Postadress: Besöksadress: Telefon:
Box 1026 Gjuterigatan 5 036-10 10 00 (vx) 551 11 Jönköping
Omorganisering av
lagerverksamhet
Reducering av transportsträckor samt tillbuds- och
olycksrisker
HUVUDOMRÅDE: Maskinteknik – Industriell ekonomi och produktionsledning FÖRFATTARE: Pierre Karlsson, Simon Johansson
HANDLEDARE: Jonas Bjarnehäll JÖNKÖPING 2020-06-04
Postadress: Besöksadress: Telefon:
Box 1026 Gjuterigatan 5 036-10 10 00 (vx) 551 11 Jönköping
Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom Maskinteknik – Industriell ekonomi och produktionsledning. Författarna svarar själva för framförda åsikter, slutsatser och resultat.
Examinator: Gary Linneusson Handledare: Jonas Bjarnehäll Omfattning: 15 hp (grundnivå) Datum: 2020-06-04
Postadress: Besöksadress: Telefon:
Box 1026 Gjuterigatan 5 036-10 10 00 (vx) 551 11 Jönköping
Under vår tid på Thor Ahlgren AB har vi blivit gott bemötta från första stund. De har presenterat oss för de anställda, välkomnat oss vid lunchborden och samtalat med oss i fikarummet. Ett stort tack till VD Henrik Häggström och
produktionschef Robert Alkemark som varit till stor nytta och alltid svarat på våra frågor. Även ett stort tack till lagerarbetarna som alltid ställt upp på intervjuer, svarat på frågor och visat oss runt på lagret.
Vi vill även tacka vår handledare Jonas Bjarnehäll som varit snabb och duktig på att svara på våra frågor, guidat oss rätt i arbetet och fungerat som ett bollplank i handledarmöte. Utan honom hade inte denna rapport blivit som vi ville.
Vi hoppas att läsningen av vår studie skänker er lika stor glädje som det skänkte oss när vi skrev den. Vi hoppas också att detta kommer till nytta för företaget och kan bidra till förbättringar.
i
Abstract
Thor Ahlgren AB in Skillingaryd is punching and pressing plates for their clients in the automotive industry like Scania and TitanX. During the last years, their storage has increased and created more work. Therefore, there is now reason to reorganize the warehouse. They wish to reduce the distance of the transportation while retrieving goods in the storage. On top of this, the management and the storage workers are concerned of the risks of accidents while working in the storage. The storage workers have requested a safer workplace.
The placement of articles had no structure which opened for improvement. The main risks in the storage were identified through an analysis of the business’s safety inspections, the authors’ own safety inspection and interviews of the storage workers. It was discovered that the working room and the traffic from the
forklifts around it were the main risks of incidents in the storage. The working room is the storage workers station where they have two computers. It is
approximately 10 square meters. Most of the traffic from the forklifts run outside of the working room. According to the storage workers they must often react fast and swerve to not hit the opened door or any of the other workers walking out from the room. Because of the bad air and sense of confinement, the workers often let the door stay open when they are working inside the room. This causes the problems due to the narrow path outside where the forklifts run.
An ABC-classification based on last year’s withdrawal frequency, divided the articles into categories. The top 20% of the articles based on withdrawal frequency was categorized as A-articles. These products alone contributed to 81,7% of last year’s withdrawals. The next 30% was categorized as B-articles and stood for 12,9% of the withdrawals. The last 50% of the articles was categorized as C-articles and stood for merely 5,4% of last year’s withdrawals.
Based on this, a suggestion on how to place the articles was made and then compared to the current placement. The ground and height distance of transportation of a randomly picked withdrawal could after the suggestion be reduced by 29% and 18%. A low-height placement is more convenient for the forklift drivers and the walking workers when retrieving the articles. The results correspond to 64 hours reduced time spending on retrieving articles. That is 49% of the time spent on the retrieval. There are two suggestions on where to place the working room presented in the study. By moving the working room to one of the sidewalls of the storage, where there is not as much traffic, can the walking
workers move around the working room with a reduced risk of collision with the forklift drivers.
ii
Sammanfattning
På Thor Ahlgren AB i Skillingaryd stansas och pressas plattor till bilindustrin till kunder som Scania och TitanX. Som följd av de senaste årens ökade produktion har deras lager fyllts och skapat ett behov av mer lagerarbete. Eftersom lagret är välfyllt finns det anledning att omorganisera lagret. De vill reducera den sträcka som truckförarna kör vid hämtning av artiklar. Dessutom ser både ledningen och lagerarbetarna risker för olycksfall i lagret. I och med detta har lagerarbetarna uppmärksammat ledningen om att de önskar förändring för en säkrare arbetsplats.
Artikelplaceringen i lagret var inte strukturerad vilket möjliggjorde stora
förbättringar. Efter en analys av företagets skyddsrondsprotokoll, en egengjord skyddsrond och intervjuer med lagerarbetarna framkom det att trucktrafiken kring arbetsstationen utgjorde den största tillbudsrisken på lagret. Lagerarbetarnas arbetsstation är en liten kur, ett ca. 10 m^2 stort rum som innehåller två arbetsbänkar med datorer. Precis utanför kurens dörr går majoriteten av trucktrafiken. Enligt lagerarbetarna får de ofta väja undan för att dörren står öppen, dörren slängs upp eller att en gångtrafikant kommer ut från kuren. Dörren till kuren står ofta öppen eftersom lagerarbetarna upplever att det är dålig luft och instängt i kuren. Dessutom gör den öppna dörren det smalare i truckgången och därmed svårare att ta sig fram i.
En ABC-klassificering grundad på fjolårets uttagsfrekvenser delade in artiklarna i kategorier. De 20% av artiklarna med högst uttagsfrekvens kategoriserades som A-artiklar, dessa artiklar stod ensamma för 81,7% av fjolårets uttag. De
nästkommande 30% klassades som B-artiklar och stod för 12,9% av uttagen. Resterande 50% av artiklarna kategoriserades som C-artiklar och stod för endast 5,4% av uttagen.
Från resultatet genererades ett förslag på artikelplacering som jämfördes med nulägets placering. Transportsträckan på marken och höjden för en hämtning av slumpvis vald artikel kunde efter studiens förbättringsförslag reduceras med ca. 29% respektive 18%. Om de sifforna översätts till tidsåtgång betyder det att lagerpersonalen kan reducera tiden de lägger på hämtning av artiklar med 64 timmar per år, vilket är 49% av tiden de spenderar på att hämta artiklar. Studien presenterar två förslag på ny placering för kuren. Om kuren flyttas till en av lagrets sidor där truckarna inte går lika frekvent kan gångtrafikanterna vistas runt kuren med en reducerad risk för kollision med truckföraren.
iii
Innehållsförteckning
1
Introduktion
1
1.1 BAKGRUND OCH FÖRETAGSPRESENTATION 1
1.2 PROBLEMBESKRIVNING 2
1.3 SYFTE OCH FRÅGESTÄLLNINGAR 3
1.4 AVGRÄNSNINGAR 3
1.5 DISPOSITION 4
2
Teoretiskt ramverk
6
2.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH TEORI 6
2.2 LOGISTIK 6 2.3 LAGERVERKSAMHET 7 2.3.1 Lagerlayout 7 2.3.2 Förvaringssystem 8 2.4 PLACERING AV ARTIKLAR 11 2.4.1 Zonindelning av lager 11
2.4.2 Fast eller flytande artikelplacering 12
2.5 ARTIKELPLACERINGENS PÅVERKAN AV TRANSPORTSTRÄCKOR 13
2.6 ARTIKELKLASSIFICERING 16
2.6.1 ABC-Analys 16
2.6.2 80/20-principen 17
2.7 BEHOV AV GOD ARBETSMILJÖ I LAGERARBETET 17
2.7.1 Ventilation 17
2.7.2 Vattentillgång 18
2.8 LAGER- OCH TRUCKTRANSPORTRISKER 18
3
Metod
19
3.1 KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH METOD 19
3.2 LITTERATURSTUDIE 19
3.3 ARKIVMATERIAL 20
iv 3.5 INTERVJUER 21 3.6 OBSERVATIONER 21 3.7 STUDIE AV LAGERLAYOUT 21 3.8 AVSTÅNDSMÄTNING 22 3.9 TIDMÄTNING 22 3.10 SKYDDSROND 22 3.11 ANALYSMETODER FÖR RESULTAT 23
4
Nulägesbeskrivning
24
4.1 LAGERLAYOUT SKILLINGARYD 24 4.2 ARBETSPROCESSER 26 4.3 OBSERVATIONER 264.3.1 Insamlade data nuläge 27
4.4 NULÄGESBESKRIVNING FRÅGESTÄLLNING 2 28 4.4.1 Truckar 28 4.4.2 Kuren 28 4.4.3 Vågen 29 4.4.4 Solljus 29 4.4.5 Riskfylld klättring 29
5
Analys, empiri & åtgärder
30
5.1 RESULTATANALYS AV FRÅGESTÄLLNING 1 30
5.2 NULÄGETS TRANSPORTSTRÄCKOR 30
5.3 FÖRSLAG PÅ LAGERLAYOUT FÖR MINSKADE TRANSPORTSTRÄCKOR 34 5.4 JÄMFÖRELSE MELLAN SLUMPMÄSSIG PLACERING OCH UTTAGSBASERAD PLACERING 37
5.5 RESULTATANALYS AV FRÅGESTÄLLNING 2 38
6
Diskussion av åtgärdsförslag
40
6.1 DISKUSSION AV ÅTGÄRDSFÖRSLAG FÖR REDUCERING AV TRANSPORTSTRÄCKOR 40
6.1.1 Val av mätetal 40
6.1.2 Reducering av transportsträckan för hämtning av artiklar 41 6.1.3 Reducering av tidsåtgång för hämtning av artiklar 41
v
6.2 DISKUSSION AV FÖRSLAG PÅ REDUCERING AV OLYCKS- OCH TILLBUDSRISKER 43
6.2.1 Åtgärdsförslag för layout 1 43 6.2.2 Åtgärdsförslag för layout 2 44 6.2.3 Ventilation 46 6.3 IMPLIKATIONER 46 6.3.1 Praktiska implikationer 47 6.3.2 Teoretiska implikationer 47
6.4 DISKUSSION KRING VALIDITET OCH RELIABILITET I STUDIEN 47 6.4.1 Teorin och metodens validitet och reliabilitet 47 6.4.2 Fallföretagets påverkan på validitet och reliabilitet 48
7
Slutsatser
49
7.1 SLUTSATSER OCH REKOMMENDATIONER FEL!BOKMÄRKET ÄR INTE DEFINIERAT.
7.1.1 Frågeställning 1 49
7.1.2 Frågeställning 2 49
7.2 VIDARE ARBETE OCH FORSKNING 50
7.2.1 Vidare arbete första frågeställningen 50
7.2.2 Vidare arbete andra frågeställningen 51
1
Introduktion
Denna rapport är ett resultat av ett examensarbete utfört inom ramen för
programmet Maskinteknik – Industriell ekonomi och produktionsledning. Arbetet har utförts på Thor Ahlgren AB i Skillingaryd i Jönköpings län.
1.1 Bakgrund och företagspresentation
Thor Ahlgren AB i Skillingaryd producerar komponenter till bilindustrin. Deras största kunder är Scania och TitanX. Thor Ahlgren är inriktade på stansning och laserskärning. Förutom detta är de även legotillverkare till många andra industrier som verkstad-, vitvaru- och möbelindustrin. Produktionen är uppdelad på två fabriker. En fabrik producerar i Skillingaryd, det är den fabrik som är störst och det är där studien grundar sig. Den andra fabriken producerar i Hok, cirka två mil från Skillingaryd. Alla produkter levereras från lagret i Skillingaryd. [1]
De detaljer som produceras på Thor Ahlgren har en eller flera av följande egenskaper;
• Tillverkade i stål, härdbart stål, rostfritt stål, höghållfast stål, koppar, mässing samt aluminium
• Tjocklek ner till 0,10 mm
• Upp till 1 500 MPa i brottgräns utan efterföljande härdning • Höga krav på planhet och tolerans. [2]
Thor Ahlgren har under de senaste åren vuxit i omsättning. Detta har lett till ett större behov av material, vilket i sin tur resulterat i att deras lager är välfyllt. Det har bland annat lett till att ett externt lager har hyrts för att säkerställa att
produkter får plats. I det externa lagret förvarar företaget reservdelar till de produkter de har sålt. Reservdelarna måste finnas till hands eftersom Thor Ahlgren erbjuder en långtidsgaranti på vissa produkter.
Thor Ahlgren har ett cirkulärt flöde i lagerverksamheten och utbyggnad av det lagret är för tillfället inte ett alternativ [3]. Eftersom lagret inte ska byggas ut behöver lagerverksamheten omorganiseras för att göra arbetet i den mer effektivt. Automotive-industrin som Thor Ahlgren verkar inom är enligt de själva en
industri under konstant press och förändring. För att kunna utveckla företaget samt att bibehålla en lönsam verksamhet är det viktigt att Thor Ahlgren konstant arbetar med förbättringar. Thor Ahlgren har under senaste året identifierat lagret som en förbättringspunkt, både inom lagerverksamhetens effektivitet samt arbetsmiljö.
Industrialismens expansion började under den första halvan av 1900-talet. Under industrialismens expansion var förutsättningarna för företagen enklare. Det var under denna period vanligt att efterfrågan av produkter var större än utbudet. Då det alltid fanns köpare av produkterna var det viktigt för företagen att producera billigt för att på så sätt öka sin konkurrenskraft. För att minimera kostnader var det produktion av standardiserade produkter i stora volymer. [4]
Utvecklingen av automation har resulterat i att dagens produktion har gått ikapp samt gått om dagens efterfrågan av produkter i de flesta områden. På en sådan marknad är inte standardiserade produkter med lågt pris i fokus. Idag är istället kundanpassning samt individualiserade varor i fokus. Dessutom är det krav på snabba samt effektiva leveranser. [4]
Dagens marknad har därför tvingat företag att lagerhålla produkter för att möta efterfrågan av kundanpassade produkter med snabba leveranser, till låg kostnad och hög leveransprecision [3].
Lagerverksamhet förekommer i de flesta försörjningskedjor. Lagerhållningens primära funktion är att uppta svängningar mellan företagets produktionskapacitet samt marknadens efterfrågan. Dessa svängningar är kritiska för företagen att möta för att leverera produkter till marknaden med korta leveranstider. Att lagerhålla produkter kostar dock pengar och är en stor kostnadspost i de flesta
försörjningskedjor. Det gör att företags lagerverksamhet har direkt inverkan på försäljning och resultat. En effektivisering av lagerverksamheten kan därför leda en minskning av företagets kostnader och resultera i ökad vinst. [4]
1.2 Problembeskrivning
Artiklarna som hämtas varje dag på Thor Ahlgren finns utspridda i lagret, från golv- till taknivå och från utkanten av gångarna till längst in. Truckförarna upplever att de spenderar mycket tid på trucken för att hämta artiklar för packning. Utspridda artiklar i en lagerverksamhet kan bidra till ökade
transportsträckor vid orderplock om inte efterfrågan på var produkt är densamma [5]. En studie utfärdat på företag över Europa visar på att 39% av företagens logistikkostnader utgörs av lagerhållning [6].
Lagerhållningskostnaderna utgörs av flera poster så som lagerränta, plock,
inom lagerhållningen och står för cirka 55% av lagerhållningskostnaderna i försörjningskedjor. Orderplock består av att antingen med truck eller till fots hämta/plocka artiklar som skall levereras till kund. Orderplock består till 50% transportering för att identifiera samt plocka artiklar. [7]
Enligt Arbetsmiljöverket så skadar sig cirka 800 personer i truckolyckor varje år [8]. I lagret finns en kur där lagerarbetarna har sina arbetsstationer. Kurens dörr är i öppet läge i vägen för truckar. Dörren är öppen främst för att lagerarbetarna upplever luften som dålig inne i kuren. Då truckar ofta passerar precis utanför dörren och lätt kan köra på dörren eller en fotgängare som går ut ur den, blir konsekvenserna att det lätt kan ske en kollision.
Genom att se över och lösa ovanstående problem kan trucktransporterna förkortas och arbetsmiljön förbättras. Detta gör att företaget kan använda det nuvarande lagret under en längre tid och att arbetet effektiviseras. Dessutom så kan lagerarbetarna arbeta med reducerad risk för olyckor.
1.3 Syfte och frågeställningar
Thor Ahlgren har planer på att omorganisera sin lagerverksamhet.
Omorganisering av lagerverksamheten ska leda till ett mer effektivt lager där transportsträckorna är reducerade.
Det behövs även en förbättring av arbetsmiljön för lagerarbetarna. Det finns en hög tillbudsrisk och lagerverksamheten behöver organiseras på ett sätt som reducerar risken för tillbud och olyckor.
Syftet med studien är att skapa förbättringsförslag på en lagerlayout som reducerar transportsträckorna för hämtning av artiklar och reducerar tillbudsrisken i lagret. Därmed är studiens frågeställningar:
[1] Hur ska lagret organiseras för att minimera sträckan lagerarbetare och truckar behöver färdas för att hämta artiklar?
[2] Hur kan företaget organisera lagerverksamheten så att det blir en säkrare arbetsplats med en reducerad risk för olyckor och tillbud?
1.4 Avgränsningar
Thor Ahlgrens lagerverksamhet består av flera olika typer av lager. Det lager som skall studeras är färdigvarulagret.
Råmateriallagret ska inte studeras i nuläget eftersom det inte är ekonomiskt försvarbart att förändra det enligt företaget själva. De vill behålla det som det är eftersom de behöver beställa stora volymer från sina grossister vilket gör att det
blir stora mängder material liggandes. Det gör de också för att kunna försäkra sig om att det inte sker förseningar till kunden.
Det externa lagret hanteras inte i rapporten eftersom det externa lagret kommer finnas kvar så länge företaget inte bygger ut sitt eget lager. Företaget vill också fokusera på sitt eget lager i första hand.
Det är främst i färdigvarulagret lagerarbetarna rör sig eftersom det är där de gör ankomstkontroll, packar och hämtar produkter.
Därför kommer denna rapport endast avhandla och studera färdigvarulagret.
1.5 Disposition
I dispositionen följer rapportens uppbyggnad och struktur för att ge en översiktlig bild av vad som finns och var det finns i rapporten.
• Examensarbetet inleds med en introduktion till vilka Thor Ahlgren är och vad deras verksamhet tillverkar. Efter det följer en problembeskrivning som förklarar vad ledningen ser som de stora problemen inom
lagerverksamheten och vad de önskar att arbetet täcker. Där beskrivs även problemen och varför företaget vill att författarna ska grunda sin studie på de presenterade problemen. Även rapportens syfte och frågeställningar tydliggörs i första kapitlet, precis som de avgränsningar man kan följa från problembeskrivningen.
• I det andra kapitlet behandlas den teori som arbetet kräver. Detta är den litteratur och kunskap som har hämtats och som studien grundas på. Det beskrivs även hur denna teori kan kopplas till rapportens frågeställningar. Det teoretiska ramverket beskrivs.
• I kapitel tre beskrivs tillvägagångssättet, de metoder som har använts för att ta fram data, mätningar och andra metoder att hämta information.
• För att läsaren ska få en överblick över hur lagerverksamheten är formad och även få en insikt i hur dagens läge ser ut så beskrivs detta i det fjärde kapitlet. I kapitel fyra kan läsaren genom bilder och förklaringar få en förståelse om hur problemet ser ut i verkligheten. Där görs en
• I det femte kapitlet presenteras sedan det resultat som studien har kommit fram till. Det presenteras all rådata i siffror, tabeller och rena fakta som läsaren tar del av. Detta ställs mot den teori som tidigare presenterats i studien. I detta kapitel diskuteras inte resultatet.
• Diskussion kring hur resultatet kan tolkas presenteras i kapitel sex. Där beskriver författarna vilka lösningsförslag de har tagit fram och varför dessa lösningar kan hjälpa att besvara studiens frågeställningar.
• I det sjunde kapitlet dras sedan slutsatser för vad studien har kommit fram till. Även rekommendationer för vad företaget ska göra delas där, lika så presenterar författarna förslag på vidare forskning. Den vidare forskningen kan vara både rent akademiskt, alltså vad studien kan fortsätta med. Den kan också visa vad företaget behöver fortsätta med i sitt arbete för att ytterligare öka effektivitet och förbättra arbetsmiljön.
2
Teoretiskt ramverk
2.1 Koppling mellan frågeställningar och teori
I det teoretiska ramverket presenteras de teorier som ligger till grund för studien. Dessa teorier används för att analysera studiens resultat.
Tabell 2.1 nedan visar kopplingen mellan studiens frågeställningar och teorier.
Tabell 2.1 Koppling mellan frågeställningar och teori
Frågeställning Rubrik
1. Hur ska lagret organiseras för att minimera sträckan lagerarbetare och truckar behöver färdas för att hämta artiklar?
2.2 Logistik 2.3 Lagerverksamhet 2.4 Placering av artiklar 2.5 Artikelplaceringens påverkan av artiklar 2.6 Artikelklassificering 2. Hur kan företaget organisera lagerverksamheten
så att det blir en säkrare arbetsplats med en reducerad risk för olyckor och tillbud?
2.7 Behov av god
arbetsmiljö i lagerarbetet 2.8 Lager- och
trucktransportrisker
2.2 Logistik
”Logistik kan beskrivas som läran om effektiva materialflöden. Det är ett samlingsnamn för alla de verksamheter som ser till att material och produkter finns på rätt plats i rätt tid, dvs.
skapar plats- och tidsnytta [5, s.19]”
Med detta citat som grund kan logistik identifieras överallt i vår omgivning. Logistiken hade tidigt en stor inverkan på krig. Då handlade om att positionera landets resurser där det var strider men även transportera trupper samt maskineri mellan striderna. Krigslogistiken utgick från att planlägga, organisera, samordna och kontrollera resursflöden. Tydliga paralleller kan dras till dagens
produktionsindustri och tjänster där resurser planläggs, organiseras och resurser samordnas. [9]
Då logistik utgör plats- och tidsnytta har det stor effekt på företagens
konkurrenskraft på marknaden. Under första halvan av 1900-talet var efterfrågan av produkter större än utbudet. Med dagens teknik är det omvända roller,
företagens utbud har gått ikapp och om efterfrågan. På en marknad med dessa förhållanden är därför inte utbudet den enda konkurrensfaktorn. Detta har resulterat i att företagens logistik har stor inverkan på dess försäljning och företagens vinst. [4]
2.3 Lagerverksamhet
Lagerverksamhetens främsta uppgift är att fånga upp svängningar mellan tillgång och efterfrågan för en produkt [4]. Lagerverksamhet utgör en stor kostnadspost inom försörjningskedjor och kostnaderna som lagerverksamhet utgör är i första hand kapitalbindning men även materialhantering, lagerhyra, kassationer etcetera [10]. En effektivisering av lagerverksamheten kan därför resultera i en
kostnadsreduktion [10]. En sådan effektivisering kan uppnås genom att ha en hög fyllnadsgrad och låga driftkostnader [5].
2.3.1 Lagerlayout
Lager och dess layout utformas på olika sätt, hur lagret skall utformas har flera bidragande faktorer. De faktorer som påverkar lagrets utformning är antalet olika artiklar, artiklarnas volym, produktens storlek, fysisk tillgång av lageryta, vilka redskap som används etcetera. Beroende av dessa faktorer kommer materialflödet i lagret se olika ut men generellt brukar lagerlayouter delas upp i två olika typer. De kan delas upp på följande sätt, linjärt eller U-format flöde, se Figur 2.1. [5]
Ett linjärt flöde innebär att godsmottagning och utlastning sker på motsatta sidor av lagret. Den vänstra bilden i Figur 2.1 beskriver ett linjärt flöde. Det linjära flödet skapar tydlig struktur vilket gör det enklare för ett automatiserat
hanteringsarbete. Den typen av lagerstruktur innebär att var produkt har ungefär lika lång transportsträcka, vilket gör det onödigt att kategorisera artiklar då dess påverkan på grund av det blir minimal. [5]
Figur 2.1 Linjärt eller U-formatflöde (Logistik – P. Jonsson & S-A. Mattsson, Logistik – Läran om effektiva materialflöden. 3:e uppl. Lund: Studentlitteratur 2016)
I ett U-format flöde är godsmottagningen samt utlastningen i samma ände av företagets lagerlokal. Det U-formade flödet gör att produkter som lagerhålls i flödet inte har samma transportsträcka. Detta gör att produkterna i flödet bör artikelklassificeras för att öka prestanda. [5]
Kenth Lumsden bekräftar i sin bok dessa två layouter men väljer att avancera dem med två ytterligare layouter som förekommer. Dessa layouter presenteras med Figur 2.2 nedan. [3]
Figur 2.2 Triangulärt- och cirkulärt flöde (K. Lumsden, Logistikens grunder. 2:a Uppl. Lund: Studentliteratur 2006)
Triangulärt flöde jämförs med det linjära flödet med godsmottagning samt utlastning på olika sidor av lagerlokalen. Det som skiljer dem åt är att den triangulära layouten anpassas efter funktionella avdelningar. Beroende på dessa funktionella avdelningar har det triangulära flödet olika layout beroende på företagets/lagerverksamhetens (kundkrav, arbetsstationer, etc). [3]
Den cirkulära layouten har godsmottagning samt utlastning i samma del av
lagerlokalen likt ett U-format flöde. Skillnaden mellan dessa är att det endast finns en port för godsmottagning samt utlastning. Det bidrar till kostnadsbesparingar då det inte byggs separat godsmottagning samt utlastning. [3]
2.3.2 Förvaringssystem
Ett förvaringssystem syftar på de principer och utrustning som används vid lagerhållning. Förvaringssystem kan vara manuella eller helt automatiserade
beroende på vad som efterfrågas. De vanligaste typerna av förvaringssystem enligt Jonsson och Mattsson är följande: [5]
Djup- och fristapling
Djup- och fristapling bygger på noll ställage. Denna typ av förvaringssystem lagerhåller varor direkt på golvet och staplar varorna antingen på höjden
(fristapling) eller på djupet (djupstapling). Det går även att använda både djup- och fristapling vilket är det mest förekommande. Fördelen med denna typ är att
lagerutnyttjandet är högt då flera varor kan staplas på lite yta. Detta
förvaringssystem bör appliceras för varor med höga volymer samt lång hållbarhet. Djup- och fristapling beskrivs av Figur 2.3. [5]
Ställagelagring
Ställagelagring finns i en lagerverksamhet som är uppbyggd på att
produkten/produkterna lagras i lastbärare. Lastbärare beskrivs vanligtvis som pall men kan även vara olika varianter av pallagring så som lagring av halvpall.
Uppbyggnaden med ställ gör att hyllor enkelt kan anpassas efter företagets produkter och därför finns det även många olika typer av ställagelager. Ett ställagelager innebär hög flexibilitet då samtliga artiklar är direkt åtkomliga. Dock är lagerutnyttjandet lägre då delar av ytan måste tilldelas transportgångar för att komma åt alla produkter. Ställagelagring beskrivs av Figur 2.4. [5]
Figur 2.3 Djup- och Fristapling (P. Jonsson & S-A. Mattsson, Logistik – Läran om effektiva materialflöden. 3:e uppl. Lund: Studentlitteratur 2016 s.73)
Figur 2.4 ställagelagring (P. Jonsson & S-A. Mattsson, Logistik – Läran om effektiva materialflöden. 3:e uppl. Lund: Studentlitteratur 2016 s.73)
Automatlagring
Automatlagring eller så kallade AR/RS (automated storage and retrieval system) är ett automatiserat förvarings- och hanteringssystem. Automatlagret sköter lagring och utlastning med hjälp av en automatiserad kran. Automatlagring beskrivs av Figur 2.5. [5]
Hyllfackslagring
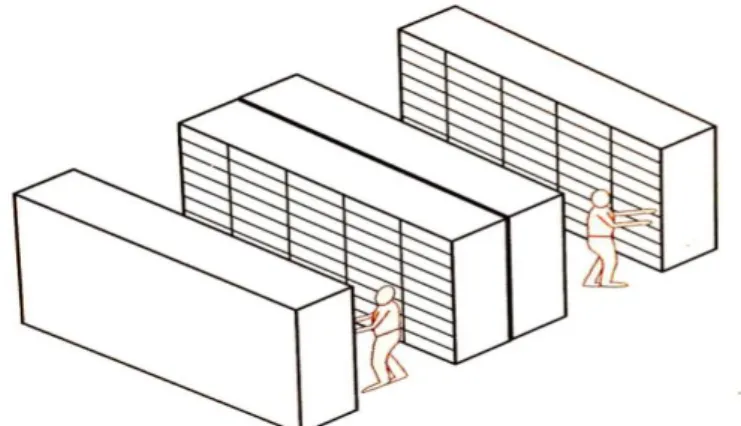
Hyllfackslagring innebär att artiklar lagras på hyllor i fack eller i mindre lådor. Detta typ av lager är användbart vid lagring av insatsmaterial till produkter med låga volymer, reservdelsförråd och verktygsförråd. Det passar också som plocklager för företag med flertalet artiklar i låga volymer. Hyllfackslagring beskrivs av Figur 2.6. [5]
Paternosterlagring
Paternosterlagring eller karusellager som det även kan kallas är en typ av lagerhållning som liknar hyllfackslagring. Skillnaden mellan
dessa är att det endast är en hylla med flera fack som cirkulerar. Det gör att lagerarbetarna som hämtar artiklar
inte behöver förflytta sig utan endast cirkulera fram rätt hylla för den sökta artikeln. Paternosterlagring beskrivs av Figur 2.7. [5]
Figur 2.5 automatlagring (P. Jonsson & S-A. Mattsson, Logistik – Läran om effektiva materialflöden. 3:e uppl. Lund: Studentlitteratur 2016 s.74)
Figur 2.6 hyllfackslagring P. Jonsson & S-A. Mattsson, Logistik – Läran om effektiva materialflöden. 3:e uppl. Lund: Studentlitteratur 2016 s.75)
2.4 Placering av artiklar
Lagerplaceringen av artiklar har stor inverkan på transportsträckor inom lagret. Störst påverkan har artikelplaceringen på U-format samt cirkulärt lagerflöde. Det som påverkar placeringen av artiklar är om det förekommer fast eller flytande lagerplacering. Vanligtvis används flytande position när lagerutrymmet är
komprimerat då fast position kräver ett högre antal lagerplatser. Artikelplaceringen påverkas även när det förekommer zonindelning av lagret. Ett exempel på detta är livsmedelsindustrin där det behövs en fryszon, en kylzon och en normalzon. [5]
2.4.1 Zonindelning av lager
En zonindelning av lagerverksamheten innebär en uppdelning av lagret i mindre zoner. I dessa zoner placeras likvärdiga artiklar för att ur hanteringssynpunkt underlätta arbetet i lagret. Att dela in lager på detta sätt ger störst effekt vid U-formad samt cirkulär lagerhållning eftersom där kan transportsträckorna bli avsevärt längre än för lager med linjärt flöde. En zonindelning kan beskrivas med Figur 2.8. [5]
Figur 2.7 Parternosterlagring (P. Jonsson & S-A. Mattsson, Logistik – Läran om effektiva materialflöden. 3:e uppl. Lund: Studentlitteratur 2016 s.75)
Vid zonindelning finns det flertalet aspekter att ha i beaktning när artiklar skall klassificeras. Det går att klassificera artiklar efter produktfamilj. Problemet med att sortera det efter produktfamilj är att plockorder som innehåller orderrader från flertalet produktfamiljer får långa transportsträckor då artiklar från flera olika lageravdelningar måste hämtas. [5]
För att undvika det kan artiklar delas in efter hur de plockas i samband med varandra. Artiklar som ofta förekommer på samma order bör därför vara indelade i samma zon för att minska transportsträckor. Detta kallas för en korrelerad placering. Företag med liknande artiklar som kräver samma typ av
lagerhållningsegenskaper så som temperatur och storlek delas enklast in efter uttagsfrekvens. Vid klassificering efter uttagsfrekvens identifieras antalet uttag under en tidsperiod som till exempel ett år. Därefter placeras de artiklar som förekommer frekvent närmre utlastningszonen för att minska transportsträckor. [5]
2.4.2 Fast eller flytande artikelplacering
Vid placering av artiklar behöver det även tas hänsyn till vilken typ av lagersystem som erhålls för lagerverksamheten. De två typerna som existerar är fast eller flytande position. Fast lagerposition bygger på att var artikel har en förutbestämd plats i lagret. En flytande lagerplacering innebär att artiklarna cirkulerar beroende på vilken lagerplats som är ledig då artikeln lagras. Nackdelen med fast position är att alla artiklar har en specifik lagerplats. Då krävs det en högre lagringsvolym än vad den flytande positionen kräver. [5]
Den fasta positionen medför tydlig struktur och de artiklar som används frekvent kan enkelt placeras nära en in- och utlastningsstation för att minimera
transportsträckor. [5]
Figur 2.8 Zonindelning (Logistik – Läran om effektiva materialflöden, P Jonsson & S-A Mattsson, 3:e uppl. 2016)
En kombination av fast- och flytande position kan dock användas. Vid en
kombination av dessa två används fast lagerplacering för plockplatser, där artiklar plockas till kundorder. De flytande positionerna används för att lagerhålla
buffertlager, dessa artiklar används sedan för att fylla plockplatser. [5]
2.5 Artikelplaceringens påverkan av transportsträckor
Transportsträckor inom lagerverksamhet påverkar dess effektivitet. Ett lager med långa transportsträckor tenderar att vara ineffektiva. En ABC-analys kan då utföras för att identifiera vilken artikel som skall placeras vart och genom det minska transportsträckor. [3]
Ett företag och dess lagerverksamhet kan beskrivas med ett enklare rutsystem för att bevisa transportsträckornas påverkan. Det rutsystem som används beskrivs med Figur 2.9 nedan. [3]
Figur 2.9 Rutnät (J. Tompkins, J. White, Y. Bozer & J-M. Tanchoco, Facilities Planning. 4: e uppl. Chichester: Wiley, 2010)
Detta rutnät utgår ifrån en dockingstation. Dockingstationen kan också kallas för depå. Denna depå kan vara olika stationer inom lagerverksamheten. I ett företag som endast bedriver distributionscentral kan depån vara en lastningsplats där alla leveranser placeras. För ett företag där packning av något slag förekommer inom lagerverksamheten är packningsstationen depån. Depån definieras som det ställe alla artiklar skall gå igenom. Där efter definieras avståndet, vilket kan se ut enligt Figur 2.10 nedan. [7]
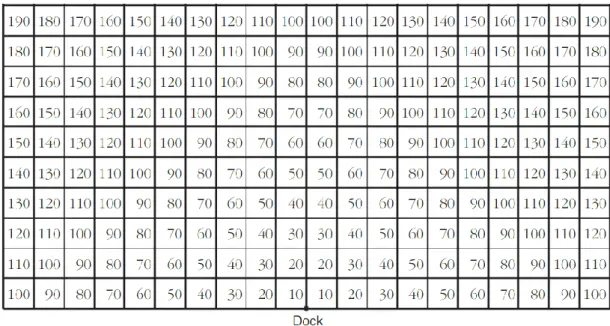
Figur 2.10 Rutnät med avstånd i fot (J. Tompkins, J. White, Y. Bozer & J-M. Tanchoco, Facilities Planning. 4: e uppl. Chichester: Wiley, 2010)
Med detta rutnät visualiseras transportsträckans påverkan. Det går att med hjälp av detta bedöma prestanda och identifiera den optimala lagerplaceringen för att minska transportsträckor. Med avståndet identifierat och Paretos 80/20-regel går det att kategorisera artiklarna enligt Figur 2.11 nedan för att minimera
transportsträckor. [7]
Figur 2.11 Optimal ABC-klassificering (J. Tompkins, J. White, Y. Bozer & J-M. Tanchoco, Facilities Planning. 4: e uppl. Chichester: Wiley, 2010)
Med dessa figurer som grund går det att beräkna prestanda för ett uttagsbaserat lager. Enligt Tompkins beräkningar är medelavståndet 53.15 fot/16,2 meter, då artiklarna är placerade enligt ABC-analysen. Vid slumpmässig placering av artiklar är avståndet istället 100 fot/30,5 meter. Det motsvarar nästan 50% i
lager med slumpmässig placering får maximalt 31% av lagerytan användas. Detta beskriv med Figur 2.12 nedan. [7]
Figur 2.12 Slupmässigt lager med samma prestanda som ABC-klassificerad (J. Tompkins, J. White, Y. Bozer & J-M. Tanchoco, Facilities Planning. 4: e uppl. Chichester: Wiley, 2010) Tompkins figurer visar på att placeringen av artiklar har en direkt påverkan på lagerverksamhetens transportsträckor. Att placera artiklar efter uttagsfrekvens resulterar alltså i reducerade transportsträckor. [7]
För att en sådan kategorisering skall vara användbar för lagerveksaheten finns ett krav enlig Kenth Lumsden. Om företaget har liknande efterfrågan på de artiklarna som erhålls kommer det inte följa Paretos 80/20-princip. Det resulterar i
reducerad effekt av en artikelplacering enligt ABC-klassificering, eftersom transportsträckorna endast kommer minska minimalt. Följande graf i Figur 2.13, från Kenth Lumsdens bok beskriver ABC-klassificeringens påverkan. [3]
Figur 2.13 ABC-Klassificering efter plockfrekvens (K. Lumsden, Logistikens grunder. 2:a Uppl. Lund: Studentliteratur 2006)
2.6 Artikelklassificering
För att ett företags resurser ska utnyttjas till det som ger störst effekt i förhållande till insats, så är det nyttigt att klassificera artiklar efter just detta [6]. Artiklar kan klassificeras efter behovsfrekvens, volymvärde, täckningsbidrag etcetera [3]. Det är viktigt att definiera syftet med artikelklassificeringen för att välja rätt typ av klassificering. En vanlig typ av klassificering är genom ABC-analysen som är ett hjälpmedel för beslutsunderlag. [10]
2.6.1 ABC-Analys
Genom en ABC-analys kategoriseras artiklar efter förbestämda krav, som till exempel volymvärde eller uttagsfrekvens.
För att utföra en ABC-analys krävs en arbetsgång som kan se ut som följande; [6] 1. Bestäm mätetal för ABC-analysen (volymvärde, uttagsfrekvens etcetera) 2. Samla data för valt mätetal och koppla det till artiklarna.
3. Summera insamlade data och skapa ett Pareto-diagram.
4. Kategorisera artiklarna enligt följande, A-artiklar motsvarar 20%, B-artiklar motsvarar 30% och C-artiklar motsvarar 50% av antalet artiklar.
2.6.2 80/20-principen
Pareto utvecklade ett diagram som visar på den princip han upptäckte. Det kan även kallas Pareto-principen. Som Figur 2.14 nedan visar så berättar 80/20-principen att det finns ett ofta förekommande mönster i produktion. 80% av volymvärdet återfinns i endast 20% av artiklarna. Därför finns det anledning att prioritera vissa produkter. Diagrammets mönster visar att de artiklarna är kritiska för företaget. [10]
Figur 2.14 Pareto-diagram som visar 80/20-principen (P. Jonsson & S-A. Mattsson, Logistik – Läran om effektiva materialflöden. 3:e uppl. Lund: Studentlitteratur 2016 s.428)
2.7 Behov av god arbetsmiljö i lagerarbetet
Arbetsmiljön på arbetsplatsen är av stor vikt för att förhindra trötthet och depression hos arbetarna. Genom att hålla de anställda friska och förhindra trötthet så kan även olyckor och tillbud undvikas då en trött arbetare lättare tar onödiga risker och förlorar koncentrationen i kritiska moment. [12]
2.7.1 Ventilation
Genom ventilation kan ett instängt utrymme få en högre luftkvalitet och en mer kontrollerad temperatur. Ett ventilationssystem kan ersätta gammal och dålig luft med ny och fräsch vilket håller luftkvaliteten på en högre nivå. [12]
Med en dålig luftventilation blir arbetaren lätt trött, begår misstag och jobbar långsammare. Enligt Arbetsmiljöverket kan en dålig ventilation försämra en anställds prestation med 15%. [13]
2.7.2 Vattentillgång
Arbetsmiljöverket berättar i sin rapport om arbetsplatsens utformning att
arbetarna ska ha tillgång till drickbart vatten inom ett rimligt avstånd. Dessutom så ska kranen vara väl utmärkt för att inte kunna förväxla det drickbara vattnet med det icke drickbara. [12]
2.8 Lager- och trucktransportrisker
Enligt Arbetsmiljöverket skadas runt 800 personer i truckolyckor varje år [8]. Det rör sig ofta om kollisioner, att trucken välter eller att föraren tappar kontrollen över trucken [14]. För att minska risken för att till exempel en kollision sker är det viktigt att de som kör trucken har kunskaperna som krävs och att hastigheten är anpassad efter lagrets utformning, golvyta och eventuella hinder [15].
3
Metod
I följande kapitel beskrivs vilka metoder som har använts för att samla in och analysera data som krävs för att besvara studiens frågeställningar. Det finns även presenterat vilka metoder som är knutna till vilken frågeställning.
3.1 Koppling mellan frågeställningar och metod
I metod-kapitlet presenteras de metoder som kan knytas till de tidigare
presenterade frågeställningarna. Metoderna har använts för att kunna besvara dem. Detta kapitel visar vilka metoder som användes och hur de knyts till en
frågeställning.
För att besvara studiens frågeställningar har flera metoder använts. Tabell 3.1 nedan beskriver vilka metoder som använts för de olika frågeställningarna.
Tabell 3.1 Koppling mellan frågeställningar och metod
Frågeställning Rubrik
1. Hur ska lagret organiseras för att minimera sträckan lagerarbetare och truckar behöver färdas för att hämta artiklar?
3.2 Litteraturstudie 3.3 Arkivmaterial 3.4 ABC-analys 3.6 Observationer 3.7 Studie av lagerlayout 3.8 Avståndsmätning 3.9 Tidmätning 3.11 Analysmetoder för resultat
2. Hur kan företaget organisera lagerverksamheten så att det blir en säkrare arbetsplats med en reducerad risk för olyckor och tillbud?
3.2 Litteraturstudie 3.3 Arkivmaterial 3.5 Intervjuer 3.6 Observationer 3.7 Studie av lagerlayout 3.10 Skyddsrond
3.2 Litteraturstudie
Den litteraturstudie som har genomförts har främst bestått av kursböcker och forskningsartiklar. De har hittats genom sökorden;
Där har sökfunktionen PRIMO varit huvuddelen då denna finns att tillgå både från distans och används vid Jönköpings Universitys bibliotek.
För att genomföra litteraturstudien har även kursböcker efter rekommendationer från handledare lånats.
Förutom kursböcker så har även vissa regleringar, lagar, tips och andra guider från Arbetsmiljöverkets hemsida hämtats.
3.3 Arkivmaterial
Thor Ahlgren använder sig av affärssystemet Monitor ERP System. I det systemet kan företaget planera, styra och följa upp produktion, inköp, lager och försäljning. [16]
Redan från arbetets start har företagets loggar använts för att hitta information om lagerverksamheten. För att underlätta denna informationshämtning skapades två nya konton med begränsad åtkomst till företagets databas som författarna fick ta del av. Åtkomsten begränsades till att endast kunna observera och hämta
information. Alltså kan inte dessa konton göra beslut eller ändra i systemet. Ur arkivmaterialet hämtades data som faktureringsloggar då de motsvarar utplock av artiklar. Det hämtades även material om artikelplacering för att identifiera vilken hyllplats var artikel är placerad.
3.4 ABC-analys
En ABC-analys utfördes genom de i teoretiska ramverket tidigare nämnda stegen. Analysen utfördes med följande mer utförliga steg
1. Samlade data för alla uttag respektive artiklar 2. Summerade antalet uttag respektive artiklar
3. Sorterade dessa i ett Pareto-diagram som visade relationen mellan antalet artiklar och antalet uttag för varje artikel
4. Gjorde en ackumulerad räkning för varje enskild artikel 5. Bestämde gränstal för varje kategori
6. Kategorisera dessa artiklar efter gränstalen i tre grupper, A, B och C. Studiens resultat i ABC-analysen visade sig vara lik många andra som görs inom lager och hamnade inom de gränser som anses vara normalt. Intervallet för A-artiklar är 15-20% av A-artiklarna. För B-A-artiklar är intervallet 20-40% och C-artiklarna står för hela 50-70% av C-artiklarna. [17]
3.5 Intervjuer
För att få input på idéer och en klarare bild av vad som sker ute på lagret gjordes intervjuer med lagerarbetare. Dessa intervjuer var ostrukturerade och inte
standardiserade för att hålla dialogen med arbetarna så öppen som möjlig för diskussion. En tabellöversikt av intervjuerna ges i Tabell 3.2 nedan.
Tabell 3.2 Datum, tid och respondenter för gjorda intervjuer.
Respondenter Datum Tid
Lagerarbetare 1 & 2 24/2 15 min
Lagerarbetare 1
Lagerarbetare 2 & 3
Lagerarbetare 1 & 2 & 3
10/3 1/4 7/4 10 min 20 min 30 min
Många forskare använder sig av flera observatörer vid intervjuer och
observationer för att öka reliabiliteten i de iakttagelser som skett [18]. Därför har båda författarna varit med vid dessa intervjuer.
3.6 Observationer
För att bilda en uppfattning om hur lagerverksamheten ser ut gjordes
observationer ute i lagret. De utfördes genom en rundvandring där lagerplatserna identifierades och kontrollerades. Det var en direkt och ostrukturerad observation där författarna var kända observatörer. Även vissa mer informella observationer har skett under arbetets gång. I dessa fall är det besök i lager vid diskussioner med anställda som observationer har gjorts parallellt med intervjuerna.
Som tidigare nämnt i kapitel 3.4 så var båda författarna närvarande vid observationerna.
3.7 Studie av Lagerlayout
Genom det interna affärssystemet kunde en karta av lagerlayouten hämtas. Med alla hyllor utplacerade ger layouten en klarare blick av hur produkterna ligger och vart operatörerna behöver ta sig för att hämta produkterna.
Genom detta kan en nulägesanalys göras. Nulägeanalysen kan sedan jämföras med förbättringsförslaget.
3.8 Avståndsmätning
Avståndsmätning användes för att redogöra de relevanta avstånd och längderna i lagret. Dessa var mätningar, som till exempel avståndet mellan depå och hyllplats, kurens storlek och en hyllas höjd.
Då de avstånd där en truckförare hämtar eller lämnar pallar skulle mätas, gjordes mätningarna med hjälp av ett mäthjul som rullar längs golvet och kan följa ett mönster likt det en truck hade följt vid en verklig situation. Genom att göra som trucken hade gjort skapas en mer verklighetstrogen bild av hur långt det är. När storleken på en hylla skulle mätas var det mer lämpligt att använda en lasermätare. Denna placeras med baksidan mot en hyllställnings ena stolpe och siktas därefter mot den andra stolpen. Med detta kunde även avståndet från marken till översta hyllan mätas.
För att säkerställa tillförlitligheten vid mätningarna så utfördes fyra mätningar för varje mått. Två mätningar av varje författare och inte i ordning för att förhindra att möjliga fel vid mätningen upprepades. Genom att göra individuella mätningar och inte låta den andra partens värden påverka styrks trovärdigheten i resultaten [19].
3.9 Tidmätning
För att sedan kunna omvandla sträckan som truckförarna kör till tid så mättes tiden det tog för en truckförare att hämta specifika artiklar. Artiklarna spreds ut över olika platser på lagret, i olika gångar, olika långt bort och på olika höjder för att ta fram ett värde som kunde användas för att tolka resultatet i tid. För att göra truckkörningen så trovärdig som möjligt så startade truckföraren vid depån och fick en specifik hylla att hämta från. För att göra ett resultat mer tillförlitligt ska mätningarna göras av olika personer [19].
3.10 Skyddsrond
En skyddsrond utgår från en lista på saker som ska kontrolleras i ett företag, lokal, allmän plats eller en organisation. En grupp av anställda och en ansvarig går igenom den aktuella platsen med listan och gör anmärkningar på de saker som behöver åtgärdas. Ifall lösningsförslag finns kan både kortsiktiga och långsiktiga lösningar föreslås för problemet. Det ska även finnas med vem som är ansvarig för att det ska lösas. De som ansvarar för skyddsronden har ingen skyldighet att hitta en lösning utan har endast ansvar för att påpeka att det finns ett fel. [20]
För att kunna använda företagets skyddsrond i jämförelse gjordes en egen som följde företagets checklista och fokuserade på de relevanta delarna i
färdigvarulagret. Genom att gå en rundvandring i lagret och diskutera de saker som var aktuella för listan så kunde företagets skyddsrond sedan tolkas.
Figur 3.1 Thor Ahlgrens checklista vid skyddsrond för färdigvarulagret
Utöver detta utvärderas även framkomligheten och risknivån för truckkörning.
3.11 Analysmetoder för resultat
För att analysera resultatet användes de teorier som presenterats i teoretiskt ramverk. För att analysera resultatet användes analysmetoder som Pareto-diagram samt enklare matematiska formler för att beräkna prestanda för
lagerverksamheten. Nulägets prestanda jämfördes sedan med framtagna layoutförslag för att visa på förbättring.
4
Nulägesbeskrivning
En nulägesanalys beskriver den i nuläget rådande situationen som företaget eller delen av företaget befinner sig i. Nuläget visar för läsaren vad författarna grundar sina antaganden och lösningar på. Tillsammans med problembeskrivningen är det här som problemen syns som tydligast för läsaren.
4.1 Lagerlayout Skillingaryd
Lagret i Skillingaryd har tre anställda. Lagerarbetarna jobbar dagtid fem dagar i veckan. Tillhands i färdigvarulagret finns det två skjutstativtruckar med kapacitet för att komma åt ställage på höjd.
Lagret är uppdelat i tre sektioner. Första sektionen är råvarulager, den andra sektionen är ett litet kallager som mestadels används till emballage och den sista sektionen är färdigvarulagret. I första sektionen vid råvarulagret sker utlastningen. Där placeras packade order för att sedan gå iväg till kund. Inlastning och
utlastning sker på samma sida av lagerlokalen och skapar ett cirkulärt flöde. Lagrets utformning beskrivs med Figur 4.1 nedan.
I lagret finns det 565 lagerplatser och hanterade under fjolåret cirka 400–450 artiklar. Under fjolåret gjordes 6463 utplock mot kundorder.
På flera platser finns det mer än en artikel, fast med mindre kvantiteter. Det sker ytterst lite säsongsvariation av artiklar. Den variation som uppstår på Thor Ahlgren är när en av deras större kunder, som till exempel Scania och TitanX fluktuerar i sina produktionsvolymer. Dessa variationer baseras på produktion per kvartal. Vid kvartalsskiftet skickas en rapport från kunden till Thor Ahlgren som presenterar deras efterfrågan kommande kvartal. Vid minskad efterfrågan
påverkas majoriteten av artiklarna och de står därför fortfarande i samma relation till varandra i en ABC-analys.
I färdigvarulagret i Figur 4.1 ovan är ställen numrerade enligt figuren. Var ställ har sexton pallplatser. Undantagen för detta är ställ 8 där det endast är fyra pallplatser och ställ 13 som endast har femton pallplatser. Den yttersta går åt för
laddningsstation för truckarna. Vid ställ 21 bortkommer även två platser för en arbetsstation och våg.
Det sker även lagring vertikalt, i varje ställ finns det fem platser på höjden. I lagret finns det två typer av hyllor enligt Figur 4.2 nedan. Mått presenteras i tillhörande tabell. Mått (m) TYP 1 TYP 2 A 4 4 B 1,2 1,2 C 0,1 0,1 D 1,8 2,8 Tabell 4.1 Mått för hyllplatser Figur 4.2 Pallställ
Paketering i lastbärare
Från produktionen så paketeras de olika artiklarna på liknande sätt. Brickor paketeras i paket, där det beroende på storleken packas olika många i var paket. Var kartong är markerad med det antal produkter som är paketerade. Dessa lådor packas sedan i en lastbärare. Kunden har höga krav på produkterna som levereras. Ett av dessa krav är renlighet, vilket kan erhållas genom paketering i dessa mindre lådor. De laserskurna produkterna från Hok-fabriken paketeras med
plastomslutning i pallar som sedan försluts med lock för att minska smuts och damm.
Paketering till kund
Kunderna har krav på emballage vid leverans av deras artiklar. De har även krav på renlighet. Artiklarna som kunden beställt paketeras därför om i kundens egna paketeringslådor och försluts med lock. Det görs för att minska risken för smuts på produkterna.
4.2 Arbetsprocesser
De arbetsprocesser som utförs av lagerarbetarna på Thor Ahlgren är
godsmottagning, inlagring, orderplockning, paketering och utleverans. De mest frekvent förekommande transportsträckorna uppstår vid orderplock och paketering. Eftersom produktionen inte vet vilka kvantiteter varje kundunik beställning innehåller eller ifall kunden har speciella krav på emballaget, så paketeras artiklar om av lagret. Scania har till exempel egna förpackningslådor. Beroende på den kvantitet som beställs av kund kan därför endast någon låda plockas ut eller vi behov hela pallar.
Artikelplacering
I lagret använder de sig av en kombination av fasta samt flytande positioner. På de artiklar som personalen vet att det sker frekventa uttag har de fasta positioner. Annars är det flytande positioner i hela lagret. Då placeras artiklarna i närmsta lediga hyllplan. Eftersom lagret har lika storlekar på hyllplanen på alla platser behövs ingen hänsyn till specialutrymme tas. Placeringarna i lagret baseras endast på personalens egen expertis och vad som har gjorts tidigare. Vid inlagring rapporteras vilket hyllplan artikeln är placerad på via en dator i kuren.
4.3 Observationer
Under studiens gång har lagerverksamheten observerats och observationerna har dokumenterats för att vara till nytta vid senare beslutsfattande.
4.3.1 Insamlade data nuläge
För att enkelt kunna dela in hyllplatserna i A, B och C-platser krävs någon form av mätning eller indelning. Det kan utformas genom en avståndsmätning. Genom att mäta avståndet som truckarna färdas från depån till varje truckgång kan varje hyllplats få sitt eget avståndsvärde. Eftersom varje hyllplats är en meter i bredd så adderas en meter till det totala avståndet för varje plats längre in i gången. Figur 4.3 beskriver avstånden mellan depån samt lagerplats.
Figur 4.3 Hyllradernas avstånd från depån (beskrivet i meter (m))
Eftersom lagrets hyllor har fem hyllplan måste även höjden på dessa tas hänsyn till när avståndet beräknas. För att få fram rätt avstånd till produkten adderas
avståndet från depån till hyllplatsen med hyllplanets höjd. Höjderna finns dokumenterade i Figur 4.4.
Figur 4.4. Hyllplanens höjd (beskrivet i meter (m))
4.4 Nulägesbeskrivning frågeställning 2
Efter diskussioner med lagerarbetarna framgår de brister som finns i lagret. I nulägesanalysen identifieras de brister i lagret som rör arbetssäkerheten.
4.4.1 Truckar
Som tidigare nämnt i Kapitel 2.8 så står truckarna inom lager för nästan 800 olyckor om året. Det gör dem till en vital del av frågeställningen.
De truckar som används på Thor Ahlgrens lager idag har hjul som är monterade på en fri axel och kan vrida sig 360 grader. Vid en snäv sväng som överskrider 90 grader så tolkar trucken det som en uppmaning till att backa. Det leder till att det vid snabba och små svängar inne i lagret lätt blir fel och kan både skada
truckföraren, gående personal och omgivningen.
Enligt Lagerarbetare 2 så är det vanligaste att man slår i huvudet när det bromsar in fort eller att man förlorar balansen när man står på trucken. Han menar även på att dessa truckar är bättre anpassade för större lagerytor och att Thor Ahlgren borde införskaffa truckar som är bättre tillämpade för mindre lager.
4.4.2 Kuren
I lagret så står det ett arbetsrum där arbetarna kan hämta leveranser, skriva rapporter och föra protokoll. Där spenderar de vissa dagar mycket tid. Kuren är ungefär 10m^2 och belägen längs med väggen mellan porten och depån.
I kuren finns det varken vatten eller ventilation. Vill arbetarna hämta dricksvatten måste de gå ut från kuren, genom färdigvarulagret, genom kallagret, över en trafikerad väg och in i ett lunchrum i företagets huvudbyggnad.
Enligt Lagerarbetare 2 och 3 så finns det ingen ventilation i kuren vilket gör det så instängt att de måste ha dörren öppen. Dörren i sin tur går rakt ut i lagergången där truckarna färdas. En vidöppen dörr som gör en redan smal truckgång ännu smalare. Dessutom händer det enligt Lagerarbetare 1, 2 och 3 ofta att de går ut ur dörren utan att se sig för och en truckförare får gira undan. Detta medför en hög tillbudsrisk för truckförarna och de gående operatörerna.
4.4.3 Vågen
För att göra ankomstkontroll krävs det att produkterna som ankommer kontrollvägs. Detta görs med en 2m^2 stor golvvåg. Från vågen måste sedan lagerarbetaren gå till kuren för att rapportera siffrorna och boka in
ankomstkontrollen.
4.4.4 Solljus
På lagret finns inget eller dåligt insläpp för solljus. Det gör att arbetarna inte får någon form av naturligt ljus förens de ska gå på lunch eller slutar jobbet. Enligt Lagerarbetare 2 och 3 så blir detta påfrestande och tröttande i längden. De berättar att ett problem som ledningen pekar på är att ett fönster ökar risken för inbrott i lagret när det inte är bemannat.
4.4.5 Riskfylld klättring
Vissa pallar är fyllda med kartonger som innehåller ett mindre antal av en liten produkt. En del kunder beställer en så liten kvantitet av produkten att en hel kartong innehåller för många att skicka. Ifall den produkten inte står på golvet eller hyllplan 1 så måste en truck användas. Lagerarbetarna måste hämta trucken för att lasta ner pallen och köra den till packningsstationen. Detta tar extra tid och ibland finns det inte en ledig truck i närheten. För att spara tid så klättrar istället lagerarbetarna på hyllorna för att plocka ner produkten. Det ökar risken för kläm- och fallskador och medför en stor tillbudsrisk.
Ifall det finns en truck ledig så hämtar arbetarna pallen, ställer den framför packningsstationen och hämtar det som behövs. När pallen sedan sätts tillbaka finns det en halvfylld öppen kartong där de har plockat ifrån. Då fyller inte kartongen sitt syfte. Den öppna kartongen skyddar inte delarna från damm och smuts.
5
Analys, empiri & åtgärder
Kapitlet kommer att presentera studiens resultat genom presentation av rådata. Denna data kommer ej diskuteras utan endast visa på vad studien har kommit fram till. Resultatet har tagits fram med de tidigare presenterade teorierna som grund och har följt de presenterade metodernas tillvägagångssätt. Dessutom presenteras data för nuläget, åtgärden och jämförelsen för första frågeställningen.
5.1 Resultatanalys av Frågeställning 1
I detta kapitel besvaras studiens första frågeställning. För att besvara frågan om reducerade transportsträckor har nuläget analyserats mot de presenterade teorier ur teoretiska ramverket. Det för att beräkna nulägets prestanda som ligger till grund för att utvärdera förbättringsmöjligheter. Utifrån det presenteras alternativ som reducerar transportsträckor, vilket besvarar studiens första frågeställning. Den första frågeställningen i studien lyder:
[1] Hur skall lagret vara organiserat för att minimera sträckan operatörer och truckar behöver färdas för att hitta rätt delar?
5.2 Nulägets transportsträckor
För att reducera interna transportsträckor med hjälp av artikelplacering bör en ABC-analys utföras. En ABC-analys kan utföras på olika sätt beroende på valt mätvärde. [5]
Det första steget i processen skall bestämma lämpligt mätvärde. Då materialflöden skall inspekteras är volymvärdet vanligast förekommande [3]. Företagets
produktvärde varierar dock från 0,2kr till 200kr beroende på produkt. En sådan skillnad motsvarar en stor prisskillnad och leder till missvisande mätvärde. Det gjorde att uttagsfrekvensen valdes som mätvärde för ABC-analysen. Då endast transportsträckor tas i beaktning fungerar det lika väl enligt Lumsden [3]. Då mätvärdet är bestämt ska data för uttagsfrekvensen på var artikel under en bestämd tidsenhet samlas in. I denna fallstudie analyseras fjolårets
uttagsfrekvenser. Uttagsfrekvensen för var artikel sorteras i storleksordning från störst till minst och illustreras av ett diagram likt figur 2.14. Pareto-diagrammets y-axel visar sammanlagda antalet och styckuttag i procent, x-axeln visar antalet artiklar i procent. Pareto-diagrammet redogör sambandet mellan antalet artiklar och dess uttagsfrekvens. Pareto-diagrammet som baserats på företagets utplocksfrekvens presenteras nedan i Figur 5.1.
Figur 5.1 Fördelning av artiklar och uttag
Figuren visar att 20% av artiklarna står för cirka 80%. I jämförelse med Figur 2.12 så följer företagets uttag 80/20 regeln. Det gör att artikelplacering efter ABC reducerar summan av transportsträckor enligt Lumsden [3]. Detta styrker även Tomkins i sin bok [7].
För att transportsträckorna skall påverkas av en artikelplacering baserat på ABC-analys skall flödet vara U- eller cirkulärt utformat [5]. Ett linjärt eller triangulärt flöde påverkas inte eftersom inlastningen i lagret blir längre om plocksträckan blir kortare [3]. Fallföretaget följer teorierna om Paretos 80/20 enligt Figur 2.14. Samt är det cirkulärt utformat med en port för in- samt utlastning enligt figur 2.3. Fallföretaget följer de kriterier som är gynnsamma vid minskning av
transportsträckor. Då företaget har gynnsam fördelning av utplock samt gynnsamt flöde fortsätter ABC-analysen med kategorisering av A, B och C. Kategoriseringen kan vara olika beroende på valt mätetal.
Grundligen kategoriseras A, B och C-artiklar enligt Paretos princip där A-artiklar motsvarar 20%, B-artiklar motsvarar 30% och C-artiklar är resterande 50% [6]. A-artiklar representerar då cirka 80% av uttagen enligt Pareto, B-A-artiklar
representerar ca. 15% och C-artiklar representeras av ca. 5% av valt mätetal [5]. I denna fallstudie används antal uttag. Fallföretagets uttag av artiklar presenteras av Figur 5.2 nedan. För att förtydliga kategorisering presenteras även tabell med följande A, B och C värden. Det presenteras i Figur 5.3.
Figur 5.2 Paretodiagram med kategorisering
Figur 5.3 indelning artiklar
Efter att artiklarna kategoriseras i A-, B- och C-artiklar enligt Paretos 80/20-princip skall artiklarna placeras så att transportsträckorna reduceras. Enligt Tompkins skall artiklarna placeras enligt Figur 2.11. Där A-artiklar placeras närmast depån, sedan B-artiklar och längst ifrån depån ska C-artiklar placeras. [7] Innan artiklarna placeras efter ABC-kategoriseringen skall lagerverksamhetens nuläge analyseras för att sedan jämföras med förbättringen. Nuläget analyseras genom att placera ut vilka kategorier artiklarna tillhör. Sedan summeras
transportsträckor i marklängd och längden på höjden. Höjden påverkar
åtkomligheten vid ställagelagring och skall därför valideras vid en lagerplacering enligt ABC. [5]
Fallföretagets artikelplacering är placerat enligt Figur 5.4 nedan. Tillhörande Figur 5.5 med avstånd beskriver snittlängden för var artikelkategori.
Figur 5.4 Placering ABC nuläge
Figur 5.5 Snittavstånd ABC
Figur 5.4 över artikelplaceringen visar på att lagerverksamheten som tidigare nämnt under Kapitel 4 inte har placerat artiklar enligt ABC. Artiklarna i lagret placeras där det finns ledig yta. Endast ett få artiklar har fast position på grund av lagerarbetarnas kompetens om vilka artiklar som förekommer mer frekvent. På de lagerplatser det förekommer dubbla färger betyder det att på de olika hyllplanen lagerhålls artiklar i olika kategorier. Grönt och rött representerar till exempel A- samt C-artiklar på samma hylla men på olika hyllplanshöjd.
Ett sätt att beräkna prestandan på slumpmässig artikelplacering respektive uttagsbaserad placering är att multiplicera längden i meter med antalet uttag i styck. Då fås den totala transportsträckan under fjolåret. Dessa beräkningar gjordes i Excel och det totala avståndet presenteras i Tabell 5.1.
Tabell 5.1 Totallängd nuläge.
För att kunna få ett mer greppbart värde som går att förankra resultatet till verkligheten räknas även tidsåtgången ut. Detta görs genom att använda de genomsnitt på tider som inhämtades och sedan kombinera detta med
uttagsfrekvensen för att få en tidsåtgång per artikel. Tiden skiljer även på tid på marken och tiden beroende på höjden på artikeln. Detta summerades sedan som en total tidsåtgång och presenteras i Tabell 5.2.
Tabell 5.2 Total tidsåtgång nuläge.
Tidsåtgång markväg (h) Tidsåtgång höjd (h)
Total tidsåtgång 105,63 25,12
5.3 Förslag på lagerlayout för minskade transportsträckor
För att minska transportsträckorna struktureras artiklarna enligt Figur 2.11. På fallföretaget är depån, som i lagerverksamheten motsvarar packningsstationen, placerad i ett hörn. Den totala sträckan för artiklarna blir densamma om depån flyttas. Dock kan en flyttad depå bidra till flödesförbättringar samt förbättrad arbetsmiljö som behandlas i frågeställning 2. Det presenteras två layouter där depån var centraliserad likt figur 2.11. De två layouterna är följande Figur 5.6 samt Figur 5.7.
Mark (m) Höjd (m)
Figur 5.6 Layoutförslag 1
Figur 5.7 layoutförslag 2
Dessa förslag har packningsstationen (depå) placerad på samma plats. Det gör att det inte förekommer någon skillnad i avstånd i de olika förslagen. Placeringen
efter ABC kommer därför vara likadan för båda förslagen och det presenteras därför bara en ABC-placering. Placering av ABC-artiklar på fallföretaget beskrivs med figur 5.8 nedan.
Figur 5.8 Uttagsbaserad placering
Figur 5.9 Snittlängd uttagsbaserad placering
I lagret finns det 113 hyllplatser med 5 hyllplan, det motsvarar 565 lagerplatser. Under fjolåret hanterades 411 artiklar. I denna placering är A- och B-artiklar placerade på de två lägsta hyllplanen. Det för att minimera användandet av truck, då det behövs truck för att plocka artiklar på de tre översta hyllplanen. På hyllplan 3–5 placeras C-artiklar. Då det var 411 olika artiklar som plockades ut under fjolåret, finns det 154 platser som kan användas till flytande placering om alla artiklar har fast position. En kombination av fast och flytande artikelplacering med fast för plockartiklar och flytande som påfyllnad kan användas enligt Jonsson och Matsson [6].
För att beräkna transportsträckan vid uttagsbaserad artikelplacering användes samma metod. Den uttagsbaserade placeringen baseras på Figur 5.8, artiklarna placerades så att de artiklar med flest antal uttag placeras närmast depån. Den uttagsbaserade prestandan beräknades i Excel och presenteras i följande Tabell 5.3
Tabell 5.3 Totallängd uttagsbaserad artikelplacering
Även för tidsåtgången användes samma metod som tidigare och resultatet presenteras i Tabell 5.4 nedanför.
Tabell 5.4 Total tidsåtgång uttagsbaserad artikelplacering
5.4 Jämförelse mellan slumpmässig placering och
uttagsbaserad placering
Den slumpmässiga placeringen samt uttagsbaserad placering jämförs med följande ekvationer. Dessa beräkningar berör minskningen i antal meter och tidsåtgång i meter respektive timmar. Både avstånd och tidsåtgång visas även i procent.
𝑀𝑖𝑛𝑠𝑘𝑛𝑖𝑛𝑔 𝑚𝑎𝑟𝑘𝑎𝑣𝑠𝑡å𝑛𝑑 (𝑚) = 105822 − 75544 = 30278𝑚 𝑀𝑖𝑛𝑠𝑘𝑛𝑖𝑛𝑔 𝑚𝑎𝑟𝑘𝑎𝑣𝑠𝑡å𝑛𝑑 (%) = 30278 105822≈ 29% 𝑀𝑖𝑛𝑠𝑘𝑛𝑖𝑛𝑔 ℎö𝑗𝑑 (𝑚) = 7092 − 5827 = 1265𝑚 𝑀𝑖𝑛𝑠𝑘𝑛𝑖𝑛𝑔 ℎö𝑗𝑑 (%) =1265 7092 ≈ 18% 𝑀𝑖𝑛𝑠𝑘𝑛𝑖𝑛𝑔 𝑡𝑖𝑑å𝑡𝑔å𝑛𝑔 (ℎ) = (105,63 + 25,12) − (50,36 + 16,3) ≈ 64ℎ 𝑀𝑖𝑛𝑠𝑘𝑛𝑖𝑛𝑔 𝑡𝑖𝑑å𝑡𝑔å𝑛𝑔 (%) = 64 (105,63 + 25,12)≈ 49% Mark (m) Höjd (m) Totalt avstånd 75544 5827
Tidsåtgång markväg (h) Tidsåtgång höjd (h)
5.5 Resultatanalys av Frågeställning 2
Genom insamlade data och de teorier som studien tidigare tagit upp kan nu resultatet presenteras och analyseras. I detta delkapitel kommer nulägesanalysen från Kapitel 4.4 behandlas genom den teorin som är relevant för resultatet. Den andra frågeställningen i studien lyder:
[2] Hur kan företaget organisera lagerverksamheten så att det blir en säkrare
arbetsplats och med en reducerad risk för olyckor och tillbud?
Frågeställningen har formulerats så att en säkrare arbetsplats och en reducerad risk för olyckor och tillbud efterfrågas. Detta betyder att varje fördel som en
förändring på lagret ger, tillför till frågeställningens svar.
Det har antagits att det går att identifiera lösningar som gör det till en säkrare arbetsplats genom intervjuer med lagerarbetarna, litteraturstudier, företagets skyddsronder och arbetsmiljöverkets rapporter.
Efter intervjuer med lagerarbetarna framgick det att de upplevde flera problem i lagret som ökar risken för olyckor och tillbud. Det de tillsammans kom fram till var de största säkerhets- och arbetsmiljöproblemen var;
1. Truckarna är inte anpassade för ett litet och trångt lager. Hjulen svänger 360 grader och kan skada dem.
2. Kuren där arbetsrummet ligger i har ingen ventilation.
3. Dörren till kuren står öppen för det mesta för att det ska gå att arbeta i den.
4. Truckarna åker förbi gången utanför kuren och kan krocka med både en öppen dörr eller en operatör som går rätt ut från kuren.
5. Vill de ha vatten så måste de gå genom hela lagerbyggnaden, ut över vägen och in i lunchrummet i företagets huvudbyggnad.
6. Det finns inget naturligt ljus i lagret.
Det som är gemensamt för företagets skyddsrond, författarnas egen skyddsrond och lagerarbetarnas åsikter är att problem 3 och 4 är de problem som orsakar flest tillbud. Dessutom är problem 2 ett underliggande problem och en av
förutsättningarna till att problem 3 och 4 existerar. Företaget formulerar i sin skyddsrond problemet enligt figur 5.10.
Figur 5.10 Skyddsrond
Detta syns i företagets skyddsrond och undersöks av studien. För att i första hand reducera tillbudsrisken i färdigvarulagret måste en lösning presenteras för hur kuren och dess dörr ska behandlas.
Förutom de problem som företaget själva visar på i sin skyddsrond så har
författarnas egen skyddsrond visat på dålig luft i kuren. Detta har påvisats tidigare i intervjuer med lagerarbetare och de bekräftar även detta i efterhand.