Eskilstuna omlastningscentral Akademin för Innovation, Design och Teknik
Minska slöserier med hjälp av
verktyg inom Lean
Fallstudie på Omlastningscentralen i Eskilstuna
Examensarbete
Grundnivå, 15 hp
Produkt- och processutvecklingJulia Bergqvist
Linnea Djurling
Handledare, företag: Jonathan Vallejo Caicedo
Handledare, Mälardalens högskola: Bengt Gustafsson Examinator: San Giliyana
ABSTRACT
The purpose of the thesis is to investigate how a distribution center can implement Lean methods to minimize wastes and how the employees can be motivated before Lean implementation.
The following research questions have been constructed to fulfill the purpose:
• How can wastes be reduced with the help of Lean methods in a distribution center? • How can employees be motivated to implement Lean?
The choice of method was a case study, conducted at a distribution center. The collected primary data consists of observations and interviews of both employees and customers. Secondary data have been collected from scientific articles and books, which made it possible to connect the theoretical framework with the empirical data.
At the case company there were four waste identified: waiting, unnecessary movement, unnecessary transport and unused knowledge. The studied process has looked the same for about 25 years which makes it outdated and ineffective. A majority of the respondents have difficulties seeing improvement possibilities for the process, but a few of them could see streamlining possibilities.
The conclusions that can be drawn from the study are how a few examples of Lean methods can reduce wastes that can occur in distribution centers and how the employees can be
motivated before a change. By using 7+1 wastes, the wastes are first identified and then 5S, JIT and 5 why’s are implemented to minimize these. The employees are motivated before a change with the help of a committed and well-prepared management. The unfreezing phase in a change process is important to avoid resistance from the employees.
SAMMANFATTNING
Examensarbetets syfte är att undersöka hur en distributionscentral kan implementera verktyg inom Lean för att minska slöserier och hur de anställda kan motiveras inför implementering av Lean.
Följande forskningsfrågor har framställts för att uppfylla syftet:
• Hur kan slöserier minskas med hjälp av verktyg inom Lean i en distributionscentral? • Hur motiveras anställda till implementering av Lean?
Metoden som använts är en fallstudie som har genomförts på en distributionscentral. Den insamlade primärdata är från observationer och semistrukturerade intervjuer från både anställda och kunder. Sekundärdata har hämtats från vetenskapliga artiklar och böcker som gjort det möjligt att sammankoppla den teoretiska referensramen med resultatet.
På fallföretaget identifierades fyra slöserier som är väntan, onödig rörelse, onödiga transporter och outnyttjad kompetens. Processen som undersökts har sett likadan ut i ungefär 25 år vilket gör att den är utdaterad och ineffektiv. Majoriteten av respondenterna har svårt att se hur processen kan förändras till det bättre, men ett fåtal kan se hur effektivisering kan ske. Studiens slutsatser var hur några exempel på verktyg inom Lean kan minska slöserier som kan upptäckas på distributionscentraler, samt hur de anställda kan motiveras inför en förändring. Genom att använda sig av 7+1 slöserier identifieras först vilka av dem som förekommer och sedan implementeras 5S, JIT och 5 varför för att minska dessa. De anställda kan motiveras inför en förändring genom att ledningen är engagerad och väl förberedd. Upptiningsfasen i förändringsprocessen är viktig för att undvika motstånd från de anställda.
FÖRORD
Detta examensarbete är det avslutande momentet på Högskoleingenjörsprogrammet inom innovation, produktion och logistik på Mälardalens Högskola. Det har varit en lärorik process som har skapat nya erfarenheter och kunskaper och kommer vara till stor hjälp i våra framtida arbetsliv.
Examensarbetet var i samarbete med Omlastningscentralen i Eskilstuna och vi är tacksamma och glada över möjligheten att få undersöka hur teori kan tillämpas i verkligheten. Under besök på Omlastningscentralen har vi fått ett fint välkomnande och bemötande, vilket har gjort att vi känt oss bekväma och haft en drivkraft att ge tillbaka till företaget. Vi vill tacka vår handledare på Omlastningscentralen Jonathan Vallejo Caicedo för all stöttning och hjälp, utan din hjälp och kunskap hade arbetet inte varit möjligt.
Vi vill rikta ett tack till respondenterna som bidragit med deras kunskap och tid. Ett extra stort tack ska respondenterna på Omlastningscentralen ha för dess tålamod och engagemang under både besöket och intervjuerna. Deras engagemang har varit en viktig del vid datainsamlingen, utan deras hjälp hade det blivit svårt att samla in förslag på nya förbättringsmöjligheter. Vi vill även rikta ett stort tack till vår handledare på Mälardalens Högskola, Bengt Gustafsson, som funnits till stöd under hela examensarbetet. Hans stöd har varit betydelsefullt vad gäller vår förmåga att kunna genomföra ett bra arbete. Utan Bengts hjälp och kunskap hade
examensarbetet varit mer krävande, han har alltid funnits där när vi behövt hjälp och sett till att vi har varit i fas med arbetet.
Sist men inte minst vill vi rikta ett tack till San Giliyana, vår examinator, som har varit ett stöd när oklarheter har uppstått.
Eskilstuna 2021-05-21
____________________ ____________________
Julia Bergqvist Linnea Djurling
INNEHÅLLSFÖRTECKNING
1 INLEDNING ... 1
1.1 Bakgrund ... 1
1.2 Problemformulering ... 1
1.3 Syfte och frågeställningar... 2
1.4 Avgränsningar ... 2 2 METOD ... 3 2.1 Tillvägagångssätt ... 3 2.2 Forskningsdesign ... 4 2.3 Forskningsansats ... 4 2.4 Datainsamling... 4 2.4.1 Primärdata ... 4 2.4.2 Sekundärdata ... 6 2.5 Urval ... 6 2.6 Respondentbeskrivning ... 6 2.7 Analys av data ... 7 2.8 Kvalitetsmått ... 7 2.8.1 Reliabilitet ... 7 2.8.2 Validitet ... 7 3 TEORETISK REFERENSRAM ... 9 3.1 Lean och TPS ... 9 3.1.1 4 P och de 14 principerna ... 10
3.2 Verktyg inom Lean... 12
3.2.1 7+1 slöserier ... 12
3.2.2 5S ... 13
3.2.3 5 varför ... 14
3.2.4 JIT... 14
3.3 Organisationskultur ... 15
3.4 Ledning av offentliga organisationer ... 15
3.5 Förändringsledning... 15 3.6 Motivation ... 17 3.7 Distributionscentral ... 17 4 RESULTAT ... 19 4.1 Företagspresentation... 19 4.2 Internposten ... 19 4.2.1 Gåendeposten ... 21 4.2.2 Bilburna posten... 22 4.3 Perspektiv på internposten... 22 4.3.1 De anställdas perspektiv ... 22 4.3.2 Kundernas perspektiv ... 23
5 ANALYS ... 25
5.1 Lean och TPS ... 25
5.2 Verktyg inom Lean... 25
5.2.1 7+1 slöserier ... 25
5.2.2 5S ... 26
5.2.3 5 varför ... 26
5.2.4 JIT... 27
5.3 Organisationskultur ... 27
5.4 Förändringsledning och ledning av offentliga organisationer ... 27
5.5 Motivation ... 28
5.6 Distributionscentral ... 28
6 SLUTSATSER OCH REKOMMENDATIONER ... 30
6.1 Slutsatser ... 30
6.2 Rekommendationer till fallföretaget ... 31
6.3 Rekommendationer till framtida studier... 32
8 KÄLLFÖRTECKNING ... 33
9 BILAGOR ... 35
FIGURFÖRTECKNING
Figur 1: Studiens tillvägagångssätt, skapad av Julia Bergqvist i Draw io... 3Figur 2: TPS-huset(Liker et al., 2009, s. 55) ... 10
Figur 3: 4P modellen från Liker et al. (2009, s. 24) skapad av Linnea Djurling i Draw io. ... 11
Figur 4: 5S från Krajewski et al. (2019, s. 244) skapad av Linnea Djurling i Draw io... 13
Figur 5: Kurt Lewins trestegsmodell, inspiration tagen ifrån Jacobsen (2018, s. 191) ... 16
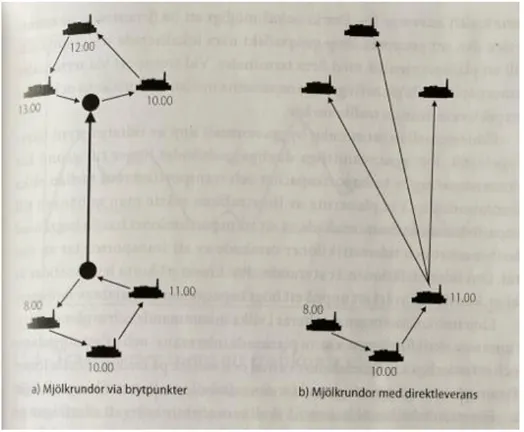
Figur 6: Två olika typer av mjölkrundor (Jonsson & Mattsson, 2016, s. 385) ... 18
Figur 7: Överblick på OLCs verksamhet, skapad av Julia Bergqvist i Draw io. ... 19
Figur 8: Postfacken på OLC, bild tagen av Linnea Djurling... 20
Figur 9: Exempel på hur postfacken ser ut hos kund, tagen av Julia Bergqvist. ... 20
Figur 10: Internpostprocessen, skapad av Linnea Djurling i Draw io... 21
TABELLFÖRTECKNING
Tabell 1: Sammanställning över intervjuerna skapad av Linnea Djurling i Word ... 5Tabell 2: 7+1 slöserier enligt Krajewski et al. (2019) skapad av Linnea Djurling i Word. ... 13
FÖRKORTNINGAR
JIT Just-In-Time
OLC Omlastningscentralen
1
1 INLEDNING
I det första avsnittet presenteras och beskrivs bakgrund, problemformulering, syfte och avslutningsvis avgränsningar. Detta för att ge läsaren en grundläggande förståelse för det ämnesområde som kommer att studeras.
1.1 Bakgrund
Logistik är ett brett begrepp som inkluderar aktiviteter som garanterar rätt material, information eller produkt vid rätt plats och tid. Det kan studeras inom produktions- och tjänstesektorn eller i ett materialflöde med flera företag inblandade, dock är det fördelaktigt att se begreppet som ett brett system (Ghiani et al., 2013; Jonsson & Mattsson, 2016). Ändamålet med logistik är att förbättra effektiviteten för att i slutändan åstadkomma positivt resultat och för att räknas som en konkurrensfördel är det viktigt att rätt sak genomförs i rätt tid (Jonsson & Mattsson, 2016). Logistik definieras enligt Jonsson och Mattsson (2016) som:
Planering, organisering och styrning av alla aktiviteter i materialflödet, från råmaterialanskaffning till slutgiltig konsumtion och returflöden av använd produkt, och som syftar till att tillfredsställa kunders och övriga intressenters behov och önskemål, dvs. ge en god kundservice, låga kostnader, låg kapitalbindning och små miljökonsekvenser (Jonsson & Mattsson, 2016, s. 20).
Toyota Production System (TPS) är en tillverkningsfilosofi med målet att minimera slöserier som inte är värdeskapande för kunden. För att vara resurseffektiv finns det 14 principer inom TPS som organisationer bör sträva efter för att minska slöserier. Lean produktion är en tillverkningsfilosofi med början i TPS, men Liker (2004) nämner att resurseffektivitet inte uppnås genom att enbart implementera Lean utan det är viktigt att se det som ett system. Lean är ett arbetssätt som organisationer kan nyttja för att hitta slöserier som inte är värdeskapande för kunden och på det viset bli mer konkurrenskraftiga. De 14 principerna är uppdelade i fyra kategorier som Liker (2004) kallar 4P modellen, dessa P är ’Philosophy’, ’Process’,
’People/Partners’ och ’Problem Solving’. När en organisation uppfyller alla 4 P kan de konstatera att de uppfyllt den fulla potentialen av Lean som en filosofi (Liker, 2004).
1.2 Problemformulering
Att implementera Lean i en organisation är ingen enkel uppgift, men strävar man efter en ökad effektivitet och en minskning av slöserier så är det avgörande. Ledningen i organisationen måste vara medveten om de anställda vid implementeringen av Lean, i aspekter som stress, samarbete och pålitlighet mellan anställda och ledningen (Krajewski et al., 2019).
Liker (2004) förklarar att det är många företag som tror att de har implementerat Lean men egentligen har de bara skrapat på ytan av vad TPS innebär, och enbart implementerat några verktyg inom Lean men kunskapen om vad som sammankopplar dessa till ett system saknas. Därför åstadkommer dessa företag inte Lean till dess fulla potential och fastnar i ett av stegen, Process, från 4 P modellen (Liker, 2004).
2
Det är vanligt att motstånd uppstår bland de anställda när man introducerar Lean i en organisation, och Bakke & Johansen (2019) menar att det kan bero på att det finns en
bekvämlighet i nuvarande arbetsrutiner. Motståndet måste hanteras på ett involverande vis så de anställda förstår meningen med att implementera Lean, vilka mål som finns och vilka fördelar som kan åstadkommas. De anställdas motivation kommer att öka i samband med de resultat som uppstår med Lean och det kommer att kräva stort engagemang samt tålamod att fortsätta i arbetet med Lean för att åstadkomma rutiner och en kultur av fortsatta förbättringar (Bakke & Johansen, 2019).
1.3 Syfte och frågeställningar
Studiens syfte är att undersöka hur en distributionscentral kan implementera verktyg inom Lean i sin verksamhet för att minska slöserier och öka effektiviteten. Det kommer även framställas rekommendationer för hur anställda kan motiveras inför implementering av Lean. Följande forskningsfrågor har framställts för att uppfylla syftet:
• Hur kan slöserier minskas med hjälp av verktyg inom Lean i en distributionscentral? • Hur motiveras anställda till implementering av Lean?
1.4 Avgränsningar
Studien fokuserar på en process på fallföretaget där ett antal kunder är berörda och åsikter från både anställda och kunder kommer att presenteras för att få en helhetsbild av processen och hur nuläget fungerar. Identifiering av slöserier sker genom både observationer och intervjuer samt förbättringsförslag från de som är direkt involverade i processen kommer att tas med.
Resultatet av denna studie kan tillämpas i liknande verksamheter som ställs inför utmaningar gällande slöserier och önskar att öka deras effektivitet. Implementeringsprocessen av verktyg inom Lean kommer exkluderas, då tidsramen för arbetet är begränsad och därför fokuserar studien på identifiering av slöserier samt hur dessa kan minimeras. Studien kommer även inkludera hur de anställda kan motiveras inför implementeringen.
3
2 METOD
Följande avsnitt presenterar studiens metodval gällande datainsamling, analys av data och litteratursökning. Det presenteras även kvalitetsmått och urval.
2.1 Tillvägagångssätt
Starten på arbetet innebar ett besök på fallföretaget för att få en övergripande blick över verksamheten. Därmed genomfördes en rundvandring och observationer var möjliga under tiden och på så vis kunde en process med förbättringspotential urskiljas. Den del av
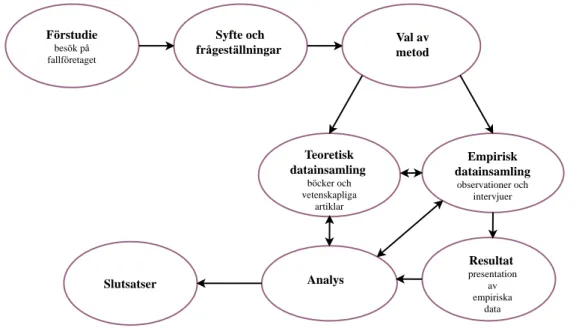
verksamheten på fallföretaget som undersöktes vidare var även föreslagen av handledaren. En generell problemformulering samt syfte och frågeställningar togs då fram och det skapades även ett Gantt schema för att se till att rapportens delar har tillräckligt med tid och resurser, se Bilaga 1 Gantt schema. Efter besöket genomfördes en insamling av en lämplig teoretisk referensram i förhållande till problemformuleringen. Sedan gjordes lämpligt metodval, se 2.2 Forskningsdesign, och det empiriska materialet började samlas in samtidigt som insamlingen av lämpliga teoretiska data fortsatte, se kapitel 2.5 Datainsamling. Det teoretiska avsnittet utformades samtidigt som det empiriska avsnittet, se kapitel 3 Teoretisk referensram och 4 Resultat, och när de var slutförda kunde analysen påbörjas. Analysen skapades genom att se likheter och skillnader i det empiriska respektive teoretiska materialet utifrån studiens syfte, se kapitel 5 Analys. Slutligen besvaras studiens frågeställningar, se kapitel 6 Slutsatser och rekommendationer.
Figur 1: Studiens tillvägagångssätt, skapad av Julia Bergqvist i Draw io Förstudie besök på fallföretaget Syfte och frågeställningar Val av metod Empirisk datainsamling observationer och intervjuer Teoretisk datainsamling böcker och vetenskapliga artiklar Resultat presentation av empiriska data Analys Slutsatser
4
2.2 Forskningsdesign
Fallstudie kan användas när en djupgående kunskap eftersträvas om ett specifikt fall eller situation. Detta innebär att det valda fallet studeras i detalj, i dess naturliga omgivning och de förutsättningar som vanligtvis finns. Fallet måste vara tydligt kopplat med syfte och
frågeställningar av studien som genomförs. När en studie har frågeställningar som innehåller hur, varför och vad, passar fallstudie särskilt bra som forskningsdesign (Säfsten & Gustavsson, 2019).
En fallstudie har genomförts då en särskild process undersökts på ett fallföretag för att se hur den fungerar i dagsläget och identifiera förbättringspotential. Observationer har gjorts på plats och digitala intervjuer har genomförts med både anställda och kunder till processen.
2.3 Forskningsansats
Teori och empiri kan sammankopplas på olika sätt och de tre ansatserna är deduktion, abduktion och induktion. Deduktiv ansats handlar om att teorierna till studien från start förutsätts vara sanna, dessa teorier testas och jämförs sedan med empirin. Induktiv ansats är motsatsen till deduktiv ansats och handlar istället om att först samla in empiri och sedan utifrån den hitta teorier som förklarar och motiverar den empiriska data (Bryman, 2018). Abduktiv ansats är en kombination av deduktiv- och induktiv ansats genom att hela tiden variera mellan teori och empiri (Säfsten & Gustavsson, 2019). Denna studie använde abduktiv ansats eftersom det är passande när fallstudie genomförs, detta för att teorin ska kunna förklaras med hjälp av empirin. Variationen mellan teori och empiri kan således ge ny förståelse och då behöver teorin förändras för att förklara empirin (Alvehus, 2013). Genom att använda abduktiv ansats undviks begränsningarna med induktiv- och deduktiv ansats och en djupare förståelse skapas genom att variera mellan teori och empiri.
2.4 Datainsamling
Följande avsnitt beskriver de metoder för datainsamling som använts för att genomföra studien. 2.4.1 Primärdata
Primärdata kallas den information som kommer direkt från källan utan att ha dokumenterats tidigare och därmed är den närmast sanningen. I studien har både observationer och intervjuer använts som primära datainsamlingsmetoder, se sammanställning av empiriska data i kapitel 4 Resultat.
Intervju
Intervju är en passande datainsamlingsmetod när forskaren behöver samla information om en specifik situation från flera perspektiv och på så vis få med olika erfarenheter och åsikter. Semistrukturerad intervju innebär att forskaren har ett antal förberedda frågor till intervjun och möjlighet till följdfrågor finns. Det kan utvecklas frågor under tiden om det finns behov av ytterligare fördjupning och det är en mer avslappnad intervjumetod då respondentens åsikter åskådliggörs (Säfsten & Gustavsson, 2019).
5
För studien användes semistrukturerad intervju då det fanns behov av en öppenhet med möjlighet till följdfrågor och för att få fram respondenternas egna tankar och åsikter.
Intervjufrågor förbereddes innan och några frågor formulerades annorlunda beroende på om respondenten var anställd på fallföretaget eller kund till processen som analyserades, se Bilaga 2 Intervjuguide 1–3. Det genomfördes sju intervjuer, varav tre respondenter är anställda på fallföretaget och resterande är kunder till den process som studerades på fallföretaget.
Intervjuerna utfördes digitalt på Microsoft Teams där båda författarna deltog och de spelades in för att undvika missuppfattningar i informationen. Innan inspelningarna startades frågade författarna om respondentens tillstånd. Inspelningarna användes för att transkribera och detta för att underlätta analyseringen av data. Efter arbetet är slutfört och godkänt kommer
inspelningarna raderas.
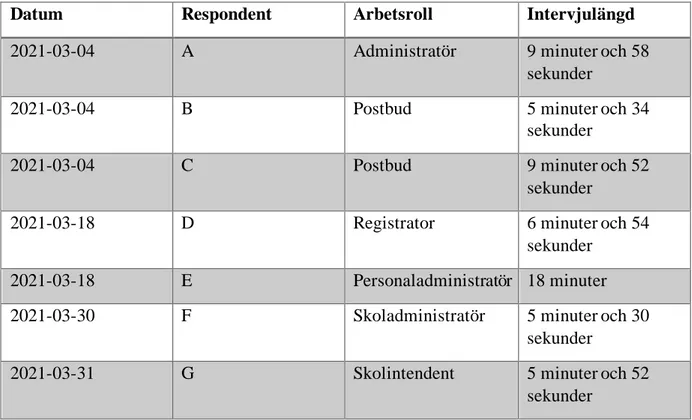
Tabell 1 föreställer alla intervjuer, vilka arbetsroller respondenterna har samt hur de kommer refereras till i studien, hur lång intervjun var och vilket datum den ägde rum. Se avsnitt 2.6 Respondentbeskrivning för vidare beskrivning av respondenterna.
Tabell 1: Sammanställning över intervjuerna skapad av Linnea Djurling i Word
Datum Respondent Arbetsroll Intervjulängd
2021-03-04 A Administratör 9 minuter och 58
sekunder
2021-03-04 B Postbud 5 minuter och 34
sekunder
2021-03-04 C Postbud 9 minuter och 52
sekunder
2021-03-18 D Registrator 6 minuter och 54
sekunder
2021-03-18 E Personaladministratör 18 minuter
2021-03-30 F Skoladministratör 5 minuter och 30
sekunder
2021-03-31 G Skolintendent 5 minuter och 52
sekunder
Observationer
Ostrukturerade observationer genomförs utan ett förbestämt protokoll och därmed finns ingen förutbestämd prioritering eller sortering av vad som ska observeras. Däremot måste
observatören ha en tanke kring vad som ska observeras. Observatörens fokus kan guidas med hjälp av studiens syfte och frågeställningar och på så vis blir datainsamlingen relevant för studien (Säfsten & Gustavsson, 2019).
Observationer har genomförts på fallföretaget för att få en helhetsbild av processen. I linje med studiens syfte har fokus legat på att hitta slöserier och hur implementering av verktyg inom
6
Lean skulle kunna minska dessa, samt hur de anställda ställer sig inför en eventuell förändring av processen. Observationerna har varit en kompletterande del till intervjuerna och ett sätt att bekräfta informationen från respondenterna.
2.4.2 Sekundärdata
Sekundärdata används ofta för att komplettera primärdata och det kan vara gynnsamt att undersöka vad tidigare studier inom samma område har kommit fram till (Säfsten &
Gustavsson, 2019). I studien har böcker och vetenskapliga artiklar använts för att skapa avsnitt 3 Teoretisk referensram samt för att kunna syntetisera empiriska data. Böcker har använts i den utsträckningen för definitioner av olika begrepp. De vetenskapliga artiklarna har hämtats från Scopus och Science Direct, vilka är databaser försedda av Mälardalens Högskola. Kriterier som sattes upp för artiklarna var att de skulle vara referentbedömda och publicerade för max 15 år sedan. Några undantag för äldre artiklar än 15 år har gjorts då de har ansetts vara relevanta för studien. Sökord som använts; ’Lean implementation’, ’Lean’, ’5S’, ’JIT’,’ Milk runs
transportation’ och ’Logistics distribution centers’. För att bedöma relevans av artiklarna studerades sammanfattningen för att se om den passade studiens syfte och frågeställningar.
2.5 Urval
Målstyrt urval är vanligt i kvalitativa studier och innebär att studiens forskningsfrågor och mål påverkar urvalet av respondenter. För att kunna besvara forskningsfrågorna görs ett val av respondenter utifrån bestämda kriterier för att försäkra relevans, och finns det behov av ytterligare information utökas denna grupp vartefter (Bryman, 2018). Kriterierna för denna studie var att respondenterna är kopplade på något sätt till processen som undersöktes på fallföretaget. De respondenter som var intressanta från studiens start var de anställda på
fallföretaget och som arbetar med processen dagligen och sedan utökades valet av respondenter till processens olika kunder. Detta möjliggjorde en bredd på datainsamlingen då båda
perspektiv av processen samt alla respondenters åsikter, erfarenheter och tankar inkluderades.
2.6 Respondentbeskrivning
Nedan beskrivs respondenterna i studien för att öka förståelsen kring kontexten för den empiriska data som samlats in och som senare analyseras tillsammans med teoretiska data, se avsnitt 5 Analys.
Respondent A (2021-03-04) arbetar på fallföretaget och arbetsuppgifterna består främst av administration men arbetar även till viss del med processen som undersöks i studien.
Respondenten har arbetat på fallföretaget sedan det startades för cirka fem år sedan, men har arbetat med processen i 22 år.
Respondent B (2021-03-04) arbetar med den undersökta processen på en daglig basis och har haft samma arbetsroll i över 27 år. Respondenten har varit på fallföretaget sedan det startades. Respondent C (2021-03-04) har arbetat på fallföretaget i drygt fem år och haft olika
arbetsuppgifter under den tiden. I ett och ett halvt år har respondenten arbetat dagligen med den undersökta processen.
7
Respondent D (2021-03-18) arbetar som registrator på socialförvaltningen, vilket är en av de verksamheter som är kund till den undersökta processen. Respondenten har arbetat inom samma förvaltning i över 20 år.
Respondent E (2021-03-18) arbetar som administratör på serviceförvaltningen, som också är en av verksamheterna som är kund till den undersökta processen. I 15 år har respondenten varit på samma arbetsplats men har tidigare arbetat på andra ställen som är kund till den undersökta processen.
Respondent F (2021-03-29) arbetar som skoladministratör på en kommunal skola utanför Eskilstuna, som är kund till den undersökta processen. Respondenten har varit på arbetsplatsen i ungefär ett år.
Respondent G (2021-03-31) arbetar som skolintendent på en annan kommunal skola utanför Eskilstuna. I sex år har respondenten varit på arbetsplatsen.
2.7 Analys av data
Den tematiska analysmetoden har använts för att analysera data och metoden innebär att mönster i empiriska data identifieras och kategoriseras. Dessa olika mönster kan vara likheter, skillnader och repetitioner (Säfsten & Gustavsson, 2019). Intervjuerna transkriberades för att underlätta identifiering av likheter, skillnader och upprepningar. Efter empiriska data har analyserats, jämfördes den med den teoretiska referensramen. Kopplingarna mellan teori och empiri låg som grund för att besvara studiens frågeställningar och framställning av en generell slutsats.
2.8 Kvalitetsmått
En studies kvalitet mäts utifrån två viktiga kriterier som är reliabilitet och validitet (Bryman, 2018) och dessa två kriterier förklaras nedan.
2.8.1 Reliabilitet
Reliabilitet handlar om tillförlitlighet och berör frågan om samma resultat uppnås om
undersökningen genomförs igen. En studie anses ha hög reliabilitet när samma resultat uppnås vid upprepad undersökning eftersom det inte finns en slumpmässighet av resultatet (Bryman, 2018). För att säkerställa hög reliabilitet har flertalet intervjuer med en stor andel av dem anställda genomförts och därmed anses det att forskningsfrågorna kan besvaras med liknande resultat om undersökningen genomförs igen. För att förbättra reliabiliteten har båda författarna kritiskt granskat studien och de sekundära källor som använts.
2.8.2 Validitet
Validitet handlar om att bedöma om slutsatserna i studien är relevanta för det som undersöks. Validitet delas in i flera underkategorier men de relevanta för studien är intern validitet, extern validitet och begreppsvaliditet (Bryman, 2018).
Intern validitet beskriver förhållandet mellan två variabler och om de är hållbara, nämligen: hur säkerställer vi att en variabel orsakar en annan variabel och att den andra variabeln inte i sin tur
8
har påverkats av omgivningen? (Bryman, 2018). Precis som i reliabilitet så bedöms antal respondenter bidra till intern validitet i och med att respondenterna beskriver liknande uppfattningar om processen. För att stödja slutsatserna mellan variablerna har fokus lagts på tidigare studier och teorier.
Extern validitet handlar om hur studiens kontext och dess slutsats kan generaliseras (Bryman, 2018). Studiens resultat fokuserar på ett fallföretag vilket kan ses som en fördel i och med att resultatet kommer vara fokuserad inom en bransch. Det empiriska materialet har insamlats från anställda och kunder som har en koppling till processen vilket bedöms hjälpa generaliseringen. I analysen har likheter och skillnader mellan tidigare studier och det empiriska materialet identifierats och även detta anses bidra till ökad generalisering.
Den sista validiteten som är relevant för studien är begreppsvaliditet som handlar om
bedömningen av de begreppen som används i studien (Bryman, 2018). För att säkerställa hög begreppsvaliditet har flera källor använts för att stödja att användningen av begreppen gjorts på korrekt sätt. Begreppsvaliditeten stödjs i det empiriska materialet och teorierna på grund av variationen och bredden som hittas i de två avsnitten.
9
3 TEORETISK REFERENSRAM
I detta avsnitt presenteras studiens teoretiska referensram med hjälp av böcker samt tidigare forskning inom respektive område. Materialet i detta avsnitt kommer senare sammankopplas med empiriska data i analysen.
3.1 Lean och TPS
Lean är ett brett begrepp som kan ses som ett system och en filosofi som företag ska integrera inom organisationen för att öka värdeadderande aktiviteter och minska slöserier, (Krajewski et al., 2019; Liker, 2004). Det finns flera verktyg kopplade till Lean, se några av dem i avsnitt 3.2 Verktyg inom Lean, och det är många företag som fokuserar endast på några få och det innebär att de inte har förståelse för begreppet som ett system (Liker, 2004). Därmed stöter många företag på utmaningar vid implementering av Lean och det är då viktigt att veta vad som ska göras, varför det görs och hur de ska gå tillväga. För att lyckas implementera Lean måste företaget se det som en långsiktig resa, arbeta med kontinuerliga förbättringar, införa flera verktyg samtidigt och införa en organisationskultur som främjar Lean principer i hela värdekedjan (Bhasin & Burcher, 2006).
Lean produktion är baserat på Toyota Production System (TPS), vilket är en företagsfilosofi som innebär att producera högkvalitativa gods med högt värdeadderande aktiviteter men hålla kostnaderna så låga som möjligt. Genom att eliminera slöserier kan man minska kostnaderna och öka de så kallade värdeadderande aktiviteterna som kunden är villig att betala för. Att lägga stort fokus på arbetarna och utnyttja deras kompentenser är också något som
kännetecknar TPS, alltså att det finns ett system som främjar arbetarnas kunskaper (Liker, 2004; Sugimori et al., 1977).
Fuji Cho, lärjunge till grundaren av TPS Taiichi Ohno, skapade en tydlig visuell bild av TPS genom att jämföra det med ett hus. Tanken med att göra en parallell med ett hus är att folk förstår att det måste finnas en stark grund, pelare och tak för att huset ska vara starkt (Liker, 2004).
10
Figur 2: TPS-huset(Liker et al., 2009, s. 55)
Det finns olika varianter av TPS huset men grundprinciperna är samma, och det läses uppifrån och ned. Bäst kvalité som husets tak, pelarna består av JIT och Jidoka, som är verktyg inom Lean. Husets grund består bland annat av den övergripande filosofin som ska finnas för TPS, behov av standardiserat arbetssätt och heijunka som innebär att balansera produktionen. I mitten finns människorna och minskning av slöserier samt kontinuerliga förbättringar. Alla delar i huset ovan är viktiga men det är vitalt att förstå att de förstärker varandra (Liker, 2004). 3.1.1 4 P och de 14 principerna
Utöver TPS huset finns det 14 principer som utgör ”the Toyota Way”. Liker (2004) har delat in dessa i fyra kategorier för att bidra till ökad förståelse, och modellen kallas för 4 P.
Kategorierna kallas ’Philosophy’, ’Process’, ’People and Partners’ och ’Problem Solving’, och på svenska översätts de till ’Filosofi’, ’Processer’, ’Anställda och partners’ och
’Problemlösning’. I 4 P-modellen finns även de kategorier som Toyota själva skapat i utbildningssyfte, de kallas ’Genchi Genbutsu’, ’Kaizen’, ’Respekt och teamwork’ och ’Utmaningar’. TPS tillsammans med the Toyota Way är vad som gör Toyotas arbetssätt och ledningsstil unik och står till grund för deras enorma framgång (Liker, 2004; Liker et al., 2009).
11
Figur 3: 4P modellen från Liker et al. (2009, s. 24) skapad av Linnea Djurling i Draw io.
Fördelningen av de 14 principerna som Liker (2004) beskriver som ”the Toyota Way” presenteras nedan:
Kategori 1 – ’Filosofi’
Princip 1 – Basera alla ledningsbeslut på långsiktig filosofi, även om de sker på bekostnad av
kortsiktiga finansiella mål.
Kategori 2 – ’Processer’
Princip 2 – Skapa kontinuerligt flöde för att åskådliggöra problem.
Princip 3 – Låt efterfrågan styra produktionen för att undvika överproduktion. Princip 4 – Jämna ut arbetsbelastningen (Heijunka).
Princip 5 – Skapa en kultur som främjar att stanna upp för att lösa problem och få kvaliteten
rätt från början.
Princip 6 – Standardiserade arbetsuppgifter är grunden för kontinuerliga förbättringar och för
att involvera personalen mer.
12
Princip 8 – Använd endast betrodda och välbeprövade tekniker som stöder personalen och
processerna.
Kategori 3 – ’Anställda och partners’
Princip 9 – Utbilda ledare som har en grundlig förståelse av arbetet, lever efter filosofin och
sedan lär ut den till andra.
Princip 10 – Framställ exceptionella personer och team som följer företagets filosofi.
Princip 11 – Respektera ditt kontaktnätverk samt dina leverantörer och utmana dem och hjälp
dem förbättras.
Kategori 4 – ’Problemlösning’
Princip 12 – Gå och se med egna ögon för att fördjupa förståelsen för hur situationen ser ut
(Genchi Genbutsu).
Princip 13 – Ta beslut i långsam takt med konsensus och ha alla alternativ i åtanke,
implementera sedan i en rask takt.
Princip 14 – Bli en lärande organisation genom att kontinuerligt reflektera (Hansei) och
ständiga förbättringar (Kaizen).
3.2 Verktyg inom Lean
Följande avsnitt förklarar några av de verktyg inom Lean som är relevanta att undersöka och kopplas till fallstudien.
3.2.1 7+1 slöserier
Inom Lean är syftet att eliminera eller minimera de slöserier som i slutändan inte är värdeskapande för kunden. Målet är att maximera värdeskapande aktiviteter eftersom de i slutändan ger värde åt kunden. Det finns dock undantag för vissa slöserier då dessa är
nödvändiga för företaget, men då är det väsentligt att istället ständigt sträva efter att förbättra dessa. Slöserier kallas även för ’muda’ som är det japanska ordet för slöseri (Krajewski et al., 2019; Liker, 2004).
13
Tabell 2: 7+1 slöserier enligt Krajewski et al. (2019) skapad av Linnea Djurling i Word.
Slöserier Definition
Överproduktion Produkter och komponenter produceras före behov uppstår. Överbearbetning Ineffektiv bearbetning på grund av dyra verktyg vilket leder till
överutnyttjande av kapital.
Väntan Röriga arbetsplatser gör att operatörer förlorar tid då processen kan ta längre tid än nödvändigt. Väntan kan också uppstå när operatörer väntar på en del från tidigare process eller när de inte har något att göra.
Onödiga transporter Överdriven förflyttning av material eller produkter mellan processer vilket i sin tur kan skada eller försämra
produktkvalitén.
Onödig rörelse Alla onödiga rörelser som handlar om ergonomi, exempelvis sträcka sig, lyfta och gå.
Överlager Onödig lagermängd som i sin tur döljer problem som
exempelvis dålig produktionsplanering och ger ökade ledtider. Defekter Kvalitetsproblem som resulterar i att komponenter eller
produkter behöver kasseras eller repareras.
Outnyttjad kompetens När organisationen inte engagerar sig och lyssnar på arbetarna som kommer med förbättringsförslag.
3.2.2 5S
5S är en metod som skapar en organiserad och välfungerande arbetsplats. Metoden består av fem delar som alla beskriver arbetsplatsuppgifter som kan leda till att minska slöserier. De fem delarna är sortera, strukturera, städa, standardisera och skapa en vana. Dessa fem delar är beroende av varandra och för att uppnå Lean räcker det inte med att en av delarna är uppnådda (Krajewski et al., 2019).
Sortera är första delen i metoden och går ut på att hitta det nödvändiga genom att eliminera det som inte används. Därefter kommer
strukturera som innebär att se till att arbetsplatsen är organiserad, varje föremål ska ha en specifik plats så att det är lätt att hitta. Det tredje steget i metoden är städa som handlar om att se till att arbetsplatsen kontinuerligt är i ordning och städad. Det fjärde steget är standardisera och går ut på att gemensamt komma överens om ett sätt för att se till att bibehålla ordning och reda på arbetsplatsen. Det sista steget är att skapa
Figur 4: 5S från Krajewski et al. (2019, s. 244) skapad av Linnea Djurling i Draw io
14
en vana som innebär att säkerställa att arbetarna är disciplinerade gällande de första fyra stegen. Det är viktigt att arbetarna förstår vikten av att städa och organisera arbetsplatsen men att de ständigt försöker hitta nya förbättringar som kan implementeras (Krajewski et al., 2019). 5S är en viktig del av arbetet med att minska slöserier genom att minimera onödiga uppgifter och material. Aktiviteter inom metoden kan hjälpa arbetarna att fokusera och lättare prioritera arbetsuppgifter. Enligt Krajewski et al. (2019) har implementeringen av 5S hjälpt till att minska kostnader och förbättra leveransprecisionen, samt förbättra disciplinen hos anställda (Krajewski et al., 2019). Det är viktigt att 5S metoden inte ses som en kortsiktig lösning, metoden kräver snarare standardisering och strategier för att organisationen ska kunna säkerställa fördelarna på lång sikt (Singh & Ahuja, 2015).
3.2.3 5 varför
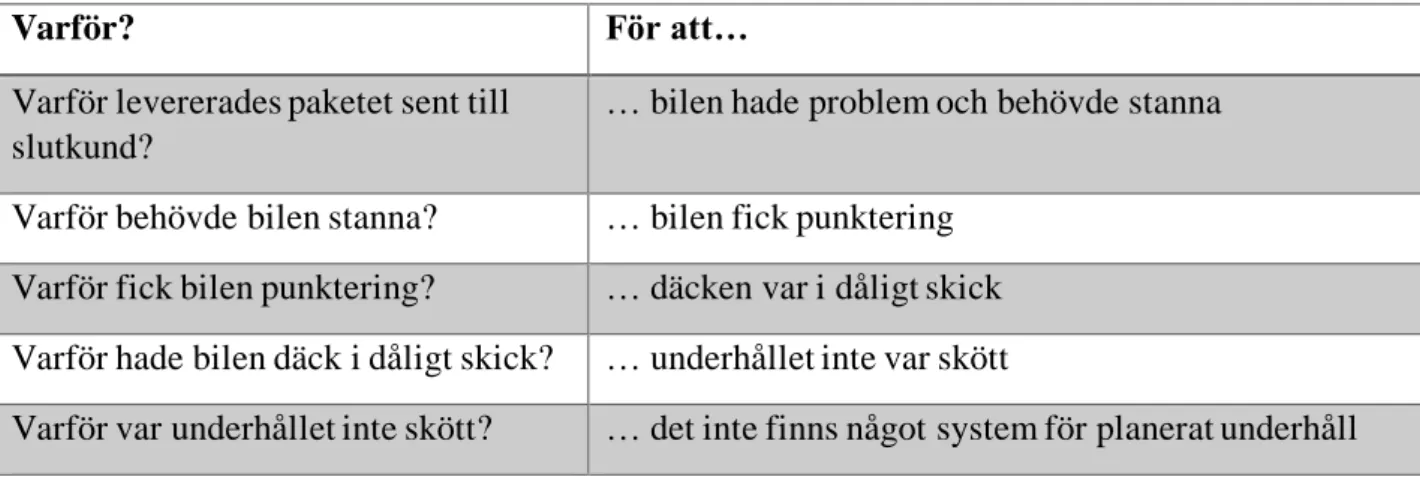
5 varför är en metod som används för att få en djupare förståelse om problem och
huvudorsaken till att de existerar. I vissa fall kan färre frågor än fem kan komma fram till huvudorsaken till problemen. Det viktiga är att gå in på djupet varför problemen uppstått och inte bara skrapar på ytan (Liker, 2004).
Tabell 3: Exempel på 5 varför skapad av Linnea Djurling i Word.
Varför? För att…
Varför levererades paketet sent till slutkund?
… bilen hade problem och behövde stanna
Varför behövde bilen stanna? … bilen fick punktering Varför fick bilen punktering? … däcken var i dåligt skick Varför hade bilen däck i dåligt skick? … underhållet inte var skött
Varför var underhållet inte skött? … det inte finns något system för planerat underhåll
3.2.4 JIT
JIT är ett av verktygen inom Lean och används för att arbeta med ständiga förbättringar genom att lösa problemen som kan uppstå i lagerhållning och genomflödestid. Om JIT fungerar som det ska kan det resultera i att företaget blir mer konkurrenskraftigt då variabilitet, lager och slöserier minskar och genomflödestiden kommer förbättras (Heizer et al., 2019; Jadhav et al., 2015).
De anställdas motivation och företagens produktivitet samt effektivitet kommer öka efter JIT har implementerats. När lagren hålls på en låg nivå och materialhanteringen minskar, kommer det resultera i en minskning av hanteringskostnader. Detta leder till att kvalitet på både
produkter och processer prioriteras samt att hålla en hög mottaglighet. När JIT används kommer det alltså leda till en ökad produktionsprestanda då kvaliteten är förbättrad, det används mindre material, slöserierna har minskat och kunder får sina beställningar i rätt tid (Alcaraz et al., 2016).
15
3.3 Organisationskultur
Enligt Forslund (2013) kan organisationskultur ses på olika sätt och det finns många
definitioner. Något som kan fastställas är att organisationskultur handlar om hur man kan se mönster i en grupps beteende, gemensamma värderingar och intressen. Även hur
organisationen uttrycks och intresse för tillhörande symboler. Det finns två huvudperspektiv för att tydliggöra vilka skillnader som finns i definitionen av organisationskultur, de är att se kultur som en variabel och att se kultur som en metafor (Forslund, 2013).
Kultur som en variabel innebär att organisationen har en kultur, precis som den har en struktur, affärsidé, ledarskap, strategi. I detta perspektiv kan och ska chefen ”ställa in” och manipulera kulturen på rätt sätt. Det utgås ifrån att kulturen i en organisation kan utnyttjas för att förbättra effektiviteten (Forslund, 2013).
Det andra perspektivet, kultur som en metafor, möjliggör ett sätt att förstå organisationens verksamhet utifrån kultur. Till skillnad från föregående perspektiv har organisationen inte en kultur, den är en kultur. Saker som struktur, system och strategi ses istället som symboliska uttryck för kulturen. Däremot kan detta perspektiv sägas emot då det inte är någon mening att se på allt inom organisationen som kultur (Forslund, 2013).
3.4 Ledning av offentliga organisationer
En vanlig uppfattning om skillnaden mellan privata och offentliga organisationer är att de privata organisationerna oftast har ett mål, högsta möjliga avkastning, medan offentliga organisationer ofta har flera olika mål och i vissa fall kan dessa säga emot varandra. Det finns också en uppfattning om att det är trögt att vara chef i en offentlig organisation då det är politiskt styrt. En annan vanlig uppfattning är att det ofta jämförs mellan privat och offentlig sektor i den aspekt att inom den offentliga sektorn är det svårlett, regelstyrt och konservativt och att det inte förekommer inom den privata sektorn. Privata organisationer kan stöta på samma problem som offentliga, de kan också vara tröga för förändring och konservativa. Offentliga organisationer är ofta väldigt stora, vilket gör att det krävs tid för samordning av nya riktlinjer och rutiner när en förändring ska ske. Ju större organisation, privat som offentlig, desto mer koordinering krävs för att komma överens och därmed kommer det ta längre tid (Forslund, 2013).
Det som är speciellt för en offentlig organisation är att det kan krävas en hög flexibilitet för att snabbt implementera förändringar i sin verksamhet på grund av politiska beslut. De politiska besluten görs ofta för att gynna positionen inför kommande val, och förändringarna kan främja organisationerna och alltså vara relevanta, men de kan också vara irrelevanta. Detta innebär att förändringarna inte påverkar verksamheten märkbart jämfört med innan förändringens
genomförande (Forslund, 2013).
3.5 Förändringsledning
Förändringsledning handlar om att styra individer eller organisationer systematiskt mot ett önskat läge. Två sätt att se om en organisation har förändrats är om den formella strukturen har
16
ändrats mellan två olika tidpunkter eller om organisationens medlemmar agerar annorlunda jämfört med tidigare. Det finns två centrala beståndsdelar inom förändring och dessa är tid och objekt. En förändring som görs utan hänsyn till tid är i princip omöjlig, för att studera en förändring behöver jämförelse kunna ske vid två skilda tidpunkter. För att studera en
förändring behöver den kopplas till ett objekt, exempelvis en organisation. För att en förändring ska kunna genomföras måste den knytas till ett initiativ som är gjort av en eller flera aktörer (Jacobsen, 2018).
Det är viktigt att förändringsledarna ser till att drivkrafterna för förändring är högre än
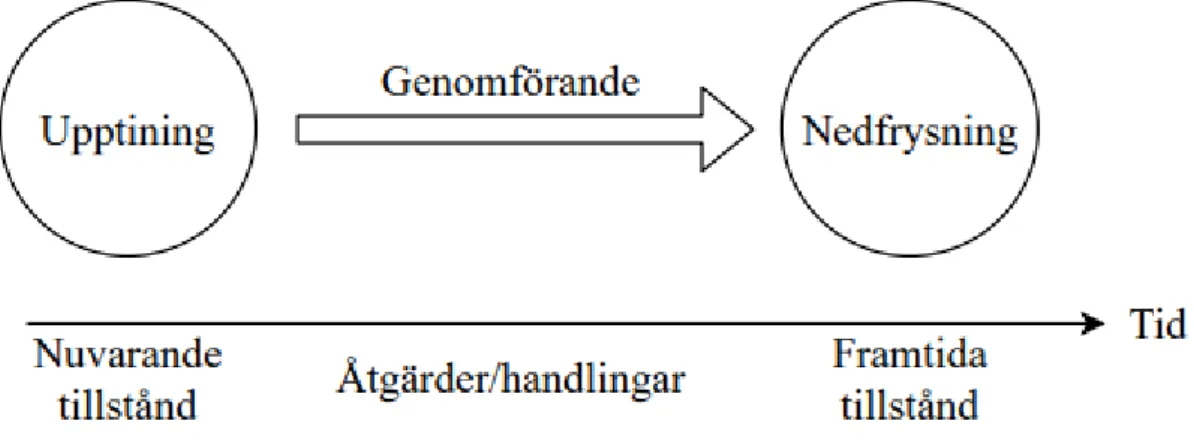
motkrafterna. En sådan förändring kan genomföras med hjälp av Kurt Lewins trestegsmodell, som kan ses i figur 5. I det första steget upptining uppmuntras arbetarna till att vilja förändra organisationen, det andra steget genomförande är där genomförandet sker och det sista steget nedfrysning handlar om att stabilisera organisationen för att undvika bakslag (Jacobsen, 2018).
Figur 5: Kurt Lewins trestegsmodell, inspiration tagen ifrån Jacobsen (2018, s. 191)
Jacobsen (2018) beskriver att det ofta läggs mer fokus på upptiningsfasen än genomförandet inom förändringsledarskap. Detta visar hur viktigt det är att medlemmarna i organisationen är villiga att ändra sitt beteende eftersom de är dem som kommer påverkas av förändringen. Hussain et al. (2016) instämmer med att upptiningsfasen är viktig då de anställda förbereds inför en förändring och en positiv anda skapas mellan de anställda och ledningen. För att förändringen ska lyckas är det väsentligt att medlemmarna i organisationen har en gemensam bild av att förändringen är positiv. Tyvärr ser verkligheten inte ut så vilket gör att det är av stor betydelse att förändringsledaren värmer upp medlemmarna i en så kallad ”upptining”. Ju mer förberedda medlemmarna är för förändring, desto bättre. Det är även betydelsefullt, inom förändringsledning, att skapa en känsla av att förändringen är nödvändig och att medlemmarna i organisationen känner att de har kunskapen som krävs för denna förändring. I Kurt Lewins trestegsmodell ska ledningen och de anställda ses som en enhet för att förändringsprocessen ska gå så smidigt som möjligt. Förändringsledning handlar inte bara om upptiningsfasen utan även om genomförande där det handlar om att få medlemmarna i organisationen att faktiskt förändra sitt beteende. I genomförandet kan förändringsledaren behöva använda sin auktoritet för att förändringen ska vara möjlig att genomföra (Hussain et al., 2018; Jacobsen, 2018).
17
3.6 Motivation
En av de största utmaningar när det gäller förändringar inom en organisation är motivationen hos de anställda, och när det kommer motstånd till förändring hänger det ihop med motivation, (Appelbaum et al., 1998). Enligt Forslund (2013, s. 177) kan motivation definieras som: ’orsaken till agerandet’ och det svåra för chefer är att få de anställda att ha en orsak att agera på ett visst sätt. Olika uppfattningar finns om huruvida en person kan motivera en annan, eller om det måste komma inifrån. Det finns även olika motivationsteorier, och en av de allra vanligaste är Herzbergs tvåfaktormodell. Modellen har blivit en klassiker i motivationsforskning och är uppdelad i två faktorer som kan höras på namnet, dessa kallas hygien- och motivationsfaktorer. De togs fram efter resultat från forskning om vad människor vill ha ut av sitt arbete, och det visade sig att de blir nöjda av olika anledningar, som sedan kategoriserades i de två faktorerna (Forslund, 2013).
Hygienfaktorerna handlar bland annat om lön, relationer, den fysiska arbetsmiljön och
anställningstrygghet. Motivationsfaktorerna handlar bland annat om erkännande, prestation och om arbetet i sig är utmanande och utvecklande. Det som skiljer de två faktorerna åt är att hygienfaktorerna kan urskilja huruvida de anställda trivs eller vantrivs på arbetsplatsen, och motivationsfaktorerna styr om förutsättningar för om motivationen är på en tillfredsställande nivå eller inte. Appelbaum et al. (1998) hävdar att erkännande för sin arbetsprestation, ökad lön och förbättrade arbetsvillkor skapar en vilja och motivation hos de anställda. Detta i sin tur förenklar implementering av en förändring inom organisationen då både hygien- och
motivationsfaktorerna har ett samspel och de anställda är villiga och involverade i processen (Appelbaum et al., 1998; Forslund, 2013).
3.7 Distributionscentral
En distributionscentral är en slags samlingspunkt där gods lagerhålls för att senare fördelas ut till kunder. Ledtiden till kund blir kortare eftersom transporterna är samordnade och detta kommer i sin tur påverka miljön positivt då utsläppen blir mindre (Krajewski et al., 2019). Skender et al. (2019) instämmer att distributionscentral är en viktig länk mellan produktion och marknaden. Det finns idag ett ökat behov av distributionscentraler och för att vara
konkurrenskraftig är det viktigt med en bra infrastruktur (Skender et al., 2019).
Ett annat namn för transportrutt är mjölkrunda vars syfte är att lasta på eller av gods hos f lera kunder. Anledningen att transportmönster väljs utifrån transportrutt är för att minska antal direkttransporter och istället samordna antalet transporter och att halvtomma bilar minskar. Konsolidering av gods kommer även resultera i minskade transportkostnader samt minskade utsläpp. Det är dock inte enkelt, det ställer stora krav på planering, plockning och
leveransprecision. De finns två olika mjölkrundor, antingen går de via brytpunkt eller direkttransport, se figur 6. Mjölkrundor som går genom en brytpunkt har en förutbestämd färdväg där godset hämtas vid en brytpunkt och lämnas vid en annan brytpunkt. Godset lastas sedan om för att levereras till ytterligare en brytpunkt där en annan färdväg startar. Vid mindre områden används istället direkttransport mellan företag för att sedan leverera till slutkund som ligger på ett avlägset avstånd. Nackdelen med att använda direkttransport om kunden ligger
18
geografiskt avlägset är att i många fall får bilen köra tom tillbaka från kunden (Jonsson & Mattsson, 2016).
Ett hinder med mjölkrundor kan vara att leveranser måste gå via en distributionscentral innan leveransen når kunden. En annan begränsning om slutkunden behöver leveransen snabbt är att mjölkrundor har längre ledtid än vad direkttransport har, vilket kan skapa förseningar (Du et al., 2007).
19
4 RESULTAT
I detta avsnitt presenteras empirin som har insamlats på fallföretaget genom intervjuer och observationer.
4.1 Företagspresentation
Fallstudien är gjord på omlastningscentralen (OLC) i Eskilstuna som är en station för omlastning av varor till kommunala verksamheter. OLC är en kommunal verksamhet som invigdes 5 september 2014 i syfte att samla kommunens varutransporter till ett ställe där de sedan distribueras vidare från, och på så vis reduceras antalet transporter och utsläppen halveras jämfört med tidigare. Innan OLC bildades kördes transporterna direkt till kund och därför kunde man inte kontrollera drivmedel eller tidpunkt för leverans, vilket är ett ineffektivt arbetssätt. Sedan 2014 drivs OLCs transporter av biogas eller el, vilket är ett initiativ som kommer från deras mål att dra ner koldioxidutsläppen (Eskilstuna kommun, u.å.).
Figur 7: Överblick på OLCs verksamhet, skapad av Julia Bergqvist i Draw io.
4.2 Internposten
Internposten är en av OLCs uppdrag och under det första besöket uttryckte handledaren sitt intresse för att undersöka den processen djupare för att identifiera förändringspotential. Internpostens funktion är att distribuera post till och från Eskilstuna kommuns verksamheter. Det finns i dagsläget ungefär 150 kunder för internpost och de delas upp i gående respektive bilburen post. Kunderna har olika många leverans- och hämtningstillfällen, och kunderna
Leverantörer kör gods till OLC Exempelvis grossister
eller bönder
OLC tar emot, sorterar och packar om Till område och enhet,
exempelvis Årby och Årbyskolan OLC kör ut till varje område Enbart en transport per enhet Transporten från
OLC anländer vid enheten En specifik dag och
tid
1
2
3 4
20
bestämmer hur frekventa de är och betalar därefter. På OLC finns det postfack för varje kund och de är sorterade utefter hur rutterna går och de kunder dit internposten inte kör varje dag är markerade med vilka leveransdagar som gäller. Det kan uppfattas som rörigt för en
utomstående och svårt att förstå strukturen.
Figur 8: Postfacken på OLC, bild tagen av Linnea Djurling.
Hos varje kund finns utsedd plats för inkommande och avgående post. Postbuden kan inte veta om det finns avgående post, både internpost inom kommunen och extern post som ska
frankeras, utan de måste gå till de utsedda platserna vid varje tillfälle. Det innebär att
postbuden stöter på bomkörningar, alltså körningar utan post att hämta eller lämna. Platserna som kunderna har för posten kan vara lättillgänglig för postbudet, men i vissa fall är det långt att gå och relativt svårtillgängligt.
21
Den bilburna posten har även delats in i två olika rutter, en för stadskörning och en för landet. Det är fyra anställda som arbetar med internposten och deras arbetstider är 7–16 och
arbetsuppgifterna varierar. En av dem ansvarar för gåendeposten, två för den bilburna posten där de skiftar vem som kör lands- respektive stadskörning och en som har delvis administrativa arbetsuppgifter och bistår vid sortering av post.
Figur 10: Internpostprocessen, skapad av Linnea Djurling i Draw io.
4.2.1 Gåendeposten
Klockan 7 börjar dagen med sortera ut gårdagens reklam och sedan inväntas den externa posten från Postnord utanför lokalen och den förväntas att komma strax efter klockan 8. All post läggs på en vagn för att lätt kunna transportera den in till OLC, där den sorteras i rätt fack. När sorteringen är klar flyttas posten till en låda med kundmarkeringar som ställs i bilen. Klockan 9 åker bilen till första stoppet, Energi och miljö, för att hämta och lämna post och åker sedan vidare till Postnord för att hämta fakturor innan parkering sker på Vakteln i centrum. Där hämtas postvagnen som används just till gåendeposten. Stadshuset är första stoppet på den gåendeposten, och har flera olika förvaltningar och kontor och dit går postbudet i en särskild ordning för att sedan vänta in klockan 10 på då Värjan står på tur. Posten sorteras om i vagnen innan nästa kund, detta genomförs på parkeringen. På Värjan är det samma procedur som i Stadshuset, det finns en bestämd ordning för postutdelning samt hämtning. I vissa fall kan postbudet hämta avgående post från en kund som ska till en kund senare på samma rutt, då levereras posten direkt utan att gå via OLC. Förmiddagsrutten är klar runt klockan 11 och återgår till OLC där den hämtade posten sorteras och den post som ska frankeras läggs åt sidan. Eftermiddagsrutten startar runt klockan 13 och ser ungefär likadan ut som förmidagsrutten bortsett från vissa stopp som inte har två hämtningar per dag. Budet är tillbaka på OLC klockan 15 och då sorteras hämtad post inför kommande arbetsdag (Eskilstuna kommun, 2021). Den externa posten som hämtats frankeras, och på förmiddagen frankeras posten av en så kallad daglig verksamhet. Den består av bland annat av funktionsnedsatta personer som kan göra enklare arbetsuppgifter med en handledare som stöd. När all post frankerats levereras den till Postnord innan klockan 16.
22 4.2.2 Bilburna posten
Bilarna utgår från OLC och åker olika rutter beroende på om det är stads- eller landskörning. Precis som för gåendeposten, går budet in hos de olika kunderna och tittar om det finns
avgående post och placerar inkommande post om sådan finns. Buden kan stöta på post från en kund som ska till en annan kund på samma rutt och då levereras den direkt utan att sorteras på OLC. I vissa fall kan den bilburna posten ha mer än bara post att leverera, det kan vara
exempelvis boklådor till skolor.
Rutterna avgår från OLC klockan 7, 9, 12 och 14 och mellan rutterna åker bilarna in till OLC för att sortera den hämtade posten samt lägga extern post som ska frankeras åt sidan. Vid varje kund är parkering svårt då postbudet ofta vill komma nära ingången för att minska
gångavståndet och eventuella parkeringsböter får betalas av postbudet själv. Trafikläget är också något som påverkar den bilburna posten då ombyggnationer och köbildning kan göra att budet måste lägga om rutterna.
4.3 Perspektiv på internposten
Utifrån de olika intervjuguiderna, se bilaga 2, har respondenterna framfört sina tankar kring internposten, hur den fungerar och ifall det finns förbättringsmöjligheter.
4.3.1 De anställdas perspektiv
Både respondent A och B anser att internposten fungerar bra i dagsläget och de ser inga problem med att processen har sett likadan ut i många år. De har svårt att sätta sig i rollen att kunna förändra internposten och tycker inte det finns några förändringsbehov. Respondent A nämner att det har tagits upp förslag om att använda ett centralt postfack till exempelvis Stadshuset, där det är många stopp och relativt mycket rörelse för postbudet i dagsläget. Ett centralt postfack skulle innebära enkel åtkomst för postbudet, men problemet ligger i hur stor t postfacket ska vara då postmängden varierar.
Respondent C säger att internposten har sett likadan ut i cirka 25 år, vilket en kollega har berättat. Detta anser respondent C är väldigt lustigt då det bör gå att effektivisera internposten , exempelvis genom att minska antal transporter och leverans- och hämtningstillfällen. Det kostar mycket att driva postbilarna och detta skulle definitivt kunna minimeras då flera kunder kan dra ner på antalet leverans- och hämtningstillfällen.
”Internposten är ganska utdaterad och omodern” (Respondent C)
Vissa rutter är bra enligt respondent C, men minskas leverans- och hämtningstillfällen för att öka effektiviteten, måste rutterna och distributionen förändras. Detta skulle resultera i en allmän effektivisering, då antalet transporter skulle avta, vilket är vad OLC alltid strävar efter. Kan storleken på bilarna minska förenklar det dessutom framkomligheten till kund och
undviker därmed onödigt stort lastutrymme.
Respondent B, som är involverad i gåendeposten, påpekar en nackdel med internposten vilken är att det är stort område för en person att ansvara för. Vissa kunder som ingår i den gående postrutten har betalat för ett flertal leverans- och hämtningstillfällen per vecka, men de skulle kunna minska dessa då behoven inte är så stora. Många kunder använder sig av digital
23
kommunikation och därmed är behoven av fysisk post inte lika stor. Respondent C nämner vidare att digitaliseringen i samband med Covid-19 har inneburit en reduktion av postmängd och att detta resulterar i att internposten skulle kunna minska leverans- och hämtningstillfällen. I dagsläget hanterar de en viss mängd sekretessbelagd post, och respondent C anser att den skulle kunna krypteras för att minska pappersutnyttjande och leverans- och hämtningstillfällen. Respondent C trycker på att internposten har förbättringspotential, som
digitaliseringsmöjligheter, och säger vidare att:
”Jag skulle gärna vara med att bygga upp någonting, där jag får ett personligt avtryck, en effektivisering där man kan se att det kostar mindre pengar i slutändan”
Respondent A nämner att de lägger ett ärende om ett problem inom internposten skulle uppstå, exempelvis om post skulle försvinna. Ett problem som uppstått förr är att posten inte kommer till rätt plats då informationen på breven är otillräcklig eller fel ifylld. Detta löstes till slut genom att upplysa de involverade kunderna om vilken information som måste stå på breven för att de ska komma fram till rätt plats. Vanligtvis om nåt brev skulle försvinna, brukar postbudet hålla ett öga öppet och fråga runt om någon kan ha sett det, berättar respondent B. Respondent C bekräftar detta och säger att problem ofta löses internt i första hand.
4.3.2 Kundernas perspektiv
Respondent D är nöjd med hur internposten fungerar, likaså respondent E uttrycker sin
belåtenhet med internposten. Deras arbetsplatser har båda två leverans- och hämtningstillfällen per dag och tycker varken det bör vara fler eller färre. Båda respondenterna nämner att
tidpunkterna för leverans- och hämtning av post kan vara för täta och för tidiga. Kommer de tidigt hinner inte posten komma iväg samma dag och får därför vänta till första turen morgonen därpå. Även om det skulle minskas till enbart en eftermiddagstur kanske den skulle ligga lite senare, menar respondent E. Är det post som måste iväg samma dag och inte kan vänta till postbuden från OLC kommer, skulle det kunna lösas med den dagliga verksamheten. Respondent E berättar vidare att på en före detta arbetsplats hade de en person med
funktionsnedsättning vars uppgift var att gå med post mellan lokalerna. I dagens läge däremot, går respondent E själv över till mottagare för viktig post då det ligger i närheten och
leveranstiden kortas ned ytterligare.
Kunder som är belägna lite utanför centrala Eskilstuna har färre leverans- och
hämtningstillfällen och respondent F och G berättar om deras tankar kring det. ”För mig ser jag bara fördelar med internposten” säger respondent F och säger vidare att det är bekvämt då posthanteringen sköts av någon annan. Vidare beskriver respondenten att på en före detta arbetsplats sköttes posthanteringen av administratören, vilket var respondentens dåvarande arbetsroll. På den nuvarande arbetsplatsen kommer postbuden från OLC tre gånger i veckan och skulle det dyka upp brådskande post som inte hinns med när postbuden kommer, kan de frankera och posta själva. Respondent G instämmer med detta, de har tre leverans- och
hämtningstillfällen och är nöjda med det och frankerar och postar själva ifall behovet uppstår. En viss framförhållning med posten behövs då de passar in när postbuden kommer. Däremot kommer en del post fel, vilket kan bero på att förskolan ligger precis intill skolan och det är felnoterat på posten eller paketen, enligt respondent G.
Alla respondenter är överens om att internposten behövs och är en nödvändighet i de olika kommunala verksamheterna. Vidare trycker de på att fasta tider för leverans- och
24
hämtningstillfällen är viktigt då de kan planera posten utefter dem. Det finns viss
förbättringspotential för internposten. Respondent F menar att OLC skulle kunna åka med eldrivna postbilar för att bli mer miljövänliga och respondent E tycker att kunder till
internposten bör förbättra rutiner kring internpostshantering. För att undvika att internposten kommer fel, bör kunderna följa instruktioner som de fått från OLC gällande vad som ska stå på kuverten.
25
5 ANALYS
I följande avsnitt syntetiseras studiens teoretiska referensram med empiriska data från
observationer och intervjuer. För att underlätta för läsaren har analysen delats in i relevanta rubriker, där vissa teorier slagits samman.
5.1 Lean och TPS
Att Lean är ett brett och komplext begrepp går inte att undgå. Det måste ses som en filosofi som genomsyrar hela organisationen för att fungera optimalt och uppnå dess potential. I vissa fall kan Lean bli implementerat utan rätt kunskaper, och därmed når inte företaget ett
framgångsrikt resultat (Liker, 2004). Fallföretaget har i nuläget inte implementerat filosofin som Lean innebär och skulle kunna effektivisera sin verksamhet för att öka de värdeadderande aktiviteterna. Det finns en uppfattning om att internposten kan förändras och effektiviseras, men den ser fortsatt likadan ut.
TPS är företagsfilosofin och för att förstå arbetet med fokus på högkvalitativa produkter till ett så lågt pris som möjligt, skapades TPS-huset. Det ger en tydlig överblick av TPS och är en begriplig metafor för utomstående, då många vet att ett hus måste ha en grund, pelare och tak för att inte rasera. Ur TPS föddes 4P-modellen som förenklar ”the Toyota Way” så alla lätt kan förstå hur Toyota arbetar och för att hjälpa andra företag uppnå samma anda inom deras
organisation. Det är tydligt att de båda modeller ska bidra som en guide för TPS (Liker, 2004). För fallföretaget OLC kan dessa modeller skapa en förståelse för hur de kan arbeta mer
resurseffektivt och öka produktiviteten och Lean filosofin som bör genomtränga hela organisationen är första prioriteten.
5.2 Verktyg inom Lean
5.2.1 7+1 slöserier
Syftet inom Lean är att minimera de aktiviteter som inte skapar värde för kund, alltså slöserier (Krajewski et al., 2019; Liker, 2004). Dessa slöserier kan visas på olika sätt och de som upptäcktes inom internpostens verksamhet är väntan, onödiga transporter, onödig rörelse och outnyttjad kompetens.
Väntan kan exemplifieras med att en operatör väntar på att en komponent från en tidigare process ska bli klar (Liker, 2004). Under gåendeposten förekommer en del väntan då kunderna har olika tidpunkter för hämtning och leverans, och postbudet blir ofta klar med en kund långt innan det är dags för nästa kund. Även på morgonen förekommer väntan, då Postnord kommer klockan 8 och postbudet börjar klockan 7 och de arbetsuppgifter som finns på morgonen är uppfyllda snabbt.
Onödiga transporter kan visas genom överdriven förflyttning av material mellan processer, som egentligen inte behövs och tillför inget värde och onödig rörelse exemplifieras genom överflödig rörelse för en arbetare, som att gå, lyfta eller sträcka sig (Liker, 2004). Postbuden kan inte veta om kunderna har avgående post, så ibland kan det förekomma bomkörningar,
26
alltså att körningen var onödig och kunde undvikits. Hos kunden måste postbudet gå fram till postfacken, och där förekommer onödig rörelse ifall det är tomt. En annan orsak till onödig transport är när postbuden som åker den bilburna rutten kör tillbaka till OLC efter varje rutt, vilket i många fall kan vara långa sträckor.
Outnyttjad kompetens kan uppstå när organisationen inte tar till sig de anställdas åsikter och förslag till förbättringar i verksamheten (Liker, 2004). Respondent C nämner en del
förbättringsmöjligheter inom internposten. Dels att antalet transporter kan minska ytterligare, leverans- och hämtningstillfällen kan då minskas och därmed sparas pengar som läggs på bränsle och underhåll av bilar. Rutterna och distributionen måste då förändras och det kan leda till att internpostens resurser används mer tidseffektivt. Internposten är gammal och har sett likadan ut, trots att det finns en tydlig förbättringspotential.
Det respondent C föreslår är mycket bra och relevanta förslag på hur slöserierna ovan kan minskas. Ifall transporterna skulle minskas, och rutterna komprimeras samt läggs om. Detta skulle resultera i mindre eller ingen väntan mellan kunder och en minskning av onödiga transporter. För att minska onödig rörelse har kunderna en stor roll. De kan flytta postfacken till en lättillgänglig position för postbuden, och de kunderna i gåendeposten med flera olika stopp skulle kunna samla postfacken till ett mindre antal.
5.2.2 5S
5S är en metod inom Lean där syftet är att implementera arbetsuppgifter som är
sammanlänkade med varandra för att minska slöserier på arbetsplatsen. De fyra delarna inom 5S: sortera, strukturera, städa och standardisera, kommer så småningom nå den femte delen som innebär att det skapats en vana. När det femte steget uppnåtts finns en förståelse bland de anställda om betydelsen av alla tidigare delar, och de fortsätter arbeta med att hitta förbättringar på arbetsplatsen (Krajewski et al., 2019). Det är även viktigt att alla på företaget förstår att 5S är en metod som kommer kräva tid, för att på lång sikt kunna påvisa alla fördelar (Singh & Ahuja, 2015). Utifrån observationer från OLC åskådliggjordes en relativt ostrukturerad arbetsplats och det fanns inga tydliga standarder eller instruktioner. Det är tydligt för de som arbetar med internposten, men för en utomstående är det svårt att förstå systemet med
postfacken och alla olika markeringar. Implementering av 5S metoden kan vara passande för internposten på OLC för att städa upp, sortera, strukturera och standardisera arbetet och skapa en ny förbättrad och tydligare vana på arbetsplatsen.
5.2.3 5 varför
När problem uppstår är 5 varför en bra metod för att undersöka källan till varför problemet existerar och hitta en lösning. Genom att ställa frågor och hitta orsaken till dessa, kan det vara olika många frågor som behövs beroende på problemets storlek (Liker, 2004). Enligt
respondenterna B och C hanteras problem inom internposten främst internt mellan kollegorna och respondent A nämner att om det skulle uppstå ett större problem skapas ett ärende. Om internposten skulle implementera 5 varför som en problemhanteringsmetod, skulle de alla arbeta på samma sätt när problem uppstår. Grundorsaken till problemen skulle upptäckas och på så vis kan de hitta lösningar för att undvika att det sker igen.