourself to thoroughly understand the situation (Genchi Genbutsu). This principle suggests that as a manager, it is important to see the situation for yourself instead of blindly giving orders or accepting the information that someone else tells you about regarding the situation. This can increase the level of understanding of the situation and can result in good decision making (Liker, 2004).
Principle 13: Make decisions slowly by consensus, thoroughly considering all options.
Principle 13 points out that project need to be implemented slowly and that a detailed planning is necessary. Many companies in America spent too little time planning and notice after the implementation that new problems occurred associated to the implementation. The important thing is to implement correctly instead of implementing sometshing fast. When making the decisions for an implementation, there are some factors that should be considered, principle 12: Genchi Genbutsu is one of them. Analyzing the problem to understand the root cause is another important factor, a method that can be used is 5 whys. Lastly working as a team when making implementations and making decisions is important. Working as a team means including internal and external individuals (Liker, 2004).
Principle 14: Become a learning organization through relentless reflection (Hansei) and continuous improvement (Kaizen). Principle 14 informs that experience is one of the most important things. This principle concerns constantly learning, reflecting and adapting. The reflecting process is possible by for example using the 5 whys method to get to a better understanding of the root cause of the problem (Liker, 2004).
13 4. Results
In this section the result is presented, which includes deeper information regarding manual labor, automation, PSD and management.
4.1. Manual labor
When manually picking, gathering, and lifting items within a DW, precautions should be taken when planning the layout of the warehouse and the pathing the workers should take when moving to different sections to gather the products (Calzavara, et al., 2017). It is important to have the optimal layout since it reduces distance between products. This can in turn increase the efficiency of the pick procedure (De Koster, et al., 2020). Planning of the warehouse can contribute to help the workers from physically exhausting themselves and to take into consideration regarding ergonomics for the workers (Calzavara, et al., 2017). Hanson et al. (2016) explains that the size of the container workers is picking from can have a negative effect on the ergonomics. A too large container for example can result in employees having difficulty reaching the items at the far end. In the ergonomically aspect this not desired since it is
strenuous and inefficient.
When lifting heavy load, it is important to have a correct technique, which means using the squat technique. By squatting when lifting the correct muscles are activated and the possibility of getting lower back pain will reduce. Also, the heavier the boxes are when lifting, the higher risk of getting back pain (Van der Have, et al., 2019). The lifting technique depends also on the gender, in a study female were asked to perform the palletizing task with the load of 10 kg and males with the load of 15 kg. After studying the techniques that these individuals used the conclusion was that females generally use the incorrect form when lifting which results in back pain (Palmondon, et al., 2017).
4.2. Automation of palletizing
There are existing barriers when using automated system to perform palletizing. Palletizing products are not an easy task, but when the robot does said task, problems may occur. A
general rule is to put the heaviest item at the bottom to not crush the packets below, but this is a problem when having a robot to perform the palletizing task, the system is programmed to palletize the products and might not take such an important factor into consideration when it performs the task. This problem extends to the optimization of the placement of the products, there are existing gap of knowledge to program the optimal pattern to place the products on the pallet with the use of automation. Those issues require more research and further testing to find the most viable automated system (Masood & Khan, 2014).
When developing a robot for palletizing, aspect such as flexibility regarding the weight, geometry and size should be taken into consideration, but these requirements cost a lot of funding. Gripper robot in warehouses are sought after since it reduces waste, but the requirement from these customers is that the machine is cheap, easy to handle and robust. Despite robots having many benefits they are not accepted in all organizations, the acceptance is affected by culture and nation of the organization (Negrello, et al., 2020). The difficulties of expanding the knowledge surrounding robot automated palletizing is due to the lack of
cooperation between researchers and the lack of availability of earlier research within this area. Due to the lack of cooperation, there is no standardization within this field, there is no
standardized program to use when working with the software. The lack of standardization contributes to wasting the researcher´s time and forces other researchers to start from the beginning (McKenzie, et al., 2017).
14
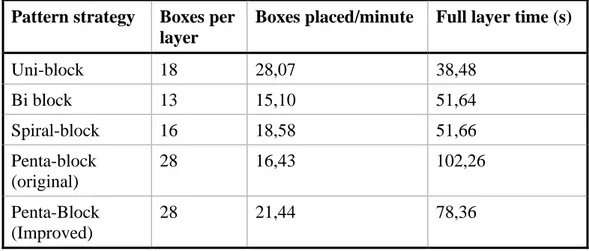
The palletizing process for boxes can be achieved with different kind of pattern building (See table 1). The pattern in turn effects the effectivity and the efficiency. Five different
patterns were categorized which are Uni-block, Bi-block, Spiral block and Penta block which divided into two categories, original and improved. These various stacking methods builds the layer differently and have different quantity of boxes for each layer (Masood & Khan, 2014).
Table 1: Different patterns and their working time, modified from Masood & Khan (2014)
Pattern strategy Boxes per
layer
Boxes placed/minute Full layer time (s)
Uni-block 18 28,07 38,48 Bi block 13 15,10 51,64 Spiral-block 16 18,58 51,66 Penta-block (original) 28 16,43 102,26 Penta-Block (Improved) 28 21,44 78,36
There are three different gripper solutions for palletizing packaging: lateral clamp gripper, fork style gripper and vacuum gripper. All these systems can pick up boxes, but the difficulty is lack of knowledge when it comes to programming the mathematical pattern system for the
palletization (Masood & Khan, 2014). A multifunction gripper robot has both a suction mechanism and a two-finger gripper mechanism. This robot can either use one of
the mechanisms to pick and place an object or use both mechanism at the same time. The gripper process starts with the suction mechanism getting stuck to the surface. The two-finger gripper will then grab a steady grip around the object. The object will be lifted and transported to the desired place and released. The two-finger gripper is beneficial out of the flexibility aspect when it comes to geometrics of an object. Combining the suction and two-finger gripper mechanism increases the stability of the grip. Another benefit is that the suction mechanism makes the lifting and grabbing process easier in a cluttered narrow place (Long, et al., 2019). A way of developing the pick and place robot is by taking advantage of the human
demonstration. There are gripper robots that have the ability of recording human
movement, learning, and performing it. Therefore, A human operator performs an experiment for the robot. The experiment included three blocks, one red, one blue and one green. The human performed a sequence of stacking block in a specific color order which the robot tried to recreate (Hsien-I, et al., 2013).
4.3. Automated guided vehicle
One method for handling materials is by taking advantage of automated guided vehicles (AGV). AGVs is a driverless vehicle system which is used to increase the effectivity and to standardize the material flow. These automated systems transport material around the facility. The path for the AGVs is predetermined but if needed the path can be changed. If any problem occurs when material is transported the manually driven trucks can be used as a support for
15
AGVs (Jonsson & Mattsson, 2011). The predetermined paths are to increase the employee’s safety. The employees prefer to know the path of the AGVs, since the employees would feel safer in the working environment when the AGV do not move around freely. When the AGV moves freely it is not possible to know its next move, but this is possible with fixed
programmed paths (Le-Anh & De Koster, 2006; Tatsumoto, et al., 2018). 4.3.1 AGVs for picking process
Many companies implement AGVs because of their high flexibility and intelligence. One of the positive flexibility aspects of the AGV is that it can both handle large quantity of products but also small object in narrow aisles. These systems increase the material flow which means that the AGV can move from one station to another and finally pick up the finish product to the last station. Because of the increased E-commerce trend and the high demand from the customers, the picker time needs to be reduced. AGVs have a positive effect on the material flow
efficiency and therefore can be implemented to reduce the picker time. AGVs can handle different orders at the same time. It can simply carry one order while picking more along the way. If the order has already been picked, the AGV can transport the order to the packaging station. Since AGVs are more efficient tool for the picking process they have been
implemented in companies such as Amazon. Even though there are many beneficial aspects to the AGV it is necessary to inspect the environment before implementation. It is necessary to have the right kind of system for the environment to receive the benefits from the AGV (Wu, et al., 2017).
The procedure of the AGV can be explained in six steps. The order and the six steps are as follow, (1) get assigned task and routing, (2) move to location, (3) take/load the item, (4) move to storage, (5) unloading and (6) travel back to start point. During testing of one AGV within a warehouse environment, time were measured and then provided as an example of the length of each task (See Table 2). The time will be displayed in hours for each completed sub-task. Something to note is that these numbers provided are merely an example and depending on the warehouse layout and other factors, the time will vary (Yan, et al., 2017).
Table 2: Following steps for an AGV and time spent on each, modified from Yan, et al. (2017).
Phase Phase length (hours)
Mission allocation & route optimization (1) 0.02
Dispatch to station (2) 0.20
Loading of item (3) 0.02
Travelling to storage (4) 0.15
Unloading (5) 0.02
Travelling back to base (6) 0.10
Total time spent for one task 0,51
By calculating the total time spent on travelling for the AGV. Given the example from Yan, et al. (2017), an AGV would spend approximately 88% of its time on traveling.
16
AGVs are either controlled by a computer or controlled by other AGVs, this is also called centralized and decentralized system of AGV (see figure 4). Centralized systems of AGVs are controlled by a computer (De Ryck, et al., 2020). This kind of system are preferred due to their simple structure, the system structure consist of a commanding unit that sends orders (computer for example) and then a couple of AGVs that will receive the orders. The structure is easy to follow and allow for easy handling of all the units controlled. However, the centralized system lacks adaption to real time and their performance in such environments are noticeable worse, the system acts stiff and lack flexibility to react to various unaccounted events (Micieta, et al., 2018).
Figure 4: a) Centralized and b) decentralized system for AGVs, modified from De Ryck, et al. (2020).
Decentralized systems are instead dependant on AGVs receiving information from each other, which in theory could be more flexible than centralized. The flexibility means that AGVs can evaluate their own capacity and status, which the AGVs can act accordingly to the information received (De Ryck, et al., 2020). An example of the AGVs communication between each other could be when they are blocking each other in their predetermined paths, for example A is in front of B and B want to get past A. Processes will then occur between them and a solution to this blockade could be that B goes around A. The use of decentralized system could help solve the problem with deadlock situations within the facility, deadlock is a situation where AGVs block each other and results in them not being able to do their respective task (Fanti, et al., 2018). Decentralized systems are getting more and more popular since the AGVs can meet the future demands and requirements. The use of a decentralized system for the AGVs proves to be more robust and fitting for the future trends that are coming regarding the industry 4.0 (De Ryck, et al., 2020).
17 4.3.2 Problems when using AGVs
There is no standardized system for the AGV that could work for every warehouse company. Instead there are mostly testing and researching within various test facilities to find an
optimized path in that specific environment, and the environment are usually scaled down for more general testing (Tatsumoto, et al., 2018).
Deadlock is a concern with the use of several AGVs within the same environment (Le-Anh & De Koster, 2006; Tatsumoto, et al., 2018). The development of a system to solve this problem is progressing and there are various forms of technical solution to at least reduce the risk of AGVs crashing into each other. Particle swarm optimization, visibility graph and colony optimization are a couple of techniques used when trying to program a system that reduces the problem of AGVs crashing into each other (Zhang, et al., 2018). If the warehouse would have extensive use of several, if not several dozen of AGVs, there are concerns of them blocking and preventing each other from reaching its destination (Le-Anh & De Koster, 2006; Tatsumoto, et al., 2018). This problem builds on the previously mentioned one, and it is a problem that occurs frequently with the use of AGVs (Tatsumoto, et al., 2018).
The lack of acknowledge concerning the battery handling in AGVs are problematic. There are concerns in the length the AGVs could operate without loading and how the loading will occur, this could affect the efficiency drastically depending on the solution used. There are options such as having a robot or operators changing the battery for faster recharge or having AGVs recharge when they are idle but having AGVs idle should be rare if the system is effectively utilized. Lastly planning the location for the charging stations for the AGVs, having an effective warehouse layout is important to save travel distance (Le-Anh & De Koster, 2006). 4.4. Production system development process
The PSD process includes the following phases: management and control, preparatory design, design specification, realization and planning and the start-up (Bellgran & Säfsten, 2010). 4.4.1 Management and control
Management and control of a project need to be fulfilled in the correct way to have an efficient development. One of the first steps in the PSD process is to plan and clarify the investment. One of the important factors for projects are the level of resources available, which are in the forms of employees, financial resources and time. This information concerns the current state of the company. The resources in turn impact the priorities for the project. Within PSD the factors that are stated below have been shown to play an important role (Bellgran & Säfsten, 2010).
The distribution of the resources to production development and production engineering: The production engineering concerns the daily development of the production system and production development concerns long-term developments. The amount of resources of a company is based on the financial resources, strategy, and production process. The viewpoint of the decision-makers is important since they decide how the resources going to be invested. Regarding the employees the important factors are education, competence, and experience. In smaller facilities the employees are very important and have a big influence on the project since these people are often key individuals. If these key individuals have negative influence on the projects, it is required that they get replaced (Bellgran & Säfsten, 2010).
18
The time differs when it comes to changes within a process. When it comes to complex automation system, it is shown that it requires a lot of time. The factors that impact the development time are the chosen solution if the project is dependent on supplier or a specific concept. Longer development time does not need to mean that the project is going to be more expensive than the short time developments (Bellgran & Säfsten, 2010).
The factors that concerns the work team composition are communication within the team, questions regarding the project management and information flow. Development of production is not easy, and it is impossible for one individual to know all the important factors to consider, therefore it is important to work as a team. The members of the team should have relevant background to help with the project (Bellgran & Säfsten, 2010).
The analytical and creativity ability is important when trying to make changes. With the help of the creativity ability, several solutions can be presented and with the help of the analytical ability the best suited can be chosen. Documentation from earlier projects can work as support when making decisions.It is important to have in mind that creativity is something that is varying depending on the individual. Therefore, different characteristics need to be included, having a creative team with several creative individuals helps other to express their own creativity, in comparison to having only one individual that is creative (Bellgran & Säfsten, 2010).
4.4.2 Preparatory design
When designing a production system, it is important to first look at the processes and the system in a holistic view. By approaching the design in a holistic view, both the internal and the external requirements will be taken into consideration and will lead to a better fit for the developing production system (Bruch & Bellgran, 2013). Digging deeper into the processes involved, helps to find problem concerning the existing production system or even positive things about the existing production system. Learning what is positive and what was negative helps to evaluate the right production system and avoid repeating mistakes (Bellgran & Säfsten, 2010). The process of gathering information and data related to the production system and the sub-systems, was most effective when asking the personnel involved in the developing system. Having personnel/s as a reliable source for information can be an annoyance. Therefore, if the personnel were to be absent due to sickness or finished for the day, the process of information gathering can be delayed (Bruch & Bellgran, 2013). However, it is important to not rely on a single individual for all the information gathering. There is no individual that knows all ins and outs of the productions system. Therefore, it is crucial to take personnel from different sections involved with the system, which can give different perspective and provide a comprehensible holistic view (Bruch & Bellgran, 2014).
To complement the design study, pre-study should be included into the design evaluation. Pre-study defines as future goals and the purpose for this project, expressing some form of long-term thinking, understanding what is known and what is lacking to make an informed decision. The purpose for this evaluation is to understand what the requirement is for the new system (Bellgran & Säfsten, 2010). Furthermore, Bruch and Bellgran (2014) express the importance of contemplating over the future needs for the production developing system into the planning. Also, to not delay all the work until the end of the project, instead at an early stage set goals and studying the needs thoroughly. Proper planning in the early stage results in less insecurity of the needs and at an early stage find the desired production system that matches the specified requirements.
19 4.4.3 Design specification
If the preparatory work has been done thoroughly, certain requirements should have been established and what the goals are for the design of the new production system. With the goals and requirements in mind, conceptual systems will be brought up for discussion and evaluation. Decisions such as technology level, layout, workplace design and environmental decisions will be included in the conceptual design phase. The process of deciding on a system is iterative and overlapping. If better options were to appear, that production system will be compared and discussed upon. The purpose is to find a production system that best fulfills the goal and requirements set by the initial study (Bellgran & Säfsten, 2010). The process of deciding on specifications regarding the production system require that right information be received. To be able to receive right information, it is important to understand what is useful and how to
acquire that information in the most optimal way. Having external empirical findings can prove to be useful and insightful, but it is proven that internal information gathering is the most effective. Internal sources require less effort and are more easily obtained compared to the external, but also more useful information is acquired through internal focus. Only having internal focus is not recommended though, having external focus gives valuable information such as other production system in the market and how the competitors have utilized their own systems. This could be described as a trade-off; internal focus is easier and more efficient for gathering information. External focus requires much more resources and instead could contribute to valuable information that the internal personnel do not have (Bruch & Bellgran, 2013).
4.4.4 Realization and planning
Having decided on a conceptual design in the previous phase, it is time to move the PSD process into the next phase, realization and planning. This phase consists of two steps which are build production system and plan start-up. This phase is when the practical work starts and when the system has been put into place, planning the start-up for the system follows. Setting up plans and carefully evaluating the implementation process is very important for a smooth implementation phase, a thorough planning helps to reduce emerging problems (Bellgran & Säfsten, 2010). When beginning this phase, it is recommended to evaluate the available personnel and the knowledge these personnel have. Having personnel that work together is recommended, as they can share their respective knowledge and experience with each other. Giving the personnel responsibility and resources to help them progress, shows a positive effect on the individuals (Fjällström, et al., 2009; Almgren, 1999). Training the personnel counts as an important part of putting the system into place (Bellgran & Säfsten, 2010).
Regarding the planning off the start-up period, Almgren (1999) presents a few points to
evaluate and consider into the planning. Firstly, it is important that the start-up capacity is close or equal to the intentional capacity in steady state. Which means that the start-up should be close to the intentional capacity.The high speed contributes to detect problems in an early stage, which also allows more time to correct in the start-up phase. Furthermore, having slow pace at the start-up would negatively impact the norms off the personnel, which in the long term could affect the output rate. Secondly, delegating and letting operators self-regulate at an early stage is not recommended. Due to the newly implemented system, it requires time to adjust and allowing operators with limited knowledge to self-regulate could hamper the progress. A recommendation is to have daily meeting to discuss problems that may occur. However, it can be problematic if not every operator has the same schedule. Lastly, having technical experts to solve emerging problem helps a lot in the early stages of the system. Added, if operators are nearby to learn how to solve the emerging problems would greatly benefit the competence of problem solving within the organization (Almgren, 1999). An
20
alternative approach to emerging problems is to solve it together with various personnel, with various knowledge. Having only an individual having all the knowledge is often not possible. However, by working in groups, a broader spectrum of knowledge is combined (Fjällström, et al., 2009). Followed up with planning of various logistical factors, such as resource handling and supplier cooperation into the start-up period (Bellgran & Säfsten, 2010).
4.4.5 Start-up
The period of start-up and putting the plan into practice is a confusing period. To reduce the confusion and complexity of the new production system, establishing standardization and setting up guidelines can help to ease the employees into the unknown. This process of standardization could be reached with the help of the senior management, they have influence and the potential to steer the thinking into the right direction (Vandevelde & Van Dierdonck, 2003). It is important for the management to not look at the PSD as an everyday activity. The process needs to be taken seriously and allowed enough resources to progress into the desired state (Bruch & Bellgran, 2013).
As the final steps of the PSD process is closing in, conducting evaluation of the whole process is important. Therefore, to find flaws and continuously follow-up on the newly implemented production system, to control and adjust the new system to the desired goal is important (Bellgran & Säfsten, 2010).
4.5. Technology choice process
The conclusion Yu and Wilkerson (2017) made regarding choosing the automation system is to always have a clear goal regarding the purpose and defining the procedure, regarding time and cost for example. Langley and Truax (1994) suggests that the technological choice process can have impact on the strategic commitment process and in turn in the financial justification process.
Automation implementation is a long going process and changes are performed gradually. The first phase is to implement automation in smaller phases or segments. Already at an early stage changes are noticeable and measurable, an example is higher productivity (Rogers, 2009). Planning is necessary and an important factor when implementing automation. Having a detailed plan that spans over a longer period is preferable. The implementation of automation in warehouse is in general a lengthy process and it takes in average up to 20 months. The flexibility can be affected negatively when implementing automation. It is preferred to have this factor in mind when choosing the automation system (Baker & Halim, 2007). Custodia and Machado (2020), concluded that technology advance in an alarming speed and it is hard to predict how warehouses will operate in the future. Warehouses should instead look at their own goals and from there choose the technology required to reach their own goals (Custodia & Machado, 2020; Yu, et al., 2017).
21 4.5.1. Rightomation
Having a too low level of automation will result in no competitiveness, meaning no substantial gain earned through automating at such a low level. Under automation have negative affect on the efficiency and productivity. On the contrary, having too high automation is seen as a non-profitable solution since it results in high amount of investment and require higher amount of maintenance. Table 3 below presents an overview of the effect of under automation, over automation and rightomation. The negative sign (-) indicates disadvantages and the plus sign (+) indicates the advantages. If a square contains more than one plus (+) sign or minus (–) sign, that indicates the added advantage or disadvantage (Säfsten, et al., 2007).
Table 3: Advantages and disadvantages with rightomation, modified from Säfsten, et al. (2007)
Examples of effects Under automation Rightomation Over automation Ergonomics -- ++ - Efficiency - ++ - Productivity -- ++ ++ Quality - + ++ Lead time - + - Delivery precision - + - Up-time ++ + - Competence + + - Investment cost ++ + -- Capacity - + ++ Maintenance ++ + -- Sum 7+/9- 14+/0- 7+/10-
Despite under automation and over automation having negative outputs there are some positive aspects to it. Under automation for example lower the investment cost for the implementation and up-time. The organization will also have lower investment cost and need less amount of maintenance. Over automation will still have the positive output regarding higher productivity and having over automation will also yield better result than rightomation when it comes to quality and capacity (Säfsten, et al., 2007).