Måleriproduktion AB
Akademin för Innovation, Design och Teknik
Introduktion för nyanställda
inom produktion
Examensarbete
Grundläggande nivå, 15 hp
Produkt- och processutvecklingEmma Sandström
Rapport nr:
Handledare, företag: Mats Högback
Handledare, Mälardalens högskola: Filip Flankegård Examinator: Antti Salonen
ABSTRACT
Companies face increasing demands in a global and deregulated market environment. The competition becomes harder with an increasing number of companies aiming to serve the same customers. This means that the companies must work with improvements in order to reduce costs. One way to reduce costs is to minimize non value adding activities, for example when products must be reworked or improved due to errors caused by the personnel. The risk for these errors increases when companies take on many new employees in a short time frame without effective introduction and work training. Companies can improve efficiency and reduce errors by applying standardised work processes.
This thesis has been done at Måleriproduktion AB (MPA). The aim of the thesis has been to describe how MPA’s introduction process for new employees is today and if there are areas of improvements.
The thesis is a qualitative study consisting of the following main parts; planning phase, literature study, questionnaires and interviews, data collection and analysis.
The study shows that MPA already has several of the tools for a good and effective
introduction process. Certain tools are not used as planned and there is no standardised process. The literature study, questionnaires and interviews and my own ideas gave several suggestions of improvements.
The recommendations to the company is to continue to use and update the tools they already have (Introduction plan, Skills matrix and Information folder).
The company should also start to use mentors during the introduction, develop short check lists and instructions for different work operations and introduce feedback/follow up meetings after completed introduction.
In order for all employees to get the same information about changes and updates a white board should be put up where the changes are written.
Keywords: Introduction, new employees, work training, production, motivation and
SAMMANFATTNING
Det ställs allt högre krav på företagen. I en global och avreglerad marknad blir
konkurrenssituationen hårdare eftersom allt fler företag konkurrerar om samma kunder. Det medför att företagen hela tiden måste arbeta med förbättringar som minskar kostnaderna. Ett sätt att minska kostnaderna är minimera arbete som inte är värdeskapande, till exempel när produkter måste omarbetas eller förbättras på grund av att personalen gjort fel, vilket ofta händer när företagen tar in många nya och upplärningen inte fungerar på ett bra sätt. För att minska felen och för att få ett mer effektivt arbete kan arbetsprocesserna standardiseras. Det här examensarbetet har utförts på Måleriproduktion AB (MPA). Frågeställningarna som arbetet har besvarat är hur MPAs introduktion ser ut för nya medarbetare idag och om det finns sätt att förbättra nuvarande rutiner.
Arbetet är till största delen en kvalitativ undersökning som har omfattat följande huvudpunkter; planering, litteraturstudie, enkäter och intervjuer, datainsamling och analys.
I arbetet kommer det fram att MPA har många av de byggstenar som behövs för en bra och effektiv introduktion. Vissa rutiner fungerar inte som det var tänkt och det finns ingen
standardiserad process. Litteraturstudien, förslag i enkäter och intervjuer och mina egna idéer gav flera uppslag till förbättringar.
Mina rekommendationer till företaget att man ska fortsätta använda och uppdatera de verktyg som finns idag (introduktionsplan, informationsfolder och kompetensmatris).
Företaget bör också ta fram rutiner för att använda handledare under introduktionen, ta fram kortfattade checklistor och instruktioner för olika arbetsmoment och införa återkopplingssamtal efter genomförd introduktion.
För att samtliga anställda ska få samma information borde det sättas upp en tavla där förändringar skrivs upp.
Nyckelord: Introduktion, nyanställda, upplärning, produktion, motivation och standardiserat
FÖRORD
Det här är ett examensarbete för högskoleingenjör med inriktning innovation, produktion och logistik. Arbetet gjordes på Måleriproduktion AB. Jag vill tacka Måleriproduktion AB för att de gav mig möjligheten att göra mitt examensarbete hos dem. Jag vill även tacka min
handledare från företaget, Mats Högback för att ha gett med mig bra information och idéer. Jag vill tacka min handledare på MDH, Filip Flankegård för att ha gett bra tips på hur ett examensarbete ska vara och bra synpunkter under arbetet.
Sist men inte minst vill jag tacka alla anställda på MPA på Finnslätten för att de tog sig tid att svara på enkäterna och för att de visade intresse för mitt arbete.
Emma Sandström
INNEHÅLLSFÖRTECKNING
1 INLEDNING ... 8
1.1 BAKGRUND ... 8
1.2 PROBLEMFORMULERING... 8
1.3 SYFTE OCH FRÅGESTÄLLNINGAR ... 8
1.4 AVGRÄNSNINGAR ... 9
2 ANSATS OCH METOD ... 10
2.1 LITTERATURSTUDIEN ... 10
2.2 FALLSTUDIE ... 10
2.2.1 Enkäter ... 10
2.2.2 Intervjuer ... 11
2.3 ANALYSERING AV DATA ... 11
2.4 RELIABILITET OCH VALIDITET ... 11
3 TEORETISK REFERENSRAM ... 12
3.1 KOMPETENS ... 12
3.2 INTRODUKTIONEN ... 13
3.3 STANDARDISERAT ARBETSSÄTT ... 14
3.4 INSTRUKTIONER OCH DOKUMENTATION ... 14
3.5 INLÄRNINGSKURVAN ... 14 3.6 FADDERSKAP ... 15 3.7 INTRODUKTIONSMATERIAL ... 15 3.8 KOMMUNIKATION ... 16 3.9 MOTIVATION ... 16 3.10 5S ... 17 4 RESULTAT ... 19 4.1 MÅLERIPRODUKTION AB (MPA) ... 19 4.2 MPA PÅ FINNSLÄTTEN ... 19 4.3 PRODUKTIONEN ... 19 4.4 MASKERING ... 19 4.4.1 Inskrivning av robot ... 19 4.4.2 Maskering av robot ... 19 4.4.3 Tvättning av robot ... 20 4.5 LEVERANSJUSTERING ... 20
4.5.1 Avmaskering/ Fetta och Skruva ... 20
4.5.2 Dekalningen ... 20
4.5.3 Förbättringsmålningen ... 20
4.6 NUVARANDE INTRODUKTIONSPROCESS ... 21
4.6.1 Introduktionsplan ... 21
4.7 INSTRUKTIONER OCH RITNINGAR ... 21
4.8 KOMPETENSMATRIS ... 22
4.9 EFTER INTRODUKTIONEN... 22
4.10 ENKÄTUNDERSÖKNING FÖR NYA MEDARBETARE ... 22
4.11 ENKÄTUNDERSÖKNING FÖR ERFARNA MEDARBETARE ... 23
4.12 5S INOM MPA ... 24
5 ANALYS... 25
5.2 INTRODUKTIONEN ... 25
5.3 STANDARDISERAT ARBETSSÄTT ... 25
5.4 INSTRUKTIONER OCH DOKUMENTATION ... 25
5.5 INLÄRNINGSKURVAN ... 26
5.6 FADDERSKAP ... 26
5.7 KOMMUNIKATION ... 26
5.8 MOTIVATION ... 27
5.9 5S ... 27
6 SLUTSATSER OCH REKOMMENDATIONER ... 28
6.1 REKOMMENDATIONER TILL FÖRETAGET ... 28
7 KÄLLFÖRTECKNING ... 29
FÖRKORTNINGAR
MPA Måleriproduktion AB
1 INLEDNING
1.1 Bakgrund
Det ställs allt högre krav på företagen. I en global och avreglerad marknad blir konkurrenssituationen hårdare eftersom allt fler företag konkurrerar om samma kunder. Ett sätt att möta både kund- och ägarkrav är ökad produktivitet. (Petersson et al, 2009) Det medför att företagen hela tiden måste arbeta med förbättringar som minskar kostnaderna. Ett sätt att minska kostnaderna är att se om det finns arbeten som inte är värdeskapande och försöka ta bort dem. Ett exempel på onödigt arbete är när produkter måste omarbetas eller förbättras på grund av att personalen gjort fel, vilket ofta händer när företagen tar in många nya och upplärningen inte fungerar på ett bra sätt. För att minska felen och för att få ett mer effektivt arbete kan arbetsprocesserna standardiseras.
Tankar på att företag skulle jobba med standardiserat arbetssätt började komma när företag startade massproduktion. Den moderna tillverkningen och standardiseringen grundar sig på Frederick Taylor som skapade Scientific Management. Henry Ford förknippas även med standardiserat arbetssätt då Ford Motor Companys tillhörde de första stora massproducenterna. (Liker, 2009)
I Sverige ökar bemanningsbranschen varje år. Ökningen är kraftigast inom industri och lager. Den bransch som använder bemanning mest är tillverkningsindustrin. Det här gör att det kan vara stor omsättning på personal. (Dagens arbete, 2017) Vid tillfällen när volymen ökar stort ökar även behovet av personal mycket och det blir många nya till företaget vid samma tidpunkt. Många företag använder sig av inhyrd personal eftersom de inte kan veta om volymökningen är tillfällig eller om den kommer vara på lång sikt. Det är även enklare företagen att ta inhyrd personal då de inte är anställda på själva företaget och företagen slipper hålla i själva intervju- och anställningsprocessen. Konsultbolagen ansvarar för att hitta kompetent personal för jobbet och uppsägningstiden för att säga upp inhyrd personal är kort.
1.2 Problemformulering
Måleriproduktion AB (MPA) har ökat personalen inom produktionen med ca 20 % under 2017 vilket har gjort att de har insett att de har ett behov att förbättra introduktionen för de nyanställda. Eftersom det är många som börjat samtidigt ställs det krav på en väl fungerande introduktion. På MPA finns det inga rutiner för upplärningen utan varje handledare får själv ansvara för hur den utförs. Handledaren har inget dokument att följa vilket kan leda till att de missar att lära upp moment som inte görs så ofta eller att de är osäkra på hur de ska lägga upp introduktionen. Vid tillfällen då det anställs många nya är det också vanligt att kvalitetsfelen ökar och det blir mer att åtgärda vilket medför sämre effektivitet.
1.3 Syfte och frågeställningar
Syftet med det här examensarbetet är att se över MPAs nuvarande introduktion och sedan komma fram till vilka förbättringar de kan göra.
Frågeställningar som detta examensarbete ska besvara är följande: Hur har MPA lagt upp sin introduktion?
1.4 Avgränsningar
Den här studien fokuserar endast på MPAs anläggning som ligger på Finnslätten. Det är endast hur upplärningen går till som kommer att studeras. Det är inte heller alla stationer som kommer att studeras eftersom det skulle bli ett alldeles för omfattande arbete. Stationerna Maskering och Leveransjusteringen kommer att studeras och förslag på hur upplärningsprocessen kan standardiseras kommer att tas fram för de två stationerna. Det här kan även ge företaget idéer på hur de själva kan jobba vidare med att standardisera arbetsprocesserna på andra stationer. Examensarbetet har pågått under ca 10 veckor.
2 ANSATS OCH METOD
En litteraturstudie och en fallstudie har genomförts för att kunna besvara frågeställningarna. Litteraturstudien genomfördes för att kunna se vad andra har gjort tidigare men även vad som skrivits om olika teorier inom området. Denna rapport bygger både på sekundär- och primär data. När arbetet startade var första uppgiften att utreda vad den innebar. Tillsammans med handledaren på företaget diskuterades vad som skulle utredas. För att få en tidsuppfattning gjordes en grov planering för vad arbetet skulle innehålla.
Planering Litteraturstudie Enkäter och intervjuer Datainsamling
Analys
I en kvalitativ undersökning kan de data som samlas in, i motsats till en kvantitativ undersökning, inte kvantifieras (Lekvall & Wahlbin, 2001). Det här arbetet är i första hand att vara kvalitativt eftersom de intervjuer och enkäterna som gjorts till stor del är kvalitativa. Enkäterna kan delvis betraktas kvantitativa eftersom de innebär analys av data fast det inte är så stor mängd data som analyserats.
2.1 Litteraturstudien
En litteraturstudie genomfördes för att få en djupare kunskaper om ämnet. För att hitta böcker om ämnet har vetenskapliga artiklar och andra examensarbeten lästs. Litteraturstudien genomfördes även för att hitta sekundär data till en teoretisk referensram.
De databaser som har används är Google Schoolar och Diva.
Följande nyckelord har använts; Introduktion, nyanställda, upplärning, produktion och standardiserat arbete. Till en början gav sökorden många träffar och därför togs även sökordet produktion med. Detta gjorde att antalet sökträffar minskade. Därefter lästes enbart abstracten för att se om arbetena var intressanta eller ej och på det sättet sålla ytterligare.
2.2 Fallstudie
En fallstudie genomfördes på MPA i Västerås genom att studera hur deras upplärningsprocess såg ut. Det genomfördes även flera besök för att få en överblick hur själva arbetet går till i fabriken. Under de här besöken studerades arbetsstationerna maskering och leveransjustering för att få en uppfattning om hur det fungerar. Besöken utfördes för att senare kunna hjälpa till att standardisera deras upplärningsprocess.
2.2.1 Enkäter
Alla nya medarbetare som har varit på företaget mindre än 6 mån fick svara på en enkät för att få reda på hur de upplevde upplärningen. Frågorna som medarbetarna har besvarat finns i Bilaga 1. Enkäten användes för att upptäcka de fördelar och nackdelar som finns med MPAs nuvarande upplärningssystem.
De anställda som har varit där över 6 månader fick svara på en annan enkät, se Bilaga 2, där de fick svara på om de har ansvarat för en introduktion och om de har några förbättringsförslag. Den andra enkäten gjordes för att ta reda på vad de som varit handledare tyckte, om de skulle vilja förändra introduktionen eller om de saknat något för att kunna genomföra en bra upplärning. Enkäterna gjordes för att ge en överblick på vad som är bra och vad som behöver förbättras.
2.2.2 Intervjuer
Intervjuerna gjordes efter enkäterna för att kunna få en djupare kunskap om hur företaget gör med introduktionen för nyanställda och för att följa upp svar och synpunkter från enkäterna. Intervjuerna var även viktiga för att besvara andra frågor som rör rapporten. Frågorna som har ställts i intervjuerna finns in bilaga 3. De personer som har blivit intervjuade är produktionschefen, skiftledaren och den HR ansvarige. De förberedda frågorna användes mer som ett stöd för minnet vid intervjuerna snarare än som en exakt mall som följdes till punkt och pricka. Vid intervjutillfällena gjordes det noggranna anteckningar.
2.3 Analysering av data
De två olika enkäterna gav mycket fakta som behövde analyseras och sammanställas vilket gjordes var för sig. De olika svaren sammanställdes i tabeller där sedan flera av de mest intressanta frågeställningarna presenteras i diagram i detta arbete.
Enkätsvaren är medarbetarnas personliga åsikter om hur introduktionen har varit. Observation av några introduktioner gjordes för att observera hur en introduktion kunde vara. Vid de här introduktionerna hölls även kortare intervjuer med de anställda.
2.4 Reliabilitet och validitet
Vid en undersökning är det viktigt att de mätinstrument som används är tillförlitliga och användbara. Mätinstrument som uppfyller det här har god reliabilitet. När enkäter utförs finns det metoder för att se hur bra tillförligheten är. Det går till exempel att använda sig av
kontrollfrågor men då måste det vara många frågor i enkäten. Om det är samma svar på kontrollfrågorna som de andra frågorna kan reliabiliteten vara hög. (Ejvegård, 2012) I arbetet användes korta enkäter för att få så många svar som möjligt. Eftersom enkäterna var korta fanns det inte något utrymme för kontrollfrågor. För att ändå kunna säkra att det är en hög reliabilitet kompletterades enkäterna med kortare intervjuer för att se att svaren blir lika båda gångerna.
Validitet innebär att det som det är tänkt att mätas verkligen är det som mäts. Validiteten påverkas av reliabiliteten. Om reliabiliteten är låg går det inte att få hög validitet. Däremot är det inte säkert att validiteten är hög bara för att reliabiliteten är det. Att kontrollera att
validiteten är tillräckligt bra är svårare än att kontrollera om reliabiliteten är bra. (Ejvegård, 2012) I arbetet kompletterades som nämnts enkäterna med korta intervjuer. I intervjuerna diskuterades enkätfrågorna och det var möjligt att få fördjupad information på visa frågor. Det var också ett bra tillfälle att reda ut eventuella missförstånd i enkätsvaren. Intervjuerna gav även bättre möjlighet att bedöma om den svarandes uppriktighet jämfört med anonyma enkätsvar. Å andra sidan kanske det framkom intressant information i enkäterna som den svaranden inte ville eller vågade prata om i intervjuerna.
3 TEORETISK REFERENSRAM
3.1 Kompetens
I arbetslivet kan kompetens innebära:
Baskunskaper och nya kunskaper som är aktuella för arbetet.
Att den anställde är motiverad och känner att hen kan använda sig av sina kunskaper. Bra samarbetsförmåga för att kunna skapa goda relationer mellan kollegor.
( Rubenowitz, 2004)
Kompetens kan beskrivas med tre ord kunskap, viljan och tillfället. (Granberg, 2011)
Företagets kompetens består av de anställdas kompetens. Företagets behov av en viss kompetens påverkar de anställdas behov av kompetensutveckling. För att veta vilka som behöver utvecklas och vilka som kan vad, går det att använda sig av olika metoder. (Rubenowitz, 2004).
I ett företag kan kompetensen kartläggas med hjälp av en kompetensmatris. Det finns enkla kompetensmatriser som Figur 1 men det förekommer även mer invecklade matriser som Figur 2. Matrisen används för att visa individens- och gruppens kompetens. Den visar tydligt vilka som kan vad och det gör det enklare att planera och fördela arbetet. En kompetensmatris kan även visa om fler behöver läras upp inom ett visst område.
Kompetens kan delas i fyra nivåer. Det är dessa fyra nivåer som används i figur 2: 1. Har teoretiskt och praktiskt kännedom om
2. Kan utföra praktiskt
3. Har goda kunskaper, erfarenheter och färdighet 4. Kan lära ut till andra (Nord et al, 1997)
anställd 1 anställd 2 anställd 3 anställd 4 anställd 5 verktygsbyte omställning manuellkörning byte slitdetaljer förebyggande undehåll kontroll
Figur 1: enkel kompetensmatris. Om personen uppfyller de krav som ställts så är rutan ifylld/gråmarkerad
anställd 1 anställd 2 anställd 3 anställd 4 anställd 5
verktygsbyte 4 3 2 omställning 4 3 2 manuellkörning 3 4 2 2 3 byte slitdetaljer 3 4 förebyggande underhåll 4 3 kontroll 4 3
Figur 2: kompetensmatris med olika nivåer
Individuell kompetens delas in i två, tröskel- och stjärnkompetens. Den kompetens som behövs för att den anställde ska göra sitt arbete är tröskelkompetens. Beroende på vad det är för arbete så påverkar det vad tröskelkompetensen innehåller. Stjärnkompetens är det som skiljer individer åt. Stjärnkompetens kan vara dessa:
Självinsikt Självstyrning Motivation
Empati
Social förmåga (Lindmark & Önnevik, 2006)
3.2 Introduktionen
Det har visat sig att det första intrycket för nya medarbetare har stor betydelse för då skapas grundattityden till företaget. Grundattityden kan prägla medarbetarens anställning under en lång tid. Därför är det viktigt att medarbetaren får ett positivt intryck. (Rubenowitz, 2004) Om introduktionen är noggrant planerad så leder det oftast till att den nya medarbetaren blir välkomnad och kommer in i gruppen/ jobbet.( Lindmark & Önnevik, 2006)
En introduktion är en process för en person som ska komma in i en ny arbetssituation. Om det finns bra rutiner för introduktionen gör det att den nya medarbetaren får positivt första intryck och blir mer positivt inställd till det nya arbetet.
Om företaget har en standardiserad introduktion leder det till att viktiga moment i introduktionen inte glöms bort. (Rubenowitz, 2004) Introduktionen ska starta redan när den nya medarbeten intervjuas. Om företaget börjar då kan den informera vad företaget gör, hur och varför. Steget efter det är när den nyanställde kommer till jobbet för första gången. Det viktiga med första dagen är att den nya känner sig välkommen och får chans att reflektera över sitt nya arbete. (Lindmark & Önnevik, 2006)
Det är tyvärr vanligt att den nyanställde hamnar direkt i arbetsuppgifterna så att det inte blir så mycket introduktion. På vissa arbetsplatser har det blivit så att introduktionen har utförts en tid efter den nyanställde har börjat. Längden på en introduktion kan variera allt från en dag till veckor eller till och med år. (Lindmark & Önnevik, 2006)
Syftet med strukturerade introduktionsrutiner är enligt Rubenowitz (2004) det följande:
Att den anställda får en positiv inställning till arbetet och ge information om saker som den nya medarbetaren kan känna sig osäker över.
Den nya medarbetaren får samma kunskap som de andra på företaget.
Introduktionen kan vara den enda interna utbildning i företaget. Därför är det bra att arbetsinstruktionerna är tydliga från början eftersom det bidrar till snabbare inlärning och den nyanställde kan komma upp i samma nivå som de andra medarbetarna fortare.
Om alla medarbetare vet hur introduktionen ser ut, bidrar det till att minska konflikter t ex där medarbetare tror att den nyanställde har fått information som de inte fått.
En välplanerad introduktion kan bidra till bättre arbetsmiljö och minskad personalomsättning.
Bra genomgång av säkerhetsföreskrifterna och olycksfallsriskerna kan leda till att det blir minskade olycksfall bland nyanställda.
Efter introduktionen är slut är det bra att följa och ta reda på hur introduktionen varit. Den närmaste chefen ska stämma av dessa punkter (Granberg, 2011):
Hur introduktionen har fungerat.
Finns något mer som behövs gås igenom.
3.3 Standardiserat arbetssätt
En standard beskriver vad som gäller just nu och den gör att avvikelser kan upptäckas. Om ingen standard finns kan det vara svårt att hitta orsaken till de problem som uppkommer. (Petersson et al, 2009 )
Det är viktigt att ha en balans när det gäller standardiserat arbetssätt, om det blir för strikt går det inte att förbättra arbetet, kreativiteten bland de anställda minskar och det går inte att nå de uppsatta målen. När standarden bestäms så är det viktigt att se över hur den skrivs och vilka som är med och bestämmer den.
Punkter att tänka på när arbetssättet ska standardiseras är:
standarderna ska vara specifika eftersom de ska fungera som en guide
standarderna ska vara allmänna så det finns lite flexibilitet i dem (Liker, 2009)
När standarden sprids i företaget så bidrar det till att kunskapen sprids vidare. (Petersson et al,) Det tar tid att se över standarden och ändra den, därför är det bra att de som gör arbetet är med och tar fram standarden. Standarden ska inte heller tvingas på de anställda eftersom det kan bidra till osämja mellan ledningen och de anställda. (Liker, 2009)
Standardiseringen av manuellt arbete kallas för metodstandard och fungerar i de flesta verksamheter. (Petersson et al,) Att ha en metodstandard gör att alla får en förutsättning att arbeta på samma sätt. Att ha en standard gör att kvalitén ligger på en jämn nivå. För att en metodstandard ska vara bra är det viktigt att den är tydligt och kortfattad. (Petersson et al, 2009)
3.4 Instruktioner och dokumentation
Frågan om en standard ska dokumenteras eller inte beror på vilken sorts standard det är. Om standarden endast gäller för en person och det inte finns kvalitets- och tidskrav behöver standarden inte dokumenteras.
Hur standarden dokumenteras kommer påverka om standarden följs eller inte. Om allt skrivs ner kan det leda till att det blir oläst när det blir för mycket. Det kan även leda till att
förändringar av standarden missas det av de anställda. Att använda bilder på hur sakerna ska vara är bättre än att använda sig av ord. (Petersson et al, 2009).
3.5 Inlärningskurvan
En inlärningskurva är en matematisk beskrivning för arbetarnas utveckling i arbeten med repetitiva arbetsuppgifter. En arbetare som utför repetitiva arbetsuppgifter hela tiden utför arbetsuppgiften snabbare med tiden på grund av att det blir en vana och att arbetaren finner bättre sätt att utföra uppgiften på. (Anzanello & Fogliatto, 2011)
Figur 3: inlärningskurvan och dess faser
Alla människor är olika och det gör att de lär sig saker på olika sätt (Marton & Booth, 2000) Första fasen i inlärningskurvan, när personen ska lära sig något så tar det tid eftersom det är helt nytt. I andra fasen har personen fått lite förståelseom det som ska läras och då går det snabbt att lära sig. Personen känner att det äntligen går bra och att den är mer säker på sin uppgift. Det kan även göra att personen tror att den kan mer än den gör. I tredje fasen kan det börja kännas jobbigt igen och personen kan hamna på en inlärningsplatå där inlärningen stannar av. Inlärningsplatån kan bero på flera olika orsaker, t.ex. när man går från ett inlärningssätt till ett annat. Efter en tid på inlärningsplatån kan inlärningen ta fart igen. (Rubenowitz, 2004)
3.6 Fadderskap
Företag kan använda sig av en mentorer eller faddrar för att ta hand om nyanställda. Faddern/mentorn kan hjälpa till inom fyra områden;
Samtalspartner Kontaktbyggare Inspiratören Utbildaren
De anställda som har haft en fadder har gjort sitt arbete bättre och kunnat ta till sig nya arbetsuppgifter snabbare. Det är bra med en fadder då de nya ofta har många funderingar och frågor men vet inte vem de kan prata med för att få svar. En fadder kan då hjälpa till och besvara frågor som uppkommer. Den nya medarbetaren kan få svar på frågorna från
arbetskamraterna eller närmaste chef svara på frågor om arbetsuppgifter men är inte säkert att den nya anställde vill fråga varför vissa arbetsuppgifter görs på ett visst sätt.(Granberg, 2011)
3.7 Introduktionsmaterial
Det är vanligt att företagen har broschyrer, i broschyrerna brukar det finnas beskrivningar om: Företagsverksamhet och organstation
Löne- och anställningsvillkor Ordningsregler
Skyddsverksamhet
Det vanligaste är att broschyren delas ut när anställningsavtalet skrivs på. (Granberg, 2011)
3.8 Kommunikation
Människor har kommunicerat på ett eller annat sätt så länge de har funnits. Kommunikation är en aktivitet som gör att människor får kontakt med varandra. Kommunikationsprocessen var i början enkelriktad men på senare tid kom idéer för att den skulle vara dubbelriktad och symmetrisk. Det skulle göra kommunikationen mer effektiv. ( Hamrefors, 2014)
Det går att dela upp kommunikation enligt två synsätt. Det första synsättet är uppfattningen om hur förmedlingen av olika signaler av budskap, känslor och attityder sker. Det här är en linjär kontaktform och som är ganska mekanisk. Enligt det andra synsättet är kommunikationen i stort sätt är en gemensam aktivitet mellan de inblandade. ( Larsson, 1997)
I en kommunikationsaktivitet är information innehållet som byts när två personer kommunicerar. Det är oftast envägs- eller tvåvägskommunikation som används i arbetslivet.
Kommunikation kan vara formell eller informell kommunikation. Den formella kommunikationen är den kommunikation som ledningen i en organisation kommunicerar ut. Den informella kommunikationen är interaktionen mellan medarbetare som sker bredvid den formella. De här två kommunikationerna hör samman. Personalens behov av information blir oftast inte helt tillfredsställd av de formella kanalerna och där fyller den informella kommunikationen upp de behoven. ( Larsson, 1997).
3.9 Motivation
Motivation kan beskrivas som en önskan och behovet av att sträva mot ett mål. Motivation är en del av det som hjälper till med inlärningen. Det måste finnas motivation för att inlärningen ska fungera.(Rubenowitz, 2004)
Om den anställde är motiverad så leder det till att produktiviteten ökar. (Wilson, 2017), Ett av de största problemen som en chef kan ställas inför är att kunna motivera sina anställda. Förståelsen av vad som motiverar de anställda kan leda till att förstå hur de kommer att agera. (Wilson, 2017). En av de klassiska behovsteorierna är Maslows behovsteori. (Wilson, 2017) Maslows behovsteori förklarar vilka behov som påverkar mer och motiverar beteende (Rubenowitz, 2004). Maslow säger att människan har 5 behov som gör den motiverad. (Abrahamsson & Andersen, 2005). Behoven är konstanta eftersom de är medfödda. (Wilson, 2017) Innan personen kan gå vidare till efterföljande steg så måste behovet i steget som personen befinner sig i vara uppfyllt. de fem stegen är följande:
1. Fysiologiska behov- är behov av mat och dryck 2. Trygghetsbehov-
3. Sociala behov-
4. Behov av status och prestige- 5. Behov av självförverkligande-
Vissa behov är viktigare än andra. Det är därför fysiologiska behovet är på första plats. Det har gjort att den här teorin kallas för Maslows behovshierarki och kan beskrivas som en trappa eller pyramid.
Människan blir motiverad av det behov som dominerar. Motivationen försvinner när behovet är uppfyllt. Det enda behov som aldrig kan bli helt uppfyllt är behov av självförverkligande. (Abrahamsson & Andersen, 2005)
Herzbergs tvåfaktorsteori gör skillnad mellan arbetssituation och arbetsinnehåll. Herzberg menar att en anställd kan känna trivsel eller inte trivsel och tillfredsställelse eller inte tillfredsställelse. Han delar in behoven i två grupper, motivationsfaktorer och hygienfaktorer.
Om motivationsfaktorerna inte är uppfyllda strävar den anställde för att fylla dem och det leder till motivation och därefter kommer handling.
Motivationsfaktorer i arbetslivet är följande:
Prestationer- tillfredställelse i genomförande, problemlösning och resultat av arbetet Erkännande – För en god insats
Arbetet i sig själv- utmanade, intressant etc.
Ansvar- kontroll över arbetssituation och ansvar för andra Befordran – formell utnämning till högre ställning
Växt- lära sig nya saker med möjlighet till utveckling och befordran.
När ett behov uppfylls i motivationsfaktorerna leder det till att den anställde känner att den vill ha mer, vilket leder till att prestationen ökar.
Hygienfaktorerna är inte motiverande men om de inte blir uppfyllda kan de leda till vantrivsel.
Hygienfaktorerna är:
Organisationens politik och administration- generellt inom organisationen Ledaren- som har kompetens, är rättvis, kan lära ut och delegera
Arbetsförhållanden- gäller de fysiska arbetsförhållanden
Mellanmänskliga förhållanden- förhållande mellan medarbetare och mellan chefer och medarbetare
Ekonomisk ersättning- lön och andra ersättningar Status- gäller statussymboler inte formell status
Trygghet i arbetet- låg personalomsättning, företaget är stabilt ekonomiskt osv. Privatlivet- kan påverka hur personen trivs på jobbet.
(Abrahamsson & Andersen, 2005)
3.10 5S
5S kommer från japan och det används för att få bort slöseri. Slöseri kan leda till defekter, misstag och arbetsplatsolyckor. De 5S är sortera, strukturera, städa, standardisera och skapa en vana. Om företag som massproducerar inte använder sig av 5S kan de ha mycket slöseri. Andra problem kan även döljas av att det finns slöseri.
När man arbetar med ständiga förbättringar är det bra att använda 5S som en metod. Första steget i 5S sortera, innebär till exempel att man tar bort verktyg som inte används dagligen. Steg nr 2 strukturera, innebär att man märker upp verktygens platser och placerar dem så att det är enkelt för operatören att nå verktygen.(Liker, 2009) Det gäller även dokument, så att anställda ska hitta dem lätt. Tredje steget är städa. Det är viktigt att hålla arbetsplatsen rent och att verktyg är på sin plats. Fjärde steget är standardisera. När de första tre stegen är gjorda är det dags att standardisera. Det är en överenskommelse mellan medarbetarna över hur standarden ska se ut och den ska vara enkel att upprätthålla. Det sista steget är skapa en vana. För att 5S ska fungera så måste alla anställda följa standarden som är uppsatt. Om den anställde kan få det till en vana så kommer det fungera och denne kommer försöka hitta ständiga förbättringar.
För att 5S ska fungera är det viktigt att alla är med på det och inte bara ledningen. De anställda ska utbildas i 5S och få förklarat för sig varför företaget har valt att använda sig av 5S. Det tar tid att införa 5S eftersom den anställde måste få förståelse.(Petterson et al, 2009). Liker (2009) tar upp att om du ber din kollega att hämta en ex. utvalt verktyg, dokument eller något annat som finns på arbetsplatsen så ska kollegan kunna hitta det enkelt och på första försöket. Med 5S ska kollegan hitta rätt lätt.
När chefer uppmärksammar att 5S utförts och ger symboliska belöningar fungerar det som bäst. Chefen kan kontrollera jämna intervall att 5S uppfylls och ge belöning till de som lyckats bäst. (Liker, 2009)
4 RESULTAT
4.1 Måleriproduktion AB (MPA)
Måleriproduktion AB har sin produktion i Västerås och grundades 1986. Det arbetar ca 150 personer på företaget och de är fördelade på 7 verkstäder i Västerås. MPA satsar på de tre affärsområdena industrilackering, byggnadsmåleri och fastighetsförvaltning. MPA är kvalitetscertifierade enligt ISO 9001 och har arbetsmiljöcertifiering enligt OHSAS 18001. (Måleriproduktion, 2017)
4.2 MPA på Finnslätten
MPA som ligger på Finnslätten lackerar robotar i ABB Robotics lokaler. MPAs produktion är uppdelad i två byggnader, 342 och 346. I byggnad 342 kan robotarna lackeras i vilken färg som helst. Förutom robotar målas även växlar och motorer. Vilket gör att det är mer att lära sig i 342 jämfört med 346 där endast robotar målas.
MPA på Finnslätten har 69 anställda och 33 av dem är konsulter. Det behövs inga förkunskaper för att bli anställd i produktionen på MPA.
4.3 Produktionen
Produktionen i båda byggnaderna innehåller samma delmoment i produktionslinan, enligt Figur 4.
Figur 4: MPAs produktionslina
Roboten kommer till omlyftet där roboten sätts på träpall. Efter det ställs den på kö eller sätts direkt upp på banan. Vid maskeringen tvättas roboten och maskeras på de ställen som inte ska målas. Innan den skickas vidare till grundmålning sista checkas den så alla moment är gjorda. Efter det åker roboten vidare och grundmålas. Sedan skickas roboten vidare till målarboxen där den målas helt i den färg som den ska ha. När roboten har blivit målad åker den in i ugnen för att färgen ska torka. När färgen har torkat kommer roboten ut till leveransjusteringen. Där tas maskeringen bort och sen fettas och skruvas roboten. Efter det får roboten på sig dekaler och förbättringsmålas. Det sista steget innan roboten lämnas tillbaka till kunden är att den sista checkas.
Omfattningen av och innehållet i arbetet inom de olika delmomenten skiljer sig åt i de två byggnaderna. Eftersom produktionen ser olika ut i byggnad 342 och 346 så fungerar det inte att ha riktigt samma upplärningsprocess i båda byggnaderna.
4.4 Maskering
4.4.1 Inskrivning av robot
När roboten kommer till maskeringen är det första som görs att se att rätt färglapp sitter på pallen och att det är rätt papper till roboten.
4.4.2 Maskering av robot
Allt som inte ska målas måste maskeras eller monteras bort. Maskering sker antingen med tejp eller färdigt maskeringsmaterial. De olika robotmodellerna skiljer sig åt när det gäller hur de ska maskeras.
4.4.3 Tvättning av robot
För att färgen ska sitta bättre tvättas roboten med avfettningsmedel och slipas. Först tvättas roboten, sen slipas den och sen blåses roboten av och sen tvättas den igen och till sist blåser man av den igen. Det är inte hela roboten som tvättas och slipas utan bara vissa delar. På samma sätt som gällde maskeringen skiljer det från en robotmodell till en annan hur de ska målas.
Innan roboten åker in till grundmålningen sistas checkas roboten och namnen på personerna som har t.ex maskerat roboten skrivs ner på en papper som skickas med roboten.
4.5 Leveransjustering
4.5.1 Avmaskering/ Fetta och Skruva
Avmaskeringen är den första stationen de nya medarbetarna lär sig. När roboten kommer ut från ugnen, som är stationen innan avmaskeringen, är det första som görs en kontroll av att det är rätt dokumentation till rätt robot och att det är rätt färg på roboten. Varje robot kommer med en följesedel och en komponentlista för dekalerna. Varje robot har ett eget serienummer och det serienummer som står på följesedeln jämförs med det serienummer som står på roboten på två ställen. Checklistan från maskeringen följer med till leveransjusteringen, om det har något fel brukar personalen berätta det till den som har gjort det. Efter det är dags att ta bort
maskeringen som finns på roboten. Ytor som inte är målade och som inte ska ha färg täcks med fett. Delar som togs bort vid maskeringen innan målningen sätts nu tillbaka.
4.5.2 Dekalningen
I den nuvarande upplärningsprocessen är det bara dekalningen som skulle kunna räknas som en standardiserad process eftersom det följer med en komponentlista till varje robot där det står exakt vilka dekaler och antal som ska vara på roboten. Alla dekaler har en varsin låda på väggen vid stationen, där artikelnumret är uppmärkt så det ska vara lätt att se. Dekalerna prickas av på komponentlistan allt eftersom de plockas. Dekalerna har bestämda platser på roboten och det finns ritningar, i en ritningspärm, där det framgår var de ska sitta. De ritningar som finns i dekalningspärmen har hämtats från SAP. I pärmen finns ritningar för alla robotar med bilder på hur dekalerna ska sitta. Ibland ändras ritningarna men det kan då dröja ett tag innan pärmen uppdateras.
4.5.3 Förbättringsmålningen
Ibland kan det vara så att maskeringen har legat lite fel i målningen eller så har målaren inte kommit åt vissa ställen när hen har målat. Det innebär att målningen måste kontrolleras innan roboten görs klar för att skickas till kunden. Om det saknas färg förbättringsmålas det för hand med en pensel. Hur målningen ska se ut kan vara svårt att lära en nyanställd eftersom det finns många olika typer av robotar.
Nästa steg som den nya medarbetaren lär sig är hur en robot sista checkas (slutkontrolleras). Det är sista steget som den nya medarbetaren lär sig eftersom han/hon måste kunna alla tidigare steg för att kunna göra det här steget så att kvaliteten säkerhetsställs. Den nya medarbetaren måste helt enkelt veta vilka arbetsmoment som utförts på roboten för att kunna göra slutkontrollen. Om det är någon ny medarbetare, under introduktion, som har gjort felet så brukar vissa medarbetare visa vad som är fel. Det förekommer även att medarbetare rättar till felet utan att säga till den som gjort fel.
Det här är sista steget i MPAs arbete för ABB. Därefter körs roboten iväg med truck till ABBs stationer dressning eller packning beroende på vilken typ av robot det är.
4.6 Nuvarande introduktionsprocess
De flesta nya som börjar på MPA är konsulter, vilket gör att den första informationen om företaget kommer från konsultchefen för bemanningsbolaget. Informationen som konsultchefen går igenom är arbetstiderna, lönen, helgersättning, tjänstledighet och annan viktig information innan konsulten ska börja på företaget. Eftersom alla konsulter måste rapportera in sin arbetade tid till konsultbolaget. Konsultbolaget är även ansvarigt för att se till att konsulten har arbetskläder. All annan introduktion ansvara MPA för.
I nuläget är inte upplärningsprocessen standardiserad. Det är upp till var och en att lära ut. Det här leder till att alla nyanställda får olika upplärningar beroende på vem som har lärt upp dem. Alla som börjar på MPA har ofta med sig olika kunskaper från tidigare arbetsgivare eller skolor,
men det är inget krav att ha tidigare erfarenhet inom industrin. De senaste av de som har blivit
anställda på företaget är sådana som har vart konsulter under en längre tid på MPA.
4.6.1 Introduktionsplan
I MPAs introduktionsplan finns det fyra punkter. De ska vara avklarade första arbetsveckan, De fyra punkterna är:
Den nyanställde skall kvittera att man läst och förstått innehållet i introduktionspärmen
Den nyanställde ska få en genomgång av nödlägesberedskap, utrymningsvägar och förstahjälpen
Den nyanställde ska presenteras för skyddsombudet
Den nyanställde ska genomgå säkerhets- och ansvarsutbildning för truck, lyft och saxlift Den första punkten är den anställde själv ansvarig för men övriga punkter är det tänkt att platschefen eller arbetsledaren ska ansvara över.
Introduktionspärmen är en folder som delas ut till alla nyanställda. I den står det om övertid, arbetskläder, semester och företagets policies. Den anställde får foldern när den skriver på anställningsavtalet och kvitterar att den har tagit del om innehållet.
Idag finns nästan inga bra kortfattade och dokumenterade checklistor eller instruktioner för olika arbetsmoment som skulle kunna användas under introduktionen.
Introduktionen för de olika arbetsmomenten pågår parallellt med introduktionsplanen tar totalt ca 6-12 veckor.
Alla nyanställda ska få en genomgång av säkerheten.
4.7 Instruktioner och ritningar
Som nämnts tidigare finns ritningar på alla olika modeller av robotar i dekalningspärmen. Ritningarna visar var dekalerna ska sättas på roboten.
Hela dekalningspärmen gås igenom och uppdateras en gång i halvåret, men om något ändras under året mellan genomgångarna uppdateras dekalningspärmen med det som förändrats. Platschefen får information om något förändras på en ritning ca 1 vecka innan förändringen sker.
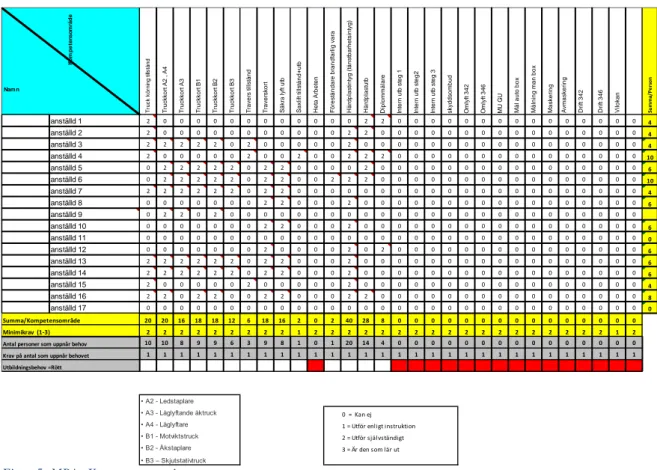
4.8 Kompetensmatris
MPA har en kompetensmatris men den används inte i nuläget på grund av den inte är uppdaterad. De röda ifyllda rutorna i figur 7 visar vilka stationer mer personal måste utbildas inom.
Figur 5: MPAs Kompetensmatris
Figur 7 finns även i bilaga 5 där texten är lite mer läsbar.
4.9 Efter introduktionen
MPA har idag ingen strukturerad uppföljning eller återkopplingssamtal efter introduktionen. Det finns planer på att införa det. Tanken är att platschefen eller arbetsledarna ska hålla i uppföljningen.
Under intervjun med HR ansvarig tog han upp att något som skulle kunna förbättra introduktion var att ett återkopplingssamtal hålls med den nya medarbetaren någon vecka efter att introduktionen avslutats. Syfte med samtalet är att kunna diskutera om vad som har gått bra och vad som kan förbättras. Även platschefen tog upp att återkopplingssamtal skulle vara bra att ha. Som stöd för återkopplingssamtalet skulle det kunna finnas ett antal standardfrågor så även skiftledarna kan hålla i dessa samtal.
4.10 Enkätundersökning för nya medarbetare
MPA har sedan januari i år ökat sin produktion och har gått från tvåskift till att även ha ett nattskift. Det här har gjort att det finns många nya medarbetare. De flesta av den nya personalen är inhyrda konsulter. 15-16 personer har tagits in under den här tiden. I det här arbetet fick de nyanställda svara på en enkät för att få kunskap om hur det upplevde introduktionen. Frågorna som de nya medarbetarna fick svara på finns i bilaga 1.
D ip lo mmå la re In te rn u tb st e g 1 In te rn u tb st e g 2 In te rn u tb st e g 3 skyd d so mb u d O ml yf t 3 4 2 O ml yf t 3 4 6 MU G U anställd 1 2 0 0 0 0 0 0 0 0 0 0 0 0 2 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4 anställd 2 2 0 0 0 0 0 0 0 0 0 0 0 2 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4 anställd 3 2 2 2 2 2 0 2 0 0 0 0 0 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4 anställd 4 2 0 0 0 0 0 2 0 0 2 0 0 2 2 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 10 anställd 5 0 2 2 2 2 2 0 2 2 0 0 0 0 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 6 anställd 6 0 2 2 2 2 2 0 2 2 0 0 2 2 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 10 anställd 7 2 2 2 2 2 2 0 2 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4 anställd 8 0 0 0 0 0 0 0 2 2 0 0 0 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 6 anställd 9 0 2 2 0 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 anställd 10 0 0 0 0 0 0 0 2 2 0 0 0 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 6 anställd 11 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 anställd 12 0 0 0 0 0 0 0 2 0 0 0 0 2 0 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 6 anställd 13 2 2 2 2 2 2 0 2 2 0 0 0 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 6 anställd 14 2 2 2 2 2 2 0 2 2 0 0 0 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 6 anställd 15 2 0 0 0 0 0 2 0 0 0 0 0 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 4 anställd 16 2 2 0 2 2 0 0 2 2 0 0 0 2 2 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 8 anställd 17 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 20 20 16 18 18 12 6 18 16 2 0 2 40 28 8 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 2 2 2 2 2 2 2 2 2 1 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 1 2 10 10 8 9 9 6 3 9 8 1 0 1 20 14 4 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 • A2 - Ledstaplare
• A3 - Låglyftande åktruck 0 = Kan ej
• A4 - Låglyftare 1 = Utför enligt instruktion
• B1 - Motviktstruck 2 = Utför självständigt
• B2 - Åkstaplare 3 = Är den som lär ut
• B3 – Skjutstativtruck Minimikrav (1-3) Summa/Kompetensområde Sa xl if t ti ll st å n d +u tb F ö re st å n d a re b ra n d fa rl ig va ra T ra ve rsko rt Sä kra l yf t u tb T ru ckko rt A2 , A4 T ru ckko rt A3 Su m m a/ P e rs o n Ma ske ri n g Avma ske ri n g Utbildningsbehov =Rött Krav på antal som uppnår behovet Antal personer som uppnår behov
H e ta Arb e te n Må l a u to b o x Vi lo ka n T ru c k k ö rn in g t ill s tå n d D ri ft 3 4 2 D ri ft 3 4 6 H ä rd p la st u tb H ä rd p la st in tyg (t ä n st b a rh e tsi n tyg ) Må ln in g ma n b o x T ru ckko rt B1 T ru ckko rt B2 T ru ckko rt B3 T ra ve rs ti ll st å n d Nam n K o m p e te n s o m rå d e
De flesta av de nya anställda upplevde sin upplärning som bra som ett helhetsbetyg. En av anledningarna till det var att de kände att det kunde fråga de andra kollegorna om hjälp utan att känna sig dumförklarade.
Ett antal av de nya upplevde att upplärningen var stressig och även lite rörig. Enligt svaren från enkäten i bilaga 1 tyckte de att introduktionen var rörig eftersom alla inte hade fått en handledare och när de frågade andra om hur det ska göras kunde de få olika svar. Alla svarade att de vill att alla ska bli informerade mer om den senaste standarden. De som upplevde att det var stressigt tyckte att det var mycket nytt att lära sig på samma gång.
Det som skiljer sig i hur medarbetarna har blivit upplärda är att några av dem har varit på samma station tills de har lärt sig alla moment på stationen och sedan fått lära sig nästa station medan övriga har fått lära sig delar av en station och fått gå vidare till nästa station för att lära sig olika arbetsmoment på den stationen.
Några anställda tog upp att de vill ha mer information om säkerheten.
Ett förslag som flera av de anställda tog upp var att det skulle utses en handledare som var ansvarig för introduktionen.
En annan förbättring som flera av de anställda föreslog var att det ska vara mer personal på varje station så det skulle bli mindre stressigt och så att arbetstakten inte avtar när någon håller i en introduktion.
Figur 6: svarsfrekvens på enkät fråga " varför utförs arbetsmoment X?"
En fråga i enkäten var varför ett visst viktigt arbetsmoment utfördes. Som framgår av Figur 5 var det mer än 52 % som inte visste varför arbetsmomentet utfördes. Frågan togs med för att se om det förekom att viktig information missades i introduktionen. Den stora andelen som inte visste eller svarade fel tyder på att det är lätt att missa att lära ut även viktig information.
4.11 Enkätundersökning för erfarna medarbetare
Alla medarbetare, förutom några undantag, som har varit på MPA längre än sex månader fick svara på en annan enkät än de som hade varit där mindre än sex månader. Frågorna i enkäten för de mer erfarna medarbetarna var inriktade på hur de gjort när de har ansvarat för en eller flera introduktioner.
Svarsfrekvensen på enkäten för de personer som varit längre än 6 månader på MPA har inte varit den bästa. 13 av 39 svarade på denna enkät. Ett antal personer behövde inte svara på enkäten
8,4 8,6 8,8 9 9,2 9,4 9,6 9,8 10 svar rätt fel
eftersom de arbetar på stationer som är utanför avgränsningen, såsom målare och truckförare. Totalt var det ca 10 personer som inte behövde svara på den andra enkäten.
Ett förbättringsförslag som flera av de erfarna hade var att introduktionen borde vara längre. De kände att de ville ha mer tid att förklara. Över 50 % av de som svarade på enkäten kände att det behövs längre tid att lära ut de olika arbetsmomenten.
Andra förbättringsförslag som kom fram var att det skulle vara mer uppmärkning så att de nya medarbetarna kan se vad allt är för något och att det skulle finnas bilder på vad som ska göras. Något som de erfarna medarbetarna tog upp var att de vill att den nya medarbetaren ska ha möjlighet att lära sig stationen fullt ut innan de går vidare till en annan station.
Figur 7: Resultat av enkätfråga " är du säker på att lära ut?"
De flesta (92 %) av de gamla medarbetarna kände sig säkra när de ansvarade för en
introduktion, det vill säga de tyckte att de hade tillräckligt med kunskap och erfarenhet för att kunna hålla i en introduktion.
4.12 5S inom MPA
MPA använder sig av 5S och följer de fem stegen enligt följande:
1. Sortera: någon gång per år sorteras verktyg ut och verktyg som saknas beställs in. 2. Strukturera: Det ska finnas uppmärkta platser var de olika verktygen ska vara. Många
verktyg saknar uppmärkta platser och på vissa uppmärkta platser saknas det verktyg. Förut var även verktygen uppmärkta med olika färger så att det gick att se vilken station de tillhörde.
Dokumenten för varje robot, som visar var dekalerna ska sitta, är enkla att hitta i SAP men de finns även pappersform, de hänger enkelt upphängt vid arbetsstationen. Det finns många olika sorter av dekaler och varje dekal har en egen låda som är upphängd på väggen med artikelnumret angivet. Ej uppnått helt.
3. Städa. Varje dag så städar man innan skiftbyte. Även under skiftet så ska det sopas och hållas rent. Rutin för städning finns men eftersom steg 2 inte är klart är inte steg 3 uppnått ännu.
4. Standardisera. Ej uppnått
5. Få in det som vana. Alla nya medarbetare vet nog inte om vad 5S är men steget är inte uppnått ännu. 0 2 4 6 8 10 12 14 ja Nej
Är du säker på att lära ut?
5 ANALYS
5.1 Kompetens
Alla nya medarbetare och de gamla medarbetarna på MPA har tröskelkompetens eftersom Lindmark & Önnevik, (2006) säger det är den kompetens en anställd har för att klara av arbetet de har.
MPA använder sig inte av sin kompetensmatris eftersom den inte är uppdaterad. Nord (1997) nämner att en kompetensmatris visar individens och gruppens kunskap. Den kan därför användas för att se vilka personer som har tillräckligt med kunskap och som är redo att hålla i fadderskapen och handleda de nya. MPAs matris är enligt Nord (1997) en matris med fyra nivåer och skulle kunna användas för att få fram vilka som är mest lämpade att vara faddrar.
Faddern kan ha en checklista på de olika stationerna i introduktionen. Då de är uppfyllda lämnas listan in till platschefen som enkelt kan fylla i kompetensmatrisen.
5.2 Introduktionen
I MPAs nuvarande introduktionsplan är det fyra punkter. Rubenowitz (2014) har en checklista, se bilaga 4, på hela 10 punkter med underpunkter. Rubenowitz (2004) täcker in det mesta av vad den nyanställde kan tänkas vilja veta. Vissa av punkterna som Rubenowitz (2004) tar upp går konsultchefen genom innan den anställda kommer till MPA såsom lön, arbetstider och arbetskläder. De här punkterna finns även med i MPAs folder. Det som är bra med en broschyrer är att den anställde kan läsa den igen i lugn och ro hemma.
I Granberg (2011) tar han upp att som en del av introduktionen kan en broschyr delas ut för att täcka in vissa punkter:
Företagsverksamhet och organstation Löne- och anställningsvillkor
Ordningsregler
Fackliga organisationer Skyddsverksamhet
Alla nya medarbetare ska få en säkerhetsgenomgång enligt MPAs introduktionsplan. Flera av de nya medarbetarna svarade i enkäten att de inte fått det under introduktionen. Oavsett om det finns med i introduktionsplanen eller inte är detta en viktig information som alla på en arbetsplats måste känna till.
Enligt Granberg (2011) är det bra att den närmaste chefen följer upp hur introduktionen har varit. Det är något inte MPA gör i nuläget, men det är tänkt att skiftledarna eller platschefen som ska börja följa upp det. Det skulle även vara enklare för platschefen att fadder/ handledaren har en checklista som kan lämnas in innan återkopplingssamtalet. Det gör även att det är enkelt att se om något behöver bli bättre. Kanske att handledaren tar tag i frågan och förklarar detta arbetsmoment bättre.
5.3 Standardiserat arbetssätt
Ett företag har en standard för att kunna se om det ser några avvikelser. Det ska vara enkelt att se om inte standarden följs. Som Liker (2009) tar upp angående standardiseringen av arbetssättet ”standarderna ska vara specifika eftersom de ska fungera som en guide”. MPAs dekalningspärm är ett bra exempel på det, det vill säga det är tydligt att följa och enkelt att upptäcka om fel har gjorts. För att underlätta för operatörerna borde fler arbetsuppgifter dokumenteras som dekalningspärmen.
5.4 Instruktioner och dokumentation
Petterson et al (2009) tar upp det är bra att använda bilder för att visa hur arbetsmomentet ska utföras. MPA har sin dekalningspärm som visar med bilder hur dekalerna ska sitta. Det är för det
är enkelt och tydligt. Några som hållit i introduktioner tycker att det borde finnas mer instruktioner som med bilder visar hur arbetsmoment ska utföras. Petersson et al (2009) tar upp att det är bra att standarder dokumenteras och nämner att det är en fördel om instruktioner och rutiner är kortfattade och i bilder beskriver hur ett arbetsmoment ska utföras. I enkäterna tyckte flera av de som svarade på dem att det skulle finnas bilder som visar hur olika arbetsmoment ska utföras. Petersson et al (2009) anser att det blir bäst resultat om de som utför arbetet är med och utformar standarden.
5.5 Inlärningskurvan
Eftersom ingen förkunskap behövs för de som börjar på MPA ligger de nya medarbetarna i olika långt i upplärningsfasen. Vissa har tidigare jobbat inom en produktion och då lär sig snabbare eftersom de kan t.ex. att använda ett visst moment när de skruvar i skruvar. De är inte heller helt främmande för den nya arbetsuppgiften. Enligt Rubenowitz (2004) tar det längst tid i fas 1 om den som ska lära sig är obekant med den nya arbetsuppgiften. Om den nya är bekant med att jobba inom produktion gör det att den kommer snabbare till fas 2. Det innebär inte att introduktionen inte kan vara standardiserad utan att MPA måste anpassa tidslängden på inlärningen av vissa arbetsmoment beroende på den nyanställdas förkunskaper.
Efter ett tag i inlärningen kan den anställde hamna på en inlärningsplatå i den tredje fasen i inlärningskurvan enligt Rubenowitz (2004). Då kan det vara bra att den nya medarbetaren hos MPA får hjälp att ta sig därifrån och om det finns en checklista från introduktionen tillsammans med resultatet från återkopplingssamtalet kan handledaren hjälpa den anställde förbi tredje fasen i inlärningskurvan.
5.6 Fadderskap
Granberg (2011) tar upp att den anställde kommer snabbare in i företaget om den nya har en Fadder men även att de gör arbetet bättre. På MPA har den nyanställde ingen fadder, men i enkäten för de nyanställda tar de upp att det vore bra med en fadder. Granberg (2011) tar även upp att de anställda kan förklara hur ett visst arbetsmoment utförs men den nyanställde kanske inte frågar varför ett visst arbetsmoment utförs. En fadder ska då enklare berätta varför ett arbetsmoment utförs på ett speciellt sätt.
I enkät 2 fanns det en fråga ”är du säker på att lära ut?” och i figur 6 visades svaret på enkäten, det var 12 stycken som kände sig säkra av 13. Det betyder att MPA i alla fall har 12 personer som känner att de kan tillräckligt för att lära ut. Det är bra om de som ska bli faddrar blir tillfrågade om de vill lära ut istället för att bli beordrade att göra det. Alla kanske inte känner för att lära ut och om en någon som inte vill lära ut blir beordrad att göra det kommer den medarbetaren inte att känna någon motivation. Det kommer att leda till att introduktionen blir sämre och den nyanställde kommer får ett sämre intryck av arbetet och sämre motivation.
5.7 Kommunikation
De anställda tog upp att alla inte har fått samma information. Orsaken till det här är att företaget inte alltid går ut med information till alla medarbetare. De som håller i introduktionerna som inte fått information om förändringar lär ut fel och de nya medarbetarna som inte fått information kommer att fortsätta göra fel. Att medarbetarna får olika information kan leda till att kvalitetsfel uppkommer. När de nya medarbetarna i sin tur håller i introduktioner så lär de ut fel och missar att ge information. Det togs även upp i enkät 1, att vissa ville veta mer varför visa arbetsmoment utförs. 52 % svarade fel på en enkätfråga varför ett viktigt arbetsmoment utfördes. Med bättre information och förklaringar om varför något utförs går det att undvika att man missar något eller gör fel.
Det ovanstående tyder på att det som Larsson (1997) kallar formell kommunikation kan bli bättre inom MPA. Kommunikationen mellan medarbetarna, den informella kommunikationen enligt
Larsson (1997), hör ihop med och är beroende av den formella kommunikationen och den kommer också bli bättre om den formella kommunikationen förbättras det vill säga om alla medarbetare får samma information kommer de också att föra vidare samma information. För att lösa detta behövs det även en standardiserad och mer detaljerad introduktionsplan så att alla lär ut på samma sätt och att alla får samma information under introduktionen.
För att lösa problemet med att personalen inte får allmän information och information om förändringar skulle en tavla kunna sättas upp exempelvis vid fikarummet. På tavlan kan de senaste ändringarna skrivas/sättas upp och informationen som finns på tavlan får sitta kvar i någon vecka så alla hinner se den.
Både den formella och informella kommunikationen kan bli bättre om MPA inför kortare möten vid skiftbyten där information från ledningen (formell kommunikation) och information från föregående skift ges (informell kommunikation).
5.8 Motivation
För att lära sig nya saker måste motivation finnas hos den som ska lära sig enligt Rubenowitz (2004). Människor som kommer till arbetsplatsen har olika behov på vad som måste uppfyllas. Abrahamsson & Andersen (2005) tar upp att om hygienfaktorerna, enligt Herzbergs
tvåfaktorsteori, inte är uppfyllda kan de leda till vantrivsel på arbetet. På MPA tog många upp att de har bra arbetskollegor och det är en av hygienfaktorna enligt Herzbergs tvåfaktorsteori som måste vara uppfyllda. Den andra delen i Herzbergs tvåfaktorsteori är motivationsfaktorer som till exempel ansvar och erkännande. Att uppfylla motivationsfaktorerna kan MPA bli bättre på genom att till exempel:
– Att den som ska lära upp blir och känner sig speciellt utvald kan det leda till att den anställde att ta det som ett erkännande för sin kunskap, bli motiverad av det och ta mer ansvar för att det ska bli en bra upplärning
– Att den nyanställde får positiv feedback och stöttas under introduktionen.
Belöning av prestationer till exempel för uppfyllande av 5S, som Liker (2009) nämner, är också motiverande.
Att höja motivationen hos medarbetarna är bra för MPA för Herzberg menar att om
motivationsfaktorer uppfylls leder det till att den anställde vill ha mer och anställda som är motiverade är mer produktiva.
5.9 5S
Pettersson et al (2009) tar upp att de anställda måste vara utbildade in 5S eller åtminstone veta vad metoden innebär. Det här är en förutsättning för att 5S ska fungera. Sista steget i 5S
innebär bland annat att operatören ska kunna komma på förbättringar på de tidigare stegen. Om alla inte har förståelse så kommer de inte komma på några nya förbättringar.
Inom MPA är inte alla medvetna om vad 5S är och då är det svårt att få arbetssättet att fungera. Information om 5S borde därför finnas med i MPAs introduktion så att nya medarbetare tidigt får veta vad 5S är och varför man ska arbeta enligt metoden.
Andra steget i 5S är inte heller helt uppfyllt hos MPA eftersom alla verktyg inte har uppmärkta platser. Att lära de nya medarbetarna kommer att underlättas om verktygen finns på uppmärkta platser. Eftersom alla kanske inte vet vad ett visst verktyg ser ut eller heter kan det vara svårt att veta vilket verktyg som ska användas för ett visst moment.
6 SLUTSATSER OCH REKOMMENDATIONER
En introduktion kan vara olika beroende på om det är inhyrd eller fast personal som får den men det är viktigt att upplärningen är lika och standardiserad. Hos MPA finns det ingen standardiserad upplärning på hur arbetsmomenten ska utföras. Det här togs upp som ett problem i enkäterna, det vill säga beroende på vem som var handledare så fick de nyanställda olika information hur saker skulle göras. En standardiserad upplärning skulle leda till att upplärningen skulle gå snabbare och färre fel skulle göras. På MPA finns det en mall på hur chefen ska bemöta och börja introduktionen.
Det är bra att ha en broschyr som en del av introduktion vilket MPA har. Det gör att den nyanställde har viktig information samlad för det kan vara lätt att glömma när allt är nytt. En viktig del i upplärningen är att den nyanställde känner att den kan fråga om saker och det tog MPAs nyanställda upp som en positiv punkt i enkäterna.
När en nyanställd får upplärning av samma handledare under hela upplärningen lär den sig arbetsuppgifterna snabbare. Det här medför också att det är lättare att ha kontroll på att personen lär sig alla delar. Eftersom de nyanställda på MPA inte har en handledare under en längre tid upplever de att informationen om hur arbetsuppgifterna ska göras kan variera. Information om förändringar i produktion, som till exempel en ny dekal, är viktigt att samma information når ut till alla anställda.
6.1 Rekommendationer till företaget
Mina rekommendationer till företaget är följande:
Använd och uppdatera nuvarande kompetensmatris Följ alla delar i nuvarande introduktionsplan Fortsätta dela ut foldern till alla nyanställda
Sätt upp en informationstavla där alla förändringar, ledningsinformation etc skrivs upp Inför möten vid skiftbyten där information från ledningen, om förändringar och från
föregående skift tas upp
Alla nya får en handledare under hela upplärningen Alla nya får ett återkopplingssamtal
Ta fram checklistor för olika arbetsmoment
Informera alla nya medarbetare om 5S, se till att det finns uppmärkta platser för alla verktyg och ge symbolisk belöning om 5S uppfylls
I bilaga 6 finns det förslag på en checklista för introduktionen. Det är tänkt att de nuvarande punkterna i introduktionsplanen ska vara kvar och sen tillkommer det ytterligare sju punkter enligt bilaga 6.
Det är viktigt att de som kommer arbeta med checklistan får vara med och ta fram punkten som gäller för arbetsmomenten (punkt 7 i bilaga 6) eftersom det finns större chans att man kommer att använda checklistan då. Att det är en fördel att ta med de som ska arbeta efter checklistan stöds även av litteraturstudien.
7 KÄLLFÖRTECKNING
Abrahamsson B. & Andersen J.A. (2005) Organisation- att beskriva och förstå organisationer, fjärde upplagan, Malmö : Liber AB
Anzanello J.M & Fogliatto F.S ( 2011) Learning curve models and applications: Litterature review and research directions, International journal of industrial ergonomics. Nr 41 S. 573-583
Dagens arbete:
da.se/2017/03/bemanningens-baksida/ hämtades 2017-05-14
Ejvegård R. (2012) vetenskaplig metod. Upplaga 4:4, Lund: Studentlitteratur AB
Granberg, O. (2011), PAOU- personaladministration, HRM och organisationsutveckling, åttonde upplagan, Stockholm: Natur & kultur
Hamrefors S. ( 2014) Kommunikativt ledarskap, Den nya tidens ledarskap i världskapande
nätverk, Andra upplagan, Lund: studentlitteratur AB
Larsson L. (1997), Tillämpad kommunikationsvetenskap, Fjärde upplagan, Lund: studentlitteratur AB
Lekvall, P. & Wahlbin, C. (2001). Information för marknadsföringsbeslut. Fjärde upplagan Göteborg: IHM Förlag.
Liker, J.K, (2009), The Toyota Way- vägen till världsklass, Upplag 1:7, Stockholm: Liber AB Lindmark A. & Önnevik T.(2006), Human Resource Management – organisationens hjärta, Lund: studentlitteratur
Marton F. & Booth S. (2000) Om lärande, Lund: studentlitteratur AB Måleriproduktion AB (2017) : http://maleriproduktion.se/ 2017-05-14
Nord, C., Petterson, B. Johansson, B (1997), TPM total productive maintenance med
erfarenhet från Volvo, upplaga 1,Mölndal: IVF
Petersson, P., Johansson, O., Broman, M., Blucher, D,. alsterman, H. (2011), Lean- Gör
avvikelser till framgång, 2:a upplagan, Bromma: Part Media
Rubenowitz, S. (2004), Organisationspsykologi och ledarskap, 3:e upplagan, Lund : studentlitteratur.
Wilson F. (2017), Organisation, arbete och ledning- en kritisk introduktion, 3:e upplagan, Stockholm: Liber
BILAGOR Bilaga 1
Enkät
för medarbetare som har jobbat mindre än 6 månader Hur upplevde du upplärningen?
Vad var bra med den?
Finns det något man kan göra bättre?
Var det samma person som lärde upp dig hela tiden ex. på maskeringen?
Bilaga 2
Enkät
för medarbetare som har jobbat längre än 6 månader Har du någon gång hållit i en upplärning i maskering eller leveransjusteringen?
Om ja, vad gick bra och vad gick mindre bra?
Känner du att du är säker på att lära upp någon på maskeringen eller leveransjusteringen?
Bilaga 3
Intervjufrågor
Frågor
1. Hur många anställda är det på Finnslätten i produktionen? 2. Hur många av dem är konsulter?
3. Hur många är nyligen anställda?
4. Hur många av de nyligen anställda är konsulter?
5. Vad innehåller introduktionen idag (upplärning på stationer/arbetsmoment, säkerhetsgenomgång, allmän information osv)?
6. Är det några moment/delar som saknas i introduktionen idag (säkerhetsgenomgång, allmän information osv)?
7. Vilka personer brukar hålla i introduktionen?
8. Är introduktionen uppdelad i flera delar där flera personer håller i olika delar eller är det en person som håller i hela introduktionen?
9. Har de som håller i introduktionen några checklistor eller dokument som stöd vid introduktionen?
10. Vad fungerar bra med introduktionen idag?
11. Vad fungerar mindre bra med introduktionen idag?
12. Är det några delar av introduktionen som fungerar bättre än andra delar?
13. Om ja, vad är det som skiljer de delar som fungerar bra mot de som inte fungerar så bra? 14. Fungerar introduktionen bättre för något arbetsmoment eller för en viss station?
15. Om ja, vad är det som skiljer det/de arbetsmomenten, stationerna från de andra? 16. Finns det några delar av introduktionen som är standardiserad?
17. hur ofta uppdateras dokumentation/pärmar etc med information om ABBs produkter? 18. Hur lång tid tar det från att en av ABBs ritningar ändras till att MPAs egen dokumentation uppdateras?
19. Får MPA information om förändringar i ritningar etc i god tid? 20. Hur skulle man kunna förbättra den introduktion som finns idag?