ä -E -etdkteeen IX Tse2etV-Oil hu + hitar.& fö viga Sk; + ty2 kvåka tigtP
än;
j deatadealdr k petet, osa Tri4 3,A 6 * KZ ja SR v L G sers , hk ä ©
sSet hj i_v 3 . I; L-rjåål .;A'; SENAST 03 o k d v ve 4 rad
National Road&TrafficResearchInstitute- Fack - 'y
AS dn itt 1 E EA 34 k..l'v ertKockah "I-tina" det 8 MS frk det de M don sjurädd25 ArorforaKa sk M idX "| fär Tent % & s i k A SD . : al.) ».," t "984. 91 'x» sec W ä m 4 1. > >> ) * [ i h r $ d i r P m , S G P S 12
Jr 125 ' 1978 Statens väg- och trafikinstitut (VTI) - Fack - 581 01 Linköping
;SN 0347-6049 National Road & Traffic Research Institute - Fack < S-58101 Linköping - Sweden
1 25
Referensmaterial för kontroll av laboratoriesiktar
I N N E H Å L L S F Ö R T E C K N I N G SAMMANFATTNING Figurer Tabeller INLEDNING FRAMTAGNING AV REFERENSMATERIAL Syntetiskt referensmaterial Naturmaterial REPETERBARHETSFÖRSÖK REPRODUCERBARHETSFÖRSÖK Materialförlust Nötning "Misstänkta" siktar SLUTKOMMENTAR REFERENSER VTI MEDDELANDE 125 Sid kO C O C D O O 12 14
SAMMANFATTNING
Vid en nyligen genomförd ringanalys (l) framkom att
kontrollen av laboratoriesiktar vid
beläggningslabora-torier i Sverige är mycket otillfredsställande. I ring-analysen deltog 18 laboratorier och vid endast 1 av dessa kalibrerades samtliga siktar.
Förklaringen till detta förhållande är att den Optiska
mätutrustning som krävs för kalibrering av siktar med
maskvidd 32 mm är så dyrbar att endast ett fåtal
labo-ratorier har anskaffat en sådan utrustning. Dessutom
är kalibreringen tidskrävande och alltså även av denna anledning dyrbar.
För att om möjligt kringgå dessa svårigheter har en
in-direkt metod för kontroll av kvaliteten hos laborato-riesiktar testats. Metoden innebär att ett lämpligt ma-terialprov med känd kornkurva tas fram. Detta
referens-prov siktas sedan med den siktserie, som skall
kontrol-leras. Om den funna kornkurvan inom givna gränser är lika med den "teoretiska" kan siktarna antas vara av acceptabel kvalitet. Fördelen med REMA-metoden
(REfe-rensMAterialmetoden) jämfört med den Optiska metoden är
uppenbar; ingen dyrbar utrustning erfordras och den tid
som krävs för kontroll är minimal.
I det aktuella meddelandet beskrivs framtagning av lämpligt referensmaterial och analyser utförda med
detta material. Såväl repeterbarheten (samma prov,
la-borant och laboratorium) som reproducerbarheten (lika
prov, olika laboranter och laboratorier) befanns vara fullt tillfredsställande. Vid 7 av 10 laboratorier er-hölls för samtliga siktar normalt en avvikelse 30,5
vikt-% mellan "teoretisk" och "experimentell" kornkurva. Denna differens kan knappt åskådliggöras i ett sikt-ningsdiagram. Vid övriga laboratorier var avvikelsen
för vissa siktar betgdzigt större. Optisk kalibrering
II
av dessa siktar bekräftade emellertid
siktningsresul-tatet: siktarna ifråga uppfyllde ej gällande normer. Erhållna resultat antyder att REMA-metoden kan bli
.värdefull för kontroll av laboratoriesiktar.
Innan ett definitivt ställningstagande till metoden kan'tas krävs emellertid ytterligare undersökningar. Först och främst måste "förkastelsekriterier" fast-läggas d v 5 hur stor får differensen mellan "teore-tisk" och "experimentell" kornkurva maximalt vara om siktarna skall godtas ur kvalitetssynvinkel. Denna
av-vikelse måste naturligtvis ställas i relation till i
dag gällande normer.
Aktuella resultat får emellertid anses så lovande att de motiverar ytterligare undersökningar.
1 INLEDNING
Asfaltbeläggning består i huvudsak av asfalt och sten-material. För kontroll av dessa båda komponenters
egenskaper, vilka i hög grad bestämmer beläggningens
kvalitet, finns ett stort antal metoder beskrivna.
Den mest frekventa analys som stenmaterialet under-kaStas är bestämning av kornstorleksfördelning, en bestämning som normalt utförs genom siktningsanalys. Vid siktning av stenmaterial används i regel cirkulära
siktar (ø normalt 20 eller 30 cm) med metalltrådsnät av kvadratiska maskor. Siktarna ordnas efter maskvidden
så att sikten med största maskvidden blir placerad
överst. Materialprovet hålls på översta sikten, var-efter siktsatsen tillsammans med lock och botten monte-ras i en skakapparat. Efter en bestämd tids skakning vägs det material som stannat på reSp sikt och på basis av dessa resultat uppritas en siktningskurva som
be-skriver stenmaterialets kornstorleksfördelning.
Noggrannheten i siktningsanalysen beror, liksom vid
all annan analysverksamhet, i hög grad på kvaliteten hos den analysutrustning som används. För att ett noggrant analysresultat skall erhållas vid siktning krävs bl a att använda siktar uppfyller normer för maskvidd och trådtjocklek. Regelbunden kontroll av dessa storheter är därför nödvändig om tillförlitlig-heten i mätresultatet ej skall äventyras.
Tyvärr utförs denna kontroll i dag ej i den omfattning som är önskvärd. I en nyligen genomförd ringanalys av
asfaltmassor där 18 svenska asfaltlaboratorier
deltog-(l) Visade det sig att endast ett av dessa laboratorier
använt kalibrerade siktar. Den bristfälliga kontrollen
beror på att den Optiska mätutrustning som används vid
kalibreringen är så dyrbar att bara ett fåtal
torier har anskaffat en sådan utrustning. Dessutom
är kalibrering5processen relativt tidskrävande och kontrollen är alltså även ur denna aspekt kostsam. Behovet av en enkel metod för kontroll av
labOratorie-siktar är därför stort. För att om möjligt täcka detta behov har under 1978 ett projekt genomförts som till lika delar finansierats av Statens väg- och trafik-institut (VTI) och Statens vägverk (VV).
Projektets mål är att få fram referensmaterial lämpligt
för kontroll av laboratoriesiktar. Referensmaterialet siktas på den siktserie som ska kontrolleras och om
erhållen siktningskurva är (inom givna gränser) lika
med referensmaterialets siktningskurva kan siktarna anses vara av acceptabel kvalitet. Fördelen med en sådan kontrollmetod, i fortsättningen benämnd
REMA-metodeni(REferensMAterialmetoden), jämfört med den
Optiska är uppenbar; ingen dyrbar analysutrustning krävs och tiden som erfordras för att utföra kontroll
är minimal.
2 FRAMTAGNING AV REFERENSMATERIAL 2.1 (Syntetiskt referensmaterial
Under projektets begynnelseskede gjordes ansträngningar att finna syntetiskt material lämpligt som
referensma-terial. Ett sådant material bör ha lämplig kornform
(sfäriska eller nära sfäriska partiklar) och låg nöt-ningsbenägenhet. Dessutom får materialet ej uppvisa
statisk elektricitet.
För ändamålet lämpligt material skulle kunna tänkas
ut-göras av glasw eller plastpärlor. Trots stora
ansträng-ningar kunde ett sådant material med partikelstorlek
i det aktuella området (Ou4 mm) ej anskaffas.
I en nyligen publicerad artikel (2) beskriver Mügge
försök att använda glaspärlor som referensmaterial för kontroll av siktar. Dessa försök misslyckades på grund
av materialets statiska elektricitet.
2.2 Naturmaterial
Som utgångspunkt för referensmaterial utvaldes bland
naturmaterialen natursand, vilken kunde förväntas ha
lämpliga egenskaper vad gäller kornform (avrundat) och
nötningsresistens. Fyra olika kommersiellt tillgängliga
fraktioner användes. De olika fraktionernas partikelw storleksfördelning ges i figur 1.
Ur natursandfraktionerna framsiktades ett antal
"labo-ratoriefraktioner" (2,0-4,0 mm; l,O-2,0 mm; O,5-l,0 mm;
O,25-O,5 mm; 0,125-O,25 mm; 0,075-0,125 mm och <0,075 mm/filler/) som sammansattes till ett referensprov. Samtliga i detta prov ingående fraktioner med undantag
för fillret var tvättade.
Vid alla försök beskrivna i detta meddelande, användes siktar med diametern 30 cma För framtagning av fraktio-ner användes två olika siktserier och två olika skak-apparater. Vid samtliga siktningsanalyser vid VTI an-vändes däremot samma siktserie och skakapparat (Pascall'
Inclyno modell III). VTI:s siktar var då projektet
startade oanvända och kalibrerade med VTI:s Optiska m mätutrustning. Kalibreringen gav vid handen att
samt-liga siktar uppfyllde normer enligt ASTM E ll (3). Referensprovet (kornstorleksfördelning, se figur 2) torrsiktades 10 ggr a 10 min. Mellan varje siktning
blandades fraktionerna på nytt. I figur 3 illustreras
dessa försök. Som framgår av denna figur har endast ca 50 % av invägt filler (60 g) passerat sikt 0,075 mm.
Fr o m andra siktningen är materialmängderna på resp sikt relativt konstanta. Frånsett fillret och sikt
'0,075 mm varierade kvarstannat material med <0,5 Vikt-%. För fillret och sikt 0,075 mm är motsvarande siffra
1,2 vikt-%.
'
Att endast ca 50 % av fillret passerade sikt 0,075 mm
skulle kunna tänkas bero på att siktningstiden varit
för kort. Referensprovet siktades därför ytterligare 3 ggr a 20 min, men med samma resultat som tidigare.
För att ytterligare studera fillrets oväntade
uppföran-de tvättsiktauppföran-des referensprovet mycket noggrant. Efter
torkning kunde konstateras att endast 25 g av 60 g filler tvättats bort. Provet torrsiktades därefter yt-terligare 1 gång, varvid 8 g filler fanns i
bottenskå-len. Med andra ord, även på detta sätt kunde endast ca
50 viktá% av ursprungligen tillsatt filler påvisas. Att sikta fram filler ur den aktuella natursanden är mycket'tidskrävande, då halten filler är låg. Därför provades i stället kalkstensfiller, som framsiktats
på 0,075 mm sikten ur kommersiellt kalkstensfiller. Ett
nytt referensprov invägdes innehållande 20 g
kalkstens-filler och med övriga fraktioner lika med de i det ti-digare beskrivna referensprovet. Vid torrsiktningen
er-hölls 16 g filler i bottenskålen. Ända upp på sikt
0,250 mm kunde kalkstensfiller visuellt iakttas. Försök gjordes nu med kalkstensfiller som tvättats noggrant för hand i vatten, torkats och därefter
sik-tats på 0,075 mm sikten. 25 g av detta filler placera-des på 0,075 mm sikten och siktaplacera-des, varvid allt
mate-rial passerade sikten. Vid tillsats av ytterligare 20 g gick endast 37 g till botten. Resterande 8 g stannade på sikt 0,075 mm. Förlängd siktningstid hade
överras-kande nog inget inflytande. 25 g av materialet som
pas-serat 0,075 mm sikten siktades på nytt, och åter
passe-rade allt material. Det bestämdes därför att 25 g
tvät-tat och siktvät-tat kalkstensfiller i fortsättningen skulle
ingå i referensprovet.
Ett nytt referensProv invägdes innehållande samma frak-tionsmängder som i tidigare beskrivna referensprov, men med 25 g tvättat och siktat kalkstensfiller. Efter
torrsiktningen påvisades 23 g filler i bottenSkålen. ökad siktningstid (20 min) förbättrade ej resultatet.
Skulle eventuellt tvättningen av fillret kunna effektim viseras? Nytt framsiktat kalkstensfiller disPergerades i sedimentationscylindrar monterade i en
vändskakappa-rat under 30 min. Varje cylinder innehöll 30 g filler,
0,5 l avjoniserat vatten och 1 dl natriumpyrofosfatlös-ning (disPergeringsmedel, koncentration 0,05 M). Efter skakningtorkades fillret i värmeskåp över natten (ca
lOSOC). Efter ny framsiktning fick 25 g kalkstensfiller
ingå i ett nytt referensprov (jfr figur 2). Vid torr-siktning av detta referensprov visade sig fillret upp-föra sig tillfredsställande. Resultat erhållna med detta referensprov beskrivs i nästa avsnitt.
3 REPETERBARHETSFÖRSÖK
På referensprov bestående av natursand (0,075n4,0 mm) och kalkstensfiller (förbehandlat på det sätt som
be-skrivits i föregående avsnitt) och med den kornstor-leksfördelning som framgår av figur 2 utfördes
repeter-barhetsförsökg Provet, vars ursprungsvikt var 465 g
torrsiktades 10 ggr. Mellan varje siktning blandades
de olika fraktionerna. Resultaten illustreras i figur 4
(OBSS att olika skalindelningar använts i figur 3 och figur 4.)
Av figur 4 framgår att erhållen fillermängd vid
sikt-ningen är mycket nära den "teoretiska" mängden 25 g.
En svag tendens till minskning i fillermängd kan emel-lertid iakttagas med ökat antal siktningar. Efter 10 siktningar är mängden filler i bottenskålen 23,8 g. Minskningen beror helt enkelt på att en viss mängd
fil-ler "dammar bort" vid försöken, även om dessa utförs
med största noggrannhet. Samtidigt skall observeras att
en minskning på 1,2 g filler betyder <O,3 vikt-% på
kornkurvan.
Av figur 4 framgår också att en förhållandevis stor differens mellan invägd och framsiktad fraktionsmängd erhålles vid första siktningen. Detta gäller speciellt siktar med grövre maskvidd. Resultatet kan tolkas som
en viss krossning av 2,0-4,0 mm material, Som sedan
stannar på 1,0 mm sikten. Fr o m den andra siktningen är däremotresultatet relativt konstant, vilket innebär att variationsbredden hos de kornkurvor som erhålles vid siktning nr 2 t o m nr 10 inte för någon sikt skilø jer sig mer än 0,5 vikt-%. Detta resultat får anses
mycket tillfredsställande, eftersom en skillnad på 0,5
vikt-% knappast kan åskådliggöras i ett siktningsdia-gram.
Även differensen mellan "invägd" och experimentellt
stämd kornkurva är mycket liten. Endast vid sikt 2,0
mm är maximala differensen (alltså differensen mellan
"invägd"_kornkurva och någøn av de 10 experimentellt.
bestämda kornkurvorna) >0,5 Vikt-%. Differensen var i detta fall 0,6 Vikt-%.
4 REPRODUCERBARHETSFÖRSÖK
10 st roferonsprov identiska med det som beskrivits
i föregående avsnitt framställdes. Varje prov
torrsik-tades 2 ggr vid VTI innan det avsändes till resp
labo-ratorium.
I varje laboratorium siktades provet 10 ggr. Resultaten
återsändes till VTI tillsammans med provet. Vid VTI
siktades provet på nytt 2 ggr. Resultaten av dessa rep-roducerbarhetSmätningar ges i tabell l-lO.
4.1 Materialförlust
ReferenSprovet levereras från VTI i plastpåsar. Vid
ut-tömningen från påsen gick en del av materialet förlorat.
Detta förlorade material kan anses så gott som
uteslu-tande bestå av filler, som fastnat på påsens
innerväg-gar eller "dammat bort"° Ett annat emballage (t ex en rund, emaljerad skål med lock) skulle sannolikt ha eli-minerat detta problem. Vid uttömningen förlorades i
me-deltal 0,4 viktw% material, d v 5 ca 2 g. Variations_ bredden var O,l-O,9 vikt-% (0,5m4,5 g).
Vid de 10 siktningsanalyser som utfördes i resp
labora-torium gick i medeltal 0,7 vikt-% (3 g) av materialet
förlorat (variationsbredd O,4-l,2 vikt-% eller 2-6 g). AV detta förlorade material är drygt hälften filler. Denna förlust kan ej helt elimineras utan enbart
mins-kas genom större noggrannhet i analysarbetet och genom
användning av siktar som sluter tillräckligt tätt till
varandra.
4.2
Nötning
Siktningsresultaten visar att en viss "nötning" av
ferensmaterialet förekommit. Detta gäller Speciellt grövre material (l,0-4,G.mm). En ingående anale av resultaten tyder emellertid på att nötningen ej uppkom-mer vid skakningen eftersom den påvisats endast i ett
fåtal laboratorier I stället är förklaringen till "nötningen" sannolikt den att laboranten vid rengöring
av siktarna 2,0 mm och 1,0 mm krossat ett antal stenar som fastnat i nätet.
Det använda referensmaterialet kan därför anses ha tillräckligt goda egenskaper vad gäller nötningsresism tens för att kunna användas vid upprepade kontroller
(åtminstone 10 st) av laboratoriesiktar, under förut-sättning att laboranten vid rengöring av siktarna handskas försiktigt med materialet.
4.3 "MiSstänkta" siktar
En jämförelse mellan siktningsresultat erhållna vid
VTI och resp laboratorium utfördes på följande tre
sätt:
1. Medelvärdet av de två siktningar som utfördes vid
VTI innan provet utsändes till vägverkslaboratoriet (VTI före) jämfördes med medelvärdet av de 10 sikt-ningar som utfördes vid laboratoriet.
2. VTI före (jfr pkt l) jämfördes med det resultat som erhölls vid första siktningen i laboratoriet.
3. Sista siktningen vid vägverkslaboratoriet (nr 10)
jämfördes med medelvärdet av de två siktningar som
utfördes efter det att provet återkommit till VTI
(VTI efter).
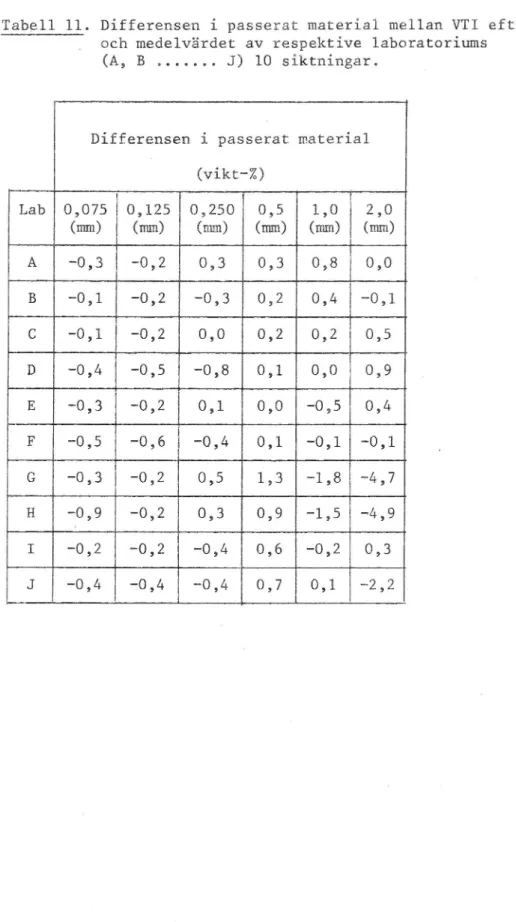
Av tabell ll framgår att överensstämmelser mellan "teo-retisk" och eXperimentell" kornkurva i många fall är
10
mycket god. Med undantag för tre laboratorier (G, H och
J, jfr nedanstående diskussion) är differensen i passe-rat material i allmänhet <0,5 viktm%.
För att få en mer direkt jämförelse sattes kvarstannat material på varje sikt enligt VTI = 100 % varefter den "experimentellt" funna mängden kvarstannat material be-räknades i relation till 100 %. Ett värde >100 % visar att mer material stannat på sikten vid analys i
väg-verkslaboratoriet än vid VTI. Är avvikelsen från det "teoretiska" värdet tillräckligt stor kan ifrågavarande
(eller överliggande) sikts maskor antas ha
icke-normen-liga dimensioner och därför vara av ej acceptabel kva-litet.
Resultaten av dessa beräkningar ges i tabell l2u21. Till varje tabell ges en kommentar.
För tre laboratorier (G, H och J) är avvikelsen från 100 % misstänkt stor. Från dessa laboratorier inford-rades använd siktserie för kalibrering med VTI:s Op-tiska.mätutrustning. Härvid kunde konstateras (jfr ta-bell 22) att misstänkta siktar (2,0, 1,0, 0,5, 0,25 och 0,125 mm) i serien från laboratorium G ej uppfyllde
normer enligt ASTM E 11. Detta gäller såväl maskvidd
som trådtjocklek. Speciellt anmärkningsvärt är de låga
värdena på uppmätta tråddiametrar. För t ex 1,0 mm
sik-ten var trådtjockleken mindre än hälfsik-ten av den till-låtna. Detta förhållande kan leda till en otillräcklig "stabilitet" hos nätet. Visuellt kunde också konstate-ras att trådarna "tänjts" ut, vilket fått till konsek-vens en mycket stor variation i maskvidd. För sikt 2,0 mm uppmättes t ex maskvidden 1,4 mm i en rad och 2,6 mm i intill liggande rad (jfr tabell 22).
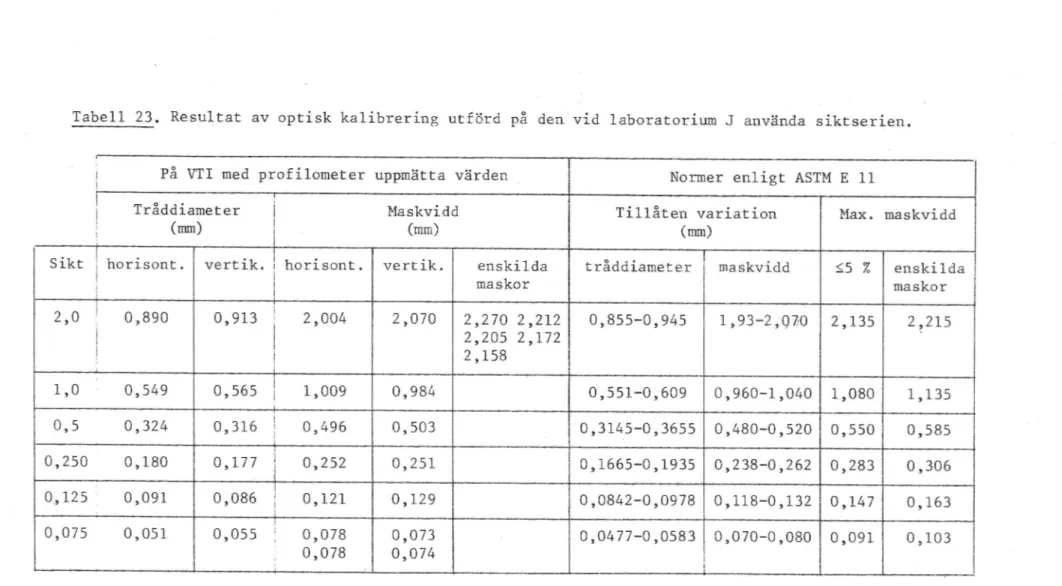
I siktserien från laboratorium J är framför allt sikt
2,0 mm misstänkt (jfr tabell 21). Siktningsresultaten antyder att denna sikt släpper igenom för mycket
ll
rial, som sedan stannar på 1,0 mm sikten. Kalibrering av 2,0 mm sikten ger också vid handen (jfr tabell 23) att maskvidden ligger vid övre gränsen för det till-låtna enligt ASTM E ll. Enskilda maskor med större
*maskvidd än tillåtet uppmättes också. Denna sikt skulle
alltså nätt och jämnt bli underkänd enligt ASTM E 11. Resultaten antyder REMA-metodens "känslighet". Vid
siktningen var nämligen differensen mellan "teoretiskt" och experimentell" mängd så stor som llwlz g. Det är därför högst osannolikt att sikt som är underkänd en-ligt ASTM E 11 vid kontrollsiktning med referensmateri-al skulle kunna passera "OUpptäth".
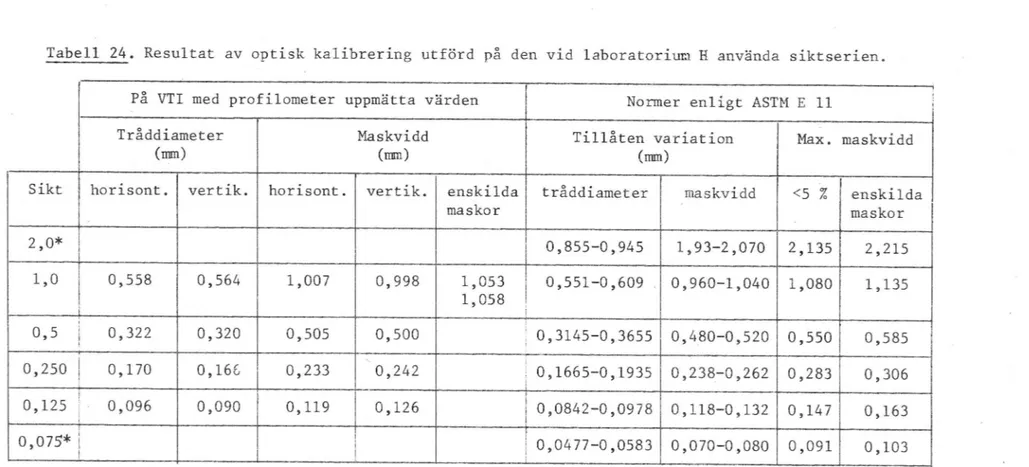
Resultaten från laboratorium H indikerar att framför allt 2 siktar (0,075 mm och 2,0 mm) är misstänkta, båda släpper igenom för mycket material (jfr tabell 19). Vid
inspektion av dessa siktar kunde i bägge fallen konsta-teras att siktduken lossnat vid siktramen. För övriga
siktar erhölls vid den Optiska kalibreringen godkända
maskvidder (jfr tabell 24). Siktning med
referensmate-rial gav resultat som tyder på att sikt 1,0 mm släpper
igenom för lite material (N7 g). Den Optiska
kalibre-ringen kunde emellertid ej bekräfta detta resultat.
Efter diskussion med föreståndaren för laboratorium H
kunde emellertid konstateras att en förväxling av sik-tar kan ha skett, d v 5 det är ej helt säkert att den 1,0 mm sikt som använts vid provningen är samma sikt
som insänts till VTI.
En ingående analys av resultatet från övriga laborato-rier leder i vissa fall också till intressanta slut-satser, vilka redovisas i anslutning till resp tabell.
Eftersom differensen i dessa fall är mindre än för
ovan beskrivna laboratorier är dragna slutsatser
osäk-rare. Någon Optisk kalibrering av siktserier från lab
AwF och lab I har heller inte utförts.
12
5 v SLUTKOMMENTAR
Resultaten av de undersökningar som redovisas i detta
meddelande indikerar att REMA-metoden kan vara
använd-bar vid kontroll av laboratoriesiktar. Metoden har åt-minstOne två uppenbara fördelar jämfört med Optisk
ka-librering:
1. Den tid som krävs för kontroll av EN SIKTSERIE är kort (0,5-l,0 tim).
2. Ingen dyrbar kalibreringsutrustning krävs.
Metoden har däremot den nackdelen jämfört med Optisk kalibrering att den är en indirekt metod. Vid Optisk kalibrering erhålls maskvidd och trådtjocklek direkt i längdenheter. I REMA-metoden måste först de siktar som används för framtagning av referenSprov absolut-kalibreras. De resultat som sedan erhålls vid siktning
av referensprovet är endast indirekta mått på om
an-vända siktar är av acceptabel kvalitet.
Resultatet i den aktuella undersökningen visar att ut-valt referensmaterial har tillfredsställande egenska-per vad gäller nötningsresistens. I detta sammanhang skall emellertid observeras att ovarsamhet vid
rengö-ring av siktar med grövre maskvidd (1,0 och 2,0 mm) kan
medföra krossning av partiklar.
Materialspill vid upprepade siktningar av referenspro-vet kan vara ett problem. Detta problem kan emellertid
i huvudSak elimineras genom noggrannhet i
analysarbe-tet. För partiklar >0,075 mm är materialförlusten
nor-malt försvinnande liten. Däremot kan fillerförlusten ej helt elimineras (filler "dammar bort" vid upphällning av fillerfraktiOnen och provet eller vid siktningen om siktarna ej tätar effektivt). En förlust av 1-2 g fil-ler (av 25 g) tycks vara oundviklig vid 10 upprepade
13
siktningar, även om dessa utförs med största möjliga noggrannhet.
Repeterbarheten vid upprepade siktningar är mycket god
om arbetet utförs med största noggrannhet. Även
repro-ducerbarhetsmätningarna har gett mycket
tillfredsstäl-lande resultat. Undersökningarna indikerar att avvikel*
sen mellan "teoretisk" och "experimentell" kornkurva är <0,5 vikt-%, naturligtvis under förutsättning att an-vänd siktserie är av samma "kvalitet" som den som ut-nyttjats vid framtagning av referensprovet. En
diffe-rens på 0,5 vikt-% kan knappt åskådliggöras i ett
sikt-ningsdiagram.
Vid de undersökningar som beskrivs i detta meddelande
har siktar med nominell maskvidd i området 0,075-2,0 mm använts. Siktar med maskvidd 4,0 mm och större kan
kalibreras med precisionsskjutmått.
Även om aktuella resultat antyder att REMA-metoden kan bli värdefull vid kontroll av laboratoriesiktar måste ytterligare undersökningar utföras innan en definitiv ställning till metoden kan tas. Först och främst
*'måste största tillåtna avvikelse mellan "teoretisk" och "experimentell" mängd material på resp sikt
fast-ställas. Med andra ord, hur stor får denna avvikelse
maximalt vara för att siktarna ska godtas. Denna
av-vikelse måste naturligtvis ställas i relation till i
dag gällande normer, t ex ASTM E ll.
Aktuella resultat får dock anses så positiva att de motiverar ytterligare undersökningar på området.
14
6 REFERENSER
l. Ulf Isacsson: "Bituminös beläggningsmassa - en ring-analys". 1978. Statens Väg och Trafikinstitut,
Linköping* Meddelande nr 124.
2» W Mügge: "Kontrolle der Analysensiebe", Das
Statio-näre Mischwerk 1 (1978) s 27.
3, "Wireucloth sieves for testing purposes", ASTM E 11-70 (1974).
U.5.4s%ondcr d sik'rcr [J 0 Håldiomder få* så , mm K J
nr:
200
:00 00 510 40 5.0 20 :e
?7 'P *15 ?929 40 69 80
9 L.-L__L. 1- .4.4 l10 100 i 5 F'" zÅ L 'W :_;._. .:E|IT E' " F :- E L L: c; 7: : E 'E / c /: E E 3 f ç C 1 i' m_ !' * .r t... . .
...- 90
E. i;
! ri
'r :E
'
EE
5_E
.g :I;
i*
;E
E
:_,m
U;2
g ;. :5
E
t ..5
AE
E
i t5
__5
E
i5
_ ...4 o ! : r. : E E : t E Lc X_ ' i' E' :- M L" E' E' _yo_ 70 __ J '5 E 5 E E E E x 3 E E E i' - E 5 5 2-g
-60
2 ; g
i E
,- .-- - 5-
;-
-E
s-g
E
;
:'5
E
:-
I,g
7' §-'3 i 5 1 _ i ;. i i å ' c: 1 .5 E 5 E 5 5 :0 T : I : -- E : w E *nu : : :E '
g/
/ 5
E
;-
5
g 40
g
5
E-
7
E "
E
i
i
E
c
" x'g / 5'
" 'E'
'g
.E
E
Y'E
" E ;E 5 I . : E E E m .i :. " r_ * m 5 E 5 E F. E *" E g 5 1.1 f - ..1' 4..- . __- . r. __,._.__.*,:-,._ ' -_:._ __r_ _ 0 '. * : c 5.; r. E ' 00 E E E_ '5 T ' E ' 5 S 5 E L' E_ E :'-|O ,...__._.__r_.;__ -..__E_. _.7 .____ r r. E i En,.--.___ _- 1 ' ;:E T' ä_r; "-Z C,5 55 EE 5E E'5 - -- .7. L .. ... t i: ; . . E :0 lvI ' [I L! 1 1 \ .lolfl . I Zi|ll.{Lri
. I I ' I 1 n i '
0.050.074 0,10 ,5 OJS 0.2 1 0,3) 0.405 LU 3.5 2 5 4 5: ; :og [i 20 :SQ 40 5060
0.031 0.062 0.125 025 5,6 3 H:) 19, 52 64
i:) Frâ moskvidd för siktar, mm
Figur 1. Kornstorleksfördelningen hos de sandfraktioner
som användes vid framtagning av referensprov.
U5. s+0ndovrd sikfar [3 O HaldiomeJrer för_ 551! , mm
nr:
200
:00 00 5,0 4,0 510 20 :10
55 Z'
*? 2.0 13.014? 199.59
I ";16 "30 W i l l l ' l j wr ' vl l l l l i f l n u I' II ' V l T e r r H' r f vt r l e r f L T T T T j h r T ' T n l I r nl H Y W F ' T T T W T ' T " II 'Olla IO1 E E g : 0 E A E r. E E E i " 5 E E g E § 90- E E E ? 0 E ê- i 0 E
*5
m.4 E
5 5 E =§
§
: s/ g
25
EE
.. 5 U ' > : : " : L ' : _0
å
å
i
a
t
{
i
E
g
a
3 . - s e 5 5 z 5 t E»- 70
Cc "
';
Z-
I i'.-
L-
i
t
25
> .;
t :E-
:C:
:"
: : l:E
EE
: r - . .. ,. - __ - DO *' P ,- ; : ""5 ; : t °' E : - * 'D F. g .. -_ = E E =.g
:
E
i
i
E
5
:U : : ' - : 'L . : E ___* .. - _ Z 2 C .7 " E ' l ,- j .. r/E_ ,:_ : :E- E' r- r- - '-m 40 i E *- E r m '0 E_ E. i _ 1 C '2 i E / 'i E E JO ; , 5 m E. 5_ :n i E 9!) ' 'gg
E;
-E
E Z C *7* .1.E
': " r m p m ' m a n ÄN . H U F n ul vr n I n Y T n n L ' vI T ul e 1 ' I n n ' a n T m l i l l l i l l l |l l l | I y|. |vr v v 1 ! u. . -O .- :11 6 i 4 + | I I T l l f n l l ' n r ' ' Y n ' n n l n n U H F . I 3 ;71..;.I=:r ., . g. T .17JEUÖ 00530074 010% 0:5 0.2 0,5 040.5 5 lo! 155 20 50 40 3060 003: 0.062 0125 0.25 5.6 8- 11,3 10 32 64 D Fri maskvidd för sikTor, mmN ' 1 FII 1 n H l n q l n . ' W ' m e l i l l n n p r n H ul ' f I r C 3 U . . . u »-_5 -. ._ "" ' n n p n
Figur 2. Kornstorleksfördelningen hos referensprovet.
30-
/ \/--§ om (en)
10 ån gd .-5 0 1.0 Q-e MI , *2__ T===::=="'aü0 M N 0-5 to dr ån g éxn ai cr ia ln z sp eh td re Sn kt (g ) Får ân . P G : 7 6 C 8é
. . 1 a A _1._ j A n . 34
*s
s
v
G9
40
[hddlükhüqgwr
Figur 3. Förändringen i materialmängd på respektive sikt (g) vid 10 successiva siktningar a 10 minuter. Referensprovet innehåller filler från sandfraktionen.
40» 03.0'- 4 . \\ - to v . U)
...5
i wa S: V ;3 M to» 0975 d :25 0.250 E att .4 g 0 gEê ' ons -ä ä-: sh ' - . l///l .2 :4.0- \ ' oiktboüm:2 '2.
4._-
. V g 1*
I 0,; _2.0_ v , i I' , ' ' _ ' . to .1... 1 i 5e
'i
i
ä '0 _ S iiÄhüdlükhqucr
Figur 4. Förändringen i materialmängd på respektive sikt (g) vid 10 successiva siktningar ä 10 minuter. Referensprovet innehåller specialbehandlat kalkstensfiller.
SZT HCINV'IEICIGHW LLA
lHIHOiVH
-OHVW-AA GIA OI "°" Z 'I EN DNINLHIS = OI ""' Z 'I lHIHOlVHOSVWwAA I SlNQSäHGNn lHAOHd
11V 130 Häldä IlA GIA GHlen SNINlHIS : äHldB IlA iHIäOlVäOHVWMAA 1111 SHGNWS
-ln lEAOHd NVNNI IlA UIA Gägáin ÖNINLXIS = HHthllA
'AOHd
Tabeil: 1 Labmratorium:.A
Kvarstannat material (g) . Total L W_ material_ Sikt- 0,075 0,125 0,250 0.5 1.0 2,0 mängd botten (nmü (mm) (mm) (mm) (mm) (mm) (8) VTIfñre '25,1 50,1 50,7 50,0, 59,2 .117,7 112,1 _464,9 1 24,16 49,87 47,46 51,54 57,081Å5125110.87 463.23 2 23,91 50,08 47,65 51,26 57,26CUZ129110.14 462,59
3
23,76 49,93 48,15 51,09 57.11 2232111142 463,85
4 23,49 49,87 48,00 51,27 57,3412137 111,58463,52 5 23,41 50,17 47,85 51,18 57.91122A371101134631226
23,12 5(1100948.00 51.22 57,41123,58 09.4 462,76_
7w_ 22,93 50,21 47,74 51,35 57.6212312710911 462.25 8 22,58 50,23 48,02 51.24 58.08 2,9010849 462,00 9 22,20 50,28 47,92 51,47 57,73 22.62 0913 461.57 10 21,91 50,37 47,97 51,37 57,99123,05108,7 461,37vn efter 21,8 50,2 50,5 51,2 60,0 ,118,5 ,109,3 461,3
Tabell: 2 Laboratoriumu B °H'. . . V. .. Kvarstannat material (g)., _ . 6 Totalmaterial
sikt*-
0,075 0,125 0,250
0.5
1.0 .. .2.0
mängd
'botten "(mm) ,1(mm) "(mm)' (mm) (mm)' *(mm) (g) VTIfwre 25,0 50,1 *51,0 50,2 59,4 l116,6 113,1 465,1 1 '24,1 '50,3 48,8 |SQJO 60,9 118,1 112,2 464,4 2 24,1_ 50,4 48,7 50,0 61,4 118,1 111.6 464.3 3 24,0 50,4 48,8 50,0 61,5 118,5 111,1 464,3 4 _1 23,8 50,3 49,2 |49,6 61,8 117,1 112,0 463,8 5 23é8 50,4 49L1 50,3 61,9 114,8 113,7 464,0 6 23,9 50,6 49,0 50,0 62,6 114,8 112,0 462,9 7 23,2 50,6 47,8 50,7 63,2 115,7 111,8 463,0 8 23,0 50,5 47,7 51,2 63.5 115.1 1210 463,0 9 22,7 50,5 47,6 51,4, 64,2 115,2 111,0 462,610
22,5
50,6 47,1 51,1 64,3*114,6 111.0 462.0
VTIeiter 22:? 50:7. 47r8 52,6 63'3 ;18'7 l11l7 461,9Tabell: 3 Labüratørium; C
Kvarstannat materiaå (g) 1 Total
. i __
material-8111»
0,075
0,125 0,250
0.5
1.0
2.0
mängd
bottgg» (000 (mm) (mm) (mm) (mm) (mm) (g)VTizüMn 25,1' 50,2 50,3 50,4 *59,5 117,3 1213 465'0
1
20,7
50,7 48,7 52,1' 59,5 115,8 114,5 462,0
2
20,2
51,0 49,4 51,5
59,6 116,1 114,9 462,7
3
21,1
50,4 49,4 50,6 59,8 116,0 114,8. 462,1
4
21,4
50,5 49,2 50,6
59,6 116,1 114,7 462,1
5
21,3 '50,5 49,4 50,6 59,3 116,2 114,5 461,8
5
21,2
50,6
49,2 50,5 59,4 116,1 114,7 461,7
7
20,8
50,6
49,2 50,3 59,3 115,8 114,4 -460,4
8
20,6
50,4 49,3
49,8 59,6 115,5 114,8 460,0
9
20,4
50,7 49,4
50,4
59,2 115,9 114,5 460,5
10
20,2
50,5 49,5 49,9 56,6 115,8 114,4 459,9
mn efm,20,0
50,0
49,8
51,5 59,4 116,7 112,1 459,4
Tabell: 4 Laboratorium:[i - - Kvarstannat material (g) Total i
ü .
§ , _ _ ._
.. . .._.
material".
. 1161101-5440,075 0,125 0,250 ,0,5
1.0 6 .2.0 *"mängd
(
botten (mm) (mm) (mm) (mm) (mm) (mm) (14)9111mre .25,0
50,2 50,3
50,5 59,3
117,0 112,9 465,0
1
23,6
50,4 52,5 !47,3 60,4 113,0 116,4 463,6
2
23,7
50,1 52,3 47,7 59,9 113,5 116,0 463,2
3
23,3
50,2 52,0 47,9 60,2 111,9 116,0 461,5
4
23,1
50,3 52,2 47,7 60,5 112,2 115,7 461,7
5
.23,5
50,2 52,0 47,8 60,5 112,1 116,0 462,1
6
22,7
50,0 52,4
48,4
60,0 112,6 115,5 461,6
7
22,5
50,3 51,4
48,7 60,2 113,0 114,7 460,8
8
21,6 48,1
52,5 49,6 60,4 111,9 117,4 461,5
9
21,8 50,2
52,0 47,6 60,3 112,9 114,5 459,3
10
21,4 50,1 52,1 48,0 60,3_ 113,2 114,4 459,5
VTIeüker "20,8 49,7
50,5 51:6 60,1. 116,8 111,2 460,6
Tabell: 5 Laboratorium: E
Kvarstannat material (g) Total J 4_ material* Sikt- 0,075 0,125 0,250 0.5 1.0' 2,0 mängd
botten
(mm)
(mm)
(mm)
(mm)
(mm)
(Emo
(g)
VTIfñre .25,1 50,2 50,3 50,4 59,6 118,0 111,6 465,020,8
49,5 47,3
53,6 62,3 114,4 113,1 461,0
21,2 49,6 47,3 52,8 61,8 115,5 112,8 461,0 21,3 49,2 47,5 .52,4 '62,2 114,5 112,9 460,0 21,3 48,4 47,1 52,2 63,0 113,3 113,1 458,4 21,0 48,4 47,3 52,14 62,6 113,8 113,0 458,2 20,8 49,4 47,6 51,8 62,9 113,9 112,5 458,9 20,6 49,4 47,3 52,0 62,5 113,9 112,6 458,3 20,4 49,2 47,7 51,5 62,7 114,3 111,7 457,5 k o m -»J O N U ' I ÖU N H 20,2 49,0 47,7 51,6 63,1 114,2 111,7 457,5 10 20,0 49,0 47,9 51,3 61,8 115,2 111,8 457,0WUZern'rl9r4 .48,8,48,8
51,8
59,9 117,5 110,3 456,4
Tabell: 6 Laboratorium: F- Kvarstannat material (3) Total
-Sikt \ 0,075, 0,125 0,250 .0.5 1.0 U 2.0 mängd
botten' (mm§_l(mm) ' (mm)
45mm) ' (mm)'
(mm)
(g)
Vleühm
25:1
50,71 49,3 50,8 60,1. 117,6 111,7
465,1
23,13 50,8 48,8 48,7 60,8 116,8 114,7 463,7 22,3 50,9 48,7 48,6 61,0 116,6 114,3 462,422,3
50,9
48,7 48,5
60,8 115,6 114,4 461,2
21,0
51,0 48,8 48,7 61,2 116,8 113,7 461,2
51,1 48,8 48,8 61,6 118,0 111,8 461,1 2118 50.8 4816 4812_ 6112 116.2 113,1 459,9 20,0 51,0 48,6 48,9 61,8 117,2 111,9 459,420,5
51,1 48,5 48,8 62,0 118,0 110,9 459,8
o m -um m wa r -I M |_ R 0 19,6 50,8 48,3 48,8 62,2 117,7 111,1 458,5 10 19,0 51,0 48,4 48,9 62,1 119,2 109,4 458,0VTI efter 18:7 (550,6,495 50,7 60,5 117,1111,0 457,9
256511: 7 Labaraäørium: G
Kvarstannat material (g) _ Total ? A <4_ material*
Sikt"
0,075 0,125 0,250
0.5
1.0
2,0
mängd
'botten
(m)
(nun)
(mm)
(mm)
(mm)
(mm)
(2)
Vleüüm .25,1 50,3 49,9 50,8 59,4..111,1 112,5 464.9 1 23,1 49,8 47,0 47,6 75,0 132,3 89,1 463,9 2 23,3 49,9 46,6 47,4 74,2 128,7 93,2 463,3 3 23,1 49,9 46,4 47,6 74,1 128,7 93,1 462,9 4 22,9 49,9 46,6 47,5 73,7 130,0 92,2 462,8 54 22,9 49,7 46,5 47,4 74,4 130,0 91,8 462,7 5 22,8 50,37 46,5 46,8 74,9 131,5 89,7 462,5 7 22,4 50,1 45,7 47,4 73,8 130,4 92,1 461,98
22,1
50,2 45,1 47,4 73,3 128,6 94,2 461,9
9 21,9 50,1 45,8 47,4 73,7 129,4 93,2 461,5 10 22,0 50,1 46,1 47,1 73,8 131,8 90,7 461,6m1 efter -21,4
.49,9 ;49,6 50,8 59,2 11.16,1 113,5 460,4
Tabe11:8 Laboratoriwm: °.n Kvarstannat material (g) Total
_..V.,
,_. . _...
.
material_
>siktw«
0,075 0,125 ;0,250
0.5
1.0 H .2.0
*mängd
botten '(mm)' *(mm)
'(mm)'
2(mm)
(mm)
'(mm)
(2)
VTI före . 25,0
50,6_ 45,7_ 50,3759,7 018,1 111,5 465,0
1 '27,4 * 48,3 45,9 48,6 70,8 135L5 86,7 464.2. 2 27,7 46,7 48,2 46,6 69,6 134,9 88,8 462,5 3 26,2 48,3, 47,2 47,8 70,1 135,2 88,6 463.4 4 25,5 48,6 48,9]47,3 '69,5 135,5 87,4 462,7 5 28,1 45,6 48,0 48,3 69,5 135,4 87,9 462,86
2575
47,7 47,5 48,5 70,1 13573 86.6 462.5
7 27,0 48,7 47,2 48,7 69,6 135,4 87,3 463,9 8 25,1 47,3 47,9 48,0 69,7 133,7 90,7 462.4 9 27,9 45,8 47,1 47,5 70,8 136L2 87,3 462.610
25,7
47,7 46,7 45,2 70,7 134 7 88,11 46213
VTI efterTabell; 9 Laboratorium: I
Kvarstannat material (g) Total . , *i __
material-Sikt-
0,075 0,125 0,250
0,5
1,0
2.0
mängd
botten
(mm)
(mm)
(mm)
(mm)
(mm)
(mm)
(g)
911;ün6 25,1, «51,4' 48,4 50,6
59,8 118,2 111,7
464,9
1
23,6
49,6 52,7 47,3 63,1 114,3 114,0
464,5
2
23,9
51,0 51,2 47,6 63,5 114,5 114,0 465,7
3
24,0
52,0 50,9 48,0 64,0 112,9
14,0 465,8
4
24,0
52,6 50,7 48,2 63,2 113,3 113,9 465,9
5
24,1
r52,9 50,8 47,4 63,6 114,8 12,7 466,3
6
24,0
52,7 50,5 47,9 64,4 13,8 112,3 465,6
7__
_24,0
52,5 50,7 48,8 63,4 114,2 112,4 466,0
8
'23,9
52,9 50,8 48,1 64,4 114,1 111,9 466,1
9
23,9
53,0
51,5 47,6 64,0 115,0 111,0 '466,0
10
23,8
53,1
51,6 48,0 64,0 114,9 111,0 466,4
VTIeüker,23,4
,52,2
50,0
52,7 59,9 116,0 110,9 I464,9
Tabell: 10 Laboratorium: 'l 4 Kvarstannat material (g) Total
' ___material-w
sikt_
0,075 0,125 0,250
0.5
1.0 M .2.0 ' mängd
- 1b0tten' (mm) "(mm)
(mm)
'(mm)
(mm)' (mm)
(g)
v111mre 25,1
50,6 "49,4, 50:5 59,94 118,1 111.6 46510
1
24,3
50,8 49,1 !46,6 62,8 -130,2 100,1 463,9
2
24,0_ 50,9 49,0 46,6 63,0 -128,4 101,1 463,0
3
23,7
50,9 48,9 46,8 62,7 130,0 100,1 463,1
4
23,4
50,7 48,8 46,8 62,8 127,8 102,5 462,8
5
23,2_
50,7 49,4 46,3 62,5 129,5 100,3 461,9
6
22,8
50,8_ 49,3 46,7 62,9 126:7 102,6 461,8
7
22,7
50,8 48,8 46,7 62,9 130,1
99,5 461,5
8
2,3
5948 49,0 46,7
62,8 130,6
98,4 460,6
9
21.9
50,7
48,7
46,8
63.1
130,0 198,5 459.7
10
21,7
50.7 48.9 4618
62.8 129,9 98,6 459.4
VTIeáter'Ql,2
.50,6 48,9 51,1 .59,7
117,9 110,2 459,5
Tabell 11. Differensen i passerat material mellan VTI efter och medelvärdet av réspektive laboratoriums
(A, B , . . . . .. J) 10 siktningar.
Differensen i passerat material
(Vikt*%)
Lab 0,075 0,125 0,250
0,5
1,0
2,0
(mm) (mm) (mm) _ (mm) (mm) (mm)A.
-0,3
-0,2
0,3
0,3
0,8
0,0
B
-0,1
-0,2
-0,3
0,2
0,4 -0,1
0
-0,1
-0,2
0,0
0,2
0,2
0,5
0
-0,4
-0,5
-0,8
0,1
0,0'
0,9
E
-0,3
-0,2
0,1
0,0 -0,5 0,4
F
-0,5 _ -0,6
-0,4. 0,1
-0,1 -0,1
G
*0,3
-0,2
0,5
1,3
-1,8 -4,7
H
-0,9
-0,2 I 0,3
0,9
-1,5 -4,9
1
-0,2
_0,2
-0,4
0,6 -0,2
0,3
J'
_0,4
-0,4 1 -0,4
0,7
0,1
-2,2
VTI MEDDELANDE 125
TABELL 12-21. JÄMFÖRELSER MELLAN SIKTNINGSRESULTAT ER"
HÅLLNA VID VTI OCH RESPEKTIVE vv-LABORATORIUM SAMT
KOMMENTARER TILL DESSA RESULTAT.
Tabell 12 Laboratorium A
Siktning 1 VTI iêie Relativ i Siktning 10 VTI efter RETSE?U (g) (9) avvikelse' (g) (9) avvikelse Sikthotten 24:2 2501 9604 21.9 21.8 100.? 09075 (mm) 49:9 50:2 99.5 50,4 50,2 ?0094
0g125 (mmä
args
sova
9356
43.0 '
50b5
9550
0:250 ämm) 5155 50:0 133,0 51:4 51:2 iOOsS GgS (mm) v 57.1 59:2 96.5 5890 60:0 ?647 1,6 (mm) iiZZEE 117g? 103.9 ?23:1 ?18.5 103.? 2,0 (mm) 110.9 112.1 98:9 108g? 109.3 199.5 KommentarPâ laboratoriets 1.0 mm-sikt ligger 4.6 gram för mycket material. Detta visar både jämförelsen mellan siktning 1 och VTI före samt siktning 10 och VTI efter. Motsvarande avvikelse från kornkurvan är 0.9 %. 1.0 nm-siktens maskvidd är
tro-ligen något för liten.
På 0.125 mmssikten ligger vid samma jämförelse 3.3 reSp 2:5 gram för lite mate-rial. beroende på att både 0.250 och 0.5 mm sikten låter mindre material passera än Vles motsvarande kalibrerade siktar.
Att avvikelserna på sikt 0.250 mm ej överensstämmer kan bero på krossning av material. Speciellt på sikt 2,0 mm.
Tabell 13 Laboratorium 5
Siktning 1 VTI iöre Relativ 'i Siktning 10 VTI efter Relativ
' (9) (g) avvikelse (9) (9) aVViÄCLSG Siktbotten 24.1 25,0 ee.4 22.5 22.3 101.1 02075 (mm) 50.3 50.1 100.5 50.6 30.7 99.3 00125 (mm) 48.8 51,0 95.3 47.1 47.8 9896 04250 (mm) 50.0 50.2 99.7 51.1 52.6 97g1 0:5 (mm) 60.9 59,4 102.6 64.3 63e3 101.7 100 (mm) 118.1 116.6 101.3 114.6 113.7 100.8 ?ao (mm) 112.2 . 113.1 99.2 111.8 111.7 100.1 Kommentar .cr-.p _-0--1__
På 0.125 mm-sikten ligger 2.2 gram för lite material vid jämförelse mellan sikt-ning 1 och VTI före. vilket beror på att 0.5 och 0.250 mm-siktarna låter för lite material passera. Avvikelsen är ej så tydlig vid jämförelse mellansiktning 10.0ch
VTI efter. Anledningen kan vara materialförlust.
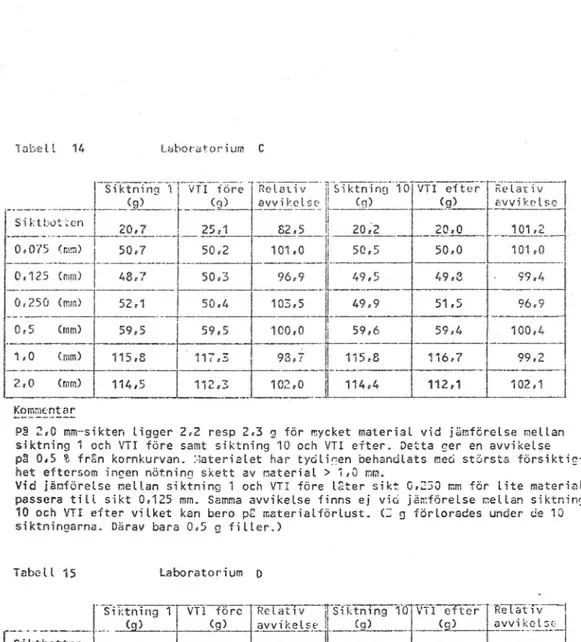
Tahell 14 Laboratorium C
Siktning 1 VTI före' Relativ 'aêiktning 10 VTI efter Relativ -_ (9) (g) avvikelse_ (g) (9) avvikelse
Siktb°ttcn
2047
25,1
82.5
20;2
20.0 _ 101.2
0,075 <mm>k 50.7 50,2 101.0 50.5 - 50,0 10130 0.125 (mm) 48,? 50.3 96.9 49.5 49.3 . 99.4 oszso (mm) 52,1 50.4 103.5 49,9 51.5 96.9 515 (mm) 59,5 59.5 100.0 59.6 59.4 100.4 1.0 (mm) 115.8 '11?.3 98.? 115.8 116,? 99.2 §.0 (mm) 114,5 112.3 102.0 11454 112,1 102.1Kommentar
På 2.0 mm-sikten ligger 2:2 resp 2.3 9 för mycket material vid jämförelse mellan
siktning 1 och VTI före samt siktning 10 och VTI efter. Detta ger en avvikelse
på 0.5 % från kornkurvan. Materialet har tydligen behandlats med största försiktig"
het eftersom ingen nötning skett av material > 1.0 mm.
Vid jämförelse mellan siktning 1 och VTI före låter sikt 0.230 mm för lite material
passera till sikt 0.125 mm. Samma avvikelse finns ej vid jämförelse mellan siktning
10 och VTI efter vilket kan bero på materialförlust. (3 g förlorades under de 10
siktningarna. Därav bara 0.5 0 filler.)U
Tabell 15 Laboratorium D
giktning 1 VTl före Relativ Siktning 10 VTI efter Relativ --- (9) (g) avvikelse (g) (9) aVVlkelse Siktbotten 23.6 25.0 94.4 21.4 20.8 103.1 00075 (mm) 50.4 50.2 100.5 50.1 49.7 100.3 0:125 (mm) 52.5 50.3 104.5 52.1 50.5 103.3 0:250 (mm) 47.3 50,5 93.? 48.0 51.6 93.0 0.5 (mm) 50.4 59.3" 101.9 60.3 60.1 100.3 _4 100 (mm) 113.0 117.0 96.6 113.2 116.8 96.9 2:0 (mm) 116.4 113.0 103.1 114.4 111.2 102.9 Kommentar
Här åskådliggörs tydligt att 2.0 mm-sikten troligen har något för liten maskvidd
och 0.250 ram-sikten något för stor maskvidd.
Tabell16 Laboratorium E
Siktning 1 vif"köre Relativ I Siktning 10 VTI efter Reiäêä3""
_ (9) (g) avvikelse (g) (9) avvikelse Siktbotten 20.8 25.1 83.0 20.0 19.4 103,4 0.075 (mm) 49.5 50,2 98.? 49.0 48.8 100.4 0.125 (mm) 47,3 50,3 94,1 47.9 48.8 9892 '0:250 (mm) 53.6 50.4 106,3 51.3 51.8 99.1 0.5 (mm) 6åi3 59.6 104.5 61,3 59.9 103.3 1.0 (mm) 114.4 118.0 97.0 115.2 117.5 98,0 2.0 (mm) 113.1 111.6 101,4 111.8 110.3 101.4
Kommentar .--..-..-_--_
1.0 mm-sikten bör ha något för stor maskvidd och 0.250 mm*sikten för liten mask-vidd. Att den senare siktens båda relativa avvikelser ej stämmer överens kan bero på materialförlust från denna sikt.
Tabell 17 Laboratorium F
Siktning 1 VTI före Relativ Siktning 10 VTI efter Relälrv *
(g) (9) avvikelse (9) (9) aVVikgtse Siktbotten 23.1 25.1 92.2 19.0 18.6 * 1oafz M4
0,075 (mm)
50.8
50.7
100.2
51.0
50.6
100.8
0'125 (mm)
48.8
49.3
99,1
48,4
49.5
97.8
0-250 (mm) 48.? 50.8 95.9 43.9 50.2 9714 005 (mm) _ 60.8 60.1 101.2 62.1 60.5 102.7 100 (mm) 116.8 117.6 99.3 119,2 117.1 101.8 2 0 (mm) 114.7 111.7 102.7 109.4 111.0 98.6 Kommentar_---_--_-2.0 mm-sikten verkar ha ojämnt stora maskor (se tab. 6).
0.5 mm-sikten [äter för lite material passera till underliggande sikt.
Tabell 18 Laboratorium G
"giiçñiñåuTT VTI före Relativ lfâiilniñêhiÖWVTI efter Relativ
(g) * (g) avvikelse!? (9) (g) avvikelse siktbotten 23.1 25.1 92.2 22.0 21.4 102.3 0.075 (mm) 49,8 50.3 99.1. 50.1 ' 49.9 100.4 0:125 (mm) 47.6_ 49.9 94,3 '46.1 I 49;6 93.0 0:250 (mm) 47.6 50.3 93.8 47.1 50.8 92.7 0:5 <mm3 _75.0 59.4 126.3 ' 73.8 59.2 124.8 1v0 (mm) 132.3 117.1 113.0 131.8 116.1 113.5 2:0 (mm) 89.1 . 112.5 79.2 ! 90.7 113.0 30.3 Kommentar
_uno-_vn___-Tabellen visar att 2.0 och 1.0 mm-siktarna harlâtitzalldeles för mycket material passera. Det motsatta gäller för 0.5 och 0.250 mmnsiktarna.
Vid kalibrering med profilometer erhölls också detta resultat. Dessutom befanns 2.0 och 1.0 mm-siktarna trasiga. Avvikelserna från kornkurvan ligger mellan 1 och
s %.
Tabell 19 Laboratorium H
Siktning 1 VTI före Relativ). -Siktning 10 VTI efter ñêlativ
(9) (g) avyiggiêç (9) (g) avvikelse
Siktbotten
27,4
25,0
109,6
25,7
22.4 I
114.7
0:075 (mm) 48.3 Ah. 50.6 95.5 47.7 50:2 95:0 0 125 (mm) 45.9 49.7 92.4 46.7 50.2 v 93.0 0:250 (mm3 48.6 50,3 96.6 48.7 50.6 96.2 v5 (mm) 70.8 59,7 118.6 70.7 59.2 119.4 100 (mm) 135.5 118.1 114.7 __ 134.7 _ 118.9 113.3 2»0 (mm) 86.7 111.8 ?7.5 88.1 110.3 _ 79.9 Kommentar '_._u..._-_..-2.0 och 0.075"siktarna visar stora avvikelser enligt tabellen. Vid kontroll av dessa siktar kunde konstateras att respektive siktduk lossnat vid siktramens kant och därför lStit för mycket material passera.
Aven l.0 mmrsikten avviker markant. Med profilometer uppmättes dock tillåten
maskvidd.
Efter samtal med för utförda siktningar ansvarig person kunde inte uteslutas att en förväxling av siktar skett på laboratoriet.
Tabell 20 Laboratorium I
Siktnino 1 vik före Relativ lSikining io VTI efter Relativ
(g) 5 (g) avvikelse I (9) (g) avvikelse Siktboiten 23.6 25.1 94.0 23.8 23.4 101.? 0.075 (mm) 49.6 51.4 96.5 53,1 52.2 101.7 OiiZS (mm) 52.? 48.4 108.9 51,6 50.0 103.2 0.250 (mm) 47.3 50.6 93.5 48,0 52.? 91.1 0.5 (mm) 63,1 59,8 105.5 6490 59,9 106.8 1,0 (mm) 114.3 ' 118,2 96.7 114.9 116.0 99,1 2.0 (mm) 114.0 111.? 102,1 111,0 110.9 100.1 Kommentar_-0*-- ___
1.0 mm-sikten låter för mycket material passera till 0.5 mm-sikten. som i sin tur
låter för lite material passera till underliggande sikt. Också denna sikt verkar ha något för stor maskvidd.
Nämnas bör att detta laboratoriums material kan ha blivit fuktigt eftersom
materia-lets totala vikt ökat efter 10 siktningar. Övriga laboratorier har erhållit en viktminskning..
Tabell 21 Laboratorium J
"§iktning 1 VTI före Relativ qSiktning 10 VTI efter RelâfTanñ
__ (9) (g) avv1kelse L (9) . (9) aVVTEEÅÃE_ Siktbotten 24.3 25.1 97.0 g 21.7 21.2 102.4 0:075 (mm) 50.8 50.6 100.4 U 50.? 50,6 100.2 0:125 (mm> 49.1 49.4 99.5 I 43.9 48.9 100.1
0:250 (mm)
46,6 I
50.5
92.3
46.8
51.1
91.6
0:5 - (mm) '62.8 59.9 g104.9 62.8 59.7 105.3 1:0 (mm) 130.2 118.1 110,3 129.9 117.9 110.2 2:0 (mm) 100.1 111.6 39.7 93.6 110.2 39.5 ESmTåüäêfAvvikelserna för 2.0 och 0.5 mm-siktarna visar enhetligt att dessa låter för mycket
resp för lite material passera. Vid kalibrering med profilometer befanns 2.0 mm-sikten ha på gränsen till för stora masker. Enskilda icke godkända maskor kunde
också uppmätas.
0.5 mm-sikten godkändes vid samma kalibrering. Mätning av enskilda maskor gjordes ej. Motsvarande avvikelser på kornkurvan uppgår till omkr 2.5 resp 1 %.
V T I M E D D E L A N D E 1 2 5
Tabell 22, ReSultat av optisk kalibrering utförd på den vid laboratorium G använda siktserien.
På VTI med profilometer uppmätta Värden Normer enligt ASTM E 11
Maskvidd
(mm)
Tråddiameter
(mm) Tillåten variation(mm) Max. maskvidd enskilda maskar
enskilda tråddiameter maskvidd
maskor
Sikt horisont. vertik. horisont. vertik.
2,0*
0,609 0,6052,071
1,8591,411
2,625
2,258
1,463
2,576
0,855-0,945
1,93-2,070
2,215
1,0*
0,266 0,269 0,9951,003
0,871
0,877
1,068
0,876
1,185
0,551-0,609
0,960-1,040 1,080
1,135
0,50,342
0,359
0,4910,447
0,3145-0,3655 0,480-0,520
0,550 0,585 0,1590,162
0,253
0,232
0,1665-0,1935 0,238m0,262 0,283
0,306 0,1250,093
0,089
0,1170,126
0,0842-0,0978 0,11890,132 0,147
0,163
0,075 0,0540,055
0,071 0,07510,0730,071
0,073
10,0720,0477-0,0583,
0,070-0,080
0,0910,103
Tabell 23. Resultat av optisk kalibrering utförd på den vid laboratorium J använda siktserien.
På VTI med profilometer uppmätta värden Normer enligt ASTM E 11
l V T I M E D D E L A N D E 1 2
5 Tråddiameter Maskvidd Tillåten variation
(mm) (mm) (mm) Max. maskvidd
N
Ln
VI enskilda
maskor
enskilda tråddiameter maskvidd
maskor
Sikt horisont. vertik. horisont; vertik.
2,0
0,890 0,913 2,0042,070
2,270 2,212
2,205 2,172
2,158
0,855-0,945
1,93-2,070
2,135
2,215 1,0 0,549 0,5651,009
0,9840,551-0,609
0,960-1,040 1,0801,135
0,50,324
0,316
.-4p .. . m . 00,496
0,5030,3145-0,3655 0,480-0,520 0,550
0,585
0,250*
0,1800,177
0,2520,251
0,1665-0,1935 0,238-0,262 0,283'
0,306 0,125 0,0910,086
0,1210,129
0,0842-0,0978 0,118-0,132 0,147
0,163
0,075
0,055
0,078
0,078
0,073
0,074
0,0477_0,0583
0,070-0,0800,091
0,103
VT
I
ME
DD
EL
AN
DE
12
5
Tabell 24. Resultat av optisk kalibrering utförd på den vid laboratorium.H använda siktserien.
I
På VTI med profilometer uppmätta värden Normer enligt ASTM E 11
Tråddiameter Maskvidd
(mm) Tillåten variation(mm) Mai. maskvidd
Sikt horisont. vertik. horisont. vertik. enskilda maskor
tråddiameter maskvidd
<SZ
enskildamaskor
2,0*
0,855-0,945 1,93*2,0702,135
2,215
1,00,558
0,564
1,007
0,9981,053
1,058
0,551-0,609
0,960-1,040 1,080
1,1350,5
0,322
0,320
0,500
0,3145-0,36550,480-0,520
0,550
0,5850,250
0,170
0,166
0,233
0,242
0,1665-0,1935
0,238-0,262 0,2830,306
0,1250,096
0,090
0,119
0,126
0,0842-0,0978 0,118-0,132 0,147
0,1630,075*
EO,O477-0,0583
0,070-0,080
0,091
0,103
* Siktduken på dessa båda siktar hade lossnat