Flexural strength of zirconia
after different grinding
strategies.
Markus Rosensvärd
David Danneker
Supervisor: Camilla Johansson, MScDT
Bachelor thesis in odontology (15 HP)
Malmö University
Dental technician program
Faculty of Odontology
Abstract
Aim
The purpose of this study is to investigate whether grinding zirconia with silicon carbide, diamond, water cooling, high speed turbine and low speed handpiece affects the flexural strength of zirconia.
Material and method
Fifty specimens of high translucent yttrium oxide stabilized tetragonal zirconia were produced using CAD/CAM. The specimens were divided into 5 groups with 10 in each; polished with low speed handpiece (P), high speed turbine with water cooling using a fine diamond burr (HDW), high speed turbine without cooling using a fine diamond burr (HDD), low speed handpiece with a fine diamond burr (LD) and low speed handpiece with silicon carbide burr (LC). After grinding all specimens were polished with a slow speed handpiece and a polishing wheel. Artificial aging was performed using cyclic dynamic loading and thermocycling. The specimens were then tested in a biaxial flexural strength test using a universal testing
machine. The results were analysed by One-way ANOVA, Tukey’s test and the level of significance was set at α = 0.05.
Results
The results showed no significant differences between the groups. Mean value (MPa) for each group and SD; P 1061(±82), HDW 1023(±92), HDD 1002(±127), LD 812(±228) and LS 984(±83).
Conclusion
Within the limitations of this study it can be concluded that flexural strength of zirconia is not significantly affected using the following grinding processes:
High-speed turbine with fine diamond and water cooling or with fine diamond without water cooling, low-speed handpiece with fine diamond or with silicon carbide burr when the zirconia has been polished.
Sammanfattning
Syfte
Syftet med föreliggande studie är att undersöka om slipning av zirkonia med silikatkarbid, diamant, vattenkylning, höghastighetsturbin och låghastighetshandstycke påverkar
böjhållfastheten hos zirkonia.
Material och metod
Femtio provkroppar av högtranslucent yttriumoxidstabiliserad tetragonal zirkonia
framställdes med CAD/CAM. Provkropparna delades in i 5 grupper med 10 i varje; polerad med låghastighetshandstycke (P), vattenkylning med finkornig diamantfräs (HDW),
höghastighetsturbinshandstycke utan vattenkylning med finkornig diamantfräs (HDD), låghastighetshandstycke med finkornig diamantfräs (LD) och låghastighetshandstycke med kiselkarbidfräs (LC). Efter slipningen polerades alla provkropparna med
låghastighetshandstycke och polertrissa. Artificiell åldring genomfördes med cyklisk dynamisk förbelastning och termocykling. Provkropparna testades med ett biaxialt
böjhållfasthetstest i en universaltestmaskin. Resultaten analyserades med hjälp av en One-way ANOVA, Tukey’s test med signifikansnivån α = 0,05.
Resultat
Resultatet visade ingen signifikant skillnad mellan de olika grupperna. Medelvärde (MPa) för varje grupp och standardavvikelser var P 1061(±82), HDW 1023(±92), HDD 1002(±127), LD 812(±228) och LS 984(±83).
Slutsats
Inom begränsningarna för föreliggande studie kan slutsatsen dras att böjhållfastheten hos zirkonia inte signifikant påverkas efter användning av följande slipningsprocesser: Höghastighetsturbin med finkornig diamantfräs och vattenkylning eller med höghastighetsturbin med finkornig diamantfräs och utan vattenkylning eller med
låghastighetshandstycke med finkornig diamantfräs eller kiselkarbidfräs när zirkoniaytan har polerats.
Table of contents
Abstract ... 1
Sammanfattning ... 3
Introduction ... 5
Statement of the problem ... 7
Purpose ... 7
Hypotheses ... 7
Material and method ... 8
Results ... 10 Discussion ... 11 Conclusion ... 13 References ... 14 Acknowledgements ... 16 Appendix 1 Table 3. Materials.
Table 4. Tools, machines and software.
Table 5. Final thickness at fracture, medians in mm. Table 6. Firing scheme.
Introduction
Zirconia or Yttrium Oxide Stabilized Tetragonal Polycrystalline (Y-TZP) is a material used for dental restorations.(1,2) The main motivation for using zirconia as a material in biological environments is the chemical and dimensional stability traits, its mechanical strength and toughness, coupled with an E-modulus which can be compared with alloys of stainless
steel.(3) It is also considered more aesthetic than metal-based restorations which has made zirconia gain in popularity.(4) Its clinical survival rate has been shown to be 92.1% for zirconia based all ceramic single crowns during a period of 5 years which makes it a useful material for intra oral restorations.(5) Zirconia can be used as a material used for
manufacturing of frameworks and monolithic fixed dental prostheses.(6)
Zirconia is a polymorphic metastable material that can phase transform under stress or extreme temperature changes. At room temperature pure zirconia is monoclinic, this phase is stable until approximately 1170°C, above this temperature the phase changes to tetragonal. At approximately 2370°C it changes again, this time to cubic phase.(2) In the 70’s it was
discovered that zirconia can be doped with oxides such as CaO, MgO, La2O3, and Y2O3 to stabilize the tetragonal phase when cooling to room temperature. Today most dental
zirconia’s are doped with Y2O3 and CeO2, where Y2O3 is the more common of the two.(2,7) Zirconia is usually doped with approximately 3mol% yttria (Y2O3), stabilizing the tetragonal phase at room temperature after heating.(2)
Tetragonal to monoclinic transformations occurs when a crack starts to form. The tetragonal phase changes to monoclinic at the crack tip which leads to a small expansion of volume (approx. 4.5%) in this local area, because the size difference between the tetragonal and monoclinic phases, and it inhibits the crack from propagating.(3,8) Triggering this effect can increase the fracture toughness of zirconia. However, zirconia is a ceramic and that makes it intrinsically brittle so the continuance of surface and subsurface flaws can have a negative effect on its flexural strength.(8) Zirconia can also be affected by low temperature degradation (LTD). It begins superficially by introducing water molecules into the structural makeup, by filling oxygen vacancies which stabilize the tetragonal phase, and continues from the surface to the bulk material. This leads to a reduction in strength and fracture toughness.(9)
A major drawback to traditional zirconia is its opacity. This opacity becomes an issue when placing an anterior crown. In order to compensate for this opacity, it is possible to veneer the zirconia with porcelain to cover the opaque zirconia core to match the optical properties of the neighbouring natural teeth. This requires more tooth structure to be removed to allow enough space for both core and porcelain.(10) Another drawback with veneered zirconia is porcelain chipping, which is the most frequent reported failures of veneered zirconia according to Zarone et al.(11) Today it is possible to create a more translucent zirconia by keeping the grain size below 100 nm and substitute some tetragonal phases with cubic zirconia to reduce the grain boundary light scattering. This can make the zirconia more brittle and decrease its flexural strength.(10)
Zirconia restorations are mainly fabricated using computer aided design (CAD) and computer aided manufacturing (CAM). This process subtracts material from a disc that is pre sintered using a CNC machine. After the machining process is completed, the object is fully sintered in varying temperatures depending on manufacturer, usually between 1350°C and 1550°C.(2) This sintering process causes the object to shrink approximately 20%, which is specified by the manufacturer and compensated in the CAD software.(8) The design might need some
reshaping in areas such as margin adaptation, internal angles or connectors.(12) These areas are subjected to more tensile stresses and it is therefore important that they retain as much strength as possible after grinding and if the margin has a poor adaptation towards the remaining tooth structure it increases plaque retention which can lead to periodontal disease or caries.(13,14)
The amount of manual grinding required depends on the design of the framework, how precise the milling is, and the shape and quality of the preparation.(12) Such manual grinding may have an adverse effect of the restoration´s flexural strength depending on how coarse the burr or stone is. The grit size for the diamond burrs that are used in dental laboratories are divided into super coarse (150-180μm), coarse (125-150μm), standard (100-110μm), fine (45-50μm) and superfine (15-30μm). According to Pereira et al.(15) there are conflicting results in studies of the effect regarding grinding with diamond instruments. Some studies have shown a positive effect in fracture toughness, which is most likely due to the phase
transformation of zirconia resulting in an expansion that seals superficial defects. Pereira Et al. also states that using grit size <50 μm can increase the flexural strength of zirconia.(15) Another factor that affect the surface is the presence of water cooling, although it has been reported to not have a statistical difference to the flexural strength.(15) Generally, ceramic materials fail when exposed to sudden temperature changes or repeated exposure to different temperatures, also called thermal shock and thermal fatigue. Due to the low thermal
conductivity of the material it expands more at the surface than in the inner core. The opposite is true when ceramics are cooled, then the surface is under tensile stress and the core is
subjected to compressive stress.(16) Dental laboratories are not always equipped with high-speed water cooled handpieces (turbine) and instead a low-high-speed non-cooled handpiece (handpiece) with a silicate carbide burr is used. Most research does not include the use of a slow-speed handpiece with a silicate carbide burr.(15) Therefore it is important that studies on this subject are conducted.
Statement of the problem
Does the grinding of fully sintered zirconia with different burrs and with water cooling affect the flexural strength of zirconia?
Purpose
The purpose of this study is to investigate whether grinding zirconia with silicon carbide, diamond, water cooling, high speed turbine and low speed handpiece affects its flexural strength.
Hypotheses
The null hypothesis is that there is no statistical significance of the flexural strength of zirconia whether it has been modified with or without water cooling, due to the
transformation toughening mechanism of partially stabilized zirkonia.
The null hypothesis is that there is no statistical significance of the flexural strength of
zirconia whether it has been ground with fine diamond burr with high- or low-speed or silicon carbide burr, due tothe transformation toughening mechanism of partially stabilized zirkonia.
Material and method
A power analysis was performed to determine the number of specimens required. Based on previous studies, (15) a power of 95%, with 110 MPa within groups, 190 MPa between groups and a significance level of α = 0.05 a sample size of 10 was determined. The material used was 3M Lava™ Plus high translucency zirconia (1,2).
The specimens were designed in FreeCAD (a)according to ISO standard as discs and exported as a STL file and nested in Hyperdent software (b).(17) The specimens (1,2) were machined (c) (N=50) in a white state and then carefully removed from the disc with a narrow fine diamond burr (3) with a high-speed handpiece(d) (turbine) without coolant according to the
manufacturer’s recommendations. (24) The remaining material from the connectors was removed by the same method (d,3) and according to the manufacturer’s instruction. All specimens were fully sintered in a sintering furnace (e) according to the manufacturer’s recommendations with a final temperature of 1450°C. The final dimensions were checked with digital callipers (k) and they were 1.2 mm thick and 12 mm in diameter. No further alterations of the specimens were done before grinding or polishing. All specimens were produced according to ISO standard 6872(17) and within the manufacturer’s instructions. There were 5 test groups with 10 specimens in each group (table 1). Three zirconia discs (1) were from the same batch and one disc (2) was from another. After sintering the specimens from the three discs of the same batch, they were randomly distributed into each group which amounted to 8 and then the specimens from the other batch were randomly distributed into each group until a sample size of 10 specimens were reached. All groups were subjected to the same process with their respective burrs and handpieces.
Table 1. Definition of groups.
Group Quantity Tool Burr Max
rpm Water cooling Polish P 10 - - - No Yes HDW 10 Turbine (High-speed)
Fine diamond 300000 Yes Yes
HDD 10 Turbine
(High-speed)
Fine diamond 300000 No Yes
LD 10 Handpiece
(Low-speed)
Fine diamond 30000 No Yes
LS 10 Handpiece
(Low-speed)
Silicon carbide 15000 No Yes
A template of acrylic resin (4,5) to fit each specimen and leave a square visible from above was produced, allowing for a waterproof marker (6) to draw a square mark of 5mm x 6mm.
repeated 3 times for each specimen. Before each group the burrs and diamonds were changed to a new one (7,8,9).
During the grinding of group HDW the water temperature was calibrated to 20(±1)°C and the flow rate of water coolant was calibrated to 20ml (±1)/min. This calibration was repeated every 5 specimens.
All groups were polished using a low speed handpiece (f) using a polishing wheel (10) at a speed of 7 000rpm. One dental technician student polished all specimens blindly. The duration of polishing was set to 90(±30) seconds.
All specimens were cleaned with isopropanol (11) and blow-dried using oil-free air before a simulation glaze firing was done at 930°C with a holding time of 1 minute with a heating rate of 80°C/min in a calibrated furnace (g). The specimens were placed on two stacked ceramic firing trays (12). Each group was fired separately (Appendix 1, table 6).
Preloading was done with a dynamic loading (h) of each specimen for 10 000 cycles with a load of 10-100N at 1Hz. The preloading was done in a wet environment with a plastic film placed between all pressure points and the specimens (13). During the preloading the specimens where placed on three steel balls in a circle with a diameter of 10mm and loaded centrally with a metal punch on the specimen.
The specimens were thermocycled (i) in deionized water baths at 5°C and 55°C respectively for 5000 cycles. The cycles consisted of 20 seconds in each of the baths and a transfer time of 20 seconds, totalling in a cycle time of 60 seconds.
The specimens were tested using a biaxial flexural strength test following the ISO standard 6872 (17) in a universal testing machine Instron(j) until fracture, defined by visual and acoustic markers, was produced and the maximum load was registered. During the test the specimens were placed on three steel balls in a circle with a diameter of 10mm and loaded centrally with a metal punch on the specimen. All specimens were oriented in the same position relative to the horizontal grinding axis and positioned with the treated surface facing down in a wet environment and a plastic film (13) was placed between all pressure points and the specimens. The test was conducted with a crosshead speed of 0.5mm/min.
After fracture, the thickness of the specimens was measured at three different points of the ground area with electronic callipers (k) and the median was used for calculations. Calculations of the flexural strength in megapascals from newton were done according to ISO standard 6872.(17) The results were analysed using One-way ANOVA, Tukey´s test with a level of significance at α = 0.05 (n).
Results
Group P had the highest mean and LD the lowest mean, see table 2 for all values. The results showed no significant differences between the groups (p > 0.05).
Table 2. Results of the flexural strength test in MPa.
Group Quantity Mean Standard
deviation Min Max P 10 1061 ±82 865 1137 HDW 10 1023 ±92 869 1144 HDD 10 1002 ±127 790 1247 LD* 9 812 ±228 542 1201 LS 10 984 ±83 853 1065
Discussion
Fabrication of zirconia restorations and frameworks are becoming more and more common today.(18) Most objects produced need some level of manual processing and it is important for dental technicians to be aware of the consequences of grinding. Many different techniques can be used, and it can be difficult to know which technique to use. The manufacturer of zirconia often recommends one technique and the manufacturer of burrs another.
Following ISO 6872(17) all the discs should have been from the same batch but unfortunately this was not possible. To prevent any possible differences between the batches from affecting the results, the number of specimens from each batch was the same for every group. To avoid subjectively affecting the treatment of the different batches the specimens were not marked, but this also made it impossible to determine if there were differences between the batches. ISO 6872(17) also states that the specimens should be 1.5 mm thick after sintering and then ground to 1.2mm, but since the purpose of this study was to evaluate the effect of grinding following the ISO could have affected the results. All CAD/CAM systems today produce very precise objects and should not need grinding to become uniform.
The grinding was performed by one single skilled operator in order to standardize the procedure as much as possible. The method of using permanent marker and grinding backwards and forwards along one single axis until all pen-markings were removed was performed by Pereira et al. in a previous similar study and this method was copied.(22) In a clinical situation grinding would be performed in a similar way. The burrs and grinding stones were not replaced between the specimens within the group, only when a new group was started. Due to the small sample size it was not considered necessary. The amount of material removed during the grinding process was similar within each group but there was a difference between the groups. (Table 5, appendix 1) This shows that the standardization within the groups was good, but to increase the validity a better standardization between the groups would have been needed. This can give a better understanding of how different grinding methods affect the zirconia.
According to Pereira’s review fine grit size diamonds or finer should always be used.(15) Therefore, rough and medium grit size diamond burrs were excluded in the study.(15) Silicon carbide burrs were included due to their prevalence in dental laboratories and the fact that the manufacturer of silicon carbide burrs recommends them for use on all types of ceramics.(25) Glaze was considered but excluded in favour of polishing. The test was a flexural strength test of artificially aged zirconia, not the glaze and in-vivo the glaze wears off. Studies also show that polishing gives zirconia a homogeneous surface with low abrasion towards antagonists compared to glaze.(18) The glaze might have filled the superficial voids in the material’s surface, temporarily increased the strength and prohibited LTD from occurring.(19) A simulated glaze firing was done according to Vita glaze firing program, which is the recommended glaze according to the manufacturer of the zirconia to simulate the clinical circumstances of stain and glaze firing. Instead the surface of the specimens was polished until judged as glossy. This may be a source of error where the human factor plays a part. There were difficulties in judging the glossiness due to the different surface structures between the groups. This caused the polishing times (90(±30 seconds)) to differ and difficult to standardize. This may have influenced the results. Although due to the limitations of this study the effect of the surface roughness on the flexural strength cannot be confirmed or
dismissed. One single skilled operator polished the specimens blindly to not affect the outcome.
Sandblasting can be done in cases where the restoration is to be cemented. Sandblasting on the cementation surface would have increased the surface area and presumably be a source of error. Also it might affect the phase transformations on the surface.(19) This was therefore excluded due to the difference between cemented restoration and the specimens in this study. Excluding sandblasting also excluded a possible source of error. The specimens underwent thermocycling and preloading to simulate aging before being tested. This artificial aging is conducted to simulate the in-vivo situation as much as possible in an in-vitro study. During these procedures LTD may have occurred and may have had an effect on the flexural strength of the zirconia(15). This can have affected the different groups differently depending on the amount of grinding and polishing that was done. There was no exact measurement of the grinding depth during this procedure which led to small differences within groups and somewhat larger differences between the groups. (Appendix 1, table 5)
There were some difficulties in measuring the thickness of the specimens during grinding since the ground area was in the centre. This led to that the measuring could only be done after the test was completed and the specimens were fractured. As a result, it was impossible to determine the exact amount of material that was removed through grinding. However, none of the specimens underwent major adjustments during grinding as these never exceeded 0.1mm of grinding. A more standardized method would have been advantageous. For
instance, if the specimens would have been designed with a positive geometric shape on them that consequently would have been ground until the specimens were completely flat, a more consistent amount of material would have been removed. The final thickness of the processed area was still within the minimal thickness recommended by the manufacturer for all types of frameworks and crowns.(24) According to ISO 6872 the mechanical properties of material used for clinical fixed dental prostheses for four or more units should be greater than 800 MPa. According to the zirconia manufacturer the mean flexural strength is above 1200 MPa. (26) All groups in this study had a value greater than 800 MPa, indicating enough strength for clinical use.
A biaxial flexural strength test was chosen due to the reduced risk of edge fractures, which may occur during a three point or four point flexural test.(1) This method was also chosen to be able to compare the results to similar studies on similar subjects.(9,22) One specimen in the LD group was accidentally fractured in the process and no data was recorded. This probably did not affect the statistical outcome of the effected group.
Even though the results of the groups showed no statistically significant differences, a lower numerical value and greater standard deviation was observed in the LD group (±228). It may suggest that it is a less favourable way of grinding zirconia. Alternatively, HDW (±92) and LS (±83) showed a smaller standard deviation which may indicate a more reliable result after grinding. Pereira et al. also had similar results when using fine diamond burrs, showing no reduction in the flexural strength of the zirconia after grinding.(9) This should be considered by the dental technician when choosing grinding technique to optimize the flexural strength.
from an environmental, economic and work environmental point of view when choosing material and methods of production. For example, using white stage zirconia reduces the wear of machines and milling tools which makes it last longer, but when grinding a white stage disc, a fine powder which can be harmful to the technicians’ health is produced. All sorts of dusts should always be avoided due to the harm it can cause when inhaled.(23) According to the manufacturer of the zirconia, the laboratory technician should always avoid inhaling the ceramic dust created during processing and wear protective eyewear during processing.(24) A greater standardization of grinding and polishing would increase the comparability between studies and give a greater significance to the findings. There where difficulties in polishing the groups evenly due to the different surface structures after grinding. Different surface roughness can have an impact on the flexural strength of the material. This may have affected the results in unforeseen ways. Further studies on surface roughness and grinding techniques are needed.
Conclusion
Within the limitations of this study it can be concluded that flexural strength of zirconia is not significantly affected using the following grinding processes:
High-speed turbine with fine diamond and water cooling or with fine diamond without water cooling, low-speed handpiece with fine diamond or with silicon carbide burr when the zirconia has been polished.
References
1. Anusavice KJ, Shen C, Rawls RH. Science of Dental Materials. 12th ed. St. Louis, Mo. W B Saunders Co Ltd; 2012.
2. Denry I, Kelly JR. State of the art of zirconia for dental applications. Dent Mater 2008; 24: 299–307.
3. Piconi C, Maccauro G. Zirconia as a ceramic biomaterial. Biomaterials 1999; 20: 1–25. 4. Shahmiri R, Standard OC, Hart JN, Sorrell CC. Optical properties of zirconia ceramics
for esthetic dental restorations: A systematic review. J Prosthet Dent 2018; 119: 36–46. 5. Sailer I, Makarov NA, Thoma DS, Zwahlen M, Pjetursson BE. All-ceramic or
metal-ceramic tooth-supported fixed dental prostheses (FDPs)? A systematic review of the survival and complication rates. Part I: Single crowns (SCs). Dent Mater 2015; 31: 603–23.
6. Denry I, Kelly JR. Emerging ceramic-based materials for dentistry. J Dent Res 2014; 93: 1235–42.
7. Kelly JR, Denry I. Stabilized zirconia as a structural ceramic: An overview. Dent Mater 2008; 24: 289–98.
8. Wongkamhaeng K, Dawson D V., Holloway JA, Denry I. Effect of Surface
Modification on In-Depth Transformations and Flexural Strength of Zirconia Ceramics. J Prosthodont 2019; 28: 364–375.
9. Pereira GK, Amaral M, Cesar PF, Bottino MC, Kleverlaan CJ, Valandro LF. Effect of low-temperature aging on the mechanical behavior of ground Y-TZP. J Mech Behav Biomed Mater 2015; 45: 183–92.
10. Zhang Y. Making yttria-stabilized tetragonal zirconia translucent. Dent Mater 2014; 30: 1195–203.
11. Zarone F, Russo S, Sorrentino R. From porcelain-fused-to-metal to zirconia: Clinical and experimental considerations. Dent Mater 2011; 27: 83–96.
12. Canneto JJ, Cattani-Lorente M, Durual S, Wiskott A, Scherrer SS. Grinding damage assessment on four high-strength ceramics. Dent Mater 2016; 32: 171–82.
13. Bindl A, Mörmann WH. Marginal and internal fit of all-ceramic CAD/CAM crown-copings on chamfer preparations. J Oral Rehabil 2005; 32: 441–7.
14. Al Refai R, Saker S. Clinical and radiographic assessment of reasons for replacement of metal- ceramic fixed dental prostheses in patients referring to dental school. J Clin Exp Dent 2018; 10: 75–80.
15. Pereira GK, Fraga S, Montagner AF, Soares FZ, Kleverlaan CJ, Valandro LF. The effect of grinding on the mechanical behavior of Y-TZP ceramics: A systematic review and meta-analyses. J Mech Behav Biomed Mater 2016; 63: 417–42.
16. Panda PK, Kannan TS, Dubois J, Olagnon C, Fantozzi G. Thermal shock and thermal fatigue study of ceramic materials on a newly developed ascending thermal shock test equipment. Sci Technol Adv Mater 2002; 3: 327–34.
17. ISO. ISO 6872:2015 Dentistry - Ceramic materials. Brussels; 2015.
18. Janyavula S, Lawson N, Cakir D, Beck P, Ramp LC, Burgess JO. The wear of polished and glazed zirconia against enamel. J Prosthet Dent 2013; 109: 22–9.
21. Ramos GF, Pereira GK, Amaral M, Valandro LF, Bottino MA. Effect of grinding and heat treatment on the mechanical behavior of zirconia ceramic. Braz Oral Res 2016; 30.
22. Pereira GK, Amaral M, Simoneti R, Rocha GC, Cesar PF, Valandro LF. Effect of grinding with diamond-disc and -bur on the mechanical behavior of a Y-TZP ceramic. J Mech Behav Biomed Mater 2014; 37: 133–40.
23. Radi S, Dalphin JC, Manzoni P, Pernet D, Leboube MP, Viel JF. Respiratory morbidity in a population of French dental technicians. Occup Environ Med 2002; 59: 398–404.
Other references:
24. 3M ESPE LavaTM plus, Instructions for use. 2019.
25. Edenta AG Dental Laboratory product catalogue. 2017:12 26. 3M ESPE LavaTM plus, Technical product profile. 2012:12
Acknowledgements
Many thanks to,Camilla Johansson, MScDT, Malmö University, for excellent feedback, support and
motivation.
Anders Folker, Laboratory Manager, Örestads dental laboratory, Malmö, for help with
production and general support.
Örestads dental laboratory, Malmö, thanks to the staff for help, support and many laughs. Evaggelia Papia, Dr. Odont. Vet., Malmö University, for support and motivation.
Annika Winje, Senior Product Manager, 3M, for help with support and material sponship.
Lisa Lindström, Scientific Affairs & Education Executive, 3M, for help with support and
material sponsorship.
Appendix 1
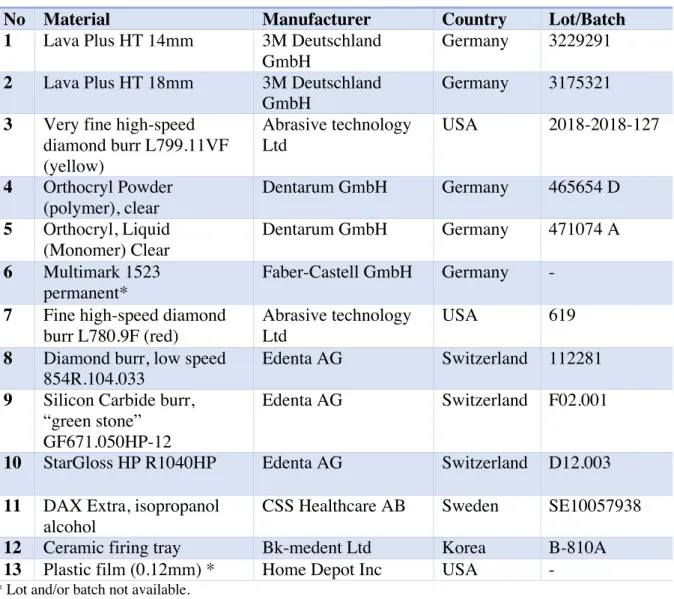
Table 3 Materials.
No Material Manufacturer Country Lot/Batch
1 Lava Plus HT 14mm 3M Deutschland GmbH
Germany 3229291
2 Lava Plus HT 18mm 3M Deutschland GmbH
Germany 3175321
3 Very fine high-speed diamond burr L799.11VF (yellow) Abrasive technology Ltd USA 2018-2018-127 4 Orthocryl Powder (polymer), clear Dentarum GmbH Germany 465654 D 5 Orthocryl, Liquid (Monomer) Clear Dentarum GmbH Germany 471074 A 6 Multimark 1523 permanent* Faber-Castell GmbH Germany -
7 Fine high-speed diamond burr L780.9F (red)
Abrasive technology Ltd
USA 619
8 Diamond burr, low speed 854R.104.033
Edenta AG Switzerland 112281
9 Silicon Carbide burr, “green stone”
GF671.050HP-12
Edenta AG Switzerland F02.001
10 StarGloss HP R1040HP Edenta AG Switzerland D12.003
11 DAX Extra, isopropanol
alcohol
CSS Healthcare AB Sweden SE10057938
12 Ceramic firing tray Bk-medent Ltd Korea B-810A
13 Plastic film (0.12mm) * Home Depot Inc USA -
Table 4 Tools, machines and software.
No Machine/Tool/Software Product name Model/Version Manufacturer
a CAD Software FreeCAD 0.17 FreeCAD
b Nesting software Hyperdent 8.2.1 Follow-me!
Technology group GmbH
c CAM unit Datron D5 Datron Dynamics,
Inc
d High speed handpiece K air Plus SN 05-1001501 KaVo Dental GmbH
e Zirconia sintering furnace KaVo Therm 4180 KaVo Dental GmbH
f KaVo EWL handpiece Typ 4941 KaVo Dental GmbH
g Porcelain sintering furnace Programat EP5000/G2 Ivoclar Viadent AG
h Preloader Pamaco AB MTI Engineering
AB
i Thermocycler THE-1100 290515-T-270 SD Mechatronik
GmbH
j Universal testing machine Instron 4665 Illinois Tool Works Inc
k Digital calipers Horex Digi-Met
2212216 Helios-Preisser GmbH
n Statistical software IBM SPSS Statistics
Version 25 IBM Corp
Table 5 Final thickness of ground area, medians in mm.
Group 1 2 3 4 5 6 7 8 9 10 P 1.17 1.18 1.18 1.17 1.19 1.18 1.18 1.18 1.17 1.16 HDW 1.15 1.16 1.16 1.15 1.16 1.14 1.15 1.16 1.16 1.15 LS 1.17 1.17 1.16 1.15 1.17 1.17 1.16 1.17 1.17 1.16 HDD 1.13 1.12 1.13 1.12 1.13 1.13 1.13 1.13 1.13 1.14 LD* 1.16 1.15 1.16 1.16 1.16 1.16 1.17 1.15 1.15 -
*One specimen was lost in the mounting process of the universal testing machine.
Table 6 Firing scheme.
Starting temperature Closing time Rate of heating Final temperature Holding time Opening 500°C 4 min 80°C/ min 930°C 1 min 600°C
Figure 1