Akademin för innovation, design och teknik
Examensarbetets uppdragsgivare
Examensarbete, produktutveckling, 30 Hp, nivå 3 avancerad
Produkt- och processutveckling
Civilingenjörsprogrammet Innovation och produktdesign
Rapportkod: IDPPOPEXD: 07:83
Författare: Åsa Dahl
Uppdragsgivare: Bonaj AB
Handledare (företag): Åsa Rydén Handledare (högskola): Rolf Lövgren
SAMMANFATTNING
Den här rapporten innehåller två produktutvecklingsprojekt som utförts i samarbete med Bonaj AB. Bonaj AB är ett företag i Eskilstuna inom stål- och plastindustrin. De tillverkar bland annat trädgårds- och hushållsprodukter till Lindén international AB och Fiskars Brands, inc.
Strax före sommaren 2007 uppsöktes Bonaj AB för att se om de hade något klurigt problem lagom till ett examensarbete. De hade ett problem – en vitlökspress var omständlig att montera och därmed inte någon vidare lönsam historia. Försäljningsvolymen hade dessutom ökat med cirka 300 % de senaste åren. Av vitlökspressens åtta delar består hälften av nitar som håller samman vitlökspressen. Dessa nitar måste bort och ersättas med en mindre omständligt hopfästningsanordning.
Bonaj AB vill utveckla en helt ny vitlökspress och behålla sin gamla eftersom den säljer så bra. Dock känns det ohyggligt onödigt för Bonaj AB att investera i ett nytt formverktyg till den gamla vitlökspressen som till större delen består av formsprutad plast. Efter många om och men beslöt sig Bonaj AB för att göra om den gamla vitlökspressen – i det gamla verktyget. Detta projekt benämns
projektuppgift A i rapporten. Det blev nämligen även en projektuppgift B. Produktutvecklingsprojekt nummer två, det vill säga projektuppgift B, kom istället att behandla förarbetet inför en nyutveckling. Projektuppgift B resulterade i ett inspirationsdokument till Bonaj AB.
Detta projekt har krävt ett nytt kunskapsinfångande inom plastens värld bland annat om materialegenskaper, tillverkningsprocessen formsprutning och
utformningen av detaljer för just formsprutning. Verktygsmodifiering visade sig vara en ganska besvärlig procedur och därför fick Bonaj AB agera
konceptutvärderare. I samband med konceptutvärderingen uppdagades det att ett av nitparen dessvärre behövde vara kvar. Formverktyget var nämligen inte modifierbart i den omfattningen som krävdes för en annan lösning än den som fanns.
Det andra nitparet arbetades det däremot fram en lösning till. Nitparet ersattes av en lite kula och ett stöd för presskraften, för att hindra kulan från att hoppa ur läge när en vitlöksklyfta pressas. Förutom nitproblematiken hade Bonaj AB ytterligare ett önskemål om en förändring. Den del som vitlöken pressas ut genom är en löstagbar del bestående av ett tunt stål som är ganska vasst att handskas med. Bonaj AB:s önskan var att det här tunna stålet på något vis skulle få hjälp upp ur presskålen. På så vis skulle man slippa att handskas med den detaljen. När lösningen på det här problemet uppdagades var det så självklart att inget annat koncept arbetades fram.
Ritningsunderlag har delgivits Bonaj AB och de har börjat begära in offerter från olika verktygstillverkare för modifieringsarbetet i formrummet.
INNEHÅLLSFÖRTECKNING
1 INLEDNING ... 8 1.1 BAKGRUND ... 8 1.2 SYFTE ... 8 1.3 MÅL ... 8 1.4 RESURSER ... 8 1.5 PRECISERING AV UPPGIFT ... 9 1.5.1 Projektdirektiv ... 92 TEORI OCH METOD ... 10
2.1 TEORETISK REFERENSRAM ... 10 2.1.1 Undersökningsmetodisk litteratur ... 10 2.1.2 Produktutvecklingslitteratur ... 10 2.1.3 Projektspecifik litteratur ... 10 2.2 PRODUKTUTVECKLINGSPROCESSEN ... 11 2.3 PLANERING ... 11 2.3.1 Projektplanering ... 12 2.3.2 Ganttschema ... 12 2.4 FÖRSTUDIE ... 12 2.4.1 Nulägesanalys... 13
2.4.2 DFA – Design For Assembly ... 14
2.5 KRAVSPECIFIKATION ... 14 2.5.1 Kundkrav ... 15 2.5.2 Teknik ... 16 2.5.3 Design ... 16 2.6 UTVECKLINGSARBETE ... 16 2.6.1 Funktionsanalys ... 17
2.6.2 QFD – Quality function deployment ... 17
2.6.3 Konceptgenerering och utvärdering ... 18
2.6.4 Detaljkonstruktion ... 19
2.6.5 Prototyp ... 19
3.1 MÖTEN MED FÖRETAGET BONAJ AB ... 20 3.2 PROJEKTUPPGIFT A ... 22 3.2.1 Allmänt om vitlökspressen ... 22 3.2.2 Tillverkningen av vitlökspressen ... 23 3.2.3 Studiebesök ... 26 3.2.4 Tillverkningsteknik – formsprutning... 26 3.2.5 Formsprutningsprocessen ... 26 3.2.6 Verktyget i formsprutan ... 28 3.2.7 Verktygstillverkning ... 29 3.3 PROJEKTUPPGIFT B ... 30 3.3.1 Funktionsanalys av en vitlökspress ... 30 3.3.2 Kundkrav från användartest ... 30 3.3.3 Konkurrentanalys ... 32 4 RESULTAT AV FÖRSTUDIEN ... 36 4.1 PROJEKTUPPGIFT A ... 36 4.1.1 För många delar ... 36 4.1.2 Förändringar av formverktyget ... 37 4.1.3 Utnyttjande av bandstål ... 38 4.1.4 Kravspecifikation – modifiering ... 38 4.2 PROJEKTUPPGIFT B ... 38
4.2.1 Sammanfattning av kundkrav från användartest ... 38
4.2.2 Sammanfattning av konkurrentanalys ... 39
4.2.3 Kravspecifikation – nyutveckling ... 39
5 BEARBETNING OCH ANALYS ... 40
5.1 PROJEKTUPPGIFT A ... 40
5.1.1 Idé- och konceptgenerering för nitarna ... 40
5.1.2 Val av koncept och konceptutveckling ... 43
5.1.3 Idé- och konceptgenerering för silhjälpen ... 45
5.2 PROJEKTUPPGIFT B ... 48
5.2.1 QFD – vitlökspress ... 48
5.2.2 Inspirationskällor ... 49
6 RESULTAT ... 51 6.1 PROJEKTUPPGIFT A ... 51 6.1.1 Vinsten ... 53 6.2 PROJEKTUPPGIFT B ... 54 7 ANALYS AV RESULTAT ... 56 7.1 PROJEKTUPPGIFT A ... 56 7.2 PROJEKTUPPGIFT B ... 56 8 REKOMMENDATIONER ... 58 8.1 PROJEKTUPPGIFT A ... 58 8.2 PROJEKTUPPGIFT B ... 58 9 SLUTSATSER ... 59 9.1 PERSONLIGA REFLEKTIONER ... 59 10 REFERENSER ... 60 10.1 SKRIFTLIGA KÄLLOR ... 60 10.2 INTERNET ... 60 10.3 MUNTLIGA KÄLLOR ... 61 10.4 BILDKÄLLOR ... 61 11 ORDLISTA ... 62
FIGURFÖRTECKNING
Figur 1. Bonajs vitlökspress. ... 8
Figur 2. Generell produktutvecklingsprocess. ... 11
Figur 3. Enkelt Ganttschema. ... 12
Figur 4. Kvalitet, hastighet och kostnad. ... 16
Figur 5. En enkel QFD. ... 17
Figur 6. Bonajs vitlökspress. ... 20
Figur 7. Illustration av kanten som silen vilar på. ... 22
Figur 8. Sprängskiss av vitlökspressen, med namngivna delar. ... 23
Figur 9. Utbredd sil. ... 23
Figur 10. Plastgranulat. ... 24
Figur 11. Nitar. ... 24
Figur 12. Stansningsverktyget. ... 25
Figur 13. Platta silar direkt efter utstansning. ... 25
Figur 14. Bockningsmaskin. ... 25
Figur 15. Bockade silar. ... 25
Figur 16. En av Bonajs formsprutningsmaskiner. ... 27
Figur 17. Formsprutningsprocessen. ... 27
Figur 18. Klackens formriktningar. ... 27
Figur 19. Snedpinne. ... 28
Figur 20. Vitlökspressens verktyg. ... 28
Figur 21. Detaljutformning. ... 29
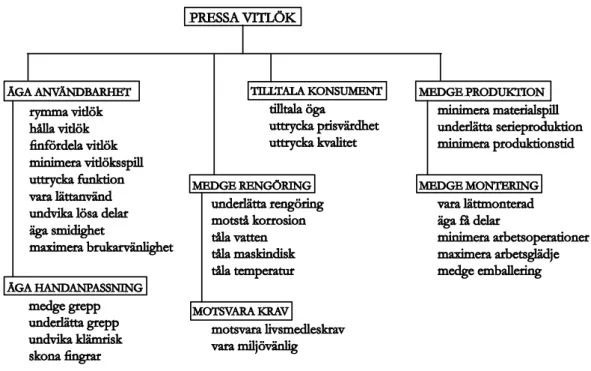
Figur 22. Grafisk funktionsanalys. ... 30
Figur 23. GastroMax vitlökspress, 59 kr. ... 33
Figur 24. IKEA:s vitlökspress Charm, 19 kr... 34
Figur 25. Tupperwares vitlökspress, 194 kr. ... 34
Figur 26. Bonajs vitlökspress, 65 kr. ... 35
Figur 27. Fiskars vitlökspress med en löstagbar skål. ... 35
Figur 28. Illustration över silens materialåtgång... 38
Figur 29. Koncept 1 – inutihakar, överdelen... 41
Figur 30. Koncept 1 – inutihakar, klack samt underdel. ... 41
Figur 31. Koncept 2 – hakar. ... 42
Figur 32. Axeltvärsnitt. ... 42
Figur 33. Formverktyget. ... 42
Figur 34. Koncept 3 – kulor. ... 43
Figur 35. Vitlökspressen i genomskärning före utveckling. ... 44
Figur 36. Vitlökspressen i genomskärning efter utveckling. ... 44
Figur 37. Vitlökspressen i genomskärning efter ytterligare utveckling. ... 45
Figur 38. Koncept – näbb. ... 45
Figur 39. Rörelsebeskrivning av näbben. ... 46
Figur 40. Näbbens tillbakariktning. ... 46
Figur 41. Näbbens ribba. ... 47
Figur 42. Silens kantvinkel. ... 47
Figur 43. Från vänster; Bonaj, GastroMax, IKEA, Tupperware. ... 48
Figur 44. Inspirerande citruspressar från Amco. ... 49
Figur 45. Inspirerande vitlökspressar från Cutley and More. ... 49
Figur 47. Resultat – vitlökspressens klack i olika vyer. ... 51
Figur 48. Resultat - vitlökspressens överdel. ... 51
Figur 49. Resultat av modifieringarna. ... 52
DIAGRAMFÖRTECKNING
Diagram 1. Före respektive efter en reducering av vitlökspressens nitar. ... 36Diagram 2. Före modifiering ... 53
Diagram 3. Efter modifiering. ... 53
Diagram 4. Efter modifiering och minskad monteringstid. ... 53
TABELLFÖRTECKNING
Tabell 1. Rangordnade produktegenskaper. ... 54Tabell 2. Kundkrav som påverkar utformningen. ... 55
APPENDIX
Appendix 1 – Företagspresentation Appendix 2 – Plast
Appendix 3 – Formsprutning av plast
BILAGOR
Bilaga 1 – Projektplanering Bilaga 2 – Ganttschema
Bilaga 3 – Funktionsanalys vitlökspress Bilaga 4 – Kravspecifikation – modifiering Bilaga 5 – Kravspecifikation – nyutveckling Bilaga 6 – QFD – vitlökspress
Bilaga 7 – Idégenerering
Bilaga 8 – Konstruktionsritning klack Bilaga 9 – Konstruktionsritning överdel Bilaga 10 – Inspirationsdokument
1
INLEDNING
Här presenteras examensarbetets bakgrund, syfte och mål samt vilka resurser och direktiv som påverkat projektet.
1.1
Bakgrund
Detta examensarbete kom till under ett möte med produktionschef Åsa Rydén och konstruktören Bo Wikström från företaget Bonaj AB (fortsättningsvis kallat Bonaj, se Appendix 1 - Företagspresentation) som uttryckte en önskan om att få hjälp med en omständlig montering på en av sina produkter – vitlökspressen. Produkten har funnits i Bonajs produktportfölj sedan 1997 och har fram tills 2006 sålts i en för företaget hanterlig mängd. Sedan 2006 har försäljningsvolymen för vitlökspressen ökat i sådan omfattning att den omständliga monteringen börjat bli ett problem för lönsamheten. Produkten tar just nu tid från den övriga
tillverkningen.
Figur 1. Bonajs vitlökspress.
Bonaj har i dagsläget två köpare till sin vitlökspress. En av dessa är Fiskars Brands, inc. (fortsättningsvis kallat Fiskars) som säljer vidare vitlökspressen till kunder inom Sverige och Danmark. Den andra kunden är Lindén international (fortsättningsvis kallat Lindén) som säljer vidare till kunder i USA. Det är främst Lindéns försäljning till USA-marknaden som har tilltagit. För att göra den ökade försäljningsvolymen ännu mer lönsam vill därför Bonaj att den befintliga
vitlökspressen görs om så att den går att montera enklare och därmed fortare.
1.2
Syfte
Huvudsyftet med examensarbetet är att med hjälp av redesign förbättra Bonajs befintliga vitlökspress till att bli en mer lönsam produkt samt att bättre stämma överens med konsumenternas krav och önskemål. Underliggande syfte är att ge Bonaj ett underlag inför en nyutveckling av en framtida vitlökspress.
1.3
Mål
Målet med projektet är att presentera en prototyp av den modifierade
vitlökspressen samt att överlämna tillverkningsunderlag för modifieringen i form av ritningar och CAD-filer. Tillkommer gör även ett inspirationsdokument till Bonaj inför en nyutveckling av en framtida vitlökspress.
1.4
Resurser
Examensarbetet utgör 30 Hp, vilket motsvarar 20 veckors heltidsarbete. Kunskap om plast och tillverkningsmetoder kommer att inhämtas genom litteraturstudier.
Samtal med Bonajs medarbetare och leverantörer kommer även vara till hjälp då de besitter kompetens inom dessa områden. Då prototyp ska tas fram
tillhandahåller Mälardalens högskola maskiner för detta ändamål. Vägledning kommer att vara tillgänglig från handledare och examinator Rolf Lövgren vid Mälardalens högskola.
1.5
Precisering av uppgift
Detta examensarbete innefattar två produktutvecklingsprojekt. Det ena projektets uppgift, projektuppgift A, avser att öka vinsten hos vitlökspressen inom två år genom att med små modifieringar i det befintliga verktyget göra den lättare att montera.
Det andra projektet kan ses som ett mer fristående projekt. Dess uppgift, projektuppgift B, handlar om produktutvecklingen av en ny vitlökspress oberoende av det ursprungliga formsprutningsverktyget. Det senare projektet kommer endast att drivas till idéstadiet för att ge Bonaj inspiration och en start då de i framtiden skall utveckla en ny vitlökspress.
1.5.1 Projektdirektiv
Modifieringar som innebär stora designförändringar ser Bonaj på med försiktighet. Den befintliga vitlökspressens design och funktion ingår även i kundernas (Lindéns och Fiskars) produktportfölj. De säljer hushållsprodukter och marknadsför Bonajs vitlökspress som sin egen. Därför känner Bonaj att de inte kan sadla om och erbjuda en annan vitlökspress mitt i försäljningssuccén och vill därför att designförändringar görs med viss försiktighet.
För projektuppgift B, där friare tyglar hålls angående utformningen, har Bonaj färre önskemål. Materialet som skall användas till vitlökspressen skall vara detsamma som i den befintliga, det vill säga polyamid1 med 25 % glasfiber (PA6-25GF).
I detta examensarbete kommer inte några omfattande kostnadskalkyler att redovisas. En enklare procentuell ekonomisk jämförelse kommer däremot att utföras och redovisas. Jämförelsen görs mellan den befintliga vitlökspressen och vitlökspressen efter modifieringen i projektuppgift A.
1
2
TEORI OCH METOD
Alla företag som utvecklar produkter (eller tjänster) använder någon form av process för att göra detta, oavsett om de är medvetna om det eller ej. Den här processen kan vara mer eller mindre välplanerad och strukturerad. Att ha en välplanerad produktutvecklingsprocess är ett sätt att kvalitetssäkra
utvecklingsprojektet och dokumentera det för eftervärlden. Syftet med all produktutveckling måste vara att på ett ekonomiskt och hållbart sätt skapa
produkter som möter kraven på nyttiga funktioner i samhället (Johannesson m fl., 2004).
2.1
Teoretisk referensram
Ett produktutvecklingsprojekt är inte alltid det andra likt, därför har den teoretiska referensramen utökats inför och under detta projekt. Valet av den huvudsakliga litteraturen beskrivs kort nedan. Se hela litteraturlistan i kapitel 10.1 Skriftliga källor.
2.1.1 Undersökningsmetodisk litteratur
Judith Bells bok Introduktion till forskningsmetodik har bidragit med viktiga synpunkter. Eftersom teorin i denna bok riktar sig främst till samhällsforskare har även intresset riktats mot en annan bok i ämnet nämligen Att utreda, forska och rapportera skriven av Lars Eriksson och Finn Wiedersheim-Paul. Den senare boken är mer anpassad för detta projekt eftersom den gör en viss skillnad på utredning och forskning.
2.1.2 Produktutvecklingslitteratur
Ett antal böcker om produktutveckling har genom åren studerats, bland annat The Mechanical Design Process av David G. Ullman. Nytt för detta projekt är den svenska motsvarigheten, nämligen Produktutveckling av Hans Johannesson, Jan-Gunnar Persson och Dennis Pettersson, som tar upp lite om väldigt mycket. Tillkommer gör även den finurliga boken av Jan Landqvist, Vilda idéer och djuplodande analys; om designmetodikens grunder.
2.1.3 Projektspecifik litteratur
Detta projekt har krävt ett nytt kunskapsinfångande inom plastens värld bland annat om materialegenskaper, tillverkningsprocessen formsprutning och utformningen av detaljer för just formsprutning.
Det finns två svenska böcker som har varit av särskilt intresse, båda utgivna för VI Sveriges Verkstadsindustrier av Industrilitteratur AB. Den första boken, Konstruera i plast skriven av Kenneth Berggren m fl, behandlar bland annat konstruktionsegenskaper, konstruktionselement och formsprutning. Den andra boken, Producera i plast skriven av bland annat Hans-Erik Strömvall, behandlar plastmaterial i alla dess former och olika gruppindelningar. Boken har även ett stort avsnitt som behandlar formsprutning, formverktyg för formsprutning och utformning av formgods för formsprutning.
Konstruktörens val av tillverkningsmetoder av Johan Johansson är en bok som figurerat i tidigare projektarbeten och som även till detta projekt har bidragit med kunskap.
2.2
Produktutvecklingsprocessen
Produktutvecklingsprocessen är egentligen en cyklisk process. Processen skall täcka en produkts hela livscykel från idé till återvinning. Man ser processen som cyklisk eftersom de flesta produktutvecklingsprojekt är någon form av förbättring av redan befintliga produkter. Förbättringen kan handla om en anpassning till nya kundkrav, stramare tillverkningsbudget eller någon annan förändringskrävande aktualitet.
För att göra processen för just detta projekt överskådlig illustreras här nedan en mer detaljerad produktutvecklingsprocess som inte är cyklisk utan kan ses mer som ett flöde eftersom projekten i föreliggande rapport är avgränsade till att endast utveckla produkten inom projektdirektiven.
Figur 2. Generell produktutvecklingsprocess.
Alla produktutvecklingsprojekt följer generellt dessa processteg, dock kan innehållet i processtegen variera. Förstudien kan ibland, som figur 2 ovan illustrerar, svälla ut åt alla håll och kanter. Produktutveckling är en
mångfasetterad företeelse med många olika och samverkande moment där olika delar kan ha en mer eller mindre väl utvecklad teorietisk grund (Johannesson m fl., 2004). Innehållet i delarna, processtegen, utgörs av kvalitetssäkrande metoder och verktyg som väljas beroende på vilket typ av produktutvecklingsprojekt det handlar om. Vad processtegen ämnas innehålla i detta examensarbete beskrivs i kapitel 2.3 – 2.6 där även en förklaring samt tolkning av metoden eller verktyget görs. För tydlighetens skull namnges detta kapitels 2-nivåsrubriker efter
processtegen. Under dessa rubriker finns förklaringar och tolkningar av de olika metoderna samt verktyg som kan komma till användning i examensarbetet.
2.3
Planering
En produktutvecklingsprocess bör alltid inledas med en god planering.
Planeringen kan exempelvis innehålla en marknadsundersökning som söker svar på frågan om det finns ett behov eller ej av produktutveckling. Vare sig det gäller innovation av en inte tidigare existerande produkt eller förbättring av en redan befintlig produkt så är det nödvändigt att först ta reda på om det finns ett behov av produktutveckling. Beroende på produktutvecklingsprojektets natur, det vill säga om det är en nyutveckling eller förbättring söks behovet på olika ställen. Vid en nyutveckling är det viktigt att man undersöker produktens potentiella marknad om en efterfrågan finns eller ej. Vid en förbättring kan det antingen vara önskemål från användare som har fått ett nytt behov eller ett behov hos en producent av en produkt att förbättra produktens lönsamhet med hjälp av produktutveckling.
Vid uppstarten av ett projekt är det viktigt att samla in den informationen som krävs för att göra en preliminär planering. Oftast finns det ett slutdatum för projektet och för att säkerställa att detta slutdatum hålls är det en mycket god idé att först skriva en projektplanering och upprätta exempelvis ett Ganttschema. 2.3.1 Projektplanering
En projektplanering (se bilaga 1 – Projektplanering) är ett dokument som
innehåller den grundläggande informationen som behövs för att starta ett projekt. För att skriva en projektplanering tvingas man även att uppsöka den här
grundläggande informationen och är på så vis ett sätt att få igång aktiviteter. Den grundläggande informationen kan vara att ta reda på eller bestämma projektets mål och syfte, direktiv, preliminära avgränsningar, vilka tidsramar som gäller, val av ansats, metod och preliminär litteratur. Till projektplaneringen hör även att med hjälp av tidsramarna upprätta en preliminär tidplan som kan presenteras med hjälp av ett Ganttschema.
2.3.2 Ganttschema
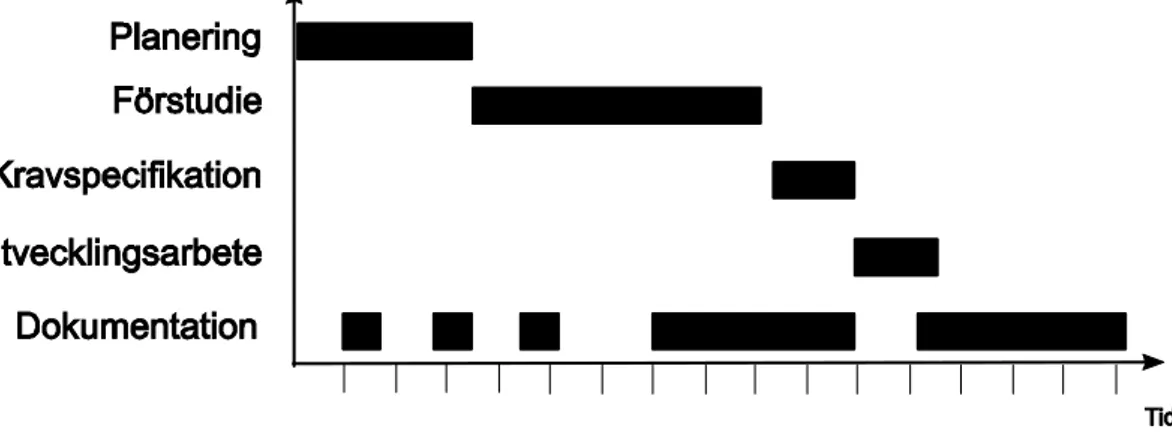
Ett Ganttschema (se bilaga 2 – Ganttschema) är en enkel metod för tidsplanering. Schemat visar överskådligt aktiviteternas och projektets tidsåtgång. Det kan enkelt ritas upp i ett vanligt koordinatsystem där aktiviteterna skrivs längs y-axeln och x-axeln representerar tiden. Se figur 3 för ett mycket enkelt Ganttschema.
Figur 3. Enkelt Ganttschema.
2.4
Förstudie
I förstudien handlar det om att vaska fram så mycket information som möjligt. Informationen skall givetvis vara av den sorten som kan komma till användning i projektet. Det är väldigt lätt att aldrig avsluta den här informationsinsamlingen utan bara samla in enorma mängder information utan att ha särskilt många idéer om vad man skall göra med den (Bell 2006). Det kan därför vara bra att planera den här delen ganska noga.
Den första fråga man bör ställa sig är inte ”Vilken metod skall jag välja?” utan ”Vad behöver jag veta och varför behöver jag veta just det?” (Bell 2006, s 61). Det är en god idé att fundera över vad syftet med förstudien är. Förstudien skall resultera i en första kravspecifikation som i sin tur skall utgöra ett underlag vid projektets utvecklingsarbete. Syftet med förstudien är således att kunna skriva en kravspecifikation som utgör ett underlag för utvecklingsarbetet.
Förstudien sätter grunden för det fortsatta arbetet och därför är det väldigt viktigt att detta görs grundligt och med kvalitetssäkrade metoder så att inte omfattande konstruktions- och utprovningsarbeten startas på felaktiga premisser (Johannesson m fl., 2004).
I ett produktutvecklingsprojekt som skall utmynna i en produktförbättring krävs det att en nulägesanalys görs, annars är det svårt att ha något att jämföra resultatet med. Att definiera problemet är också av stor vikt för att hålla projektet på rätt väg. För att definiera ett problem kan man använda sig av Frågemetoden som innebär att man genom att besvara ett antal frågeställningar försöker bilda ett underlag för en problembeskrivning (Johannesson m fl., 2004). Exempel på frågeställningar kan vara:
• Vad är problemet? Varför existerar problemet? • Varför är problemet ett problem?
• Var finns problemet? Varför finns det där? • När finns problemet? Varför finns det just då?
• Vilka berörs av eller är inblandade i problemet? Varför är just dessa inblandade?
2.4.1 Nulägesanalys
En analys av nuläget kan göras på många olika sätt. Syftet med att analysera nuläget är att skapa ett underlag för förbättringsmöjligheter. Med nuläge åsyftas i första hand hur produkten används och produceras idag.
Vid en produktförbättring kan det vara viktigt att, när förbättringen är klar, jämföra slutresultatet med hur det var från början. För att göra detta behöver erforderlig information om nuläget samlas in. Ett förbättringsprojekt är svårt att genomföra om man inte känner till nuläget och förutsättningarna, därför är det klokt att noggrant studera nuläget och ta reda på under vilka premisser projektet skall genomföras. Om man inte vet i vilken verklighet produkten skall figurera är det dessutom väldigt svårt att utforma en bra produkt.
Beroende på vad det är för situation som skall analyseras kan olika metoder och verktyg väljas. Om det är en process eller arbetsgång som skall analyseras måste man på något vis ta del av processen eller arbetsgången. Antingen genom direkt observation, deltagande observation (primärdata) eller genom indirekt observation (sekundärdata).
• Med direkt observation menas att följa med en process samtidigt som den inträffar och observera processtegen allt eftersom de sker. Direkt observation är att medverka i nuet och observera det som händer i just den stund det händer.
• Deltagande observation innebär att själv deltaga i den process man studerar. • Indirekt observation innebär att använda och sammanställa andras
undersökningar av exempelvis en process. (Eriksson & Wiedersheim-Paul, 1999)
En annan metod kan vara att intervjua de människor som arbetar med processen eller arbetsgången, men en sådan intervju skulle endast att återspegla vad olika personer anser händer, inte vad som faktiskt sker (Bell 2006, s 108) Oavsett vilket tillvägagångssätt som används gäller det att få fram valida (giltiga) resultat av det som ska studeras.
2.4.2 DFA – Design For Assembly
Design for assembly är ett verktyg som används för att monteringsanpassa en produkt. Syftet med DFA är att reducera produktens ingående detaljer.
Inledningsvis ställs tre frågor om varje enskild detalj. Dessa avgör om en detalj är nödvändig, kan integreras eller elimineras.
Rör sig detaljen relativt andra redan monterade detaljer under den färdiga produktens normala användning?
Måste detaljen vara av annat material än tidigare monterade detaljer eller isolerad från dessa?
Måste detaljen vara skild från tidigare monterade detaljer på grund av att montering eller demontering annars omöjliggörs?
Metoden baseras därefter på olika monteringsoperationer, att greppa en detalj, att orientera en detalj kring olika rotationsaxlar, samt inpassning vid montage (Johannesson m fl., 2004, s 269). En DFA-analys är den bästa metoden för att kunna mäta hur enkelt en produkt kan monteras (s 298 Ullman).
Att en DFA-analys skulle göras i projektuppgift B var från början en självklarhet. Men när analysen väl gjordes uppmärksammades det att arbetet inte bara handlade om monteringens enkelhet utan om hela tillverkningsprocessens enkelhet.
Projektdirektiven var dessutom så åtdragna att en radikal designförändring var helt utesluten.
En mycket liten förändring i monteringen visade sig innebära stora förändringar i den totala tillverkningen. Men DFA-analysen gav ganska sparsamma besked i jämförelsen mellan nuvarande vitlökspress och modifierad vitlökspress, vilket fick resultatet att se betydligt sämre ut än vad det i själva verket var. DFA-analysen visade bara en väldigt liten del av verkligheten och valdes därför bort. Istället valdes att presentera detta examensarbetes resultat i traditionella
procentsatser och cirkeldiagram över helheten. I just detta projekt är nämligen det ett bättre och mer sanningsenligt sätt att presentera före- och efterresultat.
2.5
Kravspecifikation
En kravspecifikation är ett levande styrdokument som efter förstudien bör innehålla de funktionella kraven på produkten. Kravspecifikationen vidareutvecklas sedan under det fortsatta utvecklingsarbetet. En detaljerad kravspecifikation innehåller styrande information om produktutvecklingen, exempelvis kundkrav, teknikkrav, designkrav och ekonomiska krav.
2.5.1 Kundkrav
Oavsett om ett produktutvecklingsprojekt handlar om att förbättra en existerande produkt eller om att utveckla en helt ny produkt är det produktens användare eller potentiella användare som avgör om produkten är något att ha eller ej. Vid en nyutveckling behöver man fastställa kundkraven och kundönskemålen för att med hjälp av dem utforma konstruktionskriterier som kan användas i det efterföljande konceptgenereringsarbetet (Johannesson m fl., 2004).
Hur tar man då reda på vad kunden behöver och kräver? Ett första klokt steg kan vara att identifiera kunden. Är kunden samma person som användaren? Vem är användaren, tillhör användaren ett specifikt kundsegment eller är kundsegmentet så brett att vem som helst skulle kunna vara kund eller användare? Finns det segment inom segmentet?
En produkt vars användare exempelvis är personer som tillagar mat har givetvis ett väldigt stort kundsegment. Många människor tillagar mat, både till sig själva, sin familj och några har det till och med som yrke. Denna kundgrupp är lätt att stöta på. Oftast finns det dock kundgrupper inom kundgruppen som i sin tur kan ha väldigt olika behov och krav. Människor av olika kön eller ålder kan ha mycket olika uppfattning om vad som är viktigt. Lekmän och fackmän är också två olika grupper som kan tänka på lite olika sätt.
Många kundsegment kan nås genom ett utskick av enkäter i vilka frågor ställs om användarens upplevelser av en produkt. För ett tillräckligt stort kundsegment kan till och med dörrknackning eller telefonintervjuer vara lämpliga metoder. Många användarkrav kan man dessutom med lätthet bedöma själv i det vardagliga livet (Johannesson m fl., 2004). Dock kan det vara en bra idé att diskutera sin
uppfattning med andra människor eftersom alla har olika sätt att se på saker och ting. Någonting som är viktigt för mig är inte nödvändigtvis viktigt för någon annan.
En bra metod för den här typen av diskussioner är att samla in 5-15 personer till att medverka i en fokusgrupp som tillsammans får testa, diskutera och resonera kring en produkt. Tanken med att samla flera personer till en gemensam
diskussion, är att gruppen tillsammans skall komma på oväntade idéer eller resonemang genom att man i gruppen bygger vidare på och associerar utgående från varandras synpunkter (Johannesson m fl., 2004, s 77f).
Att använda fokusgrupper som underökningsmetod valdes bort då denna metod underlättas av att gruppen har ett antal olika vitlökspressar att prata kring och känna på. Även om vitlökspressen är en vanligt förekommande produkt
uppmärksammades det att det inte är helt enkelt att lägga beslag på ett signifikant antal olika pressar inom ett någorlunda bekvämt geografiskt avstånd.
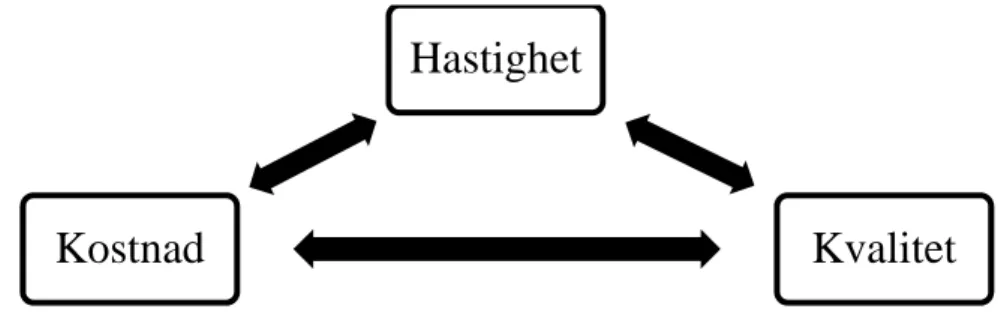
En undersökning kan göras hur omfattande som helst, begränsande faktorer är tid och pengar. Innan en undersökning sätts igång kan det vara förnuftigt att fundera över vad undersökningen skall söka svar på och vad detta svar sedan skall användas till. Man måste alltid göra en avvägning, kvaliteten i en undersökning kan oftast ökas med högre kostnader, en snabb undersökning sker ofta till priset
av sänkt kvalitet, men blir å andra sidan kanske billigare (Eriksson &
Wiedersheim-Paul, 1999, s 63). Figur 4 ur boken Att utreda forska och rapportera visar de dubbelriktade beroendena mellan de tre variablerna.
Hastighet
Kvalitet
Kostnad
Figur 4. Kvalitet, hastighet och kostnad.
Eftersom det rimligen är både enklare och billigare att använda uppgifter som redan finns, utnyttjar man sådana data först (Eriksson & Wiedersheim-Paul, 1999, s 64). Man kan utnyttja data som redan finns genom att ta del av testresultat från andra undersökningar och utredningar och sedan sammanställa dessa och om ytterligare behov finns komplettera med mer information och uppgifter. 2.5.2 Teknik
Då förstudien skall utmynna i en kravspecifikation bör man även titta på hur tekniken inom området ser ut. Detta kan man göra genom att undersöka vilken teknik konkurrenterna använder för att lösa kundernas krav och önskemål. Det är förvisso inte säkert att en produkt har några konkurrenter. I de fall det handlar om produktutveckling för en helt ny produkt som därmed inte har några konkurrenter kan det vara nyttigt att titta på produkter som på något vis kan ge inspiration till produktutvecklingsprojektet. Då handlar det om att söka inspiration inom helt andra områden.
2.5.3 Design
En kravspecifikation kan även innehålla designkrav som rör produktens material, utformning och färg. Beroende på tillverkningsmetod kan utformningskraven vara mer eller mindre specificerade. Produkten kanske skall ingå i en produktserie och bör då designmässigt överensstämma med seriens övriga produkter.
2.6
Utvecklingsarbete
Efter att en preliminär kravspecifikation har upprättats sätts utvecklingsarbetet igång. En detaljerad kravspecifikation underlättar utvecklingsarbetet avsevärt och är ett sätt att kvalitetssäkra de grunder på vilka det fortsatta arbetet sker. Eftersom det är svårt att bli varse all grundläggande information under förstudien
uppdateras kravspecifikationen kontinuerligt vilket även gör att utvecklingsarbetet ibland måste starta om på nya grunder. En välplanerad och noggrann förstudie hjälper till att undvika detta.
2.6.1 Funktionsanalys
En bra start i nästan vilket sammanhang som helst är att göra en funktionsanalys. Det är en bra start både för kreativiteten och för de efterföljande
produktutvecklingsverktygen. Funktionsanalysen är på sätt och vis det grundläggande dokumentet vid produktutvecklingen. Inför ett
konceptgenereringsarbete är det bra att ha gjort en funktionsanalys för att hjälpa hjärnan att tänka en bit utanför den där lådan.
Funktionsanalysens idé är att vi skall lära oss att tänka och uttrycka oss i
funktioner och inte i färdiga lösningar (Landqvist 2001, s 34). Detta hjälper våra hjärnor att slita sig loss från gamla tankevanor och stereotypa tankesätt. Det handlar om att bryta ner en produkts funktioner i beståndsdelar och sedan titta på var och en av dessa beståndsdelar utan att låta sig påverkas av helheten och därmed invanda tankemönster.
Då en funktionsanalys utförs bestäms först produktens huvudfunktion, det vill säga vilket primärt behov produkten uppfyller. Eftersom det finns ett primärt behov som vår produkt skall tillfredställa så finns det också bara en
huvudfunktion för vår produkt (Landqvist 2001, s 38). Underordnat denna
huvudfunktion finns det underfunktioner och stödfunktioner som i sin tur kan vara direkt nödvändiga för att uppfylla huvudfunktionen.
2.6.2 QFD – Quality function deployment
En QFD som på svenska kallas kundcentrerad planering är ett verktyg för att översätta kundkrav till tekniska krav och specifikationer. En QFD är vid första anblick en skräckinjagande uppenbarelse med all sin sifferexercis och har
potential att skrämma iväg vilken luttrad ekonom som helst. Dock är det inte lika krångligt som det verkar och man kan dessutom välja hur mycket av verktyget man vill använda.
Enkelt uttryckt är en QFD ett verktyg som hjälper till att rangordna vilka produktegenskaper som ur kundperspektiv är viktigast att koncentrera
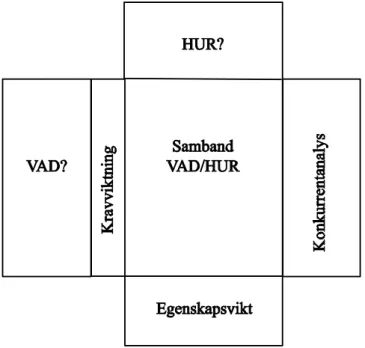
utvecklingen kring. Figur 5 ovan beskriven en enkel QFD:s uppbyggnad. Varje kundkrav eller kundbehov, inskrives under VAD? i QFD-matrisen, ges en siffra på hur viktig den är för kunden, en så kallad kravviktning. De mätbara
produktparametrarna som inskrives i kolumnerna i HUR?-rutan ges sedan en sambandssiffra i VAD/HUR-rutan. Sammanvägningen av kravviktningen och sambandsiffran ger sedan produktparametern en egenskapsvikt, där parametern med högst viktning är den som är viktigast ur kundperspektiv. Man får genom detta verktyg en hjälp att planera produktutvecklingen med kunden i centrum, därav namnet kundcentrerad planering.
Detta verktyg är även ett stöd för kravspecifikationen eftersom man här måste forumlera och sammankoppla kundkraven med produktens tekniska parametrar och vilka mätbara värden dessa parametrar har.
I en QFD kan man även blanda in sina konkurrenter och på så vis få en numerisk jämförelse dem emellan. En QFD skapar dessutom spårbarhet i
produktutvecklingsprojektet och om verktyget används har det i och med detta dokumenterats på vilka grunder konstruktionsbeslut tagits och hur de har prioriterats (Johannesson m fl., 2004)
2.6.3 Konceptgenerering och utvärdering
En mycket känd metod vid konceptgenerering är brainstorming. Brainstorming görs med fördel i grupp då möjligheten att bygga vidare på varandras idéer och associationer är betydligt större än om man sitter ensam. Underlag för
brainstormingen kan exempelvis vara en funktionsanalys eller en frågeställning om ett specifikt problem.
När en funktionsanalys används som underlag kan man med lätthet dela upp problemeti olika delproblem som man sedan brainstormar kring var för sig. Vissa produkter kan vara väl komplexa för att hitta en ny lösning på i en enda idé, det är vanligare och enklare att man först bryter ner problemet i delproblem och sedan sätter samman lösningar på de olika delproblemen till en totallösning bestående av flera dellösningar.
När man sedan lyckats komponera ihop ett antal lösningar är det dags att
utvärdera och till slut välja vilka av lösningarna eller koncepten det skall arbetas vidare med. Utvärderingen kan göras med hjälp av någon beprövad metod eller verktyg för utvärdering. Vilken metod man väljer för utvärdering beror på antalet koncept och vilken typ av projekt det rör sig om.
Utvärderingsmetoder går vanligen ut på att klarlägga huruvida konceptet uppfyller kravspecifikationen, kan realiseras i verkligheten, är ekonomiskt genomförbar och inte strider mot gällande lagar och förordningar. De krav utvärderingskriterierna bör utformas efter är de krav som specificeras i kravspecifikationen eftersom utvärderingens syfte är att eliminera de koncept som inte uppfyller
En konceptutvärdering kan även baseras på uppdragsgivarens synpunkter om de olika koncepten. Om man finner det svårt att utvärdera ett antal olika koncept och samtidigt vara objektiv kan en utvärderingsmetod vara ett bra verktyg och stöd. I en projektgrupp där flera har bidragit med konceptlösningar är det tämligen vanligt att alla behandlar sina egna koncept som favoriter. Att då tillsammans avgöra vilka koncept som det skall arbetas vidare med kan bli svårt utan hjälp av en utvärderingsmatris.
2.6.4 Detaljkonstruktion
Efter konceptutvärderingen är det dags att vidareutveckla de koncept som under utvärderingen valts för vidareutveckling. Målet är att arbeta fram
tillverkningsunderlag för åtminstone en prototyp. 2.6.5 Prototyp
Dagens CAD-program klarar både hållfastighetsberäkningar och simuleringar av rörelser vilket underlättar utvecklingsarbetet avsevärt. I många fall kan det dock vara svårt att få en uppfattning om produktens storlek och ergonomi i ett CAD-program. När utvecklingen avser produkter som människor skall hålla i, exempelvis en vitlökspress eller en skruvmejsel, så kan det till och med vara nödvändigt att tillverka prototyper under utvecklingsarbetet.
3
FÖRSTUDIE
Här presenteras den förstudie som har legat till grund för detta examensarbete. De efterföljande rubrikerna beskriver möten med Bonaj och nulägesanalysen av vitlökspressen med fokus på tillverkning och montering.
3.1
Möten med företaget Bonaj AB
Vid den första kontakten med Bonaj föll det sig naturligt att Åsa Rydén, produktionschef, skulle vara handledare och kontaktperson på företaget under examensarbetet. Åsa Rydén har i sin tur bollat över frågor till andra medarbetare på företaget beroende på frågornas ämnesområde. Ofta har möten med företaget skett med mer eller mindre alla inblandade då Bonaj har en mycket familjär stämning och alla på sätt och vis är delaktiga och påverkande i varandras beslut. Vid uppstarten av examensarbetet hölls ett inledande möte med Bonaj om vad arbetet skulle innehålla, vad Bonaj hade för behov och önskemål samt vad som var viktigt ur studentperspektiv. Ett gemensamt önskemål fastställdes ganska omgående och det var att projektet skulle vara något meningsfullt och något som Bonaj verkligen efterfrågade men inte hade tid och möjlighet att göra själva i dagsläget.
Valet för Bonaj var enkelt – de hade en krånglig vitlökspress som inte var så rolig att montera, se figur 6 nedan. Den kostar för mycket pengar och de senaste 2 åren har försäljningen ökat med cirka 300 %. Vinsten för vitlökspressen ligger på ca 15 %, vilket är i lägsta laget. En bra produkt bör ligga i närheten av 30 %. De senaste årens uppgång av försäljningsvolym gör att vinstmarginalen måste bli högre om vitlökspressen ska överleva någon längre tid.
Figur 6. Bonajs vitlökspress.
Bonaj anser att vitlökspressen har för många delar. Ett drömscenario vore om vitlökspressen kunde snäppas ihop med hjälp av snäppfästen istället för att nitas ihop som den gör nu. Bonaj anser att vitlökspressens nitar behöver tas bort och ersättas av något mindre omständligt.
Inledningsvis diskuterades det om att göra en helt ny vitlökpress och därmed låta den befintliga pressen gå i graven eftersom en verktygsförändring med stor sannolikhet skulle hamna i samma prisnivå som ett helt nytt verktyg. Efter många om och men valde dock Bonaj att de trots allt vill göra om den gamla
vitlökspressen i sitt gamla verktyg under förutsättning att förändringarna inte kostade för mycket. Den största anledningen till detta val är att vitlökspressens design, funktion och pris redan har två nöjda köpare (Lindéns och Fiskars) och att
sadla om och erbjuda en annan vitlökspress mitt i försäljningssuccén skulle för Bonaj vara ett mycket osäkert kort.
En av anledningarna till att den gamla vitlökspressen bara blir mer och mer populär är att den är väldigt bra och mycket prisvärd, konsumenterna tycker om den och det gör givetvis att en nyutveckling inte känns aktuell. Dock är Bonaj nyfikna på hur en ny vitlökspress skulle kunna se ut och framförallt skulle det nog vara bra att börja om från början. Det är trots allt svårt att trolla bort delar i
efterhand.
Under projektets gång har dessa två projektuppgifter, en verktygsförändring samt en ny version, arbetats med parallellt. För läsarens skull kommer dessa två projekt fortsättningsvis att benämnas projektuppgift A samt projektuppgift B. Då syftar projektuppgift A på verktygsförändringen och projektuppgift B syftar på nyutvecklingen. Kapitel 3 Förstudie delas upp i 3.2 Projektuppgift A samt 3.3 Projektuppgift B, under respektiver rubrik finns den förstudie vars huvuddel syftat till att ge A respektive B informationsunderlag till en vidareutveckling.
3.2
Projektuppgift A
Projektuppgift A syftar till att modifiera det befintliga formverktyget för vitlökspressen på ett sådant sätt att designen inte ändras avsevärt och som
samtidigt inte kostar för mycket att genomföra. Till den här delen av projektet har främst information om vitlökspressen samlats in, men även lite historia samt en detaljerad beskrivning av tillverkningsprocessen. Tillkommer gör
informationsinsamling om plast, tillverkningsteknik och verktygstillverkning. 3.2.1 Allmänt om vitlökspressen
I mitten på 1990-talet fick Bonaj en förfrågan från Fiskars om Bonaj ville ta fram en vitlökspress till dem. Bonaj besvarade Fiskars behov och började skissa på en vitlökspress. Tiden rasslade dock iväg och deadlinen för när vitlökspressen skulle vara klar hann i kapp Bonaj. Vitlökspressen blev klar men allt som var tänkt för den blev inte löst.
En detalj som aldrig fick någon lösning var hur man kunde hjälpa till att trycka upp silen ur presskålen med någon form av mekanik. Silen är av väldigt tunt och vasst stål varför det är lite riskabelt att handskas med den med fingrarna. Därför hade det varit ypperligt att integrera något ”mekanisk finger” eller liknande för att kunna trycka upp silen när vitlökspressen exempelvis öppnas maximalt. På grund av tidsbrist arbetades det dock aldrig fram någon lösning på det här problemet. Från början fanns inte heller den kant på vilken silen vilar (se figur 7 nedan). Den har lagts till i efterhand då konstruktionen tidigare inte höll metallsilen på plats vid pressandet av en klyfta. Utan kant så följer metallsilen med ut genom hålet på presskålens undersida.
Figur 7. Illustration av kanten som silen vilar på.
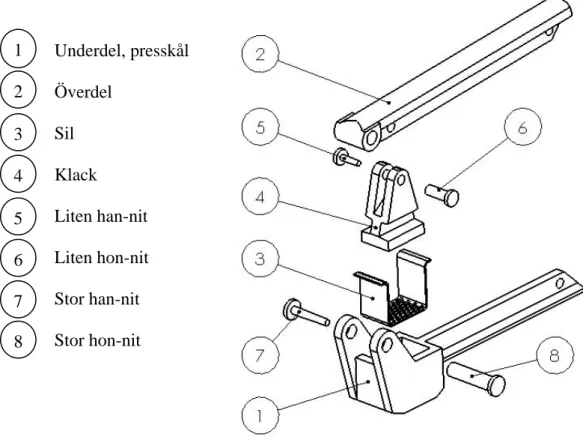
Vitlökspressen består av 8 delar, 7 delar i plast och en del bestående av rostfritt stål. Figur 8 på nästa sida visar en sprängskiss av vitlökspressen där de olika delarna namnges. Dessa benämningar på pressens olika delar kommer att användas i hela rapporten.
Underdel, presskål Överdel Sil Klack Liten han-nit Liten hon-nit Stor han-nit Stor hon-nit
Underdelen benämns ibland presskålen och i de fallen är det den delen av underdelen som utgör själva pressutrymmet som avses. Materialåtgången (PA 6-25 GF) för vitlökspressen är 55,6-25 cm3
Silens utbredda längd utgör bandstålets bredd (se figur 9 ovan). Detta gör att tillverkningen av silen inte genererar något märkbart materialspill. Det enda som går tillbaka till återvinning är det material som stansats ut för att göra silens hål. Bonaj är väldigt nöjda med sin sil och vill att den i examensarbetet framtagna vitlökspressen även använder sig av den.
3.2.2 Tillverkningen av vitlökspressen
För att tillverka Bonajs vitlökspress krävs det fler operationer än just
formsprutning. Vitlökspressen måste även monteras för att bli en vitlökspress.
Figur 8. Sprängskiss av vitlökspressen, med namngivna delar.
1 2 3 4 5 6 7 8
Hela tillverkningsprocessen har därför studerats för att få en inblick i vad som kan förbättras tillverkningsmässigt, främst med avseende på montering.
Tillverkningsprocessen har främst studerats genom direkt observation. Mer om den här informationsinsamlande metoden finns att läsa i kapitel 2.4.1
Nulägesanalys. Nedan följer den nuvarande tillverkningsbeskrivningen för Bonajs vitlökspress.
Tillverkningsbeskrivning:
För att indikera om nedanstående moment utförs manuellt eller automatiskt med hjälp av maskin inleds varje punkt med M för en manuell eller A för
automatisering.
1. M: En mindre formsprutningsmaskin med en låskraft2 på 30 ton förbereds manuellt för formsprutning; ett verktyg sätts på plats, färgpigment och plast laddas och doseras till rätt insprutning. Figur 10 visar
plastgranulat med iblandat svart
returmaterial. Färgpigmenten på plasten tillsätts först i formsprutningsmaskinen strax före smältningen därför är
returmaterialet svart medans den nya plasten är vit.
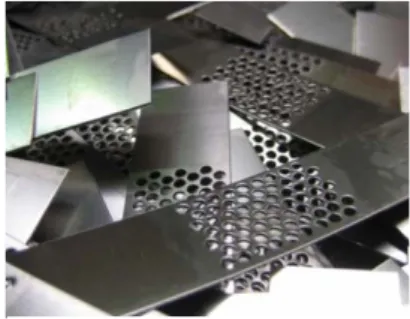
2. A: Nitarna formsprutas. När de är färdiga samlas de automatisk upp i ett uppsamlingskärl bredvid maskinen. Figur 11 visar en blandas samling nitar. 3. M: Cirka en gång per timma behöver
maskinen tittas till. I samband med detta moment tar den som tittar till maskinen hand om nitarna som hamnat i
uppsamlingskärlet. Han eller hon bryter loss nitarna, rensar dem från ingöt3 och sorterar dem enligt följande; liten nit, stor han-nit, liten hon-han-nit, stor hon-nit. Hälften av nitarna tillhör en gammal produkt och kasseras.
4. M: Överskottsmaterialet (kasserade nitar och ingöt) flyttas manuellt till en kvarn som mal ner det till plastgranulat igen för att återanvändas.
5. M: En större formsprutningsmaskin med en låskraft på 100 ton förbereds manuellt för formsprutning; ett verktyg sätts på plats, färgpigment och plast laddas och doseras till rätt insprutning.
6. A: Den större formsprutningsmaskinen formsprutar underdel, överdel och klack i ett skott, det vill säga alla delarna görs under en och samma fyllning. 2 Se ordlistan på sida 62. 3 Se ordlistan på sida 62. Figur 10. Plastgranulat. Figur 11. Nitar.
7. M: Cirka en gång per timma behöver maskinen tittas till. I samband med detta moment tar den som tittar till maskinen hand om delarna som hamnat i
uppsamlingskärlet. Han eller hon bryter loss delarna, rensar dem från ingöt och sorterar dem enligt följande; överdel, underdel och klack.
Figur 15. Bockade silar. Figur 14. Bockningsmaskin. Figur 13. Platta silar direkt efter utstansning.
Figur 12. Stansningsverktyget.
8. M: Överskottsmaterialet (ingötet) flyttas manuellt till en kvarn som mal ner det till plastgranulat igen för att återanvändas. 9. M: De sorterade plastdelarna flyttas sedan till
en monteringsplats i ett annat rum.
10. M: Bandstålet laddas för stansning. Bandet träs först genom ett riktverk för att ta bort spänningar och oönskade former på bandet. Därefter träs det in genom ett matarverk som ser till hur mycket av bandet som skall matas fram i varje slag. Bandet träs därefter in i stansningsverktyget(se figur 12).
11. M: Ur bandstålet stansas silen ut som
samtidigt får sina hål. Detta moment behöver övervakning. Utstansningen sker dock endast i 5-10 minuter varefter verktyget måste kallna i 10-15 minuter.
12. M: De utstansade silarna (se figur 13) samlas upp och flyttas till en press.
13. M: De platta silarna stoppas en och en in i en manuellt manövrerad bockningsmaskin (se figur 14) för att där få sin slutliga form (se figur 15).
14. M: Silen flyttas till monteringsplatsen. 15. M: Klacken passas in med överdelen.
16. M: Klacken monteras fast med en liten han-nit och en liten hon-nit som halvvägs trycks ihop. 17. M: Silen sätts på plats i presskålen.
18. M: Överdelen passas in med underdelen. 19. M: Överdelen monteras fast till underdelen
med en stor han-nit och en stor hon-nit som halvvägs trycks ihop.
20. M: Vitlökspressen flyttas till en maskin, styrd av lufttryck. Där placeras vitlökspressen i en fixtur och maskinen slår/pressar försiktigt ner de båda nitparen i varandra.
21. M: Ett plastband fästs i vitlökspresshandtagens hål för att binda ihop dem samt för att fästa en etikett.
22. M: Vitlökspressen paketeras i lådor färdiga för butik.
3.2.3 Studiebesök
Ett flertal studiebesök har gjorts på Bonaj, dels för att studera tillverknings-processen av den befintliga vitlökspressen men även för att lära känna den grupp av människor som i det här examensarbetet har utgjort en stor källa till kunskap. För att få en inblick i hur formverktyg byggs och tillverkas har även ett mycket inspirerande studiebesök på Modellteknik gjorts. Under det studiebesöket gjordes även en genomgång av hur utformningen av formsprutade detaljer går till i praktiken. Konkreta exempel på dåligt utformade produkter visades och hur man istället bör utforma dem.
3.2.4 Tillverkningsteknik – formsprutning
När man skall konstruera i plast måste man som konstruktör vara medveten om att plast har helt andra dimensionskriterier är exempelvis stål. Plastmaterialets
egenskaper är dessutom väldigt beroende av den omgivande miljö detaljen skall användas i. Faktorer som kan ha stor inverkan på ett plastmaterial är exempelvis temperatur, UV-strålning, luftfuktighet och påkänning över tid. Mer om plastens uppbyggnad och vad som händer vid formsprutning finns att läsa i Appendix 2 – Plast och Appendix 3 – Formsprutning av plast.
I det här examensarbetet är både materialet och tillverkningsmetoden på förhand specificerade därför kommer inte här att göras någon jämförelse av olika
tillverkningstekniker för plast. En överblick om hur den förutbestämda tillverkningstekniken i princip fungerar kommer dock att göras. 3.2.5 Formsprutningsprocessen
Formsprutningsmaskiner finns numera i många olika utföranden. Den stora tillverkningstekniska skillnaden är det tryck som formrummet låses fast med när plasten sprutas in. Små detaljer kräver lägre tryck än stora detaljer.
Figur 16. En av Bonajs formsprutningsmaskiner.
Oavsett vilken formsprutningsmaskin det rör sig om så är själva processen för formsprutningen lika, processen illustreras i figur 17.
Figur 17. Formsprutningsprocessen.
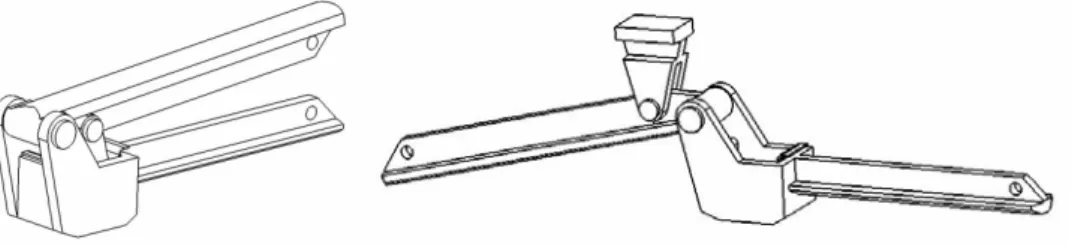
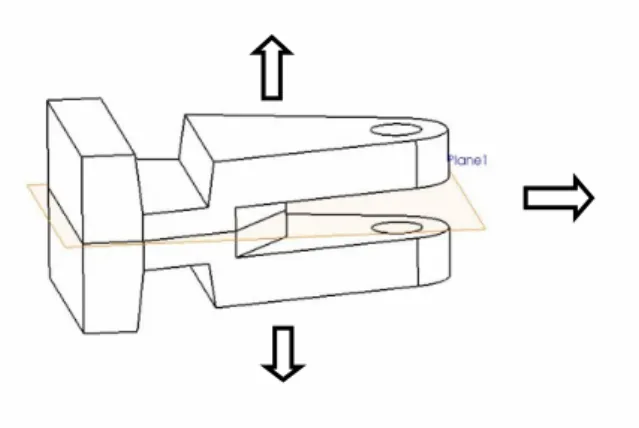
Beroende på detaljens form kan det tillkomma andra steg. Ett vanligt processteg strax innan utstötning är så kallad kärndragning (backdragning). Detta processteg ingår i formsprutningen av vitlökspressen. Anledningen är att en komponent inte alltid kan formas av två axiellt mötande formhalvor utan vissa detaljer kan kräva en annan riktning. Figur 18 nedan visar vitlökspressens klacks formriktningar. Pilarna visar i vilka riktningar ett formverktyg behöver röra sig för att möjliggöra klackens form.
För att lösa detta tillsätts en så kallad snedpinne som får en del av formrummet (en kärna, även kallad back) att röra sig vinkelrät mot låsningsmekanismens axel. Figur 19 beskriver ett formverktyg i genomskärning som förklarar snedpinnen och hur den rör sig. Lägg märke till den fyllda grå detaljens läge före och efter
utdragningen, i figuren markerad med en pil.
3.2.6 Verktyget i formsprutan
En formsprutningsmaskin är inte komplett utan ett formverktyg. Verktyget
innehåller bland annat det hålrum i vilket plastmaterialet sprutas in och stelnar till en färdig detalj. Dessa verktyg är utbytbara och man kan därför använda flera olika formverktyg i en formsprutningsmaskin. Anledningen till att kostnaden för formverktyg är så höga beror främst på att ett formverktyg oftast är unikt och att precisionen vid dess tillverkning är hög.
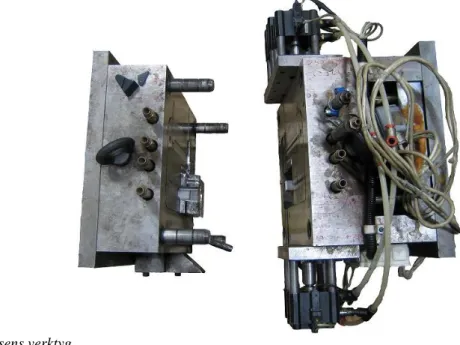
I figur 20 visas det verktyg som Bonajs vitlökspress tillverkas med. Bilden är tagen ovanifrån. Till höger syns den rörliga halvan och till vänster den fasta halvan ifrån vilken plasten sprutas in. Det är inga småverktyg det handlar om även om de detaljer som man tillverkar från dem är små. En vitlökspress i samma skala är placerad bredvid verktyget för att skapa en uppfattning om verktygets storlek.
Figur 19. Snedpinne.
3.2.7 Verktygstillverkning För att få förståelse för en tillverkn mycket mer värt att vara med och k
ingsteknik eller ett visst hantverk är det ofta lämma och känna på hantverket än att genom
li
r i behov av ett formverktyg ehöver oftast redesignas för att passa tillverkningsmetoden. Den här redesignen
ed släppningsvinklar å detaljen, så att den inte fastnar i formen. När en plastdetalj kyls av kommer den
reducera sjunkmärken i detaljen. junkmärken uppstår på ställen där detaljen har materialansamlingar, exempelvis
rken.
ara använda 2/3 av materialtjockleken på ribbor så kan de ändock uppstå små g
igur 21. Detalj
en ojämn materialkylning är det också väldigt viktigt att n detalj även har en jämn godstjocklek. Det finns annars risk för att detaljen litteratur läsa och själv grunna på hur det i verkligheten ter sig. Dessutom blir litteraturen betydligt klarare om man på förhand har en verklig bild att knyta an till. Verktygstillverkning är ett hantverk som kräver känsla och i hopp om att b smittad av denna känsla har ett studiebesök gjorts på Modellteknik där de bland annat tillverkar formverktyg för formsprutning.
Detaljen som skall formsprutas och följaktligen ä b
görs oftast av verktygsmakaren som stämmer av med designern eller konstruktören för detaljen att ändringarna är godtagbara.
De ändringar som behöver göras har bland annat att göra m p
nämligen att krympa något vilket gör att detaljen riskerar att krympa fast så hårt i formen att inte ens en utstötare kan få bort den.
Andra ändringar som kan behöva göras är för att S
vid ribbor eller hörn. Anledningen till att materialet sjunker in har att göra med kylningen av detaljen. Där det finns mycket material kommer innanmätet att avkylas långsammare vilket gör att det materialet som fortfarande är varmt kommer att suga åt sig det kallare materialet, vilket sedans syns som sjunkmä Detta fenomen är väldigt svårt att undvika, även om man följer direktiven om att b
insjunkningar på detaljen. Även om de inte syns lika tydligt som de kan kännas. Oftast så syns de i form av mörka linjer. Figur 21 nedan visar en detaljutformnin som med största sannolikhet kommer att ge upphov till sjunkningar och
formförändringar. Detaljen längst till höger är på det viset detaljen bör utformas för att undvika formförändringar
F utformning.
På grund av effekterna av e
deformeras under kylningen av samma anledning som sjunkmärken uppstår, det vill säga att det varmare materialet suger åt sig det kallare.
Ytan på den färdiga plastdetaljen beror på hur verktygets yta är behandlad.
Oavsett ytbehandling är det väldigt viktigt att detta moment görs med stor omsorg å även ett litet misstag kommer att bli väldigt synligt på den färdiga produkten.
na uppgift kommer endast att drivas till
ge Bonaj inspiration när det är dags för dem att
h udie av kundkrav.
nalys. Detta rbetet kan man sedan
ill sin afisk version av
nktionsanalysen. En fullständig funktionsanalys finns i Bilaga 3 –
3.3.2 Kundkrav från användartest
d i Sverige, Danmark och USA. Vad tycker dessa konsumenter är viktigt? Går det att finna några gemensamma nämnare i dessa tre länder? Huvudsyftet med att ta del av åsikter samt olika utformningar av pressar d
3.3
Projektuppgift B
Projektuppgift B syftar till att göra en nyutveckling av en vitlökspress utan hänsyn till något befintligt verktyg. Den
konceptstadiet och är till för att
utöka sin produktportfölj med en ny vitlökspress.
Den här delen av projektet har följt en traditionell produktutvecklingsprocess oc har då inletts med en funktionsanalys följt av en st
3.3.1 Funktionsanalys av en vitlökspress
En bra start i produktutvecklingsprojekt är att tidigt göra en funktionsa frigör kreativiteten och är till omedelbar hjälp för våra hjärnor att inte tänka i lösningar utan i funktioner. Inför konceptgenereringsa
revidera funktionsanalysen om så är nödvändigt.
En funktionsanalys gjordes tidigt i detta projekt, och har därefter reviderats t slutliga version. I figur 22 nedan presenteras en gr
fu
Funktionsanalys vitlökspress där funktionerna har kategoriserats efter rubrikerna; användning, material, uttryck och produktion.
Figur 22. Grafisk funktionsanalys.
är att se vilka krav användaren ställer på en vitlökspress. Hur och var hittar man
rt. Även om vitlökspressen är en vanligt gga
ävt
ra på redan gjorda konsumenttest av vitlökspressar. På
vitlökens konsistens och vitlökspressens design.
ns amt Göteborgspostens test. De har alla tre tittat på hur lättanvända pressarna är, bjuder de på ordentligt pressmotstånd eller känns vitlöksklyftan som smör i
ressat vitlöksklyftor med och utan skal. Hur står det till med den här typen av information?
I kapitel 2.5.1 Kundkrav beskrivs problematiken med kvalitet, hastighet och kostnad vid val av undersökningsmetod. Begränsande faktorer på hur omfattande en undersökning kan göras är tid och pengar. Att använda fokusgrupper som
nderökningsmetod valdes tidigt bo u
förekommande produkt uppmärksammades det att det inte är helt enkelt att lä beslag på ett signifikant antal olika pressar inom ett någorlunda bekvämt
geografiskt avstånd. Efter en botanisering bland vitlökpressarnas priser svalnade intresset för denna undersökningsmetod ytterligare eftersom metoden hade kr ett större inköp av pressar.
För många är vitlökspressen dessutom bara ett verktyg som de inte lägger särskilt stor vikt vid. Detta uppmärksammades under projektets inledande del och för att undvika att detta fenomen skulle ställa till det i en eventuell intervjusituation
aldes det att istället fokuse v
detta viset var det även enkelt att ta del av uppfattningar från användare i både Sverige, Danmark och USA.
Dessa konsumenttest har fokuserat på att testa olika vitlökspressar och ge dem betyg. De flesta av testen har fokuserat på enkelhet att rengöra, smidig pressning utan spill samt möjlighet att pressa oskalade klyftor. Användare i USA har även
gt stor vikt vid den pressade la
Några av testen verkar dock mindre tillförlitliga än andra och eftersom det inte med någon vidare noggrannhet går att avgöra tillförlitligheten hos något av testen läggs det ingen större vikt vid de inbördes rankade vitlökspressarna. Den fråga
om denna metod söker svar på är vilka krav användaren efterfrågar hos en s
vitlökspress. För att besvara den frågan har därför tonvikten lagts vid vad testen anser vara bra egenskaper respektive dåliga egenskaper hos en vitlökspress.
3.3.2.1 Sverige
Från Sverige har tre användartest undersökts nämligen Ica-kurirens, Smartso s
pressen? De har p
precisionen i pressen, pressas all vitlök ut? Rengöring har också varit en mycket viktig faktor vid alla tre testen. Ett fåtal testade vitlökspressar har lösa delar vilka har givits både ris och ros, mest ris då det från Smartson kommenterades att den lösa delen inte blir långvarig i en småbarnsfamilj.
Hur testresultaten har sammanställts framgår inte men kommentarerna är av karaktären att döma enskilda testpersoners åsikter och värderingar snarare än faktabaserade testresultat.
3.3.2.2 Danmark
Det danska konsumentverket, Forbrug, har gjort ett omfattande test där betygskriterierna är mer faktabaserade än baserade på enskilda testpersoners
sikter och värderingar. De har betygsatt hur många procent av vitlöken som et vill säga hur mycket spill vitlökspressen lämnar rent
även tittat på vad som krävs under en handdisk för att estet
e id ven
testat 12 tycken vitlökspressar i olika prisklasser. De ställde en fråga före testet vilken löd;
ress påverka hur maten kommer att smaka? De valde ut sju av de arna som sedan fick ingå i ett test med målet att utreda om
a från pressar som ressade vitlöken så fint som möjligt. Det var även viktigt att all vitlök som
att användarvänlighet. Även ngöringsförmåga betygsattes. Betygskriterierna bestod i testet inte av några
ng ut, äldesignad och inneha en pålitlig gedigen konstruktion, men när den sätts
saker är vad de utger sig för att vara. Efter en tid öp av vitlökspressar ändå var nödvändigt eftersom å
pressen pressar ut, d procentuellt. De har
vitlökspressen skall bli ren - rinnande vatten eller en ordentlig skrubb. T innefattar även maskindisk. Forbrug har pressat vitlökar med och utan skal. D har även inkluderat en bedömning om det finns risk för att klämma fingrarna v användandet av vitlökspressen. Vilket kan tyckas vara en självklarhet men ä självklarheter glöms bort om man inte gör sig uppmärksam på dem.
3.3.2.3 USA
Cook’s Illustrated är ett matlagningsmagasin för bland annat kockar och andra människor som är intresserade av matlagning. Cook’s Illustrated har
s
kan en vitlöksp 12 vitlökspress
konsistensen på pressad vitök gör någon skillnad i en maträtt.
En kock lagade en rätt med vitlök och olivpasta i sju uppsättningar där endast vitlökens beredning var skillnaden. Denna rätt provsmakades sedan av en uppsättning matprovare vilka alla konstaterade att; ja, vitlökens konsistens påverkar smaken. Den godaste vitlökssmaken visade sig komm
p
pressades var jämn i sin konsistens, samma press fick inte generera olika stora bitar av vitlök. Detta kunde innebära att de minsta bitarna av den pressade vitlöken kunde stekas för mycket, eller på annat sätt överberedas, och för en finsmakare till och med uppfattas som vidbränd.
Med den pressade vitlökens konsistens som primärt mål bedömdes 12 stycken vitlökspressar. Pressar med lösa detaljer nedgraderades på grund av risken delarna skulle försvinna. Själva pressmomentet betygsattes och även designen som inbegrep konstruktion, ergonomi och intuitiv
re
mätbara värden utan bestod av en uppskattningsskala på tre steg; dålig, ok och bra.
3.3.3 Konkurrentanalys
Vitlökspressen är ett redskap som är svårt att bara genom en okulär undersökni bilda sig en uppfattning om kvalitetsmässigt. En vitlökspress kan se väldigt bra vara v
under lupp är det inte säkert att upptäcktes det att ett mindre ink
en okulär undersökning inte säger så mycket om kvaliteten på lösningen. Huvudsyftet med detta inköp var att se vilka funktionslösningar som var bra respektive mindre bra. Fokus har lagts på vitlökspressar till större delen tillverkade i plast.
De flesta vitlökspressarna som har figurerat i ovan nämnda konsumenttest gjorda i antingen stål eller aluminium. Detta projekt handlar om att göra en vitlökspress i formsprutad plast. Vitlökspressar i metall respektive plast s väldigt mycket åt re
är kiljer sig nt formmässigt. Man skulle kunna tro att man med plasten har öjlighet att formge på ett mer fritt sätt men faktum är att de krafter som en
d i ll en görs med hjälp av en knapp. astroMax vitlökspress består av tre delar, varav knappen är en löstagbar del.
en.
en ök nnande vatten för att få bort vitlöken. Vitlökspressen levereras med en
a
Figur 23. GastroMax vitlökspress, 59 kr.
IKEA:s Charm (se figur 24) är gjord i två delar, där metallsilen är integrerad i underdelen. Den är skön att hålla i och samtidigt lätt att pressa med. Dock är
n är stora men mellanrummen mellan hålen inte fullt så regelbunden massa. Vitlöken ressas dessutom upp över kanterna. Det blir en del vitlöksspill med IKEA:s m
vitlökspress måste klara av lämpar sig bättre för metall. Mer om plast som material finns att läsa i Appendix 2 – Plast.
En konkurrent till Bonaj är Sveico som äger varumärket GastroMax. De tillverkar och säljer formsprutade köksredskap. GastroMax vitlökspress är helt tillverka plast och säljs i butik för 59 kr (se figur 23). Den fungerar som en traditione press med undantaget att den sista pressning
G
Eftersom plast inte är lika hållbart som metall har GastroMax en ganska så tilltagen tjocklek i presskålens undersida vilket gör att även hålen blir väldigt djupa. Detta kompenseras av taggarna som pressar ut all vitlök ur de djupa hål GastroMax vitlökspress går ej att använda till klyftor med skal. Däremot lämnar den väldigt fin konsistens på vitlök pressad utan skal. Rengöringen kan, av d löstagbara delen att döma, gå smärtfritt till men så är inte riktigt fallet. Om vitl nästlat sig in i någon av skålarnas hål eller mellan taggarna krävs det mer än ri
bruksanvisning i form av en bildserie, där det framgår hur knappen plockas bort. Dock finns det ingen tydlig riktning på själva knappen, vilket gör den lätt att sätt tillbaka åt fel håll. Om man pressar flera klyftor efter varandra kan det även vara svårt att få bort knappen efteråt eftersom vitlöksrester lätt får knappens
snäppfunktion att kärva.
vitlök med skal inte att tänka på. Håle är större, vilket gör vitlöken till en p
Figur 24. IKEA:s vitlökspress Charm, 19 kr.
Tupperwares vitlökspress (se figur 25) har en modern design, men är ordentligt överdimensionerad. Den är gjord för en stor manshand vilket gör den en smula obekväm för en mindre hand att använda. Presskålen är väldigt rymlig och man
ör att pressningen kan bli trög. itlöksklyftor med skal är ett ordentligt kraftprov och konsistensen på
e r
Bonajs vitlökspress (se figur 26) säljs under Fiskars namn här i Sverige och på Åhléns säljs den för 65 kr. Pressen har en metallsil där vitlöken, med eller utan
hålkanterna gör även att
örre ansträngning. Klyftor med skal kan till ch med vara att föredra då rengöringen blir enklare. Vitlöken stannar i presskålen lockas att fylla den till bredden vilket g
V
vitlöksmassan blir inte jämn. Ju mer vitlök man fyller presskålen med desto störr är även risken att vitlök tränger ut genom öppningar som den inte är avsedd att tränga ut igenom. Dock är Tupperwares vitlökspress behändig i och med att det ä så enkelt att mot en kastrullkant skrapa av vitlökspresset.
Figur 25. Tupperwares vitlökspress, 194 kr.
skal, pressas igenom till en jämn massa. De vassa vitlöken pressas igenom utan någon st
o
utan att pressas upp över kanterna. Hålen i silen är vassa och stålet är tunt vilket gör att pressen blir väldigt enkel att rengöra utan att en massa vitlök fastnar i hålen och behöver petas bort.
Figur 26. Bonajs vitlökspress, 65 kr.
Det tråkiga med Bonajs vitlökspress är att man måste skrapa av den pressade d av den kant som håller silen på plats. Detta ots den i övrigt välfungerade pressningen.
kål ilket inte gynnar rengöringen märkvärt. Den här vitlökspressen är dessutom
r n
Figur 27. Fiskars vitlökspress med en löstagbar skål.
vitlöken med något redskap på grun gör att det lätt blir vitlöksspill tr
En numera vanlig modell, till största delen i metall, är Fiskars andra variant (se figur 27) som också den har en löstagbar sil, dock är den här silen även en s v
riktigt dålig. Hålen i silen är mycket stora och mellanrummen likaså. Klacken ha en dålig passform vilket gör att vitlök tränger upp över kanterna. Den är tung att hålla i och tung att arbeta med. Det positiva är att det går att skrapa av vitlöke direkt mot ett uppsamlingskärl.